Embed Size (px)
Citation preview
2�В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И Н
№3/20�� Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И
CA
LS
-Т
ЕХ
НО
ЛО
ГИ
И
С широким использованием прикладных информационных технологий, развитием совместного, территориально распреде-ленного создания наукоемких изделий машиностроения, их проектирование, производство и эксплуатация всё более зависят от электронных данных об изделиях, что обусловливает актуальность проблемы качества этих данных.
Качество данных электронной модели изделия (ЭМИ) — степень соответствия совокупности её свойств требованиям вы-полнения функции источника достоверной легитимной информации об изделии на всём протяжении жизненного цикла изделия (ЖЦИ) при сохранении доступности инфор-мации для всех пользователей, имеющих права доступа. Как отмечено в [1], хорошее качество данных означает предоставление правильных данных определенным пользо-вателям в требуемое время (в оригинале: the right data to the right people at the right time). Таким образом, речь идет о формировании актуальной ЭМИ, готовой к использованию в любой момент времени ЖЦИ в соответствии с потребностями пользователя.
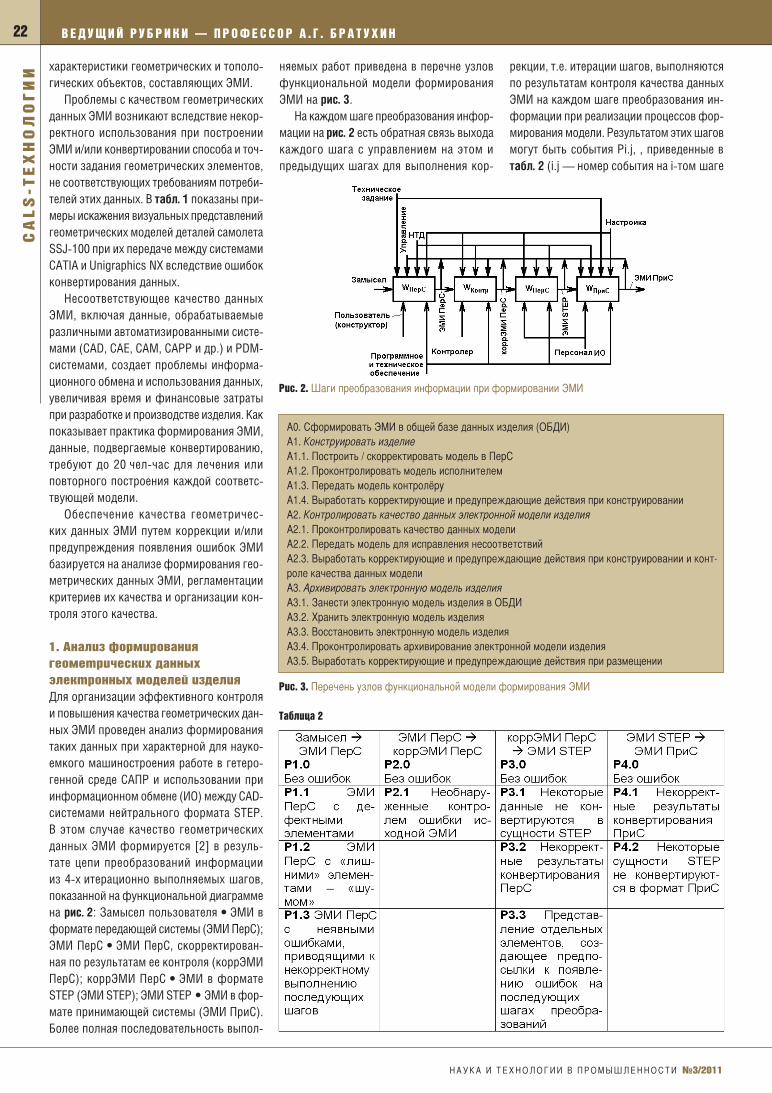
В любой ЭМИ можно выделить ряд видов ее структурных элементов, показанных на рис. 1.
ЭМИ содержит электронные геомет-рические модели в виде набора геомет-рических данных и атрибутов (свойств, характеристик, реквизитов и других данных), необходимых для изготовления, контроля, сборки, эксплуатации, ремонта и утилизации изделия. Геометрические данные — это
М.А. Погосян, Президент Объединенной Авиастроительной корпорации, Лауреат Государственной премии РФ, Лауреат премии Правительства РФ, д-р техн. наук, член-корреспондент РАНВ.А. Злыгарев, директор отделения — руководитель тематического направления ОАО «Научно-исследовательский центр автоматизированных систем конструирования» (НИЦ АСК)Д.Ю. Стрелец, канд. техн. наук, заместитель начальника проектно-исследовательского отделенияВ.Н. Юрин, д-р техн. наук, президент МАТИ (Российский Государственный технологический университет им. К.Э. Циолковского), научный консультант ОАО «НИЦ АСК», почетный работник Высшего профессионального образованияБ.В. ященко, канд. техн. наук, начальник научно-исследовательского отделения геометрического моделирования ОАО «ОКБ Сухого»
ПРЕОБРАЗОВАНИЕ ДАННыХ ЭЛЕКТОРОННОЙ МОДЕЛИ SSJ-�00
Рис. �. Виды структурных элементов ЭМИ и их взаимосвязи
Таблица �
Пример UC01
Передающая система Принимающая система
Unigraphics NX CATIA v.5 rel.14
Пример CU04
Передающая система Принимающая система
CATIA v.5 rel.16 Unigraphics NX
М.А. Погосян В.А. Злыгарев Д.Ю. Стрелец В.Н. Юрин Б.В. ященко
В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И НC
AL
S-Т
ЕХ
НО
ЛО
ГИ
И
Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И №3/20��
22
характеристики геометрических и тополо-гических объектов, составляющих ЭМИ.
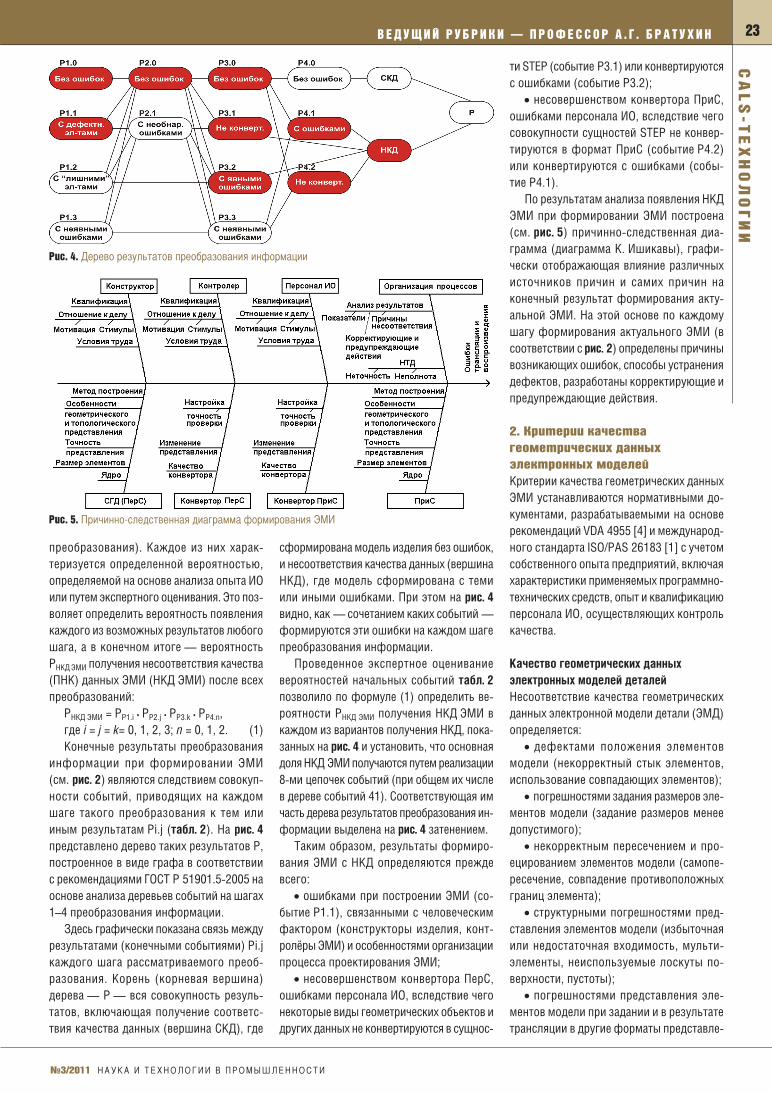
Проблемы с качеством геометрических данных ЭМИ возникают вследствие некор-ректного использования при построении ЭМИ и/или конвертировании способа и точ-ности задания геометрических элементов, не соответствующих требованиям потреби-телей этих данных. В табл. 1 показаны при-меры искажения визуальных представлений геометрических моделей деталей самолета SSJ-100 при их передаче между системами CATIA и Unigraphics NX вследствие ошибок конвертирования данных.
Несоответствующее качество данных ЭМИ, включая данные, обрабатываемые различными автоматизированными систе-мами (CAD, CAE, CAM, CAPP и др.) и PDM-системами, создает проблемы информа-ционного обмена и использования данных, увеличивая время и финансовые затраты при разработке и производстве изделия. Как показывает практика формирования ЭМИ, данные, подвергаемые конвертированию, требуют до 20 чел-час для лечения или повторного построения каждой соответс-твующей модели.
Обеспечение качества геометричес-ких данных ЭМИ путем коррекции и/или предупреждения появления ошибок ЭМИ базируется на анализе формирования гео-метрических данных ЭМИ, регламентации критериев их качества и организации кон-троля этого качества.
�. Анализ формирования
геометрических данных
электронных моделей изделия
Для организации эффективного контроля и повышения качества геометрических дан-ных ЭМИ проведен анализ формирования таких данных при характерной для науко-емкого машиностроения работе в гетеро-генной среде САПР и использовании при информационном обмене (ИО) между CAD-системами нейтрального формата STEP. В этом случае качество геометрических данных ЭМИ формируется [2] в резуль-тате цепи преобразований информации из 4-х итерационно выполняемых шагов, показанной на функциональной диаграмме на рис. 2: Замысел пользователя • ЭМИ в формате передающей системы (ЭМИ ПерС); ЭМИ ПерС • ЭМИ ПерС, скорректирован-ная по результатам ее контроля (коррЭМИ ПерС); коррЭМИ ПерС • ЭМИ в формате STEP (ЭМИ STEP); ЭМИ STEP • ЭМИ в фор-мате принимающей системы (ЭМИ ПриС). Более полная последовательность выпол-
няемых работ приведена в перечне узлов функциональной модели формирования ЭМИ на рис. 3.
На каждом шаге преобразования инфор-мации на рис. 2 есть обратная связь выхода каждого шага с управлением на этом и предыдущих шагах для выполнения кор-
рекции, т.е. итерации шагов, выполняются по результатам контроля качества данных ЭМИ на каждом шаге преобразования ин-формации при реализации процессов фор-мирования модели. Результатом этих шагов могут быть события Рi.j, , приведенные в табл. 2 (i.j — номер события на i-том шаге
Рис. 2. Шаги преобразования информации при формировании ЭМИ
А0. Сформировать ЭМИ в общей базе данных изделия (ОБДИ) А1. Конструировать изделиеА1.1. Построить / скорректировать модель в ПерСА1.2. Проконтролировать модель исполнителемА1.3. Передать модель контролёруА1.4. Выработать корректирующие и предупреждающие действия при конструированииА2. Контролировать качество данных электронной модели изделия А2.1. Проконтролировать качество данных моделиА2.2. Передать модель для исправления несоответствийА2.3. Выработать корректирующие и предупреждающие действия при конструировании и конт-роле качества данных моделиА3. Архивировать электронную модель изделия А3.1. Занести электронную модель изделия в ОБДИА3.2. Хранить электронную модель изделияА3.3. Восстановить электронную модель изделияА3.4. Проконтролировать архивирование электронной модели изделия А3.5. Выработать корректирующие и предупреждающие действия при размещении
Рис. 3. Перечень узлов функциональной модели формирования ЭМИ
Таблица 2
23В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И Н
№3/20�� Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И
CA
LS
-Т
ЕХ
НО
ЛО
ГИ
И
преобразования). Каждое из них харак-теризуется определенной вероятностью, определяемой на основе анализа опыта ИО или путем экспертного оценивания. Это поз-воляет определить вероятность появления каждого из возможных результатов любого шага, а в конечном итоге — вероятность РНКД ЭМИ получения несоответствия качества (ПНК) данных ЭМИ (НКД ЭМИ) после всех преобразований:
РНКД ЭМИ = РР1.i • РР2.j • РР3.k • РР4.n,где i = j = k= 0, 1, 2, 3; n = 0, 1, 2. (1)Конечные результаты преобразования
информации при формировании ЭМИ (см. рис. 2) являются следствием совокуп-ности событий, приводящих на каждом шаге такого преобразования к тем или иным результатам Рi.j (табл. 2). На рис. 4 представлено дерево таких результатов Р, построенное в виде графа в соответствии с рекомендациями ГОСТ Р 51901.5-2005 на основе анализа деревьев событий на шагах 1–4 преобразования информации.
Здесь графически показана связь между результатами (конечными событиями) Рi.j каждого шага рассматриваемого преоб-разования. Корень (корневая вершина) дерева — Р — вся совокупность резуль-татов, включающая получение соответс-твия качества данных (вершина СКД), где
сформирована модель изделия без ошибок, и несоответствия качества данных (вершина НКД), где модель сформирована с теми или иными ошибками. При этом на рис. 4 видно, как — сочетанием каких событий — формируются эти ошибки на каждом шаге преобразования информации.
Проведенное экспертное оценивание вероятностей начальных событий табл. 2 позволило по формуле (1) определить ве-роятности РНКД ЭМИ получения НКД ЭМИ в каждом из вариантов получения НКД, пока-занных на рис. 4 и установить, что основная доля НКД ЭМИ получаются путем реализации 8-ми цепочек событий (при общем их числе в дереве событий 41). Соответствующая им часть дерева результатов преобразования ин-формации выделена на рис. 4 затенением.
Таким образом, результаты формиро-вания ЭМИ с НКД определяются прежде всего:
• ошибками при построении ЭМИ (со-бытие Р1.1), связанными с человеческим фактором (конструкторы изделия, конт-ролёры ЭМИ) и особенностями организации процесса проектирования ЭМИ;
• несовершенством конвертора ПерС, ошибками персонала ИО, вследствие чего некоторые виды геометрических объектов и других данных не конвертируются в сущнос-
ти STEP (событие Р3.1) или конвертируются с ошибками (событие Р3.2);
• несовершенством конвертора ПриС, ошибками персонала ИО, вследствие чего совокупности сущностей STEP не конвер-тируются в формат ПриС (событие Р4.2) или конвертируются с ошибками (собы-тие Р4.1).
По результатам анализа появления НКД ЭМИ при формировании ЭМИ построена (см. рис. 5) причинно-следственная диа-грамма (диаграмма К. Ишикавы), графи-чески отображающая влияние различных источников причин и самих причин на конечный результат формирования акту-альной ЭМИ. На этой основе по каждому шагу формирования актуального ЭМИ (в соответствии с рис. 2) определены причины возникающих ошибок, способы устранения дефектов, разработаны корректирующие и предупреждающие действия.
2. Критерии качества
геометрических данных
электронных моделей
Критерии качества геометрических данных ЭМИ устанавливаются нормативными до-кументами, разрабатываемыми на основе рекомендаций VDA 4955 [4] и международ-ного стандарта ISO/PAS 26183 [1] с учетом собственного опыта предприятий, включая характеристики применяемых программно-технических средств, опыт и квалификацию персонала ИО, осуществляющих контроль качества.
Качество геометрических данных электронных моделей деталей Несоответствие качества геометрических данных электронной модели детали (ЭМД) определяется:
• дефектами положения элементов модели (некорректный стык элементов, использование совпадающих элементов);
• погрешностями задания размеров эле-ментов модели (задание размеров менее допустимого);
• некорректным пересечением и про-ецированием элементов модели (самопе-ресечение, совпадение противоположных границ элемента);
• структурными погрешностями пред-ставления элементов модели (избыточная или недостаточная входимость, мульти-элементы, неиспользуемые лоскуты по-верхности, пустоты);
• погрешностями представления эле-ментов модели при задании и в результате трансляции в другие форматы представле-
Рис. 5. Причинно-следственная диаграмма формирования ЭМИ
Рис. 4. Дерево результатов преобразования информации
В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И НC
AL
S-Т
ЕХ
НО
ЛО
ГИ
И
Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И №3/20��
24
ния, отличные от исходных, например, при архивном хранении модели в нейтральных форматах для обеспечения возможнос-ти её использования при изменении (за время хранения) программных средств и технологий, применяемых при создании и использовании моделей — направления нормалей (волнообразность, складчатость, острый или касательный угол в угловой точке или между элементами, дефекты преобразования при аналитическом задании элемента, задание элементов с избыточной сложностью, слишком высокая степень полинома при задании кривой или поверх-ности, большое количество составляющих элементов (фрагментов), несогласованность топологии и геометрии элемента).
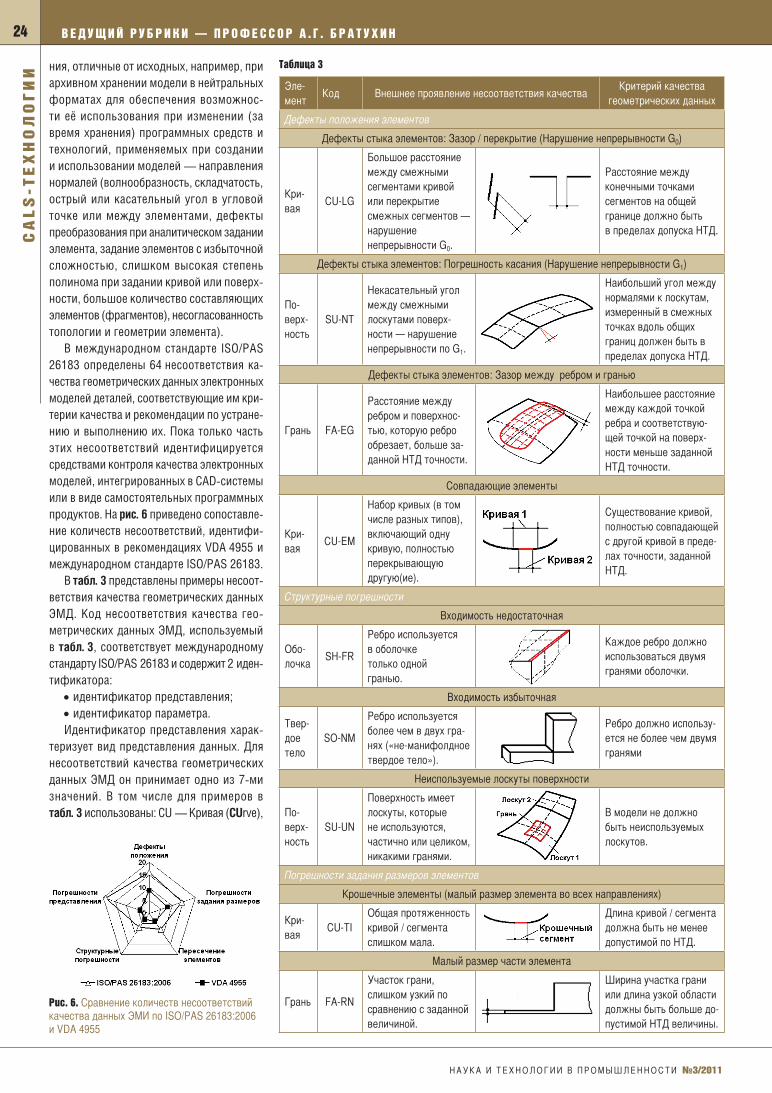
В международном стандарте ISO/PAS 26183 определены 64 несоответствия ка-чества геометрических данных электронных моделей деталей, соответствующие им кри-терии качества и рекомендации по устране-нию и выполнению их. Пока только часть этих несоответствий идентифицируется средствами контроля качества электронных моделей, интегрированных в CAD-системы или в виде самостоятельных программных продуктов. На рис. 6 приведено сопоставле-ние количеств несоответствий, идентифи-цированных в рекомендациях VDA 4955 и международном стандарте ISO/PAS 26183.
В табл. 3 представлены примеры несоот-ветствия качества геометрических данных ЭМД. Код несоответствия качества гео-метрических данных ЭМД, используемый в табл. 3, соответствует международному стандарту ISO/PAS 26183 и содержит 2 иден-тификатора:
• идентификатор представления; • идентификатор параметра.Идентификатор представления харак-
теризует вид представления данных. Для несоответствий качества геометрических данных ЭМД он принимает одно из 7-ми значений. В том числе для примеров в табл. 3 использованы: CU — Кривая (CUrve),
Таблица 3
Эле-мент
Код Внешнее проявление несоответствия качестваКритерий качества
геометрических данных
Дефекты положения элементов
Дефекты стыка элементов: Зазор / перекрытие (Нарушение непрерывности G0)
Кри-вая
CU-LG
Большое расстояние между смежными сегментами кривой или перекрытие смежных сегментов — нарушение непрерывности G0.
Расстояние между конечными точками сегментов на общей границе должно быть в пределах допуска НТД.
Дефекты стыка элементов: Погрешность касания (Нарушение непрерывности G1)
По-верх-ность
SU-NT
Некасательный угол между смежными лоскутами поверх-ности — нарушение непрерывности по G1.
Наибольший угол между нормалями к лоскутам, измеренный в смежных точках вдоль общих границ должен быть в пределах допуска НТД.
Дефекты стыка элементов: Зазор между ребром и гранью
Грань FA-EG
Расстояние между ребром и поверхнос-тью, которую ребро обрезает, больше за-данной НТД точности.
Наибольшее расстояние между каждой точкой ребра и соответствую-щей точкой на поверх-ности меньше заданной НТД точности.
Совпадающие элементы
Кри-вая
CU-EM
Набор кривых (в том числе разных типов), включающий одну кривую, полностью перекрывающую другую(ие).
Существование кривой, полностью совпадающей с другой кривой в преде-лах точности, заданной НТД.
Структурные погрешности
Входимость недостаточная
Обо-лочка
SH-FR
Ребро используется в оболочке только одной гранью.
Каждое ребро должно использоваться двумя гранями оболочки.
Входимость избыточная
Твер-дое тело
SO-NM
Ребро используется более чем в двух гра-нях («не-манифолдное твердое тело»).
Ребро должно использу-ется не более чем двумя гранями
Неиспользуемые лоскуты поверхности
По-верх-ность
SU-UN
Поверхность имеет лоскуты, которые не используются, частично или целиком, никакими гранями.
В модели не должно быть неиспользуемых лоскутов.
Погрешности задания размеров элементов
Крошечные элементы (малый размер элемента во всех направлениях)
Кри-вая
CU-TIОбщая протяженность кривой / сегмента слишком мала.
Длина кривой / сегмента должна быть не менее допустимой по НТД.
Малый размер части элемента
Грань FA-RN
Участок грани, слишком узкий по сравнению с заданной величиной.
Ширина участка грани или длина узкой области должны быть больше до-пустимой НТД величины.
Рис. 6. Сравнение количеств несоответствий качества данных ЭМИ по ISO/PAS 26183:2006 и VDA 4955
25В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И Н
№3/20�� Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И
CA
LS
-Т
ЕХ
НО
ЛО
ГИ
И
FA — Грань (FAce), SH — Оболочка (SHell), SO — Твердотельное представление (SOlid representation), SU — Поверхностное пред-ставление (SUrface representation).
Идентификатор параметра характеризует причину возникновения несоответствия качес-тва геометрических данных ЭМД. Для каждого из таких несоответствий он принимает одно из 29 значений. В том числе для примеров в табл. 3 использованы: EG — Зазор между ребрами (Edge Gap), EM — Встроенные эле-менты (EMbedded elements), FR — Свободный элемент (FRee element), LG — Большой за-зор (разрыв) / перекрытие между элемента-ми — нарушение непрерывности по G0 — G0 непрерывность (Large Gap between elements (G0 discontinuity)), NM — Не-манифолд (Non-Manifold), NT — Некасательный угол между
элементами — нарушение непрерывности по первой производной — G1 непрерывность (Non-Tangent angle between elements — (G1 discontinuity)), RN — Относительно узкий элемент (Relatively Narrow), UN — Неис-пользуемые элементы (UNused elements), TI — Крошечные элементы (TIny elements).
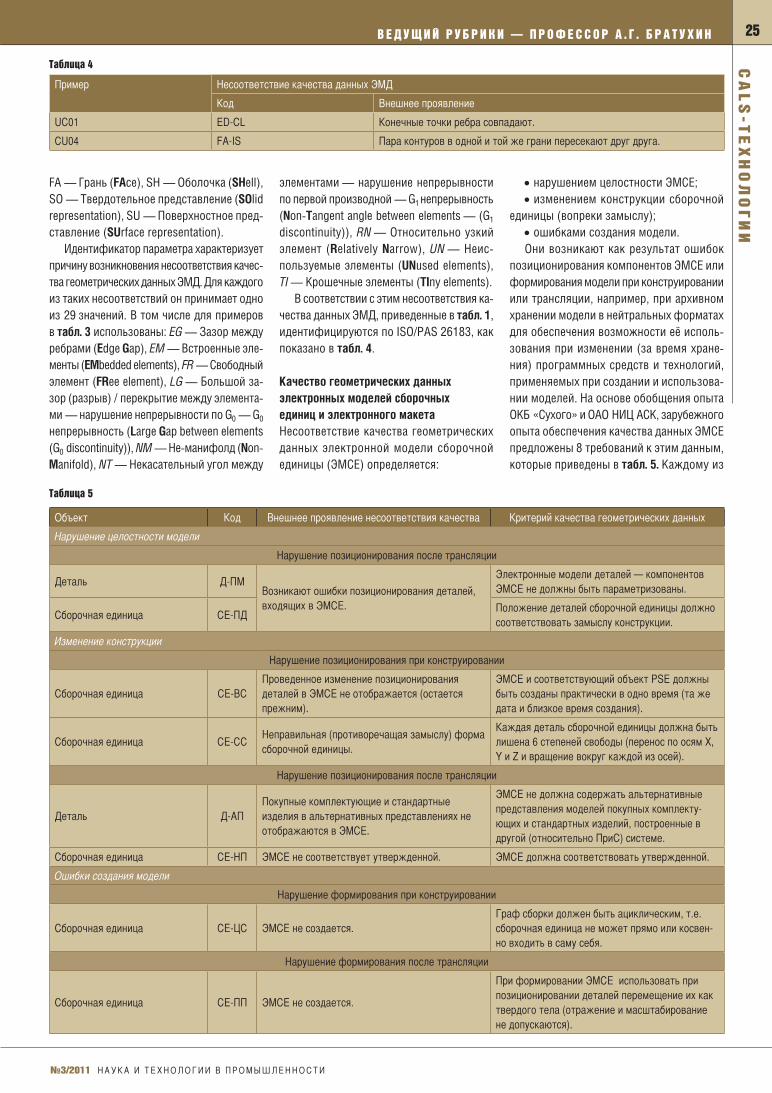
В соответствии с этим несоответствия ка-чества данных ЭМД, приведенные в табл. 1, идентифицируются по ISO/PAS 26183, как показано в табл. 4.
Качество геометрических данных электронных моделей сборочных единиц и электронного макетаНесоответствие качества геометрических данных электронной модели сборочной единицы (ЭМСЕ) определяется:
• нарушением целостности ЭМСЕ;• изменением конструкции сборочной
единицы (вопреки замыслу);• ошибками создания модели.Они возникают как результат ошибок
позиционирования компонентов ЭМСЕ или формирования модели при конструировании или трансляции, например, при архивном хранении модели в нейтральных форматах для обеспечения возможности её исполь-зования при изменении (за время хране-ния) программных средств и технологий, применяемых при создании и использова-нии моделей. На основе обобщения опыта ОКБ «Сухого» и ОАО НИЦ АСК, зарубежного опыта обеспечения качества данных ЭМСЕ предложены 8 требований к этим данным, которые приведены в табл. 5. Каждому из
Таблица 4
Пример Несоответствие качества данных ЭМД
Код Внешнее проявление
UC01 ED-CL Конечные точки ребра совпадают.
CU04 FA-IS Пара контуров в одной и той же грани пересекают друг друга.
Таблица 5
Объект Код Внешнее проявление несоответствия качества Критерий качества геометрических данных
Нарушение целостности модели
Нарушение позиционирования после трансляции
Деталь Д-ПМВозникают ошибки позиционирования деталей, входящих в ЭМСЕ.
Электронные модели деталей — компонентов ЭМСЕ не должны быть параметризованы.
Сборочная единица СЕ-ПДПоложение деталей сборочной единицы должно соответствовать замыслу конструкции.
Изменение конструкции
Нарушение позиционирования при конструировании
Сборочная единица СЕ-ВСПроведенное изменение позиционирования деталей в ЭМСЕ не отображается (остается прежним).
ЭМСЕ и соответствующий объект PSE должны быть созданы практически в одно время (та же дата и близкое время создания).
Сборочная единица СЕ-ССНеправильная (противоречащая замыслу) форма сборочной единицы.
Каждая деталь сборочной единицы должна быть лишена 6 степеней свободы (перенос по осям X, Y и Z и вращение вокруг каждой из осей).
Нарушение позиционирования после трансляции
Деталь Д-АППокупные комплектующие и стандартные изделия в альтернативных представлениях не отображаются в ЭМСЕ.
ЭМСЕ не должна содержать альтернативные представления моделей покупных комплекту-ющих и стандартных изделий, построенные в другой (относительно ПриС) системе.
Сборочная единица СЕ-НП ЭМСЕ не соответствует утвержденной. ЭМСЕ должна соответствовать утвержденной.
Ошибки создания модели
Нарушение формирования при конструировании
Сборочная единица СЕ-ЦС ЭМСЕ не создается.Граф сборки должен быть ациклическим, т.е. сборочная единица не может прямо или косвен-но входить в саму себя.
Нарушение формирования после трансляции
Сборочная единица СЕ-ПП ЭМСЕ не создается.
При формировании ЭМСЕ использовать при позиционировании деталей перемещение их как твердого тела (отражение и масштабирование не допускаются).

В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И НC
AL
S-Т
ЕХ
НО
ЛО
ГИ
И
Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И №3/20��
26
несоответствий качества геометрических данных ЭМСЕ по аналогии с международ-ным стандартом ISO/PAS 26183 (см. выше) присвоен двухпозиционный код, содер-жащий:
• идентификатор представления, харак-теризующий вид представления данных и принимающий одно из 2-х значений: Д — деталь или СЕ — сборочная единица;
• идентификатор параметра, характе-ризующий причину возникновения несоот-ветствия качества данных и принимающий одно из 8-ми значений: ПМ — Параметри-ческая модель, ПД — Позиционирование деталей, ВС — Время создания, СС — Степени свободы, АП — Альтернативные представления, НП — Нарушение порядка, ЦС — Циклические связи, ПП — Переме-щения при позиционировании.
Например, в системах CATIA и NX ис-пользуются способы позиционирования деталей в ЭМСЕ, несовместимые с пред-ставлением этого позиционирования в системе TeamCenter, что в ряде случаев приводит к нарушению целостности мо-дели после её трансляции (модель «разле-тается»). Пример такого рода нарушения целостности ЭМСЕ приведен на рис. 7: возникают ошибки позиционирования деталей, входящих в модель (код этого несоответствия качества СЕ-ПД).
По ГОСТ 2.052-2006 (статья 3.1.15) электронный макет изделия — это ЭМИ, описывающая его внешнюю форму и размеры, позволяющая полностью или частично оценить его взаимодействие с
элементами производственного и/или экс-плуатационного окружения, служащая для принятия решений при разработке изделия и процессов его изготовления и исполь-зования. Поэтому требования к качеству геометрических данных электронного ма-кета (а также покупного комплектующе-го / стандартного изделия, содержащего составные части) аналогичны требованиям к качеству данных ЭМСЕ.
3. Организация контроля качества
геометрических данных электронных
моделей
Совершенствование формирования акту-альной ЭМИ существенно ограничено воз-можностями используемых программных средств их создания и конвертирования. Отечественный пользователь практически лишен каких-либо возможностей влиять на изменение этих программных средств, поставляемых ведущими западными про-изводителями. Поэтому пользователь в этих условиях может:
• постоянно совершенствовать сте-пень корректности использования воз-можностей применяемых программных средств периодическим корректированием требований своей НТД, повышением ква-лификации персонала (инженерного и информационного обмена);
• выявить путем проведения иссле-дований, анализа опыта формирования актуальной ЭМИ или методом проб и ошибок сочетания методов построения ЭМИ, настроек конвертеров, приводящих
к наиболее тяжелым последствиям при трансляции на всех стадиях преобразо-вания информации при формировании актуальной ЭМИ, и дать соответствующие рекомендации (ограничения) по их исполь-зованию в НТД предприятия;
• проводить тотальный контроль качест- ва данных на всех стадиях формирова-ния актуальной ЭМИ с последующим его анализом для соответствующей коррек-тировки НТД;
• работать в контакте с разработчиками программного создания и конвертирова-ния ЭМИ, прежде всего через участие в международных ассоциациях пользова-телей; консолидировать отечественных пользователей программного обеспечения в их взаимоотношениях с разработчиками программного обеспечения для усиления возможностей влияния на последних с целью учета своих интересов;
• путем аутсорсинга или своими силами разработать конвертеры (с учетом опыта эксплуатации программного обеспечения на предприятии);
• заключать соглашения об обмене дан-ными с бизнес-партнерами, участвующими в разработке, производстве и эксплуатации изделия, что позволит не терять контроль за качеством поставляемых ими данных, используемых в ЭМИ.
При этом принципиально важно, что-бы такая работа проводилась постоянно, с учетом требований долговременного хранения и восстановления данных ЭМИ в условиях неоднократной смены ис-пользуемых аппаратных и программных средств, поколений персонала. Пути совер-шенствования формирования актуальной ЭМИ — корректирующие и предупреж-дающие действия при этой деятельности определяются на основе анализа причин появления ошибок трансляции и воспро-изведения ЭМИ (см. рис. 5). Анализируя совокупности таких путей, необходимо отобрать подлежащие внедрению.
Любая работа, выполняемая человеком, в том числе с использованием автоматизи-рованных систем, выполняется по циклу: планирование — выполнение — конт-роль — коррекция выполнения (по циклу Деминга [5]). В идеальном случае:
• планирование должно учитывать требования к результату работы, а также возможности исполнителя и используемых им средств;
• выполнение должно быть корректным, правильным, в соответствии с требования-ми НТД, т.е. исполнитель и используемые
Рис. 7. Нарушение целостности ЭМСЕ
27В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И Н
№3/20�� Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И
CA
LS
-Т
ЕХ
НО
ЛО
ГИ
И
им средства не должны делать ошибок при корректных действиях;
• контроль должен выявлять все от-клонения от несоответствий результата требованиям;
• коррекция выполнения должна пол-ностью обеспечить исправление результа-та и изменение действий при повторном выполнении для исключения подобных несоответствий (разработка корректирую-щих действий) и, желательно, — предуп-реждающих действий, устраняющих при-чины других (прежде всего аналогичных) потенциальных несоответствий.
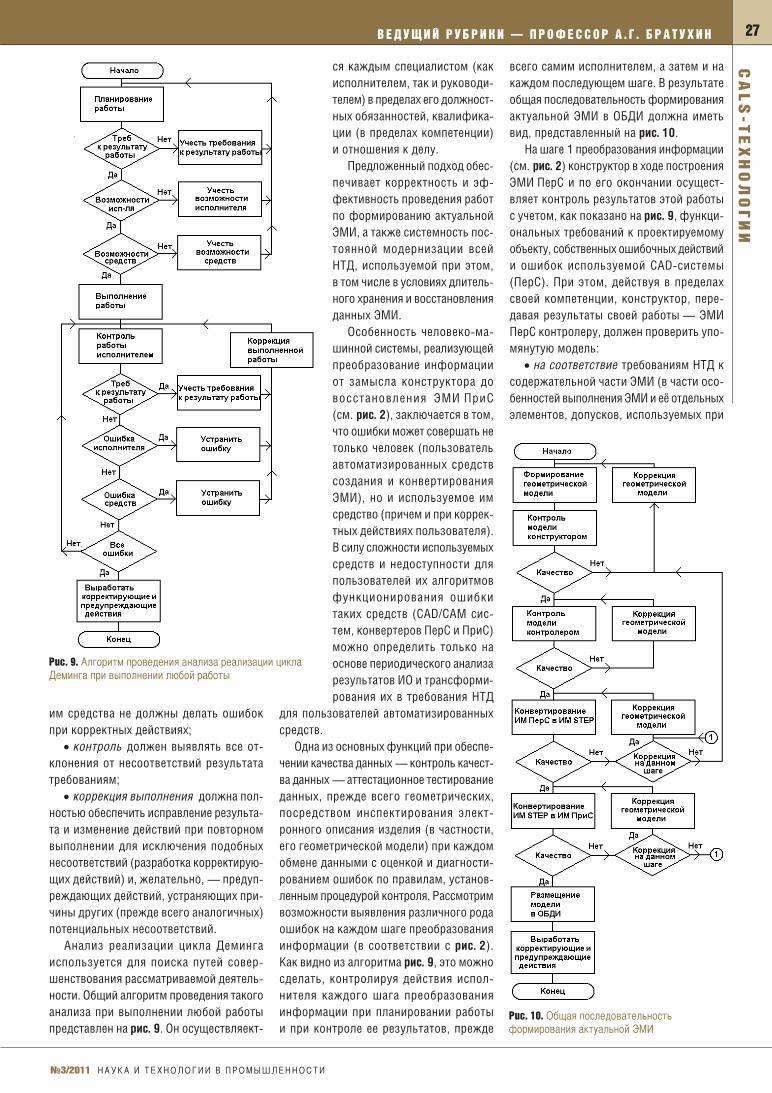
Анализ реализации цикла Деминга используется для поиска путей совер-шенствования рассматриваемой деятель-ности. Общий алгоритм проведения такого анализа при выполнении любой работы представлен на рис. 9. Он осуществляект-
ся каждым специалистом (как исполнителем, так и руководи-телем) в пределах его должност- ных обязанностей, квалифика-ции (в пределах компетенции) и отношения к делу.
Предложенный подход обес-печивает корректность и эф-фективность проведения работ по формированию актуальной ЭМИ, а также системность пос-тоянной модернизации всей НТД, используемой при этом, в том числе в условиях длитель-ного хранения и восстановления данных ЭМИ.
Особенность человеко-ма-шинной системы, реализующей преобразование информации от замысла конструктора до восстановления ЭМИ ПриС (см. рис. 2), заключается в том, что ошибки может совершать не только человек (пользователь автоматизированных средств создания и конвертирования ЭМИ), но и используемое им средство (причем и при коррек-тных действиях пользователя). В силу сложности используемых средств и недоступности для пользователей их алгоритмов функционирования ошибки таких средств (CAD/CAM сис-тем, конвертеров ПерС и ПриС) можно определить только на основе периодического анализа результатов ИО и трансформи-рования их в требования НТД
для пользователей автоматизированных средств.
Одна из основных функций при обеспе-чении качества данных — контроль качест-ва данных — аттестационное тестирование данных, прежде всего геометрических, посредством инспектирования элект-ронного описания изделия (в частности, его геометрической модели) при каждом обмене данными с оценкой и диагности-рованием ошибок по правилам, установ-ленным процедурой контроля. Рассмотрим возможности выявления различного рода ошибок на каждом шаге преобразования информации (в соответствии с рис. 2). Как видно из алгоритма рис. 9, это можно сделать, контролируя действия испол-нителя каждого шага преобразования информации при планировании работы и при контроле ее результатов, прежде
всего самим исполнителем, а затем и на каждом последующем шаге. В результате общая последовательность формирования актуальной ЭМИ в ОБДИ должна иметь вид, представленный на рис. 10.
На шаге 1 преобразования информации (см. рис. 2) конструктор в ходе построения ЭМИ ПерС и по его окончании осущест-вляет контроль результатов этой работы с учетом, как показано на рис. 9, функци-ональных требований к проектируемому объекту, собственных ошибочных действий и ошибок используемой CAD-системы (ПерС). При этом, действуя в пределах своей компетенции, конструктор, пере-давая результаты своей работы — ЭМИ ПерС контролеру, должен проверить упо-мянутую модель:
• на соответствие требованиям НТД к содержательной части ЭМИ (в части осо-бенностей выполнения ЭМИ и её отдельных элементов, допусков, используемых при
Рис. 9. Алгоритм проведения анализа реализации цикла Деминга при выполнении любой работы
Рис. �0. Общая последовательность формирования актуальной ЭМИ
В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И НC
AL
S-Т
ЕХ
НО
ЛО
ГИ
И
Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И №3/20��
28
моделировании, внесения информации о применяемых материалах, о технических требованиях, о массово-инерционных и массово-центровочных характеристиках детали); при обладании соответствую-щей квалификацией и наличии времени конструктор может проверить созданную модель с использованием специализиро-ванных средств контроля, прежде всего встроенных в используемом им автома-тизированном средстве, на соответствие требованиям точности и целостности;
• на соответствие используемых спо-собов построения элементов модели ре-комендациям НТД, разрабатываемой и корректируемой на основе анализа опыта контроля и коррекции ЭМИ при реализа-ции ИО;
• на соответствие замыслу конструк-тора и требованиям технического задания прямых характеристик модели:
– структуры модели (составляющих элементов и их связей);
– геометрической формы модели и ее элементов;
– размеров модели и ее элементов; • на наличие необразмеренных гео-
метрических элементов, которые могут оказаться «лишними» элементами (оди-
ноких, несвязанных с собственно ЭМИ), образовавшимися в результате некоррект- ной работы CAD-системы (например, при обрезке после построения); для устранения по крайней мере части таких элементов в ЭМИ целесообразно выполнить процедуру их удаления.
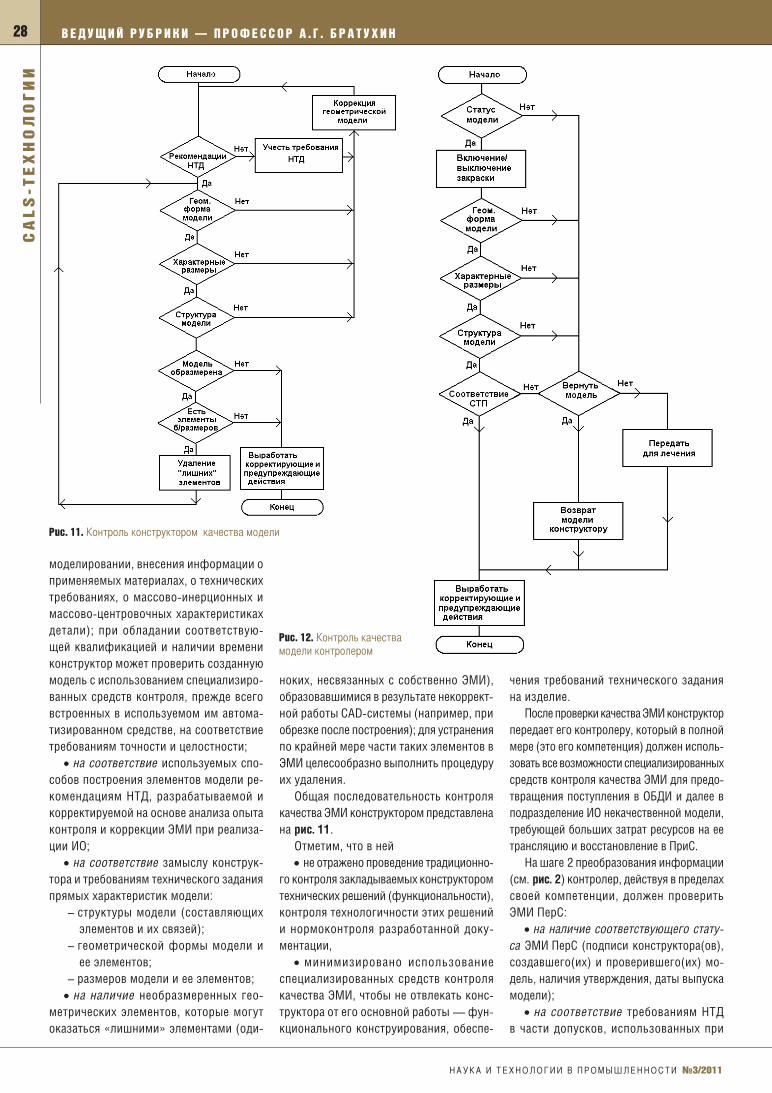
Общая последовательность контроля качества ЭМИ конструктором представлена на рис. 11.
Отметим, что в ней • не отражено проведение традиционно-
го контроля закладываемых конструктором технических решений (функциональности), контроля технологичности этих решений и нормоконтроля разработанной доку-ментации,
• минимизировано использование специализированных средств контроля качества ЭМИ, чтобы не отвлекать конс-труктора от его основной работы — фун-кционального конструирования, обеспе-
чения требований технического задания на изделие.
После проверки качества ЭМИ конструктор передает его контролеру, который в полной мере (это его компетенция) должен исполь-зовать все возможности специализированных средств контроля качества ЭМИ для предо-твращения поступления в ОБДИ и далее в подразделение ИО некачественной модели, требующей больших затрат ресурсов на ее трансляцию и восстановление в ПриС.
На шаге 2 преобразования информации (см. рис. 2) контролер, действуя в пределах своей компетенции, должен проверить ЭМИ ПерС:
• на наличие соответствующего стату-са ЭМИ ПерС (подписи конструктора(ов), создавшего(их) и проверившего(их) мо-дель, наличия утверждения, даты выпуска модели);
• на соответствие требованиям НТД в части допусков, использованных при
Рис. ��. Контроль конструктором качества модели
Рис. �2. Контроль качества модели контролером
29В Е Д У Щ И Й Р У Б Р И К И — П Р О Ф Е С С О Р А . Г . Б Р А Т У Х И Н
№3/20�� Н А У К А И Т Е Х Н О Л О Г И И В П Р О М Ы Ш Л Е Н Н О С Т И
CA
LS
-Т
ЕХ
НО
ЛО
ГИ
И
моделировании, требованиям точности и целостности при использовании настроек средств контроля и установлении требо-ваний точности проверок в соответствии с международным опытом по рекомендаци-ям VDA 4955 и ISO/PAS 26183:2006.
При обнаружении ошибок модели (несоответствий ее качества) контролер передает ее для лечения в специализи-рованное подразделение или возвращает конструктору для исправления. В любом случае оформляется соответствующий Протокол несоответствия качества ЭМИ, где фиксируются признаки, по которым данная модель не соответствует требова-ниям качества и приводится обоснование направления его на лечение или возврата конструктору. В качестве обоснования могут быть использованы по опыту фир-мы SNECMA бальные экспертные оценки результатов контроля качества модели контролером. В этом случае критерии оценивания должны быть утверждены соответствующей НТД предприятия. Об-щая последовательность контроля ка-чества ЭМИ контролером представлена на рис. 12.
В подразделении ИО осуществляются последние 2 шага преобразований инфор-мации по рис. 2: проводится последова-тельная трансляция поступившей модели: коррЭМИ ПерС → ЭМИ STEP → ЭМИ ПриС
с соответствующей проверкой качества, получаемого на каждом шаге преобра-зования. Общая последовательность дей- ствий при ИО определяется алгоритмом реализации процедуры обмена данными об изделии в соответствии с НТД.
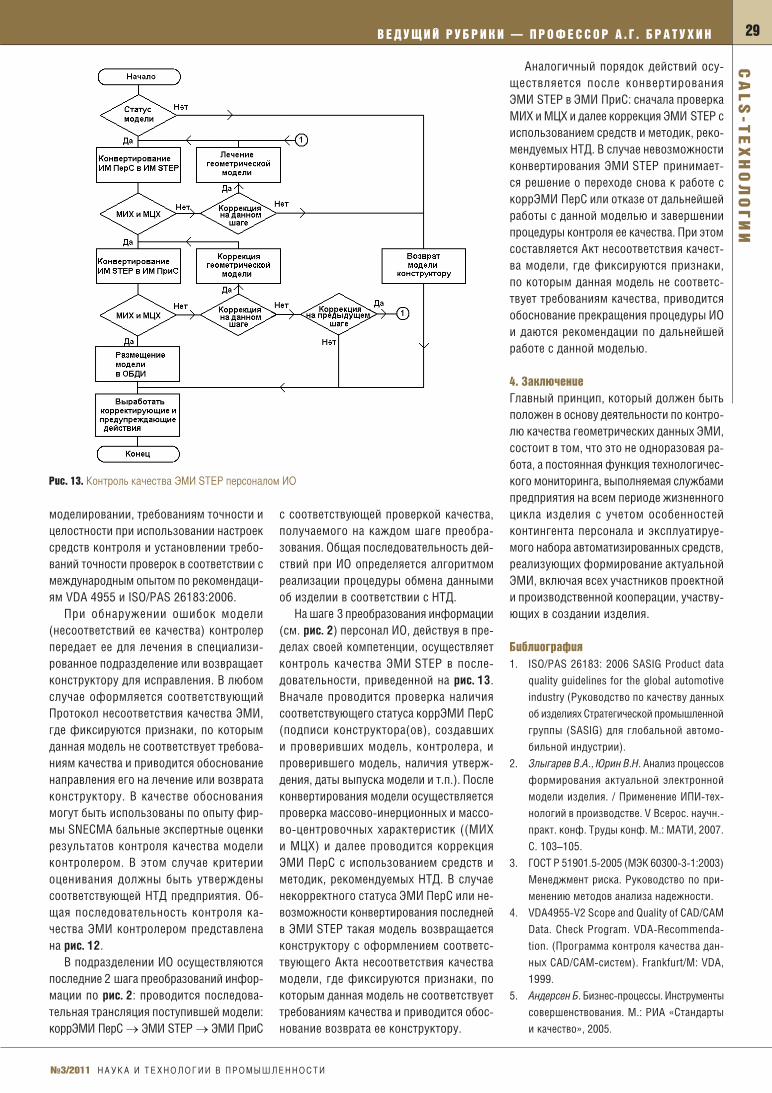
На шаге 3 преобразования информации (см. рис. 2) персонал ИО, действуя в пре-делах своей компетенции, осуществляет контроль качества ЭМИ STEP в после-довательности, приведенной на рис. 13. Вначале проводится проверка наличия соответствующего статуса коррЭМИ ПерС (подписи конструктора(ов), создавших и проверивших модель, контролера, и проверившего модель, наличия утверж-дения, даты выпуска модели и т.п.). После конвертирования модели осуществляется проверка массово-инерционных и массо-во-центровочных характеристик ((МИХ и МЦХ) и далее проводится коррекция ЭМИ ПерС с использованием средств и методик, рекомендуемых НТД. В случае некорректного статуса ЭМИ ПерС или не-возможности конвертирования последней в ЭМИ STEP такая модель возвращается конструктору с оформлением соответс-твующего Акта несоответствия качества модели, где фиксируются признаки, по которым данная модель не соответствует требованиям качества и приводится обос-нование возврата ее конструктору.
Аналогичный порядок действий осу-ществляется после конвертирования ЭМИ STEP в ЭМИ ПриС: сначала проверка МИХ и МЦХ и далее коррекция ЭМИ STEP с использованием средств и методик, реко-мендуемых НТД. В случае невозможности конвертирования ЭМИ STEP принимает-ся решение о переходе снова к работе с коррЭМИ ПерС или отказе от дальнейшей работы с данной моделью и завершении процедуры контроля ее качества. При этом составляется Акт несоответствия качест-ва модели, где фиксируются признаки, по которым данная модель не соответс-твует требованиям качества, приводится обоснование прекращения процедуры ИО и даются рекомендации по дальнейшей работе с данной моделью.
4. Заключение
Главный принцип, который должен быть положен в основу деятельности по контро-лю качества геометрических данных ЭМИ, состоит в том, что это не одноразовая ра-бота, а постоянная функция технологичес-кого мониторинга, выполняемая службами предприятия на всем периоде жизненного цикла изделия с учетом особенностей контингента персонала и эксплуатируе-мого набора автоматизированных средств, реализующих формирование актуальной ЭМИ, включая всех участников проектной и производственной кооперации, участву-ющих в создании изделия.
Библиография
1. ISO/PAS 26183: 2006 SASIG Product data
quality guidelines for the global automotive
industry (Руководство по качеству данных
об изделиях Стратегической промышленной
группы (SASIG) для глобальной автомо-
бильной индустрии).
2. Злыгарев В.А., Юрин В.Н. Анализ процессов
формирования актуальной электронной
модели изделия. / Применение ИПИ-тех-
нологий в производстве. V Всерос. научн.-
практ. конф. Труды конф. М.: МАТИ, 2007.
С. 103–105.
3. ГОСТ Р 51901.5-2005 (МЭК 60300-3-1:2003)
Менеджмент риска. Руководство по при-
менению методов анализа надежности.
4. VDA4955-V2 Scope and Quality of CAD/CAM
Data. Check Program. VDA-Recommenda-
tion. (Программа контроля качества дан-
ных CAD/CAM-систем). Frankfurt/M: VDA,
1999.
5. Андерсен Б. Бизнес-процессы. Инструменты
совершенствования. М.: РИА «Стандарты
и качество», 2005.
Рис. �3. Контроль качества ЭМИ STEP персоналом ИО





























