Embed Size (px)
Citation preview

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 1/42
³MODELOS DEINVENTARIOS´
ALUMNO: DAVID BRAVO NAVARRO
MATERIA: MODELOS CUANTITATIVO
MENUPRINCIPAL
5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 2/42
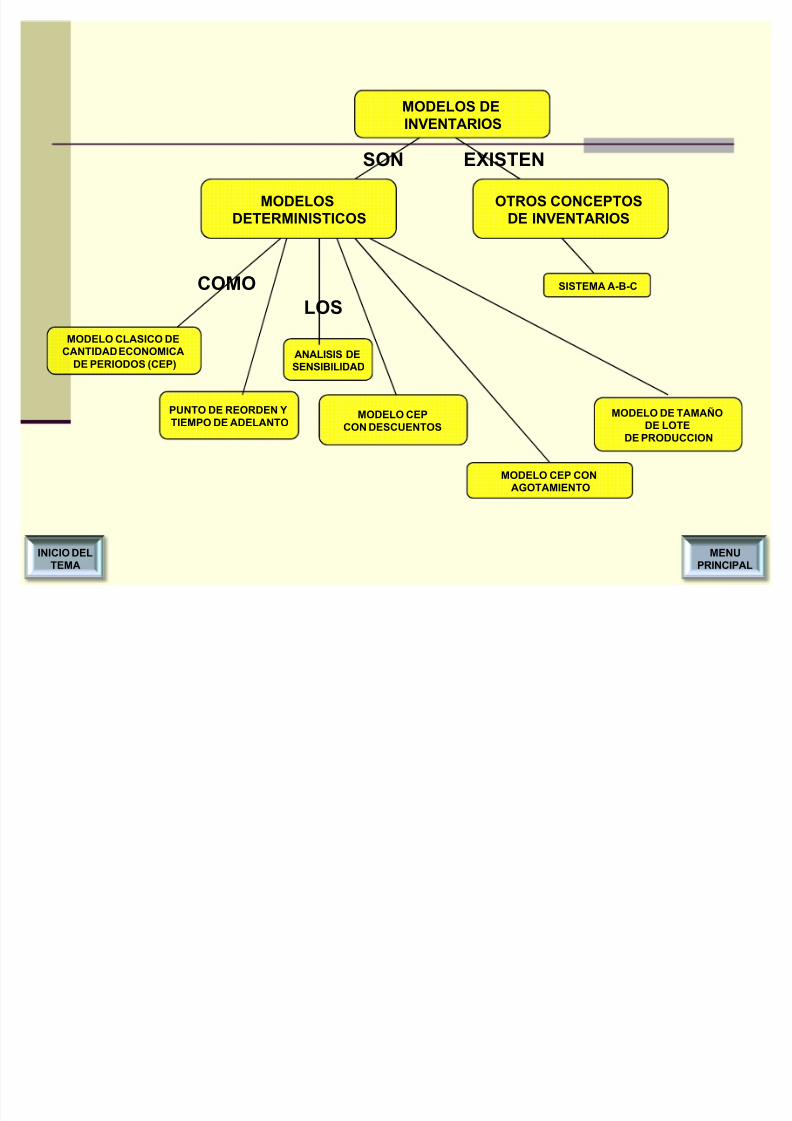
MODELOS DEINVENTARIOS
MODELOSDETERMINISTICOS
OTROS CONCEPTOSDE INVENTARIOS
MODELO CLASICO DECANTIDAD ECONOMICA
DE PERIODOS (CEP)
PUNTO DE REORDEN YTIEMPO DE ADELANTO
ANALISIS DESENSIBILIDAD
MODELO CEP CONAGOTAMIENTO
MODELO CEPCON DESCUENTOS
MODELO DE TAMAÑODE LOTE
DE PRODUCCION
SON EXISTEN
COMOLOS
SISTEMA A-B-C
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 3/42
INDICE:
MODELO CLASICO DE CANTIDADECONOMICA DE PERIODOS (CEP)
PUNTO DE REORDEN Y TIEMPO DEADELANTO
ANALISIS DE SENSIBILIDAD
MODELO CEP CON DESCUENTOS
MODELO CEP CON AGOTAMIENTO MODELO DE TAMAÑO DE LOTE DE
PRODUCCION
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 4/42
VIDEO INC.
Empresa dedicada a la venta al menudeo de sistemas de Video, compra alproductor y vende al menudeo a sus clientes. John Jefferson agente decompras por lo general ordena solo un equipo o dos sistemas de video a la vespuesto que el fabricante siempre entrega de inmediato todos los pedidos sinembargo por un aumento en la demanda Jefferson decidió pedir 20 sistemas elmes pasado, la decisión se basó en el hecho de que el costo de procesar unpedido es de $20. pensando que un menor numero de pedidos daría como
resultado un ahorro considerable en los costos de pedidos.
Bob Benson presidente de la empresa reviso la información de la mensual yseñalo a Jefferson que los costos de inventarios de la empresa habíanaumentado en forma drástica apuntando una proyección de un costo anual por unidad en inventarios del 20% del valor de compra de $500 lo cual significaría$100 por cada sistema conservado en inventario por un año, también señaloque la demanda anual aproximada era de 365 sistemas.
Así: $100/ año = $0.274 de costo por unidad en inventario por día365 dias/ año
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 5/42
Unidades existentes en inventario por
periodo6
5
4
3
2
1
6
5
4
3
2
1
1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8
Tamaño del pedido = 2 Tamaño del pedido = 6
días días
Para pedido de 2 unidades (½)(2)+(1)(1)+(½)(0) = 2
Para pedido de 6 unidades (½)(6)+(1)(5)+(1)(4)+(1)(3)+(1)(2)+(1)(1)+(½)(0) = 18
Para pedido de 20 unidades 200 unidades dia
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 6/42
Costos de conservación de inventarios
Tamaño delperiodo(unidades)
Inventario(unidades ± días)
Costo deconservación por unidad día ($)
Costo totalmantenimientoentre periodos($)
2 2 0.274 0.5484 8 0.274 2.192
6 18 0.274 4.932
8 32 0.274 8.768
10 50 0.274 13,700
12 72 0.274 19,72814 98 0.274 26,852
16 128 0.274 35,072
18 162 0.274 44,388
20 200 0.274 54,800INICIO DEL
TEMAMENU
PRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 7/42
Grafica de costos
Costo
Costo de pedidos
Costo de pedidos (Q)
Costo de conservación
Costo total de inventario
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 8/42
Nivel deinventario
Q
R
0
TIEMPO
Q = INVENTARIO MAXIMO (TAMAÑO DE PEDIDO)
R = PUNTO DE REORDEN (CERO)
Planteamiento del modelo
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 9/42
Planteamiento del modelo
Minimizar:
Costo total de inventario = costos de los pedidos + costos de conservación
Co = Costo por pedido que se colocaCc = Costo de conservación por unidad y por periodo de tiempo
Ct = Costo total del inventario por periodo de tiempo
Q = Cantidad que se pide (tamaño de pedido)
D= unidades que se demandan por periodo de tiempo
Costos de pedidos = Co x D/Q
Costos de pedidos = $20 x 6 / 6
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 10/42
Minimizar:
Costo total de inventario = costos de los pedidos + costos de conservaciónCostos de = Inventarios x Costo de conservación por unidadconservación promedio / dia por periodo de tiempo
Inventarios promedio = área bajo una línea de inventarioslongitud del periodo
= ½ X altura X base = ½ Q tc = Qtc tc 2
Q
Q/2
R
0 tc
Nivel deinventario
TIEMPO
Nivel máximoDe inventario
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 11/42
Costos de conservación = Cc x Q/2
CT = Co x D/Q + Cc X Q/2
dCT = -Co D + Cc = 0dQ Q 2Despejando Q Co D = Cc
Q 2
Q = 2CoD/Cc
Por tantoQ* = 2CoD/Cc
Minimizar:Costo total de inventario = costos de los pedidos + costos de conservación
2
2
2
¥
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 12/42
COSTOS DE MANTENIMIENTO = COSTOS DE PEDIDO
Q* = 2CoD/Cc
Costos de mantenimiento=costos de pedido Cc Q = Co D2 Q
¥
Costo
Costo de pedidos
Costo de pedidos (Q)
Costo de conservación
Costo total de inventario
INICIO DELTEMA
MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 13/42
En numero o ptimo de pedidos por periodo es N*
N* = D/Q*
Si Q* = 2CoD/Cc
N* = D/ 2CoD/CcPor tanto
N* = DCc/ 2Co
¥
¥
¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 14/42
Tiem po transcurrido entre periodos tc
tc = 1/ N
Si N* = DCc/ 2Co
tc = 1/ DCc/ 2CoPor tanto
tc = 2Co / DCc
¥
¥
¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 15/42
Para determinar CT *
CT* = Co x D/Q* + Cc X Q*/2
Si Q* = 2CoD/Cc
Sustituyendo
CT* = Co x D/ 2CoD/Cc + Cc X 2CoD/Cc /2
Simplificando
CT* = 2CoCcD
¥
¥ ¥
¥
INICIO DELTEMA MENUPRINCIPAL
5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 16/42
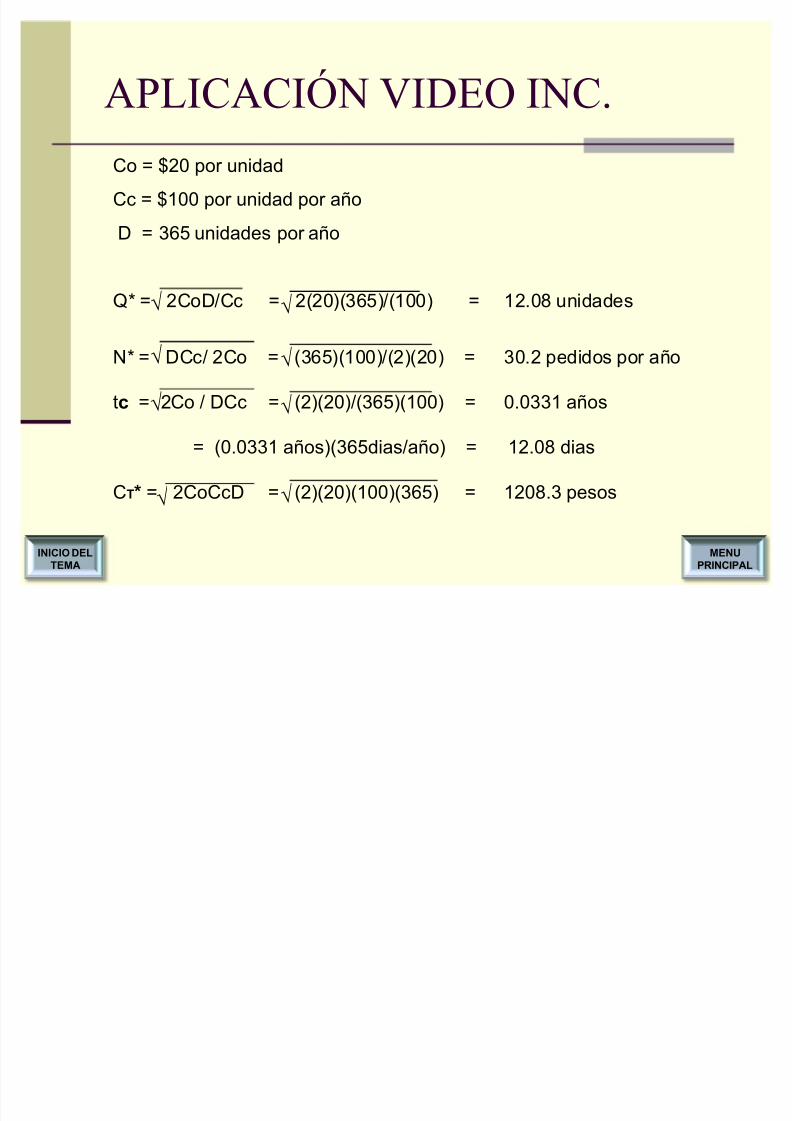
APLICACIÓN VIDEO INC.
Co = $20 por unidad
Cc = $100 por unidad por año
D = 365 unidades por año
Q* = 2CoD/Cc = 2(20)(365)/(100) = 12.08 unidades
N* = DCc/ 2Co = (365)(100)/(2)(20) = 30.2 pedidos por año
tc = 2Co / DCc = (2)(20)/(365)(100) = 0.0331 años
= (0.0331 años)(365dias/año) = 12.08 dias
CT* = 2CoCcD = (2)(20)(100)(365) = 1208.3 pesos
¥
¥
¥
¥
¥
¥
¥
¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 17/42
PU NTO DE REORDEN Y TIEMPODE ADELANTO
En este modelo el tiempo de reorden es distinto de cero ( tL < tc )
Q*
R*
R
0 tc
Nivel deinventario
TIEMPO
Nivel máximoDe inventario
tL
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 18/42
Q*
R*
R
0 tc
Nivel deinventario
TIEMPO
Nivel máximoDe inventario
tL
Demanda durante = nivel de inventario al + reabastecimientos durantetiempo de adelanto momento de colocar pedido el tiempo de adelanto
tL > tc
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 19/42
tL D = R* + reabastecimientos duranteel tiempo de adelanto
reabastecimientos de inventarios = Nº ciclos completos x Q*que llegan durante el tiempo de adelanto
Nº ciclos completos = [tL / tc]
tLD = R* + [tL / tc]Q*
Despejando R*
R* = tLD ± [tL / tc]Q*
Demanda durante = nivel de inventario al + reabastecimientos durantetiempo de adelanto momento de colocar pedido el tiempo de adelanto
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 20/42
Análisis de sensibilidad
Es el efecto de los errores o cambios en lasvariables y o parámetros
Se calcula dividiendo la cantidad económicareal entre la cantidad optima estimada
D¶ valor real de la demanda D valor estimado de la demandaC¶o valor real del costo de pedido Co valor estimado del costo de pedidoC¶c valor real del costo de conservación Cc valor estimado del costo de conservación
INICIO DELTEMA MENUPRINCIPAL
5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 21/42
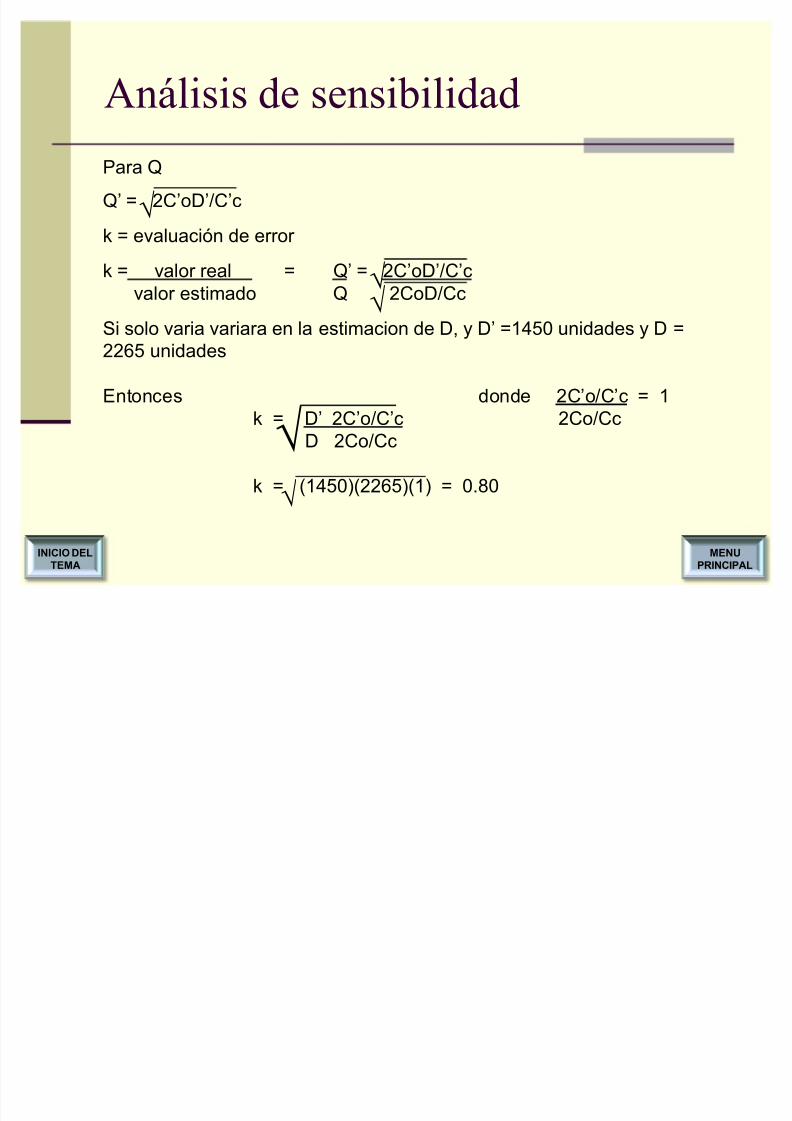
Análisis de sensibilidad
Para Q
Q¶ = 2C¶oD¶/C¶c
k = evaluación de error
k = valor real = Q¶ = 2C¶oD¶/C¶cvalor estimado Q 2CoD/Cc
Si solo varia variara en la estimacion de D, y D¶ =1450 unidades y D =2265 unidades
Entonces donde 2C¶o/C¶c = 1
k = D¶ 2C¶o/C¶c 2Co/CcD 2Co/Cc
k = (1450)(2265)(1) = 0.80
¥
¥¥
¥¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 22/42
k = 0.80
Y la relación D / D¶ = 2265/1450 = 156.2%
Lo cual representa un error del 56.2% sobre la estimación de la demanday la desviación estimada del pedido es de un 20% menos
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 23/42
Im pacto sobre los costos de no utilizar Q*
CT = (Co) (D/Q) + (Cc) (Q/2)
C¶T = (Co) (D/Q¶) + (Cc) (Q¶/2)
Dado que k = Q¶/ Q*
Q¶ = kQ*
Si Q*= 2CoD/Cc
C¶T = (Co) (D/ k 2CoD/Cc) + (Cc) (k 2CoD/Cc / 2)
C¶T = ((k + 1/k)2) 2CoCcD
Donde C*T = 2CoCcD
¥
¥ ¥
¥
¥INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 24/42
C¶T = ((k + 1/k)2) 2CoCcD
Donde C*T = 2CoCcD
C¶T = ((k + 1/k)2) C*T
C¶T / C*T = l
Donde l es la razon de corto total de la cantidad Q¶ con respecto de Q*
l = ((k + 1/k)2)
Im pacto sobre los costos de no utilizar Q*
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 25/42
Ejem plo
Suponiendo:Q¶1 sea 20% inferior que Q* y Q¶2 sea 25% mayor que Q*
Q* = 300 k1 = 240/300 = 0.80Q¶1 = 240 k2 = 375/300 = 1.25
Q¶2 = 375l 1 = (0.8+1/0.8)2 = 1.025l2 = (1.25+1/1.25)2 = 1.025
C¶tC*t
R0 Q¶1 Q* Q¶2
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 26/42
Modelo CEP con descuentos Estructura del modelo
Ecuación originalCT = (Co) (D/Q) + (Cc) (Q/2)
Ecuación costo total sin descuentosCT1 = (Co) (D/Q*) + (Cc) (Q*/2) +(D)(Psin descuento)
Ecuación costo total con descuentosCT2 = (Co) (D/Qdescuento) + (Cc) (Qdescuento/2) +(D)(Pdescuento)¶
CT1
CT2
R
0 Q* Qdescuento
Costo
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 27/42

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 28/42
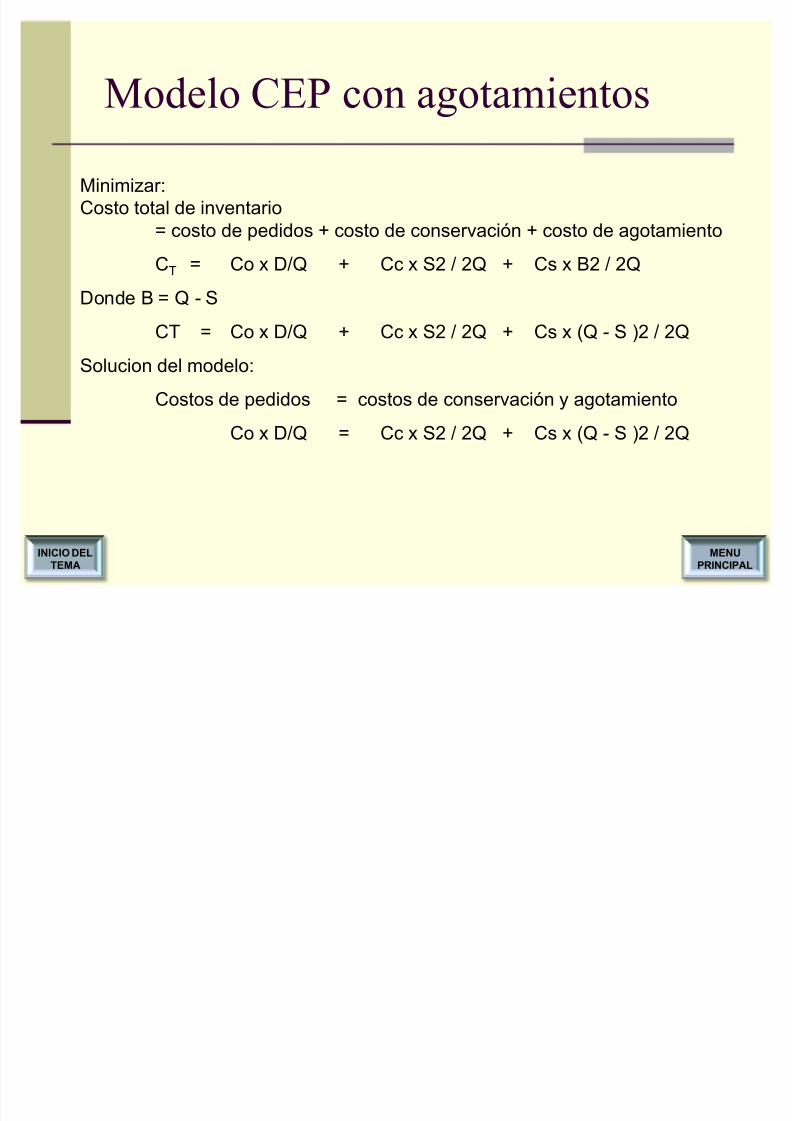
Minimizar:Costo total de inventario
= costo de pedidos + costo de conservación + costo de agotamiento
Donde:S = Nivel máximo
de inventarios
Q = Cantidad de pedido
B = Nº unidades de
pedido retroactivo
t1 = tiempo de inventario
t2 = tiempo de agotamiento
S
B0 t1
Nivel deinventario
TIEMPO
Nivel máximo
De inventario
tC
t2
Q
Modelo CEP con agotamientos
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 29/42
Modelo CEP con agotamientosMinimizar:
Costo total de inventario= costo de pedidos + costo de conservación + costo de agotamiento
Costos de pedidos = Co x D/Q
Costos de conservación = Cc x inventarios promedio
inventarios promedio = (½ S t1)/ tc
t1/S = (t1 + t2 )/ Q = tc/Q
t1 = (tc)(S) / Q
inventarios promedio = (½ S ((tc)(S) / Q)) / tc
= S2 / 2Q
Costos de conservación = Cc x S2 / 2Q
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 30/42
Modelo CEP con agotamientos
Minimizar:Costo total de inventario= costo de pedidos + costo de conservación + costo de agotamiento
Faltantes promedio = (½ B t2)/ tc
t2/B = (t1 + t2 )/ Q = tc/Q
t2 = (tc)(B) / Q
inventarios promedio = (½ B ((tc)(B) / Q)) / tc
= B2 / 2Q
Costos de agotamiento = Cs x B2 / 2Q
Donde Cs = costos de agotamiento por unidad promedio
INICIO DELTEMA MENUPRINCIPAL
5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 31/42
Modelo CEP con agotamientos
Minimizar:Costo total de inventario
= costo de pedidos + costo de conservación + costo de agotamiento
CT = Co x D/Q + Cc x S2 / 2Q + Cs x B2 / 2Q
Donde B = Q - S
CT = Co x D/Q + Cc x S2 / 2Q + Cs x (Q - S )2 / 2Q
Solucion del modelo:
Costos de pedidos = costos de conservación y agotamiento
Co x D/Q = Cc x S2 / 2Q + Cs x (Q - S )2 / 2Q
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 32/42
Co x D/Q = Cc x S2 / 2Q + Cs x (Q - S )2 / 2Q
Despejando Q y S por calculo diferencial parcial se obtiene Q y S optima
Q* = 2CoD/Cc x (Cc + Cs) / Cs
S* = 2CoD/Cc x Cs / (Cc + Cs)
De la misma manera N*, tc y C*t
N* = DCc/2Co x Cs / (Cc + Cs)
t*c = 2Co/DCc x (Cc + Cs) / Cs
C*T = 2CoDCc x Cs / (Cc + Cs)
¥ ¥
¥ ¥
¥ ¥
¥ ¥
¥ ¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 33/42
Aplicación H&G Outlet Inc
H&GOutlet Inc es una compañía que vende equipos de excursionismoexclusiva en el norte de los estados unidos. La demanda mensual tiendea ser constante de 1000 unidades. El costo unitario por concepto dealmacenamiento y manejo es de $5 al año, y los costos de colocacion de
pedidos es de $20.El fabricante se encuentra en un suburbio cercano por lo que la entregadel pedido es inmediata.
Los administradores calculan un costo de agotamiento de $0.5 por unidad
Q* = 2CoD/Cc x (Cc + Cs) / Cs
Q* = (2)(20)(1000)(12)/(5) (5)+(0.5)/(0.5)
Q* = 1027.7
¥ ¥¥ ¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 34/42
Nivel máximo de InventarioS* = 2CoD/Cc x Cs / (Cc + Cs)
S* = (2)(20)(1000)(12)/(5) (0.5)/(5)+ (0.5)
S* = (309.84) (0.3015)
S* = 93.42Costo total
C*T = 2CoDCc x Cs / (Cc + Cs)
C*T = (2)(20)(1000)(12)(5) (0.5)/(5)+ (0.5)
C*T = $467.08
¥ ¥
¥ ¥
¥ ¥
¥ ¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 35/42
Tiempo entre pedidos
t*c = 2Co/DCc x (Cc + Cs) / Cs
t*c = (365) (2)(20)/(1000)(12)(5) (5 + 0.5)/ (0.5)
t*c = 31.26 dias
N* = DCc/2Co x Cs / (Cc + Cs)
N* = (1000)(12)(5)/(2)(20) (0.5)/(5 +0.5)
N* = 11.68 periodos por año
¥ ¥
¥¥
¥ ¥
¥ ¥
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 36/42
Q* = 1027.7
S* = 93.42
C*T = $467.08
t*c = 31.26 dias
N* = 11.68 periodos por año
S
B0 t1
Nivel deinventario
TIEMPO
Nivel máximoDe inventario
tC
t2
Q
Modelo CEP con agotamientos
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 37/42
Modelos de tamaño de lote de producción
tCt1 t2
Nivel máximoDe inventario
Nivel promediode inventario
Minimizar:Costo total de inventario
= costo de preparación + costo de conservación
Q*
M
0
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 38/42
Minimizar:Costo total de inventario
= costo de preparación + costo de conservación
Costos de preparación = Co x D/Q
Costos de conservación = Cc x inventarios promedio
Inventarios = área bajo línea de demandaPromedio tiempo durante el cual existen inventarios
r 1 = tasa de producción
r2 = tasa de demanda
INICIO DELTEMA MENUPRINCIPAL
5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 39/42
Donde la demanda durante el periodo t1= (Q/r1)r2
M = Q - (Q/r1)r2
Inventarios promedio (Q/2) (1 ± (r1/r2))
(Q/2) (1 ± (r1/r2))Cc
Costos de conservación = Cc (Q/2) (1 ± (r1/r2))
De la ecuación costo total
Minimizar:
Ct = CoD/Q + (Cc)(Q/2)[1-(r2/r1)]
INICIO DELTEMA MENUPRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 40/42
Ct= CoD/Q + (Cc)(Q/2)[1-(r2/r1)]
Q* = 2CoD
Cc[1-(r2/r1)]
C*t = 2CoCcD[1-(r2/r1)]
N* = CcD[1-(r2/r1)]/2Co
t*c = 2Co/CcD[1-(r2/r1)]
¥
¥
¥
¥INICIO DEL
TEMAMENU
PRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 41/42
Aplicación Hammel com pany
La H AMMEL COMPANY ha decidido comenzar a fabricar una refacción,la demanda de esta e s de 1000 unidades al mes y los costos depreparación por corrida es de $20 y los costos de mantenimiento de $5 latasa de producción de la maquina que están ocupando es de 2500
unidades por mes
La administración desea saber cual es el tamaño de lote de producciónen que frecuencia debe realizar la corrida de producción y el costo totalasociado al tameño recomendado
Co = $20
Cc = $5
r1 = 2500
r2 = D = 1000INICIO DEL
TEMAMENU
PRINCIPAL

5/7/2018 11_MODELOS_DE_INVENTARIOS - slidepdf.com
http://slidepdf.com/reader/full/11modelosdeinventarios 42/42
Q* = 2CoD = (2)(20)(1000)(12) .
Cc[1-(r2/r1)] (5)[1-(1000/2500)]
Q* = 400 unidades por lote
t*c = 2Co/CcD[1-(r2/r1)] = (2)(20)/(5)(1000)(12)[1-1000/2500)]
t*c = 10 dias
C*t= 2CoCcD[1-(r2/r1)] = (2)(20)(5)(1000)(12)[1-(1000/2500)]
C*t= $ 1200º
¥
¥ ¥
¥
¥ ¥
INICIO DELTEMA
MENUPRINCIPAL





























