Embed Size (px)
Citation preview
6. Robotok a rugalmas gyártórendszerekben
É
‐ A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegetiEngedelmeskednie kell az embernek kivéve ha az (1) be ütközik
Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei
‐ Engedelmeskednie kell az embernek, kivéve, ha az (1)‐be ütközik‐ Köteles megvédeni önmagát, mindaddig, míg az (1), (2)‐be nem ütközik
‐ 1954: Ipari robot fogalma (USA)1962: első ipari robot a piacon
Főbb fejlődési állomások:
‐ 1962: első ipari robot a piacon‐ 1972: több cég gyárt robotokat‐ 1983: európai alkalmazások elterjedése
Első ipari alkalmazások: járműgyártásj gy
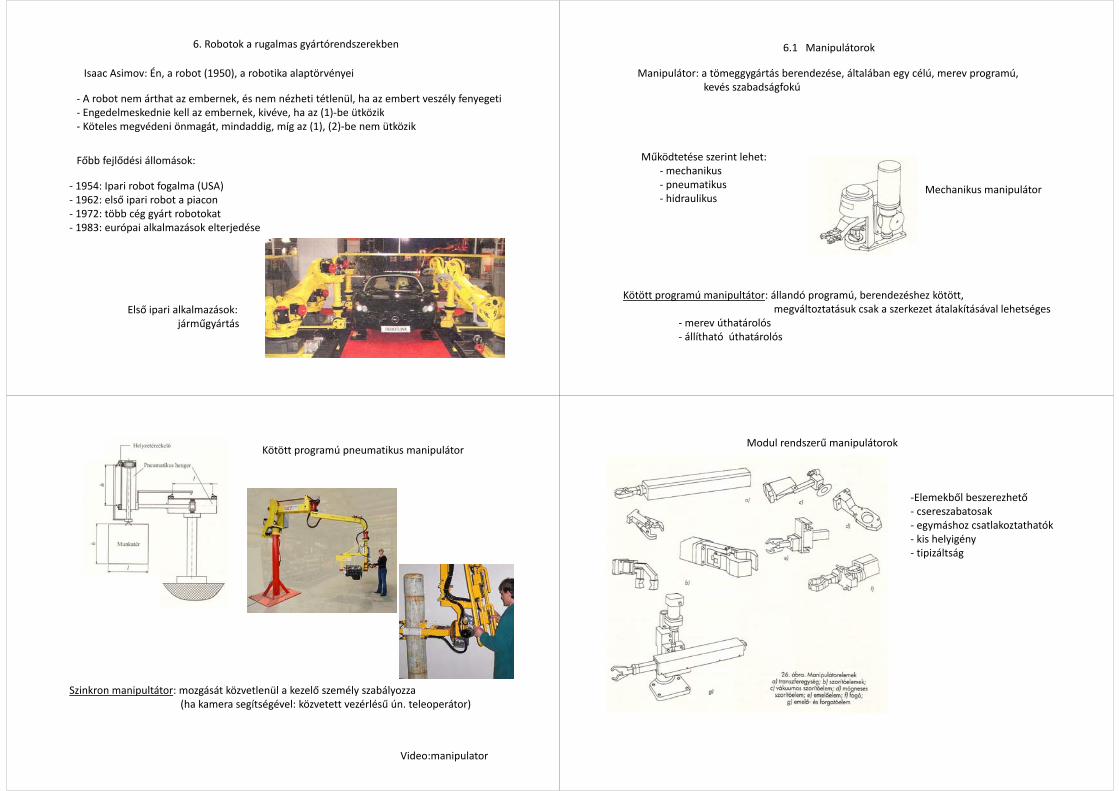
6.1 Manipulátorok
Manipulátor: a tömeggygártás berendezése, általában egy célú, merev programú, kevés szabadságfokú
Működt té i t l h tMűködtetése szerint lehet: ‐mechanikus‐ pneumatikushidraulikus
Mechanikus manipulátor‐ hidraulikus
Kötött programú manipultátor: állandó programú, berendezéshez kötött, megváltoztatásuk csak a szerkezet átalakításával lehetséges
‐merev úthatárolós‐ állítható úthatárolós
Kötött programú pneumatikus manipulátor
Szinkron manipultátor: mozgását közvetlenül a kezelő személy szabályozza(ha kamera segítségével: közvetett vezérlésű ún. teleoperátor)
Video:manipulator
Modul rendszerű manipulátorok
‐Elemekből beszerezhető‐ csereszabatosak‐ egymáshoz csatlakoztathatók‐ kis helyigényti i ált á‐ tipizáltság
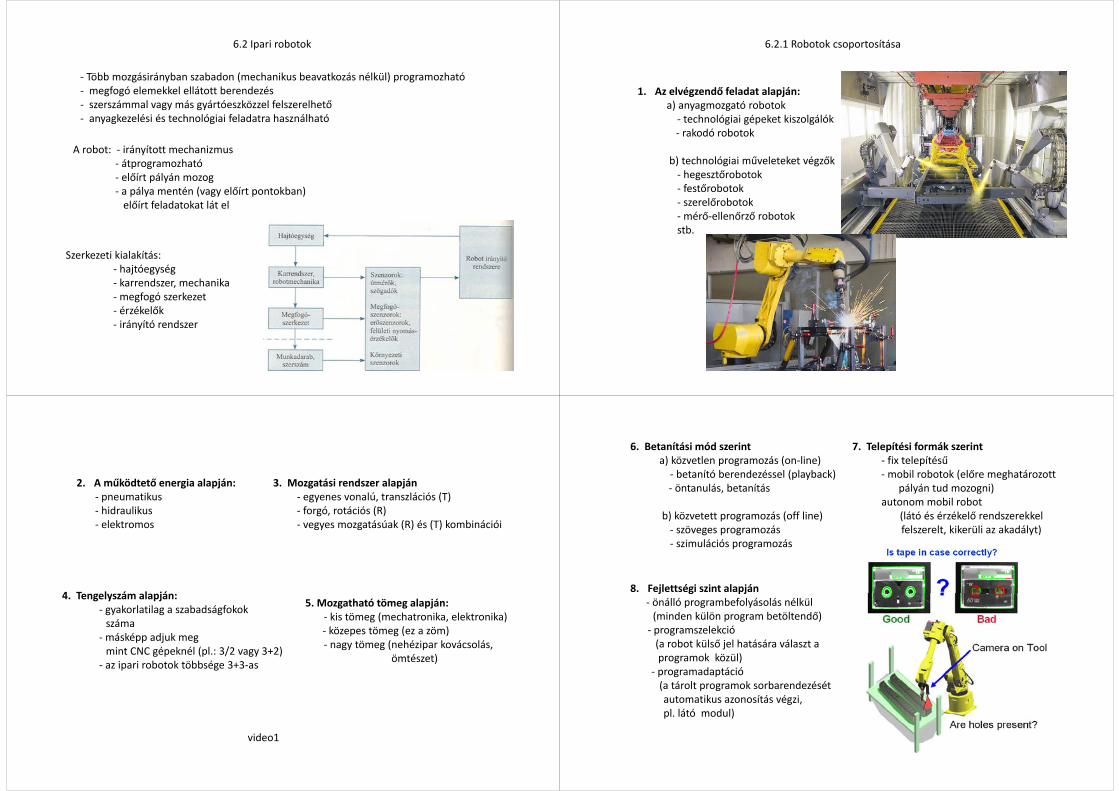
6.2 Ipari robotok
‐ Több mozgásirányban szabadon (mechanikus beavatkozás nélkül) programozható‐ megfogó elemekkel ellátott berendezés‐ szerszámmal vagy más gyártóeszközzel felszerelhető‐ anyagkezelési és technológiai feladatra használható
A robot: ‐ irányított mechanizmusy‐ átprogramozható‐ előírt pályán mozog‐ a pálya mentén (vagy előírt pontokban)előírt feladatokat lát el
Szerkezeti kialakítás:‐ hajtóegység‐ karrendszer mechanikakarrendszer, mechanika‐megfogó szerkezet‐ érzékelők‐ irányító rendszer y
6.2.1 Robotok csoportosítása
1. Az elvégzendő feladat alapján:a) anyagmozgató robotok‐ technológiai gépeket kiszolgálók‐ rakodó robotok
b) technológiai műveleteket végzők‐ hegesztőrobotok‐ festőrobotok
lő b k‐ szerelőrobotok‐mérő‐ellenőrző robotokstb.
2. A működtető energia alapján:‐ pneumatikushid lik
3. Mozgatási rendszer alapján‐ egyenes vonalú, transzlációs (T)f ó á ió ( )‐ hidraulikus
‐ elektromos‐ forgó, rotációs (R)‐ vegyes mozgatásúak (R) és (T) kombinációi
4 T l á l já4. Tengelyszám alapján:‐ gyakorlatilag a szabadságfokok száma másképp adjuk meg
5. Mozgatható tömeg alapján:‐ kis tömeg (mechatronika, elektronika)‐ közepes tömeg (ez a zöm)‐másképp adjuk meg
mint CNC gépeknél (pl.: 3/2 vagy 3+2)‐ az ipari robotok többsége 3+3‐as
‐ nagy tömeg (nehézipar kovácsolás,ömtészet)
video1
6. Betanítási mód szerinta) közvetlen programozás (on‐line)
7. Telepítési formák szerint‐ fix telepítésűa) közvetlen programozás (on line)
‐ betanító berendezéssel (playback)‐ öntanulás, betanítás
fix telepítésű‐mobil robotok (előre meghatározott
pályán tud mozogni)autonom mobil robot
b) közvetett programozás (off line)‐ szöveges programozás‐ szimulációs programozás
(látó és érzékelő rendszerekkel felszerelt, kikerüli az akadályt)
8. Fejlettségi szint alapjánj g pj‐ önálló programbefolyásolás nélkül(minden külön program betöltendő)‐ programszelekció(a robot külső jel hatására választ a programok közül)
‐ programadaptáció (a tárolt programok sorbarendezésétautomatikus azonosítás végzi, pl. látó modul)
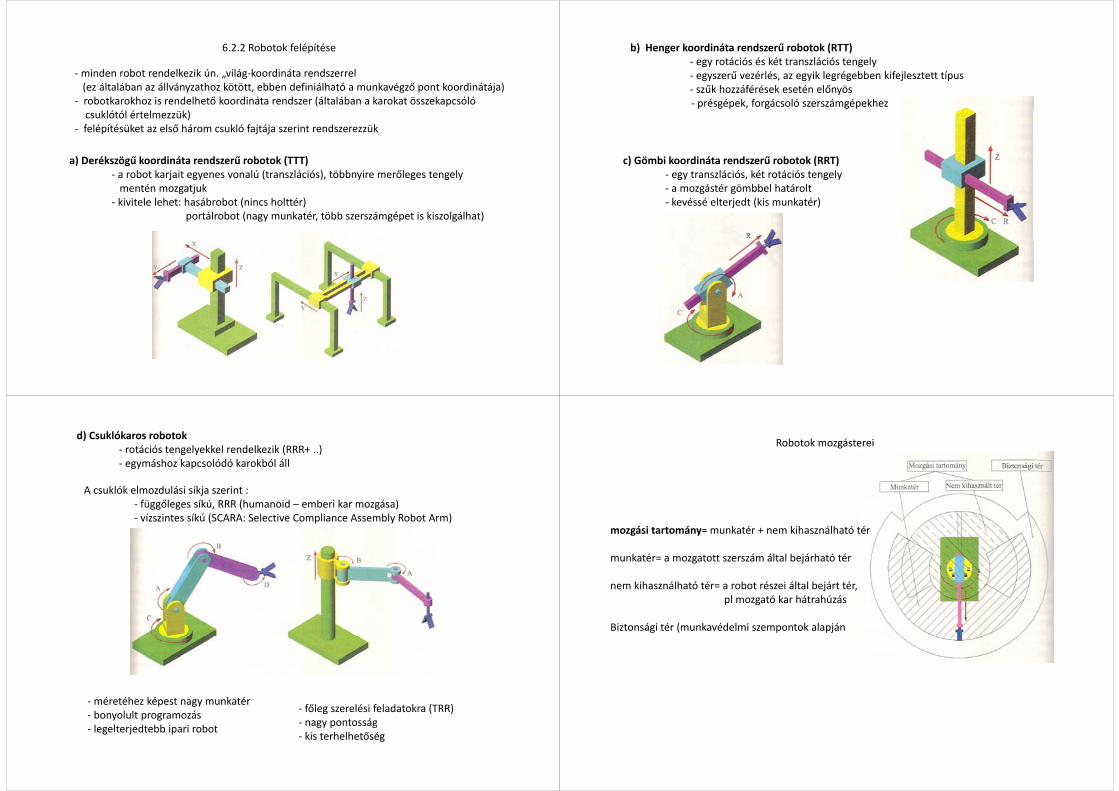
6.2.2 Robotok felépítése
‐minden robot rendelkezik ún. „világ‐koordináta rendszerrel(ez általában az állványzathoz kötött, ebben definiálható a munkavégző pont koordinátája)
‐ robotkarokhoz is rendelhető koordináta rendszer (általában a karokat összekapcsólóklótól é t l ük)csuklótól értelmezzük)
‐ felépítésüket az első három csukló fajtája szerint rendszerezzük
a) Derékszögű koordináta rendszerű robotok (TTT)‐ a robot karjait egyenes vonalú (transzlációs), többnyire merőleges tengelymentén mozgatjukki i l l h h áb b ( i h l é )‐ kivitele lehet: hasábrobot (nincs holttér)
portálrobot (nagy munkatér, több szerszámgépet is kiszolgálhat)
b) Henger koordináta rendszerű robotok (RTT)‐ egy rotációs és két transzlációs tengely‐ egyszerű vezérlés, az egyik legrégebben kifejlesztett típus‐ szűk hozzáférések esetén előnyös‐ présgépek, forgácsoló szerszámgépekhez
c) Gömbi koordináta rendszerű robotok (RRT)‐ egy transzlációs, két rotációs tengely‐ a mozgástér gömbbel határoltk é é l j d (ki k é )‐ kevéssé elterjedt (kis munkatér)
d) Csuklókaros robotok ‐ rotációs tengelyekkel rendelkezik (RRR+ ..)egymáshoz kapcsolódó karokból áll‐ egymáshoz kapcsolódó karokból áll
A csuklók elmozdulási síkja szerint :‐ függőleges síkú, RRR (humanoid – emberi kar mozgása)függőleges síkú, RRR (humanoid emberi kar mozgása)‐ vízszintes síkú (SCARA: Selective Compliance Assembly Robot Arm)
‐méretéhez képest nagy munkatér‐ bonyolult programozás ‐ főleg szerelési feladatokra (TRR)
‐ nagy pontosság‐ legelterjedtebb ipari robot ‐ nagy pontosság‐ kis terhelhetőség
Robotok mozgásterei
mozgási tartomány= munkatér + nem kihasználható tér
munkatér= a mozgatott szerszám által bejárható tér
nem kihasználható tér= a robot részei által bejárt tér, pl mozgató kar hátrahúzás
Biztonsági tér (munkavédelmi szempontok alapján
Megfogók
‐ a munkadarab vagy a szerszám megfogását szolgáljatöbbnyire egyedi kialakításuak‐ többnyire egyedi kialakításuak
‐ a felhasználó tervezi meg‐ szabványosított csatlakozása van (ISO 94.09)‐ esetleg automatikusan is cserélhetők‐ esetleg automatikusan is cserélhetők
‐ vezérelt pont: TCP (Tool Center Point)‐ a megfogás módja szerint csoportosíthatók a megfogóka megfogás módja szerint csoportosíthatók a megfogók
‐ ujjas (szorítópofás)‐ vákuumos‐mágnesesg‐ különleges
Robotok programozása
Közvetett: számítógépen, szövegszerkesztővel (szöveges) vagy grafikus szimulációval
Közvetlen: betanító berendezéssel (modell robot, szimulátor – playback)öntanulással (betanítással)
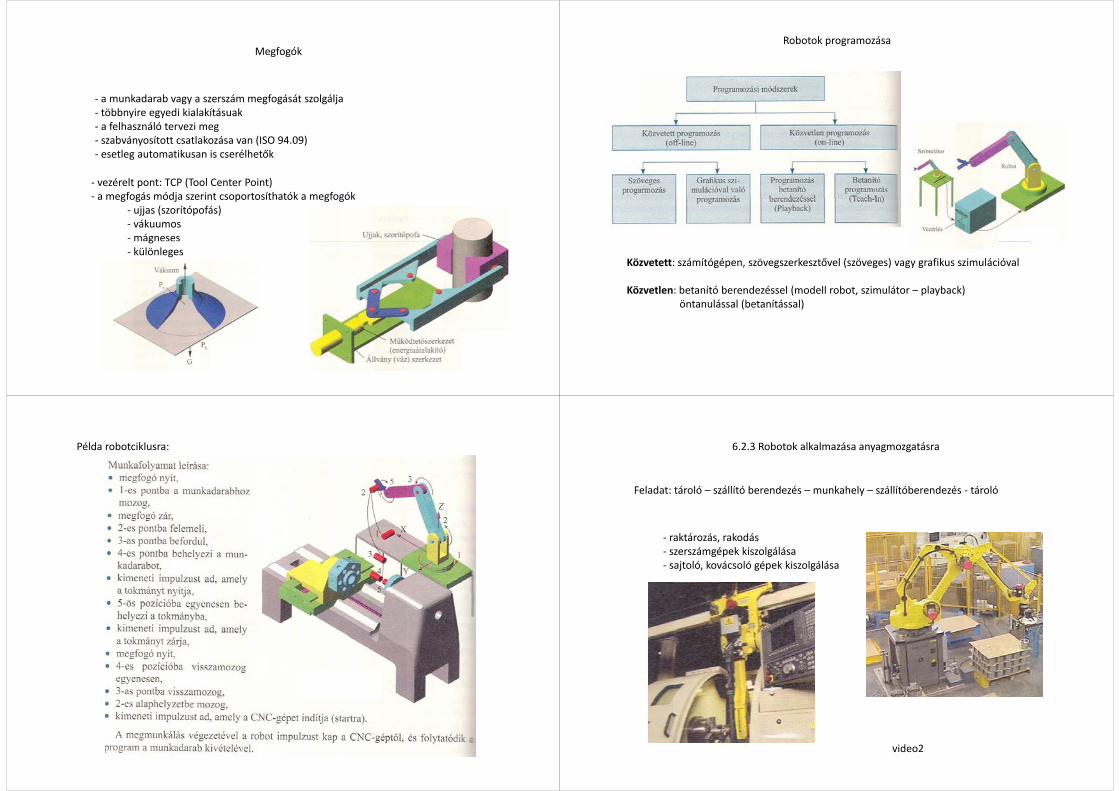
Példa robotciklusra: 6.2.3 Robotok alkalmazása anyagmozgatásra
Feladat: tároló – szállító berendezés – munkahely – szállítóberendezés ‐ tároló
‐ raktározás, rakodásszerszámgépek kiszolgálása‐ szerszámgépek kiszolgálása
‐ sajtoló, kovácsoló gépek kiszolgálása
video2
6.2.4 Robotok alkalmazása technológiai műveletekre
Leggyakoribb műveletek ‐ ponthegesztés (járműipar)ívhegesztés (lassú de állandó sebesség)‐ ívhegesztés (lassú de állandó sebesség)
‐ festékszórás (nagy sebesség, kis pontosság)‐ szerelés (nagy pontosság, adaptivitás)
video3
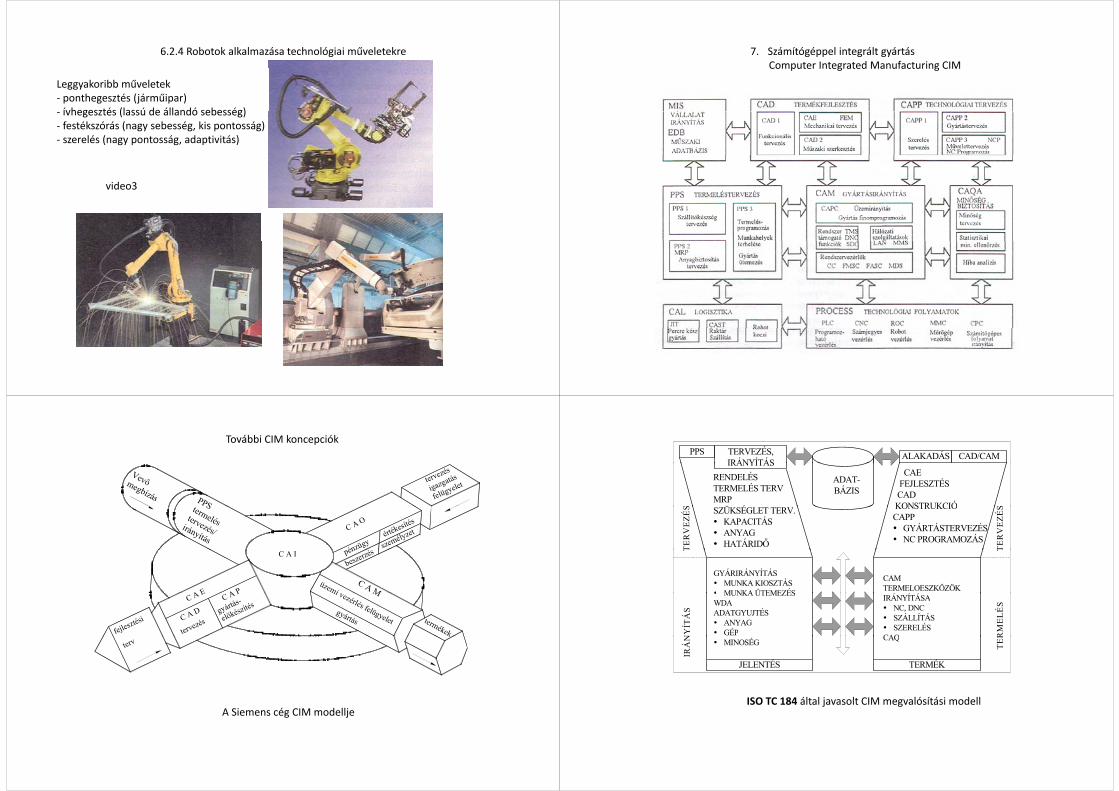
7. Számítógéppel integrált gyártásComputer Integrated Manufacturing CIMComputer Integrated Manufacturing CIM
További CIM koncepciók
Vevőmegbízás PPSt
tervezés
igazgatás
felügyelet
PStermeléstervezés/irányításC A O
értékesítés
személyzet
épénzügyC A I
beszerzés
A E A PC A M
üzemi v
pén
fejlesztési
C A E
C A D
tervezés
C A P
gyártás-
előkészítés
Mmi vezérlés felügyeletgyártás termékek
tervk
A Siemens cég CIM modellje
PPS TERVEZÉS,IRÁNYÍTÁS
ALAKADÁS CAD/CAM
ADAT-BÁZIS
IRÁNYÍTÁSRENDELÉSTERMELÉS TERVMRP
Ü É
CAE FEJLESZTÉS CADKONSTRUKCIÓS SSZÜKSÉGLET TERV.
KAPACITÁSANYAGHATÁRIDŐ
KONSTRUKCIÓCAPP
GYÁRTÁSTERVEZÉSNC PROGRAMOZÁS
TER
VEZ
ÉS
TER
VEZ
ÉS
GYÁRIRÁNYÍTÁSMUNKA KIOSZTÁSMUNKA ÜTEMEZÉS
CAMTERMELOESZKÖZÖK
T T
MUNKA ÜTEMEZÉSWDAADATGYUJTÉS
ANYAGGÉP
IRÁNYÍTÁSANC, DNCSZÁLLÍTÁSSZERELÉS
CAQNY
ÍTÁ
S
RM
ELÉS
MINOSÉG CAQ
JELENTÉS TERMÉK
IRÁ
N
TER
ISO TC 184 által javasolt CIM megvalósítási modell
CIM
Gazdaságitervezés Marketing
Vállalatiszint
CAA CIM
TermékBeszerzés
AnyaggazdálkodásT lé é
PPS
CAERendelés
FI QA MI
tervezés(Pénzügyiszemélyieszköz)
Ügyvitelgépesítés
MarketingForgal-mazás
WANTermelés tervezés
Minőség-Konstrukciós
Szerelés, gyártás- ésellenőrzés előkészítés
CAD
CAECAPP CAQDATEXP
Rendelés
Nyilván-tartás
Költség-
Üzemikommuni-
káció
Osztályszint
Minőségbiztosítás
Minőség-ellenőrzéseKapacitás tervezés
Konstrukciósfejlesztés,tervezés Üzemeltetés határidő
és
számítás
Gyártás- ésf l é lé
ÜzemiSzint
Adat-gyűjtés
Kapacitás tervezés
CAM CAST
Szállításanyagfolyam vezérlés
Üzemi adatgyűjtés
Gyártócellaszint Raktározás
NC/CNC PLC ROC MMCGépszint
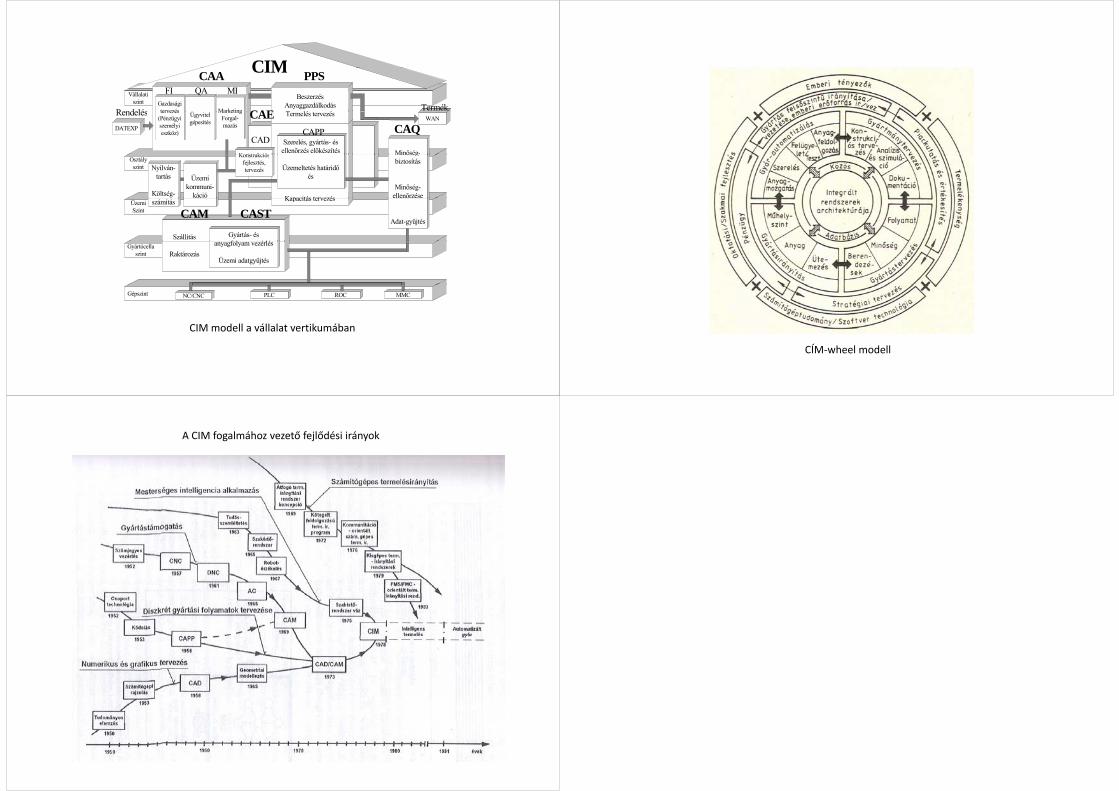
CIM modell a vállalat vertikumábanCIM modell a vállalat vertikumában
CÍM‐wheel modell
A CIM fogalmához vezető fejlődési irányok