Embed Size (px)
Citation preview

ANÁLISE DA CAPACIDADE
PRODUTIVA UTILIZANDO ESTUDOS
DE TEMPOS E MÉTODOS: ESTUDO DE
CASO NO SETOR DE EMBALAGENS DE
UMA EMPRESA DE FABRICAÇÃO DE
MDF
Joao Vitor Pinto Damasio (UTFPR)
Yslene Rocha Kachba (UTFPR)
Rui Tadashi Yoshino (UTFPR)
Joao Luiz Kovaleski (UTFPR)
Leonardo Zammar (UTFPR)
Devido à elevada concorrência do mercado, as empresas necessitam
estar preparadas para fornecerem produtos de qualidade e de acordo
com as especificações e necessidades de seus clientes. Além disso, estes
produtos precisam apresentar custos e prazos de entregas
competitivos. Desta maneira, torna-se de vital importância para as
empresas a análise de suas capacidades e processos produtivos para
que desperdícios de tempo e recursos sejam evitados. Neste sentido,
esta pesquisa tem como objetivo geral determinar a capacidade
produtiva de um processo de embalagem em uma empresa de
fabricação de MDF através da utilização de estudos de tempos e
métodos. Este estudo se justifica devido a maior eficiência no
planejamento da produção em empresas que possuem processos
padronizados e com tempos-padrão bem definidos. Esta pesquisa se
classifica como aplicada em relação a sua natureza, como quantitativa
em relação à abordagem do problema. Em relação aos seus objetivos,
esta pesquisa pode ser classificada como exploratória, do ponto de
vista dos seus procedimentos técnicos esta pesquisa se classifica como
um estudo de caso. A coleta de dados ocorreu por meio de observações
sistemáticas e não participante. Os tempos foram coletados através da
filmagem da operação. As entrevistas realizadas com o gerente de
produção e com o operador responsável podem ser classificadas
abertas. Foram realizadas cronometragens da operação, cálculos de
tempo normal, fatores de tolerância, tempo-padrão da operação e
assim determinou-se a capacidade produtiva do setor de embalagens
desta empresa. Em relação aos principais problemas encontrados,
destaca-se a distância entre o setor de embalagem e a impressora de
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
etiquetas, a falta de incentivos salariais para a produtividade,
problemas relacionados a ergonomia do processo e a falta de metas
para o setor. Espera-se que a determinação de um tempo-padrão por
embalagem colabore para o estabelecimento de metas relacionadas à
produtividade.
Palavras-chave: Capacidade produtiva, Tempos e Métodos, Tempo-
padrão, Embalagem.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
1. Introdução
Devido à elevada concorrência do mercado, as empresas necessitam buscar alternativas para
permanecerem competitivas em relação a outros empreendimentos. Neste sentido, as
organizações devem fornecer produtos de acordo com as especificações e necessidades de
seus clientes e na quantidade especificada. Além disso, é necessário um elevado índice de
produtividade para que os produtos apresentem além de qualidade, custos competitivos e
sejam entregues no prazo. Desta maneira, torna-se de vital importância para as empresas a
análise de suas capacidades e processos produtivos para que desperdícios de tempo e recursos
sejam evitados.
De acordo com Slack, Chambers e Johnston (2009, p.315) o planejamento e o controle da
capacidade é a tarefa cujo objetivo é determinar a capacidade efetiva da operação produtiva
de modo que ela possa atender a demanda. Silva et al (2014) afirma que um método de se
calcular a capacidade produtiva de uma empresa é através da utilização do estudo de tempos e
métodos para que seja possível a determinação do tempo-padrão de uma operação.
De acordo com Bonnato e Kovaleski (2013) o estudo de tempos e movimentos pode ser
aplicado em todos os processos do produto, desde a etapa de fabricação até o momento da
expedição do produto. Ainda segundo os mesmos autores, o objetivo deste estudo é a
determinação da melhor maneira de fabricar um produto, através de observações permanentes
do melhor método, buscando modificações que resultem na redução do tempo e produção e a
melhor qualidade dos itens fabricados, evitando assim o surgimento de gargalos, baixa
produtividade e variabilidade na execução das atividades.
Barnes (1977) define o estudo de movimentos e de tempos como um estudo sistemático dos
sistemas de trabalho com os seguintes objetivos:
Desenvolver o sistema e o método preferido, usualmente o de menor custo;
Padronizar este sistema e método;
Determinar o tempo gasto por uma pessoa qualificada e devidamente treinada,
trabalhando num ritmo normal, para executar uma tarefa ou operação específica;
Orientar o treinamento do trabalhador no método preferido.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
Neste contexto, esta pesquisa tem como objetivo geral determinar a capacidade produtiva de
um processo de embalagem em uma empresa de fabricação de MDF através da utilização de
estudos de tempos e métodos. Os objetivos específicos desta pesquisa estão relacionados com
sugestões de melhorias para o processo produtivo para que seja possível a eliminação de
desperdícios e a criação de uma meta relacionada á produção diária.
Este estudo se justifica devido a maior eficiência no planejamento da produção em empresas
que possuem processos padronizados e com tempos-padrão bem definidos. Além disso, as
eliminações de desperdícios como excesso de movimentação e transporte podem contribuir
para a melhoria do processo produtivo e para condições de trabalho dos colaboradores da
empresa.
2. Fundamentação teórica
2.1. Capacidade produtiva
Corrêa e Corrêa (2007) afirmam que capacidade é o volume máximo de atividade de
agregação de valor que pode ser atingido por uma unidade produtiva em condições normais
de operação. Martins e Laugeni (2005, p.31), definem a capacidade de um processo como o
nível máximo de atividade de valor adicionado em condições normais de operação e por um
determinado período de tempo.
Silva e Leite (2013), afirmam que a capacidade da fábrica indica a disponibilidade de recursos
produtivos e que a gestão desta capacidade produtiva afeta diretamente o custo unitário de
produção de um item. De acordo com Russomano (2000), a capacidade produtiva demonstra a
relação entre o tempo necessário para a realização das tarefas com o tempo disponível total
para a realização de uma atividade.
Gusmão et al (2012) define o estudo de tempos e métodos como uma maneira eficiente de se
calcular a capacidade produtiva de um processo, pois considera não apenas a capacidade de
projeto e o tempo de parada previstos, mas também a capacidade do operador e o tempo-
padrão para a realização de uma atividade.
2.2. Estudo de tempos e métodos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Um dos principais precursores do estudo de tempo, Taylor (1990) define que para a realização
de uma atividade de trabalho, principalmente as atividades manuais, se faz necessário
encontrar o meio mais econômico de se efetuar a operação e deve-se também determinar a
quantidade de trabalho que deve ser realizada em um dado período de tempo.
De acordo com Martins e Laugeni (2005) as medidas de tempos-padrões são importantes
para:
Estabelecer padrões para os programas de produção para permitir o planejamento da
fábrica, utilizando com eficácia os recursos disponíveis e, também, para avaliar o
desempenho de produção em relação ao padrão existente;
Fornecer os dados para a determinação dos custos padrões, para levantamentos de
custos de fabricação, determinação de orçamentos e estimativa do custo de um produto
novo;
Fornecer dados para o estudo de balanceamento de estruturas de produção, comparar
roteiros de fabricação e analisar o planejamento da capacidade.
Para Barnes (1977), o estudo de tempos é usado hoje com diversas finalidades, tais como:
Estabelecer programações e planejar trabalhos;
Determinar os custos-padrão e como auxilio ao preparo de orçamentos;
Estimar o custo de um produto antes do início da fabricação.
Determinar a eficiência de máquinas, o número de máquinas que uma pessoa pode
operar, o número de homens necessários ao funcionamento de um grupo e como um
auxílio ao balanceamento de linhas de montagem e do trabalho controlado por
transportadores;
Determinar tempos-padrão a serem usados como base para o pagamento de incentivo à
mão-de-obra direta;
Determinar tempos-padrão a serem usados como base para o pagamento da mão-de-
obra indireta, tais como movimentadores de materiais e os preparadores;
Determinar tempos-padrão a serem usados como base do controle de custo de mão-de-
obra.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Os materiais necessários para a execução de um estudo de tempos e métodos consistem em:
um cronômetro, filmadora, folha de observações e prancheta para observações (MARTINS e
LAUGENI, 2005). Barnes (1977) afirma que o procedimento a ser seguido na execução do
estudo de tempos pode variar com alguma liberdade, baseando-se no tipo de operação em
estudo, entretanto, o autor define oito passos necessários:
Obter e registrar informações sobre a operação e o operador em estudo;
Dividir a operação em elementos e registrar uma descrição uma descrição completa do
método;
Observar e registrar o tempo gasto pelo operador;
Determinar o número de ciclos a ser cronometrados;
Avaliar o ritmo do operador;
Verificar se foi cronometrado um número suficiente de ciclos;
Determinar as tolerâncias;
Determinar o tempo-padrão para a operação;
Slack, Chambers e Johnston (2009) definem tempo padrão como o tempo permitido para a
realização do trabalho sob circunstâncias específicas, incluindo tolerâncias para pausa e
descanso, que devem ser permitidas devidas ás condições sob as quais o trabalho é realizado.
Para que seja possível a redução dos desperdícios encontrados em um processo produtivo se
faz necessário à definição das categorias de desperdícios existentes. De acordo com OHNO
(1997, p.39), existem sete tipos de desperdícios:
Desperdício de superprodução;
Desperdício de tempo disponível;
Desperdício em transporte;
Desperdício do processamento em si;
Desperdício de estoque disponível;
Desperdício de movimento;
Desperdício de produzir produtos defeituosos.
2.3. Empresa analisada

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
A empresa que serviu como base para a realização deste estudo de caso está instalada no
estado do Paraná. A empresa começou sua produção no país em 2001 com a produção de
MDF (painéis de fibra de média densidade). Atualmente a empresa possui uma segunda
fábrica localizada no Rio Grande do Sul, que produz MDP (painéis de fibra de particulada de
média densidade).
Este estudo foi realizado no processo de embalagem de produtos de MDF. O processo de
fabricação de placas de MDF é muito amplo e possui muitas variáveis das quais algumas são
de segredo industrial. De forma geral, o processo pode ser representado pela figura abaixo.
Figura 1- Processo produtivo MDF
Fonte: Documentos da empresa de painéis de MDF
3. Metodologia
Do acordo com as definições propostas por Silva e Menezes (2005), esta pesquisa se classifica
como aplicada em relação a sua natureza, como quantitativa em relação á abordagem do
problema. Em relação aos seus objetivos, esta pesquisa pode ser classificada como
exploratória, do ponto de vista dos seus procedimentos técnicos esta pesquisa se classifica
como um estudo de caso.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Ainda de acordo com as definições propostas por Silva e Menezes (2005, p.33), a coleta de
dados ocorreu por meio de observações sistemáticas e não participante. Os tempos foram
coletados através da filmagem da operação. Em relação às entrevistas realizadas com o
gerente de produção e com o operador responsável, estas podem ser classificadas abertas.
Para a determinação do tempo-padrão da operação, seguiram-se os seguintes passos:
Entrevista inicial com o gerente da produção e com o operador responsável pelo
processo;
Observação do processo de embalagem;
Identificação de todas as tarefas que compõem o processo de embalagem;
Filmagem dos trabalhadores em suas respectivas atividades;
Estudo inicial para determinação do número de ciclos a serem cronometrados, coleta
do tempo cronometrado (TC), determinação da velocidade do colaborador (V) e do
tempo normal (TC), determinação das tolerâncias para o cálculo do fator de tolerância
(FT), cálculo do tempo-padrão da tarefa (TP) e cálculo da capacidade produtiva (CP).
3.1. Descrição do processo de embalagem
O processo de embalagem se inicia após o recebimento e posicionamento do lote de MDF na
linha de embalagem. A primeira atividade a ser realizada pelo operador é buscar a etiqueta
referente a este lote. Após a colagem da etiqueta, a linha desloca o lote para a máquina que
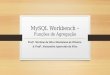
produz a cinta utilizada para embalar o lote. Na segunda etapa, o operador adiciona ao lote
duas cintas longitudinais, uma em cada lado, como pode ser visto na figura 2.
Figura 2 - Cintagem longitudinal

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Fonte: Empresa relacionada ao estudo de caso
Na terceira etapa, o operador adiciona sete cintas transversais ao lote. Parte deste processo
pode ser visto na figura 3.
Figura 3 - Cintagens transversais
Fonte: Empresa relacionada ao estudo de caso
Para cada cintagem, o lote recebe caibros localizados abaixo do mesmo para funcionarem
como paletes, que serão necessários no processo de transporte da linha para o estoque de
produtos acabados. Este transporte é realizado por uma empilhadeira.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
3.2. Cálculo do número de amostragens
Martins e Laugeni (2005, p.85) definem que a maneira mais correta para a determinação do
número de cronometragens ou ciclos a serem cronometrados é deduzida da expressão do
intervalo de confiança da distribuição por amostragem da média de uma variável distribuída
normalmente, conforme a expressão abaixo:
Onde,
N = Número de ciclos a serem cronometrados;
Z = Coeficiente de distribuição normal padrão para uma probabilidade determinada;
R= Amplitude da amostra;
Er = Erro relativo da medida;
d2 = Coeficiente em função do número de cronometragens realizadas preliminarmente
x = Média da amostra.
3.3. Cálculo dos tempos médios
Para determinar o tempo-cronometrado da atividade, utilizou-se da divisão da operação em
elementos. Esta metodologia é defendida por Martins e Laugeni (2005, p.85), pois de acordo
com o autor, esta divisão tem a finalidade de favorecer a verificação do método e o tempo de
cada elemento deverá ser anotado separadamente na folha de observações.
Deve-se ressaltar que o tempo cronometrado não leva em consideração questões relacionadas
ao ritmo do trabalhador e fatores de tolerâncias, baseando-se somente na média dos valores
cronometrados. Questões relacionadas aos fatores acima mencionados serão levadas em
consideração posteriormente.
3.4. Avaliação do fator de ritmo
Equação 1

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Seguindo a metodologia proposta por Barnes (1977) e Martins e Laugeni (2005), se faz
necessário determinar a velocidade ou fator de ritmo do operador. Barnes (1977, p.298) define
esta etapa como o processo durante o qual a analista de estudos de tempos compara o ritmo do
operador em observação com o seu próprio conceito de ritmo normal. Utiliza-se o seguinte
padrão:
V = 100% Ritmo normal
V > 100% Ritmo acelerado
V < 100% Ritmo lento
Posteriormente, o fator de ritmo deve ser aplicado ao tempo cronometrado, utilizando-se a
seguinte equação (BARNES, 1977, p.312):
3.5. Determinação do fator de tolerância (FT)
Após o cálculo do tempo normal (TC), deve-se avaliar o fator de tolerância da atividade para
que se possa calcular o tempo-padrão. Slack, Chambers e Johnston (2009, p.260) definem
tolerâncias como acréscimos feitos ao tempo normal para dar ao trabalhador a oportunidade
de recuperar-se de efeitos fisiológicos ou psicológicos resultantes da execução de trabalho
específico sob condições específicas e também para permitir o atendimento de necessidades
pessoais.
Martins e Laugeni (2005, p.87) define que as tolerâncias podem ser calculadas em função dos
tempos de permissão que a empresa se dispõe a conceder e que se deve determinar a
porcentagem de tempo p em relação ao tempo de trabalho diário, utilizando-se da seguinte
equação:
Equação 2
Equação 3

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
3.6. Cálculo do tempo-padrão (TP)
Após o cálculo do fator de tolerância, pode-se calcular o tempo-padrão (TP) através da
equação apresentada por Martins e Laugeni (2005, p.87):
3.7. Cálculo da capacidade produtiva (CP)
Para a determinação da capacidade produtiva, pode-se utilizar a equação proposta por Pereira
et al (2010):
Onde,
CP = Capacidade produtiva;
dt =Tempo trabalhado por dia;
TP= Tempo-padrão;
4. Resultados
Esta seção apresenta os resultados obtidos com a utilização da metodologia descrita na seção
anterior.
4.1. Cálculo do número de amostragens
A partir da aplicação da equação 1 e utilizando-se de 5 medições iniciais, chegou-se a um
tempo médio de 164,29 e amplitude de 25 segundos. Utilizou-se um nível de confiança de
95%, erro relativo de 5% e d2 com o valor de 2,326. Para o cálculo dos valores de Z e de D2,
utilizou-se da Tabela de distribuição normal e Tabela com coeficientes de d2 definidas por
Martins e Laugeni (2005, p.88). Deste modo, chegou-se a conclusão que deveriam ser
realizadas 7 medidas.
4.2. Cálculo dos tempos médios
Equação 4
Equação 5

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
A partir da realização de 7 medidas chegou-se á diferentes tempos cronometrados (TC) de
cada operação e ao tempo médio. Estes valores são apresentados na tabela 1.
Tabela 1 - Atividades e tempos médios
Atividade Tempo Cronometrado Médio
Passagem de uma esteira para outra 31,76 segundos
Cintagem longitudinal direita 6,86 segundos
Cintagem longitudinal esquerda 16,43 segundos
Cintagem inicial 12,27 segundos
Primeira cintagem 15,34 segundos
Segunda cintagem 18,12 segundos
Terceira cintagem 20,21 segundos
Quarta cintagem 17,53 segundos
Quinta cintagem 17,51 segundos
Cintagem final 10,56 segundos
Tempo Médio Total da operação 166,59 segundos
Fonte: Autoria própria
Como pode ser observado na tabela 1, o tempo cronometrado médio para a execução da
atividade de embalagem é de 166,59 segundos.
4.3. Avaliação do fator de ritmo
Para a avaliação do ritmo do colaborador, utilizou-se V igual a 1 ou seja, o ritmo do operador
foi considerado 100%. Desta maneira, utilizando-se da equação 2 chegou-se aos valores dos
tempos normais. Devido ao valor de V, não há alterações entre o Tempo Cronometrado (TC)
e Tempo Normal (TN).
4.4. Determinação do fator de tolerância (FT)
Na empresa em estudo nesta pesquisa, obteve-se por meio da entrevista com o operador e com
o gerente de produção, que o tempo de tolerância é em média de 90 minutos. Neste tempo
estão inclusos tempo para descanso, parada para alimentação e necessidades pessoais. A
duração do turno nesta empresa é de 8 horas. Com estas informações e utilizando-se da
equação 3, chegou-se a um FT de 1,23.
4.5. Cálculo do tempo-padrão (TP)
Utilizando-se da equação 4, do tempo normal (TN) e do fator de tolerância (TC) definidos
chegou-se aos valores de tempo-padrão mostrados na tabela 2.
Tabela 2 - Tempo-padrão

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Atividade Tempo Cronometrado (s) Tempo Normal (s) Tempo-padrão (s)
Passagem na esteira 31,76 31,76 31,76
Colagem fita longitudinal direita 6,86 6,86 8,44
Colagem fita longitudinal esquerda 16,43 16,43 20,21
Cintagem inicial 12,27 12,27 15,09
Primeira cintagem 15,34 15,34 18,87
Segunda cintagem 18,12 18,12 22,29
Terceira cintagem 20,21 20,21 24,86
Quarta cintagem 17,53 17,53 21,56
Quinta cintagem 17,51 17,51 21,54
Cintagem final 10,56 10,56 12,99
Tempo total 166,59 166,59 197,60
Fonte: Autoria própria
Com base na tabela acima, chegou-se a conclusão que o tempo-padrão da operação de
embalagem é de 197,60 segundos.
4.6. Capacidade produtiva (TP)
Utilizando-se da equação 5 e considerando um ritmo normal para a operação da embalagem, o
setor tem capacidade produtiva para realizar 145,76 embalagens de lotes de MDF por turno ou
18,22 embalagens por hora.
Esta capacidade produtiva foi comparada com a produtividade real da empresa, assim, notou-
se que estes valores possuíam diferenças significativas, o que mostra que ocorrem
desperdícios e variações de tempo para a realização do processo. Por questões de segredo
industrial, o gerente de produção não forneceu a produtividade atual da linha de embalagem.
5. Problemas encontrados e sugestões de melhorias
Uma das principais melhorias a ser implementada, é a redução da distância entre o local onde
as embalagens são realizadas e o local onde são impressas as etiquetas dos produtos, esta
melhoria irá reduzir o tempo de operação e reduzir a movimentação do operador.
Além disso, deve-se criar um cronograma para a realização de manutenções preventivas na
impressora, pois durante a entrevista com o operador e com o gerente de produção, relataram-
se contratempos relacionados a problemas na máquina de impressão, que ocasionam paradas
das linhas de embalagem e com isso ocorrem ociosidade dos operadores.
O gerente de produção relatou que os colaboradores do setor de embalagem utilizam um
tempo significativamente maior do que o permitido para a realização de refeições e outras

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
pausas, o que acarreta em atrasos e tempo excessivo para realização de uma embalagem. Em
relação a este problema, sugere-se a conscientização dos colaboradores em relação às políticas
da empresa e o aumento do controle dos tempos de parada e retorno dos operadores.
Observou-se que frequentemente os operadores ficam parados esperando a empilhadeira
remover o lote já embalado da linha de produção e levá-lo ao estoque de produtos acabados, o
que representa um desperdício de espera. Relatou-se que existe apenas uma empilhadeira para
as duas linhas de embalagem, deste modo, pode-se sugerir que ocorra uma diminuição da
distância entre as linhas de embalagem e o estoque de produtos acabados, além disso, deve-se
verificar a disponibilidade de recursos e também a viabilidade econômica de se dedicar outra
empilhadeira para o processo de embalagem.
Além disso, notaram-se problemas relacionados à ergonomia do processo, pois durante a
análise da atividade, observou-se que os colaboradores precisam se abaixar para realizarem as
cintagens longitudinais e se curvaram para realizar as sete cintagens transversais, o que pode
contribuir para o aumento da fadiga e também com problemas relacionados a dores nas contas
e na lombar. Para a solução deste problema, sugere-se a elevação da linha de embalagens,
tornando-se desnecessário abaixar ou se curvar para a realização desta atividade. Com a
melhora ergonômica deste posto de trabalho, a produtividade dos trabalhadores tende a
aumentar, assim como a fadiga e dores causadas pela atividade tende a diminuir.
Relatou-se que os colaboradores responsáveis pela embalagem não possuem uma meta
relacionada à quantidade de lotes que devem ser embalados por período de trabalho ou por
mês, além disso, nota-se que não há incentivos salariais relacionados à produtividade. Estes
dois fatores contribuem para a falta de produtividade e motivação no trabalho. Espera-se que a
determinação de um tempo-padrão por embalagem colabore para o estabelecimento de metas
de produção e também para incentivos salariais por produtividade.
6. Considerações finais
Com a realização desta pesquisa, observou-se a importância da padronização das tarefas e da
obtenção de um tempo-padrão para a realização de atividades produtivas e para a melhoria da
capacidade produtiva da empresa. Pode-se notar com o levantamento do estado da arte, que a
padronização e o cálculo do tempo-padrão são comuns em grandes empresas, mas que este
tema não é muito abordado em pequenas e médias empresas.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Esta pesquisa teve como objetivo geral determinar a capacidade produtiva de um processo de
embalagem em uma empresa de fabricação de MDF através da utilização de estudos de
tempos e métodos. Para que este objetivo fosse alcançado, foi necessária a análise do tempo
cronometrado da operação, cálculos de tempo normal, fatores de tolerância, tempo-padrão e o
cálculo da capacidade do processo.
Constatou-se que o tempo-padrão para a realização do processo de embalagem é de 197,60
segundos e que a capacidade produtiva da linha de embalagens é de 145,76 embalagens por
turno. Os valores encontrados diferem da produção real da empresa, desta maneira, espera-se
que os problemas encontrados durante a análise da atividade e as sugestões de melhorias
apresentadas nesta pesquisa possam contribuir para o aumento da eficiência nesta empresa.
Espera-se que este trabalho possa influenciar o setor de embalagens da empresa analisada
com a criação de metas relacionadas à produção, criação de incentivos salariais por
produtividade, para redução de desperdícios durante o processo produtivo e também para a
melhoria ergonômica do posto de trabalho.
REFERÊNCIAS
BARNES, R, M. Estudo de Movimentos e de Tempos, Projeto e Medida de Trabalho. Tradução da 6ª edição
Americana, Editora Edgard Blücher Ltda, 1977.
BONATTO, F. KOVALESKI, J.L. Estudo de tempos e métodos para a elaboração de folha de processos no
setor de montagem de cadeiras. In: XXIII Encontro Nacional de Engenharia de Produção, 2013, Fortaleza.
ENEGEP 2006. Salvador. ABEPRO, 2013.
CORRÊA, H.L.; CORRÊA, C.A. Administração de produção e operações manufatura e serviços: uma
abordagem estratégica. 2. ed. São Paulo: Atlas, 2007.
GUSMÃO, A. P. H.; CANDIDO, A. K. B.; SANTOS JUNIOR, H. L.; FERREIRA, I. F.; SANTOS, M. S. M.
Análise da capacidade produtiva de uma indústria de transfers utilizando o estudo dos tempos. In:
Encontro Nacional de Engenharia de Produção, XXXII, 2012, Bento Gonçalves – RS. Anais ENEGEP, 2012.
MARTINS, Petrônio G. LAUGENI, Fernando P. Administração da produção. São Paulo: Saraiva, 2005.
OHNO, TAIICHI. O sistema Toyota de produção: Além da produção em larga escala. Porto Alegre: Artes
Médicas, 1997.
PEREIRA, T. J. G; BEZERRA, R. R. R; OLIVEIRA, F. E; SAMPAIO, J. G; SANTOS A.C.O de. Estudo de
tempos e métodos no setor de serviços: determinação da capacidade produtiva e melhoria das operações
de uma empresa de limpeza de vitrines. In: EncontroNacional de Engenharia de Produção, XXXI, 2011, Belo
Horizonte – MG. Anais ENEGEP,2012.
RUSSOMANO, V. H. PCP: Planejamento e Controle da Produção. 4. edição. São Paulo:Pioneira, 2000.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
SILVA, Peri Guilherme Monteiro et al. Análise da capacidade produtiva de uma lanchonete com a
utilização do estudo de tempos. In: EncontroNacional de Engenharia de Produção, XXXIV, 2014, Curitiba –
PR. Anais ENEGEP,2014.
SILVA, E. L. da; MENEZES, E. M. Metodologia da pesquisa e elaboração de dissertação. Florianópolis,
Laboratório de Ensino à Distância da UFSC. 2005. Disponível em: < http://www.eps.ufsc.br/ppgep.html >.
SILVA, Tálita Floriano Goulart; LEITE, Maria Silene Alexandre. A influência da gestão da capacidade na
determinação do custo unitário de produção: um estudo de caso em uma empresa de embalagens plásticas
flexíveis. Revista Produção Online, v. 13, n. 3, p. 915-944, 2013.
SLACK, N. & CHAMBERS, S. & JOHNSTON, R. Administração da Produção. 3ª Edição, São Paulo Editora
Atlas S.A., 2009.
TAYLOR, F. W. Princípios de Administração Científica. São Paulo: Atlas, 8º Ed, 1990.