Embed Size (px)
Citation preview

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
153
M. Mozzon*D. Pacetti
N.G. Frega
Dipartimento di Scienze Agrarie Alimentari e Ambientali (D3A)
Università Politecnica delle Marche Ancona
*AUTORE DI RIFERIMENTOProf. Massimo Mozzon
e-mail: [email protected]: +39 071 2204924
Fax: +39 071 2204980
(*) Presentato in occasione del Convegno Nazionale “Dal 1963 al
2013, da Umberto Pallotta, Pompeo Capella e
Edoardo Turchetto in poi: i lipidi in 50 anni di ricerca”.
(Chi non conosce la storia è costretto a riviverla).
Progetti: PRIN 2009 eIndustria 2015 (Made in Italy). Ancona, 10-11 Ottobre 2013
Dipartimento di Scienze Agrarie, Alimentari ed Ambientali
Università Politecnica delle Marche
approccio tecnologico innovativo nella produzione degli oli di semi
I processi industriali per la produzione di oli edibili da matrici vegetali comportano generalmente una fase di estrazione con solvente (esano commerciale), che può essere preceduta da metodi fisici di separazione (pressione, centrifugazione, percolamento). L’estrazione con esano consente di ottenere rese in olio superiori al 95%, con tenori di olio residuo nelle farine deoleate inferiori a 1%. Le crescenti attenzioni in materia ambientale, hanno tuttavia determinato un rinnovato interesse nello sviluppo di processi alternativi mediante l’impiego di mezzi acquosi o altri solventi a impatto ambientale nullo e biorinnovabili (miscele idroalcoliche, fluidi supercritici).Le possibilità di efficace industrializzazione delle tecnologie estrattive acquose sono legate al superamento di tre limitazioni fondamentali: (1) basse rese in olio; (2) necessità di interventi di disemulsionamento per il recupero di olio “libero”; (3) trattamento dei volumi di effluenti prodotti.Il presente lavoro riassume i dati pubblicati in letteratura, evidenziando i principali fattori ostativi (tecnici, legislativi, caratteristiche dei prodotti) che limitano lo sviluppo industriale delle tecnologie di estrazione acquosa. Sono inoltre illustrati i risultati preliminari relativi ad uno studio sulle caratteristiche di oli di nocciola ottenuti con sistemi fisici diversi: il tipo di tecnologia e le condizioni di processo adottate possono portare a risultati non sempre facilmente razionalizzabili e quindi prevedibili, cioè modulabili nel senso desiderato attraverso la scelta a priori della tecnologia e delle variabili di processo.
Innovative technological approach in the production of seed oils Industrial processes for the extraction of edible oil from oleaginous crops generally involve a solvent extraction step, which may or may not be preceded by pressing or other physical methods of separation (centrifugation, Sinolea® system).Solvent-based (commercial hexane) processes achieve oil yields in excess of 95% with residual oil in defatted meals less than 1%. Safety implications surrounding the use of hexane prompted attempts to develop processes based on the use of aqueous extraction media or other biorenewable solvents (aqueous ethanol, supercritical carbon dioxide). These environmentally clean technologies, however, have significant challenges that have limited their commercial applications: (1) lower efficiency of oil extraction, (2) demulsification requirements to recover oil from oil-rich emulsion fraction stabilized by proteins and phospholipids, (3) treatment of the resulting aqueous effluent.This article analyzes published information on aqueous extraction processes and highlights the main limitations to the development of these technologies. It also briefly reports on some preliminary results of a study on the characteristics of hazelnut oils obtained with different physical systems: technology type and process conditions may lead to results not always easily predictable.Key words: aqueous extraction process; enzymatic demulsification; enzyme-assisted aqueous extraction process; oil extraction; oil quality

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
154
INTRODUZIONE
I processi industriali per la produzione di oli edibili da matrici vegetali comportano generalmente una fase di estrazione con solvente, la quale può essere pre-ceduta da metodi fisici di separazione, riconducibili ai sistemi fondamentali della pressione, della centri-fugazione e del percolamento. I processi fisici e quelli combinati (pressione + solvente) sono tradizional-mente applicati a materie prime ad alto (superiore al 30-35%) contenuto in olio (arachide, colza, girasole, nocciola, sesamo, cartamo, lino), al germe di mais e ai frutti oleaginosi (oliva, palma, cocco).Gli impianti di estrazione con solvente operano con esano “commerciale”, una miscela di idrocarburi com-posta prevalentemente da n-esano (> 60%) assieme a minori quantità di suoi isomeri (2- e 3-metilpentano, dimetilbutani), cicloesano, metilciclopentano, pentani ed eptani. L’industria alimentare è responsabile di un contributo non trascurabile all’emissione globale di composti organici volatili (COV), prevalentemente per opera del comparto oli vegetali [1]. La sostituzione di solventi organici con mezzi di “estrazione” a base acquosa è stata sperimentata fin dagli anni 50 [1-3], sulla spinta della valorizzazione nutrizionale del sot-toprodotto deoleato quale importante fonte di protei-ne vegetali food-grade. Tuttavia, le basse rese in olio dei metodi di estrazione acquosa (EA) hanno sempre rappresentato un ostacolo economico pressoché insormontabile nei confronti dell’estrazione integra-le con solvente dalla matrice di partenza, anche in considerazione del fatto che un alto contenuto di olio residuo nel panello proteico ne limita la conservabilità (irrancidimento ossidativo) e le possibilità d’impiego. Le crescenti attenzioni in materia ambientale hanno prodotto numerosi atti e provvedimenti legislativi [4, 5] finalizzati a prevenire o quantomeno ridurre gli effetti diretti e indiretti di COV sull’ambiente e sull’uomo, fis-sando limiti di emissione per tali composti e creando opportune condizioni operative per gli impianti che usano solventi organici. Ciò ha determinato un rinno-vato interesse nello sviluppo di processi di estrazione alternativi mediante solventi a impatto ambientale nul-lo e biorinnovabili quali acqua, miscele idroalcoliche [6] e fluidi supercritici [7, 8].
Le tecnologie di EA prevedono la dispersione in ac-qua della materia prima opportunamente macinata, sotto agitazione e nelle appropriate condizioni ope-rative (Tabella I): le componenti idrosolubili e in qual-che modo “solubilizzabili” della matrice diffondono nel mezzo acquoso rendendo la fase oleosa “libera” e separabile dalle altre (acquosa e solida) mediante se-dimentazione o centrifugazione [1, 9, 10]. Più preci-samente, la quota lipidica “recuperabile” della materia prima si ripartisce tra una vera e propria fase leggera di olio “libero”, peraltro non sempre ottenibile, e una fase di emulsione olio in acqua (O/A), stabilizzata da proteine e fosfatidi. Materiale proteico può essere recuperato come “concentrato” nella fase solida, o come “isolato” dalla fase acquosa intermedia median-te precipitazione isoelettrica [3]. Anche tecnologie di filtrazione per membrana (ultrafiltrazione, osmosi in-versa) hanno trovato impiego per la concentrazione e il frazionamento di proteine vegetali dalle fasi acquose ottenute da processi di EA [11-15].Un consistente volume di letteratura riporta i risultati sperimentali di processi di EA su un gran numero di materie prime, con o senza l’ausilio di enzimi in fase di estrazione vera e propria e/o di risoluzione delle emulsioni O/A. Oli e grassi alimentari “vergini” o ma-teriali lipidici per l’industria cosmetica sono stati otte-nuti da: soia [16-25], arachide [2, 26, 28-30], palmisti [31], cocco [32-36], girasole [37-42], colza [40, 43, 44], sesamo [45-47], cartamo [48], germe di grano [49], di mais [50] e di riso [51-54], ma anche noci di karité [55], semi di avocado [56-58], di cacao [59], di senape gialla [60], di camelia [61], di Moringa [62, 63], di cocomero [64], di alchechengio peruviano [65], di mango africano [66]. La sostituzione di solventi organici con i più econo-mici mezzi di estrazione a base acquosa può teorica-mente presentare numerosi vantaggi in termini ener-getici, ambientali, impiantistici e di caratteristiche del prodotto finito, o almeno per alcune di queste (Tabella II). D’altra parte, esistono importanti fattori ostativi a un vero e concreto interesse da parte dell’industria olearia per gli oli vegetali non raffinati ottenuti con mezzi fisici dalle rispettive materie prime, di fatto, a oggi, ancora confinati in una ridottissima nicchia di mercato. Ciò appare poco comprensibile, in un mo-
Tabella I - Variabili operative nei processi di EA
Caratteristiche della materia prima dimensioni medie delle particelle grado di rottura delle pareti cellulari tipo di preparazione (macinazione, estrusione, laminazione)
Caratteristiche dell’enzima composizione del preparato enzimatico concentrazione di enzima nella sospensione acquosa della matrice
Variabili di processo pH temperatura velocità e modalità di agitazione in fase di estrazione tempo di contatto solido/acqua rapporto di diluizione solido/acqua numero di stadi di estrazione

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
155
mento storico nel quale la richiesta di alimenti poco “processati” è in continua crescita e sembra ancora lontana da una soddisfacente risposta del mercato.
ASPETTI LEGISLATIVI
L’assenza di un quadro legislativo univoco e ben deli-neato in ogni suo aspetto non favorisce certo investi-menti in ricerca e in tecnologia per un’efficace indu-strializzazione di processi solvent free. La situazione normativa italiana è tuttora ancorata alla Legge n. 35 del 27/1/1968, che impone la decolo-razione e, di fatto, la raffinazione completa, degli “oli di semi” destinati al consumo alimentare, includendo nella definizione anche gli oli ottenuti “dalla pressione meccanica di semi oleosi”. Per consentire l’immis-sione sul mercato di “oli ottenuti dalla sola pressione meccanica di semi oleosi”, il Ministero dell’Agricoltura e delle Foreste (oggi Ministero delle Politiche Agrico-le, Alimentari e Forestali) è intervenuto con una serie di Circolari (28/02/1991, 08/02/1995 e 24/05/2000) indicando la denominazione merceologica “oli di semi di pressione” o “oli di semi di spremitura”, senza pe-raltro produrre tabelle merceologiche che consenta-no l’identificazione univoca della tipologia di prodotto in oggetto e la conseguente possibilità di tutela le-gale. Tale grave lacuna è stata sanata dall’attività del Gruppo di lavoro “Oli di pressione a freddo”, operante nell’ambito della Sottocommissione Oli Vegetali della Commissione Tecnica (CT) presso la SSOG di Mi-
lano, in seguito pubblicata come insieme di norme raccomandate dalla Commissione Centrale Tecnica dell’UNI (Tabella III). Per le materie prime contemplate, le norme fanno riferimento a “procedimenti meccani-ci e fisici”, senza ulteriori specificazioni. Ciò apre alla possibilità di impiegare tecnologie diverse dalla pres-sione (centrifugazione, trattamenti di gramolatura), di impiegare metodiche fisiche innovative (eccitazione meccanica attraverso sistemi a vibrazioni soniche e ultrasoniche), di effettuare pratiche di steam washing, blandi trattamenti di deodorazione sotto vuoto spinto e a temperature ridotte (100-160°C), che consentono di modulare il flavour del prodotto finito per renderlo accettabile a un maggior numero di consumatori. Ri-guardo a quest’ultima possibilità, i limiti molto ristretti imposti ai marker di intervento tecnologico (trans-isomeri, stigmastadieni) costituiscono, nelle intenzioni delle norme, la garanzia di “pressione tecnologica” strettamente adeguata allo scopo sopra indicato: la quantità di trans isomeri che si formano durante un procedimento classico di deodorazione è di almeno un ordine di grandezza superiore. La stessa CT fa peraltro osservare che, per le concentrazioni di trans-isomeri indicate in Tabella III, l’errore analitico può es-sere anche molto elevato e che condizionamenti della materia prima diretti a ridurne l’umidità e inattivarne il patrimonio enzimatico, possono comportare il man-cato rispetto dei limiti previsti. Trattamenti termici an-che molto blandi, sia sulla materia prima sia sull’olio “vergine”, determinano anche significative variazioni
Tabella II - Estrazione acquosa vs estrazione con solventi
Limiti Vantaggi
Aspetti ambientali Trattamento di consistenti volumi di acque reflue Zero emissione di componenti organici volatili (COV)
Aspetti economici Costi per demulsificazione, rimozione di acqua dai prodotti finali, igiene
Bassi costi di esercizio (nessuna spesa energetica per recupero solvente)
Possibilità di produzione simultanea di olio edibile (raffinazione non necessaria) e concentrato/isolato proteico (detossificato)
Bassi costi di investimento: impianti semplici; nessun investimento richiesto per controllo e monitoraggio emissioni COV; nessun investimento in sistemi di sicurezza
Aspetti impiantistici Resa di estrazione Sicurezza (assenza tossicità e rischi incendi, esplosioni)
Formazione di emulsioni (demulsificazione necessaria per recuperare olio limpido)
Possibilità di usare tecnologie e impianti già sul mercato (decanter)
Minore stabilità (conservabilità) del residuo proteico Rischio sviluppo microbico
Caratteristiche dei prodotti Caratteri organolettici dell’olio marcati (colore, aroma) Oli “vergini” (nessuna raffinazione)
Contemporanea degommazione dell’olio
Rimozione di componenti idrosolubili tossici e antinutrizionali (gossipolo e altri composti simili, tioglucosidi gozzigeni, acidi clorogenici, fitati)
Minore danneggiamento proteine

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
156
Tabella III - Caratteristiche degli oli vegetali di spremitura ad uso alimentare
Arachide (1) Girasole (3) Mais (4) Soia (5) Vinaccioli (6) Colza (7)
Rif. Normativi UNI 22037:1999 UNI 22058-1999 UNI 22059:1999 UNI 22060:1999 UNI 22061:1999 UNI 22072:1999 NGD Ia 017-1998 NGD Ia 019-1998 NGD Ia 020-1998 NGD Ia 021-1998 NGD Ia 022-1998 NGD Ia 018-1998
Densità relativa a 20/20°C
0,914-0,917
0,915-0,923
0,918-0,923
0,919-0,925
0,923-0,926
0,914-0,917
Indice di rifrazione 1,4680-1,4760 1,4720-1,4760 1,4700-1,4740 1,4720-1,4760 1,4720-1,4760 1,4700-1,4720 Numero di iodio 85-108 120-145 110-130 120-145 130-140 110-126
Composizione degli acidi grassi, GLC (capillare), %
14:0 max 0,1 max 0,1 max 0,1 max 0,1 max 0,2 max 0,1 16:0 8,0-13,5 5,0-8,0 9,5-13,0 9,0-13,0 6,0-8,0 3,5-6,0 16:1 (2) max 0,3 max 0,3 max 0,5 max 0,3 max 0,5 max 0,5 17:0 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 17:1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 18:0 2,0-4,5 3,0-6,0 1,7-2,5 3,0-5,0 3,0-6,0 1,1-2,0 18:1 (2) 35,0-67,0 13,0-40,0 23,0-40,0 17,0-30,0 12,0-25,0 51,0-66,0 18:2 14,0-45,0 40,0-74,0 39,0-63,0 48,0-58,0 60,0-76,0 16,0-24,0 18:3 max 0,2 max 0,2 0,6-1,1 4,5-10,0 max 0,5 6,5-12,0 20:0 1,0-1,8 max 0,5 max 0,7 max 0,6 max 0,5 max 0,7 20:1 0,8-1,7 max 0,3 max 0,4 max 0,5 max 0,2 1,0-2,0 20:2 max 0,2 22:0 2,0-4,0 0,5-1,1 max 0,2 max 0,5 max 0,2 max 0,5 22:1 max 0,2 - - - - max 5,0 22:2 max 0,2 24:0 1,0-2,2 max 0,4 max 0,3 max 0,4 max 0,4 max 0,4 24:1 max 0,4 Σ18:1 trans max 0,05 max 0,05 max 0,05 max 0,05 max 0,05 max 0,05 Σ18:2 trans+18:3 trans max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1
Composizione degli steroli, GLC (capillare), %
colesterolo max 0,6 max 0,5 max 0,4 max 0,8 max 0,5 max 0,6 brassicasterolo max 0,1 - - max 0,2 max 0,1 6,0-13,5 TRR 0,81 max 0,4 24-metilencolesterolo max 0,8 max 0,3 0,6-2,2 0,5-1,5 max 0,5 0,3-1,5 campesterolo 12,0-17,0 6,5-10 16,0-23,0 16,0-24,0 9,0-14,0 30,0-36,0 campestanolo max 0,8 max 0,5 0,9-2,5 0,5-1,5 max 0,1 max 0,1 stigmasterolo 6,5-13 6,5-10 4,5-8,0 16,0-19,0 8,0-12,0 max 1,0 TRR 0,92 max 0,5 Δ7-campesterolo max 0,3 2,0-3,0 max 0,3 max 0,6 max 0,5 max 0,5 Δ5,23-stigmastadienolo
max 0,1 max 1,0 max 0,5 max 0,1 max 0,1 max 0,5
clerosterolo max 1,3 0,7-1,3 0,5-1,1 0,5-1,3 max 0,1 max 0,5 β-sitosterolo 56-68 50,0-59,0 57,0-65,0 47,0-55,0 64,0-70,0 45,0-52,0 sitostanolo max 1,0 0,5-1,8 2,0-5,0 1,0-3,5 2,5-5,0 max 0,5 Δ5-avenasterolo 5,0-14,0 1,5-4,5 1,5-5,0 1,5-3,0 1,5-3,5 2,5-5,0 Δ7,9(,11)-stigmastadienolo
max 0,2
1,0-2,0
-
-
-
-
Δ5,24-stigmastadienolo
max 1,0
0,5-2,5
max 0,5
max 0,5
max 1,0
max 1,0
Δ7-stigmastenolo max 0,6 10,0-17,0 0,2-1,0 1,0-2,8 0,5-2,5 max 0,3 Δ7-avenasterolo max 1,0 3,0-6,5 0,3-1,0 0,5-1,6 max 0,1 max 0,3
Stigmastadieni, mg/Kg max 0,15 max 0,15 max 0,15 max 0,15 max 0,15 max 0,15 Contenuto in steroli, mg/Kg
1500-3000
2500-4500
7000-18000
2500-4500
2000-5000
4500-10500
Indice di Bellier, °C min 39,0

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
157
degli indici spettrofotometrici nell’UV, che pertanto non sono stati inclusi nelle analisi di caratterizzazio-ne.I valori degli indici dello stato di alterazione idrolitico (acidità libera) e ossidativo (numero di perossidi) sono stati differenziati per gli oli da seme e quelli da germe (mais), in ragione del diverso patrimonio quali/quanti-tativo degli enzimi presenti nella materia prima.L’introduzione di limiti sulla presenza di contaminanti indesiderati (metalli pesanti) è la naturale conseguenza del divieto di fatto a trattamenti chimici (raffinazione), che comporta la possibilità per questi prodotti di es-sere vettori di residui potenzialmente a rischio (metalli pesanti, ma anche pesticidi). Riguardo a quest’aspet-to, l’adesione volontaria a certificazioni di agricoltura biologica rappresenta qualcosa di ben più importante di una semplice operazione di marketing.
ASPETTI TECNOLOGICI
Nell’estrazione con esano commerciale, rese supe-riori a 95% e contenuti di olio residuo nelle farine de-oleate inferiori a 1% costituiscono la norma. I recuperi tipici nella EA si collocano invece nell’intervallo 50-65%: l’incremento delle rese di estrazione ad almeno il 90% è il primo passo per rendere praticabile l’indu-strializzazione dei processi aquosi.Le riserve lipidiche contenute nei tessuti cotiledonali dei semi e nelle cellule del mesocarpo dei frutti ole-aginosi formano complessi, denominati oleosomi o sferosomi, costituiti da un nucleo trigliceridico circon-
dato da un monostrato fosfolipidico, di dimensioni medie intorno al micron nei semi, dieci volte più gran-di nei tessuti del mesocarpo [67-70]. I corpi lipidici si trovano inglobati nelle strutture reticolari citoplasma-tiche di natura prevalentemente proteica [67, 71] e, nei semi, sono circondati da abbondanti quantità di proteine (oleosine) con importanti funzioni stabilizzanti [68, 72-74]. Si tratta tipicamente di proteine a basso peso molecolare (15.000 – 26.000 Da), caratterizzate da una sequenza centrale di amminoacidi con gruppi R non polari (idrofobici) immersa nella matrice triglice-ridica, una regione anfipatica all’estremità carbossili-ca che interagisce con la superficie del monostrato fosfolipidico, una regione anfipatica all’estremità am-minica che costituisce la superficie esterna del corpo lipidico [1, 75, 76]. Nei frutti oleaginosi, le strutture sferosomiche, oltre che molto più grandi, possiedono quantità molto scarse di oleosina: le emulsioni naturali O/A tendono a essere molto meno stabili se compa-rate con quelle ottenute nella EA dai semi e facilmen-te risolvibili con mezzi fisici, eventualmente coadiuvati da azioni meccaniche di gramolatura.Le criticità che condizionano la resa della EA sono riconducibili all’efficienza del contatto olio/mezzo “estraente”, che determina la quota di olio nelle fasi solida (proteico-cellulosica) e liquida (a prevalente composizione proteica), e alla stabilità dell’emulsio-ne O/A, che determina l’efficacia della separazione di fase: in relazione al tipo di trattamenti preliminari (meccanici, termici) subiti dalla materia prima [10], la quota di olio non recuperabile è presente in emulsio-
Segue Tabella III
(1) olio ottenuto dai semi di Arachis hypogea L., esclusivamente mediante procedimenti meccanici e fisici (2) somma degli isomeri di posizione che possono o no essere separati nelle condizioni di analisi (3) olio ottenuto dai semi della varietà ad alto contenuto di acido linoleico di Heliantus annus L., esclusivamente mediante procedimenti
meccanici e fisici (4) olio ottenuto dal germe dei semi di Zea mays L., esclusivamente mediante procedimenti meccanici e fisici (5) olio ottenuto dai semi di Glycine max Merr, esclusivamente mediante procedimenti meccanici e fisici (6) olio ottenuto dai semi di Vitis vinifera L., esclusivamente mediante procedimenti meccanici e fisici (7) olio ottenuto dai semi di Brassica (Brassica napus L., Brassica campestris L., ecc) esclusivamente mediante procedimenti meccanici e fisici
Arachide (1) Girasole (3) Mais (4) Soia (5) Vinaccioli (6) Colza (7) Acidità, % ac. oleico max 1,0 max 1,0 max 2,0 max 1,0 max 1,0 max 1,0 Numero di perossidi, meq O2/Kg
max 10,0
max 10,0
max 15,0
max 10,0
max 10,0
max 10,0
Impurità (etere di petrolio), %
max 0,1
max 0,1
max 0,1
max 0,1
max 0,1
max 0,1
Umidità e sostanze volatili a 105°C, %
max 0,2
max 0,2
max 0,2
max 0,2
max 0,2
max 0,2
Caratteri organolettici: odore e sapore
no odori e sapori anomali o sgradevoli
no odori e sapori anomali o sgradevoli
no odori e sapori anomali o sgradevoli
no odori e sapori anomali o sgradevoli
no odori e sapori anomali o sgradevoli
no odori e sapori anomali o sgradevoli
Metalli, mg/Kg ferro max 5,0 max 1,5 max 5,0 max 5,0 max 5,0 max 5,0 rame max 0,4 max 0,1 max 0,4 max 0,4 max 0,4 max 0,1 piombo max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 arsenico max 0,1 max 0,1 max 0,1 max 0,1 max 0,1 max 0,1

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
158
ne nella fase acquosa proteica e nel residuo solido nelle forme di oleosomi intatti in cellule integre, di gocce da coalescenza troppo grosse perché permei-no attraverso le microstrutture tissutali della matrice, di corpi lipidici intrappolati in una matrice insolubile di proteine denaturate. La mobilizzazione degli oleosomi verso il mezzo acquoso appare quindi positivamente correlata al grado di suddivisione delle gocce oleose ed è favorita da tutte le condizioni idonee alla estra-zione/solubilizzazione delle proteine: temperature al disotto di quella limite per la denaturazione, pH del mezzo lontano dal punto isoelettrico, impiego di più stadi di estrazione, agitazione meccanica [1, 23]. Non altrettanto può dirsi a proposito delle rese di disemul-sionamento della fase leggera ricca in olio.La permeabilità dei tessuti della materia prima può essere incrementata mediante condizionamento meccanico, termico o digestione enzimatica delle pa-reti cellulari. Le tecnologie di riduzione di volume (ma-cinazione) consentono di incrementare la superficie specifica esposta al mezzo estraente, senza tuttavia determinare la rottura di un numero rilevante di pare-ti cellulari. Se un’insufficiente macinazione risulta in perdite inaccettabili di olio con il residuo solido, l’ec-cessiva riduzione granulometrica delle farine lipidiche può rivelarsi controproducente, in conseguenza della diminuzione volumetrica delle gocce oleose e del-la “spalmatura” dell’olio su corpi proteici e particelle di fibra, che determina la formazione di una fase di emulsione O/A molto stabile e di difficile risoluzione.Altri tipi di tecnologie sono in grado di determinare forti stress meccanici senza la necessità di eccessive riduzioni di dimensioni della materia prima. La lamina-zione del materiale, intero o molito, opportunamente condizionato nei parametri temperatura e umidità, è normalmente impiegata nella fase di preparazione all’estrazione con solventi [77]. I laminatoi impiegati sono del tipo a coppie di rulli lisci controrotanti a di-verse velocità (distanze tra i rulli: 0,2-0,3 mm) e sono in grado di impartire forti sollecitazioni di compressio-ne e taglio determinando la rottura delle pareti di un significativo numero di cellule [78]. Le tecnologie di estrusione, applicabili sia a farine lipidiche di appro-priata granulometria che a materiali sottoposti a lami-nazione [79-81], sommano forti azioni meccaniche e rilevanti stress termici [82, 83], determinando anche la denaturazione delle proteine stabilizzanti l’emulsio-ne lipidica. Sono state sperimentate anche nella ricer-ca di incrementi di rese di estrazione mediante presse continue a vite [84].Trattamenti enzimatici sulla materia prima sono stati sperimentati con successo nei tradizionali processi a solvente [85-87], per incrementare la velocità di estra-zione e ridurre di conseguenza i tempi di contatto, e nella estrazione fisica per pressione [88-93], per au-mentare le rese. Anche nei processi di EA l’impiego di enzimi è stato oggetto di numerosi studi sperimen-tali [28, 29, 39], soprattutto in combinazione con le tecnologie meccaniche viste in precedenza [79], su
farine lipidiche (da molitura), fiocchi (da laminazione), pellet (da estrusione): l’interesse verso lo sviluppo di tecnologie di EA enzyme-assisted sta ricevendo nuo-vo impulso di pari passo con lo sviluppo delle biotec-nologie e la conseguente diminuzione dei costi dei preparati enzimatici.L’impiego di idrolasi specifiche per i carboidrati di pa-rete (cellulasi, emicellulasi, pectinasi) incrementa la permeabilità dei tessuti e la diffusione delle strutture cellulari interne (corpi lipidici e proteici) nella fase ac-quosa, anche in relazione al livello di molitura pratica-to. In ragione della complessità compositiva e struttu-rale della parete cellulare, sono più efficaci i complessi multienzimatici, capaci di un’azione sinergica di de-molizione della struttura tissutale: le differenze com-positive tra le diverse specie oleifere suggeriscono la scelta delle combinazioni enzimatiche più appropriate [1]. L’azione utile delle proteasi si realizza a livello del rivestimento proteico (oleosina) dei corpi lipidici, per-mettendone la coalescenza, e delle strutture reticolari citoplasmatiche nelle quali sono immerse e imprigio-nate le strutture cellulari interne, che risultano quindi meno strettamente legate e più facilmente rimovibili dalla matrice tissutale [75]. L’azione proteolitica si ri-flette anche nelle capacità emulsionanti dell’idrolisato proteico, generalmente nel senso di un aumento con il progredire dell’idrolisi, fino ad un limite oltre il quale si registra un comportamento opposto: l’estensione dell’azione enzimatica deve essere quindi ottimizzata per ottenere contemporaneamente un elevato trasfe-rimento delle strutture liposomiche nel mezzo acquo-so e una bassa stabilità dell’emulsione O/A [1], anche in considerazione del fatto che l’idrolisi della frazione proteica ne diminuisce le rese di recupero dalla fase acquosa mediante precipitazione isoelettrica. Più re-centemente l’impiego di specifiche proteasi è stato valutato anche riguardo l’ottenimento di idrolisati pro-teici con specifiche proprietà funzionali e nutrizionali (antiossidanti, antiipertensive) [29]. La scelta della/e attività enzimatiche è determinata dalle caratteristiche compositive dei polisaccaridi di parete e della matrice oleaginosa nel suo comples-so in termini di macrocostituenti (proteine, lipidi, car-boidrati). Possono essere necessari aggiustamenti di pH della sospensione acquosa della materia prima, in funzione dei valori ottimali per l’attività degli enzimi utilizzati e alla possibilità di precipitazione isoelettrica delle proteine per favorire la separazione fisica della fase oleosa. L’ottimizzazione delle condizioni di pro-cesso (Tabella I), può non essere di semplice solu-zione, stante la stretta interdipendenza tra le variabili operative: differenze nelle rese in olio conseguenti all’impiego di enzimi diversi sulla stessa matrice, non dipendono solo dalle caratteristiche degli enzimi ma anche da tutti gli altri parametri in gioco (in particolare grado di macinazione, pH della dispersione, tempe-ratura e tempo di contatto).La fase leggera risultante dalla centrifugazione della sospensione acquosa della materia prima oleagino-

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
159
sa è generalmente costituita da un’emulsione stabile O/A, anche se in alcuni casi [16] è possibile un certo recupero diretto di olio “libero”, comunque con rese molto basse.Nei sistemi dispersi l’equilibrio termodinamico corri-sponde al raggiungimento della separazione comple-ta delle fasi coinvolte: la stabilità di tali sistemi è quin-di in relazione alla velocità, o meglio alla “lentezza”, con la quale si raggiungono le condizioni di equilibrio (processo a controllo cinetico). La destabilizzazione dell’emulsione O/A, e la conseguente accelerazione della separazione di fase, si realizza agendo oppor-tunamente su qualunque parametro possa favorire la coalescenza delle micro gocce lipidiche, così da poterle affiorare con velocità apprezzabile. L’identifi-cazione e l’ottimizzazione di sistemi e tecniche atti a destabilizzare l’emulsione O/A ha contribuito a dare nuova spinta ai processi estrattivi acquosi, consen-tendo di poter competere in termini di resa con i pro-cessi a solvente [94-96].La stabilità dell’emulsione e la conseguente resa di disemulsionamento sono strettamente dipendenti dalle modalità di preparazione della materia prima (molitura, laminazione, estrusione) e dal tipo di enzimi impiegato in fase di “estrazione” [16]: modificazioni fisiche (denaturazione) e chimiche (idrolisi) delle pro-teine determinano il profilo compositivo dei peptidi estratti e di conseguenza le loro capacità emulsio-nanti, oltre a modificare l’estraibilità di altri compo-nenti (fosfolipidi) che possono influenzare la stabilità dell’emulsione. Le strategie di disemulsificazione sperimentate sono riconducibili alle seguenti tipolo-gie: inversione di fase, mediante azione meccanica previa aggiunta di olio chiarificato fino a ridurre il con-tenuto d’acqua dell’emulsione al disotto di un valore soglia [3, 97-99]; precipitazione isoelettrica della parte proteica, mediante opportune modificazioni di pH [94, 96, 100-102]; destabilizzazione mediante variazioni di temperatura (raffreddamento/riscalda-mento; congelamento/scongelamento) [1, 2, 99, 103], azioni meccaniche di rimescolamento [27, 43, 104] o aggiunta di alcol isopropilico [105]. Il disemul-sionamento enzimatico, con proteasi e/o fosfolipasi aggiunte alla fase “crema” separata per centrifuga-zione dalla fase solida e dall’eventuale fase olio libero [16, 98-102, 106-110], è risultato economicamente più conveniente rispetto ai metodi fisici citati, che richiedono rilevanti impegni energetici in termini di calore (variazioni di temperatura) e di lavoro mecca-nico (rimescolamento).
I processi più avanzati di EA prevedono sistemi in più stadi in controcorrente e l’integrazione dell’assisten-za enzimatica nelle fasi di estrazione e disemulsiona-mento, attraverso il riciclo agli stadi di estrazione delle fasi acquose ricche di enzimi risultanti dal disemulsio-namento [107, 111-114]. Nuovi e interessanti sviluppi dei processi di EA prevedono l’ausilio di ultrasuoni [115] e microonde [116, 117], l’impiego di acqua in condizioni subcritiche [118], l’utilizzo di particolari tensioattivi [119].
CARATTERISTICHE DEI PRODOTTI
Alcune materie prime oleaginose sono considerate anche fonte di proteine vegetali di buona qualità (soia [16, 18, 97], girasole [37, 39], arachide [29]). L’ac-cettabilità e l’impiegabilità di farine proteiche deoleate food-grade nelle preparazioni e formulazioni alimen-tari sono in relazione alle caratteristiche organolet-tiche e nutrizionali. I processi a solvente comporta-no rilevanti innalzamenti di temperatura, nelle fasi di condizionamento della materia prima e di desolven-tizzazione delle farine esaurite, ed anche l’impiego di presse continue a vite determina forti riscaldamenti del materiale. Il conseguente innesco della reazione di Maillard ha ripercussioni negative sull’accettabilità organolettica del materiale proteico (colore) e sulle sue caratteristiche nutrizionali: le interazioni irrever-sibili proteina-zuccheri riducono la biodisponibilità di amminoacidi essenziali (lisina in particolare), e di con-seguenza il valore biologico complessivo del materia-le proteico, e riducono la digeribilità delle proteine. I processi di EA, caratterizzati da un impatto termico trascurabile, possono quindi costituire interessanti alternative tecnologiche nella valorizzazione econo-mica del prodotto proteico. Desiderabili risultano le riduzioni, ottenibili con mezzi acquosi, del contenuto di polifenoli imbrunenti (derivati dell’acido benzoico e cinnamico) e amari (acidi clorogenici) [37, 39] e di componenti tossici o antinutrizionali caratteristici di alcune materie prime (gossipolo e altri composti simi-li, tioglucosidi gozzigeni, fitati) [1].I dati disponibili in letteratura [1] non riportano signi-ficative differenze tra oli ottenuti dalla stessa mate-ria prima attraverso processi a solvente e con mezzi acquosi. Gli oli di semi di pressione non raffinati si contraddistinguono per una spiccata “presenza” or-ganolettica della materia prima, con caratteri spesso troppo pronunciati per l’impiego quotidiano in cucina o comunque tali da limitarne fortemente il range di
Tabella IV - Parametri di qualità di oli di nocciola ottenuti mediante pressione e centrifugazione da materia prima fresca e tostata
Fresche/Pressione Fresche/Centrifuga Tostate/Pressione Tostate/Centrifuga Acidità libera [% ac. oleico] 1,82 1,70 0,85 0,82 Numero di perossidi [meq O/Kg] 9,0 9,7 22,3 21,8 Tocoferoli totali [mg/100 g] 39 38 41 45 CMP totali [mg ac. gallico equivalenti/Kg] 85 52 258 198

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
160
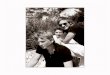
impieghi possibili nelle abituali pratiche culinarie, an-che con un qualche tipo di deodorazione. L’impiego di mezzi acquosi in fase di estrazione potrebbe con-tribuire ad attenuare i caratteri aromatici estendendo l’accettabilità del prodotto a un maggior numero di potenziali consumatori.Nell’impiego di metodi fisici di recupero dell’olio, il tipo di tecnologia e le condizioni di processo adottate pos-sono portare a risultati non sempre facilmente raziona-lizzabili e quindi prevedibili, cioè modulabili nel senso
desiderato attraverso la scelta a priori della tecnologia e delle variabili di processo. I risultati preliminari di uno studio condotto su oli di nocciola separati dalla stessa pasta mediante pressa verticale discontinua a gabbia e centrifugazione in batch, in quest’ultimo caso senza aggiunta di una fase acquosa, possono costituire un esempio in tal senso: la stabilità ossidativa, valutata mediante test di ossidazione accelerata, ha fornito ri-sultati migliori per gli oli di pressione rispetto a quelli di centrifuga, comportamento risultato omogeneo sia per la materia prima fresca che per quella tostata. In relazione al tipo di materia prima, inaspettatamente si sono ottenuti oli potenzialmente più resistenti al dan-no ossidativo (più conservabili) dalle nocciole tostate, indipendentemente dal metodo fisico di separazione (Figura 1). Se è lecito aspettarsi differenti caratteristi-che dei prodotti ottenuti da materie prime diverse, non altrettanto può dirsi in relazione alla variabile “tec-nologia” di estrazione.La Tabella IV riporta i valori dei parametri analitici cor-relabili alla stabilità ossidativa: é noto che la resisten-za al danno ossidativo dipende dalla presenza quali/quantitativa di molecole normalmente definite antios-sidanti, prettamente lipolosubili (tocoferoli) o con ca-ratteristiche di solubilità intermedie (polifenoli), e da quello che è lo stato di alterazione “pregresso” della sostanza grassa, non solo riguardo all’aspetto pret-tamente ossidativo, ma anche a quello idrolitico. Esi-ste, infatti, uno stretto collegamento tra acidità libera e resistenza all’ossidazione, attribuibile a un effetto in qualche modo catalitico dei gruppi carbossilici liberi [120].
Figura 1 - Resistenza all’ossidazione forzata (Rancimat test) di oli di nocciole fresche e tostate ottenuti mediante pressione e centrifugazione dalla stessa pasta
Figura 2 - Separazione UPLC-DAD della frazione dei componenti minori polari (CMP) di olio di oliva vergine (A) e di nocciola (B). Cromatogramma a 280 nm dei CMP di olio di nocciola (C) e spettro di assorbimento del componente X2 (D).
Fresca
Tostata 0 2 4 6 8
10 12 14 16 18 20 22
Pressione Centrifugazione
Temp
o di in
duzio
ne [o
re]
nm
220.00
240.00260.00280.00
300.00320.00340.00
0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
nm
220.00
240.00260.00280.00
300.00320.00340.00
Minutes0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
A
B
CD
X1 X2
X3X4
X5
Figura 1 - Resistenza all’ossidazione forzata (Rancimat test) di oli di nocciole fresche e tostate ottenuti mediante pressione e centrifugazione dalla stessa pasta
Figura 2 - Separazione UPLC-DAD della frazione dei componenti minori polari (CMP) di olio di oliva vergine (A) e di nocciola (B). Cromatogramma a 280 nm dei CMP di olio di nocciola (C) e spettro di assorbimento del componente X2 (D).
Fresca
Tostata 0 2 4 6 8
10 12 14 16 18 20 22
Pressione Centrifugazione
Temp
o di in
duzio
ne [o
re]
nm
220.00
240.00260.00280.00
300.00320.00340.00
0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
nm
220.00
240.00260.00280.00
300.00320.00340.00
Minutes0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00 10.00
A
B
CD
X1 X2
X3X4
X5

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
161
Il controllo dei parametri chimici acidità e numero di perossidi non ha rivelato particolari anomalie sia nel valore degli indici sia nelle differenze osservate, es-senzialmente correlabili al tipo di materia prima più che alla tecnologia di estrazione: è lecito attendersi un’idrolisi più avanzata nella materia prima fresca, come conseguenza del suo contenuto in acqua e del-la virtuale integrità del patrimonio enzimatico, come pure un numero di perossidi più alto nell’olio estratto da nocciole tostate. Indici di più profonda alterazione ossidativa (numero di p-anisidina; quantità e qualità di idrossiacidi) non hanno mostrato variazioni significati-ve ai fini della razionalizzazione delle differenze osser-vate nelle stabilità ossidative, come pure il contenuto di antiossidanti liposolubili (tocoferoli).La frazione dei componenti minori polari (CMP) è quella che ha presentato le maggiori differenze quan-titative tra i campioni studiati (Tabella IV). I CMP carat-teristici degli oli di oliva vergini sono stati ben caratte-rizzati e risultano costituiti da una miscela eterogenea di composti, la maggior parte dei quali riconducibili a intermedi biosintetici o prodotti di demolizione e de-gradazione dei due maggiori costituenti fenolici del frutto dell’oliva, oleoeuropeina e ligstroside. Preval-gono quantitativamente i secoiridoidi, in particolare gli agliconi dell’oleoeuropeina e del ligstroside nelle varie forme, e i lignani, pinoresinolo e acetossipino-resinolo. Acidi fenolici (derivati degli acidi idrossiben-zoico e cinnamico), derivati dell’alcol feniletilico e fla-vonoidi contribuiscono in maniera molto ridotta alla composizione della frazione [121]. La frazione polare dell’olio di nocciola invece è poco nota: nelle stesse condiziono analitiche i componenti polari dell’olio di nocciola compaiono con ritenzioni cromatografiche corrispondenti a una porzione di cromatogramma li-bera dai principali costituenti (secoiridoidi) polari tipici degli oli di oliva vergini. I componenti principali sono caratterizzati da massimi di assorbimento a 294 o 285 nm (Figura 2). Tali caratteristiche spettrali erano già state evidenziate da Gordon et al. [122] e lasciano ipotizzare un sistema π più esteso di quello normal-mente presente nei polifenoli semplici caratteristici degli oli vergini di oliva, probabilmente un carbonile o altro piccolo aggruppamento capace di coniugare con l’anello benzenico. Il tipo di azione fisica utilizzato per separare la fase oleosa (pressione, centrifugazione) determina impor-tanti differenze nelle caratteristiche negli oli ottenuti (contenuto CMP): il fenomeno riscontrato appare di difficile razionalizzazione, rendendo particolarmente problematica la scelta della tecnologia e delle variabili di processo più idonee al risultato desiderato.
BIBLIOGRAFIA
[1] A. Rosenthal, D.L. Pyle, K. Niranjan, Aqueous and enzymatic processes for edible oil extrac-tion, Enzyme Microb. Technol. 19, 402-420 (1996).
[2] J. Subrahmanyan, D.S. Bhatia, S.S. Kalbag, N. Subramanian, Integrated processing of peanut for the separation of major constituents, J. Am. Oil Chem. Soc. 36, 66-70 (1959).
[3] C.M. Cater, K.C. Rhee, R.D. Hagenmaier, K.F. Mattil, Aqueous extraction – An alternative oil-seed milling process, J. Am. Oil Chem. Soc. 51, 137-141 (1974).
[4] Direttiva 1999/13/CE del Consiglio, dell’11 marzo 1999, sulla limitazione delle emissioni di composti organici volatili dovute all’uso di sol-venti organici in talune attività e in taluni impian-ti.
[5] Decreto Legislativo 3 aprile 2006, n. 152 “Nor-me in materia ambientale”, pubblicato nella Gazzetta Ufficiale n. 88 del 14 aprile 2006 - Supplemento Ordinario n. 96.
[6] D. Franco, J. Sineiro, M.J. Nuñez, Analysis of variables and modeling of Gevuina avellana oil extraction with ethanol near azeotrope con-ditions, J. Food Process. Eng. 32, 664-681 (2009).
[7] E. Reverchon, C. Marrone, Modeling and sim-ulation of the supercritical CO2 extraction of vegetable oils, J. Supercrit. Fluid. 19, 161-175 (2001).
[8] H.K. Kiriamiti, E. Rascol, A. Marty, J.S. Con-doret, Extraction rates of oil from high oleic sun-flower seeds with supercritical carbon dioxide, Chem. Eng. Process. 41, 711-718 (2001).
[9] E.W. Lusas, J.T. Lawhon, K.C. Rhee, Producing edible oil and protein from oilseeds by aqueous processing, Oil Mill Gazet. 4, 28-34 (1982).
[10] K.A. Campbell, C.E. Glatz, Mechanisms of aqueous extraction of soybean oil, J. Agric. Food Chem. 57, 10904-10912 (2009).
[11] J.T. Lawhorn, L.J. Manak, K.C. Rhee, K.S. Rhee, E.W. Lusas, Combining aqueous extrac-tion and membrane isolation techniques to re-cover protein and oil from soybeans, J. Food Sci. 46, 912-916 (1981).
[12] V.N. Kapchie, L.T. Towa, C.C. Hauck, P.A. Mur-phy, Recovery and functional properties of soy storage proteins from lab- and pilot-plant scale oleosome production, J. Am Oil Chem. Soc. 89, 947-956 (2012).
[13] J.M.L.N. de Moura, K. Campbell, N.M. de Almeida, C.E. Glatz, L.A. Johnson, Protein recovery in aqueous extraction processing of soybeans using isoelectric precipitation and nanofiltration, J. Am Oil Chem. Soc. 88, 1447-1454 (2011).
[14] J.M.L.N. de Moura, K. Campbell, N.M. de Almeida, C.E. Glatz, L.A. Johnson, Protein ex-traction and membrane recovery in enzyme-assisted aqueous extraction processing of soybeans, J. Am Oil Chem. Soc. 88, 877-889 (2011).
[15] J.A. Ulloa, P. Rosas-Ulloa, B.E. Ulloa-Rangel,

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
162
Physicochemical and functional properties of a protein isolate produced from safflower (Cartha-mus tinctorius L.) meal by ultrafiltration, J. Sci. Food Agr. 91, 572-577 (2011).
[16] S. Jung, Aqueous extraction of oil and protein from soybean and lupin: a comparative study, J. Food Process. Pres. 33, 547-559 (2009).
[17] R.D. Santos, R.A. Ferrari, Extracao aquosa enzimatica de oleo de soja, Cienc. Tecnol. Ali-ment. Campinas 25, 132-138 (2005).
[18] A. Rosenthal, D.L. Pyle, K. Niranjan, S. Gilmour, L. Trinca, Combined effect of operational vari-ables and enzyme activity on aqueous enzy-matic extraction of oil and protein from soybean, Enz. Microb. Technol. 28, 499-509 (2001).
[19] A. Rosenthal, D.L. Pyle, K. Niranjan, Simultane-ous aqueous extraction of oil and protein from soybean: mechanisms for process design, Trans. Inst. Chem. Eng. Part C 76, 224-230 (1998).
[20] J.Q. Qian, D.H. Qin, X.M. Xie, W.W. Zhou, Study on enzyme-assisted aqueous extraction of oil from soybean, J. Sci. Ind. Res. India 69, 860-865 (2010).
[21] J.M.L.N. de Moura, N.M. de Almeida, L.A. Johnson, Scale-up of enzyme-assisted aque-ous extraction processing of soybeans, J. Am. Oil Chem. Soc. 86, 809-815 (2009).
[22] J.Q. Qian, Enzymatic aqueous extraction of soybean oil, Chinese J. Chem. Eng. 9, 212-216 (2001).
[23] A. Rosenthal, D.L. Pyle, K. Niranjan, Simultane-ous aqueous extraction of oil and protein from soybean: Mechanisms for process design, Food Bioprod. Process. 76, 224-230 (1998).
[24] H. Dominguez, M.J. Nuñez, J.M. Lema, Aque-ous processing of soya beans with enzymatic technology - Oil extraction and production of isolates, Grasas Aceites 46, 11-20 (1995).
[25] T.A. Russin, J.I. Boye, Y. Arcand, S.H. Rajamo-hamed, Alternative techniques for defatting soy: a practical review, Food Bioprocess Technol. 4, 200-223 (2011).
[26] K.E. Eapen, S.S. Kalbag, V. Subrahmanyan, Operations in the wet-rendering of peanut for the separation of protein, oil, and starch, J. Am. Oil Chem. Soc. 43, 585-589 (1966).
[27] K.C. Rhee, C.M. Cater, K.F. Mattil, Simultane-ous recovery of protein and oil from raw pea-nuts in an aqueous system, J. Food Sci. 37, 90-93 (1972).
[28] A. Sharma, S.K. Khare, M.N. Gupta, Enzyme-assisted aqueous extraction of peanut oil, J. Am. Oil Chem. Soc. 79, 215-218 (2002).
[29] Y. Wang, Z. Wang, S. Cheng, F. Han, Aqueous enzymatic extraction of oil and protein hydro-lysates from peanut, Food Sci. Technol. Res. 14, 533-540 (2008).
[30] S.B. Zhang, Q.Y. Lu, H. Yang, Y.Li, S. Wang,
Aqueous enzymatic extraction of oil and pro-tein hydrolysates from roasted peanut seeds, J. Am. Oil Chem. Soc. 88, 727-732 (2011).
[31] S.H. Kim, Aqueous extraction of oil from palm kernel, J. Food Sci. 54, 491-492 (1989).
[32] R.D. Hagenmaier, C.M. Cater, K.F. Mattil, Aque-ous processing of fresh coconuts for recovery of oil and coconut skim milk, J. Food Sci. 38, 516-518 (1973).
[33] Y.B. Che Man, Suhardiyono, A.B. Asbi, M.N. Azudin, L.S. Wei, Aqueous enzymatic extrac-tion of coconut oil, J. Am. Oil Chem. Soc. 76, 683-686 (1993).
[34] V.A. Barrios, D.A. Olmos, R.A. Noyola, C.A. Lopez-Munguia, Optimization of an enzymatic process for coconut oil extraction, Oleagineux 45, 35-42 (1990).
[35] B.P.M. Sant’Anna, S.P. Freitas, M.A.Z. Coelho, Enzymatic aqueous technology for simulta-neous coconut protein and oil extraction, Gra-sas Aceites 54, 77-80 (2003).
[36] K. TanoDebrah, Y. Ohta, Aqueous extraction of coconut oil by an enzyme-assisted process, J. Sci. Food Agr. 74, 497-502 (1997).
[37] J. Sinero, H. Dominguez, M.J. Nuñez, J.M. Lema, Optimization of the enzymatic treatment during aqueous oil extraction from sunflower Seeds, Food Chem. 61, 467-474 (1998).
[38] M.F. Caetano, S. Couri, S.P. Freitas, Enzymatic aqueous extraction of sunflower oil from ex-truded kernels, Riv. Ital. Sostanze Grasse 79, 165–169 (2002).
[39] H. Dominguez, M.J. Nuñez, J.M. Lema, Aqueous processing of sunflower kernels with enzymatic technology, Food Chem. 53, 427-434 (1995).
[40] G. Ricochon, A. Elfassy, X. Pages, B. Piffaut, M. Girardin, L. Muniglia, Correlation between the release of sugars and uronic acid and free oil recovery following enzymatic digestion of oil seed cell walls, Bioresource Technol. 102, 9599-9604 (2011).
[41] S. Latif, F. Anwar, Effect of aqueous enzymatic processes on sunflower oil quality, J. Am. Oil Chem. Soc. 86, 393-400 (2009).
[42] F.H. Badr, M.Z. Sitohy, Optimizing conditions for enzymatic extraction of sunflower oil, Gra-sas Aceites 43, 281-283 (1992).
[43] M.B. Embong, P. Jelen, Technical feasibility of aqueous extraction of rapeseed oil - A labora-tory study, J. Inst. Can. Sci. Technol. Aliment. 10, 239-243 (1977).
[44] S. Latif, L.L. Diosady, F. Anwar, Enzyme-assi-sted aqueous extraction of oil and protein from canola (Brassica napus L.) seeds, Eur. J. Lipid Sci. Tech. 110, 887-892 (2008).
[45] L.X. Hou, X.L. Shang, X. Wang, J.Liu, Applica-tion of enzyme in aqueous extraction of sesa-me oil, Eur. Food Res.Technol. 236, 1027-1030

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
163
(2013).[46] S. Latif, F. Anwar, Aqueous enzymatic sesame
oil and protein extraction, Food Chem. 125, 679-684 (2011).
[47] B.C. Sarkar, S. Pandey, B.K. Kumbhar, Y.C. Agrawal, Aqueous oil extraction from enzyme pretreated sesame seed and process parame-ters optimization, J. Food Sci. Tech. Mys. 41, 604-608 (2004).
[48] R.D. Gibbins, H.A. Aksoy, G. Ustun, Enzyme-assisted aqueous extraction of safflower oil: optimisation by response surface methodology, Int. J. Food Sci. Tech. 47, 1055-1062 (2012).
[49] M. Xie, N.T. Dunford, C. Goad, Enzymatic ex-traction of wheat germ oil, J. Am. Oil Chem. Soc. 88, 2015-2021 (2011).
[50] L.C. Dickey, M.J. Kurantz, N. Parris, Oil separa-tion from wet-milled corn germ dispersions by aqueous oil extraction and aqueous enzyma-tic oil extraction, Ind. Crop. Prod. 27, 303-307 (2008).
[51] P. Hanmoungjai, L. Pyle, K. Niranjan, Extraction of rice bran oil using aqueous media, J. Chem. Technol. Biotechnol. 75, 348-352 (2000).
[52] A. Sharma, S.K. Khare, M.N. Gupta, Enzyme-assisted aqueous extraction of rice bran oil, J. Am. Oil Chem. Soc. 78, 949-951 (2001).
[53] P. Hanmoungjai, L. Pyle, K. Niranjan, Extraction of rice bran oil using aqueous media, J. Chem. Technol. Biot. 75, 348-352 (2000).
[54] B.M.W.P.K. Amarasinghe, M.P.M. Kumarasiri, N.C. Gangodavilage, Effect of method of sta-bilization on aqueous extraction of rice bran oil, Food Bioprod. Process. 87, 108-114 (2009).
[55] K. Tanodebrah, Y. Ohta, Enzyme-assisted aqueous extraction of fat from kernels of the shea tree, Butyrospermum parkii, J. Am. Oil Chem. Soc. 71, 979-983 (1994).
[56] M. Buenrostro, C.A. Lopez-Munguia, Enzyma-tic extraction of avocado oil, Biotechnol. Lett. 8, 505-506 (1986).
[57] B.U.S. Foudjo, G. Kansci, I.M. Lazar, G. Lazar, E. Fokou, F.X. Etoa, ATR-FTIR characterization and classification of avocado oils from five Ca-meroon cultivars extracted with a friendly envi-ronmental process, EEMJ 12, 97-103 (2013).
[58] S.P. Freitas, R.C.A: Lago, F.H. Jablonka, L. Hartman, Enzymatic aqueous extraction of avocado oil from fresh pulp, Rev. Fr. Corps Gras 40, 365-371 (1993).
[59] K. Tanodebrah, Y. Ohta, Application of enzyme-assisted aqueous fat extraction to cocoa fat, J. Am. Oil Chem. Soc. 72, 1409-1411 (1995).
[60] S. Tabtabaei, L.L. Diosady, Aqueous and enzy-matic extraction processes for the production of food-grade proteins and industrial oil from dehulled yellow mustard flour, Food Res. Int. 52, 547-556 (2013).
[61] X. Yu, Q.Li, S. Du, R. Zhang, C. Xu, A novel
process for the aqueous extraction of oil from Camellia oleifera seeds and its antioxidant acti-vity, Grasas Aceites 64, 407-414 (2013).
[62] S. Latif, F. Anwar, A.I. Hussain, M. Shahid, Aqueous enzymatic process for oil and protein extraction from Moringa oleifera seed, Eur. J. Lipid Sci. Tech. 113, 1012-1018 (2011)
[63] S.M. Abdulkarim, O.M. Lai, S.K.S. Muhammad, K. Long, H. M. Ghazali, Use of enzymes to en-hance oil recovery during aqueous extraction of Moringa oleifera seed oil, J. Food Lipids 13, 113-130 (2006).
[64] K.L. Nyam, C.P. Tan, O.M. Lai, K. Long, Y.B.C. Man, Enzyme-assisted aqueous extraction of Kalahari melon seed oil: optimization using re-sponse surface methodology, J. Am. Oil Chem. Soc. 86, 1235-1240 (2009).
[65] M.F. Ramadan, J.T. Moersel, Oil extractability from enzymatically treated goldenberry (Physa-lis peruviana L.) pomace: range of operational variables, Int. J. Food Sci. Tech. 44, 435-444 (2009)
[66] H.M. Womeni, R. Ndjouenkeu, F.T. Mbiapo, M. Parmentier, J. Fanni, Aqueous enzymatic oil ex-traction from Irvingia gabonensis seed kernels, Eur. J. Lipid Sci. Tech. 110, 232-238 (2008).
[67] C.T. Young, W. E. Schadel, Microstructure of peanut seed: a review, Food Struct. 9, 317-328 (1990).
[68] D.J. Murphy, Structure, function, and biogene-sis of storage lipid bodies and oleosins in plant, Prog. Lipid Res. 32, 247-280 (1993).
[69] J.D. Vindigni, F. Wien, A. Giuliani, Z. Erpapazo-glou, R. Tache, F. Jagic, T. Chardot, Y. Gohon, M. Froissard, Fold of an oleosin targeted to cellular oil bodies, BBA-Biomembranes 1828, 1881-1888 (2013).
[70] P. Jolivet, F. Acevedo, C. Boulard, J.D. Faure, A. Kohli, N. Nesi, B. Valot, T. Chardot, Crop seed oil bodies: from challenges in protein identification to an emerging picture of the oil body proteome, Proteomics 13, 1836-1849 (2013).
[71] W.J. Wolf, F.L. Baker, Scanning electron micro-scopy of soybeans, soy flours, protein concen-trates, and protein isolates, Cereal Chem. 52, 387-396 (1975).
[72] A.H.C. Huang, Structure of plant seed oil bo-dies, Curr. Opinion Struct. Biol. 4, 494-498 (1994).
[73] S. Maurer, G. Waschatko, D. Schach, B. Ziel-bauer, J. Dahl, T. Weidner, M. Bonn, T.A. Vilgis, The role of intact oleosin for stabilization and function of oleosomes, J. Phys. Chem. B 117, 13872-13883 (2013).
[74] G. Waschatko, B. Schiedt, T.A. Vilgis, A. Junghans, Soybean oleosomes behavior at the air-water interface, J. Phys. Chem. B 116, 10832-10841 (2012).

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
164
[75] J.T.C. Tzen, A.H.C. Huang, Surface structure and properties of plant seed oil bodies, J. Biol. Chem. 117, 327-335 (1992).
[76] V. Parthibane, S. Rajakumari, V. Venkateshwari, R. Iyappan, R. Rajasekharan, Oleosin is bifun-ctional enzyme that has both monoacylglycerol acyltransferase and phospholipase activities, J. Biol. Chem. 287, 1946-1954 (2012).
[77] J.B. Woerfel, Extraction, in Practical Handbook of Soybean Processing and Utilization, edited by D. R. Erickson, AOCS Press, Champaign, IL, pp. 65-92 (1995).
[78] J.M.L.N. de Moura, N.M. de Almeida, S. Jung, L.A. Johnson, Flaking as a pretreatment for en-zyme-assisted aqueous extraction processing of soybeans, J. Am. Oil Chem. Soc. 87, 1507-1515 (2010).
[79] S. Jung, A.A. Mahfuz, Low temperature dry extrusion and high-pressure processing prior to enzyme-assisted aqueous extraction of full fat soybean flakes, Food Chem. 114, 947-954 (2009).
[80] S. Jung, A. Mahfuz, D. Maurer, Structure, pro-tein interactions and in vitro protease accessi-bility of extruded and pressurized full-fat soybe-an flakes, J. Am. Oil Chem. Soc. 86, 475-483 (2009).
[81] B.P. Lamsal, P.A. Murphy, L.A. Johnson, Fla-king and extrusion as mechanical treatments for enzyme-assisted aqueous extraction of oil from soybeans, J. Am. Oil Chem. Soc. 83, 973-979 (2006).
[82] L.L. Nelson, W.B. Wijeratne, S.W. Yeh, T.M. Wei, L.S. Wei, Dry extrusion as an aid to me-chanical expelling of oil from soybeans, J. Am. Oil Chem. Soc. 64, 1341-1347 (1987).
[83] S.P. Freitas, L. Hartman, S. Couri, F.H. Jablon-ka, C.W.P. de Carvalho, The combined appli-cation of extrusion and enzymatic technology for extraction of soybean oil, Fett/Lipid 99, 333-337 (1997).
[84] A.I. Nelson, W.B. Wijeratne, S.W. Yeh, T.M. Wei, L.S. Wei, Dry extrusion as an aid to mechanical expelling of oil from soybeans, J. Am. Oil Chem. Soc. 64, 1341-1346 (1987).
[85] H. Dominguez, M.J. Nuñez, J.M. Lema, Oil ex-tractability from enzymatically treated soybean and sunflower: range of operational variables, Food Chem. 46, 277-284 (1994).
[86] K. Sosulski, F.W. Sosulski, E. Coxworth, Car-bohydrase hydrolysis of canole to enhance oil extraction with hexane, J. Am. Oil Chem. Soc. 65, 357-361 (1988).
[87] A.K.A. Dandjouma, C. Tchiegang, C. Kapseu, M. Linder, M. Parmentier, Enzyme-assisted hexane extraction of Ricinodendron heudelotii (Bail.) Pierre ex Pax seeds oil, Int. J. Food Sci. Tech. 43, 1169-1175 (2008).
[88] H. Dominguez, J. Sineiro, M.J. Nuñez, J.M.
Lema, Enzymatic treatment of sunflower ker-nels before oil extraction, Food Res. Int. 28, 537-545 (1996).
[89] F. Bouvier, B. Entressangles, Utilization of cellu-lases and pectinases in the extraction of palm oil, Rev. Fr. Corps Gras 39, 245-252 (1992).
[90] D.D. Smith, Y.C. Agrawal, B.C. Sarkar, B.N.P. Singh, Enzymatic hydrolysis pretreatment for mechanical expelling of soybeans, J. Am. Oil Chem. Soc. 70, 885-890 (1993).
[91] C.G. Soto, R. Chamy, M.E. Zuniga, Effect of enzymatic application on borage (Borago offi-cinalis) oil extraction by cold pressing, J. Chem. Eng. Jpn. 37, 326-331 (2004).
[92] M.E. Zuniga, C. Soto, A. Mora, R. Chamy, J.M. Lema, Enzymic pre-treatment of Guevina avel-lana mol oil extraction by pressing, Process Biochem. 39, 51-57 (2003).
[93] E.G. Guerra, M.E. Zuniga, Enzymatic treatment in the grapeseed oil extraction, Vitis vinifera, by cold pressing, Grasas Aceites 54, 53-57 (2003).
[94] J. Wu, L.A. Johnson, S. Jung, Demulsifica-tion of oil-rich emulsion from enzyme-assisted aqueous extraction of extruded soybean flakes, Bioresource Technol. 100, 527-533 (2009).
[95] R.M. Chabrand, H.J. Kim, C. Zhang, C.E. Glatz, S. Jung, Destabilization of emulsion formed during aqueous extraction of soybean oil, J. Am. Oil Chem. Soc. 85, 383-390 (2008).
[96] J.M.L.N. De Moura, A. Mahfuz, K. Campbell, S. Jung, C.E. Glatz, L.A. Johnson, Enzymatic, aqueous extraction of soybean oil and protein and cream de-emulsification, J. Am. Oil Chem. Soc. 85, 985-998 (2008).
[97] J.T. Lawhorn, K.C. Rhee, E.W. Lusas, Soy pro-tein ingredients prepared by new processes – Aqueous processing and industrial membrane isolation, J. Am. Oil Chem. Soc. 58, 377-384 (1981).
[98] S.B. Zhang, X.J. Liu, Q.Y. Lu, Z.W. Wang, X. Zhao, Enzymatic demulsification of the oil-rich emulsion obtained by aqueous extraction of peanut seeds, J. Am Oil Chem. Soc. 90, 1261-1270 (2013).
[99] L.T. Towa, V.N. Kapchie, C. Hauck, P.A. Mur-phy, Enzyme-assisted aqueous extraction of oil from isolated oleosomes of soybean flour, J. Am Oil Chem. Soc. 87, 347-354 (2010).
[100] J.M.L.N. de Moura, K. Campbell, A. Mahfuz, S. Jung, C.E. Glatz, L. Johnson, Enzyme-assisted aqueous extraction of oil and protein from soy-beans and cream de-emulsification, J. Am Oil Chem. Soc. 85, 985-995 (2008).
[101] R.M. Chabrand, H.J. Kim, C. Zhang, C.E. Glatz, S. Jung, Destabilization of the emulsion formed during aqueous extraction of soybean oil, J. Am Oil Chem. Soc. 85, 383-390 (2008).
[102] S. Jung, D. Maurer, L.A. Johnson, Factors af-

La rivista itaLiana deLLe sostanze grasse - voL. XCi - LUgLio/setteMBre 2014
165
fecting emulsion stability and quality of oil recov-ered from enzyme-assisted aqueous extraction of soybeans, Bioresource Technol. 100, 5340-5347 (2009).
[103] S.N. Raghavendra, K.S.M.S. Raghavarao, Aqueous extraction and enzymatic destabiliza-tion of coconut milk emulsions, J. Am Oil Chem. Soc. 88, 481-487 (2011).
[104] R.D. Hagenmaier, Aqueous processing of full-fat sunflower seeds: yields of oil and protein, J. Am. Oil Chem. Soc. 51, 470-471 (1974).
[105] Y.T. Jung, L.L. Diosady, Application of a ternary phase diagram to the phase separation of oil-in-water emulsions using isopropyl alcohol, J. Am Oil Chem. Soc. 89, 2127-2134 (2012).
[106] L.T. Towa, V.N. Kapchie, G. Wang, C. Hauck, T. Wang, P.A. Murphy, Quantity and quality of free oil recovered from enzymatically disrupted soybean oleosomes, J. Am Oil Chem. Soc. 88, 1581-1591 (2011).
[107] J.M.L.N. de Moura, D. Maurer, S. Jung, L.A. Johnson, Integrated countercurrent two-stage extraction and cream demulsification in enzyme-assisted aqueous extraction of soy-beans, J. Am Oil Chem. Soc. 88, 1045-1051 (2011).
[108] R.M. Chabrand, C.E. Glatz, Destabilization of the emulsion formed during the enzyme-assist-ed aqueous extraction of oil from soybean flour, Enzyme Microb. Tech. 45, 28-35 (2009).
[109] J. Wu, L.A. Johnson, S. Jung, Demulsifica-tion of oil-rich emulsion from enzyme-assisted aqueous extraction of extruded soybean flakes, Bioresource Technol. 100, 527-533 (2009).
[110] B.P. Lamsal, L.A. Johnson, Separating oil from aqueous extraction fractions of soybean, J. Am Oil Chem. Soc. 84, 785-792 (2007).
[111] J.M.L.N. de Moura Bell, D. Maurer, L. Yao, T. Wang, S. Jung, L.A. Johnson, Characteristics of oil and skim in enzyme-assisted aqueous ex-traction of soybeans, J. Am. Oil Chem. Soc. 90, 1079-1088 (2013).
[112] J.M.L.N. de Moura, L.A. Johnson, Two-stage countercurrent enzyme-assisted aqueous ex-traction processing of oil and protein from soy-beans, J. Am. Oil Chem. Soc. 86, 283-289 (2009).
[113] J.M.L.N. de Moura, D. Maurer, S. Jung, L.A.
Johnson, Pilot-plant proof-of-concept for inte-grated, countercurrent, two-stage, enzyme-as-sisted aqueous extraction of soybeans, J. Am. Oil Chem. Soc. 88, 1649-1658 (2011).
[114] K.A. Campbell, C.E. Glatz, L.A. Johnson, S. Jung, J.M.L.N. de Moura, V. Kapchie, P. Mur-phy, Advances in aqueous extraction process-ing of soybeans, J. Am. Oil Chem. Soc. 88, 449-465 (2011).
[115] S. H.Yoon, I.H. Kim, S.H. Kim, T.W. Kwon, Ef-fects of enzyme treatments and ultrasonifica-tion on extraction yields of lipids and protein from soybean by aqueous process, Korean J. Food Sci. Technol. 23, 673-676 (1991).
[116] F. Anwar, A. Yaqoub, S.A. Shahid, M. Manzoor, Effect of microwave-assisted enzymatic aque-ous extraction on the quality attributes of maize (Zea mays L.) seed oil, Asian J. Chem. 25, 6280-6284 (2013).
[117] X.J. Qu, Y.J. Fu, M. Luo, C.J. Zhao, Y.G. Zu, C.Y. Li, W. Wang, J. Li, Z.F. Wei, Acidic pH based microwave-assisted aqueous extraction of seed oil from yellow horn (Xanthoceras sor-bifolia Bunge.), Ind. Crop. Prod. 43, 420-426 (2013).
[118] S.C. Ndlela, J.M.L.N. de Moura, N.K. Olson, L.A. Johnson, Aqueous extraction of oil and protein from soybeans with subcritical water, J. Am. Oil Chem. Soc. 89, 1145-1153 (2012).
[119] L.D. Do, D.A. Sabatini, Pilot scale study of vegetable oil extraction by surfactant-assisted aqueous extraction process, Separ. Sci. Tech-nol. 46, 978-985 (2011).
[120] N. Frega, M. Mozzon, G. Lercker, Effects of free fatty acids on oxidative stability of vegetable oil, J. Am. Oil Chem. Soc. 76, 325-329 (1999).
[121] N. Cortesi, P. Rovellini, P. Fusari, Dosaggio dei biofenoli degli oli vergini di oliva: idrossitorosolo e tirosolo, agliconi secoiridoidi, acidi secoiridoi-di, lignani e flavonoidi, Riv. Ital. Sostanze Grasse 79, 145-150 (2002).
[122] M.H. Gordon, C. Covell, N. Kirsch, Detection of pressed hazelnut oil in admixtures with virgin ol-ive oil by analysis of polar components, J. Am. Oil Chem. Soc. 78, 621-624 (2001).
Ricevuto, 10 dicembre 2013Accettato, 13 gennaio 2014