PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
ASME B31.3 Edicin 1999
CAPTULO 1 ALCANCE Y DEFINICIONES300 DECLARACIONES GENERALES (a)
Identificacin. Este Cdigo de Piping de Proceso corresponde a una
Seccin del Cdigo para Piping de Presin de la Sociedad Americana de
Ingenieros Mecnicos, un Estndar Nacional Americano. Se publica como
un documento separado para la conveniencia de los usuarios del
Cdigo. (b) Responsabilidades. (1) Propietario. El propietario de
una instalacin de piping debe tener la responsabilidad general del
cumplimiento de este Cdigo, y del establecimiento de los
requerimientos de diseo, construccin, exmenes, inspecciones y
ensayos que regulan la manipulacin completa del fluido, o la
instalacin de proceso, de la cual forma parte el piping. El
propietario tambin es responsable de la designacin del piping para
ciertos servicios de fluidos. [Vea prrafos 300(d) (4) y (5) y
300(e)]. (2) Proyectista. El proyectista tiene la responsabilidad
frente al propietario de asegurar que el diseo de ingeniera del
piping cumple con los requerimientos de este Cdigo y con cualquier
requerimiento adicional establecido por el propietario. (3)
Manufacturador, Fabricante e Instalador. El manufacturador, el
fabricante y el instalador del piping son responsables de proveer
los materiales, componentes y obra de mano en cumplimiento con los
requerimientos de este Cdigo y del diseo de ingeniera. (4)
Inspector del Propietario. El Inspector del Propietario (vea prrafo
340) es responsable frente al propietario de asegurar que se
satisfagan los
Traductora: Ana Mara Buchholz Mller ([email protected])
1
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
requerimientos de este Cdigo respecto de la inspeccin, exmenes y
ensayos. (c) Propsito de este Cdigo. (1) Este Cdigo tiene el
propsito de establecer los requerimientos de ingeniera considerados
necesarios para el diseo y la construccin segura de instalaciones
de piping. (2) Este Cdigo no tiene el propsito de ser aplicable a
la operacin, exmenes, inspeccin, ensayos, mantencin o reparacin de
piping que ha sido puesto en servicio. En forma opcional se pueden
aplicar las provisiones de este Cdigo para estos propsitos, aunque
es posible que tambin se requieran otras consideraciones. (3) Los
requerimientos de ingeniera de este Cdigo, considerados necesarios
y adecuados para un diseo seguro, emplean generalmente un enfoque
simplificado del tema. Un proyectista que sea capaz de aplicar un
anlisis ms riguroso debe tener la libertad para hacerlo: sin
embargo, el enfoque debe estar documentado en el diseo de ingeniera
y el propietario debe aceptar su validez. El enfoque utilizado debe
proveer detalles de diseo, construccin, exmenes, inspeccin y
ensayos para las condiciones de diseo del prrafo 301, con clculos
consistentes con los criterios de diseo de esta Cdigo. (4) Los
elementos del piping deberan, hasta donde sea posible, conformar
las especificaciones y estndares mencionados en este Cdigo. Los
elemento de piping no aprobados especficamente, ni prohibidos
especficamente, por este Cdigo, pueden ser utilizados siempre que
estn calificados para su uso, segn se establece en los Captulos
aplicables de este Cdigo. (5) El diseo de ingeniera debe
especificar cualquier requerimiento inusual para un servicio en
particular. Cuando los requerimientos del servicio necesitan
medidas ms all de las requeridas por este Cdigo, tales medidas
deben ser especificadas por el diseo de ingeniera. Cuando se
especifican, el Cdigo exige que se cumplan.
Traductora: Ana Mara Buchholz Mller ([email protected])
2
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(6) La compatibilidad de los materiales con el servicio y los
peligros derivados de la inestabilidad de los fluidos contenidos no
estn dentro del alcance de este Cdigo. Vea prrafo F323. (d)
Determinacin de Requerimientos del Cdigo. (1) Los requerimientos
del Cdigo para el diseo y la construccin incluyen los
requerimientos de servicio para fluidos, los cuales afectan la
seleccin y aplicacin de materiales, componentes y uniones. Los
requerimientos para servicios con fluidos incluyen prohibiciones,
limitaciones y condiciones, tales como lmites de temperatura, o un
requerimiento de salvaguarda (vea prrafo 300.2 y Apndice G). Los
requerimientos del Cdigo para un sistema de piping son los ms
restrictivos de los que son aplicables a cualquiera de sus
elementos. (2) Para piping metlico que no corresponde a la Categora
M, o para servicio con fluido a alta presin, los requerimientos del
Cdigo se encuentran en los Captulos I hasta VI (Cdigo base) y los
requerimientos para el servicio con fluidos se encuentran en: (a)
Captulo III para materiales, (b) Captulo II, parte 3, para
componentes, (c) Captulo II, parte 4, para uniones. (3) Para piping
no metlico y piping recubierto con no metales, se encuentran todos
los requerimientos en el Captulo VII. (Las designaciones de Prrafo
comienzan con A). (4) Para piping en un servicio con fluidos
designado por el propietario como categora M (vea prrafo 300.2 y
apndice M), se encuentran todos los requerimientos en el captulo
VIII. (Las designaciones de prrafo comienzan con M). (5) Para
piping en un servicio con fluidos designado por el propietario como
Categora D (vea prrafo 300.2 y Apndice M), se pueden utilizar los
elementos de piping restringidos al Servicio con Fluidos Categora D
en los Captulos I hasta VII, as como los elementos apropiados para
otros servicios con fluidos.Traductora: Ana Mara Buchholz Mller
([email protected]) 3
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(6) Tambin se pueden utilizar los elementos de piping metlico
para Servicio con Fluido Normal en los Captulos I hasta VI, bajo
condiciones cclicas severas, a menos que se establezca un
requerimiento especifico para condiciones cclicas severas. (e)
Piping para Presin Alta. El Captulo IX proporciona reglas
alternativas para el diseo y la construccin de piping designado por
el propietario para Servicio con fluido a Presin Alta. (1) Estas
reglas son aplicables solamente cuando son especificadas por el
propietario y solamente como una totalidad, no por partes. (2) Las
reglas del captulo IX no son aplicables al Servicio con Fluidos
Categora M. Vea e prrafo K300.1.4. (3) Las designaciones de prrafos
comienzan con K. (e) Apndices. Los apndices de este Cdigo contienen
requerimientos de Cdigo, guas suplementarias, u otra informacin.
Vea el prrafo 300.4 para una descripcin del estado de cada
Apndice.
300.1 Alcance Las reglas para la Seccin B31.31 del Cdigo de
Piping de Proceso han sido desarrolladas considerando el piping
encontrado tpicamente en refineras de petrleo; plantas qumicas,
farmacuticas, textiles, de papel, de semiconductores y criognicas;
y las plantas de procesamiento y terminales relacionados.1
Las referencias a B31 aqu y en el resto del texto de este Cdigo
son para el Cdigo ASME B31
para Piping de Presin y sus diferentes Secciones, las cuales son
identificadas y descritas brevemente en la Introduccin.
300.1.1 Contenido y Competencia (a) Este Cdigo establece los
requerimientos para materiales y componentes, diseo, fabricacin,
montaje, instalacin, exmenes, inspeccin y ensayos de piping. (b)
Este Cdigo es aplicable a piping para todos los fluidos,
incluyendo: (1) qumicos crudos, intermedios y
terminados,Traductora: Ana Mara Buchholz Mller
([email protected]) 4
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(2) productos del petrleo, (3) gas, vapor, aire y agua, (4)
slidos fluidificados, (5) refrigerantes, (6) fluidos criognicos,
(c) Vea la Figura 300.1.1 respecto de un diagrama que ilustra la
aplicacin del piping B31.4 en los equipos. La junta que conecta el
piping al equipo est dentro del alcance de B31.3.
300.1.2 Piping para Equipos en Paquetes. Tambin se incluye en el
alcance de este Cdigo el piping que interconecta partes, o etapas,
dentro de un conjunto de equipos en paquete.
300.1.3 Exclusiones. Este Cdigo excluye lo siguiente: (a)
sistemas de piping diseados para presiones manomtricas interiores
en, o sobre, cero pero inferiores a 105 kPa (15 psi), siempre que
el fluido manipulado no sea inflamable, ni txico, ni dae los
tejidos humanos, segn se define en 300.2, y cuya temperatura de
diseo sea desde 29C (-20F) hasta 186C (366F). (b) Calderas en
conformidad con la Seccin 1 del Cdigo2 y el piping exterior de la
caldera que se requiere que sean conforme a B31.1.2
Las referencias al cdigo BPV aqu y el las otras partes en este
Cdigo deben corresponder al Cdigo ASME de Recipientes a Presin y
Calderas y sus diferentes Secciones. Seccin I, Calderas Seccin II,
Materiales, Partes D Seccin V, Ensayos No Destructivos Seccin VIII,
Recipientes a Presin, Divisiones 1 y 2 Seccin IX, Calificaciones de
Soldadura y Soldadura Fuerte
(c) Tubos, cabezales de tubos, crossovers y manifolds de hornos,
los cuales estn al interior de los mantos de los hornos, y
Traductora: Ana Mara Buchholz Mller ([email protected])
5
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(d) Recipientes a presin, intercambiadores de calor, bombas,
compresores y otros equipos de manipulacin de fluidos o de
procesamiento, incluyendo el piping interior y las conexiones para
el piping exterior.
300.2 Definiciones A continuacin se definen algunos de los
trminos relacionados con el piping. Con respecto a los trminos de
soldadura que no se mencionan aqu, son aplicables las definiciones
en conformidad con el Estndar ANSI/AWS A3.0.
Acero endurecido al aire (Air-hardened steel): un acero que se
endurece durante el enfriamiento desde una temperatura superior a
su rango de transformacin.
Tratamiento trmico de recocido (anneal heat treatment): vea
tratamiento trmico.
Corte por arco: un grupo de procesos de corte en los cuales el
corte, o remocin, de los metales se efecta fundiendo con el calor
de un arco entre el electrodo y el metal base. (Incluye corte por
arco carbnico, corte por arco metlico, corte con arco metlico y
gas, corte con arco de tungsteno y gas, corte con arco plasma y
corte con arco de carbn y aire). Vea tambin corte con arco y
oxgeno.
Soldadura por arco (AW): un grupo de procesos de soldadura que
producen la coalescencia de metales al calentarlos mediante un arco
o arcos, con o sin la aplicacin de presin y con o sin el uso de
metal de aporte.
Traductora: Ana Mara Buchholz Mller ([email protected])
6
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
FIG. 300.1.1 DIAGRAMA QUE ILUSTRA LA APLICACIN DEL PIPING B31.1
EN LOS EQUIPOS
Montaje: la unin de dos o ms componentes de piping
mediante apernado,
soldadura, bonding, atornillado, soldadura fuerte, soldadura
blanda, cementado, o el uso de dispositivos de empaquetadura, segn
se especifique en el diseo de ingeniera.
Soldadura automtica: soldadura mediante equipos que realizan la
operacin de soldadura sin que un operador ajuste los controles. El
equipo puede, o no puede, realizar el trabajo de carga y
descarga.
Metal de aporte de respaldo: vea inserto consumible.
Traductora: Ana Mara Buchholz Mller ([email protected])
7
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Anillo de respaldo: material en forma de anillo utilizado para
apoyar el metal de soldadura fundido.
Sistema de piping balanceado: vea prrafo 319.2.2(a).
Material base: el material en el cual se realiza la soldadura
fuerte, soldadura blanda, soldadura u otra fusin.
Tensin
bsica
permisible:
vea
los
trminos
sobre
tensin
utilizados
frecuentemente.
Tensin de diseo de pernos: vea los trminos sobre tensin
utilizados frecuentemente.
Unin de fijacin (bonded joint): una unin permanente en pipng no
metlico realizada mediante uno de los siguientes mtodos:
(a) Unin adhesiva: una unin realizada mediante la aplicacin de
un adhesivo sobre las superficies a unir y que son presionadas
entre s. (b) Unin de tope encintada: una unin realizada poniendo a
tope las superficies a unir y envolviendo la unin con capas de tela
reforzada saturada con resina. (c) Unin por fusin: una unin
realizada mediante el calentamiento de las superficies a unir y
presionndolas entre s para lograr la fusin. (d) Unin soldada por
gas en caliente: una unin realizada mediante el calentamiento
simultneo de las superficies a unir y el material de aporte con una
corriente de aire caliente, o gas inerte caliente y, entonces,
presionando las superficies entre s y aplicando un material de
aporte para lograr la fusin.
Traductora: Ana Mara Buchholz Mller ([email protected])
8
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(e) Unin por solvente cementicio: una unin realizada mediante el
uso de un solvente cementicio para suavizar las superficies a unir
y presionndolas entre s. (f) Unin por electro-fusin: una unin
realizada mediante el calentamiento de las superficies a unir
utilizando un coil de alambre de resistencia elctrica, el cual se
mantiene embebido en la unin.
Bonder: persona que realiza una operacin de unin manual o
semiautomtica.
Operador de bonding: uno que opera una mquina o equipo de
bonding automtico.
Procedimiento de bonding: los mtodos y prcticas detalladas
involucradas en la produccin de una unin de este tipo.
Especificaciones de procedimiento de bonding (BPS): el documento
que menciona los parmetros a ser utilizados en la construccin de
uniones realizadas mediante bonding en conformidad con los
requerimientos de este Cdigo.
Fitting de conexin de arranque: un fitting reforzado
integralmente soldado a la caera principal y conectado a un
arranque mediante una unin con soldadura de tope, SW, roscada o
enflanchada; incluye un fitting de salida del arranque en
conformidad con MSS SP-97.
Soldadura fuerte (braze welding): un proceso de soldadura
utilizando un metal de aporte no ferroso con un punto de fusin
inferior al de los metales base; pero superior a 427C (800F). El
metal de aporte no se distribuye en la unin mediante atraccin
capilar. (Soldadura de bronce, utilizada anteriormente, es un
nombre errado para este trmino).
Traductora: Ana Mara Buchholz Mller ([email protected])
9
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Brazing: un proceso de unin metlica en el cual la coalescencia
se produce mediante el uso de un metal de aporte no ferroso con un
punto de fusin sobre 427C (800F), pero inferior al de los de los
metales base unidos. El metal de aporte se distribuye entre las
superficies ajustadas estrechamente de la unin mediante atraccin
capilar.
Unin a tope: una unin entre dos elementos alineados
aproximadamente en el mismo plano.
Categora D: vea servicio con fluido
Categora M: vea servicio con fluido.
Unin calafateada: una unin en la cual el material apropiado (o
materiales) es vertido, o comprimido, mediante el uso de
herramientas en el espacio anular entre la campana (o cubo) y la
espiga (o extremo plano), abarcando as la unin de sello.
Planta qumica: una planta industrial para la manufactura o el
procesamiento de qumicos, o de materias primas, o intermedias,
tales como qumicos. Una planta qumica puede incluir instalaciones
de apoyo y de servicios, tales como almacenamiento, unidades de
servicios (utilities) y de tratamiento de desechos.
Deformacin intencional en fro (cold spring): Vea el prrafo
319.2.4
Conexiones para piping exterior: aquellas partes integrales para
piezas de equipos individuales que estn diseadas para la unin con
el piping exterior.
Inserto consumible: metal de aporte pre-instalado que se funde
completamente en la raz de la unin y se convierte en parte de la
soldadura.
Traductora: Ana Mara Buchholz Mller ([email protected])
10
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Dao a tejidos humanos: para los propsitos de este Cdigo, esta
frase describe un servicio con fluido en el cual la exposicin al
fluido, causada por filtracin bajo condiciones operativas
esperadas, pueden daar a piel, ojos o membranas mucosas expuestas,
de manera que se puede producir un dao irreversible, a menos que se
tomen medidas correctivas oportunas. (Las medidas correctivas
pueden incluir lavado con agua, administracin de antdotos o
medicacin).
Temperatura mnima de diseo: vea prrafo 301.3.1
Presin de diseo: vea prrafo 301.2
Temperatura de diseo: vea prrafo 301.3
Proyectista: la persona u organizacin responsable del diseo de
ingeniera.
Rango de esfuerzo de desplazamiento: vea prrafos 319.2.3
Elementos: vea elementos de piping.
Diseo de ingeniera: el diseo detallado que regula el sistema de
piping, desarrollado a partir de requerimientos de proceso y
mecnicos, conforme a los requerimientos del Cdigo e incluyendo
todas las especificaciones, planos y documentos de apoyo
necesarios.
Conexin de equipo: vea conexiones para piping exterior.
Instalacin: la instalacin completa de un sistema de piping en
los lugares y sobre los soportes indicados por el diseo de
ingeniera incluyendo cualquier montaje en terreno, fabricacin,
examen, inspeccin y ensayo del sistema segn lo requiere este
Cdigo.
Traductora: Ana Mara Buchholz Mller ([email protected])
11
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Examen, examinador: vea prrafos 341.1 y 341.2.
Examen, tipos de: vea prrafo 344.1.3 para lo siguiente: (a)
examen 100% (b) examen aleatorio (c) examen localizado (d) examen
localizado aleatorio
Cabezal de salida estirado: vea prrafo 304.3.4
Fabricacin: la preparacin del piping para el montaje, incluyendo
el corte, roscado, ranurado, moldeado, doblado y unin de
componentes en sub-montajes. La fabricacin puede realizarse en el
taller o en terreno.
Cara de la soldadura: la superficie expuesta de una soldadura en
el lado desde el cual se realiza la soldadura.
Material de aporte: el material adicionado al realizar uniones
metlicas y no metlicas.
Soldadura de filete: una soldadura de corte transversal
aproximadamente triangular que une dos superficies en casi ngulos
rectos en una unin traslapada, unin T, o unin esquinada. (Vea
tambin tamao de soldadura y garganta de soldadura de filete).
Inflamable: para los propsitos de este Cdigo, describe a un
fluido que bajo condiciones ambientales u operativas esperadas es
un vapor, o produce vapores, que pueden ser encendidos y continan
ardiendo en el aire. Por lo tanto, el trmino puede aplicarse,
dependiendo de las condiciones de servicio, a fluidos definidos
para otros propsitos como inflamables o combustibles.
Traductora: Ana Mara Buchholz Mller ([email protected])
12
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Servicio con fluido: un trmino general concerniente a la
aplicacin de un sistema de piping, que considera la combinacin de
las propiedades del fluido, las condiciones operativas y otros
factores que establecen la base para el diseo del sistema de
piping. Vea Apndice M. (a) Servicio con Fluido Categora D: un
servicio con fluido en el cual todo lo siguiente es aplicable: (1)
el fluido manipulado no es inflamable, ni txico, ni daa los tejidos
humanos, segn lo definido en el prrafo 300.2. (2) la presin
manomtrica de diseo no excede 1035 kPA (150 psi) y (3) la
temperatura de diseo es desde 29C (-20C) hasta 186C (366F). (b)
Servicio con Fluido Categora M: un servicio con fluido en el cual
el potencial para la exposicin del personal se juzga significativo
y en el cual una exposicin nica a una cantidad muy pequea de un
fluido txico, causado por una filtracin, puede producir un dao
irreversible severo a las personas mediante su inhalacin o contacto
corporal, incluso cuando se toman medidas correctivas oportunas.
(c) Servicio con Fluido a Alta Presin: un servicio con fluido para
el cual el propietario especifica el uso del Captulo IX para el
diseo y construccin del piping; vea tambin el prrafo K300. (d)
Servicio con Fluido Normal: un servicio con fluido correspondiente
a la mayora de los piping cubiertos por este Cdigo, es decir, no
sujetos a los reglamentos para los Servicios con Fluidos Categora
D, Categora M, o Presin Alta. (e) Soldadura de filete completa: una
soldadura de filete cuyo tamao es igual al espesor del elemento ms
delgado unido.
Fusin: la fusin conjunta del material de aporte y el material
base, o del metal base solamente, lo cual resulta en
coalescencia.
Traductora: Ana Mara Buchholz Mller ([email protected])
13
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Soldadura por arco con proteccin gaseosa y con electrodo
consumible (GMAW): un proceso de soldadura por arco que produce
coalescencia de los metales al calentarlos mediante un arco entre
un electrodo de metal de aporte continuo (consumible) y la zona del
metal base. Se obtiene proteccin completa de un gas suministrado
externamente, o mezcla de gas. Algunas variaciones de este proceso
se denominan soldadura MIG o CO2 (trminos no preferidos). Soldadura
por arco con proteccin gaseosa y electrodo no consumible (GTAW): un
proceso de soldadura por arco que produce coalescencia de
materiales mediante su calentamiento con un arco entre un electrodo
de tungsteno simple (no consumible) y la zona del metal base. Se
obtiene la proteccin de un gas o mezcla de gas. Se puede usar, o no
usar, presin y se puede usar, o no usar, metal de aporte. (Este
proceso ha sido denominado a veces soldadura TIG).
Soldadura por gas: un grupo de procesos de soldadura en los
cuales la coalescencia se produce calentando con una llama o llamas
de gas, con o sin aplicacin de presin, y con o sin uso de material
de aporte.
Soldadura de ranura: una soldadura realizada en la ranura entre
dos elementos a unir.
Zona afectada trmicamente: la porcin del material base que no ha
sido fundido, pero cuyas propiedades mecnicas, o microestructura,
han sido alteradas por el calor de la soldadura, soldadura fuerte,
soldadura blanda, moldeado o corte.
Tratamiento trmico: los trminos utilizados para describir
diferentes tipos y procesos de tratamiento trmico (a veces
denominado tratamiento trmico post soldadura) se definen a
continuacin: (a) recocido: calentamiento y mantencin a una
temperatura seguidos de enfriamiento a una velocidad apropiada para
propsitos tales como: reducir dureza, mejorar labrabilidad,
facilitar el trabajo en fro, producir unaTraductora: Ana Mara
Buchholz Mller ([email protected]) 14
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
microestructura deseada u obtener propiedades mecnicas, fsicas o
otras deseadas. (b) Normalizado: un proceso mediante el cual un
metal ferroso es calentado a una temperatura apropiada sobre el
rango de transformacin y es posteriormente enfriado en aire quieto
a temperatura ambiente. (c) Precalentamiento: vea precalentamiento
(trmino separado) (d) Quenching: enfriamiento rpido de un metal
calentado. (e) Tratamiento trmico requerido o recomendado: la
aplicacin de calor a una seccin de metal posterior al corte,
moldeado u operacin de soldadura, segn lo provisto en el prrafo
331. (f) Tratamiento trmico de solucin: calentamiento de una
aleacin a una temperatura apropiada, manteniendo tal temperatura lo
suficiente para permitir a uno o dos componentes ingresar a solucin
slida y entonces enfriar suficientemente rpido para mantener los
componentes en solucin. (g) Alivio de tensin: calentamiento
uniforme de una estructura, o porcin, a temperatura suficiente para
aliviar la mayor cantidad de las tensiones residuales, seguido de
un enfriamiento uniforme suficientemente lento para minimizar el
desarrollo de tensiones residuales nuevas. (h) Templado:
recalentamiento de un metal endurecido a una temperatura inferior
al rango de transformacin para mejorar la dureza. (i) Rango de
transformacin: un rango de temperatura en el cual un cambio de fase
se inicia y completa. (j) Temperatura de transformacin: una
temperatura en la cual ocurre un cambio de fase.
Servicio con Fluido a Presin Alta: vea servicio con fluido
Indicacin, lineal: en exmenes por partcula magntica, lquidos
penetrantes o similar, un rea superficial cerrada que marca o
denota una discontinuidad que requiere evaluacin, cuya mayor
dimensin es al menos tres veces el ancho de la
indicacin.Traductora: Ana Mara Buchholz Mller
([email protected]) 15
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Indicacin,
redondeada:
en
exmenes
por
partcula
magntica,
lquidos
penetrantes o similar, un rea superficial cerrada que marca o
denota una discontinuidad que requiere evaluacin, cuya dimensin ms
larga es inferior a tres veces el ancho de la indicacin.
Examen durante el proceso: vea prrafo 344.7
Inspeccin, Inspector: vea prrafo 340.
Diseo de unin: la geometra de la unin junto con las dimensiones
requeridas de la unin soldada.
Mencionado (listed): para los propsitos de este Cdigo, describe
un material o componente que conforma una especificacin en el
Apndice A, Apndice B o Apndice K o un estndar en la Tabla 326.1,
A326.1, o K326.1.
Soldadura manual: una operacin de soldadura realizada y
controlada completamente a mano.
Puede (may): un trmino que indica que una provisin no es
requerida ni prohibida.
Junta mecnica: una junta con el propsito de resistencia mecnica
o resistencia a la filtracin, o ambas, en la cual la resistencia
mecnica es desarrollada mediante extremos de caera enflanchados,
ensanchados, laminados, ranurados o roscados; o mediante pernos,
pasadores, fiadores o anillos; y la resistencia a la filtracin se
desarrolla mediante roscas y compuestos, empaquetaduras, extremos
laminados, calafateados o superficies maquinadas y hermanadas.
Traductora: Ana Mara Buchholz Mller ([email protected])
16
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Mitreado: dos o ms secciones rectas de caera combinadas y unidas
en un plano bisectando el ngulo de la unin de manera de producir un
cambio de direccin.
Nominal: una identificacin numrica de dimensin, capacidad,
rating u otra caracterstica utilizada como una designacin, no como
una medicin exacta.
NPS: tamao nominal de caera (seguido, cuando corresponde, por el
nmero de designacin de tamao especfico sin el smbolo de
pulgada).
Servicio con Fluido Normal: vea servicio con fluido.
Normalizado: vea tratamiento trmico.
Sensibilidad al entalle: describe un metal sujeto a reduccin en
la resistencia en presencia de concentracin de tensin. El grado de
sensibilidad al entalle se expresa usualmente como la resistencia
determinada en una probeta entallada dividida por la resistencia
determinada en una probeta no entallada y puede obtenerse mediante
pruebas estticas o dinmicas.
Corte con arco y oxgeno (OAC): un proceso de corte por oxgeno
que utiliza un arco entre la pieza de trabajo y un electrodo
consumible, a travs del cual el oxgeno es dirigido a la pieza de
trabajo. Para materiales resistentes a la oxidacin, se utiliza un
fundente qumico o polvo metlico para facilitar la reaccin.
Corte con oxgeno (OC): un grupo de procesos de corte trmico que
cortan o remueven metal mediante la reaccin qumica entre el oxgeno
y el metal base a temperatura elevada. La temperatura necesaria es
mantenida mediante el calor del arco, una llama de gas oxyfuel, u
otra fuente.
Traductora: Ana Mara Buchholz Mller ([email protected])
17
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Labrado con oxgeno (oxygen gouging): labrado trmico que utiliza
una variacin del proceso de corte por oxgeno para formar un bisel o
ranura.
Equipo en paquete: un conjunto de piezas o etapas individuales
de equipo, completas con piping de interconexin y conexiones para
piping exterior. El conjunto puede ser montado sobre un skid u otra
estructura antes de su despacho.
Refinera de petrleo: una planta industrial para el procesamiento
de petrleo y productos derivados directamente del petrleo. Un
planta de este tipo puede ser una planta de recuperacin de gasolina
individual, una planta de tratamiento, una planta de procesamiento
de gas (incluyendo licuacin), o una refinera integrada con varias
unidades de proceso e instalaciones de servicio.
Caera: un cilindro hermtico a prueba de presin utilizado para
transportar un lquido o para transmitir una presin de fluido,
denominado generalmente caera en especificaciones de material
aplicables. Los materiales designados como tubo o tubing en las
especificaciones son tratados como caera en servicios a presin. Los
tipos de caera, de acuerdo con el mtodo de manufactura, se definen
de la siguiente forma: (a) caera soldada por resistencia elctrica:
caera producida un tramos individuales o en tramos continuos a
partir de una plancha laminada y posteriormente cortada en tramos
individuales, con una unin de tope longitudinal en donde la
coalescencia se produce mediante la temperatura obtenida de la
resistencia de la caera al flujo de corriente elctrica en un
circuito del cual la caera forma parte y mediante la aplicacin de
presin. (b) Caera soldada de tope en horno, soldadura continua:
caera producida en tramos continuos a partir de una plancha y
cortada posteriormente en tramos individuales, con una unin de tope
con soldadura de forja mediante la presin mecnica desarrollada al
pasar la plancha de canto calentado y moldeada en caliente a travs
de un set de rodillos de soldadura de paso redonde.
Traductora: Ana Mara Buchholz Mller ([email protected])
18
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(c) Caera soldada por fusin elctrica: caera con una unin de tope
longitudinal en donde la coalescencia se produce en el tubo
pre-moldeado mediante soldadura al arco elctrico manual o
automtica. La soldadura puede ser simple (soldada desde un lado) o
doble (soldada desde el interior y exterior) y puede ser realizada
con, o sin, la adicin de metal de aporte. (d) Caera con soldadura
por arco sumergido doble: caera con una unin de tope longitudinal
producida por al menos dos pasos, uno de los cuales est en el
interior de la caera. La coalescencia se produce mediante el
calentamiento con un arco, o arcos, elctricos entre el electrodo, o
electrodos, de metal descubierto y la zona de trabajo en el metal
base. La soldadura es protegida por una manta de material granular
fundible sobre la zona de trabajo. No se utiliza presin y el metal
de aporte para las soldaduras interiores y exteriores se obtiene
del electrodo, o electrodos . (e) Caera sin costura: caera
producida mediante el perforado de un lingote seguido de laminado o
drawing (regulacin del temple por recalentamiento), o ambos. (f)
Caera con soldadura espiral: caera con soldadura espiral con una
unin de tope, traslapada o engargolada que es soldada utilizando un
proceso de soldadura por resistencia elctrica, fusin elctrica, o
arco sumergido doble.
Elementos de soporte de la caera: los elementos de soporte de la
caera consisten en accesorios y uniones estructurales: (a)
accesorios: los accesorios incluyen elementos que transfieren la
carga desde la caera, o unin estructural, a la estructura de
soporte o equipo. Incluyen accesorios del tipo suspendido, tales
como soportes colgantes, spring hangers, arriostramientos
transversales, contrapesos, tensores, puntales, cadenas, guas, y
anclajes; y accesorios tipo soportes tales como ponchos, bases,
rodillos, brackets y soportes deslizantes. (b) Uniones
estructurales: las uniones estructurales incluyen elementos que
estn soldados, apernados o engrapados a la caera, tales como clips,
orejas, anillos, grapas, abrazaderas, correas y faldas.Traductora:
Ana Mara Buchholz Mller ([email protected]) 19
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
piping: conjuntos de componentes de piping utilizados para
transportar, distribuir, mezclar, separar, descargar, medir,
controlar o regular flujos de fluidos. El piping tambin incluye
elementos de soportacin de caeras, pero no incluye estructuras de
soportacin, tales como marcos de construccin, caballetes,
fundaciones, o cualquier equipo excluido de este Cdigo (vea prrafo
300.1.3).
componentes de piping: elementos mecnicos apropiados para unir o
montar en sistemas de piping a la presin con contenido de fluidos
hermticos. Los componentes incluyen caeras, tubing, fittings,
flanges, empaquetaduras, pernos, vlvulas y dispositivos tales como
juntas de expansin, juntas flexibles, mangueras de presin, trampas,
filtros, porciones de elementos en lnea y separadores.
elementos de piping: cualquier material o trabajo requerido para
planificar e instalar un sistema de piping. Los elementos de piping
incluyen especificaciones de diseo, materiales, componentes,
soportes, fabricacin, examen, inspeccin y ensayos.
instalacin de piping: diseo de sistema de piping al cual se
aplica una Edicin de Cdigo y Adenda seleccionados.
sistema de piping: piping interconectado sujeto al mismo set o
sets de condiciones de diseo.
corte con arco plasma (PAC): un proceso de corte por arco que
utiliza un arco restringido y remueve el metal fundido con un
chorro a alta velocidad de gas ionizado emitido por un orificio
restringido.
precalentamiento: la aplicacin de calor sobre el metal base
inmediatamente antes, o durante, el moldeado, soldadura o proceso
de corte. Vea el prrafo 330.
tratamiento trmico post soldadura: vea tratamiento
trmico.Traductora: Ana Mara Buchholz Mller ([email protected])
20
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
registro de calificacin de procedimiento (PQR): un documento que
menciona todos los datos pertinentes, incluyendo las variables
esenciales empleadas y los resultados de los ensayos, utilizados en
calificar la especificacin del procedimiento.
unidad de proceso: un rea cuyas fronteras estn indicadas
mediante el diseo de ingeniera dentro de las cuales se realizan
reacciones, separaciones y otros procesos. Ejemplos de
instalaciones que no estn clasificados como unidades de proceso son
las reas de carga o terminales, plantas de almacenamiento, plantas
de mezclas, patios de estanques y patios de reserva.
recocido con enfriamiento rpido (quench annealing): vea
tratamiento trmico de solucin en tratamiento trmico.
quenching: vea tratamiento trmico.
refuerzo: vea prrafos 304.3 y A304.3. Vea tambin refuerzo de
soldadura.
abertura raz: la separacin entre los miembros a unir en la raz
de la junta.
salvaguarda: provisin de medidas protectoras de los tipos
descritos en el Apndice G, cuando se considera necesario. Vea el
Apndice G para una descripcin detallada.
bond de sello (seal bond): un bond que pretende principalmente
proporcionar una unin hermtica contra la filtracin en piping no
metlico.
soldadura de sello: una soldadura que pretende principalmente
proporcionar una unin hermtica contra la filtracin en piping
metlico.
Traductora: Ana Mara Buchholz Mller ([email protected])
21
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
soldadura por arco semi-automtica: soldadura por arco con
equipos que controlan solamente la alimentacin del metal de aporte.
El avance de la soldadura se controla manualmente.
(99)condiciones cclicas severas: condiciones que se aplican a
componentes de piping especficos o uniones en las cuales el SE
calculado en conformidad con el prrafo 319.4.4 excede 0.8SA (segn
se define en el prrafo 302.3.5), y el nmero de ciclos equivalente
(N en el prrafo 302.3.5) supera 7000; u otras condiciones que el
proyectista determine que producen un efecto equivalente.
debe (shall): un trmino que indica que una provisin corresponde
a un requerimiento de Cdigo.
soldadura por arco manual con electrodo revestido (SMAW): un
proceso de soldadura por arco que produce coalescencia de metales
mediante su calentamiento con un arco entre un electrodo de metal
recubierto y la zona de trabajo. No se utiliza presin y el metal de
aporte se obtiene del electrodo.
debera (should): un trmino que indica que se recomienda una
provisin como una buena prctica pero no constituye un requerimiento
de Cdigo.
tamao de soldadura: (a) soldadura de filete: la longitud de las
alas (la longitud de patas para soldaduras de igual longitud) de
los lados, adyacentes a los elementos soldados, del mayor tringulo
que puede ser inscrito dentro de la seccin transversal de la
soldadura. Para soldaduras entre elementos perpendiculares, se
aplican las definiciones en la Fig. 328.5.2A.NOTA: Cuando el ngulo
entre los elementos excede 105 grados, el tamao tiene menos
importancia que la garganta efectiva (vea tambin garganta de
soldadura de filete).
Traductora: Ana Mara Buchholz Mller ([email protected])
22
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(b) soldadura de ranura: la penetracin de la unin (profundidad
del bisel ms la penetracin raz cuando se especifica). El tamao de
la soldadura de ranura y su garganta efectiva son iguales.
inclusin de escoria: material slido no metlico atrapado entre el
metal de soldadura o entre el metal de soldadura y el metal
base.
soldadura blanda (soldering): un proceso de unin de metales en
el cual la coalescencia se produce mediante el calentamiento a
temperaturas apropiadas y mediante el uso de una aleacin no ferrosa
fundible a temperaturas inferiores a 427C (800F) y con un punto de
fusin inferior al de los metales base que estn siendo unidos El
metal de aporte se distribuye entre las superficies estrechamente
ajustadas de la unin mediante atraccin capilar. En general, las
soldaduras son aleaciones plomo-estao y pueden contener antimonio,
bismuto y otros elementos.
tratamiento trmico de solucin (solution heat treatment): vea
tratamiento trmico.
razn de tensin: vea Fig. 323.2.2B.
alivio de tensin: vea tratamiento trmico.
trminos de uso frecuente relativos a la tensin:
(a) tensin permisible bsica: este trmino, smbolo S, representa
el valor de tensin para cualquier material determinado por la base
de tensin apropiada en el prrafo 302.3.2. (b) tensin de diseo de
perno: este trmino representa la tensin de diseo utilizada para
determinar el rea transversal requerida de los pernos en una unin
apernada.
Traductora: Ana Mara Buchholz Mller ([email protected])
23
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(c) base de diseo hidrosttico: las propiedades seleccionadas de
los materiales de piping plstico a ser utilizado en conformidad con
ASTM D 2837, o D 2992, para determinar el HDS [vea (d) ms abajo]
para el material. (d) tensin hidrosttica de diseo (HDS): la tensin
mxima continua debida a presin interna a ser utilizada en el diseo
de piping plstico, determinado a partir de la base de diseo
hidrosttico mediante el uso de un factor de servicio (diseo).
soldadura por arco sumergido (SAW): un proceso de soldadura por
arco que produce coalescencia de metales mediante su calentamiento
con un arco, o arcos, entre un electrodo, o electrodos, de metal
descubierto y la zona de trabajo. El arco est protegido por una
manta de material fusible granular sobre la zona de trabajo. No se
utiliza presin y el metal de aporte se obtiene del electrodo y a
veces de una fuente complementaria (varilla de soldadura, fundente
o grnulos de metal).
soldadura de puntos: una soldadura realizada para mantener las
partes de una soldadura con alineacin apropiada hasta que se
realicen las soldaduras finales.
templado: vea tratamiento trmico.
termoplstico: un plstico capaz de ser ablandado repetidamente
mediante el incremento de la temperatura y endurecido mediante la
disminucin de temperatura.
resina con fraguado trmico (thermosetting resin): una resina con
la capacidad de ser modificada en un producto sustancialmente no
fusible, o insoluble, al ser curado a temperatura ambiente, o
mediante la aplicacin de calor, o por medio mecnico.
Traductora: Ana Mara Buchholz Mller ([email protected])
24
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
garganta de una soldadura de filete: (a)garganta terica: la
distancia perpendicular desde la hipotenusa en el ngulo recto mayor
que puede ser inscrito en la seccin transversal de la soldadura a
la raz de la unin.
(b) garganta real: la distancia ms corta desde la raz de la
soldadura filete a su cara.
(c)
garganta
efectiva:
la
distancia
mnima,
menos
cualquier
refuerzo
(convexidad), entre la raz de la soldadura y la cara de un
soldadura filete.
borde de la soldadura: la unin entre la cara de una soldadura y
el material base.
tubo: vea caera.
electrodo de tungsteno: un electrodo de metal sin metal de
aporte utilizado en la soldadura por arco, o corte, fabricado
principalmente de tungsteno.
sistema de piping no balanceado: vea prrafo 319.2.2(b).
socavacin: una ranura fundida en el metal base adyacente al
borde, o raz, de una soldadura y dejada sin relleno de material de
soldadura.
examen visual: vea el prrafo 344.2.1.
soldadura: una coalescencia localizada de material en la cual la
coalescencia se produce ya sea mediante el calentamiento a
temperaturas apropiadas, con o sin aplicacin de presin, o mediante
la aplicacin de presin sola, y con o sin el uso de material de
aporte.
Traductora: Ana Mara Buchholz Mller ([email protected])
25
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
refuerzo de soldadura: material de soldadura en exceso del tamao
especificado de la soldadura.
soldador: uno que realiza una operacin de soldadura manual o
semi-automtica. (Este trmino se utiliza errneamente a veces para
indicar una mquina de soldadura).
operador de soldadura: persona que opera una mquina o un equipo
de soldadura automtico.
procedimiento de soldadura: los mtodos y prcticas detallados
involucrados en la produccin de una soldadura.
especificacin de procedimiento de soldadura (WPS): el documento
que menciona los parmetros a ser utilizados en la construccin de
soldaduras en conformidad con requerimientos de este Cdigo.
conjunto soldado (weldment): un conjunto cuyas partes
componentes son unidas mediante soldaduras.
300.3 Nomenclatura Los smbolos dimensionales y matemticos
utilizados en este Cdigo son mencionados en el Apndice J, con
definiciones y referencias de ubicacin de cada uno. Las letras
Inglesas minsculas y maysculas son mencionadas alfabticamente,
seguidas de letras Griegas.
300.4 Estado de Apndices La Tabla 300.4 indica para cada Apndice
de este Cdigo si contiene requerimientos de Cdigo, gua o informacin
suplementaria. Vea detalles en la primera pgina de cada
Apndice.
Traductora: Ana Mara Buchholz Mller ([email protected])
26
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
TABLA 300.4 ESTADO DE APNDICES EN B31.3
__________________________________________________________________
Apndice Ttulo Estado
__________________________________________________________________A
Tablas de Tensin para Piping Metlico y Materiales de Pernos B
Tablas de Tensin y Tablas de Presin Permisible para No-metales C
Propiedades Fsicas de Materiales de Piping D Factores de
Intensificacin de Flexibilidad y Tensin E Estndares de Referencia F
Consideraciones Precautorias G Salvaguardas H Clculos de Muestra
para refuerzo de Arranques J Nomenclatura K Tensin Permisible para
Piping de Presin Alta L Flanges de Caera de Aleacin de Aluminio M
Gua para la Clasificacin de Servicios con Fluidos V Variaciones
Permisibles en Servicio a Temperatura Elevada X Juntas de Expansin
con Fuelle Metlico Z Preparacin de Consultas Tcnicas Requerimiento
Requerimiento Requerimientos (1) Requerimientos (1) Requerimientos
Gua (2) Gua (2) Gua Informacin Requerimientos (3) Especificacin (5)
Gua (2) Gua (2) Requerimientos Requerimientos (4)
__________________________________________________________________NOTAS:
(1) Contiene requerimientos por defecto, a ser utilizados a menos
que se disponga de datos ms directamente aplicable. (2) No contiene
requerimientos, pero el usuario del Cdigo es responsable de
considerar los tems aplicables. (3) Contiene requerimientos
aplicables solamente cuando se especifica el uso del captulo IX.
(4) Contiene requerimientos administrativos. (5) Contiene ratings
temperatura-presin, materiales, dimensiones y marcas de flanges de
aleacin de aluminio forjados.
CAPTULO IITraductora: Ana Mara Buchholz Mller
([email protected]) 27
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
DISEOPARTE 1 CONDICIONES Y CRITERIOSA00 301 CONDICIONES DE DISEO
El prrafo 301 establece las calificaciones del Proyectista, define
las temperaturas, presiones y fuerzas aplicables al diseo del
piping, y establece la consideracin que debe darse a diferentes
efectos y sus cargas correspondientes. Vea el Apndice F, prrafo
F301.
A00 301.1 Calificaciones del Proyectista El Proyectista es la
persona(s) encargada del diseo de ingeniera de un sistema de piping
y debe tener experiencia en el uso de este Cdigo. La calificacin y
experiencia requeridas del Proyectista dependern de la complejidad
y criticidad del sistema y de la naturaleza de la experiencia
individual. Se requiere la aprobacin del propietario si el
individuo no satisface al menos uno de los siguientes criterios.
(a) Completacin de un grado de ingeniera, que requiera cuatro o ms
aos de estudio a tiempo completo, ms un mnimo de 5 aos de
experiencia en el diseo del piping de presin relacionado. (b)
Registro Profesional de Ingeniera, reconocido por una jurisdiccin
local y experiencia en el diseo de piping de presin relacionado.
(c) Completacin de un grado asociado de ingeniera, que requiera al
menos dos aos de estudio de tiempo completo, ms un mnimo de 10 aos
de experiencia en el diseo de piping de presin relacionado. (d)
Quince aos de experiencia en el diseo de piping de presin
relacionado. La experiencia en el diseo de piping de presin
relacionado se satisface por la experiencia en el diseo de piping
que incluye los clculos de diseo para la presin, cargas sostenidas
y ocasionales y flexibilidad del piping.Traductora: Ana Mara
Buchholz Mller ([email protected]) 28
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
301.2 Presin de Diseo 301.2.1 General (a) La presin de diseo de
cada componente en un sistema de piping no debe ser inferior a la
presin en la condicin ms severa de temperatura y presin externa e
interna coincidentes (mnima o mxima) esperadas durante el servicio,
a excepcin de lo provisto en el prrafo 302.2.4. (b) La condicin ms
severa es la que resulta en el mayor espesor requerido del
componente y el rating ms alto del componente. (c) Cuando existe ms
de un set de condiciones de presin-temperatura para un sistema de
piping, las condiciones que regulan el rating de componentes que
conforman los estndares mencionados pueden diferir de las
condiciones que regulan el rating de componentes diseados en
conformidad con el prrafo 304. (d) Cuando una caera est separada en
cmaras individualizadas bajo presin (incluyendo piping
enchaquetado, blanks, etc.), la pared divisora debe ser diseada
sobre la base de la temperatura (mnima o mxima) y la presin
diferencial coincidentes entre las cmaras adyacentes esperadas
durante el servicio, a excepcin de lo provisto en el prrafo
302.2.4.
301.2.2 Contencin o Alivio de Presin Requerida (a) Se deben
proveer las condiciones para contener o aliviar en forma segura
(vea el prrafo 322.6.3) cualquier presin a la cual se vea sometido
el piping. El piping no protegido por un dispositivo de alivio de
presin, debe ser diseado para al menos la mayor presin que pueda
ser desarrollada. (b) Las fuentes de presin a considerar incluyen
influencias ambientales, oscilaciones de presin y surges, operacin
inapropiada, descomposicin de fluidos inestables, carga esttica y
falla de los dispositivos de control. (c) Se autorizan las
permisividades del prrafo 302.2.4 (f), siempre que tambin se
satisfagan los requerimientos del prrafo 302.2.4.
301.3 Temperatura de DiseoTraductora: Ana Mara Buchholz Mller
([email protected]) 29
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
La temperatura de diseo de cada componente en un sistema de
piping corresponde a la temperatura a la cual, bajo la presin
coincidente, se requiere el mayor espesor o el ms alto rating de
componente en conformidad con el prrafo 301.2. (Para satisfacer los
requerimientos del prrafo 301.2, diferentes componentes en el mismo
sistema de piping pueden tener diferentes temperaturas de diseo).
Para establecer las temperaturas de diseo, considere al menos las
temperaturas de fluido, temperaturas ambientales, radiacin solar,
temperaturas medias de calentamiento o enfriamiento y las
provisiones aplicables de los prrafos 301.3.2, 301.3.3 y
301.3.4.
301.3.1 Temperatura Mnima de Diseo. La temperatura mnima de
diseo es la temperatura ms baja del componente esperada en
servicio. Esta temperatura puede establecer requerimientos de diseo
especiales y requerimientos de calificacin de materiales, Vea
tambin los prrafos 301.4.4 y 323.2.2
301.3.2 Componentes sin Aislacin. (a) Para temperaturas de
fluidos inferiores a 65C (150F), la temperatura del componente debe
ser tomada como la temperatura de fluido, a menos que la radiacin
solar, u otro efecto, resultan en una temperatura ms alta. (b) Para
temperaturas de fluidos de 65 (150F) y superiores, a menos que se
determine una temperatura de pared promedio inferior mediante un
ensayo o clculo de transferencia de calor, la temperatura para
componentes sin aislacin no debe ser inferior a los siguientes
valores: (1)vlvulas, caeras, extremos traslapados, fittings
soldados y otros componentes con un espesor de pared comparable al
de la caera: 95% de la temperatura de fluido; (2) flanges (excepto
unin traslapada) incluyendo aquellos en fittings y vlvulas: 90% de
la temperatura de fluido: (3) flanges de unin traslapada: 85% de la
temperatura de fluido; (4) pernos: 80% de la temperatura de
fluido.Traductora: Ana Mara Buchholz Mller ([email protected])
30
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
301.3.3 Piping con Aislacin Exterior. La temperatura de diseo
del componente debe corresponder a la temperatura del fluido, a
menos que clculos, ensayos, o experiencia de servicio basada en
mediciones, apoyen el uso de otra temperatura. Cuando el piping es
calentado o enfriado mediante tracing o chaquetas, se debe
considerar este efecto para establecer las temperaturas de diseo
del componente.
301.3.4 Piping con Aislacin Interior. La temperatura de diseo
del componente debe basarse en los clculos de transferencia de
calor o ensayos.
301.4 Efectos Ambientales. Vea el Apndice F, prrafo F301.4.
301.4.1 Enfriamiento: Efectos sobre la Presin. El enfriamiento
de un gas, o vapor, en un sistema de piping puede reducir
suficientemente la presin para crear un vaco interior. En tal caso,
el piping debe ser capaz de soportar la presin exterior a una
temperatura menor, o se deben tomar las provisiones para romper el
vaco.
301.4.2 Efectos de la Expansin del Fluido. Se deben proveer las
condiciones en el diseo ya sea para soportar, o liberar, la presin
incrementada causada por el calentamiento del fluido esttico en un
componente de piping. Vea tambin el prrafo 322.6.3(b)(2).
301.4.3 Congelamiento Atmosfrico. Cuando la temperatura mnima de
diseo de un sistema de piping es inferior a 0C (32F), se debe
considerar la posibilidad de condensacin de humedad y acumulacin de
aire y se deben considerar provisiones en el diseo para evitar mal
funcionamientos como resultado. Esto se aplica a superficies de
partes mviles de vlvulas de corte, vlvulas de control,
Traductora: Ana Mara Buchholz Mller ([email protected])
31
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
dispositivos de alivio de tensin incluyendo piping de descarga y
otros componentes.
301.4.4 Temperatura Ambiente Baja. Se deben considerar las
condiciones de la temperatura ambiente baja para el anlisis del
esfuerzo de desplazamiento.
301.5 Efectos Dinmicos. Vea el Apndice F, prrafo F301.5.
301.5.1 Impacto. En el diseo del piping se deben tomar en cuenta
las fuerzas de impacto causadas por condiciones interiores o
exteriores (incluyendo cambios en la tasa de flujo, choque
hidrulico, bolsas de lquido o slido, golpes de lquido y
calentamiento).
301.5.2 Viento. Se debe tomar en cuenta el efecto de la carga de
viento en el diseo del piping expuesto. El mtodo de anlisis puede
ser segn se describe en ASCE 7, Cargas Mnimas de Diseo para
Construcciones y Otras Estructuras, o el Cdigo de Construccin
Uniforme.
301.5.3 Terremoto. El piping debe ser diseado para fuerzas
horizontales inducidas por terremoto. Este mtodo de anlisis puede
ser segn se describe en ASCE 7-88, o el Cdigo de Construccin
Uniforme.
301.5.4 Vibracin. El piping debe ser diseado, dispuesto y
soportado de manera que se eliminen los efectos excesivos y dainos
de la vibracin que puede surgir como consecuencia de fuerzas tales
como impacto, pulsacin de presin, resonancia en compresores y
cargas de viento.
301.5.5 Reacciones de Descarga. El piping debe ser diseado,
dispuesto, y apoyado de manera que soporte las fuerzas de reaccin
debidas a la descarga de fluidos.Traductora: Ana Mara Buchholz
Mller ([email protected]) 32
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
301.6 Efectos del Peso. Los siguientes efectos de peso,
combinados con cargas y fuerzas por otras causas, deben ser tomados
en cuenta en el diseo del piping.
301.6.1 Cargas Vivas. Estas cargas incluyen el peso del medio
transportado o del medio utilizado para prueba. Se deben considerar
las cargas de nieve y hielo debidas ambas a condiciones ambientales
y operativas.
301.6.2 Cargas Muertas. Estas cargas consisten en el peso de los
componentes de piping, aislacin y otras cargas sobrepuestas
permanentes soportadas por el piping.
301.7 Efectos de la Expansin Trmica y Contraccin. Los siguientes
efectos trmicos, combinados con cargas y fuerzas por otras causas,
deben ser tomadas en cuenta en el diseo del piping. Vea tambin el
Apndice F, prrafo F301.7.
301.7.1 Cargas Trmicas debidas a Restricciones. Estas cargas
consisten en empujes y momentos que surgen cuando la libre expansin
trmica y la contraccin del piping son evitados mediante
restricciones o anclajes.
301.7.2 Cargas debidas a Gradientes de Temperatura. Estas cargas
surgen de tensiones en las paredes de las caeras resultantes de
grandes y rpidos cambios de temperatura, o de una distribucin
desigual de la temperatura, como la que puede resultar de un gran
flujo de calor a travs de una caera comparativamente gruesa, o
flujo bi-fsico estratificado que cause el pandeo de la lnea.
301.7.3 Cargas debidas a Diferencias en las Caractersticas de
Expansin. Estas cargas resultan de las diferencias en la expansin
trmica en donde losTraductora: Ana Mara Buchholz Mller
([email protected]) 33
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
materiales con diferentes coeficientes de expansin se combinan,
como en el piping bi-metlico, recubierto, enchaquetado ,o
metlico-no metlico.
301.8 Efectos de los Movimientos de los Terminales, Anclajes y
Soportes. En el diseo del piping se deben tomar en cuenta los
efectos de los movimientos de los soportes del piping, anclajes y
equipos conectados. Estos movimientos pueden ser el resultado de la
flexibilidad y/o expansin trmica de equipos, soportes o anclajes; y
del asentamiento, movimientos de mareas, u oscilacin por
viento.
301.9 Reduccin de Efectos de Ductilidad. El diseo del piping
debe tomar en cuenta los efectos dainos de la ductilidad reducida.
Los efectos pueden, por ejemplo, ser el resultado de soldaduras,
tratamientos trmicos, moldeado, doblado y bajas temperaturas de
operacin, incluyendo el efecto de enfriamiento por la prdida
repentina de presin en fluidos altamente voltiles. Se deben
considerar las bajas temperaturas ambientes esperadas durante la
operacin.
301.10 Efectos Cclicos. En el diseo del piping se debe
considerar la fatiga debida al ciclo de presin, ciclo trmico y
otras cargas cclicas.
301.11 Efectos de la Condensacin del Aire. A temperaturas
operativas inferiores a -191C (-312F) en aire ambiente, se produce
una condensacin y enriquecimiento de oxgeno. Estos deben ser
considerados en la seleccin de materiales, incluyendo la aislacin y
se debe proveer una adecuada proteccin y/o eliminacin.
302 CRITERIOS DE DISEO 302.1 General
Traductora: Ana Mara Buchholz Mller ([email protected])
34
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
El prrafo 302 establece ratings de presin-temperatura, criterios
de tensin, permisividades de diseo y valores de diseo mnimos junto
con las variaciones permisibles de estos factores segn su aplicacin
al diseo del piping.
302.2 Criterios de Diseo Presin-Temperatura 302.2.1 Componentes
mencionados con Ratings Establecidos. A excepcin de las
limitaciones mencionadas en el Cdigo, los ratings de
presin-temperatura contenidos en estndares para componentes de
piping mencionados en la Tabla 326.1 son aceptables para las
presiones y temperaturas de diseo en conformidad con este Cdigo. Se
pueden utilizar las provisiones de este Cdigo bajo la
responsabilidad del propietario para extender los ratings de
presin-temperatura de un componente ms all de los ratings del
estndar mencionado.
302.2.2 Componentes mencionados sin Ratings Especficos. Algunos
de los estndares para componentes en la Tabla 326.1 (es decir, ASME
b16.9, B16.11 y B16.28) establecen que los ratings de
presin-temperatura se basan en caeras rectas sin costuras. A
excepcin de las limitaciones en el estndar o en otras partes de
este Cdigo, un componente tal, fabricado de un material con la
misma tensin permisible que la caera, debe ser calculado utilizando
no ms del 87.5% del espesor nominal de la caera sin costura
correspondiente al schedule, peso o clase de presin del fitting,
menos las permisividades aplicadas a la caera (es decir,
profundidad de hilo y/o permisividad de corrosin).
302.2.3 Componentes no mencionados. (a) Los componentes no
mencionados en la Tabla 326.1, pero que conforman una especificacin
o estndar publicado, pueden ser utilizados dentro de las siguientes
limitaciones. (1) El proyectista debe estar satisfecho con el hecho
que la composicin, las propiedades mecnicas, el mtodo de
manufactura y el control de calidad sean
Traductora: Ana Mara Buchholz Mller ([email protected])
35
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
comparables a las caractersticas correspondientes de los
componentes mencionados. (2) Otros componentes no mencionados deben
ser calificados respecto a la presin de diseo, segn se requiere en
el prrafo 304.7.2.
302.2.4 Permisividades para Variaciones de Presin y Temperatura.
Pueden ocurrir variaciones ocasionales de presin y temperatura en
un sistema de piping. Tales variaciones deben ser consideradas al
momento de seleccionar la presin de diseo (prrafo 301.2) y la
temperatura de diseo. La temperatura y presin coincidentes ms
severas deben determinar las condiciones de diseo, a menos que se
satisfagan todos los siguientes criterios. (a) El sistema de piping
no debe tener componentes de hierro forjado, ni de otro metal no
dctil, sometidos a presin. (b) Las tensiones de presin nominales no
deben exceder el lmite elstico a la temperatura (vea prrafo 302.3
de este Cdigo y datos Sy en el Cdigo BPV, Seccin II, Parte D, Tabla
Y-1). (c) Las tensiones longitudinales combinadas no deben exceder
los lmites establecidos en el prrafo 302.3.6. (d) El nmero total de
variaciones de temperatura-presin por sobre las condiciones de
diseo no debe exceder 1000 durante la vida til del sistema de
piping. (e) En ningn caso debe el aumento de presin exceder la
presin de prueba utilizada en el prrafo 345 para el sistema de
piping. (f) Las variaciones ocasionales por sobre las condiciones
de diseo deben permanecer dentro de uno de los siguientes lmites
para la presin de diseo. (1) Sujeto a la aprobacin del propietario,
se considera permisible exceder el rating de presin, o la tensin
permisible para la presin de diseo a la temperatura del aumento de
condicin en no ms de: (a) 33% por no ms de 10 horas en una vez y no
ms de 100 hr/ao; o (b) 20% por no ms de 50 horas en una vez y no ms
de 500 hr/ao.
Traductora: Ana Mara Buchholz Mller ([email protected])
36
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
Los efectos de tales variaciones deben ser determinados por el
proyectista como seguros durante el perodo de vida til en servicio
del sistema de piping mediante mtodos aceptables para el
propietario. (Vea Apndice V.) (2) Cuando la variacin es
auto-limitante (es decir, debido a un evento de alivio de presin) y
no dura ms de 50 hrs enuna vez y no ms de 500 hrs/ao, es permisible
exceder el rating de presin o la tensin permisible para la presin
de diseo a la temperatura del aumento de condicin en no ms de 20%.
(g) Se deben haber evaluado los efectos combinados de las
variaciones cclicas y sostenidas sobre la servicibilidad de todos
los componentes en el sistema. (h) No se permiten las variaciones
de temperatura inferiores a la temperatura mnima mostrada en el
Apndice A, a menos que se satisfagan los requerimientos del prrafo
323.2.2 para la temperatura ms baja durante la variacin. (i) La
aplicacin de presiones que exceden los ratings de
temperatura-presin de vlvulas pueden bajo ciertas condiciones
causar prdida de hermeticidad del asiento, o dificultad de
operacin. La presin diferencial en el elemento de cierre de la
vlvula no debera exceder el rating de presin diferencial mxima
establecido por el manufacturador de la vlvula. Tales aplicaciones
son responsabilidad del propietario.
302.2.5 Ratings en la Unin de Diferentes Servicios. Cuando se
conectan dos servicios que operan a diferentes condiciones de
presin-temperatura, la vlvula que segrega ambos servicios debe
tener el rating para la condicin de servicio ms severa. Si la
vlvula operar a una temperatura distinta debido a su condicin
remota de un cabezal, o pieza de equipo, esta vlvula (y cualquier
flange compaero) puede ser seleccionada sobre la base de la
temperatura diferente, siempre que pueda soportar las pruebas de
presin requeridas en cada lado de la vlvula. Para el piping en cada
lado de la vlvula, sin embargo, cada sistema debe ser diseado para
las condiciones del servicio al cual sern conectados.
302.3 Tensiones Permisibles y otros Lmites de Tensin.Traductora:
Ana Mara Buchholz Mller ([email protected]) 37
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
302.3.1 General. Las tensiones permisibles definidas en los
prrafos 302.3.1(a), (b) y (c) deben ser utilizados en los clculos
de diseo, a menos que sean modificados por otras provisiones de
este Cdigo. (a) Tensin. Las tensiones bsicas permisibles S en la
tensin para metales y las tensiones de diseo S para materiales de
pernos, mencionados en las Tablas A-1 y A-2, respectivamente, son
determinadas en conformidad con el prrafo 302.3.2. En las
ecuaciones en este Cdigo en donde aparece el producto SE, se
multiplica el valor S por uno de los siguientes factores de
calidad: 11
Si el componente es fabricado de piezas fundidas unidas mediante
soldaduras longitudinales, se
debe aplicar un factor de calidad de la fundicin y de la unin
soldada. El factor de calidad equivalente E es el producto de Ec,
Tabla A-1A, y Ej, Tabla A-1B.
(1) El factor de calidad de la fundicin Ec segn se define en el
prrafo 302.3.3 y es tabulado para diferentes especificaciones de
materiales en la Tabla A-1A, y para diferentes niveles de exmenes
suplementarios en la Tabla 302.3.3C; o (2) El factor de unin de
soldadura longitudinal Ej segn se define en 302.3.4 y es tabulado
para varias especificaciones de materiales y clases en la Tabla
A-1B y para varios tipos de uniones y exmenes suplementarios en la
Tabla 302.3.4. Los valores de tensin en las Tablas A-1 y A-2 son
agrupados por materiales y formas de productos y corresponden a
temperaturas establecidas de hasta el lmite indicado en el prrafo
323.2.1(a). Se considera permisible la interpolacin de lneas rectas
entre temperaturas. La temperatura pretendida corresponde a la
temperatura de diseo (vea prrafo 301.3). (b)Esfuerzo Cortante y
Resistencia de Soporte (Shear and Bearing). Los esfuerzos
permisibles en el esfuerzo cortante deben ser 0.80 veces el
esfuerzo bsico permisible en tensin segn lo tabulado en la Tabla
A-1 o A-2. El esfuerzo permisible en la resistencia de soporte debe
ser 1.60 veces ese valor. (c) Compresin. Los esfuerzos permisibles
en compresin no deben ser mayores que los esfuerzos bsicos
permisibles en tensin segn lo tabulado en el Apndice A. Se debe
tomar en consideracin la estabilidad estructural.
Traductora: Ana Mara Buchholz Mller ([email protected])
38
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
302.3.2 Bases para Esfuerzos de Diseo2. Las bases para
establecer los valores de esfuerzos de diseo para materiales de
pernos y los valores de esfuerzos permisibles para otros materiales
metlicos en este Cdigo, son los siguientes:2
Estas bases son las mismas que las para el Cdigo BPV, Seccin
VIII, Divisin 2, entregadas en
la Seccin II, Parte D. Los valores de esfuerzo en B31.3, Apndice
A, a temperaturas inferiores al rango de deformacin bajo carga son
generalmente las mismas a aquellas mencionadas en la Seccin II,
Parte D, Tablas 2A y 2B y en la Tabla 3 para los pernos,
correspondientes a aquellas bases. Han sido ajustados segn
necesidad para excluir los factores de calidad de las piezas
fundidas y factores de calidad de uniones soldadas longitudinales.
Los valores de esfuerzos a temperaturas en el rango de deformacin
bajo carga son generalmente los mismos que aquellos en la Seccin
II, Parte D, Tablas 1A y 1B, correspondientes a las bases para la
seccin VIII, Divisin 1. Los valores de esfuerzos para temperaturas
superiores a aquellas para las cuales los valores se mencionan en
el Cdigo BVP y para materiales no mencionados en el Cdigo BPV, se
basan en aquellos mencionados en el Apndice A de la Edicin 1966 de
ASA B31.3. Estos valores sern revisados cuando los datos confiables
sobre propiedades mecnicas para temperaturas elevadas y/o para
materiales adicionales estn disponibles para el Comit.
(a) Materiales para Pernos: Los valores de las tensiones de
diseo a temperatura para materiales de pernos no deben exceder el
menor de lo siguiente: A00 (1) A excepcin de lo provisto en (3) ms
abajo, el menor de un cuarto de la resistencia a la tensin mnima
especificada a temperatura ambiente (ST) y un cuarto de resistencia
a la tensin a la temperatura; A00 (2) A excepcin de lo provisto en
(3) ms adelante, el menor de dos tercios de la resistencia a la
tensin mnima especificada a temperatura ambiente (SY) y dos tercios
del lmite de elasticidad a la temperatura; A00 (3) A temperaturas
inferiores al rango de deformacin bajo carga, para materiales de
pernos cuya resistencia ha sido aumentada mediante tratamiento
trmico o endurecimiento por deformacin, el menor de un quinto de ST
y un cuarto de SY (a menos que tales valores sean inferiores a los
valores correspondientes para material recocido, en cuyo caso deben
utilizarse los valores del recocido); (4) Dos tercios del lmite de
elasticidad a la temperatura [vea el prrafo 302.3.2(f)].
Traductora: Ana Mara Buchholz Mller ([email protected])
39
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(5) 100% de la tensin promedio para un rating de deformacin bajo
carga de 0.01% por 1000 hrs. (6) 67% de la tensin promedio para
ruptura al final de las 100.000 hrs. (7) 80% de la tensin mnima
para ruptura al final de las 100.000 hrs. (b) Hierro fundido. Los
valores de tensin bsica permisible a la temperatura para el hierro
fundido no debe exceder el menor de los siguientes: (1) un dcimo de
la resistencia a la tensin mnima especificada a temperatura
ambiente; (2) un dcimo de la resistencia a la tensin a la
temperatura [vea el prrafo 302.3.2(f)]. (c) Hierro Maleable. Los
valores de tensin bsica permisible a la temperatura para el hierro
maleable no deben exceder el menor de los siguientes: (1) Un quinto
de la resistencia a la tensin mnima especificada a temperatura
ambiente; (2) Un quinto de la resistencia a la tensin a la
temperatura [vea el prrafo 302.3.2(f)]. (d) Otros Materiales.
Valores de tensin bsica permisible a la temperatura para materiales
distintos a los materiales para pernos, hierro fundido, y hierro
maleable no deben exceder el menor de los siguientes: A00 (1) El
menor de un tercio de ST y un tercio de la resistencia a la tensin
a la temperatura; A00 (2) A excepcin de lo provisto en (3) ms
abajo, el menor de dos tercios de SY y dos tercios del lmite de
elasticidad a la temperatura; A00 (3) Para aceros inoxidables
austenticos y aleaciones de nquel con un comportamiento de
deformacin similar, el menor de dos tercios de SY y el 90% del
lmite de elasticidad a la temperatura [vea (e) ms abajo]; (4) 100%
de la tensin promedio para un rating de deformacin bajo carga de
0.01% por 1000 hrs; (5) 67% de la tensin promedio para ruptura al
final de las 100.000 hrs. (6) 80% de la tensin mnima para ruptura
al final de 100.000 hrs.
Traductora: Ana Mara Buchholz Mller ([email protected])
40
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(7) Para materiales de grado estructural, la tensin bsica
permisible debe ser 0.92 veces el valor ms bajo determinado en los
prrafos 302.3.2(d)(1) hasta (6). (8) En la aplicacin de estos
criterios, la lmite de elasticidad a temperatura ambiente se
considera como SYRY, y la resistencia a la tensin a temperatura
ambiente se considera como 1.1STRT. (e) Lmites de Aplicacin. No se
recomienda la aplicacin de valores de tensin determinados en
conformidad con el prrafo 302.3.2(d)(3) para uniones enflanchadas y
otros componentes en los cuales una leve deformacin puede causar
filtracin o mal funcionamiento. [Estos valores se muestran en
cursiva, o negrita, en la Tabla A-1, segn se explica en la Nota (4)
de las Tablas del Apndice A.] En su lugar, se debera utilizar un
75% del valor de tensin en la Tabla A-1, o dos tercios del lmite de
elasticidad a la temperatura mencionada en el Cdigo BPV, Seccin II,
Parte D, Tabla Y-1. (f) Materiales no mencionados. Para un material
que conforma el prrafo 323.1.2, la resistencia a la tensin
(elasticidad) a la temperatura debe ser derivada multiplicando la
resistencia a la tensin (elasticidad) promedio esperada a la
temperatura por la razn de ST(SY) dividido por la resistencia a la
tensin (yield) promedio esperada a temperatura ambiente.
302.3.3 Factor de Calidad de Fundicin EC. (a) General. Los
factores de calidad de fundicin EC definido en la presente debe ser
utilizado para componentes fundidos sin ratings de
presin-temperatura establecidos por estndares en la tabla 326.1.
(b) Factores de Calidad Bsicos. Se asigna un factor de calidad de
fundicin bsico EC de 1.00 (debido a la base de tensin permisible
conservadora) a las fundiciones de hierro plomo y maleable,
conforme a las especificaciones mencionadas. Se asigna un factor de
calidad de fundicin bsico EC de 0.80 a la mayora de los otros
metales, fundiciones estticas que conforman la especificacin de
materiales y han sido examinadas visualmente segn lo requerido por
MSS SP-55, Estndar de Calidad para Fundiciones de Acero para
Vlvulas, Flanges, Fittings y otros Componentes para Piping - Mtodo
Visual. SeTraductora: Ana Mara Buchholz Mller
([email protected]) 41
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
asigna un factor da calidad de fundicin de 0.80 a fundiciones
centrfugas que satisfacen los requerimientos de especificacin
solamente para anlisis qumico, ensayos de tensin, hidrostticos, de
aplastamiento y examen visual. Los factores de calidad de fundicin
bsicos son tabulados para las especificaciones mencionadas en la
Tabla A-1A. (c)Aumento de Factores de Calidad. Los factores de
calidad de fundicin pueden ser aumentados cuando se realizan
exmenes suplementarios en cada fundicin. La Tabla 302.3.3C
establece el aumento de factores de calidad de fundicin EC, los
cuales pueden ser utilizados para diferentes combinaciones de
exmenes suplementarios. La Tabla 302.3.3D establece los criterios
de aceptacin para los mtodos de examen especificados en las Notas
de la Tabla 302.3.3C. Los factores de calidad superiores a los
mostrados en la Tabla 302.3.3C no resultan de la combinacin de
ensayos 2 a y 2b, o 3a y 3b. En ningn caso debe el factor de
calidad exceder 1.00. Varias de las especificaciones en el Apndice
A requieren el maquinado de todas las superficies y/o ms de estos
exmenes suplementarios. En tales casos se muestra el aumento del
factor de calidad apropiado en la Tabla A-1A.
302.3.4 Factor de Calidad de Unin Soldada, Ej. (a) Factores de
Calidad Bsicos. Los factores de calidad de la unin soldada Ej
tabulados en la Tabla A-1B son factores bsicos para uniones
soldadas longitudinales espirales para componentes sometidos a
presin segn se muestra en la tabla 302.3.4. (b) Aumento de Factores
de Calidad. La Tabla 302.3.4 tambin indica factores de calidad de
unin superiores que pueden ser sustituidos por aquellos en la Tabla
A1B para ciertos tipos de soldaduras si se realizan exmenes
adicionales ms all de lo requerido por la especificacin del
producto.
302.3.5 Lmites de Tensiones Calculadas debidas a Cargas
Sostenidas y Deformaciones de Desplazamiento.
Traductora: Ana Mara Buchholz Mller ([email protected])
42
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(a) Tensiones de Presin Interna. Las tensiones debidas a presin
interior deben ser consideradas seguras cuando el espesor de pared
del componente de piping, incluyendo cualquier refuerzo, satisface
so requerimientos del prrafo 304. TABLA 302.3.3C4 AUMENTO FACTORES
DE CALIDAD, EC
Examen Suplementario en Conformidad con Nota(s) (1) (2)(a) o
(2)(b) (3)(a) o (3)(b) (1) y (2)(a) o (2)(b) (1) y (3)(a) o (3)(b)
(2)(a) o (2)(b) y (3)(a) o (3)(b)NOTAS:
Factor, EC 0.85 0.85 0.95 0.90 1.00 1.00
(1) Maquine todas las superficies a una terminacin de 6.3 m Ra
(250 pulg. Ra segn ASME B46.1), aumentando as la efectividad del
examen superficial. (2) (a) Examine todas las superficies de cada
pieza fundida (solamente material magntico) mediante el mtodo de
partculas magnticas en conformidad con ASTM E 709. Juzgue la
aceptabilidad en conformidad con MSS SP-53, utilizando fotografas
de referencia en ASTM E 125. (b) Examine todas las superficies de
cada pieza fundida mediante el mtodo de lquidos penetrantes, en
conformidad con ASTM E 165. Juzgue la aceptabilidad de las
imperfecciones y reparaciones con soldaduras en conformidad con la
Tabla 1 de MSS SP-53, utilizando ASTM E 125 como referencia para
las imperfecciones superficiales. (3)(a) Examine por completo
mediante ultrasonido cada pieza fundida en conformidad con ASTM E
114, aceptando una pieza fundida solamente si no existe evidencia
de defectos con profundidad superior a 5% del espesor de la pared.
(b) Radiografe completamente cada pieza fundida en conformidad con
ASTM E 142. Juzgue en conformidad con los niveles de aceptacin
establecidos en la tabla 302.3.3D. (4) Los ttulos de los estndares
referidos en esta Tabla son los siguientes:
ASTM E 114 Prctica para Ensayo Pulse-Echo Straight Beam mediante
Mtodo de Contacto. E 125 Fotografas de Referencia para Indicaciones
por Partculas
Traductora: Ana Mara Buchholz Mller ([email protected])
43
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de Proyectos
Magnticas en Fundiciones Ferrosas. E 142 Mtodo para controlar la
calidad de la Prueba Radiogrfica
ASME B31.3, Ed. 1999
E 165 Prctica para el Mtodo de Inspeccin por Lquidos Penetrantes
E 709 Prctica para Examen por Partculas Magnticas
ASME B46.1 Textura Superficial (Rugosidad Superficie, Ondulacin
y Direccin) MSS SP-53 Estndar de Calidad para Fundiciones de Acero
para Vlvulas, Flanges, Fittings y Otros Componentes de Piping Mtodo
de Examen mediante Partculas Magnticas
TABLA 302.3.3D1 NIVELES ACEPTABLES PARA FUNDICIONES
Espesor Material Examinado, T Acero T< 25mm (1 pulg) Acero
T> 25mm < 51 mm (2 pulg) Acero T> 51mm < 114 mm (4 1/2
pulg) Acero T> 114mm < 305 mm (12 pulg) Aluminio y magnesio
Cobre, Ni-Cu BronceNOTA:
Estndar Aplicable ASTM E 446
Nivel de Aceptacin (o Clase) 1
Discontinuidades Aceptables Tipos A,B,C
ASTM E 446
2
Tipos A,B,C
QSTM E 186
2
Categoras A,B,c
ASTM E 280
2
Categoras A,B,C Mostrado en radiografas de referencia Cdigos A,
B a, Bb Cdigos A y B
ASTM E 155 ASTM E 272 ASTM E 310
... 2 2
(1) Ttulos de estndares referidos en esta Tabla son los
siguientes: ASTM E 155 Radiografas de Referencia para la Inspeccin
de Fundiciones de Aluminio y Magnesio. Traductora: Ana Mara
Buchholz Mller ([email protected]) 44
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
E 186 Radiografas de Referencia para Fundiciones de Acero de
Paredes Gruesas [2 a 4 pulg (51 a 114 mm)] E 272 Radiografas de
Referencia para Fundiciones de Alta Resistencia con Base de Cobre y
Nquel-Cobre. E 280 Radiografas de Referencia para Fundiciones de
Acero de Paredes Gruesas [4-172 a 12 pulg (114 a 305 mm)]. E 310
Radiografas de Referencia para Fundiciones de Bronce al Estao E 446
Radiografas de Referencia para Fundiciones de Acero hasta 2
pulgadas (51 mm) de espesor.
Traductora: Ana Mara Buchholz Mller ([email protected])
45
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
TABLA 302.3.4 FACTOR DE CALIDAD DE UNIN SOLDADA LONGITUDINAL,
Ej
Traductora: Ana Mara Buchholz Mller ([email protected])
46
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(b) Tensiones de Presin Exterior. Las tensiones debidas a la
presin exterior deben ser consideradan seguran cuando el espesor de
pared del componente de piping, y su medio de rigidizacin,
satisface los requerimientos del prrafo 304. (c) Tensiones
Longitudinales SL. La suma de las tensiones longitudinales en
cualquier componente en un sistema de piping, debido a la presin,
peso y otras cargas sostenidas SL no deben exceder Sh en (d) ms
abajo. El espesor de caera utilizado para calcular SL debe
corresponder al espesor nominal T menos la permisividad mecnica, de
corrosin y erosin c, para el lugar en consideracin. Las cargas
debidas al peso deben basarse en el espesor nominal de todos los
componentes del sistema, salvo justificacin distinta en un anlisis
ms riguroso. (d) Rango de Tensin de Desplazamiento Permisible SA.
El rango de tensin de desplazamiento calculado SE en un sistema de
piping (vea el prrafo 319.4.4) no debe exceder el rango de tensin
de desplazamiento permisible SA (vea los prrafos 319.2.3 y 319.3.4)
calculado mediante la ecuacin (1 a):
SA =f (1.25SC + 0.25Sh)
(1 a)
Cuando Sh es superior a SL, la diferencia entre ellos puede ser
sumada al trmino 0.25Sh en la Ecuacin (1 a). En ese caso, el rango
de tensin permisible se calcula mediante la Ecuacin (1b):
SA = f [1.25(SC + Sh)-SL] En las Ecuaciones (1 a) y (1b):
(1b)
SC = tensin3 bsica permisible a temperatura mnima del metal
esperada durante el ciclo de desplazamiento bajo anlisis Sh =
tensin3 bsica permisible a temperatura mxima del metal esperada
durante el ciclo de desplazamiento bajo anlisis. f = factor4 de
reduccin de rango de tensin de la Tabla 302.3.5, o calculado
mediante la Ecuacin (1c)5.Traductora: Ana Mara Buchholz Mller
([email protected]) 47
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
TABLA 302.3.5 FACTORES DE REDUCCIN DE RANGO DE TENSIN, fCiclos,
N 7000 y menos Sobre 7000 hasta 14000 Sobre 14000 hasta 22000 Sobre
22000 hasta 45000 Sobre 45000 hasta 100000 Sobre 100000 hasta
200000 Sobre 200000 hasta 700000 Sobre 700000 hasta 2000000 Factor,
f 1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3
f = 6.0 (N ) -0.2 0.385, el clculo del espesor para la presin de
diseo para caera recta requiere la consideracin de factores tales
como teora de la falla, efectos de fatiga y tensin trmica. 304.1.3
Caera Recta bajo Presin Exterior. Para determinar los
requerimientos de espesor de pared y de rigidez para caeras rectas
bajo presin exterior, se debe seguir el procedimiento descrito en
el Cdigo BPV, Seccin VIII, Divisin 1, UG-28 hasta UG-30, utilizando
como longitud de diseo L la longitud del eje de simetra entre
cualquier par de secciones rigidizadas en conformidad con UG-29.
Como excepcin, para la caera con Do/t < 10, el valor de S a
utilizar en la
Traductora: Ana Mara Buchholz Mller ([email protected])
52
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
determinacin de Pa2 debe ser el menor de los siguientes valores
para material de caera a temperatura de diseo. (a) 1.5 veces el
valor de tensin de la Tabla A-1 de este Cdigo; (b) 0.9 veces el
lmite de elasticidad tabulado en la Seccin II, Parte D, Tabla Y-1
para los materiales mencionados. El smbolo Do en la Seccin VIII es
equivalente a D en este Cdigo.)
Traductora: Ana Mara Buchholz Mller ([email protected])
53
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
304.2 Segmentos Curvos de Caera y en Casquetes A00 304.2.1
Curvas de Caeras. El espesor mnimo requerido tm de una curva,
despus del doblado, en su forma terminada, debe ser determinado
en conformidad con la Ec (2) y la Ec. (3c):
PD t = -----------------2[(SE/I) + PY]
(3c)
en donde en el intrads (radio interior de curva) 4(R1ID) - 1 I =
------------------------4(R1ID) - 2 y en el extrads (radio exterior
de curva)
(3d)
4(R1ID) + 1 I = ----------------------------4(R1ID) + 1
(3e)
y en la pared lateral en el radio del eje de simetra de la
curva, I = 1.0. R1 = radio de curva de codo soldado o curva de
caera Las variaciones del espesor desde el intrads al extrads y a
lo largo de la longitud de la curva debe ser gradual. Los
requerimientos de espesor son aplicables en la mitad de la curva,
/2, en el intrads, extrads y radio de eje de simetra de la curva.
El espesor mnimo en las tangentes de los extremos no debe ser
inferior a los requerimientos del prrafo 304.1 para caera recta
(vea la Fig. 304.2.1).
304.2.2 Codos. Los codos manufacturados no conformes al prrafo
303 deben ser calificados segn se requiere en el prrafo 304.7.2, o
designados en conformidad con el prrafo 304.2.1.Traductora: Ana
Mara Buchholz Mller ([email protected]) 54
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
304.2.3 Curvas en Casquetes. Un desalineamiento (offset) de 3
grados, o menos, (ngulo en la Fig. 304.2.3) no requiere
consideraciones de diseo como una curva en casquetes. Ms abajo, en
(a) y (b), se entregan mtodos aceptables para la presin de diseo de
curvas en casquetes mltiples y nicos. (a) Curvas en Casquetes
Mltiples. La presin interior mxima permisible debe ser el menor de
los valores calculados con las Ecs. (4 a) y (4b). estas ecuaciones
no son aplicables cuando excede 22.5 grados.
SE(T-c) T-c Pm = -----------------
-------------------------------------------r2 (T-c) + 0.643 tan r2
(T -c) SE(T-c) R1 r2 Pm = ----------------- -------------------r2
R1 0.5r2
(4 a)
(4 a)
(b) Curvas de Casquete nico. (1) La presin interior mxima
permisible para una curva de casquete nico con un ngulo no superior
a 22.5 grados debe ser calculada mediante la Ec. (4 a). (2) La
presin interior mxima permisible para una curva de casquete nico
con un ngulo superior a 22.5 grados debe ser calculada mediante la
Ec. (4c):
(c) El espesor de la pared de la caera en casquete T utilizado
en las Ecs. (4 a), (4b) y (4c) debe extenderse una distancia no
inferior a M desde la bifurcacin interior de las soldaduras
mitreadas en donde M = el mayor de 2.5(r2T)0.5 o tan (R1 r2)
Traductora: Ana Mara Buchholz Mller ([email protected])
55
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
La longitud del ahusado en el extremo de la caera mitreada puede
ser incluida en la distancia M. (d) Se utiliza la siguiente
nomenclatura en las Ecs. (4 a), (4b) y (4c) para la presin de diseo
de las curvas en casquetes: c = igual a lo definido en el prrafo
304.1.1 E = igual a lo definido en el prrafo 304.1.1 Pm = presin
interior mxima permisible para curvas en casquetes r2 = radio
efectivo de curva en casquetes, definido como la distancia ms corta
desde el eje de simetra a la interseccin de los planos de juntas
mitreadas adyacentes S = igual a lo definido en el prrafo 304.1.1 T
= espesor de pared de caera en casquetes (medido o mnimo segn
especificacin de compra) = ngulo de corte en casquetes = ngulo de
cambio de direccin en junta mitreada = 2 Para cumplir con este
Cdigo, el valor de R1 no debe ser inferior al entregado por al Ec.
(5): A D Ri = ----------- + ------Tan 2 (5)
En donde A tiene los siguientes valores empricos: (1) para
unidades mtricas SI
Traductora: Ana Mara Buchholz Mller ([email protected])
56
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
(2) para unidades acostumbradas U.S.:
304.2.4 Segmentos Curvos y
en casquetes de Caeras bajo Presin
Exterior. El espesor de pared de segmentos curvos y en casquetes
de caeras sujetas a presin exterior puede determinarse segn lo
especificado para caeras rectas en el prrafo 304.1.3.
Traductora: Ana Mara Buchholz Mller ([email protected])
57
PETROX S.A. REFINERA DE PETRLEO Divisin Ingeniera de
Proyectos
ASME B31.3, Ed. 1999
304.3 Conexiones de Arranques 304.3.1 General (a) A excepcin de
lo provisto en (b) ms abajo, los requerimientos en los prrafos
304.3.2 hasta 304.3.4 son aplicables a conexiones de arranques
realizados en conformidad con los siguientes mtodos: (1) fittings
(Ts, salidas extruidas, fittings en salidas de arranques segn MSS
SP-97, laterales, cruces): (2) fittings forjados o fundidos en
conexiones de arranques no mencionados (vea prrafo 300.2) y
acoplamientos no superiores a DN 80 (NPS 3), unidos a la caera
principal mediante soldadura; (3) soldadura de la caera de arranque
directamente a la caera principal, con, o sin, adicin de refuerzo,
segn se describe en el prrafo 328.5.4. (b) Las reglas en los
prrafos 304.3.2 hasta 304.3.4 corresponden a
requerimientos mnimos, vlidas solamente para conexiones de
arranques en las cuales (utilizando la nomenclatura de la Fig.
304.3.3): (1) la razn del dimetro-espesor de la caera principal
(Dh/Th) es inferior a 100 y la razn de dimetro del arranque-caera
principal (Db/Dh) no es superior a 1.0; (2) para una caera
principal con (Dh/Th) > 100, el dimetro del arranque Db es
inferior a la mitad del dimetro Dh de la caera principal. (3) el
ngulo es de al menos 45 grados; (4) el eje del arranque intersecta
el eje de la caera principal. (c) Cuando no se satisfacen las
























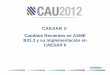


![B31.3 ASME Rev. 2012 [Modo de Compatibilidad]](https://img.pdfslide.tips/doc/110x75/563db8ee550346aa9a98583f/b313-asme-rev-2012-modo-de-compatibilidad.jpg)

