Embed Size (px)
Citation preview

Tema: ASME-Sección IX.
Por: Ing. Luis Chiara.

ASME-SECCIÓN IX.A
SM
E-S
EC
CIÓ
N I
X.
PARTE QW: SOLDADURA
ARTICULO I: Requerimientos generales de soldadura.
ARTICULO II: Calificación de procedimiento de soldadura (WPS)
ARTICULO III: Calificación de soldadores.
ARTICULO IV:Datos de soldadura, se define las variables de soldadura.
ARTICULO V: Estándar de las calificaciones del procedimiento de soldadura. (SWPSs)
PARTE QB: SOLDADURA FUERTE Y BLANDA Ver índice para mayor detalle

ALCANCES DEL ASME IX
�Preparación de procedimientos de soldadura.�Calificación de soldadores, operadores de soldadura.
�Para todos los tipos de procesos de soldadura, manual y mecanizado.

INTRODUCCION
�La Sección IX , es un código de calificación , requiere de un código de construcción para ser completo.
�Puede utilizar– API 650– ASME B31.3– ASME B31.4

QW (WELDING)
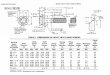
QW-461.1. Posición de soldadura. Soldadura a tope.
GENERAL NOTE: The horizontal reference plane is taken to lie always below the weld under consideration.Inclination of axis is measured from the horizontal reference plane toward the vertical.Angle of rotation of face is measured from a line perpendicular to the axis of the weld and lying in a vertical plane containing this axis. Thereference position (0 deg) of rotation of the face invariably points in the direction opposite to that in which the axis angle increases. The angleof rotation of the face of weld is measured in a clockwise direction from this reference position (0 deg) when looking at point P.

QW (WELDING)
QW-461.2 Posición de soldadura- Soldadura en filete.

� Términos y definiciones en QW-492, en conformidad con AWS A3.0.POSICIONES DE PRUEBA PARA SOLDADURA RANURADA.
� Las posiciones de calificación para planchas, ver QW-461-3.� Las posiciones de calificación para tubos, ver QW-461.4.
ARTICULO I: Requerimientos generales de soldadura.

POSICIONES DE PRUEBA PARA SOLDADURA EN FILETE.� Las posiciones de calificación para planchas, ver QW-461-5.� Las posiciones de calificación para tubos, ver QW-461.6.
ARTICULO I: Requerimientos generales de soldadura.

TIPOS Y PRUEBAS DE CALIFICACIÓN �Ver QW-141 (pag. 3), donde se describen:
� Tensión.� Doblez.� Filete.� Tenacidad.� Stud.
�Un prueba de NDT (RT) puede reemplazar a un examen de mecánico (QW-141) para calificar a un soldador en soldadura ranurada, conforme a QW-304, u operadores de soldadura conforme QW-305.
EXAMEN VISUAL.�Revisar QW-194
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE TENSIÓN.� El espécimen conforme lo ilustrado en QW-462.1, cumpliendo con los
requerimientos de QW-153.� Sección reducida para placas Ver QW-151.1.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE TENSIÓN.� Sección reducida para tubería QW-151.1, para Diam.Exter. >3 pulgadas.� Revisar QW-150 para mayores detalles.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE TENSIÓN.� Sección reducida para tubería QW-151.1(c), para Diam.Exter. <3 pulgadas.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE TENSIÓN.� Sección reducida para tubería QW-151.1(e), para Diam.Exter. <3 pulgadas.
ARTICULO I: Requerimientos generales de soldadura.

QW-153: CRITERIOS DE ACEPTACIÓN PARA PRUEBAS DE TENSIÓN.
�El mínimo de tensión de rotura especificado para el material base
�El mínimo del más débil de dos, cuando los materiales base son de diferentes tensiones de rotura, ó
�El mínimo del metal de soldadura, cuando se especifica que el metal de soldadura tendrá valores menores al metal base a temperatura ambiente.
�Si la probeta rompe en el metal base fuera de la línea de fusión, el ensayo deberá ser aceptado si cumple con el requerimiento, previniendo que la tensión no es más de 5% debajo de los valores especificados de tensión de rotura del metal base.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE DOBLES GUIADO QW-160.�QW-161.1 Doblez de lado, conforme a QW-462.2.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE DOBLES GUIADO QW-160.�QW-161.2 Dobles transversal de cara y raíz, conforme a QW-
462.3(a).
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE DOBLES GUIADO QW-160.�Pruebas de doblez longitudinal, ver QW-161.5, 161.6, 161.7,
conforme a las dimensiones del QW-462.3(b).
ARTICULO I: Requerimientos generales de soldadura.

QW-163: CRITERIOS DE ACEPTACIÓN PARA DOBLEZ GUIADO.�Se analiza la zona dobla que la ZAC y cordón.�No se aceptan falta de fusión o fisuras mayores a 3mm en
cualquier dirección.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE TENACIDAD QW-170� Se harán las pruebas de Charpy cuando lo requieran otras
secciones, y se adicionan a las variables esenciales para cada procedimiento de soldadura.
� Los criterios de aceptación esta de acuerdo a la sección que lo requiera.
� El procedimiento de ensayo y los aparatos deberán satisfacer los requerimientos de la Norma SA 370.
ARTICULO I: Requerimientos generales de soldadura.

PRUEBAS DE SOLDADURA CON FILETE.� Para la calificación procedimiento
� Que requiere en QW-202 conformo lo requerido en QW-462.4(a) ó QW-462.4(d), pag. 163.
� Luego los especímenes extraídos se someterán a macro ataqué según lo requerido en QW-183.
ARTICULO I: Requerimientos generales de soldadura.

� El examen visual de las secciones rectas del metal de soldadura y de la zona afectada por el calor mostrará fusión completa y libre de grietas;
� y Habrá no más de 1/8 pulg. de diferencia en la longitud de las piernas del filete.
ARTICULO I: Requerimientos generales de soldadura.
PRUEBAS DE SOLDADURA CON FILETE.�Para la calificación procedimiento.
CRITERIOS DE ACEPTACIÓN.

PRUEBAS DE SOLDADURA CON FILETE.� Para la calificación de soldadores.
� Conforme lo requerido por QW-462.4(b). o QW-462.4(c).� Para soldadura filete plancha-plancha, tubo-plancha, tubo-tubo, se extraerán
dos muestras uno para fractura según QW-182 y el otro para macroataque según QW-184.
� Para 5F en plancha-tubo o tubo-tubo extraer según QW-463.2(h)
ARTICULO I: Requerimientos generales de soldadura.

� El examen visual de las secciones rectas del metal de soldadura y de la zona afectada por el calor mostrará fusión completa y libre de grietas.
� Se aceptan grietas menores a 1/32’’ en la raíz.� La soldadura no tendrá una concavidad o convexidad
mayor que 1/16 pulg.; y� Habrá no más de 1/8 pulg. de diferencia en las
longitudes de las piernas del filete.
ARTICULO I: Requerimientos generales de soldadura.
PRUEBAS DE SOLDADURA CON FILETE.�Para la calificación soldadores.
CRITERIOS DE ACEPTACIÓN.

WPS�Documento escrito que contiene parámetros de soldadura.�Contenido:
�contiene todas las variables esenciales.�Las no esenciales si es necesario. �Variables esenciales complementario para el proceso de soldadura utilizados
en las WPS. Estas variables se muestran en QW-250.
�Cambios en el WPS: Si modificamos las variables esenciales el será necesario una recalificación del procedimiento, así como del soldador, lo cual no ocurre al modificar las variables no esenciales y complementarias
ARTICULO II: Calificaciones de procedimientos de soldar.

PQR�PQR: Es un registro de valores registrados durante la
calificación del procedimiento.�También contiene los resultados de las pruebas
de las muestras analizadas.�Variables registradas normalmente caen
dentro de una rango pequeño de las variables reales que se usado en la soldadura de producción.
�Normalmente los rangos de las variables registradasson pequeñas.
�Contenido: � Todas la variables esenciales.
ARTICULO II: Calificaciones de procedimientos de soldar.

PQR�Contenido:
� Todas la variables esenciales.�Si es requerido las variales suplementarias se añaden a al
documento.�Variables que fueron usadas durante la soldadura de la probeta.� Los resultados de pruebas de tensión, doblez, macroataque(si lo
requiere). Que cumplen con la ASME-IX.�Si se aplican mas de un proceso de soldadura se debe registrar
los espesores depositados por cada proceso esto por se una variable esencial el espesor del metal depositado.
�Cambios.�Cualquier cambio en las variables esenciales requieren de
recalificación.�No existe un formato obligatorio.
ARTICULO II: Calificaciones de procedimientos de soldar.

ARTICULO II: Calificaciones de procedimientos de soldar.
Variables de Soldadura: QW-250.Así como esta tabla para SMAW, también es para los demás procesos

ARTICULO II: Calificaciones de procedimientos de soldar.
Variables

tipos de pruebas requeridas� Pruebas mecánicas QW-202.1; tipo y número de especímenes se
indican en QW-451.1, soldadura a tope, dobles transversal
ARTICULO II: Calificaciones de procedimientos de soldar.

Tipo y Número de pruebas requeridas.� Pruebas mecánicas QW-202.1; tipo y número de especímenes se
indican en QW-451.2, soldadura a tope, dobles longitudinal
ARTICULO II: Calificaciones de procedimientos de soldar.

Extracción de las probetas QW-463
ARTICULO II: Calificaciones de procedimientos de soldar.

Extracción de las probetas QW-463
ARTICULO II: Calificaciones de procedimientos de soldar.

Extracción de las probetas QW-463
ARTICULO II: Calificaciones de procedimientos de soldar.
Espesor <10mm Espesor >10mm

P-NumberAgrupa MaterialBase
ARTICULO II: Calificaciones de procedimientos de soldar.

F-Number.Agrupa Electrodos
ARTICULO II: Calificaciones de procedimientos de soldar.

A-Number.ComposiciónQuímicaDel Metal de Soldadura
ARTICULO II: Calificaciones de procedimientos de soldar.