Embed Size (px)
DESCRIPTION
for everything
Citation preview

Pencucian 1
Sampling dan penimbangan 1
Penimbangan 2
Pemotongan kepala
Pencucian 2
penimbangan 3
Sortasi awal
Final check
Penimbangan
Kupas kulit dan Belah
Pencucian 3
Penimbangan
perendaman
Penimbangan
Penyusunan
Penambahan air
pembekuan
Penggelasa
Metal detector
pengemasa
Penyimpanan
Stuffing/Ekspor
54
HASIL DAN PEMBAHASAN
Udang kupas mentah beku Peeled and Deveined merupakan salah satu
produk pengolahan udang kupas mentah beku yang diproduksi di PT. 1368.
Pengolahan udang dengan bahan baku udang vannamei yang berasal dari tambak
milik sendiri. Bahan baku udang ini berasal dari tambak didaerah Lumajang,
Situbondo, Tuban, Gresik, Kendal, Blimbing sari dan Bali.
Menurut SNI udang kupas mentah beku SNI 01-3457.1-2006 udang kupas
mentah beku adalah produk olahan hasil perikanan dengan bahan baku udang
segar yang mengalami perlakuan sebagai berikut : penerimaan bahan baku,
pencucian 1, pemotongan kepala, pengupasan, pencucian 2, sortasi, penimbangan,
pembelahan, pencucian 3, penyusunan, pembekuan, penggelasan, pengepakan,
pelabelan, dan penyimpanan. Proses pengolahan udang kupas mentah beku di
PT.1368, dimulai dari penerimaan bahan baku, pencucian 1, sampling,
penimbangan 1, pemotongan kepala, pencucian 2, sortasi, kupas kulit, cabut usus,
pencucian 3, perendaman, penyusunan di conveyor, pembekuan, penimbangan,
glassing, metal detector, pengemasan, penyimpanan beku, stuffing, dan ekspor.
5.1. Proses Pengolahan PND Block Frozen
Penerimaan bahan baku
Gambar 2. Alur proses pengolahan PND Block Frozen

55
5.1.1.Penerimaan bahan baku
Udang yang digunakan sebagai bahan baku dalam proses produksi di
PT.1368 berasal dari tambak milik perusahaan sendiri, membeli ke suplier,
ataupun dibeli secara langsung ke petambak oleh perusahaan. Untuk data dan
jumlah bahan baku dapat dilihat pada Lampiran 1.
Bahan baku dibawa oleh suplier dengan menggunakan truk yang dilengkapi
dengan box fiber glass yang kedap air dan berisikan air dan es sehingga suhu
udang yang ada dalam box dapat dipertahankan dibawah 50C.
Penerimaan bahan baku dilakukan diruangan penerimaan yang berbeda dari
ruang proses dan terhubung melalui jendela. Kegiatan diruang penerimaan yaitu :
pembongkaran, pencucian 1, sampling dan penimbangan.
Udang yang datang ditangani dengan baik dan hati-hati. Menurut
Moelyanto 1992, setelah bahan baku datang langsung dilakukan persiapan untuk
proses pembongkaran yang harus dilakukan secara cepat dan hati-hati untuk
mencegah suhu udang naik karena pada suhu yang lebih tinggi pembusukan akan
berjalan cepat.
Udang yang telah dimasukkan kedalam keranjang kemudian diturunkan dari
truk melalui besi peluncur untuk masuk keruang penerimaan melalui pintu jendela
yang diberi plastic curtain. Proses penerimaan bahan baku dapat dilihat pada
Gambar 2.
Gambar3. Proses penerimaan bahan
baku
Setelah udang masuk diruang penerimaan dilakukan pencucian 1 dengan
cara mencelupkan keranjang kedalam bak fiberglass yang berisi air dingin

56
berulang-ulang kali. Pencucian 1 bertujuan untuk menghilangkan kotoran-
kotoran, lumpur dan benda asing yang masih menempel pada udang. Air pada
bak pencucian diganti setiap pencucian 1 jam agar kondisi air tetap hygiene.
Setelah itu udang ditiriskan dan disampling (pengecekkan size).
Sampling dilakukan dengan cara mengambil beberapa udang dari setiap
keranjang, kemudian ditimbang sejumlah 1 Kg dan dihitung jumlahnya.
Sampling bertujuan untuk menetukan hasil timbangan, ukuran size dan mutu
udang. Sampling juga dipakai untuk pengujian mikrobiologi dan antibiotik yang
dilakukan secara internal di laboratorium milik perusahaan sendiri. Setelah
dilakukan sampling kemudian dilakukan penimbangan pembelian. Penimbangan
ini dilakukan dengan cara menimbang setiap 40 kg udang untuk 2 buah keranjang.
Penimbangan ini bertujuan untuk mengetahui berapa banyak udang yang diterima
perusahaan dan menetukan harga udang. Serta meyakinkan kepada suplier jumlah
bahan baku yang masuk. Hasil dari seluruh penimbangan kemudian dicocokkan
dengan nota timbang dan tanda terima yang berasal dari staf pembeli. Antara
berat udang dari tambak dengan berat pembongkaran hanya boleh selisih minimal
7 % kenaikan udang disebabkan karena air yang diserap udang yang berasal dari
es yang mencair selama pengangkutan. Proses sampling dapat dilihat pada
Gambar 3.
Gambar 4. Sampling
5.1.2.Pemotongan kepala (Deheading)

57
Udang yang telah ditimbang dan disampling masuk ke ruang poses. Udang
masuk ke ruang pemotongan kepala melalui pintu masuk kecil yang diberi plastik
curtain. Tahapan proses pemotongan kepala diawali dengan penimbangan pada
setiap keranjang, yang bertujuan untuk mencocokkan jumlah udang yang masuk
keruangan pemotongan kepala dan untuk mengetahui rendemen udang setelah
dilakukan pemotongan kepala. Udang tersebut kemudian diangkut kemeja
pemotongan kepala.
Pemotongan kepala dilakukan secara manual dengan cara mematahkan
kepala dari batas kelopak penutup kepala hingga leher. Pemotongan kepala harus
dilakukan dengan cepat, cermat, dan hati-hati, hal ini sudah sesuai dengan
petunjuk pada teknik penanganan dan pengolahan pada SNI 01-3457.3-2006.
Pemotongan kepala tidak terlalu pendek dan tidak terlalu panjang. Panjang genjer
juga harus sesuai agar rendemen yang dihasilkan tidak menyusut. Pada proses
pemotongan kepala ini diharapkan rendemen berkisar antara 68 - 70%, sudah ada
ketentuan dari perusahaan mengenai cara pemotongan kepala yang benar.
Penerapan rantai dingin pada proses pemotongan kepala dilakukan dengan
memberikan es curah pada udang yang akan dan telah dipotong kepalanya. Proses
pemotongan kepala dapat dilihat pada Gambar 4.
Gambar 5. Proses pemotongan kepala
5.1.3.Pencucian II
Pencucian yang bertujuan untuk membuang lendir dan kotoran yang
menjadi sumber kontaminasi bakteri dan membersihkan kotoran dari kepala
udang yang masih menempel pada badan udang. Pencucian dilakukan dengan
mesin pembersih (washing tank). Pencucian menggunakan air dingin bersuhu

58
<50C yang mengalir.Menurut Hadiwiyoto (1993), air pencucian harus dalam
keadaan dingin bersuhu 0-60C, setiap kali pencucian air dalam bak diganti atau
didalam bak dialirkan air bersih dan dingin secara terus menerus. Mesin
pencucian udang dapat dilihat pada Gambar 5.
Gambar 6. Mesin pencuci udang
5.1.4.Penimbangan III
Penimbangan ini bertujuan untuk menentukan berat udang yang dhasilkan
tiap meja pemotongan kepala sehingga dapat diketahui rendemen dari HO ke HL
dan digunakan untuk menentukan upah karyawan borongan bagian pemotongan
kepala udang. Penimbangan dilakukan secara higienis menggunakan timbangan
yang tidak berkarat (SNI 01-3457.3-2006).
5.1.5.Sortasi awal
Udang dipindahkan dari keranjang ke meja sortasi. Penyortiran dilakukan
secara manual oleh karyawan yang telah berpengalaman secara cepat dan cermat.
Pada tahap ini udang ditumpuk diatas meja dan ditambahkan es curah, lalu udang
dipisahkan menurut ukuran. Selain untuk memisahkan udang berdasarkan kriteria
ukuran udang yang telah dientukan, juga untuk mempertahankan mutu dan
keseragaman ukuran udang.
Udang yang telah disortasi dikumpulkan dalam keranjang lalu direndam
dalam air dingin dengan suhu < 5oC pada bagian depan sisi meja, dan diatas udang
diberi es curah. Dan untuk udang yang kurang baik ditempatkan pada keranjang
tersendiri. Untuk mengetahui size dilakukan dengan cara mengambil sampel hasil
sortasi seberat 454 gr (1 lbs) dan dilanjutkan dengan menghitung jumlah udang

59
tersebut, bila jumlah sesuai dengan standar yang ditentukan, berarti tahap sortasi
awal dinyatakan benar. Proses sortasi awal dapat dilihat pada Gambar 6.
Gambar 7.Proses sortasi awal
5.1.6.Sortasi akhir (final check)
Sortasi akhir dilakukan oleh karyawan berpengalaman secara cepat, cermat,
dan hati-hati dengan cara memisahkan kembali udang yang telah disortasi awal
sehingga didapatkan size sesuai rencana produksi. Penentuan size sesuai dengan
permintaan buyer dengan cara menimbang sebanyak 454 gr (1 lbs) dan dihitung
jumlah udangnya. Apabila ukuran udang belum sesuai maka dilakukan
pemisahan kembali antara udang yang kecil dan besar pada tiap keranjang sampai
didapat size yang sesuai.
Sortasi ini dilakukan untuk mengoreksi dan memastikan bahwa udang
yang telah dipisahkan pada tahap sortasi awal telah sesuai dengan ketentuan serta
memisahkan udang sesuai dengan tingkat mutu untuk menentukan arahan tahap
produksi selanjutnya. Final check dapat dilihat pada Gambar 7.

60
Gambar 8. Final check
5.1.7.Pengupasan kulit (peeled) dan pembelahan (deveined)
Pengupasan kulit udang dilakukan dengan dua cara yaitu secara manual
menggunakan tangan dan menggunakan alat bantu berbentuk kuku, yang terbuat
dari bahan stainless steel yang digunakan pada ibu jari tangan kanan. Cara
pengupasan kulit udang yaitu dengan memegang udang pada bagian ruas keenam
dan ekor, kemudian ruas 1, 2, dan 3 dikupas dari arah bawah keatas secara
melingkar hingga terkupas, setelah itu dilakukan penguapasan pada ruas ke 4, 5,
6, dan ekor hingga tersisa bentuk udang tanpa kulit dan ekor.
Untuk pembelahan udang harus dilakukan dengan hati-hati dan harus
memiliki keterampilan yang cukup karena hasilnya sangat menentukan nilai harga
nantinya karena jenis produk ini merupakan permintaan dari buyer. Proses
pembelahan menggunakan alat seperti pisau tajam yang terbuat dari stailess,
udang dibelah punggungnya dari ruas ke dua sampai ruas kelima dan ambil usus
yang berada di sepanjang punggung udang. Untuk pembelahan jangan sampai
merusak daging udang. Proses pengupasan dan pembelahan telah sesuai dengan
SNI 01-3457.3-2006 petunjuk penanganan dan pengolahan udang kupas mentah
beku, udang yang telah dikupas dilakukan pembelahan dengan cara udang dibelah
dibagian punggung dengan menggunakan pisau, proses pengolahan dilakukan
secara cermat, cepat, dan saniter untuk mempertahankan suhu pusat produk
minimal 50C.
Udang yang telah dikupas dan dibelah tersebut dikumpulkan dalam satu
keranjang besar untuk dibawa kebagian penimbangan, untuk mengetahui berapa
upah bagi karyawan borongan bagian kupas dan belah. Limbah kulit
dikumpulkan dalam keranjang besar dan dibawa ke ruangan pembuangan limbah
setiap 5 menit sekali untuk menghindari pencemaran bau diruangan proses, oleh
petugas sanitasi.

61
Hasil pengupasan dan pembelahan diletakan pada keranjang yang berisi air
dingin yang ditambahkan es agar suhu udang bertahan <5oC. Di PT. 1368 tahap
pengupasan dan pembelahan ini disebut dengan tahap value added, maksudnya
adalah udang yang mutunya kurang baik melalui tahap ini dapat ditingkatkan
mutunya. Proses pengupasan kulit dan cabut usus dapat dilihat pada Gambar 8.
Gambar 9. Kupas kulit dan cabut usus
5.1.8.Pencucian III
Pencucian ini bertujuan untuk membersihkan udang dari kotoran sisa
pengupasan kulit udang, mengurangi kontaminasi bakteri dan memperlambat
kemunduran mutu udang. Pencucian pada tahap ini dilakukan dengan cara
merendam keranjang yang berisi udang kedalam bak yang berisi air dingin
bersuhu <5oC. Air pencucian diganti setiap 1 jam sekali bertujuan untuk
mencegah kontaminasi silang dari air tehadap produk.
Menurut Hadiwiyoto (1993), air pencucian harus dalam keadaan dingin
bersuhu 0-60C, setiap kali pencucian air dalam bak diganti atau didalam bak
dialirkan air bersih dan dingin secara terus menerus.
5.1.9.Penimbangan IV
Penimbangan dilakukan setelah pencucian dan penirisan. Penimbangan ini
bertujuan untuk mengetahui jumlah produk sesuai dengan jumlah yang
ditargetkan, dan untuk mengetahui upah karyawan borongan. Penimbangan ini
juga bertujuan untuk mengetahui jumlah lot udang yang telah diproses dan jumlah
lot udang yang berada ditampungan. Penampungan dilakukan apabila bahan baku
melebihi kapasitas produksi atau melebihi kapasitas jam kerja.

62
Penimbangan harus dilakukan secara higienis menggunakan timbangan
yang tidak berkarat. Timbangan harus selalu dikalibrasi untuk menjaga ketetapan
penimbangan (Purwaningsih, 1995).
5.1.10. Perendaman (Soaking)
Untuk jenis produk udang Peeled and Deveined ada dua macam produk
yaitu Pnd Treatment, dan PnD Untreatment. Untuk produk PnD Treatment
dilakukan perendaman/soaking, ini tergantung dari permintaan buyer.
Perendaman dilakukan setelah proses pencucian, untuk memastikan udang bebas
dari kotoran sebelum dilakukan perendaman. Bahan tambahan yang digunakan
sebanyak 2,5-3,5% dari keseluruhan jumlah larutan. Perendaman menggunakan
bahan-bahan yang terdiri dari phospat yaitu STPP (Sodyum Tripolyposphat), dan
nonphospat yaitu Sphring 1. Dengan perbandingan posphat 60-70% dan
nonposphat 30-40%. Sedangkan perbandingan larutan dan udang adalah 1,5 :1,
dengan 150 larutan dan 100 kg udang.
Perendaman dilakukan untuk menambah berat, memperbaiki tekstur, warna
dan kekenyalan yang lebih baik. Perendaman dilakukan selama 1-3 jam
tergantung permintaan buyer. Perendaman dilakukan untuk mendapatkan ukuran
yang diinginkan. Biasanya setelah perendaman berat udang biasanya bertambah
sekitar 5-10%. Perendaman dilakukan dalam alat berbentuk tabung terbuka yang
diberikan besi pemutar yang terus menerus berputar untuk mengaduk agar
memastikan larutan tersebar merata pada seluruh udang.
5.1.11. Penimbangan V
Penimbangan ini dilakukan secara cepat dan hati-hati, penimbangan ini
bertujuan untuk mengukur berat udang per pan, biasanya udang setelah dtreatmen
ditiriskan selama 3 menit kemudian ditimbang seberat 4 lbs (1816-1820) atau 900
gr tergantung permintaan buyer.
Penimbangan harus dilakukan secara higienis menggunakan timbangan
yang tidak berkarat. Timbangan harus selalu dikalibrasi untuk menjaga ketetapan
penimbangan (Purwaningsih, 1995).
5.1.12. Penyusunan

63
Pada tahap penyusunan udang disusun dalam inner pan dengan
menggunakan tangan (manual) sesuai jenis, ukuran dan permintaan pasar.
Metode penyusunan udang ini dilakukan secara berlawanan arah. Setelah udang
disusun, permukaannnya ditekan dengan plate stainless berlubang untuk
meratakan permukaan udang agar terlihat rapi.
Menurut Purwaningsih (1995), penyusunan Head-less dalam pan pembeku
adalah penyusunan udang dengan metode ekor akan bertemu ekor dan potongan
kepala menghadap kesamping. Pada tahapan ini suhu pusat udang rata-rata 2,70C
Penyusunan udang dalam pan pembekuan dapatdilihat pada Gambar 9.
Gambar 10. Penyusunan udang dalam Inner pan
5.1.13. Pembekuan
Sebelum dibekukan produk dalam pan pembekuan disiram dengan air
dingin dengan suhu rata-rata 10C hingga pan terisi penuh dan diletakkan dalam
long pan. Tujuan dari pemberian media air es ini adalah membekukan produk
hingga mencapai suhu pusat maksimal -180C secara cepat dan tidak
mengakibatkan pengeringan terhadap produk.
Setelah itu dilakukan pembekuan dengan menggunakan Contact Plate
Freezer (CPF). Sebelum long pan diletakkan pada CPF, terlebih dahulu rak-rak
dibersihkan dengan penyemprotan air. Setelah melakukan pembersihan maka
long pan dimasukkan kedalam CPF, dimana 1 long pan terdapat 6 inner pan.
Pembekuan dilakukan dalam CPF dengan suhu -200C, selama 2,5-3 jam.

64
Pembekuan yang dilakukan di PT. 1368 telah dilakukan cukup baik, dimana
pembekuan berjalan dengan cepat, sehingga kristal es yang terbentuk berukuran
kecil dan kerusakan fisik pada udang akibat pembekuan dapat dicegah sekecil
mungkin. Menurut Murniyati dan Sunarman (2000), makin kecil ukuran kriatal es
yang terbentuk yaitu jika dibekukan dengan cepat diyakini bahwa ini hanya
menyebabkan sedikit kerusakan pada dinding sel, dan hanya menyebabkan sedikit
cairan ikan yang hilang waktu dilelehkan. Menurut Hariadi (1994), pembekuan
dengan menggunakan freezer ini berlangsung lebih cepat yaitu sekitar 3-5 jam,
dan tergolong paling efisien untuk produk-produk yang dikemas. Produk yang
dimasukkan dalam CPF dapat dilihat pada Gambar 10.
Gambar 11. Pembekuan udang dalam CPF
5.1.14. Penggelasan
Proses penggelasan dilakukan setelah pelepasan udang blok dengan inner
pan yang dilakukan dalam bak stainless steel dan diatasnya terdapat pipa yang
mengalirkan air biasa yang berguna untuk memudahkan proses pelepasan inner
pan. Pelepasan inner pada bak ini dilakukan dengan menggunakan pencungkil.
Posisi inner pan dibalik dan ditekan atau dihentakkan hingga udang beku terlepas
dari inner pan, selanjutnya udang beku ini dialirkan / dicelupkan ke bak
penggelasan dengan suhu air glassing <50C yaitu 2,40C selama 2-3 detik sampai
penggelasan merata keseluruh udang. Proses penggelasan harus dilakukan secara
cepat, cermat, dan saniter dengan mempertahankan suhu pusat udang maksimal -
180C. Tujuan utama dari glazing adalah melapisi udang dengan air es agar tidak
mudah terjadi pengeringan pada saat penyimpanan.( SNI 01-3457.3-2006).

65
Penggelasan yang sempurna akan menghasilkan lapisan es dengan warna putih
merata atau permukaan udang mengkilat. Proses glassing dapat dilihat pada
Gambar 11.
Gambar 12. Proses penggelasan
5.1.15. Pendeteksian logam (Metal detecting)
Pendeteksian logam bertujuan untuk mendeteksi benda asing terutama yang
terbuat dari unsur logam pada produk. Udang yang telah dibekukan harus
melewati mesin/alat pendeteksi logam yang dilengkapi dengan conveyor.
Penggunaan mesin pendeteksi logam ini adalah dengan melewatkan udang
pada mesin. Apabila terdapat kelebihan kandungan unsur logam pada produk
beku, maka mesin akan berbunyi dan conveyor akan berhenti secara otomatis.
Jika hal ini terjadi, maka pengawas akan langsung menangani dan produk akan
dicairkan kembali untuk kemudian ditangani ulang. Proses pendeteksian logam
dapat dilihat pada Gambar 12.
Gambar 13. Metal detector
5.1.16. Pengemasan (Packing)
Sebelum dilewatkan pada metal detector udang block dikemas terlebih
dahulu dengan menggunakan polybag yang terbuta dari polyethilen. Stelah itu

66
udang dilewatkan pada metal detector dan kemudian dikemas dengan inner carton
yang telah diberi label merk dagang, nama perusahaan, negara produsen, jenis
produk dan berat bersih.
Selanjutnya produk dikemas dengan menggunakan master carton yang diisi
dengan 6 inner carton. Sebelum produk dimasukkna kedalam inner carton
terlebih dahulu dilakukan pengecekkan meliputi kode, jenis produk, dan size, hal
ini harus selalu diperhatikan agar tidak terjadi kesalahan pemberian informasi
terhadap konsumen.
Menurut Purwaningsih (1995), menjelaskan bahwa bahan pengemas yang
digunakan harus cocok dengan bahan yang dikemas, tidak bersifat racun, dan
menarik konsumen.
5.1.17. Penyimpanan beku di Cold Storage
Penyimpanan dilakukan dengan pengelompokkan size dan jenis produk dan
ditata rapi agar sirkulasi udara tetap terjaga didalam cold storage. Proses
penyimpanan diawali dengan memasukkan membawa master carton yang telah
berisi produk ke dalam cold sstorage, kemudian produk dipindahkan ke atas pallet
yang telah disiapkan di dalam cold storage sesuai dengan size, jenis produk, jenis
spesies, mutu, dan berat timbangan buyer. Penyusunan master carton di dalam
cold storage disusun agak renggang dari lantai, dinding dan langit-langit,
sehingga sirkulasi udara dapat merata dan memudahkan pembongkaran. Suhu
dalam ruang cold storage rata-rata -210C. Suhu cold storage sudah dianggap baik
jika masih berkisar antara -200C sampai -300C. Hal terpenting dalam susunan cold
storage adalah bagaimana menjaga kestabilan suhu tersebut, karena fluktuasi di
dalam cold storage akan merusakkan produk (Hariadi, 1994).
Penyimpanan beku di cold storage bertujuan untuk mempertahankan
kualitas atau mutu produk selama disimpan menunggu waktu di ekspor dengan
menyimpan pada suhu -21oC (± 2oC). Fungsi penyimpanan beku adalah untuk
menyimpan beku menggunakan suhu rendah yang diinginkan yang dapat
mempertahankan kondisi dan mutu produk beku selama jangka waktu yang telah
ditetapkan (Ilyas, S 1983). Penyimpanan beku dalam cold storage dapat dilihat
pada Gambar 13.

67
Gambar 14. Penyimpanan pada Cold Storage5.1.18. Stuffing dan ekspor
Stufing adalah proses pemindahan / pemuatan master karton dari cold
storage ke dalam kontainer berpendingin. Proses ini dilakukan ketika produk
akan diekspor. Pemindahan produk ke container dilakukan secara cepat dan hati-
hati, suhu container terlebih dahulu diataur mencapai suhu -10oC. Staf QC
melakukan pengecekan dan pencatatan pada setiap melakukan pengangkutan
menggunakan lori dari cold storage ke container, untuk memastikan produk sesuai
permintaan dan mengetahui jumlah produk yang masuk kedalam kontainer
sebelum diekspor.
Kontainer yang dipakai untuk kegiatan ekspor merupakan satu paket
dengan kapal yang membawanya ke negara tujuan. Setiap kontainer mempunyai
nomor seal yang tertera pada dokumen traceability. Pihak jasa pengiriman barang
tersebut bertanggung jawab atas keamanan produk hingga kenegara tujuan.
Sebelum melakukan pengiriman produk ke negara tujuan, perusahaan melakukan
pengiriman contoh produk ke LPPMHP yang bertempat di Banyuwangi. Hasil uji
produk dari perusahaan diikut sertakan dalam bentuk laporan hasil internal audit
perusahaan yang dibuat oleh pengawas.
5.2. Pengujian Mutu Udang
5.2.1.Pengujian mutu organoleptik udang
5.2.1.1. Mutu organoleptik udang segar
Pengujian organoleptik dilakukan dengan menggunakan lembar score
sheet untuk penilaian terhadap bahan baku dengan melibatkan panelis dengan

68
enam kali pengamatan.Aspek yang dinilai pada bahan baku (udang segar) meliputi
kenampakan, bau, dan tekstur daging udang, sesuai dengan SNI, bahwa bahan
baku untuk udang beku harus mempunyai nilai organoleptik minimal 7.
Dari hasil pengujian organoleptik menggunkan score sheet yang dilakukan 6
orang panelis dan 6 kali pengamatan didapat nilai sebesar 8.Dari hasil tersebut
dapat terlihat bahwa mutu udang sudah memenuhi standard dan syarat yang
ditetapkan yaitu 7. Hal ini dikarenakan bahan baku yang datang untuk
pengolahan udang produk udang kupas belah beku masih sangat segar , memiliki
warna asli, bau masih segar sesuai jenis, antar ruas kokoh, daging masih padat.
Hal ini dikarenakan penanganan yang baik selama proses penanganan dan
pengangkutan yang dilakukan dengan cepat dan hati-hati, dan selalu
memerhatikan rantai dingin untuk mempertahankan mutu udang. Hasil yang
didapat dari pengujian olganoleptik menggunakan score sheet pada udang segar
dapat dilihat pada Lampiran2.
5.2.1.2. Mutu organoleptik udang beku
Mutu produk akhir sangat dipengaruhi oleh mutu bahan baku, apabila mutu
bahan baku yang digunakan untuk proses pengolahan udang beku dalam keadaan
segar, dan penanganan selama proses pengolahan dilakukan dengan baik dan
menjaga rantai dingin, maka akan didapat produk akhir dengan mutu yang juga
baik. Berdasarkan pengamatan dan pengujian organoleptik produk akhir
menggunakan score sheet didapat nilai sebesar 8. Dimana spesifikasi udang beku
untuk lapisan es rata, bening dan lapisan es cukup tebal pada seluruh permukaan,
belum terjadi dehidrasi dan diskolorasi, kenamakan masih utuh bercahaya setelah
dithawing, bau masih segar dan daging masih elastis. Mutu dari udang beku
sangat dipengaruhi oleh kesegaran bahan baku, penanganan saat proses
pengolahan, seperti penerapan rantai dingin dengan baik, dan penerapan sanitasi
hygiene selama proses, dan hal itu sudah diterapkan dengan cukup baik di PT.
1368.
5.2.2. Pengujian mikrobiologi
Selain pengujian organoleptik juga dilakukan pengujian laboratorium
internal oleh perusahaan yaitu pengujian mikrobiologi diantaranya pegujian ALT,
coliform,E.coli, Salmonella, V. cholera. Untuk hasil pengujian dapat dilihat pada

69
report of microbiologi test pada Lampiran6 . Pengujian mikrobiologi merupakan
syarat utama yang harus diperhatikan untuk produk ekspor. Pengujian dilakukan
oleh QC di laboratorium PT. 1368 yang bertujuan untuk controlling dan di
LPPMHP Banyuwangi untuk persyaratan ekspor. Pengujian dilakukan terhadap
produk dengan jumlah terbanyak dan yang akan diekspor dengan cara mengambil
sampel dengan metode pengambilan contoh pengujian produk perikanan.
Pengujian Angka Lempeng Total (ALT)
Pengujian ALT bertujuan untuk mengetahui jumlah bakteri dalam suatu produk
yang diuji tanpa melihat jenis bakterinya. Pengujian ALT di PT. 1368 dilakukan
pada bahan baku dan produk akhir. Yang berfungsi sebagai monitoring mutu.
Sebagai persyaratan ekspor pihak perusahaan juga melakukan pengujian ada
LPPMHP Banyuwangi.
Metode pengujian yang dilakukan sesuai dengan prosedur pengujian mutu
mikrobiologi ALT berdasarkan SNI 01-2332-2006. Untuk hasil pengujian ALT
pada bahan baku yang digunakan untuk produk Peelesd and Deveined dapat
dilihat pada Tabel 6.
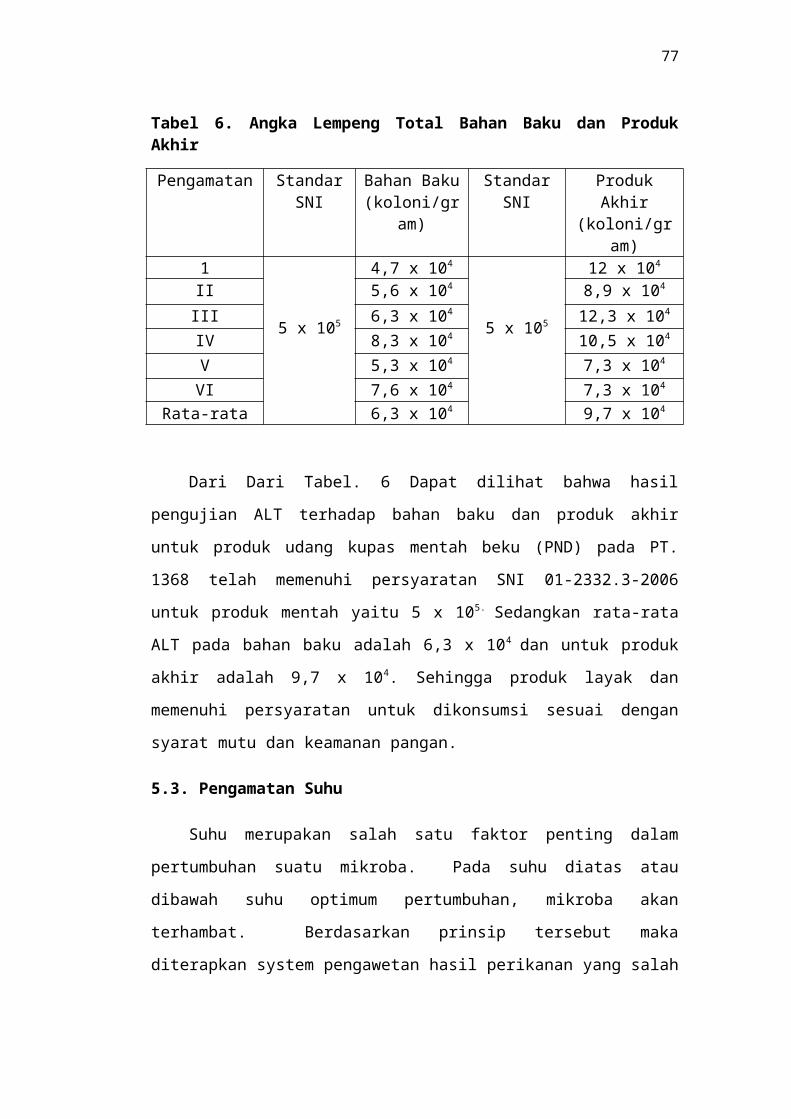
Tabel 6. Angka Lempeng Total Bahan Baku dan Produk Akhir
Pengamatan Standar SNI
Bahan Baku (koloni/gram)
Standar SNI Produk Akhir (koloni/gram)
1
5 x 105
4,7 x 104
5 x 105
12 x 104
II 5,6 x 104 8,9 x 104
III 6,3 x 104 12,3 x 104
IV 8,3 x 104 10,5 x 104
V 5,3 x 104 7,3 x 104
VI 7,6 x 104 7,3 x 104
Rata-rata 6,3 x 104 9,7 x 104

70
Dari Dari Tabel. 6 Dapat dilihat bahwa hasil pengujian ALT terhadap bahan
baku dan produk akhir untuk produk udang kupas mentah beku (PND) pada PT.
1368 telah memenuhi persyaratan SNI 01-2332.3-2006 untuk produk mentah
yaitu 5 x 105. Sedangkan rata-rata ALT pada bahan baku adalah 6,3 x 104 dan
untuk produk akhir adalah 9,7 x 104. Sehingga produk layak dan memenuhi
persyaratan untuk dikonsumsi sesuai dengan syarat mutu dan keamanan pangan.
5.3. Pengamatan Suhu
Suhu merupakan salah satu faktor penting dalam pertumbuhan suatu
mikroba. Pada suhu diatas atau dibawah suhu optimum pertumbuhan, mikroba
akan terhambat. Berdasarkan prinsip tersebut maka diterapkan system
pengawetan hasil perikanan yang salah satunya menggunakan suhu rendah yaitu
pengesan dan pembekuan (Sumardi dan Sasminto, 1992).
Dari hasil pengamatan dapat terlihat kalau penerapan rantai dingin belum
memenuhi standar, mulai dari panen, pengangkutan, sampai pada penyimpanan di
cold storage. Dalam setiap tahapan proses suhu udang diusahakan agar tidak
melebihi 5oC, untuk memperlambat proses penurunan mutu udang. Suhu pada
setiap tahapan proses dapat dilihat pada Tabel. 7
Tabel 7. Suhu pada setiap tahapan proses
Tahapan Proses Pengamatan Suhu (oC) Rata-rata
1 2 3 4 5 6
Penerimaan bahan baku 8,65 8,5 8,3 7,75 4,5 7,75 7,5
Pencucian 8,15 9,3 9,4 7,95 4,9 8,25 7,9
Pemotongan kepala 9,6 10,1 9,6 7,8 7,4 7,85 8,7
Pencucian 2 11,9 10,6 11,9 10,6 8,3 10,4 10,6
Sortasi awal 12,6 11,1 13 10,1 9,55 9,45 10,96
Final check 12,7 11,2 12,7 11 8,6 8,65 10,7
Kupas kulit 9,85 11 9,8 7,75 6,6 11,7 9,4

71
Cabut usus 11,8 7,9 11,7 8,6 8,4 12,4 10,1
Perendaman 11 11,1 11 11,3 12,8 12,5 11,59
Penyusunan 8,5 7,8 8,5 8,8 8,8 9,35 8,6
Pembekuan CPF -20 -20 -20 -20 -20 -20 -20
Glazing (air) 0,05 0,15 0 0,1 0,05 0,05 0,06
Pengepakan -10,8 -11 -11 -11 -12 -11 -11,15
Penyimpanan beku (ruang) -24 -23 -25 -22 -23 -24 -23,42
Pada Tabel. 7 Dapat dilihat bahwa pada hampir semua tahapan didapat
suhu melebihi 5oC, yang disebabkan karena kurangnya es, biasanya karyawan
kurang memperhatikan penggunaan es, jadi harus selalu dikontrol oleh pengawas
atau QC, cara pemberian es yang dilakukan karyawan juga hanya dengan menaruh
es diatas keranjang-keranjang yang berisi udang, atau menaruh es curah hanya
pada permukaan, sehingga pemberian es tidak merata. Terlihat dari rata-rata suhu
dari 6 kali pengamatan belum memenuhi persyaratan. Pada saat pengepakan suhu
tidak mencapai suhu pusat udang tidak dipertahankan -18oC. Hal ini mungkin
disebabkan karena proses glassing dan juga pengaruh pembekuan cepat.
5.4. Pengamatan Rendemen
Rendemen dalam pengolahan udang beku adalah daging udang yang dapat
dimanfaatkan sesuai dengan produk yang akan diproduksi, setelah dilakukan
pengolahan. Perhitungan untuk rendemen yang dihasilkan dari bahan baku atau
udang utuh (HO) sampai menjadi produk Peeled and deveined dapat dilihat pada
Tabel 8.
Tabel 8. Perhitungan Rendemen Udang Headless ke Peeled and Deveined
Pengamatan Bahan
baku HO
(kg)
Potong
kepala
HL (kg)
Kupas
belah PD
(kg)
Rendeme
n HO –
HL (%)
Rendeme
n HL –
PND (%)
Rendemen
HO –
PND (%)
1 1 1000 700 523 70% 74,7% 52,3%
2 1000 660 533 66% 83,8% 53,3%
2 1 1000 720 590 72% 81,9% 59%
2 1000 700 573 70% 81,8% 57,3%
3 1 1000 720 593 72% 82,3% 59,3%
2 1000 700 569 70% 81,2% 56,9%

72
4 1 1000 720 595 72% 82,6% 59,5%
2 1000 700 559 70% 79,8% 55,9%
5 1 1000 720 591 72% 82,1% 59,1%
2 1000 700 543 70% 77,5% 54,3%
6 1 1000 700 576 72% 82,3% 57,6%
2 1000 720 593 70% 82,3% 59,3%
Rata-rata 1000 705 569,83 71% 81,03 56,98
Dari Tabel 8. dapat kita lihat bahwa rendemen yang dihasilkan telah
memenuhi standar perusahaan, dimana rata-rata rendemen dari HO ke HL 71 %
dan rendemen dari HL ke PND 81,03%. Perusahaan memiliki standar sendiri dari
hasil kerja karyawan untuk proses potong kepala dan kupas belah, rendemen
untuk proses potong kepala atau rendemen dari HO ke HL adalah 68 – 70 %
sedangkan rendemen dari HL ke PND Cut adalah 80 – 85 %. Jadi rendemen yang
dihasilkan di PT.1368 sudah sesuai dengan standar perusahaan. Dapat dilihat
keahlian karyawan perusahaan telah melakukan penanganan dan pengolahan
selain dilakukan secara tepat, juga dilakukan dengan hati-hati, bila tidak cermat
pasti rendemen yang dilakukan pasti akan kecil (Ilyas, 1993). Pada proses potong
kepala pengawas harus sangat sering memperhatikan kerja karyawan, karena
biasanya karyawan borongan hanya mementingkan kecepatan dan kurang
memperhatikan hasil potongan kepala. Potongan kepala yang bagus adalah
apabila jengger pada ujung leher udang tidak terbuang, biasanya hal tersebut
kurang diperhatikan karyawan borongan.
5.5. Pengamatan produktivitas
Pengamatan produktivitas dilakukan didasarkan pada besar jumlah udang
kupas yang dihasilkan pada setiap satuan waktu. Pengamatan produktivitas pada
PT.1368 berdasarkan tiga gulir kerja yaitu pagi, siang dan sore, dengan 6
pengamatan dan 3 kali pengulangan. Produktivitas karyawan dihitung dengan
mengambil sample udang yang akan dikerjakan sebanyak 1 kg dan menghitung
waktu yang diperlukan karyawan untuk menyelesaikannya, sesuai tahapan
prosesnya. Perhitungan untuk produktivitas karyawan dapat dilihat pada

73
Lampiran 5. Berikut data produktivitas karyawan dari 6 kali pengamatan dapat
dilihat pada Tabel 9.
Tabel 9. Produktifitas karyawan
Pengamatan Produktivitas (kg/orag/jam)
Potong kepala Kupas kulit Cabut usus
Pagi Siang sore pagi Siang Sore pagi Siang sore
1 67,9 55,4 55,1 17,14 20,22 22,5 12,12 21,95 17,14
2 73,5 53,7 45 28,34 37,11 30 7,18 25,35 18
3 51,4 60 50 18,94 21,17 15 15,32 15 18,95
4 78,2 55,1 54,5 30 32,73 18 15,65 12 19,67
5 60 48 60 20 15,65 17,14 14,4 13,3 22,5
6 60 72 67,9 24 36 21,82 14,23 20,57 16
Rata-rata 65,17 57,37 55,47 23,07 27,15 20,7 13,15 18,02 18,71
Pada Tabel 9. dapat dilihat bahwa nilai rata-rata produktivitas pada tahapan
pemotongan kepala lebih besar dari pada tahapan pengupasan kulit dan terdapat
perbedaan pada nilai rata-rata produktivitas dari waktu gulir kerja. Nilai rata-rata
produktivitas pemotongan kepala pada waktu gulir pagi adalah 65,17 kg/jam/org,
waktu siang 57,37 kg/jam/org, sedangkan untuk waktu gulir sore 55,47
kg/jam/org, dalam hal pemotongan kepala dilakukan oleh 1 orang yang sama dari
pagi sampai dengan sore. Sedangkan nilai rata-rata untuk produktivitas
pengupasan kulit pada waktu gulir pagi adalah 23,07 kg/jam/org, waktu siang
27,15 sedangkan untuk waktu gulir sore 20,7 kg/jam/org. Dan nilai rata-rata
produktivitas cabut usus untuk waktu gulir pagi 13,15 kg/jam/org, waktu siang
18,02, sedangkan untuk waktu gulir sore 18,71 kg/jam/org, hal ini disebabkan
karena yang melakukan kegiatan kupas kulit dan cabut usus adalah orang yang
berbeda-beda setiap waktunya mulai pagi sampai dengan sore.
5.6. Persyaratan fisik
5.6.1.Lokasi dan lingkungan unit pengolahan
PT. 1368 secara umum telah menempati lokasi yang memenuhi syarat bagi
suatu unit pengolahan. Terletak ditepi jalan raya Situbondo-Banyuwangi

74
sehingga mempermudah pengangkutan untuk kegiatan ekspor ataupun penerimaan
bahan baku. Sebagian besar lahan terbuat dari aspal sehingga mengurangi
timbulnya debu.
Tujuanpemilihan lokasi yang memenuhi syarat adalah untuk mencegah dan
meminimalisasikan pengaruh lingkungan yang dapat menyebabkan kontaminasi.
Lokasi perusahaan cukup baik karena terbebas dari sumber pencemaran, lokasi
pabrik jauh dari industri yang terpolusi atau perusahaan lain yang mungkin dapat
menimbulkan pencemaran terhadap makanan yang membahayakan kesehatan,
tidak berada di daerah yang mudah tergenang air (daerah banjir), karena genangan
air dapat merupakan tempat berkembangbiaknya serangga, parasit dan
mikroorganisme yang dapat mencemari makanan, bebas dari daerah yang
merupakan sarang hama seperti hewan pengerat dan serangga, jauh dari tempat
pembuangan sampah atau limbah, baik limbah padat, cair maupun gas, karena
timbunan sampah dan limbah merupakan sarang hama dan penyakit, jauh dari
pemukiman penduduk yang padat dan kumuh, jauh dari daerah penumpukan
barang bekas, daerah kotor dan daerah lain yang diduga dapat mengakibatkan
pencemaran terhadap makanan, tidak menjadi satu dengan rumah atau tempat
tinggal atau fasilitas lain yang bersamaan letak dan atau penggunaannya dengan
bangunan, hal tersebut oleh pihak perusahaan telah dilaksanakan sesuai dengan
persyaratan yang berlaku. Bangunan unit pengolahan harus ditempatkan di daerah
yang bebas dari kotoran yang bersifat bakteriologis, fisis dan kimia
(Purwaningsih, 1995).
5.6.1.1. Konstruksi Bangunan
1) Denah
Adanya pembagian ruangan yang jelas pada bangunan utama yang terdiri
dari ruangan penerimaan, proses dan ante room, merupakan salah satu cara untuk
mengetahui keterikatan antar aktivitas dan juga mencegah kontaminasi. Saling
berdekatannya ruangan yang ada seperti ruangan penerimaan bahan baku dengan
ruangan proses utama bertujuan untuk memperlancar aktivitas pekerjaan yang
dilakukan sehingga penanganan terhadap bahan baku dapat dilakukan dengan
cepat. Penanganan yang cepat terhadap bahan baku menyebabkan mutunya tidak
cepat mengalami kemunduran. Penempatan ruang mesin di belakang bangunan

75
utama sudah baik karena suara bising yang dihasilkan dari mesin tidak
menggangu aktivitas kerja karyawannya.
Bangunan unit produksi dirancang sedemikian rupa sehingga baik rancang
bangun itu sendiri, bahan-bahan maupun konstruksinya tidak menghambat
program sanitasi. Cukup luasnya ruang proses yang dimiliki untuk peralatan dan
penyimpanan barang atau material, lorong dan tempat kerja serta susunan bagian
peralatan diatur sesuai dengan urutan produksi bertujuan untuk menghindari
terjadinya kontaminasi silang pada setiap tahapan proses produksi yang dilakukan.
2) Langit-Langit
Bahan untuk langit-langit di ruang proses merupakan bahan yang tahan air
dan mudah dibersihkan, permukaannya halus, warnanya putih terang, tidak
menyilaukan, tinggi langit-langit terhadap lantai 4 meter, pertemuan antara
dinding dan langit-langit membentuk sudut. Namun masih ada ditemukan celah
pada langit-langit yang dapat menyebabkan terjadinya kontaminasi.
Tinggi langit-langit dan lantai mendukung lancarnya sirkulasi udara di
ruang proses sehingga cukup memadai. .
3) Dinding
Kondisi dinding di ruang proses dilapisi oleh keramik/porselensetinggi 2
meter dari lantai, permukaannya halus dan rata, tidak retak dan berwarna putih
terang dan mudah dibersihkan, serta pertemuan antara dinding dan lantai tidak
membentuk sudut.
Dinding unit pengolahan kedap air, permukaan halus dan rata, tahan retak,
mudah dibersihkan dan berwarna terang (Wiryanti dan Witjaksono,
2002).Pertemuan antara dinding dan lantai tidak membentuk sudut sehingga
memudahkan untuk dibersihkan dan tidak memungkinkan terjadinya akumulasi
kotoran yang dapat menyebabkan terjadinya kontaminasi pada produk yang
akhirnya akan membahayakan produk tersebut.
4) Lantai
Lantai unit pengolahan harus kedap air, permukaannya halus dan rata, tidak
licin, mudah diperbaiki, mudah dibersihkan, serta pertemuan antara lantai dan
dinding tidak membentuk sudut (Wiryanti dan Witjaksono, 2002).Konstruksi

76
lantai yang terbuat dari bahan porselen tidak menyerap air sehingga menghindari
terjadinya perembesan air dari bawah lantai. Selain tidak licin dan kuat, juga
mudah dibersihkan, konstruksi lantai dibuat miring 3º sehinga memudahkan
pengaliran air ke saluran pembuangan yang dilengkapi dengan penutup yang
terbuat dari bahan tahan karat. Pertemuan antara lantai dan dinding tidak
membentuk sudut, dimaksudkan untuk menghindari terjadinya genangan air dan
akumulasi kotoran yang berlebihan, tetapi masih ditemukan keretakkan pada
lantai yang dapat menyebabkan kontaminasi.
5) Penerangan
Penerangan di ruang proses diperoleh dari lampu neon (TL) 40 watt yang
diletakkan sejajar dengan langit-langitdan diberi pelindung dari bahan mika yang
tembus pandang. Penerangan yang terdapat di ruang proses pancaran sinarnya
tidak menyilaukan, densitas sinarnya cukup terang untuk ukuran ruangan yang
ada. Di bagian sortasi, penerangannya mencapai 50 foot candle karena pada tahap
sortasi dilakukan pengawasan/pemeriksaan terhadap ukuran, mutu dan warna
produk yang akan dihasilkan.
Besarnya densitas dari sinar yang dihasilkan telah sesuai dengan persyaratan
dan tidak menyilaukan sehngga tidak merubah warna asli dari benda tersebut hal
ini untuk menghindari kesalahan kerja dan menjaga kesehatan mata karyawan.
Pemasangan pelindung yang terbuat dari bahan mika yang transparan pada setiap
lampu sudah tepat karena apabila tidak diberi pelindung dapat menimbulkan
kontaminasi produk.
6) Ventilasi
Sistem perputaran udara di ruang proses dilakukan dengan
menggunakanbloweryang terus menerus menghembuskan udara dingin ke seluruh
ruangan dan exhaust fanyang menyedot udara panas dari dalam ruangan.Saluran
ventilasi dan perputaran udara di ruang proses belum memadai untuk mencegah
terjadinya kontaminasi terhadap produk.
7) Pintu
Pintu masuk ke ruang proses terbuat dari alumunium, tahan karat, halus,
rata, tahan air dan mudah dibersihkan. Pintu dirancang sehingga bisa menutup
sendiri (self closing type) serta dilapisi plastik curtain.
77
Pintu dilapisi dengan plastik curtain yang berfungsi untuk mencegah
masuknya serangga atau binatang pengganggu lainnya dan pintu dirancang
sehingga dapat menutup sendiri (self closing type) dan dibuat berlapis kamar
gelap ditengahnya.Pintu sudah memenuhi persyaratan dengan permukaan pintu
harus tahan karat, halus dan rata serta tahan air dan mudah dibersihkan.
8) Saluran Pembuangan
Instalasi saluran pembuangan di ruang proses konstruksinya cukup untuk
mengalirkan air sisa pengolahan, terbuat dari bahan kedap air, permukaan halus,
rata, dan tidak membentuk sudut. Saluran ini terbenam ±1/2 meter dari permukaan
lantai dilengkapi dengan saringan dan penutup berlubang yang terbuat dari bahan
tahan karat. Saluran ini selalu dibersihkan sebelum dan sesudah proses dimulai.
Konstruksi saluran pembuangan di ruang proses telah sesuai dengan
persyaratan dilihat dari bahan dan ukurannya. Konstruksi yang demikian akan
memperlancar aliran air dan kotoran serta mudah dibersihkan.Permukaannya
halus, rata, kedap air, terbuat dari bahan alumunium yang tahan karat sehingga
dapat mencegah terjadinya kontaminasi terhadap produk. Lubang saluran
dilengkapi dengan alat yang dapat mencegah masuknya tikus dan serangga atau
binatang pengganggu lainnya sertaberfungsi untuk menyaring limbah padat.
Limbah yang dihasilkan terdiri dari limbah cair dan limbah padat yang
berupa potongan-potongan kepala dan kulit udang. Penanganan limbah cair
langsung dialirkan ke laut, sedangkan limbah padat dikumpulkan terlebih dahulu
dan dipisahkan antara kepala udang dengan kulit udang, lalu dimasukkan ke
dalam wadah atau tong plastik, selanjutnya limbah padat ini dijual langsung ke
pembeli untuk dijadikan pakan ternak.
5.6.1.2. Fasilitas Unit Pengolahan
Ruang laboratorium terletak di bagian depan, bersebelahan dengan ruang
produksi. Laboratorium ini dilengkapi dengan peralatanpengujian yang
diantaranyaautoclave pembunuh bakteri dan autoclave sterilisasi, lemaripendingin
sebagai tempat menyimpan media dan incubator sebagai tempat menumbuhkan
bakteri, alat eliza sebagai alat pengujian antibiotic,bunsen, timbangan analytic,pH
meter, meja pengujian, hot plate stearer, blender, rak-rak penyimpan arsip, rak

78
sepatu dan rak-rak tempat menyimpan media dan peralatan pengujian.
Laboratorium diperusahaan ini melakukan pengujian seperti TPC, Salmonella, E
coli dan Vibrio cholera.
Selain itu juga terdapat ruang istirahat yang digunakan juga sebagai ruang
makan dimana ruang ini terletak terpisah dari bangunan unit produksi. Selain
ruang istirahat juga terdapat tempat beribadah. Dimana ruangan ini dipergunakan
sebagai mushola tempat ibadah umat muslim yang letaknya bersebelahan dengan
ruang istirahat. Setiap karyawan muslim wajib menjaga kebersihan dengan
membuat jadwal piket mushola.
5.6.2. Persyaratan operasional
5.6.2.1. Penerapan Good Manufacturing Practices (GMP)
GMP merupakan cara atau teknik berproduksi yang baik dan benar untuk
menghasilkan produk yang memenuhi persyaratan keamanan dan mutu. Good
Manufacturing Practices (GMP) yang diterapkan di PT. Satu Tiga Enam
Delapanyang meliputi : seleksi bahan baku dan bahan pembantu, penanganan,
pengolahan, pengemasan, produk akhir, penyimpanan, dan distribusi.
Seleksi Bahan Baku
Bahan baku yang akan diproses di PT. 1368adalah udang yang datang dari
tambak, terhindar dari polusi dekomposisi dan terbatas dari antibiotik
Hal yang perlu pada saat penerimaan bahan baku adalah sebelum masuk
ruang proses, bahan baku harus dicuci terlebih dahulu. Proses pencucian yang
dilakukan di dalam ruang penerimaan umumnya sudah memenuhi persyaratan.
Penanganan bahan baku dilakukan untuk menjaga sanitasi dan higiene agar tidak
terkontaminasi dan tidak terdapat benda asing seperti pasir, potongan rumput dan
benda lainnya. Selain itu juga dilakukan pengujian terhadap mutu udang secara
organoleptik, mikrobiologi dan antibiotik. Untuk pengujian secara organoleptik
nilai bahan baku minimal 7. Namun masih ada sedikit bahan baku yang kulitnya
luka (scared), kulit yang tidak keras lagi (moulting) dan adanya perubahan warna
(discoloration). Kerusakan ini dapat terjadi akibat perlakukan udang di tambak
yang dapat menyebabkan kulitnya terluka atau terjadinya penurunan mutu udang

79
selama di perjalanan dari tambak ke perusahaan yang memakan waktu cukup
lama.
Peralatan yang digunakan untuk penerimaan harus bersih sebelum dan
setelah digunakan untuk mencegah kontaminasi.
Berdasarkan hasil tes mikrobiologi di laboratorium perusahaan
menunjukkan bahwa nilai uji mikrobiologi bahan baku yang akan diproses masih
berada di atas standar yang ditentukan sehingga bahan baku tersebut masih layak
untuk digunakan.
Bahan Pembantu
Bahan pembantu yang digunakan di untuk proses produksi di PT. 1368
adalah es, air, clorin dan bahan-bahan untuk soaking seperti garam, STPP
(Sodium Tripolyposphat).Bahan pembantu yang digunakan seperti air, es dan
klorin, dosis pemakaiannya telah sesuai dengan persyaratan yang ditetapkan oleh
pemerintah dan negara tujuan ekspor. Terhadap bahan pembantu tersebut terutama
terhadap air dan es selalu dilakukan penguijan baik oleh laboratorium perusahaan
maupun laboratorium pemerintah secara berkala. Air yang digunakan di PT. 1368
berasal dari air bor atau sumur, Air ini digunakan untuk proses pencucian. Oleh
karena itu kebersihan dan keamanannya harus diperhatikan. Proses pencucian
umumnya sudah dilaksanakan dengan baik. Untuk mengontrol mutu air yang
digunakan, dilakukan pengujian air secara berkala di laboratorium sendiri dan
Laboratorium Pembinaan Mutu Hasil Perikanan (LPPMHP) Banyuwangi.
Pengujian yang dilakukan meliputi pengujian ALT dan Choliform.
Es yang digunakan di PT. 1368 adalah es buatan sendiri sehingga dapat
dipantau proses pembuatannya dan telah diijinkan pemakaiannya oleh pihak
berwenang dimana setiap 1 (satu) minggu sekali dilakukan pengujian
mikrobiologi oleh laboratorium sendiri dan 6 (enam) bulan sekali oleh LPPMHP
Banyuwangi. Es yang biasa digunakan di perusahaan adalah es curah karena es
curah akan lebih cepat menurunkan suhu udang. Dengan ukurannya yang lebih
kecil, es curah dapat menyelimuti atau menutupi sebagian tubuh udang sehingga
penggunaannya lebih efisien.

80
Chlorin yang digunakan sebagai desinfektan, berfungsi untuk
menginaktifkan bakteri dan virus patogenik. PT 1368 menggunakan chlorin untuk
pencucian peralatan, tangan, kaki, dinding dan lantai, sedangkan untuk pencucian
udang menggunakan air dingin dengan suhu ≤ 5°C. Penggunaan chlorin telah
sesuai dengan persyaratan sanitasi karena disimpan pada tempat terpisah sehingga
tidak membahayakan bagi karyawan dan produk yang sedang diolah.STPP dan
garam digunakan sebagai bahan tambahan pada proses perendaman, bahan-bahan
ini digunakan sesuai dengan permintaan buyer
Penanganan
Penanganan bahan baku di PT. 1368 dilakukan dengan cepat dan terlindung
dari panas matahari, pengaruh panas cuaca dan kontaminasi kotoran.karena
dilakukan dalam ruangan yang tertutup dan sesuai dengan persyaratan sanitasi.
Setiap bahan baku yang masuk terlebih dahulu selalu diproses lebih dulu dan
diterapkan sistem FIFO (First In First Out) serta selalu dipertahankan suhunya
supaya tetap pada kisaran yang rendah (<5°C). penanganan bahan baku di ruang
proses dari tahap satu ke tahap berikutnya dilakukan secara hati-hati, cepat,
sanitasi dan higiene. Apabila ada produk yang datang ke perusahaan dimana
perusahaan telah menghentikan kegiatan prosesnya pada waktu itu, maka bahan
baku tersebut untuk sementara waktu ditampung di ruang penampungan dalam
bak fiber yang terlebih dahulu dibersihkan. Proses penampungan yang dilakukan
telah memenuhi syarat penyimpanan beku serta sanitasi dan higiene.
Penanganan awal yang dilakukan oleh perusahaan pada umumnya telah
dilakukan dengan baik. Penanganan awal meliputi pencucian awal dan sortasi.
Proses tersebut dilakukan secara cepat, hati-hati, saniter dan higienis serta
menerapkan rantai dingin.
Sistem FIFO telah dijalankan yaitu bahan baku yang datang lebih awal akan
diproses terlebih dahulu. Sementara itu bahan baku yang menunggu untuk
diproses lebih lanjut akan ditempatkan pada keranjang yang bersih dan di atasnya
diberi es curah untuk menjaga suhu udang agar tidak meningkat. Jika di ruang
proses terdapat kelebihan bahan baku yang tidak sempat diproses hari itu juga,
maka bahan baku tersebut akan disimpan dalam bak penampungan yang bagian
81
bawahnya diberi es balok dan pada bagian tengah dan atasnya diberi es curah. Hal
ini dimaksudkan agar udang tidak mengalami kemunduran mutu yang sangat
significant.
Pencucian yang dilakukan pada saat penerimaan awal telah dilakukan
dengan baik. Pencucian dilakukan dengan cara merendam keranjang yang berisi
udang berkali-kali ke dalam bak yang berisi air dingin, kemudian air pencucian
diganti bila telah digunakan. Pada tiap bagian tahapan proses produksi mulai dari
penerimaan bahan baku sampai distribusi ditempatkan atau dipekerjakan orang-
orang yang telah terampil dan diawasi secara ketat oleh QC dan supervisor agar
tidak terjadi kesalahan.
Pengolahan
Proses pengolahan udang beku di PT. 1368 pada umumnya sudah dilakukan
secara saniter dan higienis. Proses pembekuan yang dilakukan sesuai dengan
jenis produk dan suhu serta waktunya sesuai dengan persyaratan. Produk yang
sudah dalam bentuk beku sudah mempunyai ukuran dan bentuk yang teratur.
Sistem pemberian kode-kode dilakukan pada waktu memproses bahan baku,
seperti kode supplier, size, nomor lot dan lain-lain.
Pada saat pengolahan, setiap tahapan proses selalu dijalankan dengan
diagram alir proses. Produk akhir yang dibuat telah memenuhi standar yang
berlaku dan standar dari negara tujuan (buyer). Kode produksi pada produk akhir
dibuat untuk mempermudah identifikasi produk jika terjadi kesalahan. Selain itu
ada buyer yang meminta pada saat pemotongan kepala agar genjernya dibuang
dan ada juga buyer yang menginginkan agar pada saat pemotongan kepala
genjernya disisakan sehingga dapat menambah berat produk.
Pengemasan
Udang yang sudah dibekukan biasanya langsung dikemas dengan cepat,
tepat, hati-hati, teliti dan saniter. Apabila tidak dapat langsung dikemas, maka
untuk sementara waktu blok-blok udang disimpan di ruang penyimpanan beku.
Baik plastik polybag, inner carton maupun master carton yang digunakan sudah
sesuai dengan persyaratan bahan pengemas dan pelabelan. Setiap pengemas yang

82
dipakai minimal memuat label yang berisi merk/brand produk, size, berat bersih
produk, approval number, tanggal produksi dan tanggal kadaluarsa.
Proses pengemasan untuk produk akhir yang dilakukan oleh perusahaan
telah memenuhi persyaratan, baik selama proses maupun dalam jenis bahan
pengemasnya. Pengemasan dilakukan untuk menjaga udang dari kerusakan fisik.
Polybag yang digunakan sebagai kemasan primer harus dilipat dan ditutup rapat
(sealing) agar udang tidak mengalami dehidrasi. Sistem pelabelan yang
digunakan sudah cukup baik, keterangan yang tertera sudah jelas dan dapat
dibaca. Bahan kemasan tidak ada yang rusak, jika ada kerusakan maka akan
segera diganti dengan yang baru.
Produk Akhir
Produk akhir yang akan diekspor harus memenuhi persyaratan mutu dari
masing-masing Negara pengimpor. Persyaratan umum dari negara tujuan antara
lain meliputi kode produksi yang sesuai dengan negara tujuan, bahasa yang
dipakai atau dicetak dalam bahasa Internasional serta dilengkapi dengan
persyaratan produk ekspor lainnya. Sebelum diekspor, produk akhir diuji
kandungan mikrobanya di laboratorium perusahaan dan LPPMHP Banyuwangi.
Produk akhir yang dihasilkan telah memenuhi persyaratan, sebelum diekspor
terlebih dahulu produk diuji di laboratorium perusahaan sendiri dan LPPMHP
Banyuwangi.
Masih adanya benda asing, seperti adanya logam dan sisa kotoran pada
produk akhir disebabkan kurangnya perhatian terhadap pencucian dan sanitasi
selama proses berlangsung. Adapun hal ini yang dapat menyebabkan mesin metal
detector berhenti karena adanya logam yang berasal dari tambak seperti kerikil-
kerikil kecil yang berasal dari tambak pada saat dipanen. Tindakan
pencegahannya dengan melakukan defrost terhadap produk yang kemudian
dilakukan pengujian di laboratorium.
Penyimpanan
Setiap produk akhir yang dikemas langsung disimpan di cold storage yang
bersuhu ≤ -22°C (±2). Penyimpanan dalam cold storage disusun sedemikian rupa
sehingga seluruh permukaan master carton dapat terselubungi oleh hembusan

83
udara dingin dan menggunakan sistem FIFO (First In First Out). Untuk
penyimpanan bahan-bahan kimia yang berbahaya seperti STPP, disimpan di
tempat terpisah dan diberi label, sedangkan untuk bahan pengemas disimpan di
tempat tersendiri yaitu di gudang kering terlindungi dari kontaminasi. Pintu dan
jendela tempat penyimpanan dilengkapi dengan tirai plastik curtain.
Pada prinsipnya penyimpanan produk akhir dalam cold storage telah
dilakukan dengan baik. Penyimpanan dengan sistem FIFO telah dijalankan.
Produk disimpan dalam rak-rak, disusun secara teratur sehingga tidak bersentuhan
dengan lantai ruang cold storage. Suhu cold storage menjadi meningkat dari suhu
yang ditetapkan, terjadinya fluktuasi suhu disebabkan karena seringnya pintu cold
storage terbuka dalam waktu yang cukup lama pada saat memasukkan master
carton. Namun peningkatan suhu tidak pernah lebih dari ±2°C. suhu cold storage
masih berkisar antara -21°C sampai dengan -25°C dan masih berada pada standar
yang berlaku.
Kondisi alat angkut dan distribusi produk akhir udang beku yang digunakan
PT. Satu Tiga Enam Delapan sesuai dengan jenis produk. Suhu container
disetting dalam kisaran suhu penyimpanan beku -20°C ± 2, untuk
mempertahankan mutu produk yang akan didistribusikan. Container yang
digunakan selalu dalam kondisi bersih untuk menghindari kontaminasi dari
kendaraan ke produk.
Pelaksanaan distribusi di PT. 1368 telah digunakan baik. Produk yang akan
diekspor dikeluarkan dari cold storage dengan cepat dan hati-hati. Apabila ada
kemasan yang rusak atau pelabelan yang salah, maka kemasan akan diganti.
Pengangkutan produk ke dalam kontainer dilaksanakan dengan sistem FIFO, suhu
di dalam kontainer diatur hingga mencapai suhu -22°C. Hal ini dilakukan untuk
mencegah kenaikan suhu pada produk selama transportasi.
Selama dilakukan stuffing, produk dihindarkan dari sinar matahari, hal ini
dimaksudkan agar tidak terjadi peningkatan suhu yang dapat menyebabkan
terjadinya dekomposisi pada produk. Upaya pencegahannya adalah dengan cara
mengatur penyimpanan kemasan dalam container agar sirkulasi udara dingin
merata pada produk. Selama transportasi suhu pusat produk selalu dijaga agar
tetap pada suhu -18°C.

84
5.6.2.2. Penerapan Sanitation Standard Operating Procedures (SSOP)
Sanitation Standard Operating Procedures (SSOP) merupakan salah satu
persyaratan kelayakan dasar yang dimaksudkan untuk melakukan pengawasan
terhadap kondisi lingkungan agar tidak menjadi sumber kontaminasi terhadap
produk yang dihasilkan. Secara umum SSOP yang diterapkan telah sesuai dengan
persyaratan aspek-aspek kelayakan dasar. Penerapan SSOP diawali dengan
kegiatan terpadu untuk membuat suatu lingkungan dalam ruang lingkup SSOP
yang dirancang sedemikian rupa, serta memperbaiki atau memelihara alur proses
sehingga semua aspek-aspek dari program kelayakan dasar yang baik dapat
tercapai.
Dalam operasional Standar Prosedur Operasi Pengolahan (SSOP) diunit
pengolahan, pihak perusahaan telah menerapkan 8 kunci SSOP yang meliputi
pasokan air dan es, peralatan dan pakaian kerja, pencegahan kontaminasi silang,
syarat label dan penyimpanan, kesehatan karyawan, toilet dan tempat cuci tangan,
pest control, bahan kimia, pembersih dan saniter, limbah.
Pasokan Air dan Es
Pasokan air berasal dari sumur artesis di belakang pabrik. Sebelum
disalurkan ke dalam ruang pengolahan ditampung terlebih dahulu di suatu bak
penampung dan melalui proses penyaringan untuk memisahkan air dari kotoran
berupa tanah atau pasir. Untuk mengontrol keamanan air, dilakukan pengujian
mikrobiologi terhadap air secara rutin setiap 1 minggu sekali, dan diuji di
LPPMHP Banyuwangi setiap 6 bulan sekali. Berdasarkan pengujian tersebut air
yang digunakan oleh perusahaan tersebut telah memenuhi persyaratan.
Air yang digunakan untuk menyalurkan bahan mentah termasuk air laut
untuk menyalurkan udang dan produk perikanan ke unit pengolahan, haruslah dari
suatu sumber yang tidak berbahaya bagi kesehatan dan penggunaannya hanya
dengan izin pejabat pemerintah yang berwenang (Ditjenkan, 1997).
Air yang digunakan untuk pencucian udang disalurkan terpisah dan tidak
berhubungan silang dengan system aliran air kotor. Air untuk pencucian dan
pengolahan, sebelum dipakai harus disaring dengan perlakuan lain sehingga air
tersebut bersih.

85
Es yang digunakan adalah buatan sendiri terbuat dari air yang berasal dari
sumur bor artesis yang telah memenuhi persyaratan (potable) dan telah diijinkan
pemakaiannya oleh pihak berwenang dimana setiap 1 minggu sekali dilakukan
pengujian terhadap mikrobiologi oleh laboratorium perusahaan sendiri dan 6
bulan sekali diuji oleh LPPMHP Banyuwangi. Es ini dibuat, ditangani dan
digunakan sesuai dengan persyaratan sanitasi. Lantai ruang penampungan es
terbuat dari keramik, dinding dan langit-langit dilapisi dengan bahan kedap air.
Sebelum digunakan es terlebih dahulu dicuci.
Pencegahan Kontaminasi Silang
Kontaminasi silang dapat dicegah dengan menerapkan cara berproduksi
yang baik dan benar (GMP). Konstruksi ruang pengolahan dirancang sedemikian
rupa sehingga terjadi pemisahan dengan batas yang jelas tiap tahapan proses,
antara bahan baku yang diterima dan produk akhir, bahan kimia dan sanitizer
disimpan pada tempat terpisah, pemisahan saluran antara air bersih dan air bekas
proses. Air yang digunakan untuk pencucian tidak digunakan lagi pada proses
selanjutnya. Pemakaian alat yang tidak bercampur-campur atau bertukaran, semua
sesuai dengan fungsinya. Untuk bahan kimia disimpan di gudang/tempat yang
terpisah dari ruang pengolahan dan diberi label yang jelas sehingga dalam
penggunaannya sesuai dengan instruksi dari perusahaan. Piket sanitasi dilakukan
dan diterapkan oleh staf QC sebagai koordinator untuk mengontrol dan menjamin
tidak terjadinya kontaminasi silang.
Sanitasi Peralatan yang Kontak dengan Produk
Sanitasi yang dilakukan pada peralatan bertujuan untuk memperlancar
proses, menciptakan kondisi agar alat mudah dibersihkan dan menjamin
keselamatan pekerja. Agar tujuan sanitasi tercapai maka dalam menempatkan alat
harus dirancang sedemikian rupa sehingga dapat menunjang tujuan industri.
Sanitasi peralatan yang ada dilakukan secara continue sebelum dan setelah proses
produksi. Peralatan dibersihkan dengan menyemprotkan air bersih dan diberi krim
detergen, juga dilakukan pembersihan dengan menyikat kotoran tersebut. Setiap 1
minggu sekali keranjang yang digunakan direndam dalam air yang yang
mengandung chlor 200 ppm. Sedangkan untuk pencucian inner pan dilakukan

86
setiap selesai proses pembekuan yaitu dengan cara mencelupkan inner ke dalam
bak air yang mengandung chlor 100 ppm.
Toilet dan Tempat Cuci Tangan
Jumlah toilet yang tersedia sebanyak 4 buah toilet yang ada di bagian ruang
proses dan8 buah toilet bersambung dalam satu ruangan dengan kamar mandi di
uar ruang proses. Lantai toilet terbuat dari tegel, dan selalu dibersihkan oleh
petugas sanitasi setiap harinya. tetapi perlengkapan toilet yang tersedia tidak
sesuai dengan ketentuan. Misalnya perusahaan tidak menyediakan sarana untuk
mencuci tangan seperti sabun dan alat pengering (lap atau tissue), tidak adatanda
peringatan untuk mencuci tangan setelah keluar dari toilet. Hal ini berpengaruh
banyak terhadap sanitasi dan higiene karyawan dan akan menimbulkan bahaya
kontaminasi bagi produk yang seharusnya dijaga dengan ketat.
Pencegahan dan Perlindungan dari Bahan-Bahan Kontaminasi
Pengawasan terhadap bahan-bahan yang menjadi sumber kontaminasi
bertujuan untuk menjamin bahwa produk pangan, bahan pengemas, dan
permukaan kontak langsung dengan pangan terlindungi dari kontaminasi mikroba,
kimia dan fisik. Penerapannya adalah dengan memisahkan penggunaan air bersih
dan air kotor serta menyimpan bahan-bahan kimia penunjang sanitasi di gudang
yang letaknya terpisah dari ruang pengolahan. Pemakaian bahan-bahan kimia
sesuai dengan petunjuk dan instruksi dari perusahaan dan dikembalikan ke gudang
apabila tidak diperlukan. Bahan-bahan kimia yang digunakan diletakan di satu
ruangan khusus yang dinamakan ruang sanitasi, dan diberi nama pada setiap
bahan.
Pelabelan, Penyimpanan, dan Penggunaan Bahan Toksin
Pelabelan terhadap bahan-bahan toksin dilakukan untuk mencegah
penyalahgunaan dalam pemakaian yang mengakibatkan kontaminasi produk.
Penyimpanan bahan-bahan tersebut dilakukan pada tempat yang terpisah dari
ruang pengolahan dan jauh dari barang-barang yang kontak dengan produk, yaitu

87
gudang yang digunakan khusus untuk tempat penyimpanan bahan pengemas dan
bahan sanitiser.
Penyimpanan dilakukan di gudang yang letaknya terpisah dari ruang
pengolahan, yaitu di bagian belakang dan tidak ada penghubung antara ruang
proses dengan gudang tersebut. Bahan toksin digunakan sesuai dengan keperluan
dan dikembalikan ke tempat semula apabila tidak digunakan lagi.
Higiene Karyawan
Setiap karyawan yang menangani produk harus dalam kondisi yang sehat
dan bersih.Kesehatan dan kebersihan karyawan merupakan hal yang penting
dalam industri pembekuan udang. Karyawan yang tidak sehat dapat menjadi
sumber kontaminasi bagi produk, oleh sebab itu kesehatan karyawan harus selalu
diperiksa secara periodik dengan tujuan untuk menjamin agar tidak seorang
karyawan pun menderita penyakit yang dapat ditularkan melalui makan dan
bertindak sebagai pembawa penyakit.
Karyawan juga diwajibkan menjaga kebersihan pribadi selama mengikuti
kegiatan produksi karena karyawan merupakan salah satu sumber kontaminasi.
Untuk menghindari kontaminasi karyawan terhadap produk, pihak perusahaan
telah menyediakan perlengkapan kerja. Selain diharuskan menggunakan
perlengkapan kerja, sebelum masuk ruang proses karyawan diharuskan mencuci
kaki dengan air yang sudah dicampur dengan kalporit/chlor dengan konsentrasi
200 ppm dalam bak yang sudah disediakan dan mencuci tangan dengan sabun dan
air bersih.
Selama proses produksi berlangsung setiap karyawan tidak boleh makan,
minum, merokok ataupun meludah. Setiap karyawan tidak boleh menggunakan
aksesoris apapun seperti cincin, jam tangan, gelang, kalung dan tidak boleh
mempunyai kuku panjang atau memakai cat kuku.
Para pekerja selama menangani proses produksi diharuskan untuk
mengenakan perlengkapan kerja, antara lain sebagai berikut :
1). Seragam kerja
Terbuat dari kain, tujuannya untuk mencegah kemungkinan kntaminasi dari
tubuh pekerja. Sebelum masuk ruang proses produksi pakaian kerja
dibersihkan dulu di gosok dulu dengan alat rol yang dililit perekat.

88
2). Sarung tangan
Terbuat dari karet, tujuanya untuk mencegah kontak langsung antara tangan
pekerja dengan udang sehingga tidak menyebabkan kontaminasi. Sebelum
masuk ruang proses produksi sarung tangan karet disemprot dengan aquaplus
100 ppm.
3). Penutup kepala
Terbuat dari kain, tujuannya untuk mencegah kontaminasi dari rambut pekerja
dan setiap karyawan harus mengganti penutup kepala setiap dua hari sekali.
4). Sepatu boot
Terbuat dari karet, tujuannya untuk melindungi pekerja dari bahaya terpleset
karena lantai ruang produksi selalu dalam keadaan basah. Sebelum masuk
ruang proses produksi dicuci dengan larutan desinfektan 200 ppm.
5). Celemek plastik (apron)
Celemek plastik digunakan untuk menjaga kebersihan seragam kerja dan
sebelum masuk keruang proses produksi disemprot dengan aquaplus 100 ppm.
6). Masker
Masker terbuat dari kain, tujuannya untuk menutupi mulut dan hidung pekerja
apabila ada pekerja yang sedang sakit atau berbicara agar dapat menghindari
dari kontaminasi silang.
Perusahaan sudah menyediakan loker-loker untuk menyimpan perlengkapan
pribadi dan peralatan kerja di ruang ganti pakaian. Hal ini dimaksudkan agar
karyawan tidak membawa barang/benda apapun ke dalam ruang proses, karena
akan menjadi sumber kontaminasi terhadap produk.
Pengendalian Pest
Binatang pengerat dan serangga merupakan salah satu potensial kontaminasi
penyebar bakteri sehingga keberadaannya di dalam ruang pengolahan sangat tidak
diharapkan dan dilakukan berbagai upaya untuk mencegahnya. Prosedur yang
dilakukan oleh pihak perusahaan adalah dengan memasang penyaring pada

89
saluran pembuangan yang terbuat dari besi. Bagian yang berhubungan dengan luar
ruang pengolahan dilengkapi plastik curtain, alat pengendali anti serangga (insect
killer) di dekat pintu antara ruang penerimaan dengan ruang pemotongan kepala,
juga digunakan sistem mouse trappada setiap bagian di ruang proses. Pengawasan
binatang pengerat dan serangga dilakukan dengan cara inspeksi secara rutin oleh
pihak QC (Quality Control).
5.6.3.Penilaian Kelayakan Dasar
Penilaian kelayakan dasar pada PT.1368 menggunakan kuisioner dari
Direktorat Jenderal Pengolahan dan Pemasaran Hasil Perikanan dengan mengisi
kuisoner tersebut dan didapat beberapa penyimpangan dengan perincian sebagai
berikut: 6 Minor (Mn), 8 Mayor (My), 2 Serius (Sr), dan 0 Kritis (Kr). Hasil
penyimpangan didapat berdasarkan pengisian kuisioner UPI yang dapat dilihat
pada Lampiran 3. Dari hasil penilaian dan ketidak sesuaian yang ditemukan maka
hasil penilaian untuk PT. 1368 adalah Grade B (Baik). Hal ini tidak sesuai
dengan Sertifikat Kelayakan Pengolahan (SKP) Nomor 26/PP/SKP/PB/IV/3/09.
Dengan perincian ketidak sesuaian dapat diihat pada Tabel.10.
Penilaian kelayakan dasar dilakukan dengan dua kali pengamatan. Hasil
penilaian kelayakan dasar di PT. 1368 dapat dilihat pada Tabel 10.
Tabel 10. Nilai kelayakan dasar
Kategori penyimpangan Jumlah penyimpanganMinor 6Mayor 7Serius 2Kritis -Rating B
Penyimpangan minor
Penyimpangan minor merupakan jenis penyimpangan karena tidak
sesuainya persyaratan sanitasi dan higiene tetapi masih dibawah kategori
penyimpangan mayor, serius dan kritis. Adapun penyimpangan minor yang
terjadi.
1) Ventilasi tidak mencukupi

90
Kurangnya pemasangan blower dan exhaust fan di ruang proses membuat
saluran ventilasi dan perputaran udara di ruang proses belum memadai untuk
mencegah terjadinya kontaminasi terhadap produk.
2) Lantai pada gudang beku tidak kedap air dan terbuat dari bahan yang sulit
dicuci
Konstruksi lantai yang terbuat dari seperti semen tidak menyerap air
sehingga menghindari terjadinya perembesan air dari bawah
lantai.Sebagaimana telah diterapkan pada kuisioner kelayakan dasar
(KEP.01/MEN/ 2007), Lantai kedap air dan terbuat dari bahan yang mudah
dicuci dan didesinfeksi.
3) Kemiringan lantai gudang beku tidak sesuai
Penyimpangan ini terjadi karena kemiringan lantai di ruang pengolahan
masih kurang sehingga dalam gudang beku masih ada air yang tergenang.
Menurut Ditjenkan (1997), lantai ditempat yang sifatnya untuk pekerjaan
basah, dimana ikan diterima diolah dan dikemas harus cukup kemiringannya,
terbuat dari bahan yang kedap air, tahan lama dan mudah
dibersihkan.Sedangkan menurut Wiryanti dan Witjaksono (2002), lantai
mempunyai kemiringan sehingga air dapat dengan lancar mengalir ke saluran.
Sebagaimana telah diterapkan pada kuisioner kelayakan dasar
(KEP.01/MEN/ 2007), kemiringan lantai sesuai tidak menyebabkan lantai
tergenang.
4) Sensor suhu pada alat pencatat suhu tidak diletakkan di lokasi/area yang
mempunyai suhu paling tinggi. Sebagaimana telah diterapkan pada kuisioner
kelayakan dasar (KEP.01/MEN/ 2007),
5) Tidak Tersedia peta penempatan perangkap dan umpan (verifikasi harus
dilakukan).Sebagaimana telah diterapkan pada kuisioner kelayakan dasar
(KEP.01/MEN/ 2007), tersedia peta penempatan perangkap dan umpan
(verifikasi harus dilakukan).
91
6) Tidak adanya pemberian nomor dan penempatan penangkapan lalat.
Sebagaimana telah diterapkan pada kuisioner kelayakan dasar (KEP.01/MEN/
2007), adanya pemberian nomor dan penempatan penangkapan lalat.
Penyimpangan Mayor
1) Lantai ruang pengolahan tidak terbuat dari bahan yang kedap air dan retak
Lantai unit pengolahan harus kedap air, permukaannya halus dan rata,
tidak licin, mudah diperbaiki, mudah dibersihkan, serta pertemuan antara
lantai dan dinding tidak membentuk sudut (Wiryanti dan Witjaksono,
2002).Konstruksi lantai yang terbuat dari bahan porselen tidak menyerap air
sehingga menghindari terjadinya perembesan air dari bawah lantai. Lantai
ruang pengolahan juga terdapat keretakkan. Sebagaimana telah diterapkan
pada kuisioner kelayakan dasar (KEP.01/MEN/ 2007. BAB V. B,3), lantai
ruang pengolahan terbuat dari bahan yang kedap air. tidak beracun, tidak
menyerap, tidak licin, tidak retak.
2) Dinding tidak bebas dari penonjolan, ada beberapa pipa dan kabel yang tidak
ditutup dengan baik.Sebagaimana telah diterapkan pada kuisioner kelayakan
dasar (KEP.01/MEN/ 2007, BAB V B.3), Bebas dari penonjolan dan seluruh
pipa dan kabel ditutup dengan baik.
3) Langit-langit tidak bebas dari retak dan celah
Langit-langit pada ruang proses terdapat celah yang dapat menyebabkan
kontaminasi terhadap produk. Sebagaimana telah diterapkan pada kuisioner
kelayakan dasar (KEP.01/MEN/ 2007, BAB V B.3), bebas dari retak dan
celah.
4) Ventilasi tidak memungkinkan untuk menyaring uap air
Ventilasi tidak memungkinkan untuk menyaring uap air dikarenakan
kurangnya pemasangan blower dan exhaust fan di ruang proses membuat
saluran ventilasi dan perputaran udara di ruang proses belum memadai untuk
menyaring uap air.Sebagaimana telah diterapkan pada kuisioner kelayakan
dasar (KEP.01/MEN/2007), ventilasi memungkinkan untuk menyaring uap
air.

92
5) Fasilitas cuci tangan tidak dilengkapi dengan pengering sekali pakai.
Sebagaimana telah diterapkan pada kuisioner kelayakan dasar
(KEP.01/MEN/2007, BAB V,B, 12), fasilitas cuci tangan dilengkapi dengan
pengering sekali pakai.
6) Tidak mempunyai tempat pencucian alat yang terpisah.Sebagaimana telah
diterapkan pada kuisioner kelayakan dasar (KEP.01/MEN/2007), unit
pengolahan harus mempunyai tempat pencucian alat yang terpisah.
7) Setiap karyawan tidak mendapat pengecekan kesehatan. Sebagaimana telah
diterapkan pada kuisioner kelayakan dasar (KEP.01/MEN/2007), setiap
karyawan mendapat pengecekan kesehatan dan diiakukan secara berkala (cek
record dan verifikasi).
Penyimpangan Serius
1) Pakaian kerja tidak dicuci oleh DPI. Sebagaimana telah diterapkan pada
kuisioner kelayakan dasar (KEP.01/MEN/2007), pakaian kerja karyawan
dicuci oleh DPI.
2) Temperatur atau suhu tidak memenuhi standar atau < 30C. Sebagaimana
standar yang telah ditetapkan.





























