Embed Size (px)
Citation preview

Bài giảng CÔNG NGHỆ CHẾ TẠO MÁY
CÁC PHƯƠNG PHÁP GIA CÔNG RĂNG
GV: Trần Đại Nguyên
TRƯỜNG ĐẠI HỌC VĂN LANG Khoa KỸ THUẬT NHIỆT LẠNH
2010

LƯU Ý
Bài giảng điện tử
không thay thế
cho giờ lên lớp bắt buộc của sinh viên
NỘI DUNG
• .

GIỚI THIỆU

BÁNH RĂNG
• Truyền lực, truyền chuyển động giữa các trục.
• Phân loại theo dạng truyền động:
– Bánh răng hình trụ: truyền động giữa các trục song song (răng thẳng,
răng nghiêng, răng xoắn).
– Bánh răng côn: truyền động giữa các trục không song song.
– Bánh vít ăn khớp trục vít: truyền động giữ 2 trục vuông góc có tỷ số
truyền lớn.
– Bánh răng thanh răng: truyền chuyển động quay sang chuyển động tịnh
tiến.

BÁNH RĂNG • Phân loại theo kiểu ăn khớp:
– Ăn khớp trong
– Ăn khớp ngoài
• Phân loại theo hình dạng kích thước:
– Bánh răng liền trục
– Bánh răng có lỗ
– Lớn, nhỏ, trung bình

BÁNH RĂNG • Độ chính xác động học: đánh giá sai lệch góc quay
truyền động xuất hiện trong 1 vòng quay, đánh giá qua
sai số bước vòng và sai lệch pháp tuyền chung.
• Độ ổn định khi làm việc: mức độ êm khi làm việc do sự
thay đổi tốc độ quay qua sai lệch bước cơ sở.
• Độ chính xác tiếp xúc: mức độ, diện tiếp xúc của 2 mặt
răng ăn khớp thông qua vết tiếp xúc.
• Độ chính xác khe hở cạnh răng: mức hở giữa 2 biên
dạng răng ở phía không làm việc để tránh kẹt răng và
đảm bảo độ chính xác khi đảo chiều

CÁC THÔNG SỐ CÔNG NGHỆ • Số răng
• Mô đun
• Góc ăn khớp
• Biên dạng răng
• Góc nghiêng răng
• Hệ số dịch chỉnh
• Chiều cao răng
• Bề dày răng
• Chiều dày pháp tuyến chung
• Độ cứng
• ...

CÁC PHƯƠNG PHÁP
GIA CÔNG
BÁNH RĂNG TRỤ

BÁNH RĂNG TRỤ
• Định hình và bao hình
• Phay định hình:
– Gá trên đầu chia độ vạn năng.
– Dùng dao phay đĩa mô đun trên máy phay nằm ngang

BÁNH RĂNG TRỤ
• Gia công bánh răng nghiêng: xoay bàn máy một góc tương đương
góc nghiêng răng.
• Dao phay sản xuất theo bộ: 8, 15 hoặc 26 dao.
• Độ chính xác dạng răng thấp truyền động tốc độ không cao, năng
suất thấp

BÁNH RĂNG TRỤ
• Gia công bánh răng có số răng và mô đun lớn:
– Gia công phá bằng dao phay đĩa
– Gia công tinh bằng dao phay mô đun

BÁNH RĂNG TRỤ
• Chuốt định hình
– Năng suất và độ chính xác cao.
– Sản xuất hàng loạt lớn, hàng loạt khối.
– Có thể chuốt 1 hoặc nhiều rãnh răng cùng lúc
– Lực cắt khi chuốt lớn.

BÁNH RĂNG TRỤ
• Phay lăn răng
– Bao hình
– Năng suất và độ chính xác cao
– Dùng dao phay lăn răng dạng trục vít có biên dạng thân khai,
rãnh cắt thẳng góc với đường xoắn vít

BÁNH RĂNG TRỤ
• Phay lăn răng:
– Chuyển động quay của dao và chuyển động quay của chi tiết
phải nằm trong xích truyền động của bao hình.
– Trên máy phay chuyên dùng.
– Dao phay quay, cắt liên tục và tịnh tiến.
– Có thể phay thuận hoặc phay nghịch.
– Phay bánh răng nghiêng:
– Dao phay chế tạo phức tạp, giá thành cao.

BÁNH RĂNG TRỤ

Gia công bánh vít
• Dùng dao phay lăn răng dạng trục vít trên máy
phay lăn răng
• Tiến dao hướng kính, tiến dao tiếp tuyến

Gia công bánh vít – tiến dao hướng kính
• Chuyển động quay ăn khớp theo xích bao hình
giữa dao và chi tiết
• Tiến dao hướng kính của bánh vít về phía dao
• Năng suất cao
• Răng bánh vít ở đỉnh thường bị cắt lẹm

Gia công bánh vít – tiến dao tiếp tuyến
• Dao phay ngoài chuyển động quay
• Tiến dao tiếp tuyến với bánh vít
• Bàn máy thực hiện thêm chuyển động quay nhờ bộ
truyền vi sai để bù lượng dịch chuyển tiếp tuyến.
• Độ chính xác cao
• Năng suất thấp

Xọc răng
• Cắt răng bao hình thực hiện bằng dao có dạng bánh răng hoặc
thanh răng.
Xọc bằng dao xọc bánh răng:
• lặp lại chuyển động ăn khớp của 2 bánh răng
• Tỷ số truyển trongchuyển động quay của dao: nct/nd = Zd/Zct
• Chuyển động lên xuống của đầu dao để gia công hết bề rộng răng
• Chuyển động tiến dao hướng kính để gia công đạt chiều cao răng
• Chuyển động nhường dao

Xọc bằng dao xọc dạng bánh răng
• Độ chính xác cao, dao dễ chế tạo chính xác
• Phương pháp duy nhất gia công bánh răng nhiều bậc
mà khoảng cách giữa các bậc nhỏ
• Năng suất không cao

Xọc bằng dao xọc răng lược
• Lặp lại sự ăn khớp giữa bánh răng và thanh răng
• Dao dễ chế tạo chính xác
• Máy phức tạp về mặt động học
• Năng suất không cao do vận tốc và quán tính đầu
dao
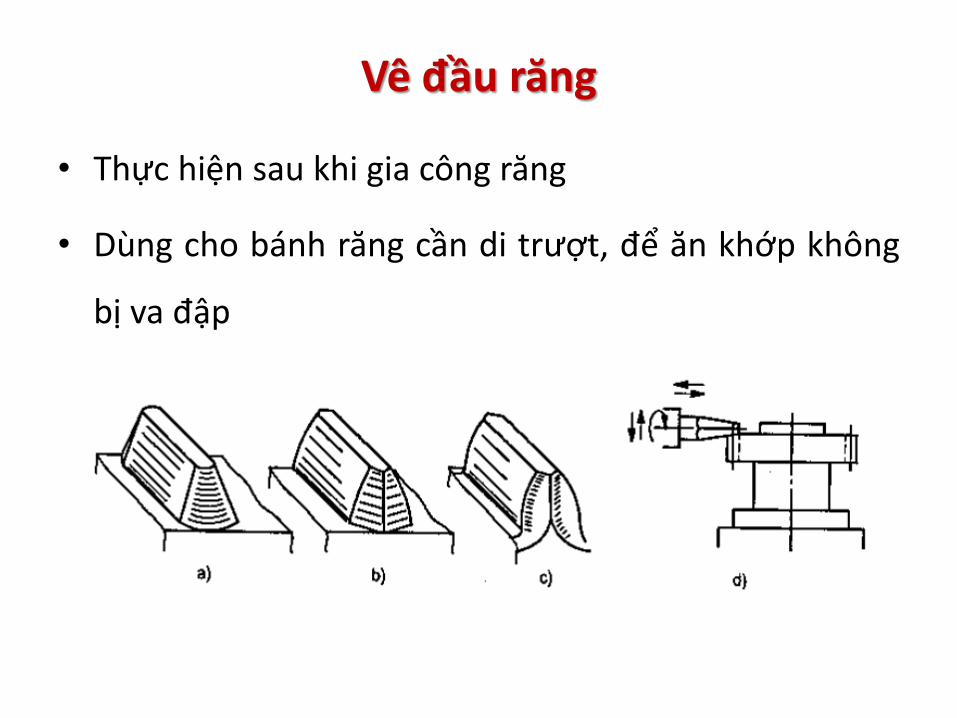
Vê đầu răng
• Thực hiện sau khi gia công răng
• Dùng cho bánh răng cần di trượt, để ăn khớp không
bị va đập

Gia công tinh răng
• Chạy rà bánh răng:
– Bánh răng gia công chưa qua nhiệt luyện quay ăn khớp với
bánh răng mẫu được tôi cứng
– Nén, ép phẳng, tăng độ cứng và độ chính xác
Gia công tinh răng
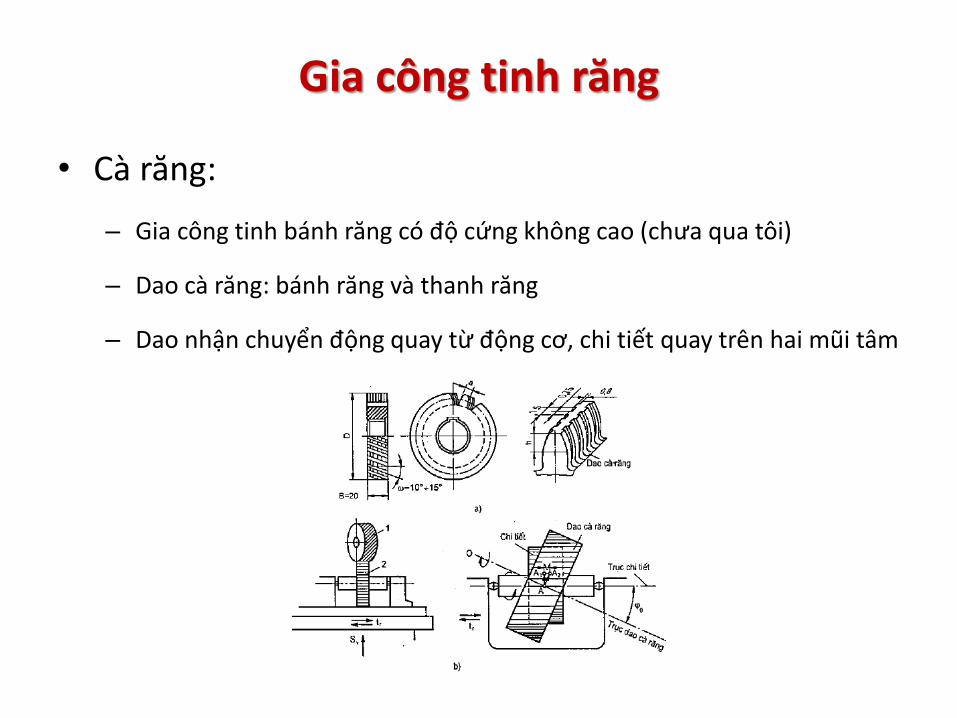
• Cà răng:
– Gia công tinh bánh răng có độ cứng không cao (chưa qua tôi)
– Dao cà răng: bánh răng và thanh răng
– Dao nhận chuyển động quay từ động cơ, chi tiết quay trên hai mũi tâm

Gia công tinh răng
• Cà răng:
– Cà song song
– Cà chéo
– Cà tiếp tuyến
– Tốc độ cắt 70-100 m/ph, lượng tiến dao 0,2-0,5mm/vòng
– Chỉ hiệu quả khi m=2-6
– Ra = 0,63-0,16

Gia công tinh răng
• Mài răng:
– Cấp chính xác 4-6,Ra=1,25-0,16
– Gia công bánh răng có yêu cầu về chất lượng và độ cứng cao (sau khi
tôi)
– Máy mài có cấu tạo phức tạp, năng suất thấp, giá thành cao
• Mài định hình:
– Đá có biên dạng của rãnh răng cần gia công
– Phải sửa đá thường xuyên khó đảm bảo độ chính xác và năng suất

Gia công tinh răng • Mài bao hình
– Đảm bảo độ chính xác cao, được sử dụng rộng rãi
– Nguyên lý ăn khớp bánh răng – thanh răng
– Mặt đá côn: gia công bánh răng kích thước lớn
– Mặt đá xoắn vít: năng suất rất cao, cấp CX 4-5, Ra 1,35 – 0,32
– Mặt đá phẳng

CÁC PHƯƠNG PHÁP
GIA CÔNG
BÁNH RĂNG CÔN

Phương pháp định hình
• Phay: dao phay đĩa môđun trên máy phay vạn năng
có đầu chia độ
• Dùng gia công bánh răng côn có độ chính xác không
cao, mô đun lớn

Phương pháp định hình
• Chuốt: bánh răng côn có mô đun nhỏ
• Năng suất cao, nhưng mỗi môđun cần một loại dao
sản xuất hàng loạt lớn

Phương pháp định hình
• Bào: bào bánh răng côn theo dưỡng
• Môđun lớn, cấp CX 9-11
• Độ chính xác không cao do sai số biên dạng dưỡng
chép hình, sai số động học cơ cấu truyền động

Phương pháp bao hình
• Nguyên lý: dựa vào sự ăn khớp của bánh răng cần gia
công với bánh răng dẹt sinh
• Phay: dùng 2 dao phay đĩa có đường kính lớn
• Năng suất cao, độ nhẵn bóng bề mặt cao. Cấp CX 6-7
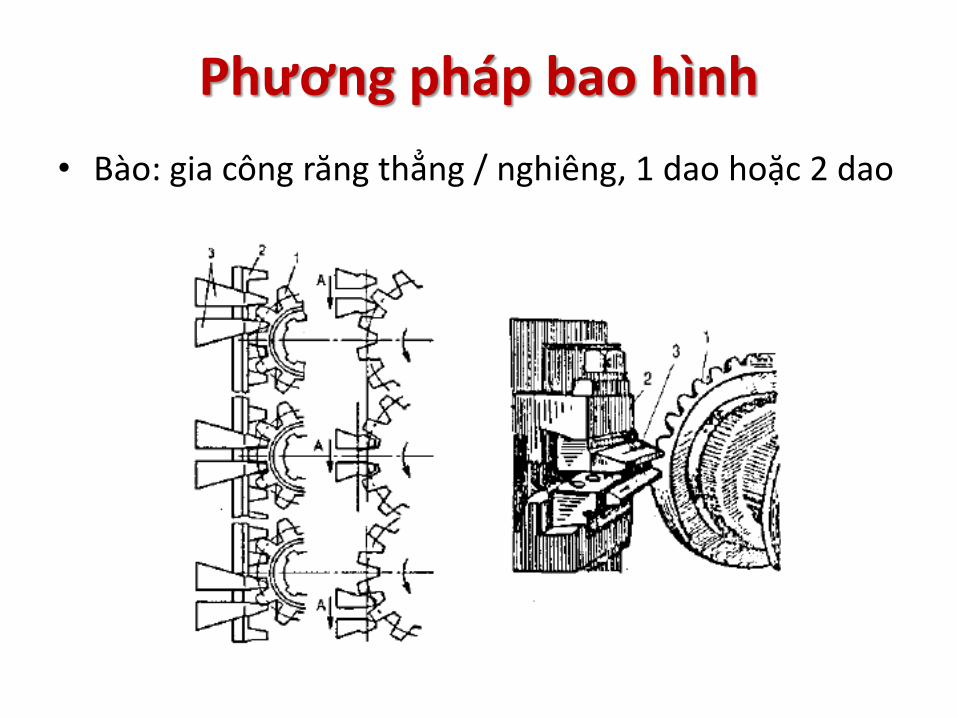
Phương pháp bao hình
• Bào: gia công răng thẳng / nghiêng, 1 dao hoặc 2 dao

KIỂM TRA BÁNH RĂNG

Kiểm tra độ chính xác động học
• Kiểm tra sai số động học
• Kiểm tra sai số tích lũy bước răng
• Kiểm tra độ đảo hướng kính
• Kiểm tra sai lệch chiều dài pháp tuyến chung
• Kiểm tra sai lệch khoảng cách tâm

Kiểm tra độ ổn định ở tốc độ cao
• Kiểm tra sai số biên dạng răng
• Kiểm tra sai số bước vòng
• Kiểm tra sai lệch bước cơ sở

Kiểm tra độ CX tiếp xúc tải trọng lớn Kiểm tra chỉ số khe hở mặt răng
• Kiểm tra độ CX tiếp xúc tải trọng lớn
– Xác định vết tiếp xúc
– Đo sai số hướng răng
• Kiểm tra chỉ số khe hở mặt răng
– Kiểm tra sai lệch khe hở cạnh bên
– Kiểm tra sai lệch chiều dày răng

Phương pháp kiểm tra
• Đo kiểm tra từng thông số cơ bản về kích thước và
hình dạng răng
• Đo kiểm tra tổng hợp để đánh giá chất lượng và khả
năng sử dụng

CÂU HỎI ÔN TẬP BÀI TẬP





























