Embed Size (px)
Citation preview
BOLETÍN DE LA SOCIEDAD ESPAÑOLA DE
Cerámica y Vidrio D O S S I E R
• • •
Deterioro mecánico de la superficie del vidrio R. G Y*, A. MALATS i RIERA**
Saint Gobain Recherche. 39, quai Lucien Lefranc. F-93303 Aubervilliers Cedex Centro de Investigación, Desarrollo y Asistencia. Avda. de Lugo, 110. E-33400 Aviles
Las propiedades más sobresalientes y exclusivas de los vidrios a base de silicatos son su transparencia y resistencia al envejecimiento. Estas dos propiedades no serían posibles sin la capacidad de poder producir una superficie extremadamente lisa. El punto débil del vidrio es su fragilidad aún sabiendo que su resistencia mecánica es potencialmente muy elevada. Pero el vidrio es muy sensible a la presencia de defectos. La mayoría de las veces son defectos de superficie, que han sido creados durante el proceso de fabricación y transformación del vidrio. A continuación se describen los principales mecanismos de degradación por contacto con la superficie, se pasa revista a ejemplos reales de deterioro mecánico y por último se citan distintas soluciones que mejoran la resistencia mecánica de la superficie del vidrio.
Palabras clave: Superficie del vidrio, propiedades mecánicas
Mechanical degradation of glass surfaces
The most remarkable and unique properties of silicate based glasses are their transparency and resistance to ageing. Both properties are possible because of our ability to produce an extremely plane surface. The v^eakness point of glasses is their brittleness even though their mechanical strengh is potentially very high. Glasses are very sensitive to presence of defects. Usually there are surface defects which were originated during the fabrication process of glass. In the following paragraphs, we describe the main mechanisms of mechanical damage are discussed. Finally, several solutions to improve the mechanical resistance of glass surfaces are proposed.
Key words: Glass surface, mechanical properties
1. INTRODUCCIÓN
Las propiedades más sobresalientes y exclusivas de los vidrios a base de silicatos son su transparencia y resistencia al envejecimiento. Estas dos propiedades no serían posibles sin la capacidad de poder producir una superficie extremamente lisa.
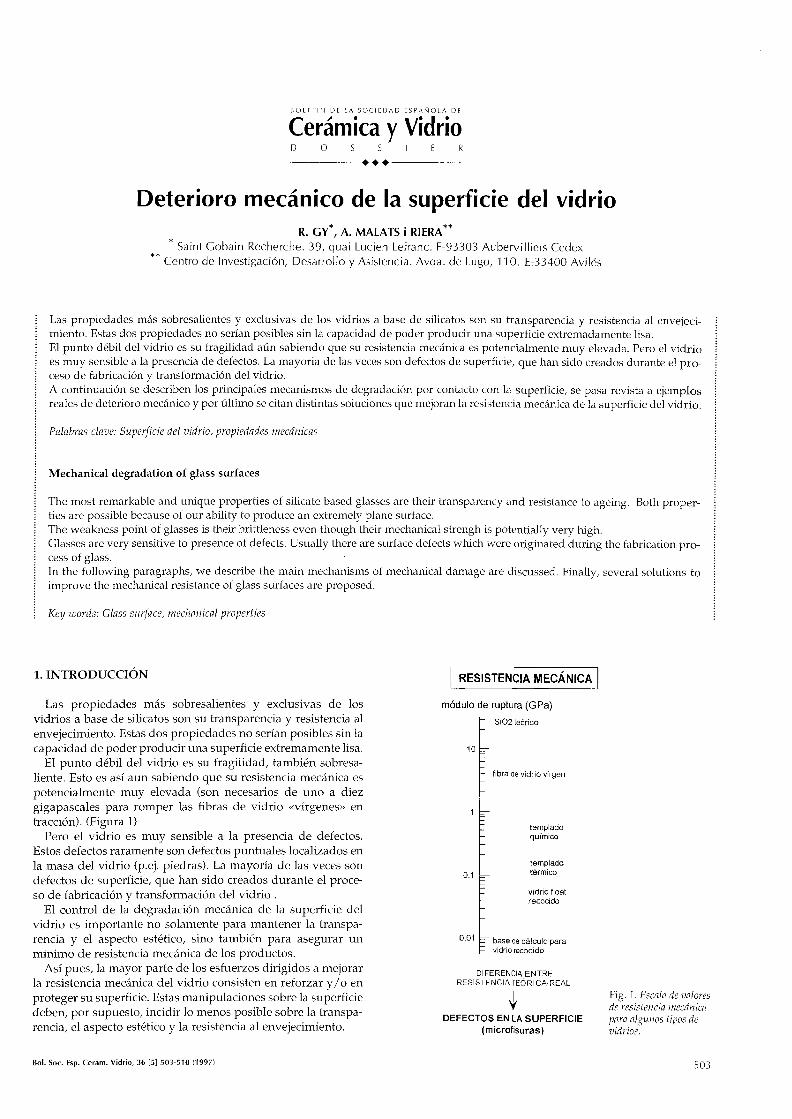
El punto débil del vidrio es su fragilidad, también sobresaliente. Esto es así aun sabiendo que su resistencia mecánica es potencialmente muy elevada (son necesarios de uno a diez gigapascales para romper las fibras de vidrio «vírgenes» en tracción). (Figura 1)
Pero el vidrio es muy sensible a la presencia de defectos. Estos defectos raramente son defectos puntuales localizados en la masa del vidrio (p.ej. piedras). La mayoría de las veces son defectos de superficie, que han sido creados durante el proceso de fabricación y transformación del vidrio .
El control de la degradación mecánica de la superficie del vidrio es importante no solamente para mantener la transparencia y el aspecto estético, sino también para asegurar un mínimo de resistencia mecánica de los productos.
Así pues, la mayor parte de los esfuerzos dirigidos a mejorar la resistencia mecánica del vidrio consisten en reforzar y / o en proteger su superficie. Estas manipulaciones sobre la superficie deben, por supuesto, incidir lo menos posible sobre la transparencia, el aspecto estético y la resistencia al envejecimiento.
RESISTENCIA MECÁNICA
módulo de ruptura (GPa)
|~ Si02 teórico
10
0.1
fibra de vidrio virgen
templado químico
templado térmico
vidrio float recocido
" base de cálculo para F vidrio recocido
DIFERENCIA ENTRE RESISTENCIA TEÓRICA-REAL
I DEFECTOS EN LA SUPERFICIE
(microfisuras)
Fig. 1. Escala de valores de resistencia mecánica para algunos tipos de vidrios.
Bol. Soc. Esp. Cerám. Vidrio, 36 [5] 503-510 (1997) 503
R. GY, A. MALATS
A continuación se describen los principales mecanismos de degradación por contacto con la superficie. Se presentan algunos ejemplos reales de deterioro mecánico y por último, se citan distintas soluciones que mejoran la resistencia mecánica de la superficie del vidrio.
2. MECANISMOS DE DETERIORO POR CONTACTO
En un cuerpo elástico sobre el que se le aplica una fuerza concentrada, se generan tensiones con una intensidad que varía en función del inverso del cuadrado de la distancia al punto de aplicación de la fuerza.
La tensión radial es una tracción que es máxima sobre la superficie y justo debajo de ella dónde a tenido lugar el impacto. Las otras componentes son, casi en todas partes, compresiones.
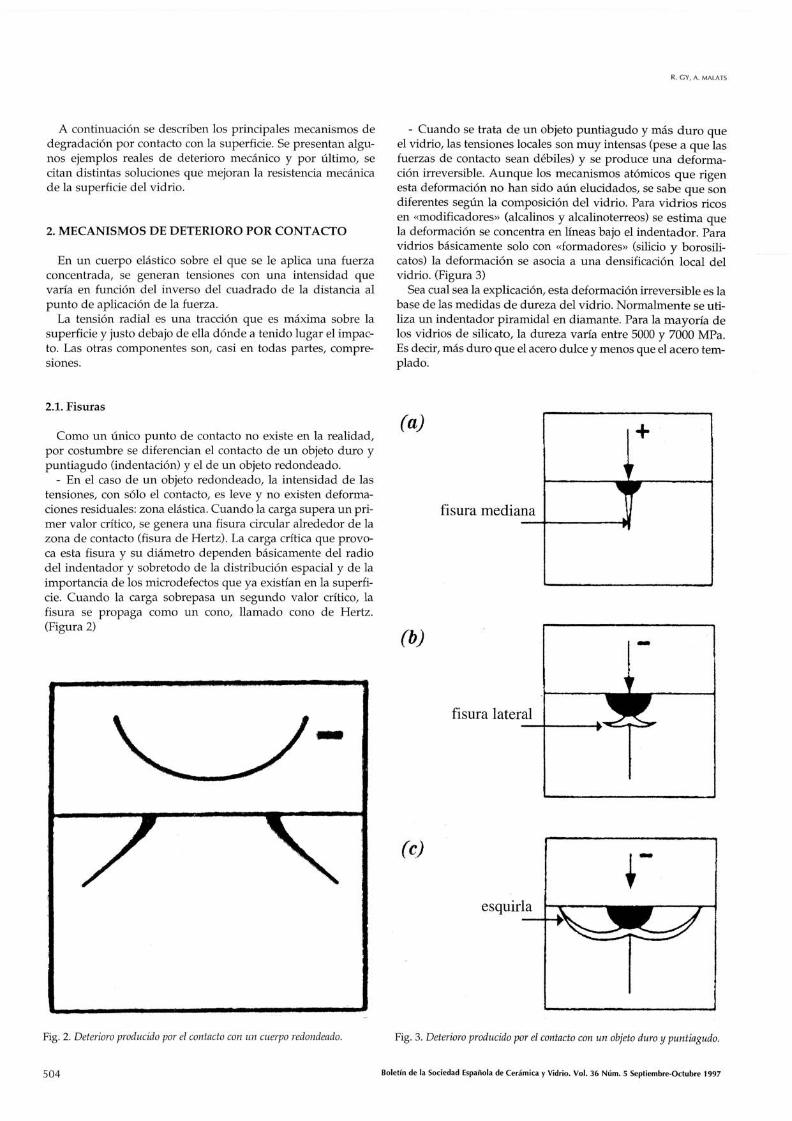
- Cuando se trata de un objeto puntiagudo y más duro que el vidrio, las tensiones locales son muy intensas (pese a que las fuerzas de contacto sean débiles) y se produce una deformación irreversible. Aunque los mecanismos atómicos que rigen esta deformación no han sido aún elucidados, se sabe que son diferentes según la composición del vidrio. Para vidrios ricos en «modificadores» (alcalinos y alcalinoterreos) se estima que la deformación se concentra en líneas bajo el indentador. Para vidrios básicamente solo con «formadores» (silicio y borosili-catos) la deformación se asocia a una densificación local del vidrio. (Figura 3)
Sea cual sea la explicación, esta deformación irreversible es la base de las medidas de dureza del vidrio. Normalmente se utiliza un indentador piramidal en diamante. Para la mayoría de los vidrios de silicato, la dureza varía entre 5000 y 7000 MPa. Es decir, más duro que el acero dulce y menos que el acero templado.
2.1. Fisuras
Como un único punto de contacto no existe en la realidad, por costumbre se diferencian el contacto de un objeto duro y puntiagudo (indentación) y el de un objeto redondeado.
- En el caso de un objeto redondeado, la intensidad de las tensiones, con sólo el contacto, es leve y no existen deformaciones residuales: zona elástica. Cuando la carga supera un primer valor crítico, se genera una fisura circular alrededor de la zona de contacto (fisura de Hertz). La carga crítica que provoca esta fisura y su diámetro dependen básicamente del radio del indentador y sobretodo de la distribución espacial y de la importancia de los microdefectos que ya existían en la superficie. Cuando la carga sobrepasa un segundo valor crítico, la fisura se propaga como un cono, llamado cono de Hertz. (Figura 2)
(a)
fisura mediana
(b)
fisura lateral
(c)
esquirla
Fig. 2. Deterioro producido por el contacto con un cuerpo redondeado. Fig. 3. Deterioro producido por el contacto con un objeto duro y puntiagudo.
504 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997
DETERIORO MECÁNICO DE LA SUPERFICIE DEL VIDRIO
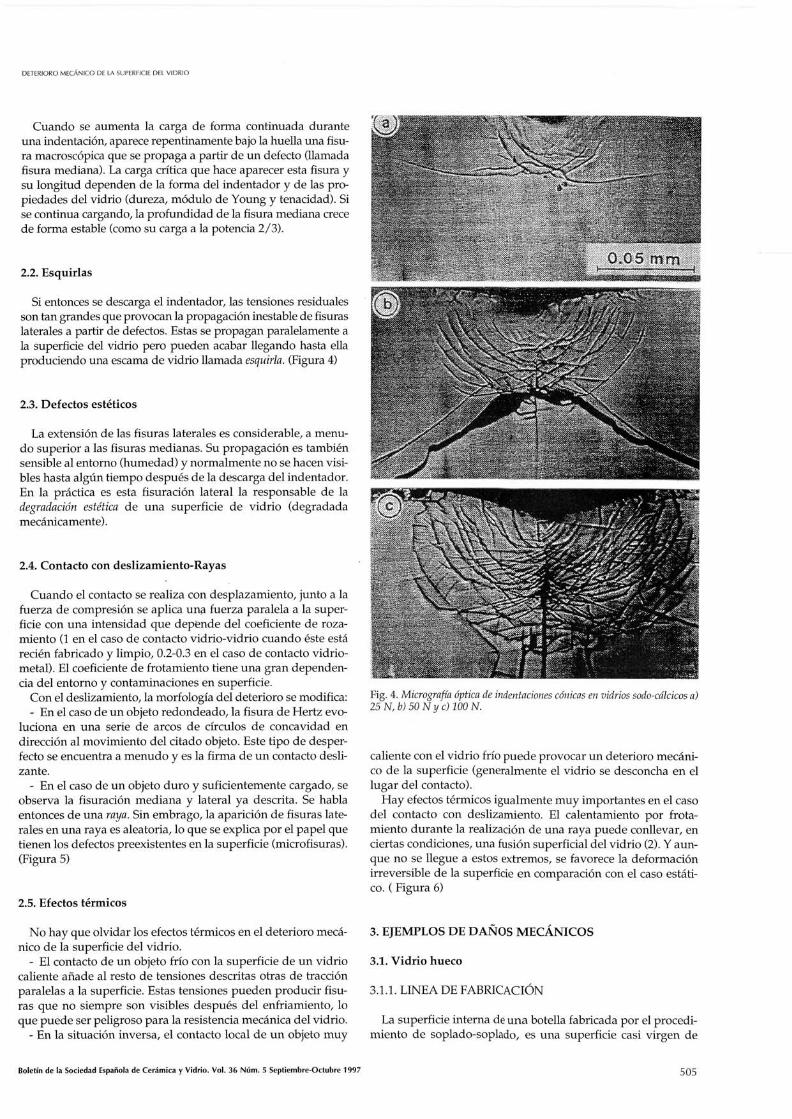
Cuando se aumenta la carga de forma continuada durante una indentación, aparece repentinamente bajo la huella una fisura macroscópica que se propaga a partir de un defecto (llamada fisura mediana). La carga crítica que hace aparecer esta fisura y su longitud dependen de la forma del indentador y de las propiedades del vidrio (dureza, módulo de Young y tenacidad). Si se continua cargando, la profundidad de la fisura mediana crece de forma estable (como su carga a la potencia 2/3).
2.2. Esquirlas
Si entonces se descarga el indentador, las tensiones residuales son tan grandes que provocan la propagación inestable de fisuras laterales a partir de defectos. Estas se propagan paralelamente a la superficie del vidrio pero pueden acabar llegando hasta ella produciendo una escama de vidrio llamada esquirla. (Figura 4)
2.3. Defectos estéticos
La extensión de las fisuras laterales es considerable, a menudo superior a las fisuras medianas. Su propagación es también sensible al entorno (humedad) y normalmente no se hacen visibles hasta algún tiempo después de la descarga del indentador. En la práctica es esta fisuración lateral la responsable de la degradación estética de una superficie de vidrio (degradada mecánicamente).
2.4. Contacto con deslizamiento-Rayas
Cuando el contacto se realiza con desplazamiento, junto a la fuerza de compresión se aplica una fuerza paralela a la superficie con una intensidad que depende del coeficiente de rozamiento (1 en el caso de contacto vidrio-vidrio cuando éste está recién fabricado y limpio, 0.2-0.3 en el caso de contacto vidrio-metal). El coeficiente de frotamiento tiene una gran dependencia del entorno y contaminaciones en superficie.
Con el deslizamiento, la morfología del deterioro se modifica: - En el caso de un objeto redondeado, la fisura de Hertz evo
luciona en una serie de arcos de círculos de concavidad en dirección al movimiento del citado objeto. Este tipo de desperfecto se encuentra a menudo y es la firma de un contacto deslizante.
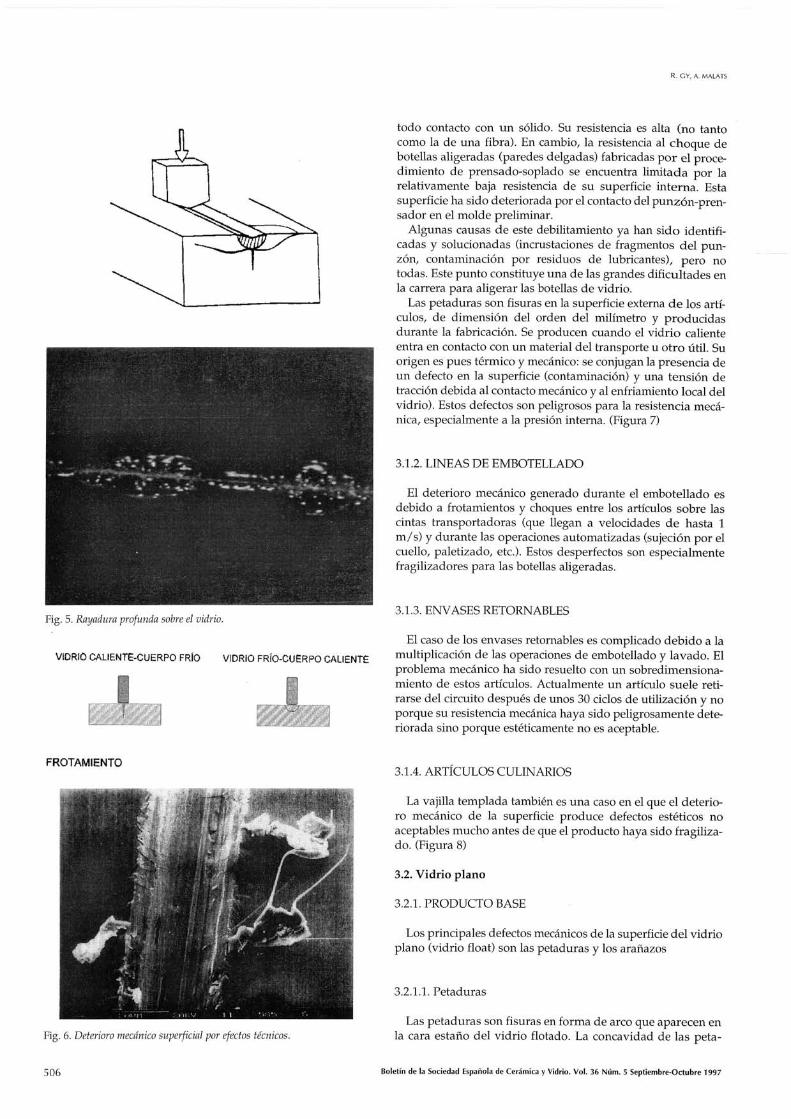
- En el caso de un objeto duro y suficientemente cargado, se observa la fisuración mediana y lateral ya descrita. Se habla entonces de una raya. Sin embrago, la aparición de fisuras laterales en una raya es aleatoria, lo que se explica por el papel que tienen los defectos preexistentes en la superficie (microfisuras). (Figura 5)
2.5. Efectos térmicos
Fig. 4. Micrografía óptica de indentaciones cónicas en vidrios sodo-cálcicos a) 25N,b)50Nyc)100N.
caliente con el vidrio frío puede provocar un deterioro mecánico de la superficie (generalmente el vidrio se desconcha en el lugar del contacto).
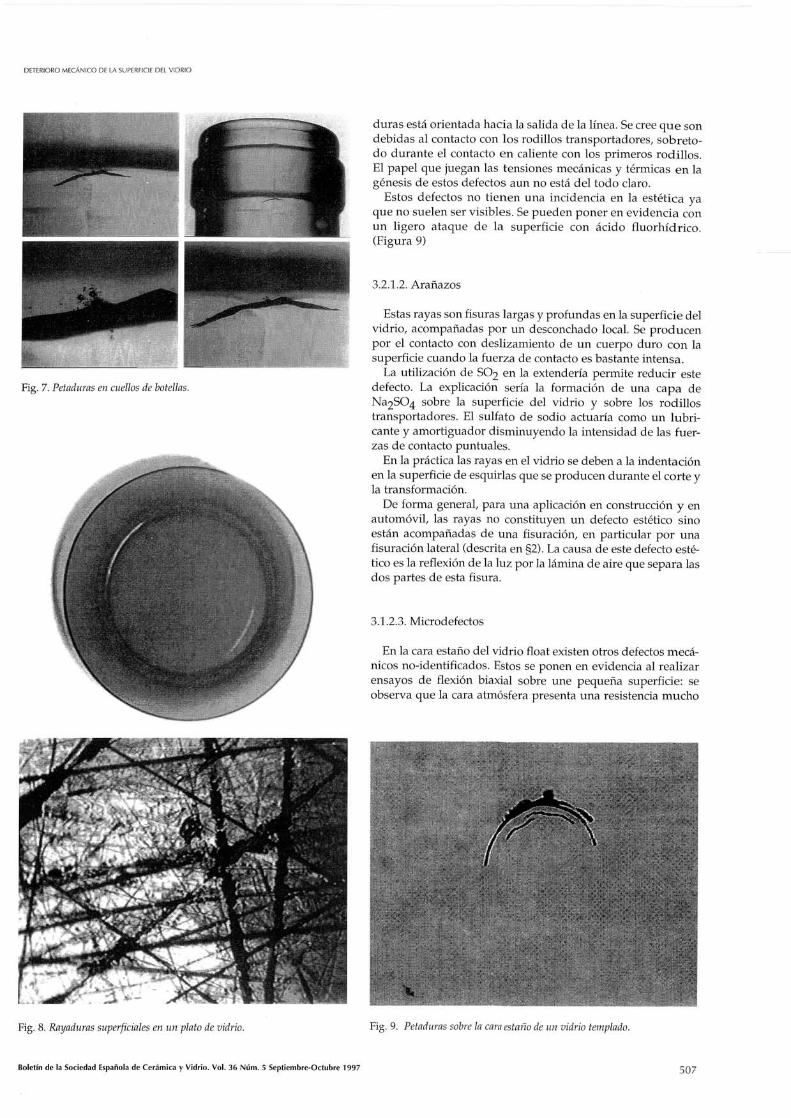
Hay efectos térmicos igualmente muy importantes en el caso del contacto con deslizamiento. El calentamiento por frotamiento durante la realización de una raya puede conllevar, en ciertas condiciones, una fusión superficial del vidrio (2). Y aunque no se llegue a estos extremos, se favorece la deformación irreversible de la superficie en comparación con el caso estático. ( Figura 6)
No hay que olvidar los efectos térmicos en el deterioro mecánico de la superficie del vidrio.
- El contacto de un objeto frío con la superficie de un vidrio caliente añade al resto de tensiones descritas otras de tracción paralelas a la superficie. Estas tensiones pueden producir fisuras que no siempre son visibles después del enfriamiento, lo que puede ser peligroso para la resistencia mecánica del vidrio.
- En la situación inversa, el contacto local de un objeto muy
3. EJEMPLOS DE DANOS MECÁNICOS
3.1. Vidrio hueco
3.LL LINEA DE FABRICACIÓN
La superficie interna de una botella fabricada por el procedimiento de sopiado-soplado, es una superficie casi virgen de
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997 505
R. GY, A. MALATS
Fig. 5. Rnxiadurn profunda sobir c\ vidrio.
VIDRIO CALIENTE-CUERPO FRÍO VÍDRiO FRÍO-CUERPO CALIENTE
' \ : ? ;
todo contacto con un sólido. Su resistencia es alta (no tanto como la de una fibra). En cambio, la resistencia al choque de botellas aligeradas (paredes delgadas) fabricadas por el procedimiento de prensado-sopiado se encuentra limitada por la relativamente baja resistencia de su superficie interna. Esta superficie ha sido deteriorada por el contacto del punzón-prensador en el molde preliminar.
Algunas causas de este debilitamiento ya han sido identificadas y solucionadas (incrustaciones de fragmentos del punzón, contaminación por residuos de lubricantes), pero no todas. Este punto constituye una de las grandes dificultades en la carrera para aligerar las botellas de vidrio.
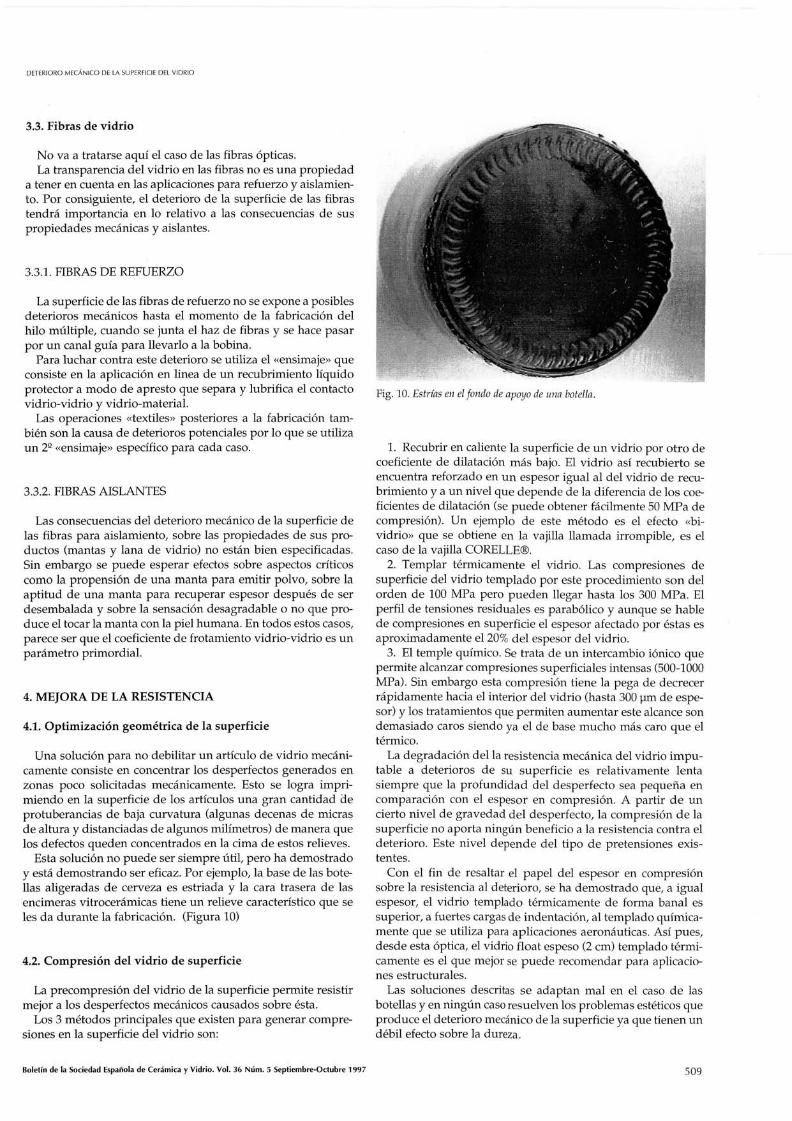
Las petaduras son fisuras en la superficie externa de los artículos, de dimensión del orden del milímetro y producidas durante la fabricación. Se producen cuando el vidrio caliente entra en contacto con un material del transporte u otro útil. Su origen es pues térmico y mecánico: se conjugan la presencia de un defecto en la superficie (contaminación) y una tensión de tracción debida al contacto mecánico y al enfriamiento local del vidrio). Estos defectos son peligrosos para la resistencia mecánica, especialmente a la presión interna. (Figura 7)
3.1.2. LINEAS DE EMBOTELLADO
El deterioro mecánico generado durante el embotellado es debido a frotamientos y choques entre los artículos sobre las cintas transportadoras (que llegan a velocidades de hasta 1 m/s) y durante las operaciones automatizadas (sujeción por el cuello, paletizado, etc.). Estos desperfectos son especialmente fragilizadores para las botellas aligeradas.
3.L3. ENVASES RETORNADLES
El caso de los envases retornables es complicado debido a la multiplicación de las operaciones de embotellado y lavado. El problema mecánico ha sido resuelto con un sobredimensiona-miento de estos artículos. Actualmente un artículo suele retirarse del circuito después de unos 30 ciclos de utilización y no porque su resistencia mecánica haya sido peligrosamente deteriorada sino porque estéticamente no es aceptable.
FROTAMIENTO
Fig. 6. Deterioro mecánico superficial por efectos técnicos.
3.L4. A R T Í C U L O S CULINARIOS
La vajilla templada también es una caso en el que el deterioro mecánico de la superficie produce defectos estéticos no aceptables mucho antes de que el producto haya sido fragiliza-do. (Figura 8)
3.2. Vidrio plano
3.2.1. PRODUCTO BASE
Los principales defectos mecánicos de la superficie del vidrio plano (vidrio float) son las petaduras y los arañazos
3.2.1.1. Petaduras
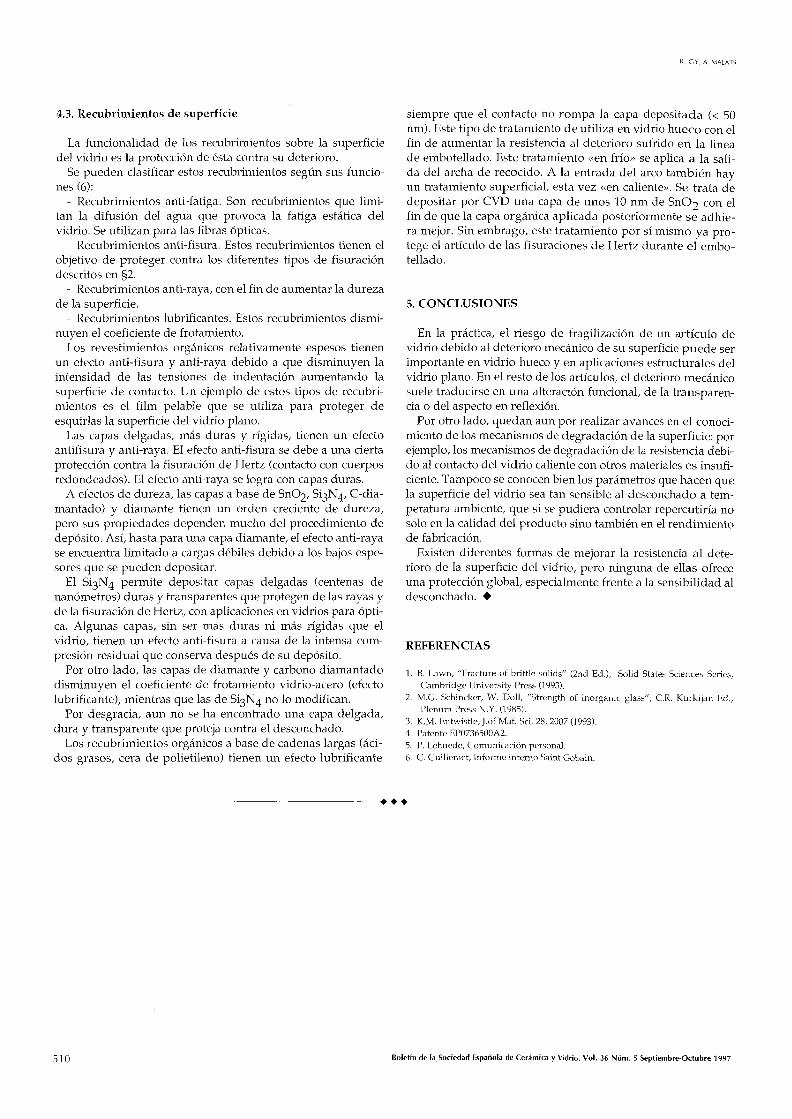
Las petaduras son fisuras en forma de arco que aparecen en la cara estaño del vidrio flotado. La concavidad de las peta-
506 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997
DETERIORO MECÁNICO DE LA SUPERFICIE DEL VIDRIO
Fig. 7. Petaduras en cuellos de botellas.
duras está orientada hacia la salida de la línea. Se cree que son debidas al contacto con los rodillos transportadores, sobretodo durante el contacto en caliente con los primeros rodillos. El papel que juegan las tensiones mecánicas y térmicas en la génesis de estos defectos aun no está del todo claro.
Estos defectos no tienen una incidencia en la estética ya que no suelen ser visibles. Se pueden poner en evidencia con un ligero ataque de la superficie con ácido fluorhídrico. (Figura 9)
3.2.1.2. Arañazos
Estas rayas son fisuras largas y profundas en la superficie del vidrio, acompañadas por un desconchado local. Se producen por el contacto con deslizamiento de un cuerpo duro con la superficie cuando la fuerza de contacto es bastante intensa.
La utilización de SO2 en la extendería permite reducir este defecto. La explicación sería la formación de una capa de Na2S04 sobre la superficie del vidrio y sobre los rodillos transportadores. El sulfato de sodio actuaría como un lubricante y amortiguador disminuyendo la intensidad de las fuerzas de contacto puntuales.
En la práctica las rayas en el vidrio se deben a la indentación en la superficie de esquirlas que se producen durante el corte y la transformación.
De forma general, para una aplicación en construcción y en automóvil, las rayas no constituyen un defecto estético sino están acompañadas de una fisuración, en particular por una fisuración lateral (descrita en §2). La causa de este defecto estético es la reflexión de la luz por la lámina de aire que separa las dos partes de esta fisura.
3.L2.3. Microdefectos
En la cara estaño del vidrio float existen otros defectos mecánicos no-identificados. Estos se ponen en evidencia al realizar ensayos de flexión biaxial sobre une pequeña superficie: se observa que la cara atmósfera presenta una resistencia mucho
Fig. 8. Rayaduras superficiales en un plato de vidrio. Fig. 9. Petaduras sobre la cara estaño de un vidrio templado.
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997 507

R. CY, A. MALATS
mayor que la cara estaño (3). Como esta diferencia no puede atribuirse a una diferencia de composición química, se atribuye a un deterioro específico de la cara estaño: la presencia de microdefetcos. Se estima que la profundidad de estos microde-fectos superficiales varía entre 5-10 pm.
For otro lado, en el caso de la rayas se ha observado que en iguales condiciones, la cara estaño es más sensible al mecanismo de degradación estético de la superficie del vidrio que la cara atmósfera. Se sospecha que los microdefectos de la cara estaño juegan un papel importante en esta mayor sensibilidad.
3.2.3.3. Discos duros
En el caso del vidrio como substrato de discos duros, la exigencia concierne a la rugosidad. No se admite ninguna asperi- • dad en el substrato ya que se busca una función «alta densidad» lo que significa que el cabezal de grabación/lectura debe desplazarse a unos 25 nm de la superficie del disco.
3.2.4 DETERIORO DURANTE LA UTILIZACIÓN
3.2.4.1. Parabrisas
3.2.2. TRANSFORMACIÓN AUTOMÓVIL
De forma general, en el sector automóvil la exigencia estética es de primer orden sobretodo en lo referente al acristala-miento..
En la transformación automóvil, las rayas pueden ser la causa de fuertes caídas de rendimiento. Esto se agrava por el hecho que a veces éstas aparecen con retraso (debido a la propagación aleatoria de las fisuras laterales en torno a una inden-tación) lo que provoca el rechazo de una pieza que ya integra mucho valor añadido, pero el peor de los casos es cuando el defecto aparece en el cliente.
La indentación en la superficie del vidrio no siempre está provocada por las esquirlas, por ejemplo se puede citar el caso del deterioro superficial que provoca la cuchilla de acero que se utiliza para eliminar los bordes de PVB en el vidrio laniinar o la eliminación de las rebabas de la junta de encapsulación.
Cabe señalar además que este tipo de defectos resultan mucho más visibles en el caso de que se produzcan en vidrios opacificados o poco transparentes, como pasa por los techos solares y los laterales de tipo DARKTAIL.
En el sector automóvil, el principal deterioro que afecta a los parabrisas (vidrio laminar) es el impacto de grava. Los impactos más fuertes provocan una fisuración del vidrio que se propaga lejos del impacto y requiere el remplazamiento del parabrisas. Esta propagación puede ser lenta y progresiva, pero no está asociada a la superficie del vidrio, por lo que no se tratará aquí.
En los impactos más débiles, las fracturas quedan confinadas cerca de la zona de impacto. Precisamente el número de estos pequeños impactos da una idea del tiempo que lleva en servicio un parabrisas.
La visión nocturna o diurna con el sol de frente a través de un parabrisas usado tiende a degradarse debido a la difusión de la luz en los puntos deteriorados. Esta difusión es producida por la presencia de rayas finas que, con el tiempo, constituyen una red cada vez más densa. El papel que juegan los limpiaparabrisas y las partículas duras en suspensión en el aire aun no está muy claro. Además, en un estudio reciente se ha visto que, después de 6 años de utilización, desaparece alrededor de unos 2 pm de vidrio de la cara externa de un parabrisas (5).
3.2.3. APLICACIONES PARA ELECTRÓNICA 3.2.4.2. Laterales
A diferencia de la mayor parte de los casos en aplicaciones construcción y automóvil, en que el deterioro superficial suele ser de carácter estético, en aplicaciones electrónicas (pantallas y discos duros) los desperfectos mecánicos superficiales son defectos funcionales. Así, una raya es un defecto importante aunque no presente fisuración, simplemente debido a la ligera deformación geométrica de la superficie que provoca.
En el sector del transporte público, y sobretodo en el metro, hay que señalar los problemas de vandalismo: las rayas sobre el vidrio templado son defectos bastante profundos (--200 pm) que se acompañan de un desconchado visible. Estos desperfectos no provocan un debilitamiento de la resistencia de estos productos y son considerados como defectos estéticos.
3.2.3.1. Pantallas cristales líquidos
En el caso de las pantallas para cristales líquidos (TET-AMLCD) se imprimen en la superficie unos motivos muy finos (-100 pm) que luego conformarán los pixels. Una pequeña alteración de la superficie del substrato puede perturbar el buen funcionamiento del pixel. Por esta razón se protegen estas superficies con un recubrimiento orgánico pelable (PET) durante su transformación.
3.2.3.2. Pantallas plasma
En el caso de las pantallas plasma (PDF) se trata de no dañar la continuidad de las líneas de electrodos que alimentan los pixels.
3.2.4.3. Construcción
En el sector de la construcción, los vidrios se rayan progresivamente en las operaciones de lavado. Por ejemplo, se puede citar el caso de las placas vitrocerámicas para encimeras y el de las mesas de vidrio templado. En los dos casos el deterioro sufrido se explica por la utilización de procedimientos de limpieza, algunas veces muy abrasivos, con el fin de eliminar la suciedad fuertemente adherida.
Así pues, podemos observar que el deterioro mecánico de la superficie del vidrio durante su utilización tiene, en la mayoría de los casos, consecuencias sobre su función estética. Sin embargo, las consecuencias de estos deterioros pueden ser muy graves en el caso de una utilización estructural del vidrio plano (fachadas autoportantes), por lo que deben estudiarse y combatirse meticulosamente.
508 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997
DETERIORO MECÁNICO DE LA SUPERFICIE DEL VIDRIO
3.3. Fibras de vidrio
No va a tratarse aquí el caso de las fibras ópticas. La transparencia del vidrio en las fibras no es una propiedad
a tener en cuenta en las aplicaciones para refuerzo y aislamiento. Por consiguiente, el deterioro de la superficie de las fibras tendrá importancia en lo relativo a las consecuencias de sus propiedades mecánicas y aislantes.
3.3.1. FIBRAS DE REFUERZO
La superficie de las fibras de refuerzo no se expone a posibles deterioros mecánicos hasta el momento de la fabricación del hilo múltiple, cuando se junta el haz de fibras y se hace pasar por un canal guía para llevarlo a la bobina.
Para luchar contra este deterioro se utiliza el «ensimaje» que consiste en la aplicación en linea de un recubrimiento líquido protector a modo de apresto que separa y lubrifica el contacto vidrio-vidrio y vidrio-material.
Las operaciones «textiles» posteriores a la fabricación también son la causa de deterioros potenciales por lo que se utiliza un 2- «ensimaje» específico para cada caso.
3.3.2. FIBRAS AISLANTES
Las consecuencias del deterioro mecánico de la superficie de las fibras para aislamiento, sobre las propiedades de sus productos (mantas y lana de vidrio) no están bien especificadas. Sin embargo se puede esperar efectos sobre aspectos críticos como la propensión de una manta para emitir polvo, sobre la aptitud de una manta para recuperar espesor después de ser desembalada y sobre la sensación desagradable o no que produce el tocar la manta con la piel humana. En todos estos casos, parece ser que el coeficiente de frotamiento vidrio-vidrio es un parámetro primordial.
4. MEJORA DE LA RESISTENCIA
4.1. Optimización geométrica de la superficie
Una solución para no debilitar un artículo de vidrio mecánicamente consiste en concentrar los desperfectos generados en zonas poco solicitadas mecánicamente. Esto se logra imprimiendo en la superficie de los artículos una gran cantidad de protuberancias de baja curvatura (algunas decenas de mieras de altura y distanciadas de algunos milímetros) de manera que los defectos queden concentrados en la cima de estos relieves.
Esta solución no puede ser siempre útil, pero ha demostrado y está demostrando ser eficaz. Por ejemplo, la base de las botellas aligeradas de cerveza es estriada y la cara trasera de las encimeras vitrocerámicas tiene un relieve característico que se les da durante la fabricación. (Figura 10)
4.2. Compresión del vidrio de superficie
La precompresión del vidrio de la superficie permite resistir mejor a los desperfectos mecánicos causados sobre ésta.
Los 3 métodos principales que existen para generar compresiones en la superficie del vidrio son:
Fig. 10. Estrías en el fondo de apoyo de una botella.
1. Recubrir en caliente la superficie de un vidrio por otro de coeficiente de dilatación más bajo. El vidrio así recubierto se encuentra reforzado en un espesor igual al del vidrio de recubrimiento y a un nivel que depende de la diferencia de los coeficientes de dilatación (se puede obtener fácilmente 50 MPa de compresión). Un ejemplo de este método es el efecto «bi-vidrio» que se obtiene en la vajilla llamada irrompible, es el caso de la vajilla CORÉELE®.
2. Templar térmicamente el vidrio. Las compresiones de superficie del vidrio templado por este procedimiento son del orden de 100 MPa pero pueden llegar hasta los 300 MPa. El perfil de tensiones residuales es parabólico y aunque se hable de compresiones en superficie el espesor afectado por éstas es aproximadamente el 20% del espesor del vidrio.
3. El temple químico. Se trata de un intercambio iónico que permite alcanzar compresiones superficiales intensas (500-1000 MPa). Sin embargo esta compresión tiene la pega de decrecer rápidamente hacia el interior del vidrio (hasta 300 pm de espesor) y los tratamientos que permiten aumentar este alcance son demasiado caros siendo ya el de base mucho más caro que el térmico.
La degradación del la resistencia mecánica del vidrio imputable a deterioros de su superficie es relativamente lenta siempre que la profundidad del desperfecto sea pequeña en comparación con el espesor en compresión. A partir de un cierto nivel de gravedad del desperfecto, la compresión de la superficie no aporta ningún beneficio a la resistencia contra el deterioro. Este nivel depende del tipo de pretensiones existentes.
Con el fin de resaltar el papel del espesor en compresión sobre la resistencia al deterioro, se ha demostrado que, a igual espesor, el vidrio templado térmicamente de forma banal es superior, a fuertes cargas de indentación, al templado químicamente que se utiliza para aplicaciones aeronáuticas. Así pues, desde esta óptica, el vidrio float espeso (2 cm) templado térmicamente es el que mejor se puede recomendar para aplicaciones estructurales.
Las soluciones descritas se adaptan mal en el caso de las botellas y en ningún caso resuelven los problemas estéticos que produce el deterioro mecánico de la superficie ya que tienen un débil efecto sobre la dureza.
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997 509
R. GY, A. MALATS
4.3. Recubrimientos de superficie
La funcionalidad de los recubrimientos sobre la superficie del vidrio es la protección de ésta contra su deterioro.
Se pueden clasificar estos recubrimientos según sus funciones (6):
- Recubrimientos anti-fatiga. Son recubrimientos que limitan la difusión del agua que provoca la fatiga estática del vidrio. Se utilizan para las fibras ópticas.
- Recubrimientos anti-fisura. Estos recubrimientos tienen el objetivo de proteger contra los diferentes tipos de fisuración descritos en §2.
- Recubrimientos anti-raya, con el fin de aumentar la dureza de la superficie.
- Recubrimientos lubrificantes. Estos recubrimientos disminuyen el coeficiente de frotamiento.
Los revestimientos orgánicos relativamente espesos tienen un efecto anti-fisura y anti-raya debido a que disminuyen la intensidad de las tensiones de indentación aumentando la superficie de contacto. Un ejemplo de estos tipos de recubrimientos es el film pelable que se utiliza para proteger de esquirlas la superficie del vidrio plano.
Las capas delgadas, más duras y rígidas, tienen un efecto antifisura y anti-raya. El efecto anti-fisura se debe a una cierta protección contra la fisuración de Hertz (contacto con cuerpos redondeados). El efecto anti-raya se logra con capas duras.
A efectos de dureza, las capas a base de Sn02, SÍ3N4, C-dia-mantado) y diamante tienen un orden creciente de dureza, pero sus propiedades dependen mucho del procedimiento de depósito. Así, hasta para una capa diamante, el efecto anti-raya se encuentra limitado a cargas débiles debido a los bajos espesores que se pueden depositar.
El SÍ3N4 permite depositar capas delgadas (centenas de nanómetros) duras y transparentes que protegen de las rayas y de la fisuración de Hertz, con aplicaciones en vidrios para óptica. Algunas capas, sin ser más duras ni más rígidas que el vidrio, tienen un efecto anti-fisura a causa de la intensa compresión residual que conserva después de su depósito.
Por otro lado, las capas de diamante y carbono diamantado disminuyen el coeficiente de frotamiento vidrio-acero (efecto lubrificante), mientras que las de SÍ3N4 no lo modifican.
Por desgracia, aun no se ha encontrado una capa delgada, dura y transparente que proteja contra el desconchado.
Los recubrimientos orgánicos a base de cadenas largas (ácidos grasos, cera de polietileno) tienen un efecto lubrificante
siempre que el contacto no rompa la capa depositada (< 50 nm). Este tipo de tratamiento de utiliza en vidrio hueco con el fin de aumentar la resistencia al deterioro sufrido en la linea de embotellado. Este tratamiento «en frío» se aplica a la salida del archa de recocido. A la entrada del arco también hay un tratamiento superficial, esta vez «en caliente». Se trata de depositar por CVD una capa de unos 10 nm de Sn02 con el fin de que la capa orgánica aplicada posteriormente se adhiera mejor. Sin embrago, este tratamiento por sí mismo ya protege el artículo de las fisuraciones de Hertz durante el embotellado.
5. CONCLUSIONES
En la práctica, el riesgo de fragilización de un artículo de vidrio debido al deterioro mecánico de su superficie puede ser importante en vidrio hueco y en aplicaciones estructurales del vidrio plano. En el resto de los artículos, el deterioro mecánico suele traducirse en una alteración funcional, de la transparencia o del aspecto en reflexión.
Por otro lado, quedan aun por realizar avances en el conocimiento de los mecanismos de degradación de la superficie: por ejemplo, los mecanismos de degradación de la resistencia debido al contacto del vidrio cahente con otros materiales es insuficiente. Tampoco se conocen bien los parámetros que hacen que la superficie del vidrio sea tan sensible al desconchado a temperatura ambiente, que si se pudiera controlar repercutiría no solo en la calidad del producto sino también en el rendimiento de fabricación.
Existen diferentes formas de mejorar la resistencia al deterioro de la superficie del vidrio, pero ninguna de ellas ofrece una protección global, especialmente frente a la sensibilidad al desconchado. •
REFERENCIAS
1. B. Lawn, ''Fracture of brittle solids" (2nd Ed.), Solid States Sciences Series, Cambridge University Press (1993).
2. M.G. Schincker, W. Doli, "Strength of inorganic glass", CR. Kurkijan Ed., Plenum Press N.Y. (1985).
3. K.M. Entwistle, J.of Mat. Sei. 28, 2007 (1993). 4. Patente EP0736500A2. 5. P. Lehuede, Comunicación personal. 6. C. Guillemet, Informe interno Saint Gobain.
• • •
510 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 36 Num. 5 Septiembre-Octubre 1997