Embed Size (px)
Citation preview
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 1/18
6.2. Extrusión
6.2.0. Introducción
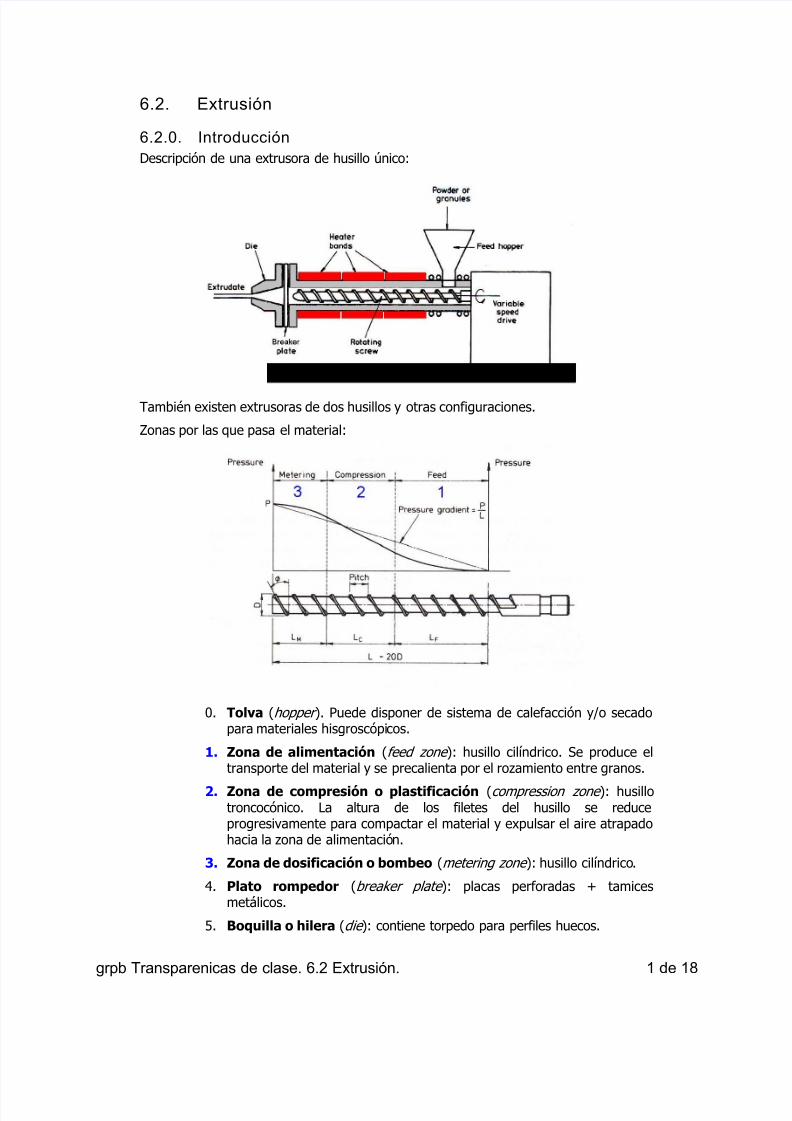
Descripción de una extrusora de husillo único:
También existen extrusoras de dos husillos y otras configuraciones.
Zonas por las que pasa el material:
0. Tolva (hopper ). Puede disponer de sistema de calefacción y/o secadopara materiales hisgroscópicos.
1. Zona de alimentación (feed zone ): husillo cilíndrico. Se produce eltransporte del material y se precalienta por el rozamiento entre granos.
2. Zona de compresión o plastificación (compression zone ): husillotroncocónico. La altura de los filetes del husillo se reduceprogresivamente para compactar el material y expulsar el aire atrapadohacia la zona de alimentación.
3. Zona de dosificación o bombeo (metering zone ): husillo cilíndrico.
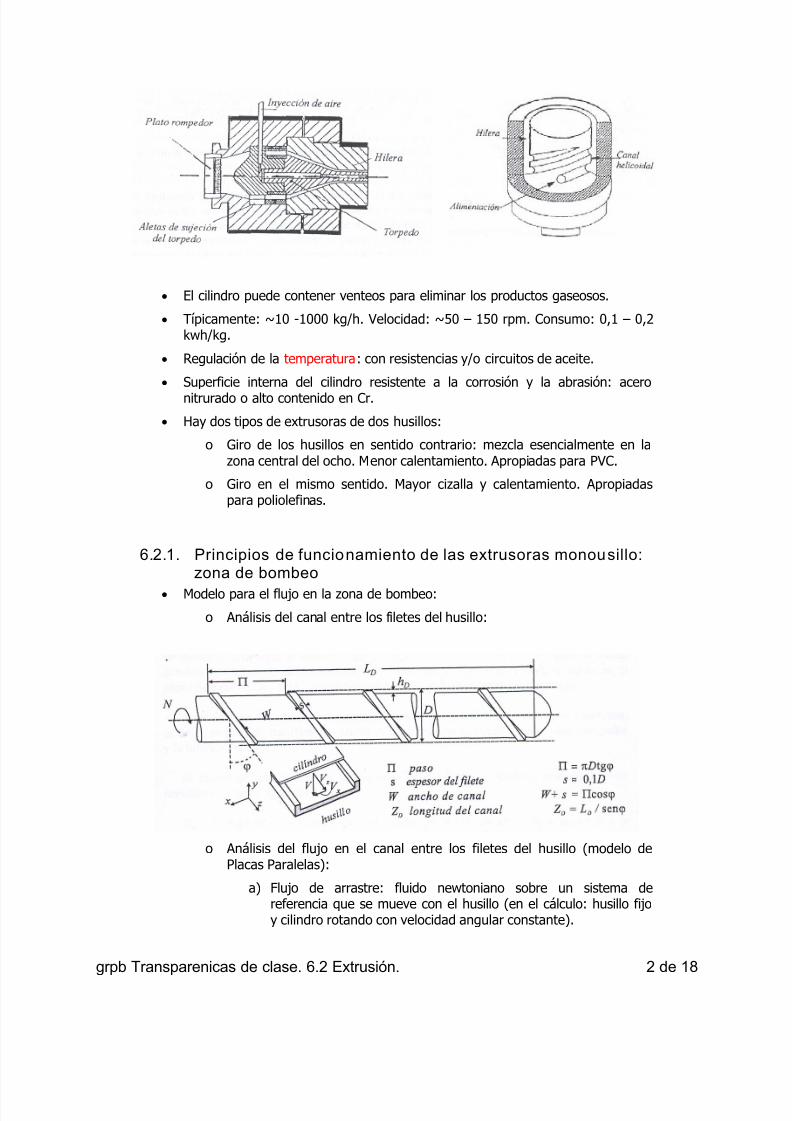
4. Plato rompedor (breaker plate ): placas perforadas + tamicesmetálicos.
5. Boquilla o hilera (die ): contiene torpedo para perfiles huecos.
grpb Transparenicas de clase. 6.2 Extrusión. 1 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 2/18
• El cilindro puede contener venteos para eliminar los productos gaseosos.
• Típicamente: ~10 -1000 kg/h. Velocidad: ~50 – 150 rpm. Consumo: 0,1 – 0,2kwh/kg.
• Regulación de la temperatura: con resistencias y/o circuitos de aceite.
• Superficie interna del cilindro resistente a la corrosión y la abrasión: aceronitrurado o alto contenido en Cr.
• Hay dos tipos de extrusoras de dos husillos:
o Giro de los husillos en sentido contrario: mezcla esencialmente en lazona central del ocho. Menor calentamiento. Apropiadas para PVC.
o Giro en el mismo sentido. Mayor cizalla y calentamiento. Apropiadaspara poliolefinas.
6.2.1. Principios de funcionamiento de las extrusoras monousillo:zona de bombeo
• Modelo para el flujo en la zona de bombeo:
o Análisis del canal entre los filetes del husillo:
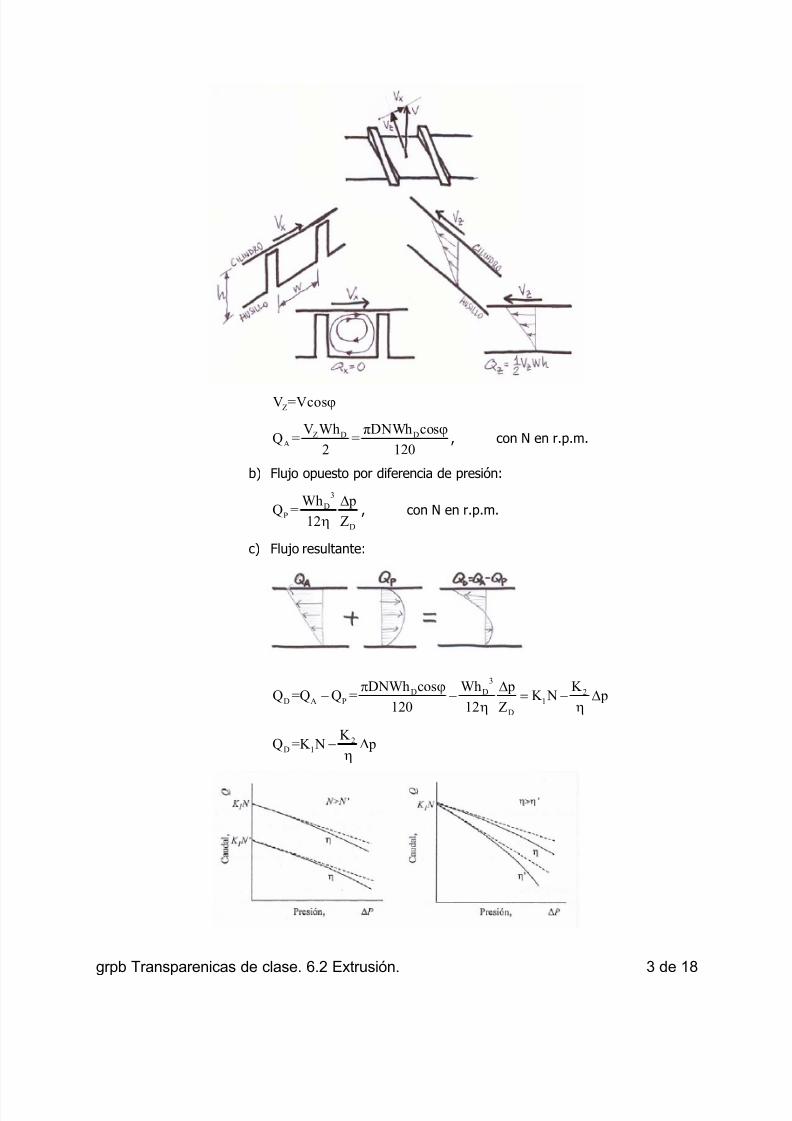
o Análisis del flujo en el canal entre los filetes del husillo (modelo dePlacas Paralelas):
a) Flujo de arrastre: fluido newtoniano sobre un sistema dereferencia que se mueve con el husillo (en el cálculo: husillo fijoy cilindro rotando con velocidad angular constante).
grpb Transparenicas de clase. 6.2 Extrusión. 2 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 3/18
ZV =Vcosϕ
Z D DA
V Wh πDNWh cosQ = =
2 120
ϕ, con N en r.p.m.
b) Flujo opuesto por diferencia de presión:
3
DP
D
Wh pQ =
12 Z
∆η
, con N en r.p.m.
c) Flujo resultante:
3
D D 2D A P 1
D
DNWh cos Wh p K Q =Q Q = K N p
120 12 Z
π ϕ ∆− − = − ∆
η η
2D 1
K Q =K N p− ∆
η
grpb Transparenicas de clase. 6.2 Extrusión. 3 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 4/18
Perfil de velocidades (válido para fluido newtoniano):
dz
dp
2 η
)y(hV
h
y(y)v
2D
Z
D
S
−−=
Velocidad de deformación en la pared del cilindro:
D
z Z D DW
D D D Dy h
dv V h p DNcos h p= =dy h 2 Z 60h 2 Z
→
⎛ ⎞ ∆ π ϕ ∆γ − = −⎜ ⎟ η η⎝ ⎠& (*!)
• Generalmente, ϕ=17,7º, ya que:
o Para ese valor el paso ∏ coincide con el diámetro D.
o En las zonas de alimentación y plastificación, el husillo trabajatransportando sólidos y para esa función el ángulo óptimo es ~17-20º.
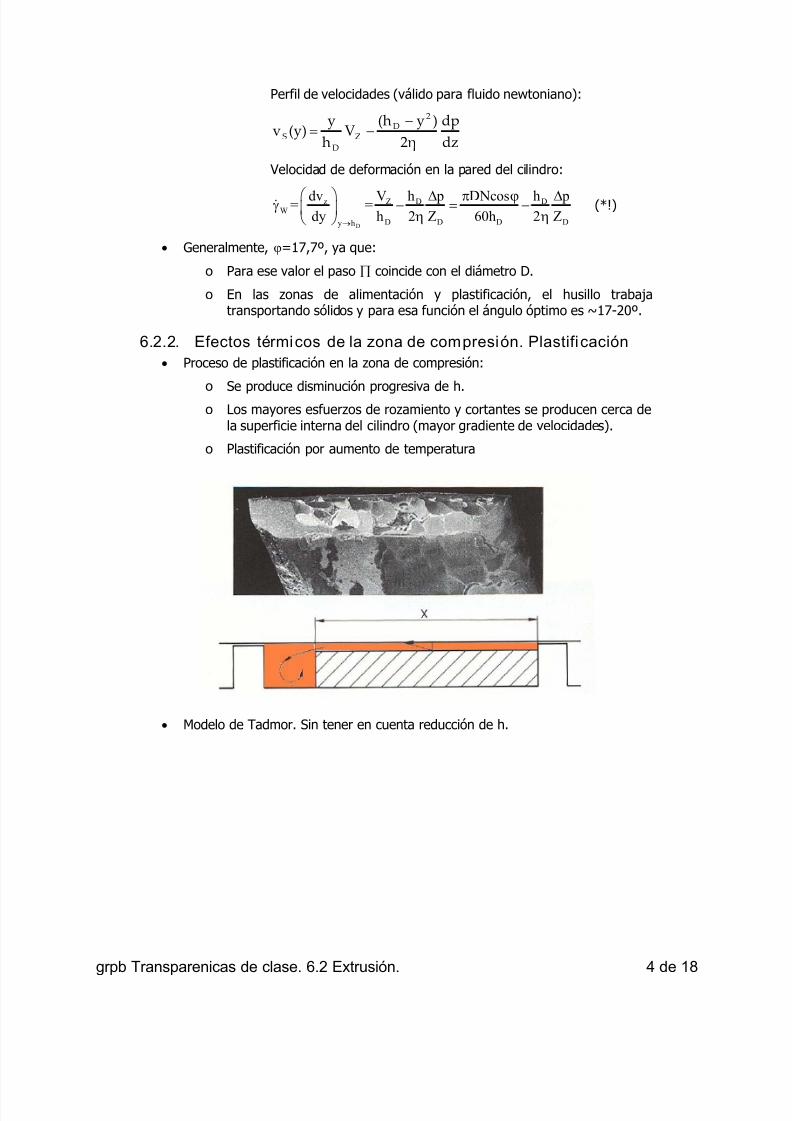
6.2.2. Efectos térmicos de la zona de compresión. Plastificación
• Proceso de plastificación en la zona de compresión:
o
Se produce disminución progresiva de h.o Los mayores esfuerzos de rozamiento y cortantes se producen cerca de
la superficie interna del cilindro (mayor gradiente de velocidades).
o Plastificación por aumento de temperatura
• Modelo de Tadmor. Sin tener en cuenta reducción de h.
grpb Transparenicas de clase. 6.2 Extrusión. 4 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 5/18
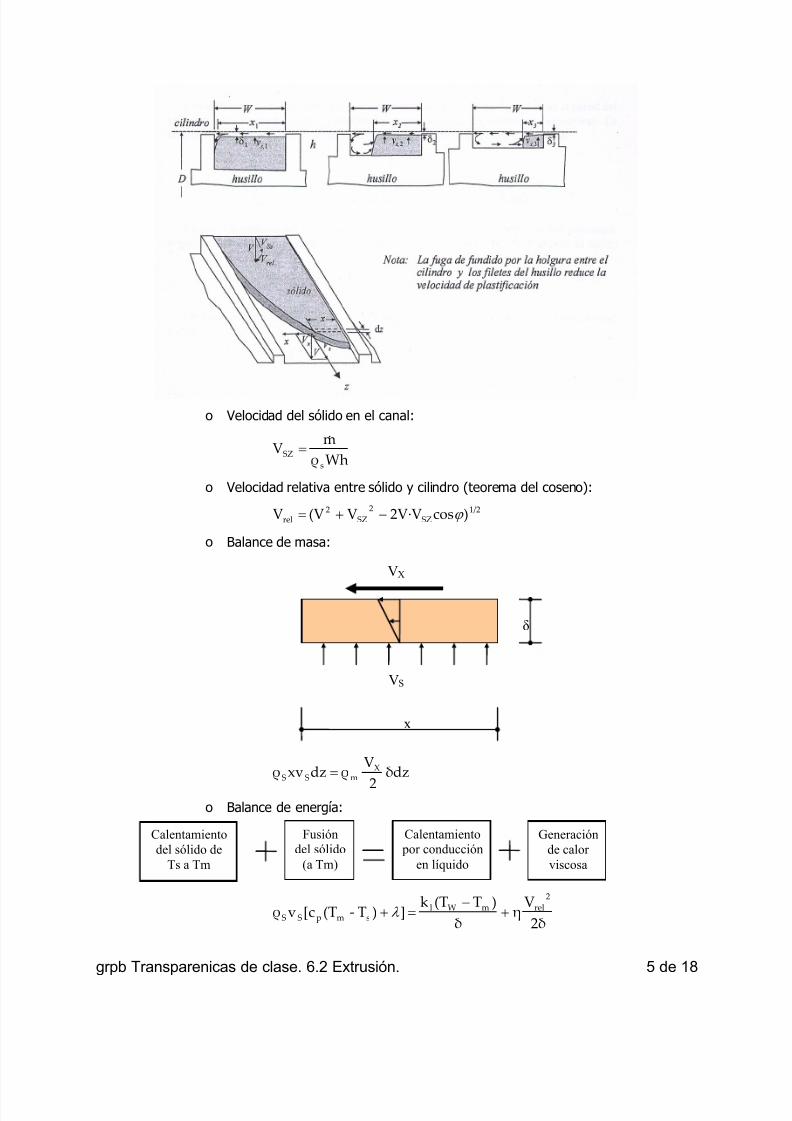
o Velocidad del sólido en el canal:
Whρ
mV
s
SZ
&=
o Velocidad relativa entre sólido y cilindro (teorema del coseno):
1/2SZ
2
SZ2
rel )cos2V∙VV(VV ϕ −+=
o Balance de masa:
VX
VS
δ
x
δdz2
Vρdzxvρ X
mSS =
o Balance de energía:
Fusión
del sólido
(a Tm)
Calentamiento
por conducción
en líquido
Generación
de calor
viscosa
Calentamiento
del sólido de
Ts a Tm
2δ
V η
δ
)T(Tk])T‐(T[cvρ
2
relmWlsmpSS +
−=+ λ
grpb Transparenicas de clase. 6.2 Extrusión. 5 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 6/18
o De las dos ecuaciones anteriores, podemos obtener los valores de δ yvS:
xρv
s
S
Φ= ,
mXρV
x2Φδ =
])T‐(T2[c
]V2 η)T(T[kρV
Φsmp
2relmWmmX
λ +
+−=
o Fracción de sección sin fundir a lo largo del canal:
2
⎟⎟ ⎠
⎞⎜⎜⎝
⎛ −=
m2
WΦz1
W
x
&
o Longitud de canal necesaria para plastificación completa (x=0):
WΦ
m2Z
&≥
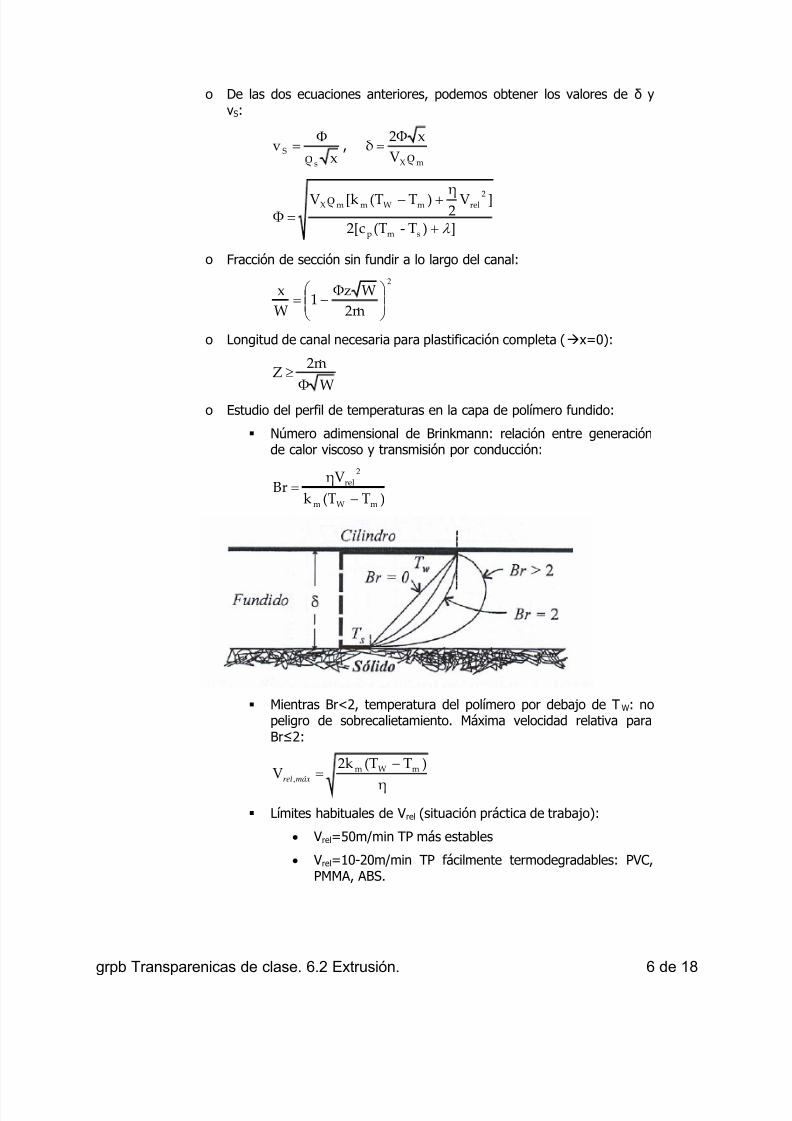
o Estudio del perfil de temperaturas en la capa de polímero fundido:
Número adimensional de Brinkmann: relación entre generaciónde calor viscoso y transmisión por conducción:
)T(Tk
ηVBr
mWm
2
rel
−=
Mientras Br<2, temperatura del polímero por debajo de TW: nopeligro de sobrecalietamiento. Máxima velocidad relativa paraBr≤2:
η
)T(T2kV mWm −
=máxrel
,
Límites habituales de Vrel (situación práctica de trabajo):
• Vrel=50m/min TP más estables
• Vrel=10-20m/min TP fácilmente termodegradables: PVC,PMMA, ABS.
grpb Transparenicas de clase. 6.2 Extrusión. 6 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 7/18
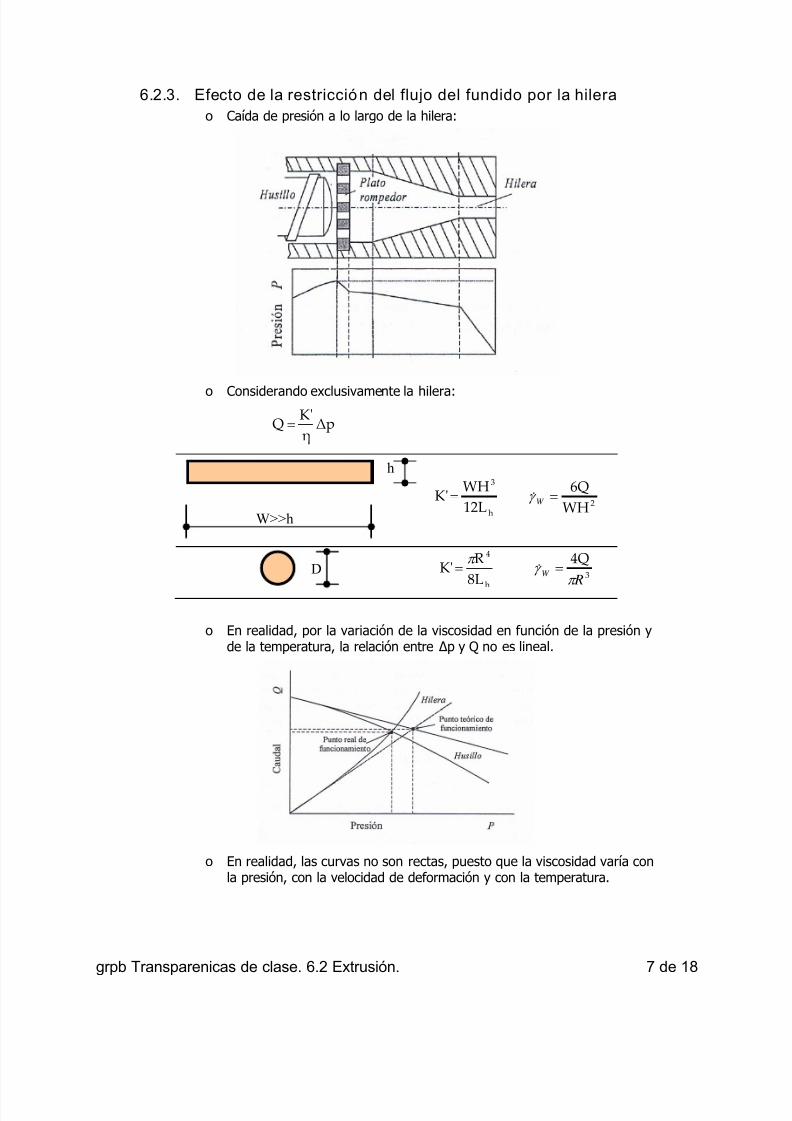
6.2.3. Efecto de la restricción del flujo del fundido por la hilera
o Caída de presión a lo largo de la hilera:
o Considerando exclusivamente la hilera:
Δp η
KʹQ =
W>>h
h
h
3
12L
WHKʹ=
2WH
6Q=
W γ &
D
h
4
8L
RKʹ
π =
3
4Q
RW
π
γ =&
o En realidad, por la variación de la viscosidad en función de la presión yde la temperatura, la relación entre ∆ p y Q no es lineal.
o En realidad, las curvas no son rectas, puesto que la viscosidad varía conla presión, con la velocidad de deformación y con la temperatura.
grpb Transparenicas de clase. 6.2 Extrusión. 7 de 18

5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 8/18
6.2.4. Parámetros que determinan el punto de funcionamiento delas extrusoras
Objetivo: maximizar caudal con la menor presión .
a) Viscosidad del material: depende
esencialmente de la velocidad de deformacióny de la temperatura.
Se trabaja a la mayor temperatura quegarantiza que no hay degradación térmica.
T habitual de trabajo: ver Tabla 6.3.
PVC: 170-190ºC, η=1060-500 Pa·s.
LDPE: 160-210ºC, η=100-50 Pa·s.
PEEK: 360-400ºC, η=480-350 Pa·s.
b) Velocidad de giro del husillo : determina elcaudal y la presión.
Se trabaja a la mayor velocidad quegarantiza:
• Que no hay degradación mecánica[disminución de MW por rotura decadenas].
• Que no se produce rotura del fundido(melt fracture).
c) Geometría de la hilera: determina la
relación entre presión y caudal. Se trabaja con el mayor diámetro Dh ymenor longitud Lh., limitados por la aparciciónde:
• hinchamiento,
• inestabilidades del flujo,
• defectos superficiales.
d) Geometría del husillo: Se consigue mayorcaudal con mayor longitud de la zona debombeo LD y con mayor altura de los filetes
del husillo hD.
grpb Transparenicas de clase. 6.2 Extrusión. 8 de 18

5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 9/18
6.2.5. Flujo del fundido por la hilera. Boquillas
• El material adquiere la forma (casi) definitiva en la hilera.
o Hileras divergentes para la obtención de chapas (e>1mm), hojas(0,1<e<1mm) y filmes (e<0,1mm), con un ancho de hasta 2m.
Diseño encaminado a obtener condiciones ~ homogéneas a la salida:
o Distribuidor de flujo
o Tornillos de control de separación de labios
o Hileras convergentes: conviene inclinación <10º. Modelo de Patín de Reynolds .
o Torpedo para perfiles huecos: se emplea uncanal convergente para homogeneizar elfluido.
o Distribuidor helicoidal: para tubos de paredesfinas y filmes soplados
o Obtención de granza: se acopla una cortadora a la salida de la hilerapara obtener cilindros de ~3mm, que tienden a redondearse durante elenfriamiento.
• Condiciones del flujo en la hilera:
o Problema en polímeros cuyo coeficiente de rozamiento contra el aceroaumenta con la temperatura (PVC): calentamiento hasta pegado.
o En los polímeros en los que se produce disminución del coeficiente: flujoestable.
o Pueden emplearse lubricantes externos.
grpb Transparenicas de clase. 6.2 Extrusión. 9 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 10/18
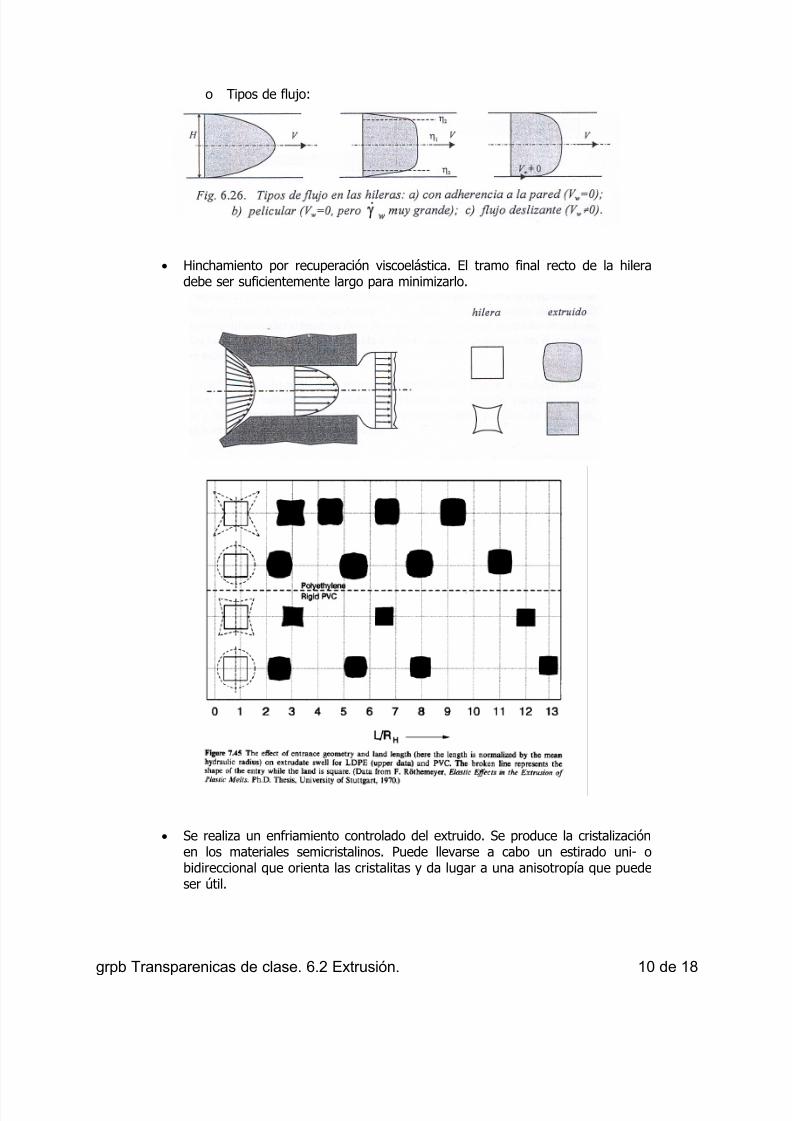
o Tipos de flujo:
• Hinchamiento por recuperación viscoelástica. El tramo final recto de la hileradebe ser suficientemente largo para minimizarlo.
• Se realiza un enfriamiento controlado del extruido. Se produce la cristalizaciónen los materiales semicristalinos. Puede llevarse a cabo un estirado uni- obidireccional que orienta las cristalitas y da lugar a una anisotropía que puedeser útil.
grpb Transparenicas de clase. 6.2 Extrusión. 10 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 11/18
6.2.6. Defectos e inestabilidades del flujo
1. Piel rugosa (shark skin ): desde áspera y mate hasta pequeñas grietas.
o Se achaca al aumento brusco de velocidad en la periferia del fundido alsalir de la hilera.
o Efecto aumenta cuanto más estrecha sea la distribución de pesos
moleculares y cuanto mayor sea la viscosidad.o Soluciones:
Aumento de la temperatura del material y reducción de lavelocidad
Empleo de lubricante externo
Coextrusión de una piel de material con menor viscosidad(menor Mw).
2. Rotura del fundido (melt fracture ). Transparencias específicas.
6.2.7. Efectos térmicos en la hilera
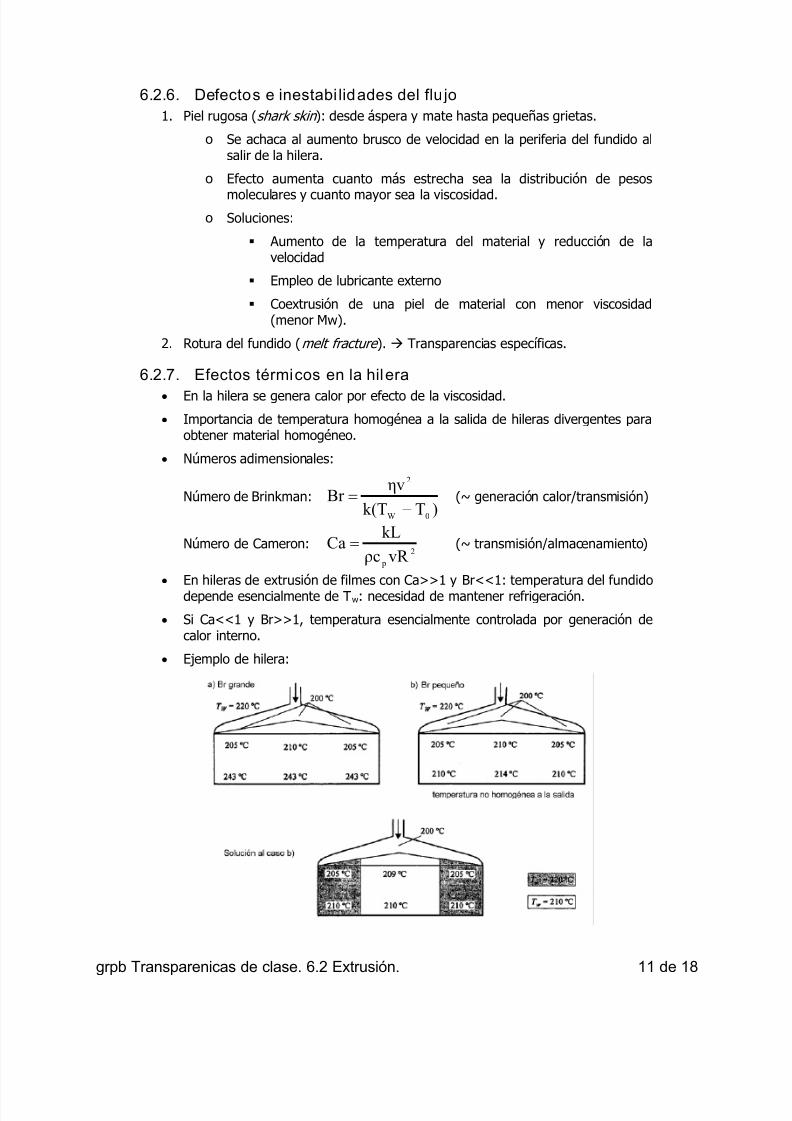
• En la hilera se genera calor por efecto de la viscosidad.
• Importancia de temperatura homogénea a la salida de hileras divergentes paraobtener material homogéneo.
• Números adimensionales:
Número de Brinkman:)Tk(T
ηvBr
0W
2
−= (~ generación calor/transmisión)
Número de Cameron:2
pvR ρc
kLCa = (~ transmisión/almacenamiento)
• En hileras de extrusión de filmes con Ca>>1 y Br<<1: temperatura del fundidodepende esencialmente de Tw: necesidad de mantener refrigeración.
• Si Ca<<1 y Br>>1, temperatura esencialmente controlada por generación decalor interno.
• Ejemplo de hilera:
grpb Transparenicas de clase. 6.2 Extrusión. 11 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 12/18
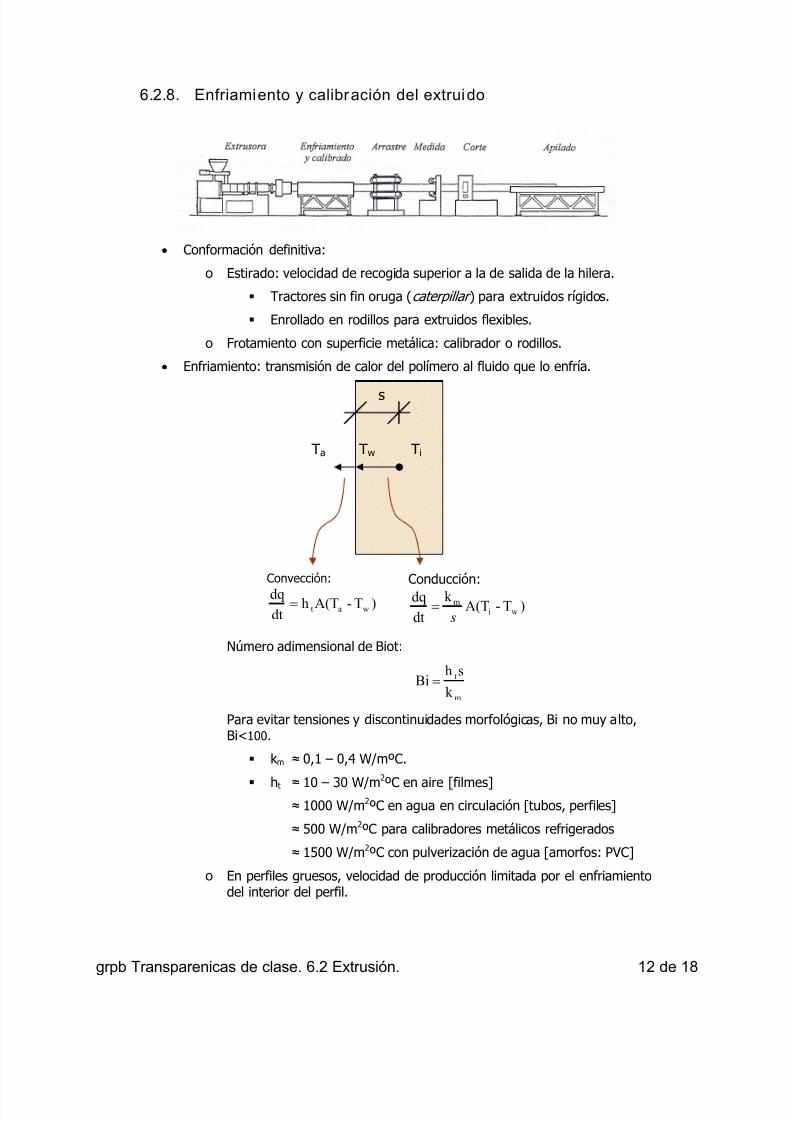
6.2.8. Enfriamiento y calibración del extruido
• Conformación definitiva:
o Estirado: velocidad de recogida superior a la de salida de la hilera.
Tractores sin fin oruga (caterpillar ) para extruidos rígidos.
Enrollado en rodillos para extruidos flexibles.
o Frotamiento con superficie metálica: calibrador o rodillos.
• Enfriamiento: transmisión de calor del polímero al fluido que lo enfría.
TiTa
Conducción:
)T-A(Tk
dt
dqwi
m
s=
Convección:
)T-A(Thdt
dqwat=
Tw
s
Número adimensional de Biot:
m
t
k
shBi =
Para evitar tensiones y discontinuidades morfológicas, Bi no muy alto,Bi<100.
k m ≈ 0,1 – 0,4 W/mºC.
ht ≈ 10 – 30 W/m2
ºC en aire [filmes]≈ 1000 W/m2ºC en agua en circulación [tubos, perfiles]
≈ 500 W/m2ºC para calibradores metálicos refrigerados
≈ 1500 W/m2ºC con pulverización de agua [amorfos: PVC]
o En perfiles gruesos, velocidad de producción limitada por el enfriamientodel interior del perfil.
grpb Transparenicas de clase. 6.2 Extrusión. 12 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 13/18
o En extrusión reactiva (gasificación o reticulación): reacciones debencompletarse antes del enfriamiento.
• Operaciones fianles:
o Impresión o marcado mediante tintas.
o Corte
o Control de calidad
o Envasado
6.2.9. Modalidades particulares de la técnica de extrusión
• Notas: PP, PVC, PET.
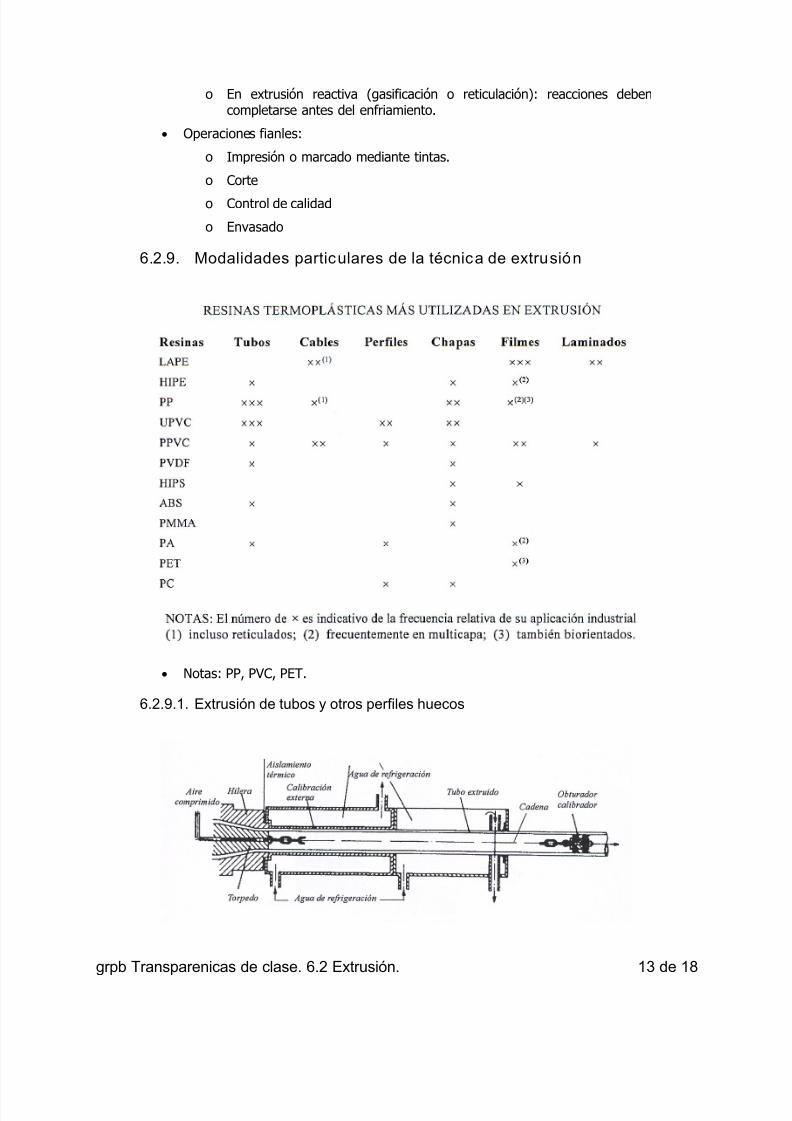
6.2.9.1. Extrusión de tubos y otros perfiles huecos
grpb Transparenicas de clase. 6.2 Extrusión. 13 de 18

5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 14/18
• Conformado definitivo:
o Calibrador externo refrigerado. El tubo se adapta por presión interna opor vacío mediante orificios.
o Calibrador-mandril interno. Sirve como obturador si se aplica presióninterna.
• Regulación precisa de la velocidad de estirado del sistema tractor.
• Tubos de gran espesor y diámetro: extrusión vertical descendente. Permitepulverización de agua en interior.
• Tubos de muy gran diámetro (D>500mm): preferible moldeo centrífugo.
• Ejemplo: perfiles macizos de PVC celular (gasificantes químicos): se extruyencomo perfiles huecos y el interior se rellena por la expansión posterior.
• Ejemplo: tubos reticulados: el sistema a la salida de la extrusora, se añade unsistema de reticulación que deforma en continuo la pared del tubo (forzado dela deformación mediante vacío). Puede soldarse a un tubo interior para obteneruna superficie interior lisa, en cuyo caso el sistema de reticulación tiene tres
funciones: reticulación de la pared exterior, termofusión de los dos tubos yenfriamiento.
Fabricación de tubos corrugados
6.2.9.2. Recubrimiento de cables
• Funciones del recubrimiento: aislamiento eléctrico, protección frente a corrosióny desgaste.
• Sistemas de recubrimiento:
a) Recubrimiento a presión: adherencia entre recubrimiento y cable.
Generalmente, hilera perpendicular a husillo.
grpb Transparenicas de clase. 6.2 Extrusión. 14 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 15/18
Caudal del polímero impulsado por el bombeo de la extrusora ( pressure flow ), por el arraste del cable (drag flow ) y por el estirado delrecubrimiento consolidado (extensional flow ).
b) Recubrimiento tubular: se extruye un tubo que se fija mediante vacío.
• Enfriamiento: baños de gran longitud. Velocidad habitual: 1km/min.
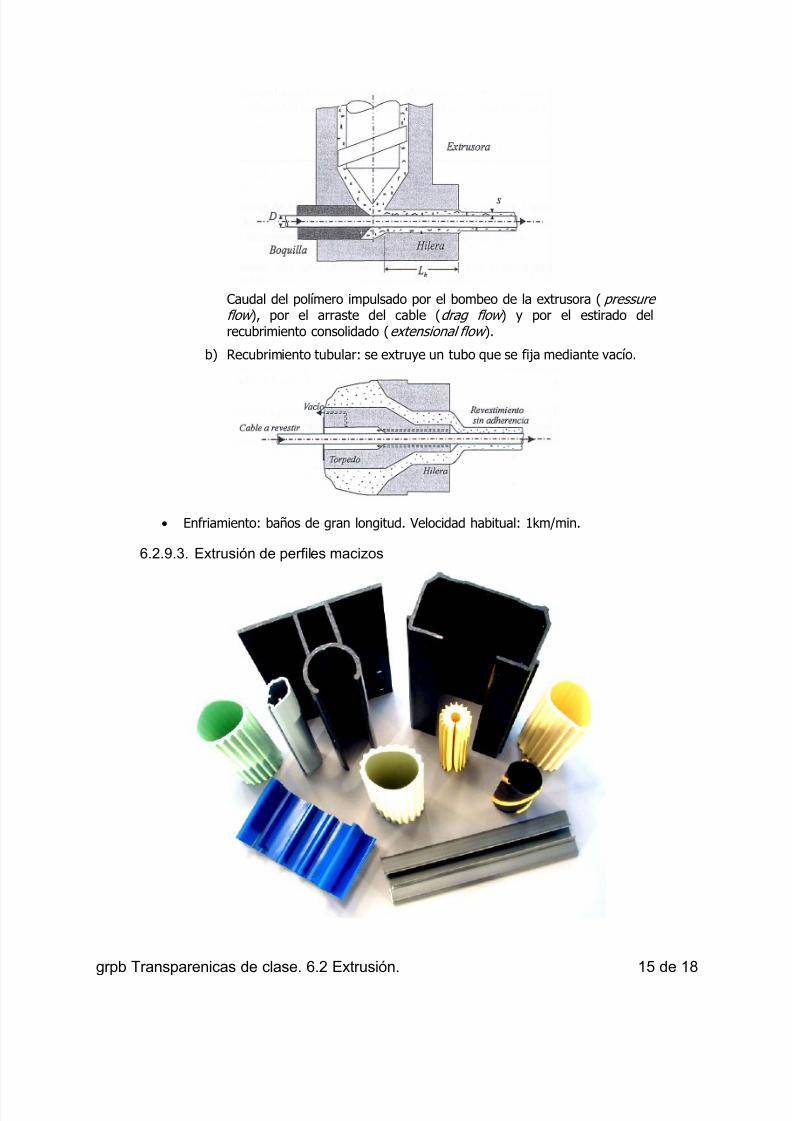
6.2.9.3. Extrusión de perfiles macizos
grpb Transparenicas de clase. 6.2 Extrusión. 15 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 16/18
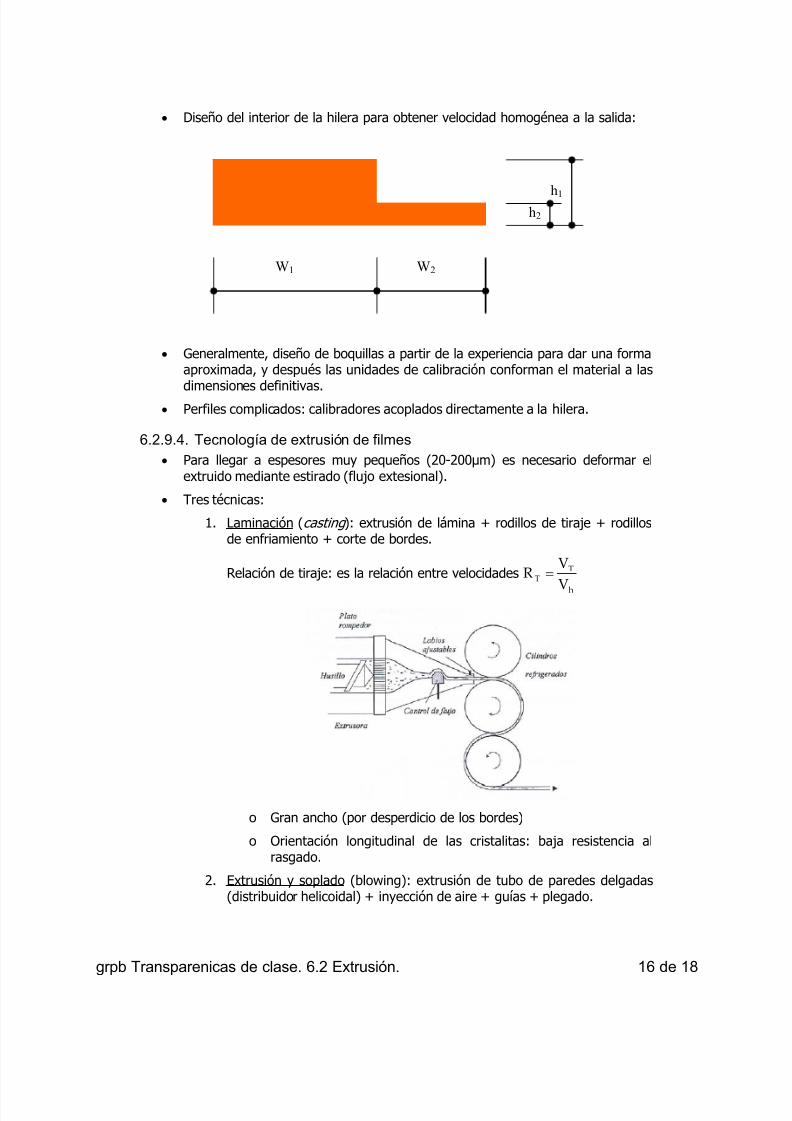
• Diseño del interior de la hilera para obtener velocidad homogénea a la salida:
W1 W2
h1
h2
• Generalmente, diseño de boquillas a partir de la experiencia para dar una formaaproximada, y después las unidades de calibración conforman el material a las
dimensiones definitivas.• Perfiles complicados: calibradores acoplados directamente a la hilera.
6.2.9.4. Tecnología de extrusión de filmes
• Para llegar a espesores muy pequeños (20-200µm) es necesario deformar elextruido mediante estirado (flujo extesional).
• Tres técnicas:
1. Laminación (casting ): extrusión de lámina + rodillos de tiraje + rodillosde enfriamiento + corte de bordes.
Relación de tiraje: es la relación entre velocidadesh
TT
V
VR =
o Gran ancho (por desperdicio de los bordes)
o Orientación longitudinal de las cristalitas: baja resistencia alrasgado.
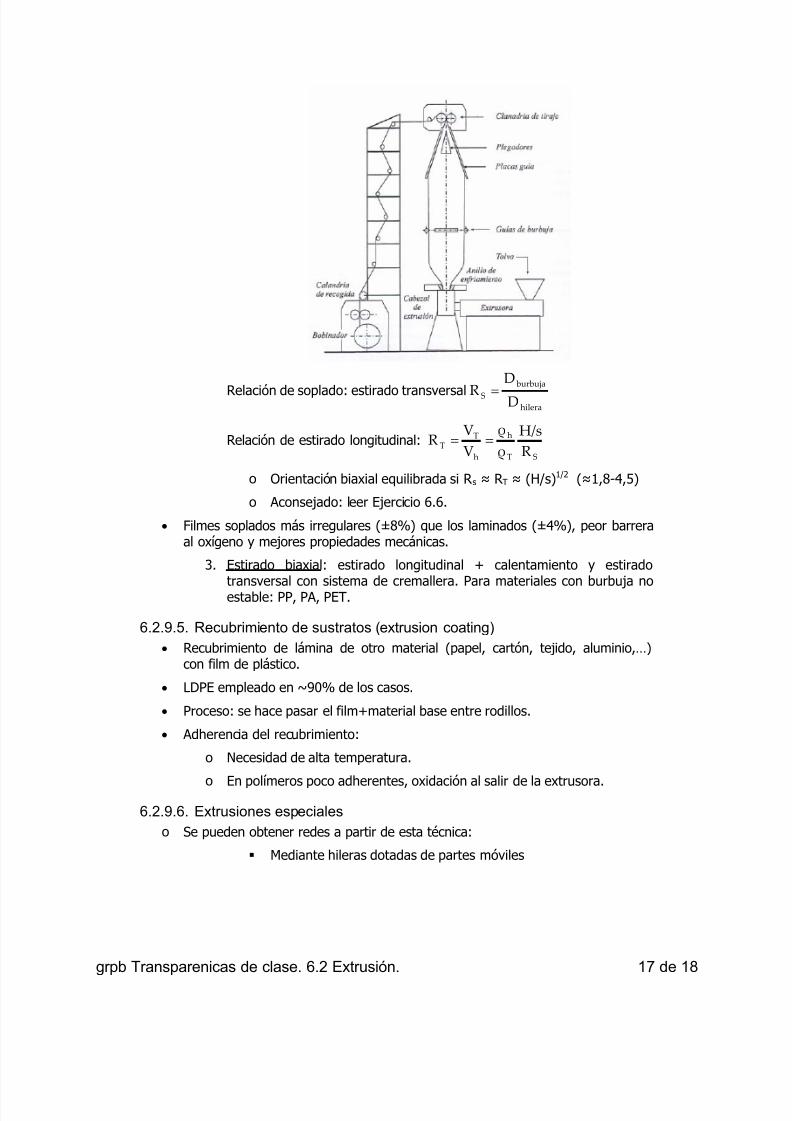
2. Extrusión y soplado (blowing): extrusión de tubo de paredes delgadas(distribuidor helicoidal) + inyección de aire + guías + plegado.
grpb Transparenicas de clase. 6.2 Extrusión. 16 de 18
5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 17/18
Relación de soplado: estirado transversalhilera
burbuja
SD
D
R =
Relación de estirado longitudinal:ST
h
h
TT
R
H/s
ρ
ρ
V
VR ==
o Orientación biaxial equilibrada si R s ≈ R T ≈ (H/s)1/2 (≈1,8-4,5)
o Aconsejado: leer Ejercicio 6.6.
• Filmes soplados más irregulares (±8%) que los laminados (±4%), peor barreraal oxígeno y mejores propiedades mecánicas.
3. Estirado biaxial: estirado longitudinal + calentamiento y estirado
transversal con sistema de cremallera. Para materiales con burbuja noestable: PP, PA, PET.
6.2.9.5. Recubrimiento de sustratos (extrusion coating )
• Recubrimiento de lámina de otro material (papel, cartón, tejido, aluminio,…)con film de plástico.
• LDPE empleado en ~90% de los casos.
• Proceso: se hace pasar el film+material base entre rodillos.
• Adherencia del recubrimiento:
o Necesidad de alta temperatura.
o En polímeros poco adherentes, oxidación al salir de la extrusora.
6.2.9.6. Extrusiones especiales
o Se pueden obtener redes a partir de esta técnica:
Mediante hileras dotadas de partes móviles
grpb Transparenicas de clase. 6.2 Extrusión. 17 de 18

5/11/2018 Cap6_2Extrusion - slidepdf.com
http://slidepdf.com/reader/full/cap62extrusion 18/18
Rodillos provistos de púas + estirado biaxial.
6.2.9.7. Coextrusión
• Obtención de materiales multicapa por coextrusión una única hilera.
• Ventaja: combinación de propiedades (p.ej. capa resistente mecánicamente +capa debaja permeabilidad…).
• Ejemplos:
o Parisones (o mangas): para posterior moldeo por soplado (EBM).
o Recubrimientos multicapa de cables.
o Filmes multicapa (laminados o soplados).
• Espesor de cada capa regulado con estricciones en cada distribuidor.
• En caso de baja adherencia, pueden emplearse ionómeros como adhesivos.
grpb Transparenicas de clase. 6.2 Extrusión. 18 de 18





























