Embed Size (px)
Citation preview
Capítulo 2. Estado del conocimiento
3
Capítulo 2: ESTADO DEL CONOCIMIENTO
2.1. INTRODUCCIÓN
Hace siglos uno de los materiales de construcción más empleados fue la obra de fábrica. Dada la durabilidad de este tipo de estructuras hoy en día encontramos en nuestras ciudades con muchas construcciones en las que se ha empleado este material.
Según EC-6 [1], se define la obra de fábrica como “conjunto trabado de piezas
asentadas con mortero”. P.I.E.T. 70 [2] define la obra de fábrica atendiendo a su construcción como aquellos elementos de obra obtenidos por disposición de ladrillos, bloques, piedras de cantería, uno junto a otros, ordenadamente y solapados de acuerdo con unas determinadas leyes de traba.
Según su comportamiento, se puede definir también como material compuesto por
piezas como ladrillos, piedras de cantería, bloques, que se encuentran ligadas entre sí mediante un ligante, casi siempre mortero, aunque a veces pueda ser mediante juntas a hueso, con un comportamiento anisótropo y heterogéneo.
Las características de las obras de fábrica que las diferencian de otros tipos de
construcciones y que determinan el comportamiento de éstas son las siguientes: 1) La multitud de variantes que cubre la definición de este tipo de estructuras que
son las obras de fábrica.
2) El hecho de ser un material compuesto por varios materiales, cada uno con sus propiedades, y que unidos determinan el comportamiento de la obra en conjunto. Uno de los comportamientos más destacables de la obra es la diferente deformación de las piezas y el mortero.
3) La anisotropía de la obra de fábrica. Viene dada por la propia anisotropía
intrínseca de las piezas y que tiene que ver con el proceso de fabricación de éstas, y sobretodo por la geometría de la disposición de piezas, concretamente por la disposición de juntas verticales (llagas) y juntas horizontales (tendeles), que hacen exhibir a la obra de fábrica un comportamiento distinto en cada dirección. Sería ésta última una anisotropía debida a la geometría.
4) La influencia que la ejecución y puesta en obra de la obra de fábrica tiene sobre
los parámetros deformacionales y resistentes de ésta, siendo dicha influencia mayor que en otros materiales de construcción.
5) El desuso como material para la construcción de nuevas estructuras, que lleva a
un mayor desconocimiento de su comportamiento con respecto a otras tipologías y materiales.
Capítulo 2. Estado del conocimiento
4
6) Inexistencia de normativa que regule los principios y reglas para la caracterización de la obra de fábrica existente, si bien existe normativa específica para la obra nueva (P.I.E.T.70 [2], EC-6 [1], FL-90 (UNE) [3],etc.).
7) El carácter masivo de estas estructuras y la imposibilidad de desarrollar
tensiones de tracción de importancia.
2.2. COMPORTAMIENTO MECÁNICO DE LA OBRA DE FÁBRICA
2.2.1. CARACTERIZACIÓN DE LOS CONSTITUYENTES Un macizo de fábrica se compone, en general, de piedras o ladrillos, de diferentes
formas y tamaños según el tipo, trabados con un mortero que presenta con ellas una cierta adherencia. Se trata pues de un material no homogéneo con resistencias variables según la dirección de los esfuerzos actuantes.
Las propiedades de la fábrica dependen, evidentemente, de las propiedades de los
materiales constituyentes: las piezas, bloques o ladrillos y el ligante, mortero la mayor parte de veces aunque puede que ni siquiera exista éste.
2.2.1.1. Las piezas 2.2.1.1.1. Tipos En la construcción de edificios se han empleado todo tipo de piedras a excepción de
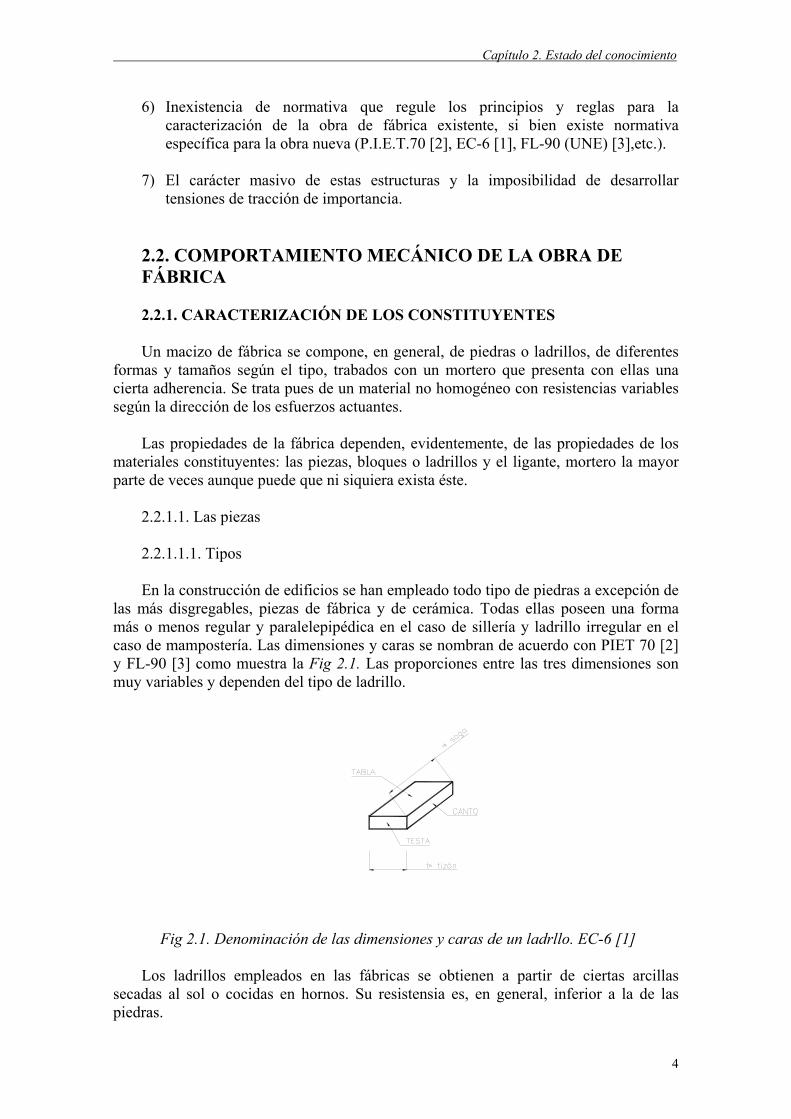
las más disgregables, piezas de fábrica y de cerámica. Todas ellas poseen una forma más o menos regular y paralelepipédica en el caso de sillería y ladrillo irregular en el caso de mampostería. Las dimensiones y caras se nombran de acuerdo con PIET 70 [2] y FL-90 [3] como muestra la Fig 2.1. Las proporciones entre las tres dimensiones son muy variables y dependen del tipo de ladrillo.
Fig 2.1. Denominación de las dimensiones y caras de un ladrllo. EC-6 [1] Los ladrillos empleados en las fábricas se obtienen a partir de ciertas arcillas
secadas al sol o cocidas en hornos. Su resistensia es, en general, inferior a la de las piedras.
Capítulo 2. Estado del conocimiento
5
2.2.1.1.2. Propiedades mecánicas En el caso de piedras como pieza, las propiedades mecánicas dependen
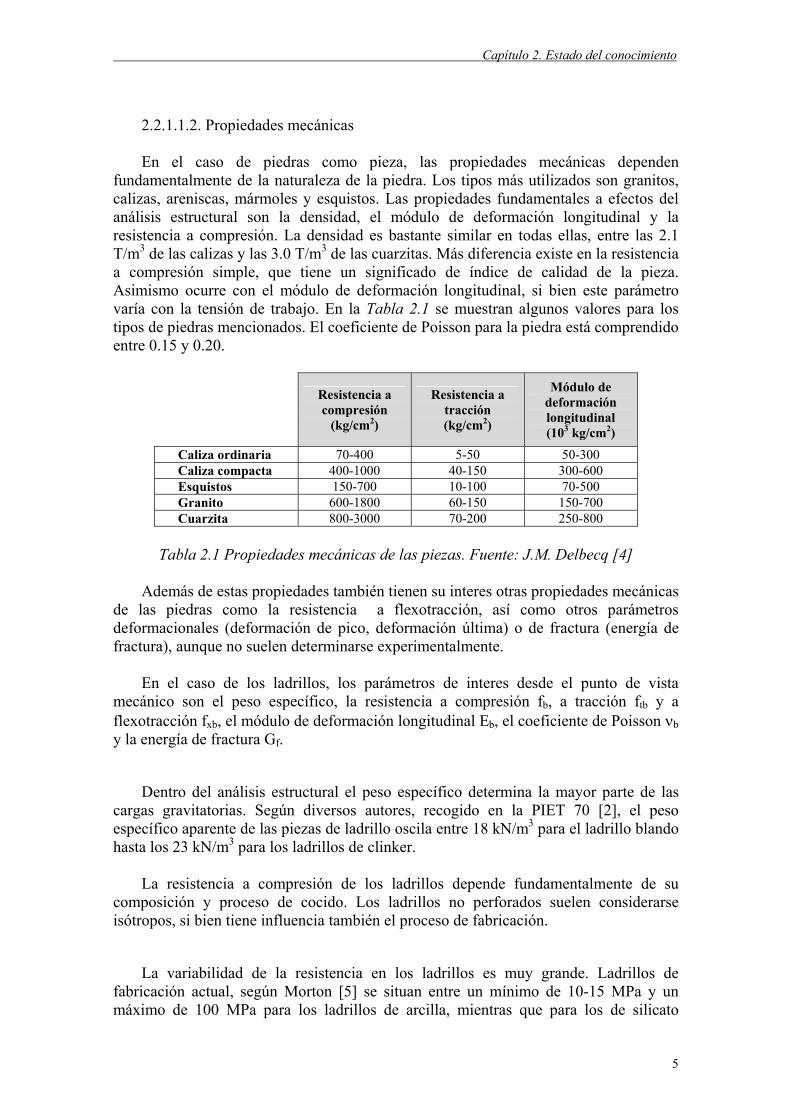
fundamentalmente de la naturaleza de la piedra. Los tipos más utilizados son granitos, calizas, areniscas, mármoles y esquistos. Las propiedades fundamentales a efectos del análisis estructural son la densidad, el módulo de deformación longitudinal y la resistencia a compresión. La densidad es bastante similar en todas ellas, entre las 2.1 T/m3 de las calizas y las 3.0 T/m3 de las cuarzitas. Más diferencia existe en la resistencia a compresión simple, que tiene un significado de índice de calidad de la pieza. Asimismo ocurre con el módulo de deformación longitudinal, si bien este parámetro varía con la tensión de trabajo. En la Tabla 2.1 se muestran algunos valores para los tipos de piedras mencionados. El coeficiente de Poisson para la piedra está comprendido entre 0.15 y 0.20.
Resistencia a compresión
(kg/cm2)
Resistencia a tracción (kg/cm2)
Módulo de deformación longitudinal (103 kg/cm2)
Caliza ordinaria 70-400 5-50 50-300 Caliza compacta 400-1000 40-150 300-600 Esquistos 150-700 10-100 70-500 Granito 600-1800 60-150 150-700 Cuarzita 800-3000 70-200 250-800
Tabla 2.1 Propiedades mecánicas de las piezas. Fuente: J.M. Delbecq [4]
Además de estas propiedades también tienen su interes otras propiedades mecánicas
de las piedras como la resistencia a flexotracción, así como otros parámetros deformacionales (deformación de pico, deformación última) o de fractura (energía de fractura), aunque no suelen determinarse experimentalmente.
En el caso de los ladrillos, los parámetros de interes desde el punto de vista
mecánico son el peso específico, la resistencia a compresión fb, a tracción ftb y a flexotracción fxb, el módulo de deformación longitudinal Eb, el coeficiente de Poisson νb y la energía de fractura Gf.
Dentro del análisis estructural el peso específico determina la mayor parte de las cargas gravitatorias. Según diversos autores, recogido en la PIET 70 [2], el peso específico aparente de las piezas de ladrillo oscila entre 18 kN/m3 para el ladrillo blando hasta los 23 kN/m3 para los ladrillos de clinker.
La resistencia a compresión de los ladrillos depende fundamentalmente de su
composición y proceso de cocido. Los ladrillos no perforados suelen considerarse isótropos, si bien tiene influencia también el proceso de fabricación.
La variabilidad de la resistencia en los ladrillos es muy grande. Ladrillos de fabricación actual, según Morton [5] se situan entre un mínimo de 10-15 MPa y un máximo de 100 MPa para los ladrillos de arcilla, mientras que para los de silicato
Capítulo 2. Estado del conocimiento
6
cálcico las máximas resistencias serían de 35 a 45 MPa. La NBE FL-90 [3] según el Pliego RL-88 fija para la resistencia a compresión de los ladrillos macizos y perforados valores no inferiores a 100 kp/cm2, mientras que para los ladrillos huecos este valor no será inferior a 50 kp/cm2.
Se conoce que en los ensayos para la determinación de la resistencia existe una
influencia de la esbeltez de las probetas así como el efecto de escala. También se conoce que la presencia de agua en la pieza a ensayar puede dar resultados de la resistencia de hasta un 40% menores a los obtenidos con la pieza desecada, por lo que en la mayoría de normas se especifica que dicho ensayo se realice con piezas desecadas.
La resistencia a tracción de las piezas se relaciona con la resistencia a flexotracción
y con las dimensiones de la probeta, y la expresión que las relaciona es la misma que da la EHE-98 [6] para el hormigón.
El comportamiento deformacional de la fábrica depende fundamentalmente de su
componente menos rígido: el mortero. La relación de rigideces entre piezas y mortero es el parámetro que en mayor medida determina el comportamiento de la fábrica.
Según la UIC [5], los valores del módulo deformacional para los ladrillos están
comprendidos entre 1000 y 5000 MPa para ladrillos blandos y 15000 y 20000 MPa para ladrillos de clinker.
El coeficiente de Poisson de los ladrillos influye en la deformabilidad relativa y es
utilizado en diversos modelos analíticos de comportamiento de la fábrica. Los valores de éste son de 0.10 a 0.15.
2.2.1.2. Los morteros 2.2.1.2.1. Tipos Los morteros se componen de arena, un ligante aéreo o hidráulico y agua. El
mortero es el elemento menos rígido de la fábrica, responsable de la mayor parte de la deformación instantánea y de la totalidad de la diferida.
Las arenas pueden ser, en construcciones actuales según especifica NBE FL-90,
naturales de río, mina o playa, o bien de machaqueo, o mezcla, estando limitado su tamaño máximo. El ligante puede ser cemento, cal aérea o cal hidráulica.
La relación de volúmenes de estos componentes y del agua determina, los tipos de
morteros, y influyen en la resistencia de éste. El porcentaje de finos en la mezcla así como el empleo de aditivos determina la plasticidad del mortero.
El mortero es el material de la obra de fábrica que tiene como cometido: 1) Rellenar las juntas impidiendo el paso de agua
2) Regularizar el asiento entre bloques y repartir las cargas uniformemente.
3) Colaborar a conducir solicitaciones horizontales hasta cimentación.
Capítulo 2. Estado del conocimiento
7
2.2.1.2.2. Propiedades mecánicas Dentro de la obra de fábrica el mortero está sometido a un estado de tensiones
triaxial. Por ello el estudio de sus propiedades mecánicas debe ser en régimen triaxial para el comportamiento en servicio, y en condiciones uniaxiales para el comportamiento post-fisuración de las piezas.
El peso específico de los morteros de cal varía entre 15 y 20 KN/m3. La resistencia a compresión del mortero utilizado modernamente en las fábricas
está comprendida entre 0.5 y 1.5 Mpa. Los morteros contemplados en NBE FL-90 [3] se clasifican según su resistencia mínima y oscilan entre los 20kg/cm2 y los 160 kg/cm2. La resistencia de lso morteros empleados en las antiguas edificaciones es difícil de precisar. Algunos resultados de los ensayos realizados por Rondelet [8], Vicat [9] y Tourtay (citado por Delbecq [4]) son: según Rondelet de resistencias a la rotura comprendidas entre 30 y 65 kg/cm2; Vicat obtuvo de 20 a 25kg/cm2 en morteros de cal grasa y arena ordinaria, 75kg/cm2 en morteros de cal hidráulica y 146 kg/cm2 en morteros de cal muy hidráulica; Tourtay obtuvo 20kg/cm2 para morteros de cal y 75 kg/cm2 para mortero de cemento.
La resistencia a compresión fm del mortero siempre está referida a probetas de
pequeño tamaño, cúbica o de esbeltez 2 y se entiende como resistencia del mortero no confinado, por tanto no comparable con la resistencia del mortero en la fábrica, por lo que se debe interpretar como un índice de calidad del mortero y puede utilizarse en algunas fórmulas empíricas.
La resistencia a tracción de los morteros estambién muy baja. Rondelet [8] estima
la resistencia a tracción entre 1/8 y 1/10 de la resistencia a compresión, y Vicat [9] da valores comprendidos entre 1 y 12kg/cm2.
El módulo de deformación longitudinal Em varía según el tipo de mortero y el
estado tensional. Las recomendaciones de la UIC [7] dan los valores orientativos para el módulo de elasticidad de los morteros existentes expuestos en la Tabla 2.2.
Tipo de mortero Em (kg/cm2) Em/fm
de cal aérea 400-1000 2000 de cal hidráulica 1000-2000 2000-1000 de cemento cal 2000-6000 1000-750 de cemento 6000-10000 750-650
Tabla 2.2 Módulos de elasticidad de los morteros según UIC
En cuanto al coeficiente de Poisson del mortero, éste es muy dependiente del estado
tensional. Como referencia suele tomarse el valor de 0.2. 2.2.1.3. La interfaz pieza-mortero
Capítulo 2. Estado del conocimiento
8
La interfaz pieza-mortero, junto con la pieza y el mortero, forma parte de la obra de fábrica como componente. La interfaz pasa por tener unas características especiales que influyen determinantemente en el comportamiento de la obra de fábrica.
La unión de las piezas y el mortero, y concretamente su adherencia, de naturaleza
físico-química, caracteriza a la interfaz. El factor más importante que influye en la adherencia es el contenido de humedad de las piezas en el momento de su puesta en obra así como el índice de succión de las piezas.
Para evaluar la resistencia a corte de las juntas es necesario conocer el estado de
tensiones tangenciales y normales en ellas. El criterio de rotura de juntas más utilizado es el modelo de fricción de Mohr-
Coulomb, que viene dado por la siguiente expresión: (2.1) donde fv es la resistencia al deslizamiento del tendel, c la cohesión (resistencia en
ausencia de tensiones normales), µ el coeficiente de rozamiento en la interfaz y σ la tensión normal al tendel.
En general los valores dependen del tipo de piezas y mortero utilizados, siendo
éstos entre 0.20 y 0.56 MPa para la cohesión y entre 0.15 y 0.90 MPa para el ángulo de rozamiento.
2.2.2. CARACTERIZACIÓN DE LA FÁBRICA COMO MATERIAL COMPUESTO Como ya se ha comentado la fábrica es unión de dos componentes, piezas y ligante,
siguiendo unas determinadas leyes de traba o aparejo. Las características y comportamiento de la fábrica son función de las propiedades
de sus componentes, del tipo de contacto que se establece entre ellos, de las dimensiones y de la geometría de su disposición. Un material de esta naturaleza no es isótropo debido a las direcciones de debilidad que marcan sus juntas.
2.2.2.1. Comportamiento bajo esfurezos de compresión uniaxial Las estructuras de fábrica, como por ejemplo muros portantes, pilas, torres y
bóvedas, están sometidas predominantemente a esfuerzos de compresión,. De ahí la importancia del estudio de este tipo de construcción bajo esfuerzos de compresión uniaxial.
2.2.2.1.1 Mecanismo resistente y criterios de rotura La rotura de una fábrica bajo esfuerzos de compresión depende de la interacción
producida entre la pieza y el ligante, que es función de la relación de módulos de deformación de ambos compuestos.
µσ+= cfv

Capítulo 2. Estado del conocimiento
9
Para explicar el mecanismo se parte del hecho que el mortero tiene un módulo de elasticidad mucho menor que el ladrillo. Al actuar en la fábrica una tensión de compresión perpendicular a los tendeles, el mortero presenta la tendencia a expandirse lateralmente. Debido a la adherencia y el rozamiento entre mortero y ladrillo, esta expansión produce en el ladrillo un estado de tracciones laterales y en el mortero un estado de compresión lateral. El mecanismo de rotura se produce cuando se alcanza la resistencia a tracción en el ladrillo o la de compresión en el mortero.
Para demostrar la anterior afirmación basta considerar un prisma de fábrica
sometido a una compresión σzb perpendicular a la tabla y tensiones transversales de tracción σxb y σyb. Al mismo tiempo, el tendel de mortero bajo la pieza está solicitado por la compresión principal σzm y compresiones transversales σxm y σym. De esta manera el mortero está sometido a un estado de compresiones triaxial mientras que la pieza a una compresión vertical y a tracciones en el plano horizontal. Además existen tensiones tangenciales en la interfase de ambos materiales de resultante total nula. En la Fig. 2.2 puede observarse el estado tensional inducido debido a una compresión vertical en la fábrica.
Fig. 2.2 Estado tensional en la pieza y en el mortero en una fábrica sometida a compresión
Estableciendo equilibrio entre fuerzas en las tres direcciones y llamando α a la
relación entre alturas de los materiales hm/hb, se llega a las siguientes ecuaciones de equilibrio:
(2.2) (2.3) (2.4) Asimismo se obtienen unas deformaciones designadas por εxb, εyb, εzb, en la pieza y
εxm, εym, εzm en el mortero. La condición de compatibilidad entre ambos componentes impone que las deformaciones transversales de ambos componentes sean iguales, por tanto:
σ
σσ σ
σ
σ
σ
σ
σ
σ
σ
σ
zzmzb σ=σ=σ
xmxb ασ=σ
ymyb ασ=σ

Capítulo 2. Estado del conocimiento
10
(2.5) (2.6) Estas condiciones se cumplen en la zona central del prisma, no así en los bordes. Las tensiones en ambas direcciones del plano horizontal son iguales para cada
material por separado, es decir: (2.7) (2.8) Existen varias hipótesis para establecer cuál es la condición crítica de tensiones o
deformaciones que produce rotura y cuál esla trayectoria de tensiones en piezas y mortero desde el inicio de carga hasta la rotura.
En el caso de las piezas, para compresión pura la rotura se alcanza al llegar la
tensión al valor de la resistencia a compresión uniaxial σzb = fb . En tracción biaxial (sin compresión vertical) la rotura se produce cuando las tensiones de tracción son iguales a la resistencia a tracción biaxial σxb = σyb = ftbII . Sin embargo, existen combinaciones de estos valores para los que se alcanza la rotura siendo cada uno de ellos inferiores a fb y ftbII respectivamente.
En el caso del mortero, para compresión pura se alcanza la rotura cuando el valor
de la tensión alcanza el de la resistencia a compresión uniaxial σz = fm . Sin embargo, cuando se tienen tensiones en el plano perpendicular, esta resistencia a compresión es diferente, y será f’m .
Existe un tipo de rotura a compresión que ocurre cuando la compresión es
excéntrica respecto al plano medio un muro de obra de fábrica. En este caso existe un momento flector y la estructura sufre una curvatura que se concentra en las juntas de mortero. La rotura en este caso aparece por agotamiento del material o por giro alrededor de la arista.
Uno de los criterios de rotura es el expuesto por Francis y Totaro [10]. Hacen la
hipótesis de comportameinto elástico para ambos materiales. De esta manera las deformaciones en la pieza y en le mortero vienen expresados por:
(2.9) (2.10) (2.11)
xmxb ε=ε
ymyb ε=ε
ybxb σ=σ
ymxm σ=σ
( )( )ybzbxbb
xb E1
σ−σν+σ=ε
( )( )xbzbybb
yb E1
σ−σν+σ=ε
( )( )ymzmxmm
xm E1
σ+σν+σ−=ε

Capítulo 2. Estado del conocimiento
11
(2.12) Siendo Eb y Em, y νb y νm los módulos de deformación longitudinal de la pieza y
del mortero y los coeficientes de Poisson de los mismos respectivamente. Se define β = Eb/Em como la relación entre módulos de deformación. Aplicando las
ecuaciones de equilibrio y compatibilidad (2.2) a (2.6), se obtiene una relación entre las tesiones transversales de tracción y la tensión vertical de compresión, además se comprueba que las tensiones en el plano horizontal son iguales, como ya se había comentado:
(2.13) Hasta aquí todo es válido siempre que se adopte un modelo constitutivo elástico
para piezas y mortero. En este punto Francis y Totaro [10] aceptan que la rotura de la fábrica se debe la fallo de la pieza y hacen la hipótesis de que la combinación crítica σxb-σz guarda una relación lineal entre fb y ftb, como se ve en la Fig. 2.3.
Fig. 2.3 Envolvente de rotura propuesta por Francis y Totaro [10] La resistencia a compresión f’b en presencia de tracciones σxb=σyb vale entoces: (2.14) El valor de la resistencia a compresión de la fábrica depende entonces de los
parámetros elásticos de piezas y mortero Em, Eb, νm y νb, y de la resistencia a compresión y tracción de las piezas.
( )( )xmzmymm
ym E1
σ+σν+σ−=ε
( )( ) ( )mb
bmzybxb 11 ν−β+ν−α
ν−βνασ=σ=σ
σ
σ
σ−=
tb
xbb
'b f
1·ff

Capítulo 2. Estado del conocimiento
12
Por otro lado, Hendry y Khoo [11] proponen un criterio de rotura para la fábrica de ladrillo, estudiando de forma empírica y por separado las envolventes de rotura para piezas bajo estados combinados de tracción-compresión, y para mortero bajo un estado de compresión triaxial. Ohler desarrolló un análisis semejante añadiendo simplificaciones numéricas. Veamos el desarrollo de ambos criterios de forma paralela.
A partir de una campaña experimental, proponen una envolvente de rotura para las
piezas que, a diferencia de la de Francis y Totaro, no es lineal y admite un ajuste del tipo:
(2.15) Ohler, a partir de la experimentación existente, propone una envolvente de rotura
(2.16) para las piezas muy similar a la de Hendry y Khoo [11], dando una representación trilineal (2.17) con la que es más fácil operar. La envolvente y los valores de a y b en cada tramo se presentan en la Fig. 2.4.
(2.16) (2.17)
Fig. 2.4 Envolvente de rotura de Ohler y ajuste trilineal Khoo y Hendry [11] también llevaron a cabo una campaña de ensayos sobre
morteros para determinar la resistencia a compresión f’m en presencia de compresiones transversales. Los autores propusieron una fórmula de ajuste potencial donde la resistencia aumente de forma no lineal y en mayor medida cuanto mayor es la resistencia uniaxial fm.
546.0
tb
xb
b
'b
f1
ff
σ−=
58.0
tb
xb
b
'b
f1
ff
σ−=
σ−=
tb
xb
b
'b
fba
ff

Capítulo 2. Estado del conocimiento
13
(2.18) Teniendo en cuenta la relación σxb = α·σxm obtenida del equilibrio podemos
expresar la envolvente del mortero en función de la tensión de tracción en el ladrillo. De esta manera ambas envolventes pueden expresarse en ejes σxb-σz.
(2.19) De la misma forma, Ohler propone un ajuste lineal (2.20) para la envolvente de
rotura del mortero que se representa junto a la expresión de Hendry y Khoo [11] en la Fig. 2.4.
(2.20)
Fig. 2.5 Punto de rotura de un prisma de fábrica en la intersección de las envolventes de los componentes
Los valores de m dependen de fm en la forma:
fm (N/mm2) 31.6 21.4 15.4 6.4 m 5.3 3.6 2.4 2.1
Una vez definidas las envolventes de rotura de cada uno de los componentes de la
fábrica, se difine un punto de rotura como aquél donde se intersecan las dos envolventes como se ve en la Fig. 2.5. Puesto que la rotura de la fábrica se produce para el punto de intersección de las envolventes de la pieza y el mortero, se puede imponer que f = f’m = f’b y despejando σxb y f de (2.17) y de (2.20) se obtiene el valor de la tracción en la pieza en el punto de rotura:
805.0
m
xm
m
'm
f91.21
ff
σ+=
805.0
'm
xb
m
'm
f91.21
ff
ασ
+=
σ+=
m
xm
m
'm
fm1
ff
Capítulo 2. Estado del conocimiento
14
(2.21) Y la resistencia a compresión de la fábrica (fórmula de Ohler): (2.22) Esta expresión sí ha obtenido una buena concordancia con los resultados
experimentales obtenidos en la fábrica de ladrillo. 2.2.2.1.2 Comportamiento tensodeformacional El comportamiento tensodeformacional de la obra de fábrica es marcadamente no
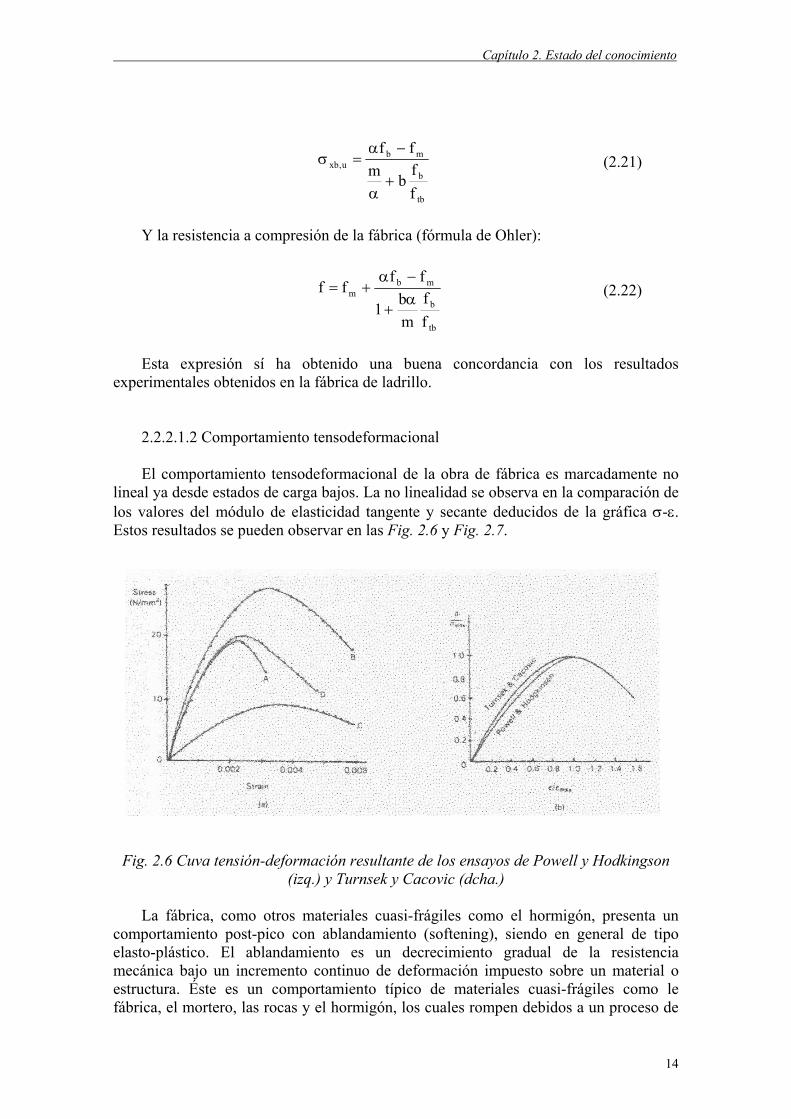
lineal ya desde estados de carga bajos. La no linealidad se observa en la comparación de los valores del módulo de elasticidad tangente y secante deducidos de la gráfica σ-ε. Estos resultados se pueden observar en las Fig. 2.6 y Fig. 2.7.
Fig. 2.6 Cuva tensión-deformación resultante de los ensayos de Powell y Hodkingson (izq.) y Turnsek y Cacovic (dcha.)
La fábrica, como otros materiales cuasi-frágiles como el hormigón, presenta un
comportamiento post-pico con ablandamiento (softening), siendo en general de tipo elasto-plástico. El ablandamiento es un decrecimiento gradual de la resistencia mecánica bajo un incremento continuo de deformación impuesto sobre un material o estructura. Éste es un comportamiento típico de materiales cuasi-frágiles como le fábrica, el mortero, las rocas y el hormigón, los cuales rompen debidos a un proceso de
tb
b
mbu,xb
ff
bmff
+α
−α=σ
tb
b
mbm
ff
mb1
ffff
α+
−α+=
Capítulo 2. Estado del conocimiento
15
crecimiento progresivo de fisuras internas. Este comportamiento mecánico es atribuido a la heterogeneidad del material, debido a la presencia de diferentes fases y defectos en el material, como por ejemplo huecos.
Es posible que existan microfisuras, debidas a retracción del mortero o a la
presencia de árido, antes de cargar la fábrica. Asimismo, los ladrillos contienen inclusiones y microfisuras debido a la retracción durante el proceso de cocción. Las microfisuras van creciendo conforme se carga la fábrica. Inicialmente las microfisuras son estables lo que significa que sólo crecen cuando la carga se incrementa. Cerca de la resistencia de pico la aceleración de formación de fisuras deja paso al inicio de la formación de macrofisuras. Las macrofisuras son inestables, lo que significa que la carga tiene que decrecer para que no se produzca un crecimiento incontrolado. En un ensayo con deformación controlada el crecimiento de macrofisuras da lugar al ablandamiento del material y se localiza la fisuración en una pequeña zona mientras el resto de la probeta se descarga.
Este comportamiento se produce en la obra de fábrica en tracción, compresión y
corte, y la variable que lo controla es la energía de fractura (existe una energía de fractura para cada modo de fractura). Los modos de fractura en tracción y compresión en obra de fábrica son comunes con otros materiales,y la energía de fractura es la integral del diagrama σ-δ. Sin embargo existe otro modo de fractura, generalmente identificado como modo II, que consiste en el deslizamiento del mortero sobre la interfase pieza-mortero bajo un esfuerzo de corte. En este caso la energía de fractura en modo II se define como la integral del diagrama τ-δ en ausencia de tensiones normales de confinamiento.
Powell y Hodkingson [11] ensayaron paneles de fábrica de ladrillo que sirvieron
para caracterizar la ecuación tensión-deformación para carga rápida y sin confinamiento. En la Fig 2.6 pueden observarse los resultados obtenidos.
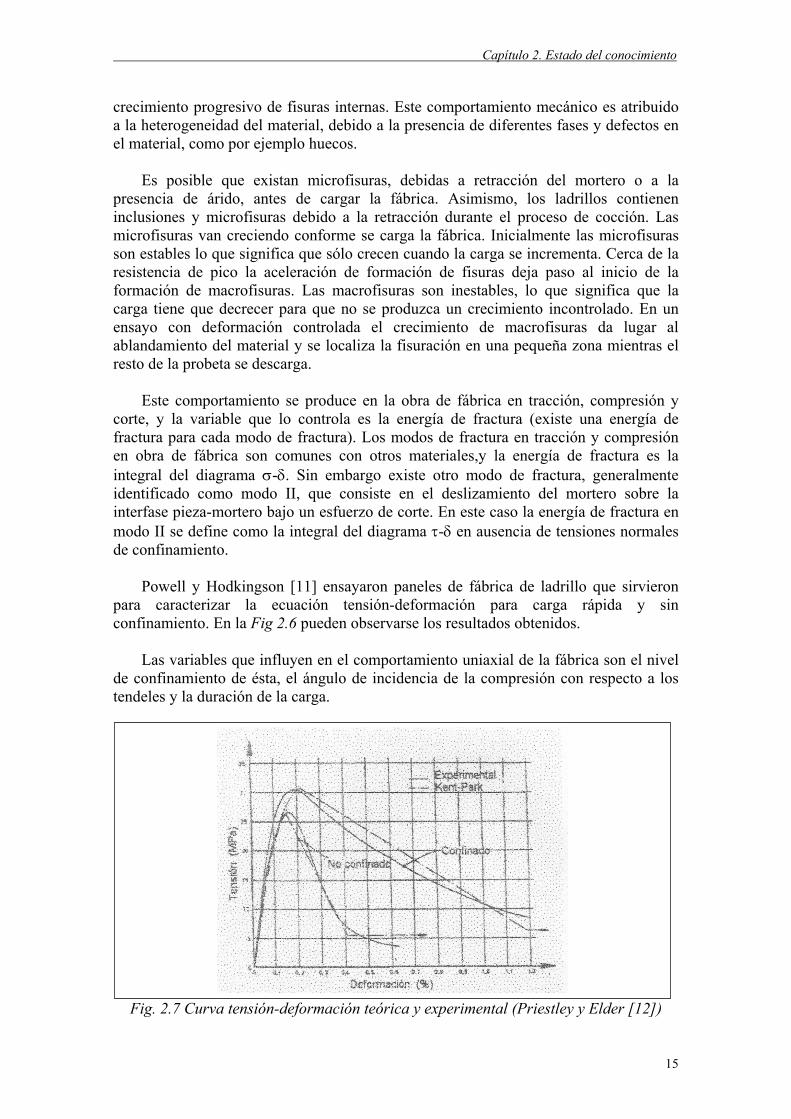
Las variables que influyen en el comportamiento uniaxial de la fábrica son el nivel
de confinamiento de ésta, el ángulo de incidencia de la compresión con respecto a los tendeles y la duración de la carga.
Fig. 2.7 Curva tensión-deformación teórica y experimental (Priestley y Elder [12])
Capítulo 2. Estado del conocimiento
16
La importancia del nivel de confinamiento en la fábrica sometida a compresión fue estudiada por Priestley Elder [12]. Las conclusiones fueron que se obtiene un leve incremento de la resistencia y un gran aumento de la ductilidad cuando se ensaya la fábrica confinada lateralmente. Las curvas experimentales obtenidas se muestran en la Fig. 2.7 así como el ajuste de las curvas propuesto por Kent-Park.
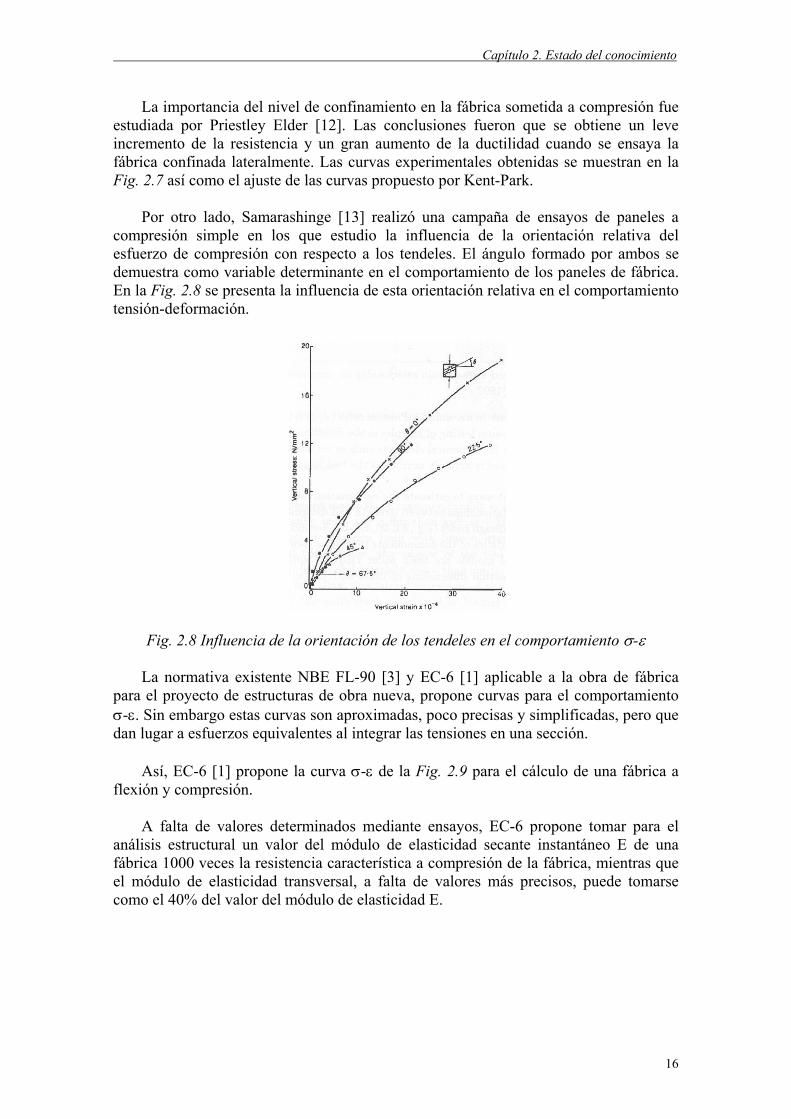
Por otro lado, Samarashinge [13] realizó una campaña de ensayos de paneles a
compresión simple en los que estudio la influencia de la orientación relativa del esfuerzo de compresión con respecto a los tendeles. El ángulo formado por ambos se demuestra como variable determinante en el comportamiento de los paneles de fábrica. En la Fig. 2.8 se presenta la influencia de esta orientación relativa en el comportamiento tensión-deformación.
Fig. 2.8 Influencia de la orientación de los tendeles en el comportamiento σ-ε
La normativa existente NBE FL-90 [3] y EC-6 [1] aplicable a la obra de fábrica
para el proyecto de estructuras de obra nueva, propone curvas para el comportamiento σ-ε. Sin embargo estas curvas son aproximadas, poco precisas y simplificadas, pero que dan lugar a esfuerzos equivalentes al integrar las tensiones en una sección.
Así, EC-6 [1] propone la curva σ-ε de la Fig. 2.9 para el cálculo de una fábrica a
flexión y compresión. A falta de valores determinados mediante ensayos, EC-6 propone tomar para el
análisis estructural un valor del módulo de elasticidad secante instantáneo E de una fábrica 1000 veces la resistencia característica a compresión de la fábrica, mientras que el módulo de elasticidad transversal, a falta de valores más precisos, puede tomarse como el 40% del valor del módulo de elasticidad E.

Capítulo 2. Estado del conocimiento
17
Fig. 2.9 Diagrama tensión-deformación para el cálculo de una fábrica a flexión y compresión propuesta por EC-6 [1]
2.2.2.1.3 Módulo de deformación longitudinal El estudio del comportamiento en servicio de la fábrica precisa valores del módulo
de deformación longitudinal E precisos. Por ello no es válido el módulo tangente o secante que puede obtenerse de un diagrama equivalente como el parábola-rectángulo, más pensado para el estudio en agotamiento de las secciones y no en servicio.
A falta de un diagrama σ-ε real, se puede obtener un módulo equivalente de la
fábrica como recomienda la UIC [7]: (2.23) donde Eb es el módulo de elasticidad de la pieza, α es la relación hm/hb (espesor
mortero/canto de la pieza) y β es la relación Em/Eb entre módulos de elasticidad del mortero y de la pieza. El módulo puede ser secante o tangente dependiendo qué módulo se haya utilizado para las piezas.
Se puede obtener un módulo para cargas de larga duración, partiendo de la hipótesis
que toda la fluencia es debida al mortero y cuantificada por un coeficiente de fluencia ϕm. De esta forma el acortamiento a tiempo infinito del mortero será δm∞ = (1 + ϕm)δm. Análogamente se obtiene el módulo para cargas de larga duración, llegando a la expresión:
(2.24) Según recomienda UIC [7], se debe utilizar valores de E ante distintas
solicitaciones, 0.5E para cargas térmicas y deformaciones impuestas y 0.8E para la obtención de deformaciones y desplazameintos a partir de esfuerzos.
αβ+α+
=11EE b
)1(11EE bdif ϕ+αβ+
α+=
Capítulo 2. Estado del conocimiento
18
A falta de valores más precisos EC-6 [1] permite evaluar E como 1000 veces la resistencia característica a compresión de la fábrica, una simplificación excesiva al no tener en cuenta la disposición y geometría de la fábrica ni la relación de módulos entre piezas y mortero.
2.2.2.1.4 Resistencia a compresión La propiedad diferencial de la fábrica con respecto a otros materiales también con
resistencia nula a la tracción, es la heterogeneidad y la anisotropía. El factor más incidente en este tipo de comportamiento es la diferente deformabilidad de los componentes piezas y mortero. Ésta depende de las propiedades por separado de los componentes, la disposición y el tipo de aparejo. Concretamente:
· α relación entre el grosor de las piezas y el espesor de los tendeles. Al ser el mortero más deformable, éste induce bajo un esfuerzo de compresión una
tracción indirecta en los ladrillos, de forma que la resistencia de la fábrica tiende a disminuir, pudiendo romper ésta por tracción indirecta en los ladrillos.
· la dimensión vertical de las piezas
· la regularidad del aparejo No influye tanto sobre la resistencia el tipo de aparejo como la regularidad y la
longitud de solape entre piezas. · β relación entre módulos de piezas Eb y mortero Em Existen dos enfoques para dar una expresión de la resistencia a compresión de la
obra de fábrica: • Fórmulas empíricas: Obtenidas a partir de resultados de campañas de
experimentación. En este tipo de fórmulas la resistencia de la fábrica depende de las resistencias de las piezas y el mortero, siguiendo una ecuación de tipo exponencial como la siguiente:
(2.25) EC-6 [1] propone para la expresión anterior valores de A = 0.65 y B = 0.25 y un
factor K que está entre 0.4 y 0.6 según sea el tipo de piezas y de fábrica. Otras normas como ACI 530.99 [14] utilizan un ajuste lineal en función de fb.
• Fórmulas fenomenológicas: Son las deducidas a partir de hipótesis de
comportamiento y que reflejan el mecanismo de rotura. Por ejemplo UIC [7] propone tomar directamente la fórmula siguiente:
(2.26)
Bm
Ab f·f·Kf =
tb
b
mbm
ff
2b1
ffff
α+
−α+=
Capítulo 2. Estado del conocimiento
19
Esta fórmula (2.26) es la obtenida a partir de la consideración de las envolventes de
rotura, por separado, de las piezas bajo estados combinados de tracción-compresión, y para el mortero bajo un estado de compresión triaxial. Las expresiones de las envolventes utilizadas fueron simplificadas para operar más cómodamente. Así la envolvente para las piezas era trilinear, mientras que para el mortero se utiliza un ajuste lineal.
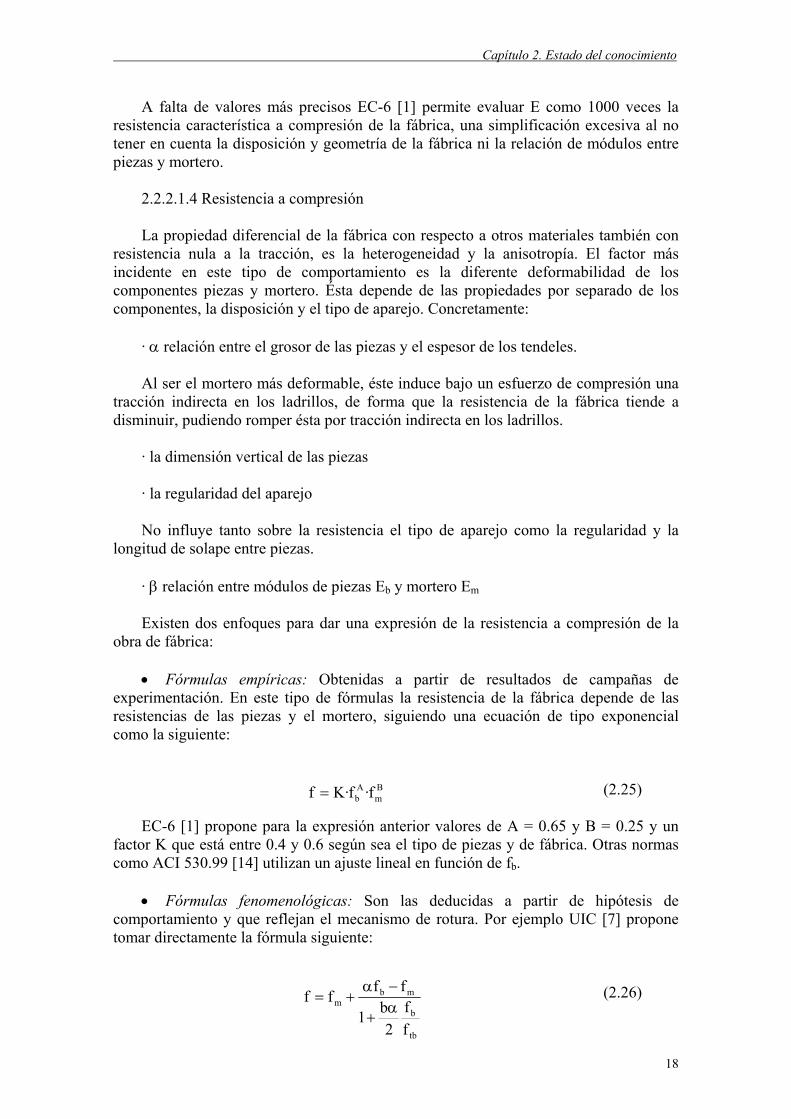
2.2.2.2. Comportamiento de la fábrica ante tensiones biaxiales El estudio del comportamiento de la fábrica ante tensiones biaxiales presenta la
dificultad de ser su carácter anisótropo y no lineal. En la Fig 2.10 se muestran algunas relaciones tensión-deformación. Se observa el comportamiento no lineal de la obra de fábrica para valores elevados de tensión en compresión-compresión, mientras que en tracción-compresión se observa linealidad.
Fig. 2.10 Curvas de tensión-deformación experimentales en paneles sometidos a
compresión biaxial y tracción-compresión. (Samarasinghe et al [13]) Asimismo, también se han intentado deducir las características mecánicas de la
obra de fábrica de forma teórica a partir de las características mecánicas individuales de sus componentes, aplicando técnicas de homogeneización.

Capítulo 2. Estado del conocimiento
20
2.2.2.2.1 Tratamiento de la resistencia ante solicitaciones biaxiales en la normativa La normativa acostumbra a establecer la resistencia ante estados biaxiales de
tensiones mediante combinaciones de tensiones tangenciales y normales a las juntas, es decir, esfuerzo de corte y esfuerzo normal a las juntas simultáneos.
La normativa española vigente FL-90 [3] propone calcular las tensiones principales
a partir de los esfuerzos de compresión y de corte, y comparar dichas tensiones principales con las resistencias de cálculo dadas por las siguientes fómulas, debiéndose cumplir:
(2.27) (2.28) donde B es el área de la sección eficaz (parte de la sección comprimida), Nd es el
esfuerzo normal de cálculo y Vd el esfuerzo cortante de cálculo. Las ecuaciones (2.27) y (2.28) equivalen a imponer que la máxima tensión (de compresión) no supere la resistencia a compresión de la obra de fábrica, y que la mínima tensión principal (de tracción) no supere la resistencia a tracción, tomándose esta última igual al 10% de la resistencia a compresión. Éste es un criterio de Rankine en términos de esfuerzos.
Por otro lado, EC-6 [1] utiliza únicamente la resistencia característica a efuerzo
cortante (fvk) en la dirección paralela a las juntas, permitiendo evaluarla bien mediante ensayos experimentales sobre paneles bien analíticamente mediante la expresión (2.29):
(2.29) donde fvk0 es la resistencia a cortante en ausencia de tensiones normales (σv = 0), σv
es la mínima compresión vertical actuando sobre el muro y fb es la resistencia a compresión vertical de las piezas. El valor de fvk está limitado por unos valores tabulados (ver Tabla 2.3).
(*: cuando la resistencia de las piezas ensayadas a lo largo de su longitud pueda ser
mayor de 0.15 veces la resistencia vertical perpendicular a la dirección normal de carga, por la consideración de los huecos en las piezas, este límite puede ser asumido como satisfactorio.)
La ecuación (2.29) corresponde a un criterio de rotura de Mohr-Coulomb donde fvk0
equivale a la cohesión (c) que depende de la resistencia a esfuerzos de corte en la unión pieza-mortero, y el ángulo de rozamiento (µ) se identifica con el arcotangente del factor 0.4 multiplicador de la tensión normal. Hendry [11] recoge en su libro una lista de los valores usados por diferentes autores para la cohesión fv0 y para el término de rozamiento (µ).
dd
2d
2d f
B2NV4N
≤++
dd
2d
2d f1.0
B4NV4N
⋅≤−+
bv0vkvk f05.04.0ff ≤σ+=
Capítulo 2. Estado del conocimiento
21
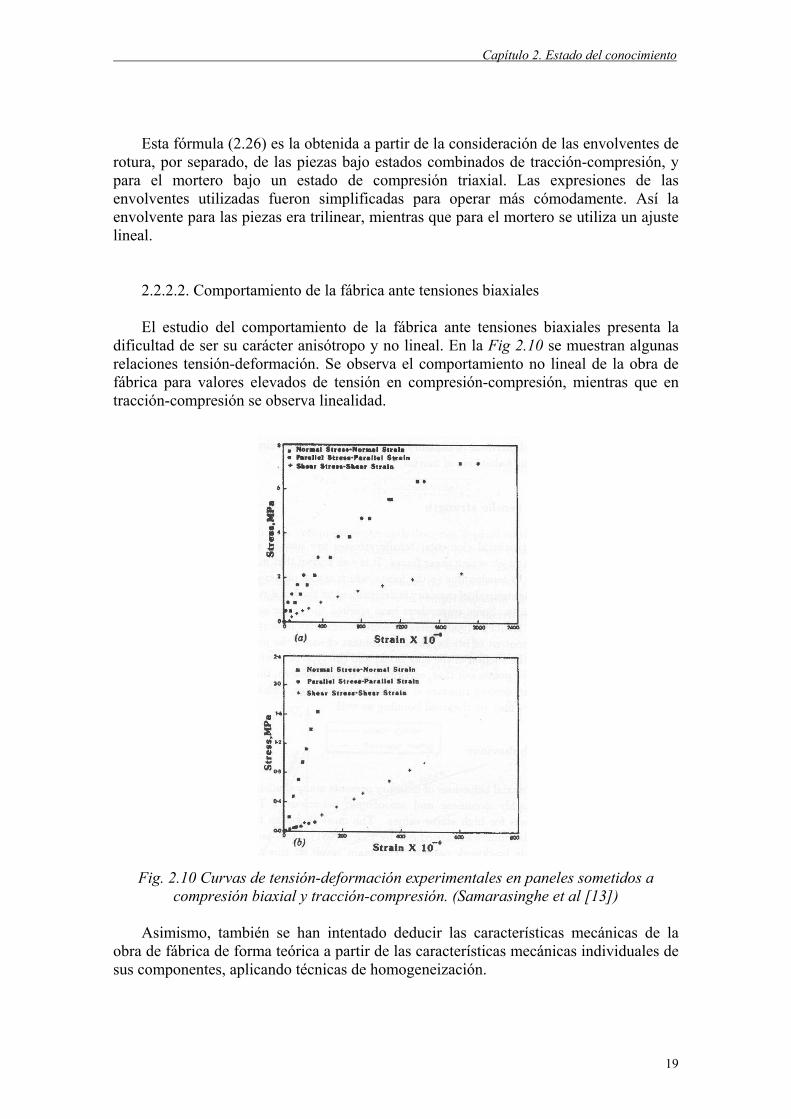
Piezas de la obra Mortero Fvk0 (N/mm2) Límite de fvk (N/mm2)
Piezas de hormigón perforado, hueco o
celular
M-20, M-15, M-10 M-5, M-2
0.2 0.1
0.8 no mayor que la resistencia de la
pieza en su dirección*
Piezas de silicato cálcico
M-20, M-15, M-10 M-5, M-2
0.2 0.1 0.8
Piezasde arcilla de fb inferior a 15 N/mm2
M-20, M-15, M-10 M-5, M-2
0.3 0.1 1.0
Piezasde arcilla de fb superior a 15 N/mm2
M-20, M-15, M-10 M-5, M-2
0.3 0.1 1.5
Tabla 2.3 Valores de fvk0 y valores límite de fvk (Eurocódigo 6 [1])
2.2.2.2.2 Criterios de rotura bidimensionales El tratamiento que dan los códigos de diseño anteriormente mencionado para obras
de fábrica bajo estados de tensión biaxial es adecuado para su diseño, pero no expone un criterio completo de rotura para el análisis estructural de la obra de fábrica bajo estados biaxiales de tensiones.
Mientras que el comportamiento de la fábrica antes de rotura es casi isótropo, la
resistencia bajo estados biaxiales depende fuertemente de la orientación relativa entre las tensiones principales y los tendeles. Este fuerte comportamiento anisótropo es debido principalmente a la distribución geométrica de los componentes, acentuado por la baja resistencia del mortero en comparación con las piezas. Además, esta anisotropía es más notable si las piezas presentan también anisotropia, como ocurre en el caso de piezas perforadas.
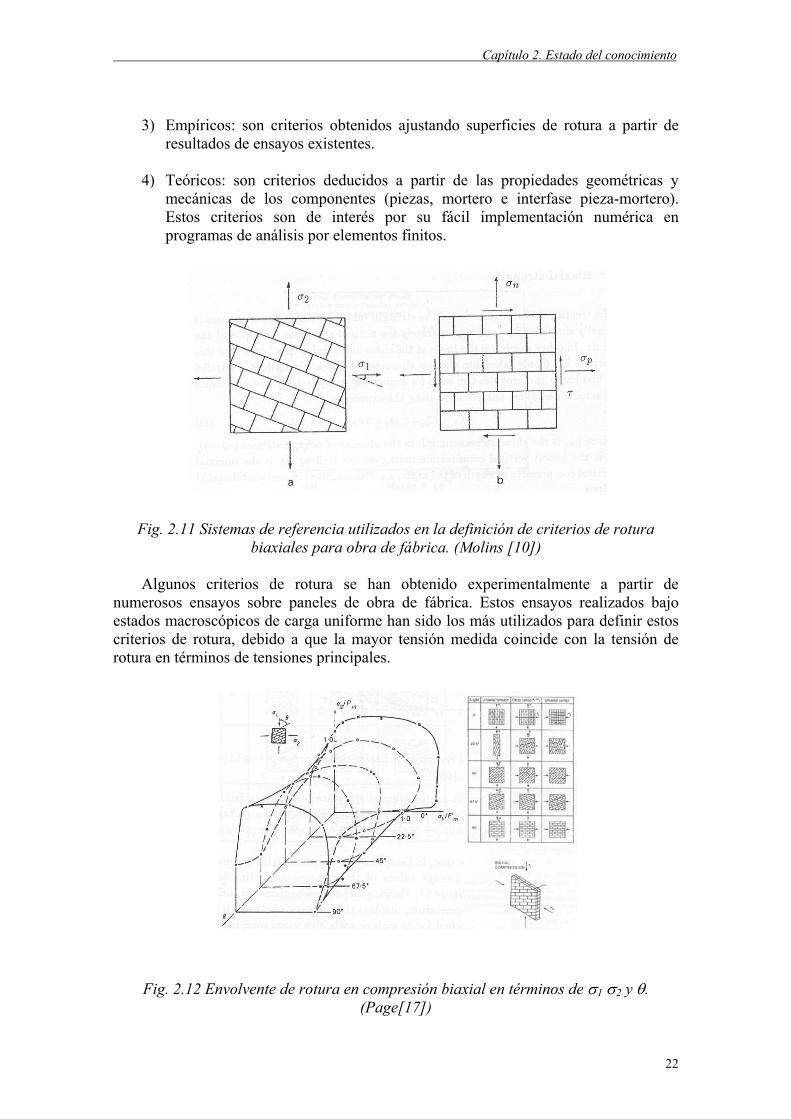
Generalmente, un criterio de rotura se define mediante una superficie 3D en
términos de las dos tensiones principales (σ1 y σ2) y la orientación de éstas con respecto a las juntas horizontales (θ), o bien alternativamente en términos de las tensiones normal (σn), paralela (σp), y tangencial (τ) a las juntas horizontales. Estos dos sistemas de referencia pueden observarse en la Fig 2.11.
Magenes [15] y Anthoine [16] distinguen entre cuatro tipos de criterios de rotura
según la metodología utilizada en su formulación. Estos son: 1) Experimentales: son criterios obtenidos como el resultado de una campaña de
ensayos sobre paneles. 2) Fenomenológicos: son criterios basados en una interpretación mecánica a priori
de la rotura observada en los ensayos.
Capítulo 2. Estado del conocimiento
22
3) Empíricos: son criterios obtenidos ajustando superficies de rotura a partir de
resultados de ensayos existentes.
4) Teóricos: son criterios deducidos a partir de las propiedades geométricas y mecánicas de los componentes (piezas, mortero e interfase pieza-mortero). Estos criterios son de interés por su fácil implementación numérica en programas de análisis por elementos finitos.
Fig. 2.11 Sistemas de referencia utilizados en la definición de criterios de rotura biaxiales para obra de fábrica. (Molins [10])
Algunos criterios de rotura se han obtenido experimentalmente a partir de
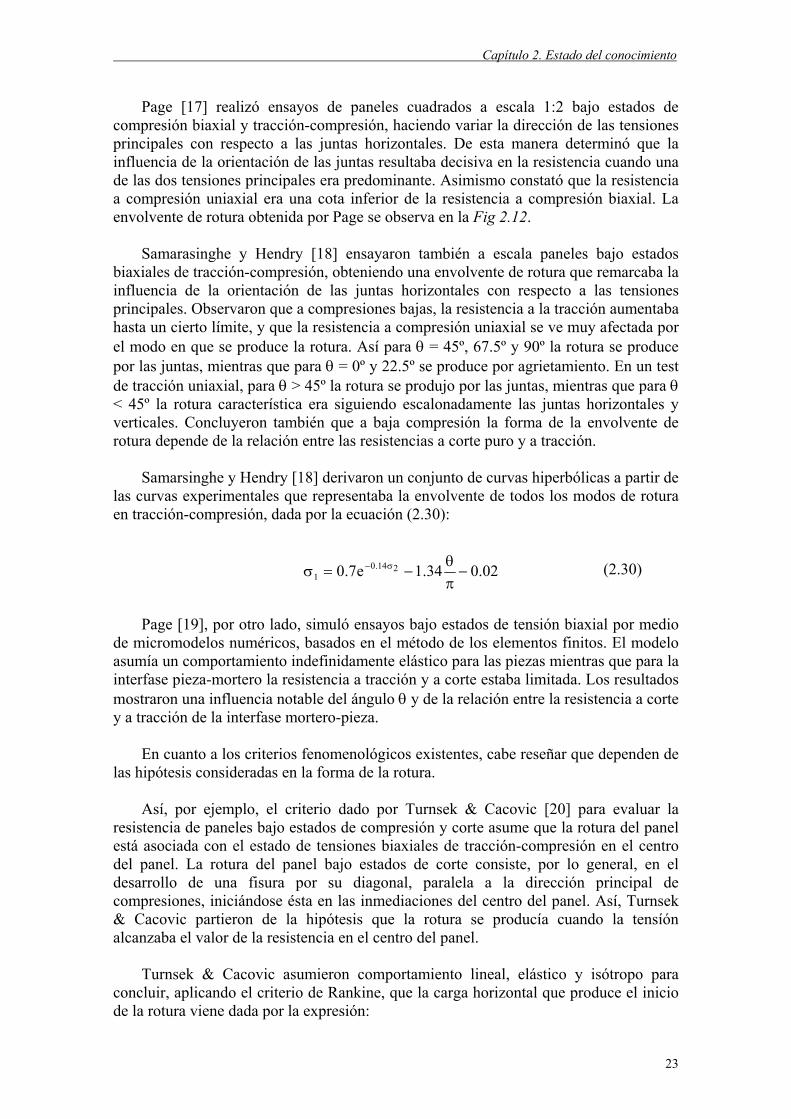
numerosos ensayos sobre paneles de obra de fábrica. Estos ensayos realizados bajo estados macroscópicos de carga uniforme han sido los más utilizados para definir estos criterios de rotura, debido a que la mayor tensión medida coincide con la tensión de rotura en términos de tensiones principales.
Fig. 2.12 Envolvente de rotura en compresión biaxial en términos de σ1 σ2 y θ.
(Page[17])
Capítulo 2. Estado del conocimiento
23
Page [17] realizó ensayos de paneles cuadrados a escala 1:2 bajo estados de compresión biaxial y tracción-compresión, haciendo variar la dirección de las tensiones principales con respecto a las juntas horizontales. De esta manera determinó que la influencia de la orientación de las juntas resultaba decisiva en la resistencia cuando una de las dos tensiones principales era predominante. Asimismo constató que la resistencia a compresión uniaxial era una cota inferior de la resistencia a compresión biaxial. La envolvente de rotura obtenida por Page se observa en la Fig 2.12.
Samarasinghe y Hendry [18] ensayaron también a escala paneles bajo estados
biaxiales de tracción-compresión, obteniendo una envolvente de rotura que remarcaba la influencia de la orientación de las juntas horizontales con respecto a las tensiones principales. Observaron que a compresiones bajas, la resistencia a la tracción aumentaba hasta un cierto límite, y que la resistencia a compresión uniaxial se ve muy afectada por el modo en que se produce la rotura. Así para θ = 45º, 67.5º y 90º la rotura se produce por las juntas, mientras que para θ = 0º y 22.5º se produce por agrietamiento. En un test de tracción uniaxial, para θ > 45º la rotura se produjo por las juntas, mientras que para θ < 45º la rotura característica era siguiendo escalonadamente las juntas horizontales y verticales. Concluyeron también que a baja compresión la forma de la envolvente de rotura depende de la relación entre las resistencias a corte puro y a tracción.
Samarsinghe y Hendry [18] derivaron un conjunto de curvas hiperbólicas a partir de
las curvas experimentales que representaba la envolvente de todos los modos de rotura en tracción-compresión, dada por la ecuación (2.30):
(2.30) Page [19], por otro lado, simuló ensayos bajo estados de tensión biaxial por medio
de micromodelos numéricos, basados en el método de los elementos finitos. El modelo asumía un comportamiento indefinidamente elástico para las piezas mientras que para la interfase pieza-mortero la resistencia a tracción y a corte estaba limitada. Los resultados mostraron una influencia notable del ángulo θ y de la relación entre la resistencia a corte y a tracción de la interfase mortero-pieza.
En cuanto a los criterios fenomenológicos existentes, cabe reseñar que dependen de
las hipótesis consideradas en la forma de la rotura. Así, por ejemplo, el criterio dado por Turnsek & Cacovic [20] para evaluar la
resistencia de paneles bajo estados de compresión y corte asume que la rotura del panel está asociada con el estado de tensiones biaxiales de tracción-compresión en el centro del panel. La rotura del panel bajo estados de corte consiste, por lo general, en el desarrollo de una fisura por su diagonal, paralela a la dirección principal de compresiones, iniciándose ésta en las inmediaciones del centro del panel. Así, Turnsek & Cacovic partieron de la hipótesis que la rotura se producía cuando la tensíón alcanzaba el valor de la resistencia en el centro del panel.
Turnsek & Cacovic asumieron comportamiento lineal, elástico y isótropo para
concluir, aplicando el criterio de Rankine, que la carga horizontal que produce el inicio de la rotura viene dada por la expresión:
02.034.1e7.0 214.01 −
πθ
−=σ σ−
Capítulo 2. Estado del conocimiento
24
(2.31) donde ftu es la resistencia a tracción de la fábrica, σm = N/A, siendo N la carga axil
sobre el panel y A el área de la sección transversal del panel. Los valores anteriores son realistas para relaciones altura-ancho superiores a 1.5. Otro de los criterios fenomenológicos es el dado por Yokel y Fattal [21]. Éste está
basado en la definición de la rotura para las piezas y para las juntas. Llevaron a cabo una campaña de ensayos sobre paneles cuadrados de obra de fábrica bajo una carga vertical uniformemente distribuida y una carga puntual creciente en la dirección de la diagonal del panel. En el análisis asumieron que la resistencia podía ser correlacionada con los niveles de tensión en rotura, calculadas usando un modelo elástico-lineal e isótropo. Utilizaron la aproximación de Frocht sobre un panel con las cargas mencionadas para comparar las tensiones principales (σ1 y σ2 en función de σv y τ) aproximadas por Frocht con las obtenidas experimentalmente.
Yokel y Fattal formularon las siguientes hipótesis de rotura: 1) Fallo por tensión normal crítica: el panel tanto puede fallar por tensión normal
σ1 sobrepasando la máxima resistencia a tracción, o bien σ3 superando la resistencia a compresión. Hay que saber que la resistencia al agrietamiento varía direccionalmente respecto a la orientación de las juntas.
2) Rotura por combinación crítica de tensiones normales críticas: en este caso las
dos tensiones principales contribuyen a la rotura frágil.
3) Rotura por tracciones críticas: ocurre cuando se supera la deformación crítica de tracción en el plano.
4) Rotura por separación de junta: el criterio de rotura en este caso es de tipo
friccional: (2.32)
donde τ es la tensión tangencial nominal, τ0 es la tensión tangencial para σv = 0 y µ un coeficiente de tipo friccional.
Una conclusión de los estudios de Yokel y Fattal fue una envolvente de rotura
basada en una envolvente de resistencias proporcionaba el mejor modelo predictivo para los resultados en ensayos.
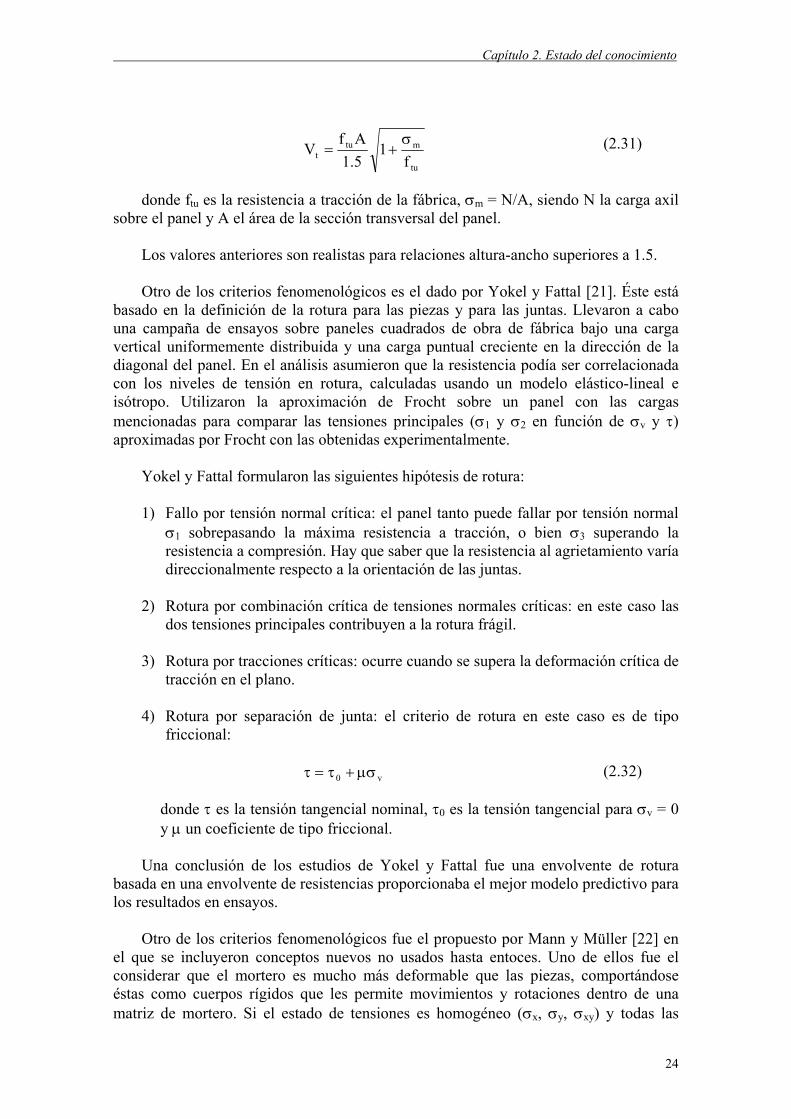
Otro de los criterios fenomenológicos fue el propuesto por Mann y Müller [22] en
el que se incluyeron conceptos nuevos no usados hasta entoces. Uno de ellos fue el considerar que el mortero es mucho más deformable que las piezas, comportándose éstas como cuerpos rígidos que les permite movimientos y rotaciones dentro de una matriz de mortero. Si el estado de tensiones es homogéneo (σx, σy, σxy) y todas las
tu
mtut f
15.1Af
Vσ
+=
v0 µσ+τ=τ
Capítulo 2. Estado del conocimiento
25
piezas tienen las mismas características geométricas, entoces todas las piezas tienen la misma rotación y las juntas horizontales de mortero están sometidas a unas tensiones según la Fig 2.13.
Fig. 2.13 Piezas rígidas en una matriz de mortero. Rotación de las piezas y deformación del mortero. (Mann & Müller [22])
Entoces aparece una tensión adicional no uniforme sobre las juntas horizontales.
Mann & Müller consideran que las juntas verticales no son capaces de transmitir tensiones tangenciales por tres motivos: primero, las juntas verticales normalmente no están completamente rellenas; segundo, la existencia de adhesión en las juntas verticales no es muy real porque éstas no están comprimidas; tercero, en caso de rotura estas juntas no tienen resistencia residual.
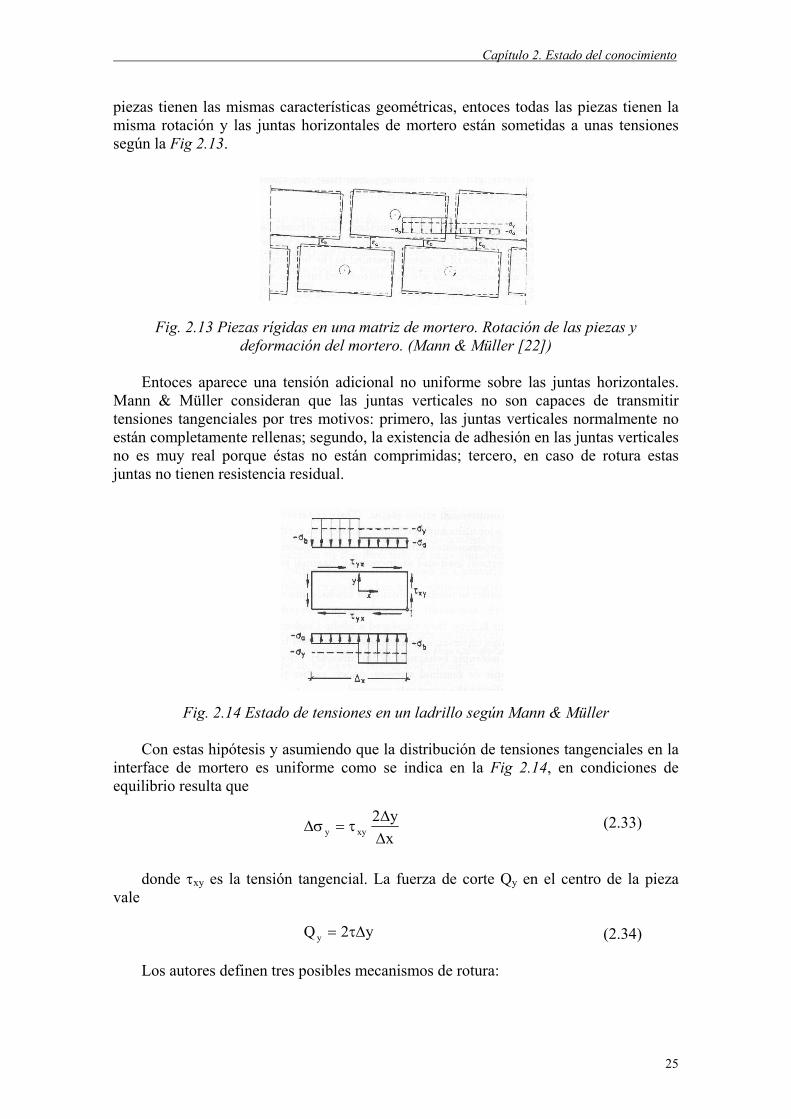
Fig. 2.14 Estado de tensiones en un ladrillo según Mann & Müller Con estas hipótesis y asumiendo que la distribución de tensiones tangenciales en la
interface de mortero es uniforme como se indica en la Fig 2.14, en condiciones de equilibrio resulta que
(2.33) donde τxy es la tensión tangencial. La fuerza de corte Qy en el centro de la pieza
vale (2.34) Los autores definen tres posibles mecanismos de rotura:
xy2
xyy ∆∆
τ=σ∆
y2Q y ∆τ=
Capítulo 2. Estado del conocimiento
26
a) Fallo por las juntas. Ocurre cuando la rotura por resistencia a corte se alcanza en la zona de bajas compresiones de las juntas horizontales (σa) de la Fig 2.14. Mann & Müller asocian esta rotura con una rotura escalonada a través de las juntas horizontales y verticales sin romper el ladrillo. Adoptando una ley de tipo friccional: (2.35) Introduciendo el valor de la tensión vertical deducido de la ecuación (2.33), se hallan una cohesión y un coeficiente de fricción reducidos, dados por: (2.36) (2.37) Y la ecuación queda como: (2.38) b) Rotura por tracción en las piezas: Ocurre cuando la máxima tensión principal en el centro de la pieza alcanza la resistencia a tracción. Cuando la tensión vertical es suficientemente elevada no se llega nunca a la rotura de tipo friccional porque el ladrillo rompe antes. Se puede comprobar mediante la teoría de la elasticidad que las tensiones actuando sobre el ladrillo son: σvst = σv, σh = 0, τst = 2.3τ. Buscando las tensiones principales y exigiendo que no se supere la resistencia a tracción del ladrillo se obtiene que: (2.39) c) Rotura por compresión de la fábrica. Ocurre cuando el panel se encuentra bajo altas compresiones y la tensión vertical total alcanza la resistencia a compresión de la fábrica fcm. Si se introduce esta condición en la ecuación (2.33) se llega a: (2.40) La envolvente definida por estos tres mecanismos de rotura se muestra en la Fig
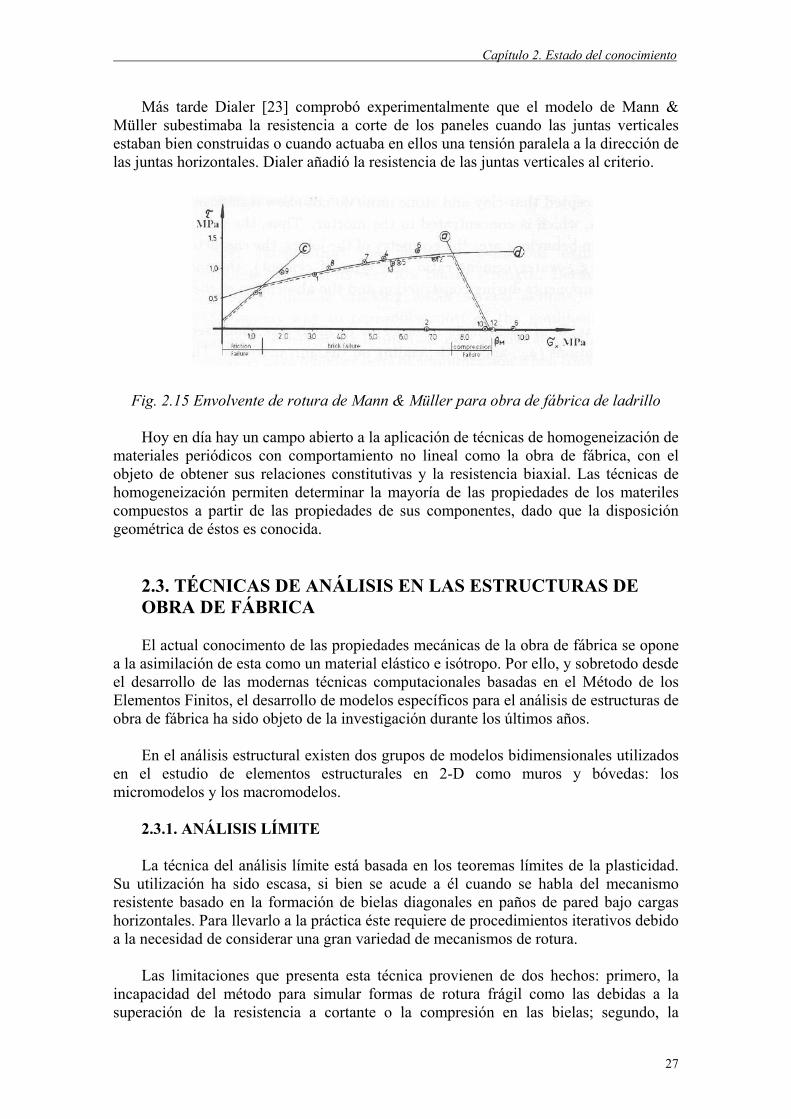
2.15. Este criterio muestra perfectamente los dos mecanismos de rotura por corte a) y b), asociados con la rotura por las juntas y por las piezas respectivamente. Hay que resaltar la importancia de la relación entre las dimensiones vertical y horizontal de las piezas en el comportamiento a corte de los paneles.
2c µσ+=τ
xy21
1cc
∆∆
µ+=
yx21
1
∆∆
µ+µ=µ
2c σµ+=τ
tb
ytb
f1
3.2f σ
+=τ
y2x)f( vcm ∆
∆σ−=τ
Capítulo 2. Estado del conocimiento
27
Más tarde Dialer [23] comprobó experimentalmente que el modelo de Mann & Müller subestimaba la resistencia a corte de los paneles cuando las juntas verticales estaban bien construidas o cuando actuaba en ellos una tensión paralela a la dirección de las juntas horizontales. Dialer añadió la resistencia de las juntas verticales al criterio.
Fig. 2.15 Envolvente de rotura de Mann & Müller para obra de fábrica de ladrillo Hoy en día hay un campo abierto a la aplicación de técnicas de homogeneización de
materiales periódicos con comportamiento no lineal como la obra de fábrica, con el objeto de obtener sus relaciones constitutivas y la resistencia biaxial. Las técnicas de homogeneización permiten determinar la mayoría de las propiedades de los materiles compuestos a partir de las propiedades de sus componentes, dado que la disposición geométrica de éstos es conocida.
2.3. TÉCNICAS DE ANÁLISIS EN LAS ESTRUCTURAS DE OBRA DE FÁBRICA El actual conocimento de las propiedades mecánicas de la obra de fábrica se opone
a la asimilación de esta como un material elástico e isótropo. Por ello, y sobretodo desde el desarrollo de las modernas técnicas computacionales basadas en el Método de los Elementos Finitos, el desarrollo de modelos específicos para el análisis de estructuras de obra de fábrica ha sido objeto de la investigación durante los últimos años.
En el análisis estructural existen dos grupos de modelos bidimensionales utilizados
en el estudio de elementos estructurales en 2-D como muros y bóvedas: los micromodelos y los macromodelos.
2.3.1. ANÁLISIS LÍMITE La técnica del análisis límite está basada en los teoremas límites de la plasticidad.
Su utilización ha sido escasa, si bien se acude a él cuando se habla del mecanismo resistente basado en la formación de bielas diagonales en paños de pared bajo cargas horizontales. Para llevarlo a la práctica éste requiere de procedimientos iterativos debido a la necesidad de considerar una gran variedad de mecanismos de rotura.
Las limitaciones que presenta esta técnica provienen de dos hechos: primero, la
incapacidad del método para simular formas de rotura frágil como las debidas a la superación de la resistencia a cortante o la compresión en las bielas; segundo, la
Capítulo 2. Estado del conocimiento
28
dificultad de considerar todos los posibles mecanismos que pueden darse realmente en una estructura compleja mediante la localización alternativa de rótulas plásticas.
2.3.2. ANÁLISIS GLOBAL MEDIANTE EL MÉTODO DE LOS PLANOS DE RIGIDEZ El método de planos de rigidez es una técnica utilizada en la determinación de la
distribución de fuerzas horizontales entre pantallas o paredes de edificios intersecadas por planos de forjados considerados rígidos en su plano. El método consiste en esquematizar el edificio a analizar mediante tres familias de planos, dos de ellas verticales y perpendiculares entre sí, y una tercera horizontal. La familia de planos verticales simulan las paredes de carga o las de arriostramiento, mientras que la familia de planos horizontal representa a los forjados que se suponen infinitamente rígidos en su plano y por ello uniendo rígidamente en ese plano a las secciones de las familias de planos verticales.
Las limitaciones del método son la dificultad de modelizar exactamente las paredes
con sus huecos y complejidades, llevando ello a una respuesta rígida de las paredes no realista. Las ventajas con las que cuenta el método, por el contrario, son la simplicidad y las simples necesidades de cálculo que requiere su utilización.
2.3.3. ANÁLISIS DE MUROS MEDIANTE ESTRUCTURAS RETICULARES EQUIVALENTES Esta técnica consiste en analizar las paredes modelizándolas como un sistema de
barras equivalentes de la misma manera que se modeliza un forjado mediante un emparrillado plano. De esta forma se obtiene una estructura de barras reticular y tridimensional equivalente a la estructura de paredes. Existe un punto importante en esta modelización que proviene de la consideración del ancho de las barras que modelizan paredes, por lo que hay que reproducir bien las uniones entre estos elementos. De aquí surge el método de la columna ancha.
La aplicación del método sin la consideración especial de estas uniones da
resultados poco precisos a efectos de estudiar el comportamiento lateral de edificios de paredes portantes.
El concepto de columna ancha está referido a la modelización de la unión, mediante
bielas rígidas, de paredes con dinteles y antepechos. Como demostró Kwan [24] ello no era suficiente y hacía falta además introducir la compatibilidad del giro de la sección de las barras horizontales con el giro de la directriz de las barras verticales en la unión de estos elementos, para simular correctamente el comportamiento del nudo.
En el análisis de estas estructuras de barras se consideran modelos
unidimensionales para las barras con comportamiento no lineal. Este comportamiento es debido a la baja resistencia a la trarcción que presenta la obra de fábrica. Es por ello que la fábrica presenta fisuras ya en estados de carga tempranos.
PIET [2] y FL-90 [3] consideran un comportamiento plástico-perfecto para la
fábrica para el diseño en estado límite último de secciones bajo tensiones normales,
Capítulo 2. Estado del conocimiento
29
mientras que los esfuerzos de diseño han sido obtenidos mediante un análisis estructural que no contempla éste comportamiento de la fábrica.
2.3.4. MICROMODELIZACIÓN
La micromodelización consiste en la simulación del comportamiento global de un material compuesto por medio de una discretización geométrica detallada, basada en el método de los elementos finitos, e incorporando las leyes constitutivas no lineales de cada componente. Por lo general, la aplicación de micromodelos requiere una gran capacidad computacional debido a que se necesitan mallados finos y algoritmos de resolución iterativos. Por ello la aplicación de micromodelos en obra de fábrica queda restringida al estudio de paneles aislados, paredes con geometrías sencillas y efectos locales producidos por cargas concentradas.
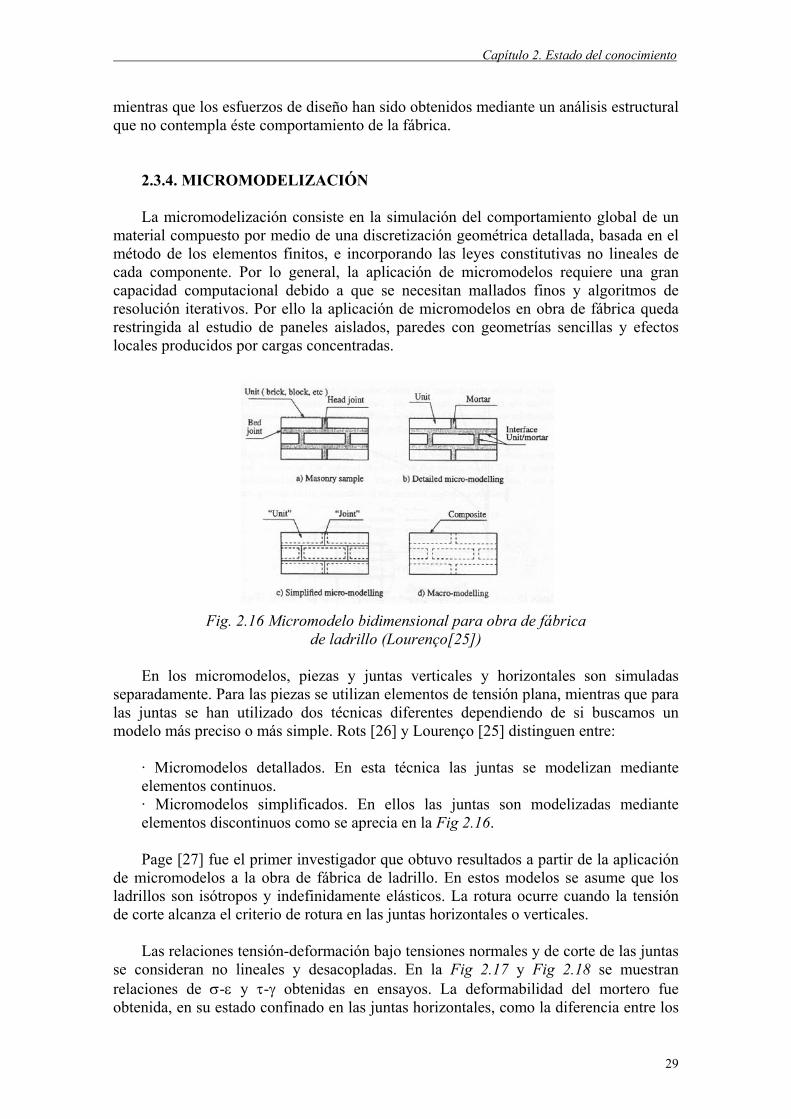
Fig. 2.16 Micromodelo bidimensional para obra de fábrica de ladrillo (Lourenço[25])
En los micromodelos, piezas y juntas verticales y horizontales son simuladas
separadamente. Para las piezas se utilizan elementos de tensión plana, mientras que para las juntas se han utilizado dos técnicas diferentes dependiendo de si buscamos un modelo más preciso o más simple. Rots [26] y Lourenço [25] distinguen entre:
· Micromodelos detallados. En esta técnica las juntas se modelizan mediante elementos continuos. · Micromodelos simplificados. En ellos las juntas son modelizadas mediante elementos discontinuos como se aprecia en la Fig 2.16. Page [27] fue el primer investigador que obtuvo resultados a partir de la aplicación
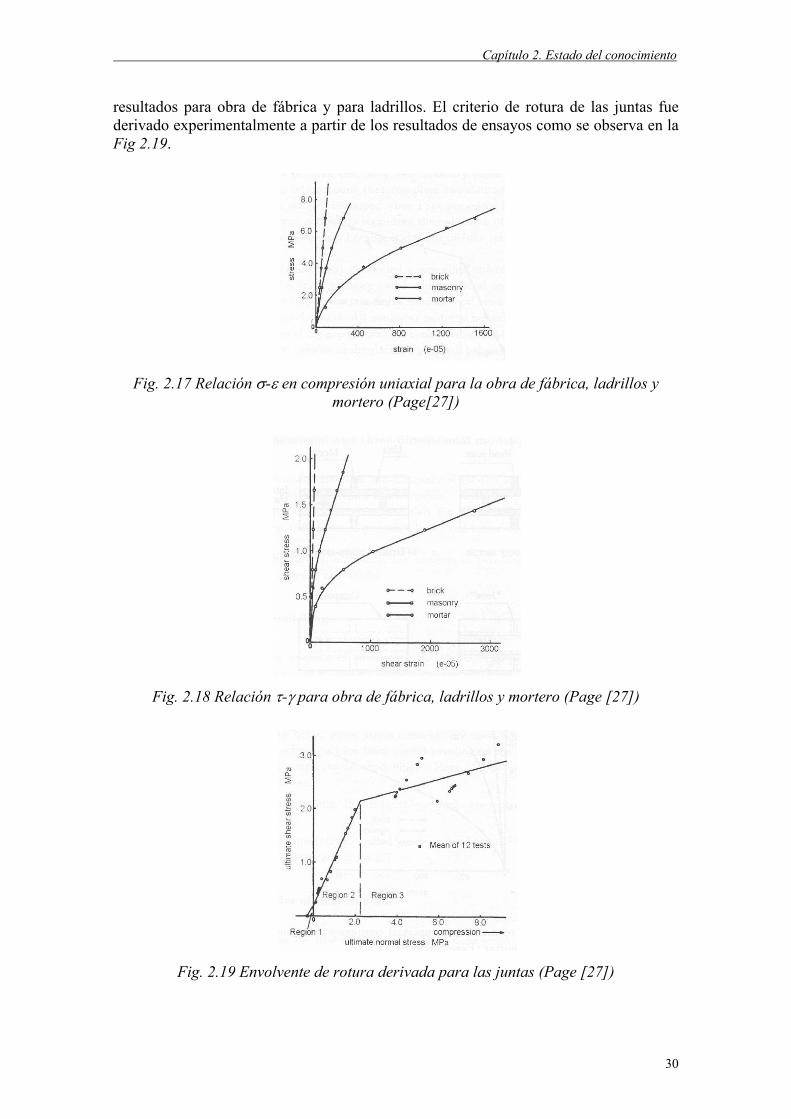
de micromodelos a la obra de fábrica de ladrillo. En estos modelos se asume que los ladrillos son isótropos y indefinidamente elásticos. La rotura ocurre cuando la tensión de corte alcanza el criterio de rotura en las juntas horizontales o verticales.
Las relaciones tensión-deformación bajo tensiones normales y de corte de las juntas
se consideran no lineales y desacopladas. En la Fig 2.17 y Fig 2.18 se muestran relaciones de σ-ε y τ-γ obtenidas en ensayos. La deformabilidad del mortero fue obtenida, en su estado confinado en las juntas horizontales, como la diferencia entre los
Capítulo 2. Estado del conocimiento
30
resultados para obra de fábrica y para ladrillos. El criterio de rotura de las juntas fue derivado experimentalmente a partir de los resultados de ensayos como se observa en la Fig 2.19.
Fig. 2.17 Relación σ-ε en compresión uniaxial para la obra de fábrica, ladrillos y mortero (Page[27])
Fig. 2.18 Relación τ-γ para obra de fábrica, ladrillos y mortero (Page [27])
Fig. 2.19 Envolvente de rotura derivada para las juntas (Page [27])
Capítulo 2. Estado del conocimiento
31
Si las juntas están sometidas a tracción cuando se alcanza el criterio de rotura por corte, entoces no se considera la resistencia residual a corte de la junta, mientras que si por el contrario la junta está sometida a altas compresiones, entonces la rigidez residual de corte se evalua a partir de la realción τ-γ del mortero, Fig 2.18, mientras que la rigidez axial se mantiene constante.
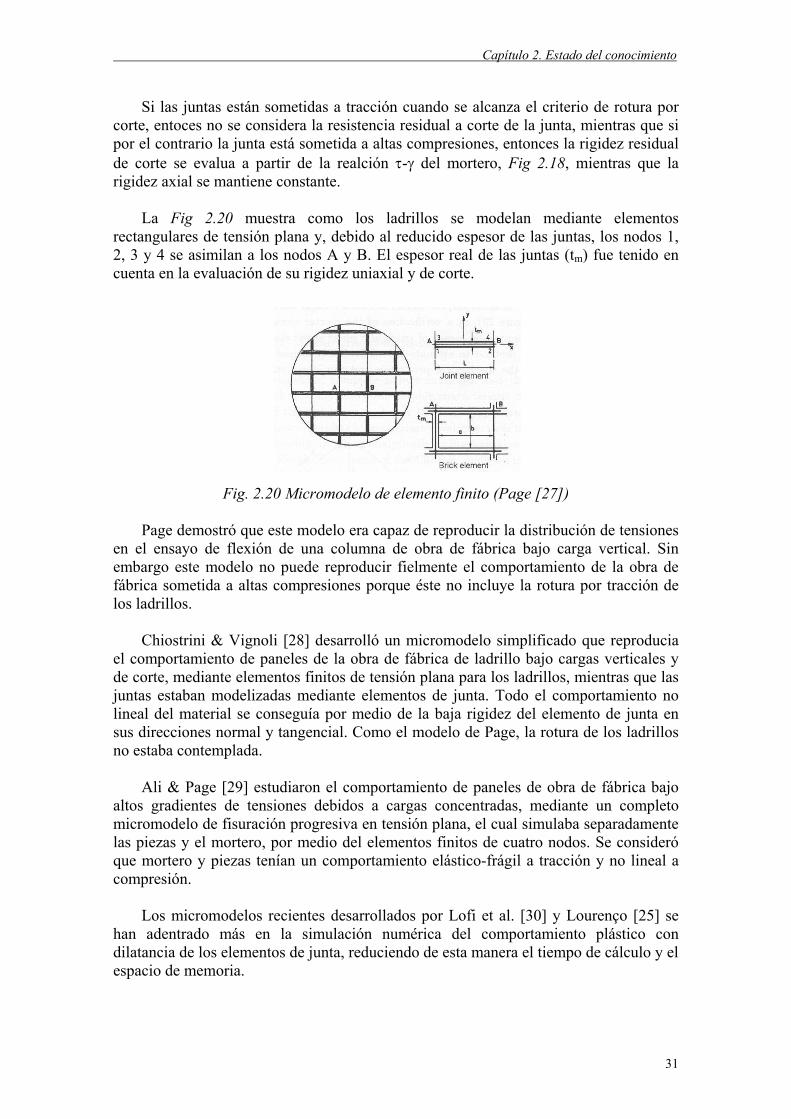
La Fig 2.20 muestra como los ladrillos se modelan mediante elementos
rectangulares de tensión plana y, debido al reducido espesor de las juntas, los nodos 1, 2, 3 y 4 se asimilan a los nodos A y B. El espesor real de las juntas (tm) fue tenido en cuenta en la evaluación de su rigidez uniaxial y de corte.
Fig. 2.20 Micromodelo de elemento finito (Page [27]) Page demostró que este modelo era capaz de reproducir la distribución de tensiones
en el ensayo de flexión de una columna de obra de fábrica bajo carga vertical. Sin embargo este modelo no puede reproducir fielmente el comportamiento de la obra de fábrica sometida a altas compresiones porque éste no incluye la rotura por tracción de los ladrillos.
Chiostrini & Vignoli [28] desarrolló un micromodelo simplificado que reproducia
el comportamiento de paneles de la obra de fábrica de ladrillo bajo cargas verticales y de corte, mediante elementos finitos de tensión plana para los ladrillos, mientras que las juntas estaban modelizadas mediante elementos de junta. Todo el comportamiento no lineal del material se conseguía por medio de la baja rigidez del elemento de junta en sus direcciones normal y tangencial. Como el modelo de Page, la rotura de los ladrillos no estaba contemplada.
Ali & Page [29] estudiaron el comportamiento de paneles de obra de fábrica bajo
altos gradientes de tensiones debidos a cargas concentradas, mediante un completo micromodelo de fisuración progresiva en tensión plana, el cual simulaba separadamente las piezas y el mortero, por medio del elementos finitos de cuatro nodos. Se consideró que mortero y piezas tenían un comportamiento elástico-frágil a tracción y no lineal a compresión.
Los micromodelos recientes desarrollados por Lofi et al. [30] y Lourenço [25] se
han adentrado más en la simulación numérica del comportamiento plástico con dilatancia de los elementos de junta, reduciendo de esta manera el tiempo de cálculo y el espacio de memoria.
Capítulo 2. Estado del conocimiento
32
Lourenço [25] desarrolló un micromodelo simplificado en tensión plana para fábrica de ladrillo en el que los ladrillos están modelizados mediante elementos rectangulares, y las juntas por elementos de interfase, la geometría del elemento es parecida a la mostrada en la Fig 2.20. El modelo incorpora la rotura por tracción de las piezas mediante un elemento de interfase localizado en el centro de los ladrillo que hace posible simular la separación de éste en sus dos mitades.
2.3.5. MACROMODELIZACIÓN
La macromodelización parte de la hipótesis que la fábrica es un medio continuo con
unas ecuaciones constitutivas determinadas y un criterio de rotura. Los macromodelos utilizados provienen algunos de los existentes para hormigón armado y otros han sido desarrollados especialmente para obra de fábrica.
Existen macromodelos derivados del hormigón que realizan un análisis de la
estructura de fábrica por medio de una extensión de modelos de fisuración progresiva, aunque según demostraron Lotfi & Shing estos modelos de fisuración progresiva no representan adecuadamente los procesos que se dan mientras se desarrollan mecanismos de rotura frágiles, debido a que no se reproducen fielmente las condiciones cinemáticas durante la apertura de fisuras, dependiendo fuertemente los resultados del tamaño de la malla debido al reblandecimiento del material.
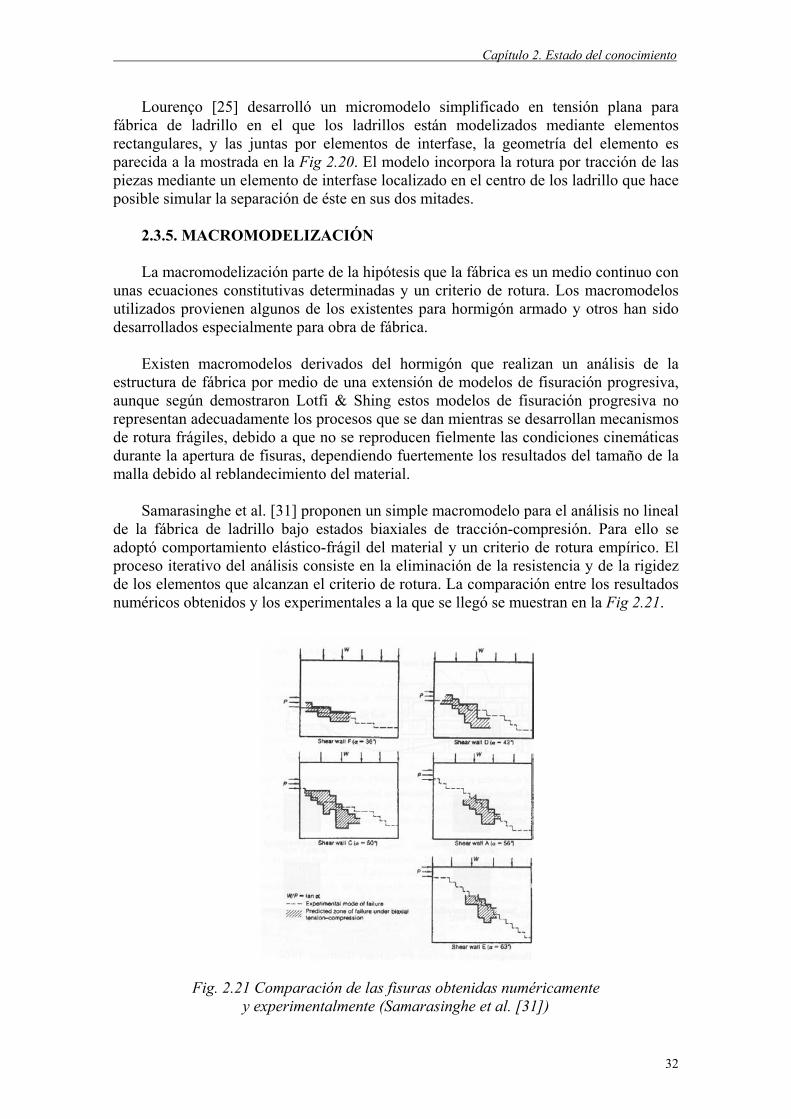
Samarasinghe et al. [31] proponen un simple macromodelo para el análisis no lineal
de la fábrica de ladrillo bajo estados biaxiales de tracción-compresión. Para ello se adoptó comportamiento elástico-frágil del material y un criterio de rotura empírico. El proceso iterativo del análisis consiste en la eliminación de la resistencia y de la rigidez de los elementos que alcanzan el criterio de rotura. La comparación entre los resultados numéricos obtenidos y los experimentales a la que se llegó se muestran en la Fig 2.21.
Fig. 2.21 Comparación de las fisuras obtenidas numéricamente y experimentalmente (Samarasinghe et al. [31])
Capítulo 2. Estado del conocimiento
33
Dhanasekar & Page [32] desarrollaron un macromodelo más sofisticado aún, que
incluía una relación tensión-deformación no lineal y un criterio de rotura empírico, según Dhanasekar. El comportamiento no lineal era debido a la plasticidad en compresión y a la rotura en tracción.
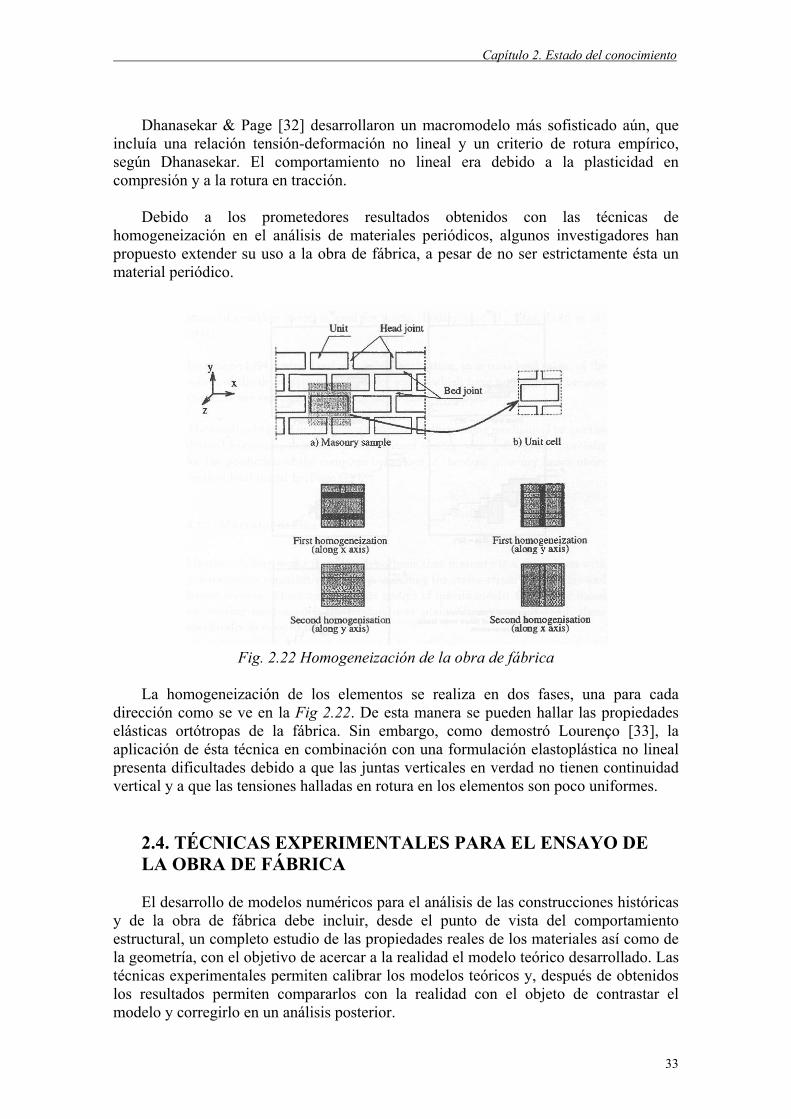
Debido a los prometedores resultados obtenidos con las técnicas de
homogeneización en el análisis de materiales periódicos, algunos investigadores han propuesto extender su uso a la obra de fábrica, a pesar de no ser estrictamente ésta un material periódico.
Fig. 2.22 Homogeneización de la obra de fábrica La homogeneización de los elementos se realiza en dos fases, una para cada
dirección como se ve en la Fig 2.22. De esta manera se pueden hallar las propiedades elásticas ortótropas de la fábrica. Sin embargo, como demostró Lourenço [33], la aplicación de ésta técnica en combinación con una formulación elastoplástica no lineal presenta dificultades debido a que las juntas verticales en verdad no tienen continuidad vertical y a que las tensiones halladas en rotura en los elementos son poco uniformes.
2.4. TÉCNICAS EXPERIMENTALES PARA EL ENSAYO DE LA OBRA DE FÁBRICA El desarrollo de modelos numéricos para el análisis de las construcciones históricas
y de la obra de fábrica debe incluir, desde el punto de vista del comportamiento estructural, un completo estudio de las propiedades reales de los materiales así como de la geometría, con el objetivo de acercar a la realidad el modelo teórico desarrollado. Las técnicas experimentales permiten calibrar los modelos teóricos y, después de obtenidos los resultados permiten compararlos con la realidad con el objeto de contrastar el modelo y corregirlo en un análisis posterior.
Capítulo 2. Estado del conocimiento
34
Existen varias técnicas de análisis dependiendo de las propiedades de los materiales
de la obra de fábrica que se quieran caracterizar. Estas propiedades pueden ser físicas, químicas o mecánicas. En este apartado nos centraremos en estas últimas que son las que más interesan desde el punto de vista del comportamiento estructural.
Al nivel en que nos centramos se pueden distinguir: 1) Ensayos en laboratorio para la determinación de características específicas
(resistencias a tracción, compresión, módulo de deformación,..) o bien para obtener una información del comportamiento mecánico (relación completa tensión – deformación,...).
2) Ensayos in situ mediante técnicas no destructivas.
3) Ensayos in situ mediante técnicas semi-destructivas. 2.4.1. ENSAYOS EN LABORATORIO Este tipo de ensayos están encaminados hacia la obtención de carcaterísticas
específicas tales como resistencia a compresión o tracción, módulo de deformación longitudinal, cohesión,..., o bien a la obtención del comportamiento mecánico dado por la relación completa tensión deformación, obtención de envolventes de rotura bajo diversos estados de tensiones,...
Entre ellos distinguimos las tres siguientes categorías: 2.4.1.1. Ensayos sobre materiales elementales Estos ensayos se realizan tanto sobre las piezas como sobre el mortero. Las piezas se ensayan a compresión uniaxial en la dirección perpendicular a los
tizones para la determinación de la resistencia vertical a compresión fb como se señala en EC-6 [1].
En los morteros se determina la resistencia a compresión ensayando prismas o
cubos sometidos a compresión uniaxial, mientras que la resistencia a tracción puede obtenerse por ensayo directo de tracción o bien indirectamente mediante ensayo brasileño o ensayo a flexión (según EC-6 [1] apéndice 2).
2.4.1.2. Ensayos sobre pequeñas probetas (microelementos) Se diferencia entre probetas para el estudio del comportamiento de las juntas de
mortero y probetas para la determinación de la resistencia a compresión de la obra de fábrica.
En las primeras las probetas suelen constituirse por dos o tres piezas (couplets o
triplets) a las que se pueden dar distintas configuraciones de carga para obtener unas combinaciones de tensiones de compresión y corte sobre las juntas.
Capítulo 2. Estado del conocimiento
35
En las segundas se reproduce una pequeña parte de un muro de fábrica de dos piezas de largo y cuatro o cinco de alto, para someterlos a compresión uniaxial.
2.4.1.3. Ensayos sobre paneles (macroelementos) Una reproducción de obra de fábrica puede considerarse un macroelemento cuando
sus dimensiones planares son un orden de magnitud mayor que la mayor dimensión de las piezas. Los paneles pueden ensayarse bajo estados homogéneos o bien heterogéneos de tensiones.
En los estados homogéneos las tensiones de compresión o tracción se aplican
uniformemente a lo largo de los lados del panel de forma que la distribución de tensiones es homogénea y determinable estáticamente en todo el panel. Las tensiones se suelen aplicar mediante un gato y una viga metálica rígida que asegura el reparto uniforme. Estos estados son los únicos que permiten medir las características medias de la obra de fábrica bajo tensiones biaxiales, con el objeto de ajustar en los modelos numéricos el comportamiento observado.
Los estados heterogéneos de tensiones se utilizan para simular ciertos estados de
carga reales a los que se ven sometidos los muros de carga (ej. viento, sismo). Estos ensayos dan información sobre la respuesta estructural del ensamblaje y no tanto sobre las propiedades básicas del material.
2.4.2. ENSAYOS IN SITU MEDIANTE TÉCNICAS NO DESTRUCTIVAS Este grupo de ensayos tiene como característica común que se realizan sobre
estructuras reales en servicio. Éstos dan información sobre parámetros mecánicos y sobre tensiones in situ de la estructura, y más modernamente sobre el efecto de las acciones ambientales sobre el proceso de deterioro. Algunos de estos métodos de ensayos son parcialmente destructivos (por requerir extraer parte del material de la estructura) pero se consideran no destructivos debido al escaso daño que causan a la estructura y a que se pueden reparar fácilmente. Muchos de ellos provienen del campo de la ingeniería geotécnica.
Dentro de este grupo existen ensayos como la emisión acústica que permite detectar
la propagación de fisuras al emitir éstas un microruido; el método de Moiré, para investigar áreas sometidas a importantes tensiones; los ensayos nucleares y las termografías, que permiten detectar la presencia de humedad. Otros más antiguos son los ultrasonidos y el esclerómetro, que permiten conocer a partir de correlaciones la resistencia de los materiales. También cabe citar la extracción de testigos para su ensayo a compresión uniaxial en el laboratorio.
Existe un ensayo no destructivo a remarcar, de especial interés por su semejanza
con el método objeto del presente escrito. Éste es el flat jack test o ensayo de gato plano. Es el único ensayo hasta la fecha que proporciona una medida directa de la relación tensodeformacional en una muestra in situ e inalterada así como la tensión de compresión existente en la estructura.
2.4.2.1. Ensayo de gato plano
Capítulo 2. Estado del conocimiento
36
El ensayo de gato plano fue ideado por vez primera por P.P. Rossi [34] a principio de los años 80. Esta técnica procede del campo de la mecánica de rocas, donde se utiliza en macizos rocosos de túneles para la determinación del estado tensional y de la deformabilidad.
A principio de la década de los 80 del siglo pasado se iniciaron los trabajos de
adaptación de esta técnica a las estructuras de ladrillo y mampostería, en los laboratorios de Istituto Sperimentale Modelli e Strutture (ISMES) de Bérgamo (Italia) bajo la supervisión de P.P. Rossi. El objetivo de la técnica adaptada era el de conseguir un ensayo no destructivo en edificios y monumentos de valor histórico que permitiese conocer las propiedades de la mampostería in situ.
Ya desde un principio se obtubieron éxitos en la medición del estado tensional y de
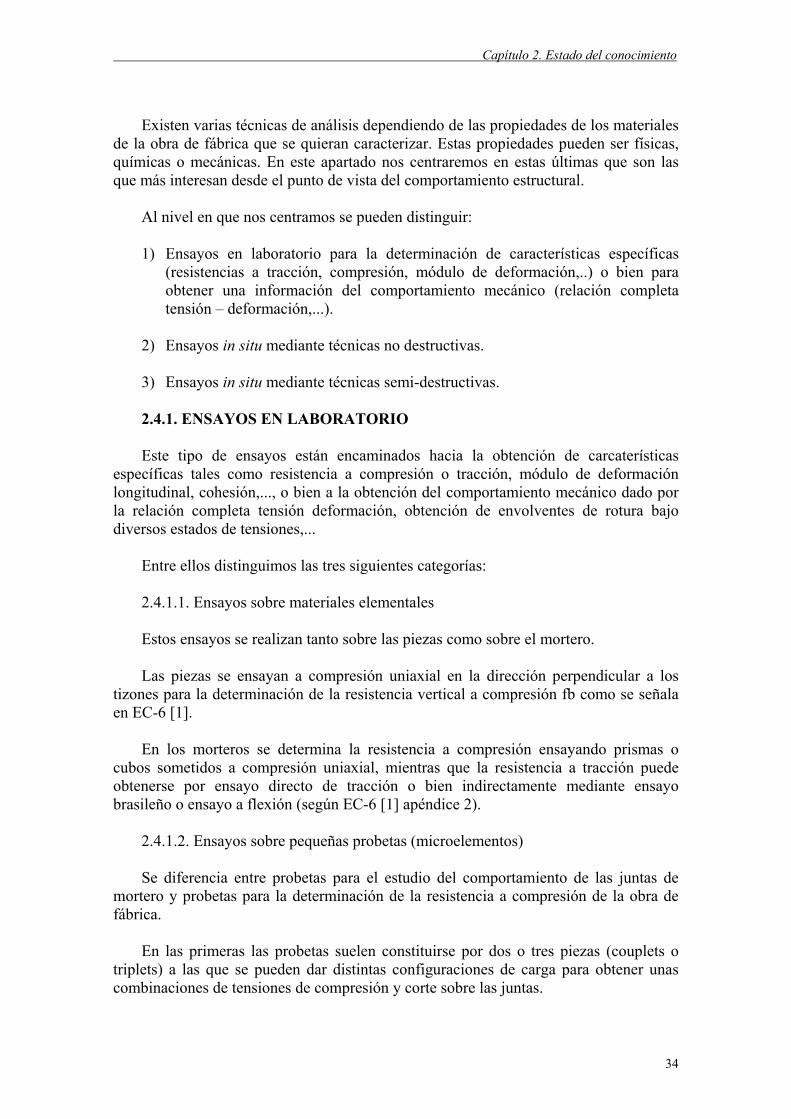
la deformabilidad de las estructuras analizadas. El ensayo se basa en la medición de la deformación liberada en un plano de corte
normal a la superficie de al estructura en estudio, estando dicho plano de corte situado en uno de los tendeles de mortero existente. Previamente a la realización del corte se colocan sobre la estructura unas bases de medida que se fijarán a un extensómetro mecánico, con el que se medirá la distancia inicial. Al practicar el corte se producirá un reajuste tensional que provoca la disminución de la distancia entre las dos bases de medida. Posterirmente se introduce el gato plano en el corte realizado y se empieza a dar presión en el interior del gato hasta recuperar el valor de la distancia inicial entre las dos bases. La hipótesis del ensayo es que la presión existente en el interior del gato en el momento en que se recupera la distancia inicial entre los puntos base es la tensión existente antes de realizar el corte. De esta manera se puede conocer la carga a la que está sometida una pared de obra de fábrica.
Fig. 2.23 Disposición de las bases en el ensayo de estimación de tensiones según la ASTM C 1196-91 (extraido de Ruiz Sena [34])
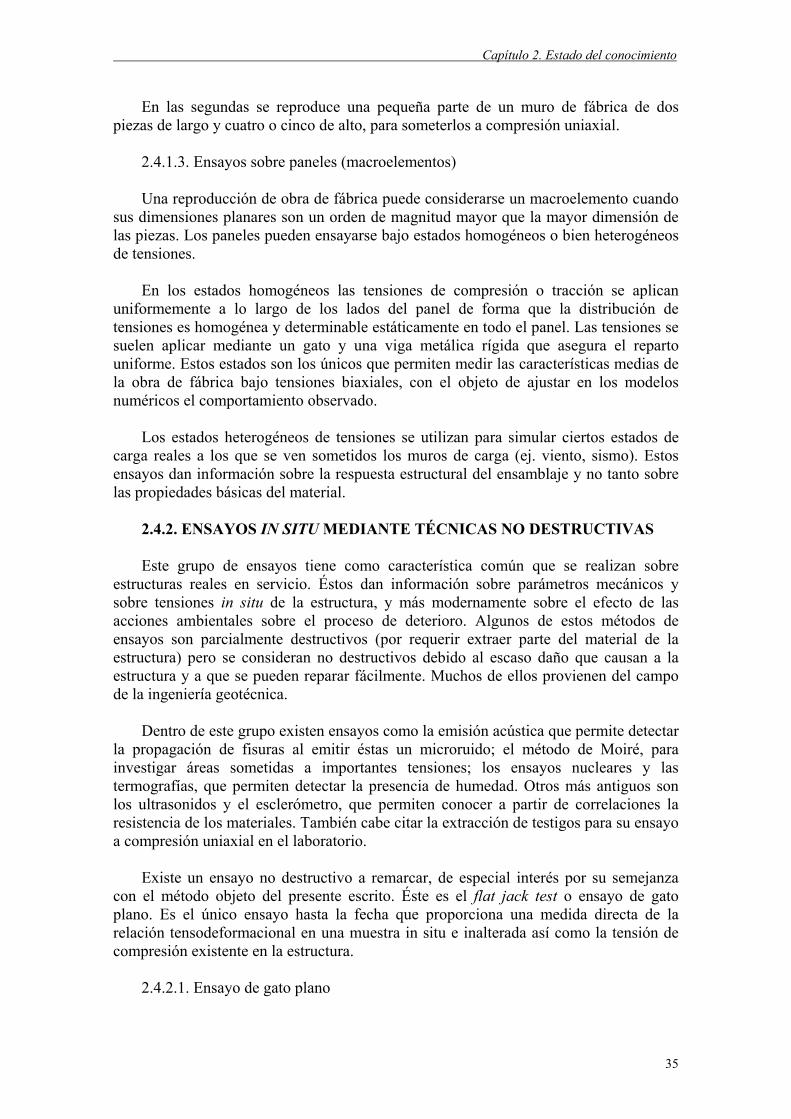
Además, la técnica del gato plano permite también realizar una estimación del
módulo de elasticidad realizando un segundo corte idéntico al primero varios tendeles por encima del primero. Previamente se deben colocar unas bases de medida verticales en la zona comprendida entre los dos cortes. Posteriormente se introducen escalones de presión en los gatos tomándose lectura de las distancias medidas por unos extensómetros mecánicos entre las bases. A partir de la curva presión-distancias medidas se puede hallar la curva tensión – deformación del testigo in situ ensayado. En
Capítulo 2. Estado del conocimiento
37
la Fig 2.23 y Fig 2.24 puede verse la disposición de las bases en el ensayo de estimación de tensiones y de deformabilidad respectivamente según la ASTM.
Fig. 2.24 Disposición de las bases en el ensayo de estimación de la deformabilidad según la ASTM C 1197-91 (extraido de Ruiz Sena [34])
Hay que mencionar que también es posible estimar el coeficiente de Poisson
midiendo los incrementos de distancia entre dos bases situadas en la misma horizontal utilizando la disposición de estimación de la deformabilidad (Fig 2.24)
Los gatos planos pueden ser de acero o de goma. Los de acero consisten en dos o
seis (según el tipo) planchas finas de acero, soldadas en sus contornos y conformando un cuerpo plano y hueco al que se le acoplan uno o dos conductos para la introducción de aceite u otro líquido presurizable. Los de goma son de más reciente creación, fabricados con látex. Los de goma presentan la ventaja de que al ser más flexibles que los de acero transmiten mejor la presión interior a las caras del corte practicado, aunque presentan los inconvenientes de admitir menores presiones interiores y de ser más delicado su proceso de fabricación. Por todo ello los gatos de goma prácticamente se descartan para el uso habitual.
Los gatos de goma fueron introducidos por Hugues en 1994, al constatar mediante
ensayos que la transmisión de tensiones a la mampostería con gatos de acero se concentraba en la parte central, proponiendo para evitarlo el uso de gatos más flexibles (de goma) que repartiesen mejor las tensiones.
Por otro lado, los gatos planos presentan la complejidad de su calibrado. La
necesidad de la calibración de los gatos planos se debe a dos fenómenos: · los gatos planos, especialmente los de acero, poseen una rigidez propia que, al ser
presurizados, hace que la presión en el interior sea mayor que la que el gato ejerce sobre la mampostería. De manera que se debe determinar una constante (que en la práctica es variable con el nivel de presión) que relaciona la presión interior correspondiente al fluido y la presión transmitida a la mampostería. Este fenómeno es despreciable en gatos de goma. Este efecto se acentúa cuando la holgura existente entre gato y superficie de corte es mayor.
Capítulo 2. Estado del conocimiento
38
· el área sobre la que actúa la presión interior (área del gato en planta) no es la misma que el área del corte en planta, por lo que es necesario determinar una segunda constante de calibración.
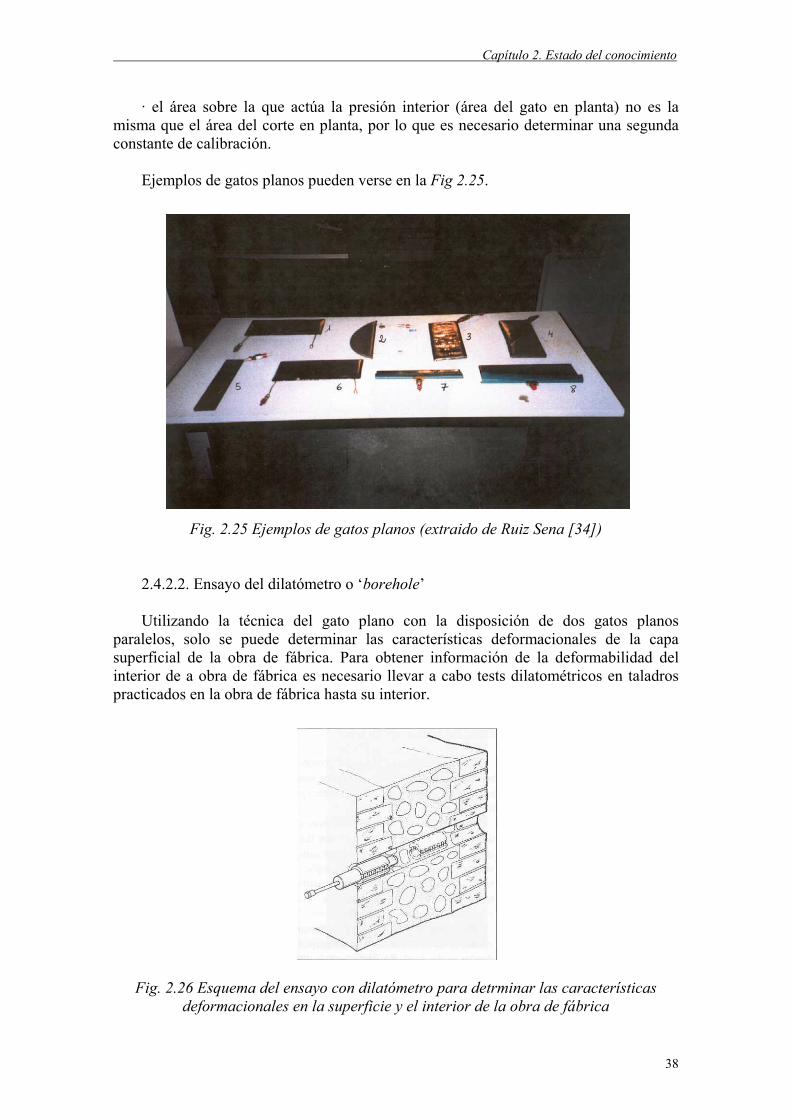
Ejemplos de gatos planos pueden verse en la Fig 2.25.
Fig. 2.25 Ejemplos de gatos planos (extraido de Ruiz Sena [34])
2.4.2.2. Ensayo del dilatómetro o ‘borehole’
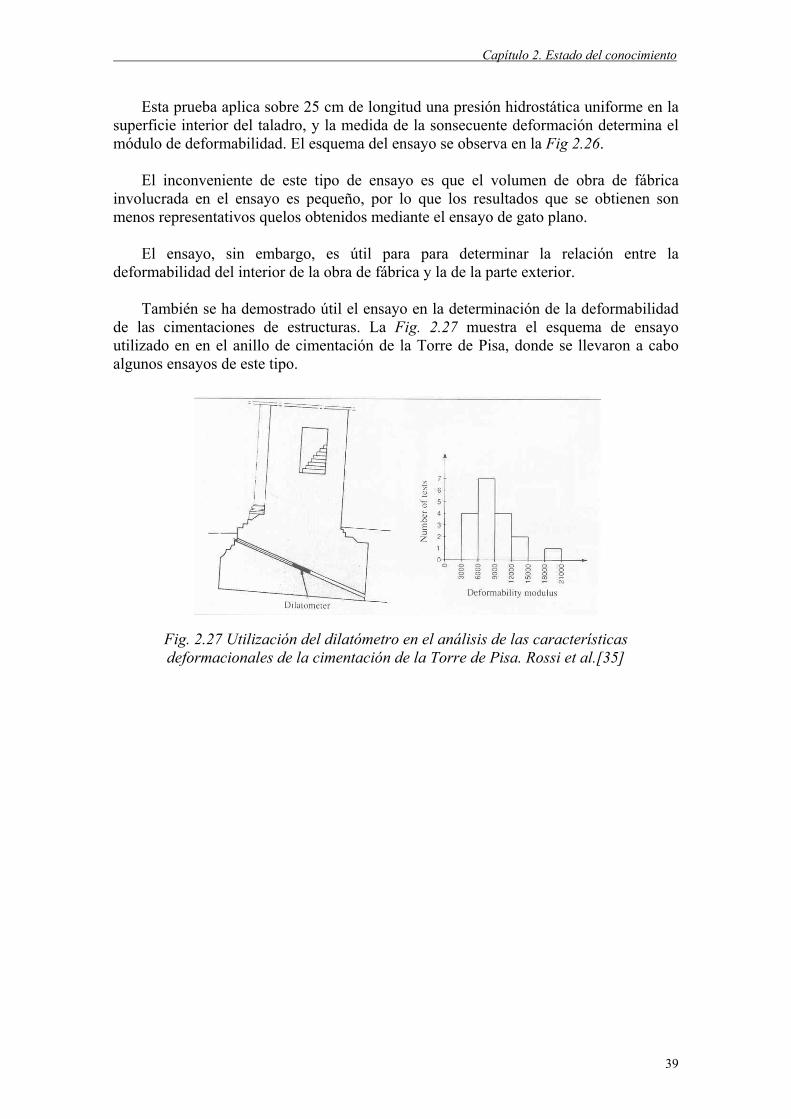
Utilizando la técnica del gato plano con la disposición de dos gatos planos paralelos, solo se puede determinar las características deformacionales de la capa superficial de la obra de fábrica. Para obtener información de la deformabilidad del interior de a obra de fábrica es necesario llevar a cabo tests dilatométricos en taladros practicados en la obra de fábrica hasta su interior.
Fig. 2.26 Esquema del ensayo con dilatómetro para detrminar las características deformacionales en la superficie y el interior de la obra de fábrica
Capítulo 2. Estado del conocimiento
39
Esta prueba aplica sobre 25 cm de longitud una presión hidrostática uniforme en la superficie interior del taladro, y la medida de la sonsecuente deformación determina el módulo de deformabilidad. El esquema del ensayo se observa en la Fig 2.26.
El inconveniente de este tipo de ensayo es que el volumen de obra de fábrica
involucrada en el ensayo es pequeño, por lo que los resultados que se obtienen son menos representativos quelos obtenidos mediante el ensayo de gato plano.
El ensayo, sin embargo, es útil para para determinar la relación entre la
deformabilidad del interior de la obra de fábrica y la de la parte exterior. También se ha demostrado útil el ensayo en la determinación de la deformabilidad
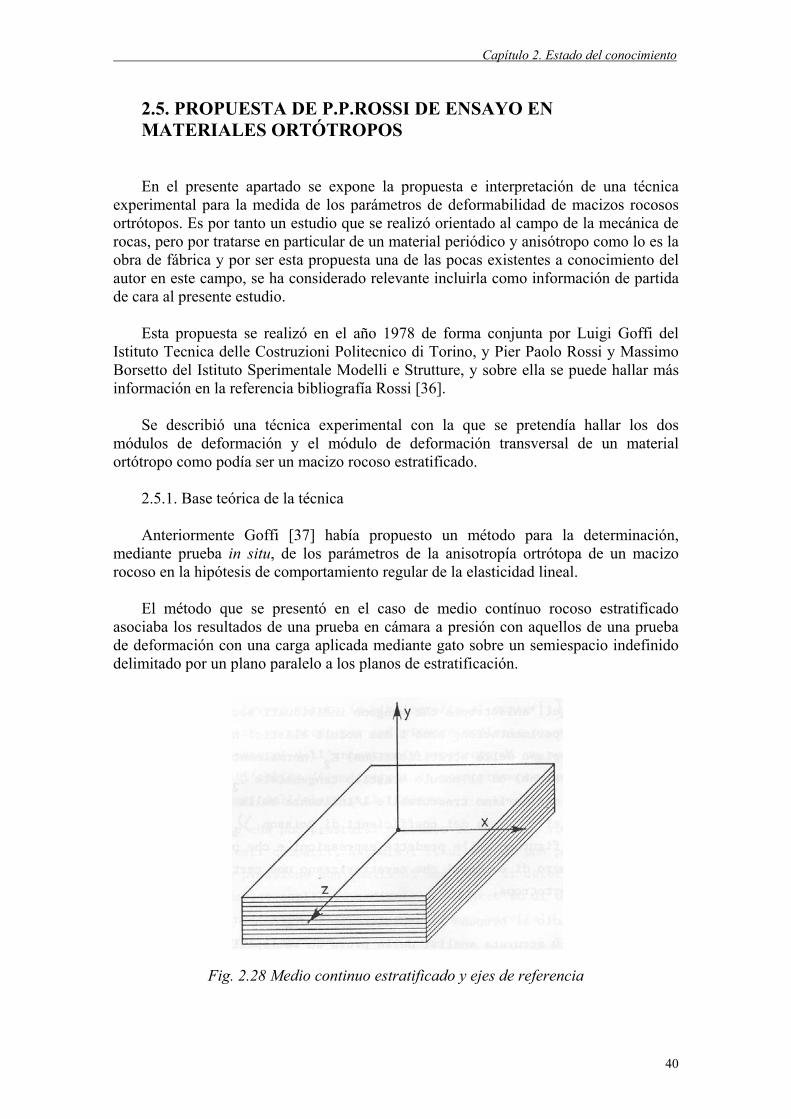
de las cimentaciones de estructuras. La Fig. 2.27 muestra el esquema de ensayo utilizado en en el anillo de cimentación de la Torre de Pisa, donde se llevaron a cabo algunos ensayos de este tipo.
Fig. 2.27 Utilización del dilatómetro en el análisis de las características deformacionales de la cimentación de la Torre de Pisa. Rossi et al.[35]
Capítulo 2. Estado del conocimiento
40
2.5. PROPUESTA DE P.P.ROSSI DE ENSAYO EN MATERIALES ORTÓTROPOS En el presente apartado se expone la propuesta e interpretación de una técnica
experimental para la medida de los parámetros de deformabilidad de macizos rocosos ortrótopos. Es por tanto un estudio que se realizó orientado al campo de la mecánica de rocas, pero por tratarse en particular de un material periódico y anisótropo como lo es la obra de fábrica y por ser esta propuesta una de las pocas existentes a conocimiento del autor en este campo, se ha considerado relevante incluirla como información de partida de cara al presente estudio.
Esta propuesta se realizó en el año 1978 de forma conjunta por Luigi Goffi del
Istituto Tecnica delle Costruzioni Politecnico di Torino, y Pier Paolo Rossi y Massimo Borsetto del Istituto Sperimentale Modelli e Strutture, y sobre ella se puede hallar más información en la referencia bibliografía Rossi [36].
Se describió una técnica experimental con la que se pretendía hallar los dos
módulos de deformación y el módulo de deformación transversal de un material ortótropo como podía ser un macizo rocoso estratificado.
2.5.1. Base teórica de la técnica Anteriormente Goffi [37] había propuesto un método para la determinación,
mediante prueba in situ, de los parámetros de la anisotropía ortrótopa de un macizo rocoso en la hipótesis de comportamiento regular de la elasticidad lineal.
El método que se presentó en el caso de medio contínuo rocoso estratificado
asociaba los resultados de una prueba en cámara a presión con aquellos de una prueba de deformación con una carga aplicada mediante gato sobre un semiespacio indefinido delimitado por un plano paralelo a los planos de estratificación.
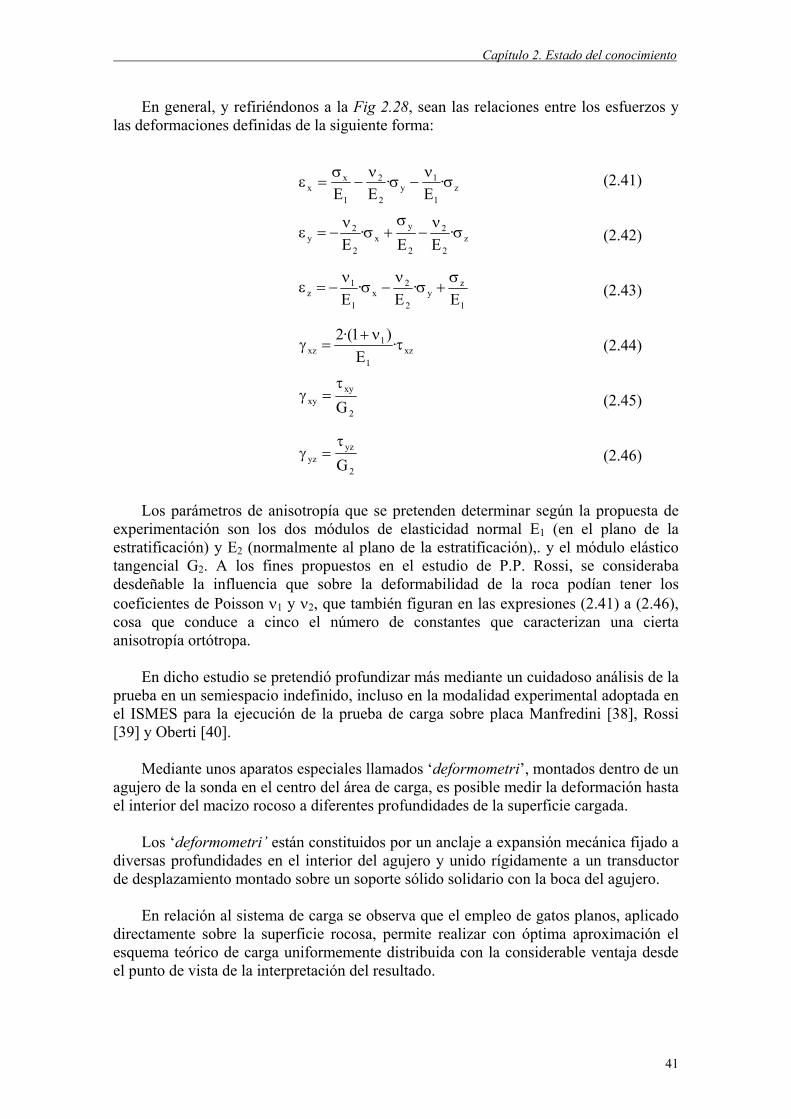
Fig. 2.28 Medio continuo estratificado y ejes de referencia
Capítulo 2. Estado del conocimiento
41
En general, y refiriéndonos a la Fig 2.28, sean las relaciones entre los esfuerzos y las deformaciones definidas de la siguiente forma:
(2.41) (2.42) (2.43) (2.44) (2.45) (2.46) Los parámetros de anisotropía que se pretenden determinar según la propuesta de
experimentación son los dos módulos de elasticidad normal E1 (en el plano de la estratificación) y E2 (normalmente al plano de la estratificación),. y el módulo elástico tangencial G2. A los fines propuestos en el estudio de P.P. Rossi, se consideraba desdeñable la influencia que sobre la deformabilidad de la roca podían tener los coeficientes de Poisson ν1 y ν2, que también figuran en las expresiones (2.41) a (2.46), cosa que conduce a cinco el número de constantes que caracterizan una cierta anisotropía ortótropa.
En dicho estudio se pretendió profundizar más mediante un cuidadoso análisis de la
prueba en un semiespacio indefinido, incluso en la modalidad experimental adoptada en el ISMES para la ejecución de la prueba de carga sobre placa Manfredini [38], Rossi [39] y Oberti [40].
Mediante unos aparatos especiales llamados ‘deformometri’, montados dentro de un
agujero de la sonda en el centro del área de carga, es posible medir la deformación hasta el interior del macizo rocoso a diferentes profundidades de la superficie cargada.
Los ‘deformometri’ están constituidos por un anclaje a expansión mecánica fijado a
diversas profundidades en el interior del agujero y unido rígidamente a un transductor de desplazamiento montado sobre un soporte sólido solidario con la boca del agujero.
En relación al sistema de carga se observa que el empleo de gatos planos, aplicado
directamente sobre la superficie rocosa, permite realizar con óptima aproximación el esquema teórico de carga uniformemente distribuida con la considerable ventaja desde el punto de vista de la interpretación del resultado.
z1
1y
2
2
1
xx ·
E·
EEσ
ν−σ
ν−
σ=ε
z2
2
2
yx
2
2y ·
EE·
Eσ
ν−
σ+σ
ν−=ε
1
zy
2
2x
1
1z E
·E
·E
σ+σ
ν−σ
ν−=ε
xz1
1xz ·
E)1·(2τ
ν+=γ
2
xyxy G
τ=γ
2
yzyz G
τ=γ

Capítulo 2. Estado del conocimiento
42
En un semiespacio indefinido, por el efecto de una carga P concentrada aplicada perpendicularmente al plano que lo delimita, la componente de tensión en un punto a profundidad y, y a una distancia r del eje de la carga está determinada según Lekhnitski [41] por la expresión (2.47).
(2.47) donde: (2.48) (2.49) donde y para simplificar los cálculos ν2 = 0, las constantes a, c y d se asumen los
valores a = 0, c = 1/m, d = (1-ν22)/n, siendo n = E1/E2, m = G2/E2, donde:
(2.50) (2.51) En este caso se considera una carga superficial p repartida encima de una superficie
circular y se propone calcular el asiento de un punto sobre el eje de carga a una profundidad y. Por tanto y refiriéndonos a la Fig. 2.29 se calcula el estado de tensiones dσy inducido por una carga dp = p·dr·r·dθ, que resulta estar dada por la expresión (2.52).
(2.52) donde despreciando el efecto Poisson como consecuencia de asumir ν2 = 0 se
obtiene: (2.53)
( ) ( )
+−
+−π=σ
2322
222
3221
221y
y·sr
1
y·sr
1·ss
y·d2
P
( )d·2
d·4cacas
2
1−+++
=
( )d·2
d·4cacas
2
2−+−+
=
( )( )2
1
21
2
1 1·2
1·n·4mn
mn
sν−
ν−−
+
=
( )( )2
1
21
2
2 1·2
1·n·4mn
mn
sν−
ν−−
−
=
( ) ( )
+−
+−πθ
=σ2
3222
22322
1221
yy·sr
1
y·sr
1·ss
y·d2d·r·dr·pd
( ) ( )
+−
+−πθ
=σ
=ε2
3222
22322
122122
yy
y·sr
1
y·sr
1·ss
y·E·d2d·r·dr·p
Ed
d

Capítulo 2. Estado del conocimiento
43
Fig. 2.29 Variables y parámetros de la integración entoces la contribución del anillo de radio r y de espesor dr sobre el hundimiento
vertical a la profundidad y0 vale: (2.54) y para toda el area cargada de radio r0: (2.55) en relación al resultado precedente es posible calcular la proporción del
hundimiento vertical que se puede registrar a dos niveles distintos y1 y y2: (2.56) Para valores asignados de y1/r0 y y2/r0, la relación vy1/vy2 es función de s1 y s2, y por
consiguiente de n = E1/E2 y de m = G2/E2. Sin embargo una demostración de la influencia de tales parámetros, para valores
asignados de n y de m y para diferentes valores de y1 y y2, demuestra en la práctica que vy1/vy2 es función sensible de m = G2/E2 y función casi insensible de n = E1/E2.
Tal propiedad se desprende de la tabla de la Fig. 2.30, donde para n = 1÷4 y para m
= 0.2÷1, han sido calculados y relacionados v0/v1, v0/v2, v0/v3, v0/v4, siendo v0 el hundimiento para y = 0, v1 el hundimiento para y = r0, v2 el hundimiento para y = 2r0, etc.
( )
+−
+−=ε= ∫
∞20
22
222
20
21
221212
0y
yyy·srs
1y·srs
1·ss·E·d
r·dr·pdy·ddv
( )[ ] [ ]
−+−−+
−== ∫
∞02
20
22
202
201
20
21
202
1212
0r
yy y·sy·srs1y·sy·sr
s1·
ss·E·dpdvv
−
+−
−
+
−
+−
−
+
=
0
22
2
0
222
21
0
11
2
0
221
22
0
12
2
0
122
21
0
11
2
0
121
22
2y
1y
rys
rys1s
rys
rys1s
rys
rys1s
rys
rys1s
vv
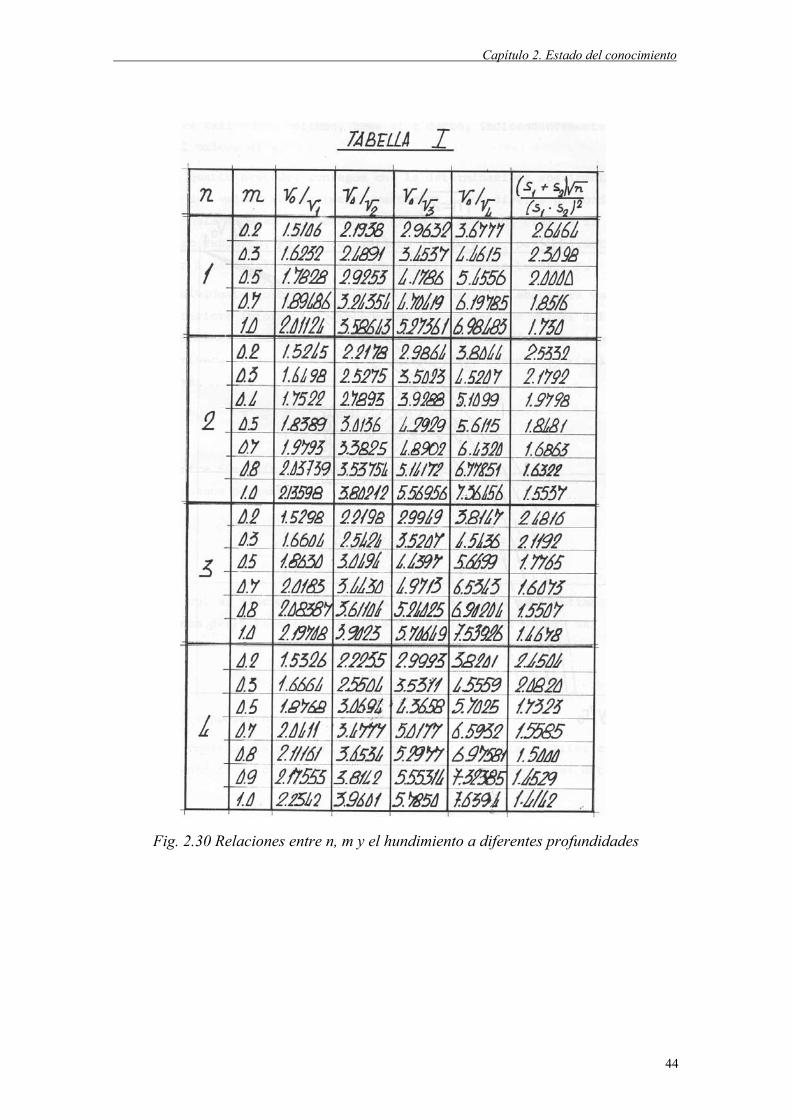
Capítulo 2. Estado del conocimiento
44
Fig. 2.30 Relaciones entre n, m y el hundimiento a diferentes profundidades
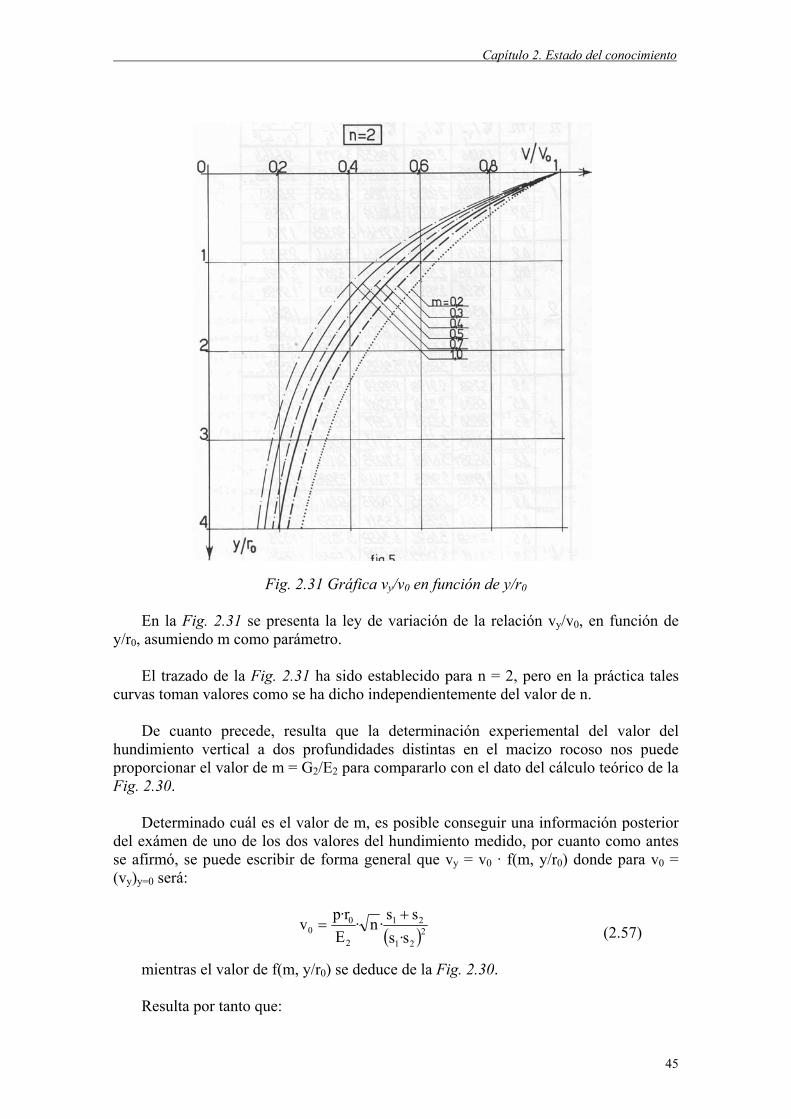
Capítulo 2. Estado del conocimiento
45
Fig. 2.31 Gráfica vy/v0 en función de y/r0 En la Fig. 2.31 se presenta la ley de variación de la relación vy/v0, en función de
y/r0, asumiendo m como parámetro. El trazado de la Fig. 2.31 ha sido establecido para n = 2, pero en la práctica tales
curvas toman valores como se ha dicho independientemente del valor de n. De cuanto precede, resulta que la determinación experiemental del valor del
hundimiento vertical a dos profundidades distintas en el macizo rocoso nos puede proporcionar el valor de m = G2/E2 para compararlo con el dato del cálculo teórico de la Fig. 2.30.
Determinado cuál es el valor de m, es posible conseguir una información posterior
del exámen de uno de los dos valores del hundimiento medido, por cuanto como antes se afirmó, se puede escribir de forma general que vy = v0 · f(m, y/r0) donde para v0 = (vy)y=0 será:
(2.57) mientras el valor de f(m, y/r0) se deduce de la Fig. 2.30. Resulta por tanto que:
( )221
21
2
00 s·s
ss·n·E
r·pv +=

Capítulo 2. Estado del conocimiento
46
(2.58) en que se corrobora lo que ya se veía en la Fig. 2.28, la débil dependencia del valor
del grupo (2.59) de la relación n. De aquí resulta la posibildad de calcular E2 a partir del simple conocimiento de m,
además de ,obviamente, del conocimiento del dato experimental vy (registrado en la cota y) y del valor de la presión p aplicada uniformemente encima de una superficie circular de radio r0.
Finalmente, conocido m y E2, se obtiene G2 = m · E2. En conclusión, en el procedimiento experimental adoptado, la lectura del
hundimiento a dos profundidades distintas permite, por comparación con los datos teóricos, la determinación de las constantes elásticas E2 y G2; resulta por otra parte ininfluyente el parámetro E1 sobre las deformaciones medidas.
La expresión de los desplazamientos de que se sirve todo el razonamiento, vale
evidentemente para cualquier valor del módulo de elasticidad E1, E2, G2 y de sus relaciones n y m. Ya es conocido que no existe a priori limitaciones para tales valores y relaciones.
Por tanto debería cumplirse que si: (2.60) la expresión de s1 y de s2 resultaría imaginaria y como tal complejos y conjugados: (2.61) (2.62)
( )221
21
0y
02 s·s
ss·n)·ry,m(f·
vr·pE +
=
( )221
21
s·sss·n· +
( ) ( )21
21n·4m
n ν−<
( )( )2
1
221
1 1·2mn1·n·4i
mn
sν−
−ν−+
=
( )( )2
1
221
2 1·2mn1·n·4i
mn
sν−
−ν−−
=

Capítulo 2. Estado del conocimiento
47
por consiguiente en la expresión de σy y vy participarían los imaginarios, sin embargo de forma que se llega a expresiones finales reales tanto para las tensiones como para los desplazamientos.
En el caso de los desplazamientos, en la hipótesis anterior, valiéndonos de las
fórmula de las raíces de los números imaginarios, es fácil verificar que la expresión vy resulta en tal caso de la forma siguiente:
(2.63) donde los símbolos tienen el significado siguiente en función de n y de m: (2.64) (2.65) (2.66) 2.5.2. Procedimiento del ensayo De cuanto precede es posible en todo caso, a partir de la medida de deformaciones
sobre puntos de un semiespacio indefinido ortótropo, obtener dos de los tres parámetros que definen la característica elástica del continuo.
Esta posibilidad puede ser verficada utilizando resultados experimentales obtenidos
a partir de la investigación sobre rocas estratificadas de las que se puede suponer un comportamiento ortótropo.
Los resultados experimentales se deducen con los dispositivos de la Fig. 2.32 en
galería de seccion aproximadamente circular con eje paralelo a la estratificación, estando las cargas dadas con gato orientado en dirección perpendicular y paralela a la misma estratificación.
La carga de los gatos se ejerce sobre una superficie circular y es sensiblemente
uniforme, siendo transmitida mediante una célula de carga una plancha fina; la medida
( )( )222
00
22
2
0y
fe
rh·eg·f·e·2
ry·fh·fe
·f·E·d
r·pv+
−−
−−
=
( )n
1d21ν−=
( )21
21 1·m·2
n1
n2
1fe
ν−±
ν−=
( ) ( )
ν−
+±
ν−
+
ν−
+= 2
1
2
021
2
021
4
0 1mn·
ry1
1mn·
ry
1n·
ry1
21
hg
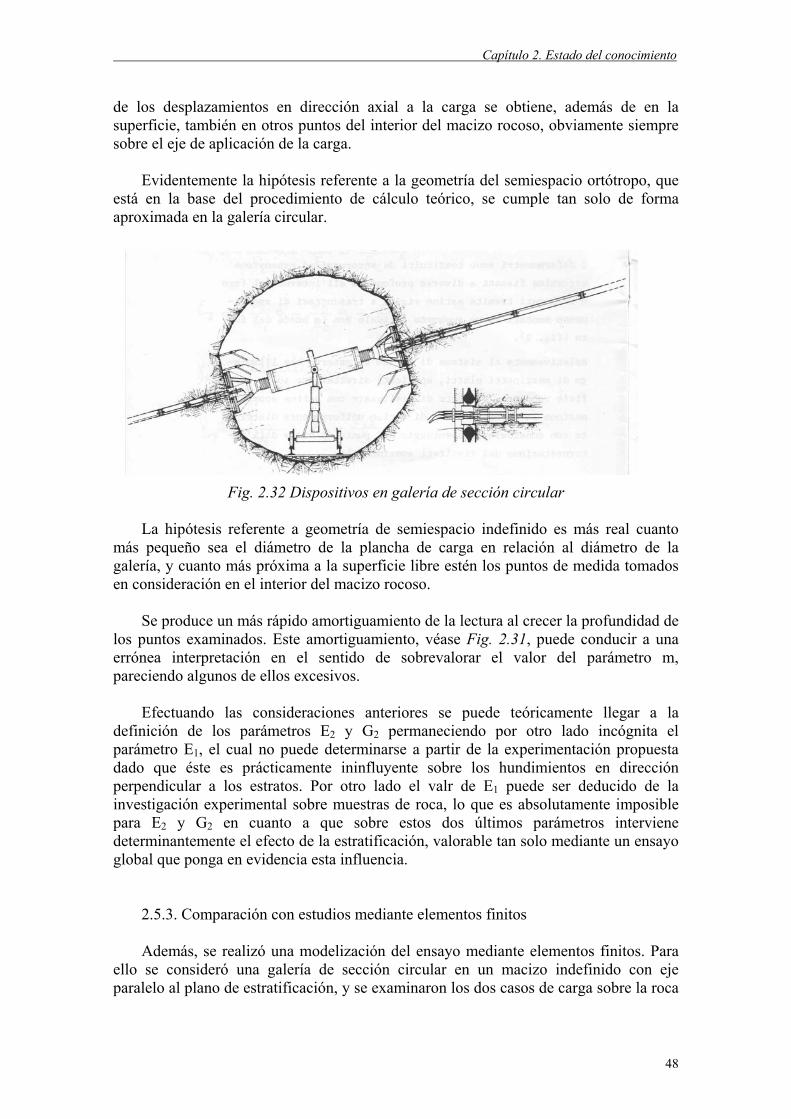
Capítulo 2. Estado del conocimiento
48
de los desplazamientos en dirección axial a la carga se obtiene, además de en la superficie, también en otros puntos del interior del macizo rocoso, obviamente siempre sobre el eje de aplicación de la carga.
Evidentemente la hipótesis referente a la geometría del semiespacio ortótropo, que
está en la base del procedimiento de cálculo teórico, se cumple tan solo de forma aproximada en la galería circular.
Fig. 2.32 Dispositivos en galería de sección circular La hipótesis referente a geometría de semiespacio indefinido es más real cuanto
más pequeño sea el diámetro de la plancha de carga en relación al diámetro de la galería, y cuanto más próxima a la superficie libre estén los puntos de medida tomados en consideración en el interior del macizo rocoso.
Se produce un más rápido amortiguamiento de la lectura al crecer la profundidad de
los puntos examinados. Este amortiguamiento, véase Fig. 2.31, puede conducir a una errónea interpretación en el sentido de sobrevalorar el valor del parámetro m, pareciendo algunos de ellos excesivos.
Efectuando las consideraciones anteriores se puede teóricamente llegar a la
definición de los parámetros E2 y G2 permaneciendo por otro lado incógnita el parámetro E1, el cual no puede determinarse a partir de la experimentación propuesta dado que éste es prácticamente ininfluyente sobre los hundimientos en dirección perpendicular a los estratos. Por otro lado el valr de E1 puede ser deducido de la investigación experimental sobre muestras de roca, lo que es absolutamente imposible para E2 y G2 en cuanto a que sobre estos dos últimos parámetros interviene determinantemente el efecto de la estratificación, valorable tan solo mediante un ensayo global que ponga en evidencia esta influencia.
2.5.3. Comparación con estudios mediante elementos finitos Además, se realizó una modelización del ensayo mediante elementos finitos. Para
ello se consideró una galería de sección circular en un macizo indefinido con eje paralelo al plano de estratificación, y se examinaron los dos casos de carga sobre la roca

Capítulo 2. Estado del conocimiento
49
mediante gatos orientados perpendicularmente y paralelamente a dicho plano, según indica la Fig. 2.33.
Para mayor simplicidad se consideró el problema plano, de deformación plana
correspondiente a una galería subterránea de longitud infinita cargada con carga lineal en faja sobre las generatrices.
La traza en el plano de la sección del diagrama de carga está dada por una
expresión del tipo: (2.67) donde con r se indica la distancia de un punto genérico desde el eje de simetría de
la carga y con r0 la semilongitud de la franja de carga en faja. Esto tiene el objeto de simular el efecto de una serie de planchas circulares con carga uniformemente distribuida.
Se analizaron cuatro casos de carga, para las dos direcciones, paralela y
perpendicular a la estratificación, y para dos valores diferentes de la apertura del ángulo al centro del diagrama de carga, correspondiente a la adopción de dos diferentes relaciones de longitud de la carga en faja/diámetro de la galería.
Bastó analizar un cuadrante del problema dada la existencia de dos ejes de simetría
perpendiculares. En el cálculo numérico se tomo un diámetro de la galería de 2rc = 3 metros, y una amplitud del arco de carga de 0.60 metros y 0.80 metros en los dos casos considerados. Se asumió un módulo E1 = 100000 kg/cm2, mientras que el valor de p0, máxima ordenada del diagrama en faja, ha sido de 100 kg/cm2.
Fig. 2.33 Geometría del continuo y ejes en el modelo de elementos finitos
Las deformaciones referidas al eje de las cargas han sido expresadas en milímetros,
en función de los parámetros n = E1/E2 y m = G2/E2 comparados con el valor fijado de
2
00 r
r1pq
−=
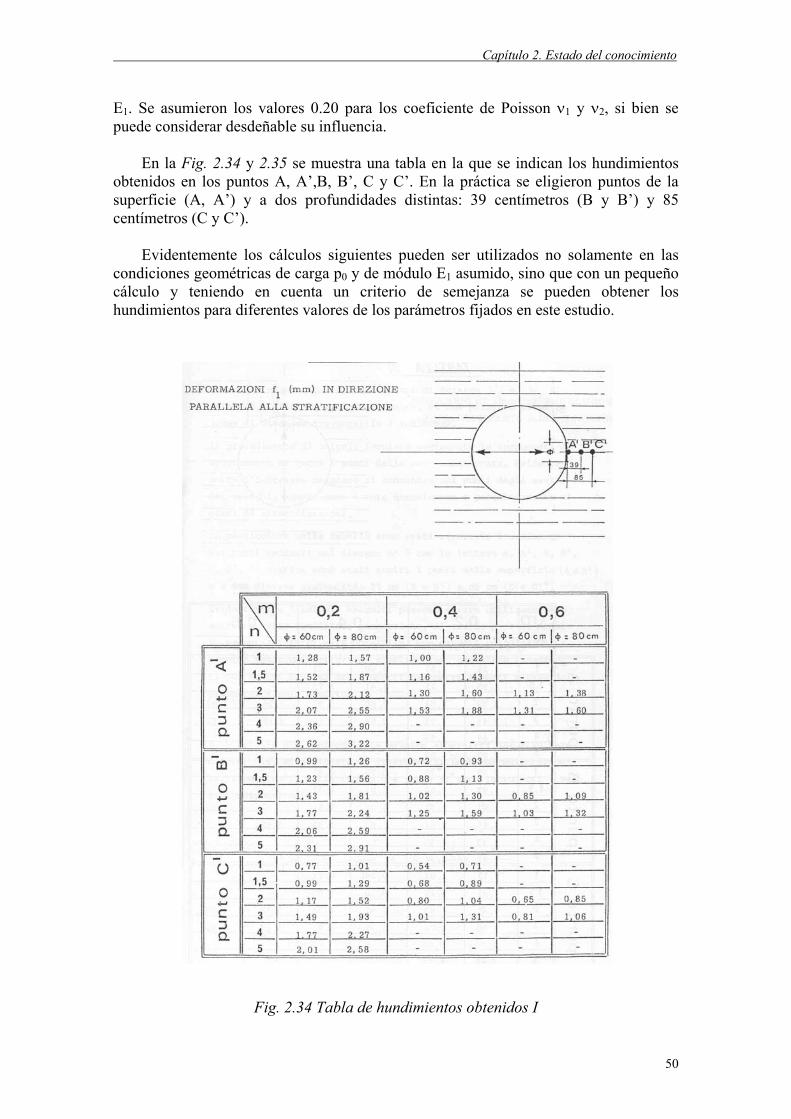
Capítulo 2. Estado del conocimiento
50
E1. Se asumieron los valores 0.20 para los coeficiente de Poisson ν1 y ν2, si bien se puede considerar desdeñable su influencia.
En la Fig. 2.34 y 2.35 se muestra una tabla en la que se indican los hundimientos
obtenidos en los puntos A, A’,B, B’, C y C’. En la práctica se eligieron puntos de la superficie (A, A’) y a dos profundidades distintas: 39 centímetros (B y B’) y 85 centímetros (C y C’).
Evidentemente los cálculos siguientes pueden ser utilizados no solamente en las
condiciones geométricas de carga p0 y de módulo E1 asumido, sino que con un pequeño cálculo y teniendo en cuenta un criterio de semejanza se pueden obtener los hundimientos para diferentes valores de los parámetros fijados en este estudio.
Fig. 2.34 Tabla de hundimientos obtenidos I
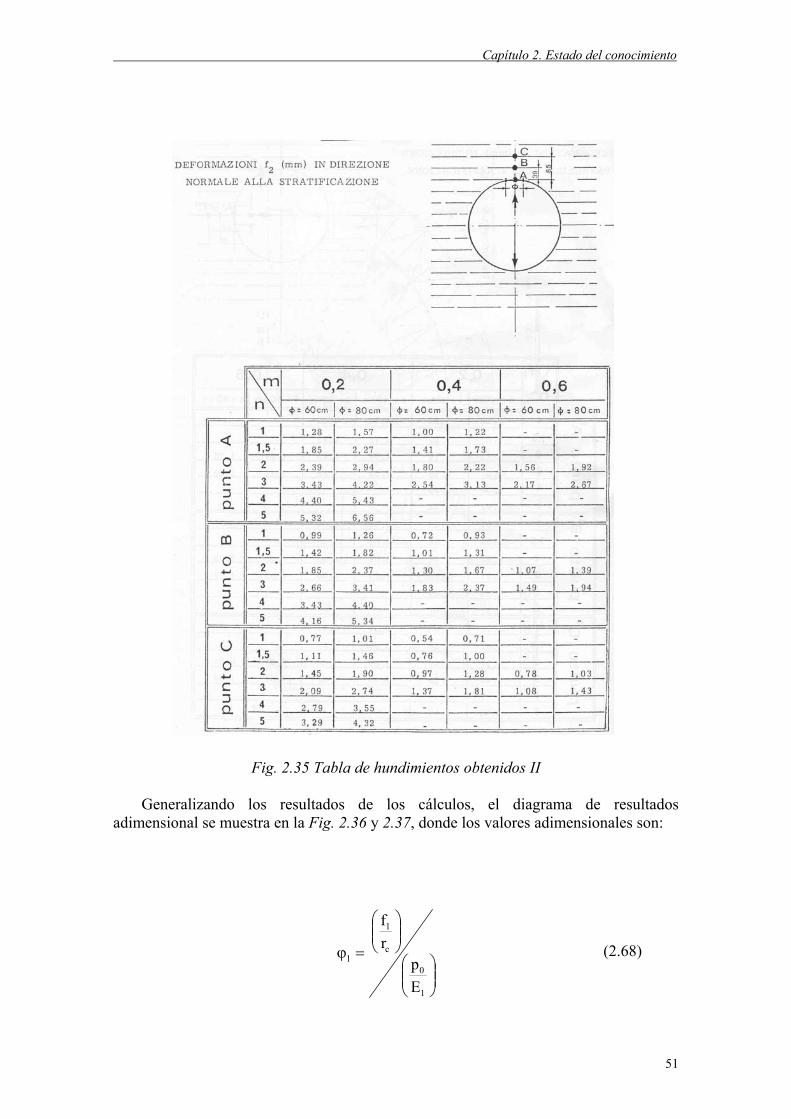
Capítulo 2. Estado del conocimiento
51
Fig. 2.35 Tabla de hundimientos obtenidos II Generalizando los resultados de los cálculos, el diagrama de resultados
adimensional se muestra en la Fig. 2.36 y 2.37, donde los valores adimensionales son: (2.68)
=ϕ
1
0
c
1
1
Ep
rf
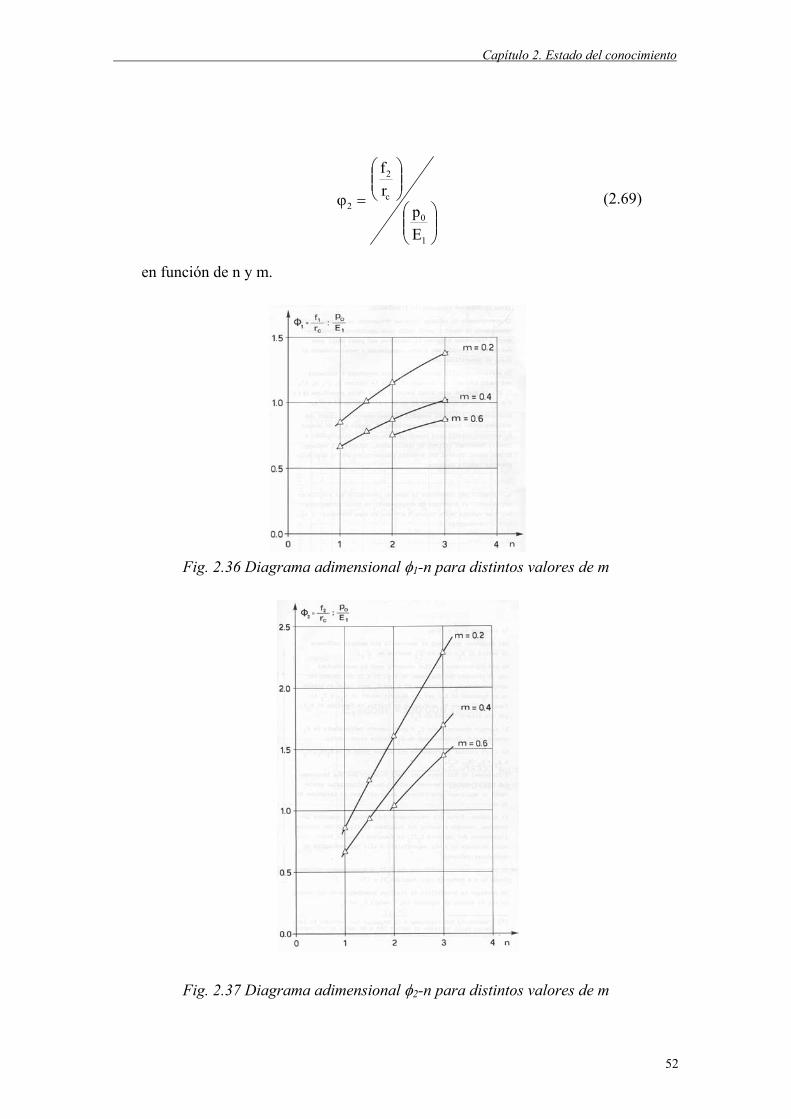
Capítulo 2. Estado del conocimiento
52
(2.69) en función de n y m.
Fig. 2.36 Diagrama adimensional φ1-n para distintos valores de m
Fig. 2.37 Diagrama adimensional φ2-n para distintos valores de m
=ϕ
1
0
c
2
2
Ep
rf
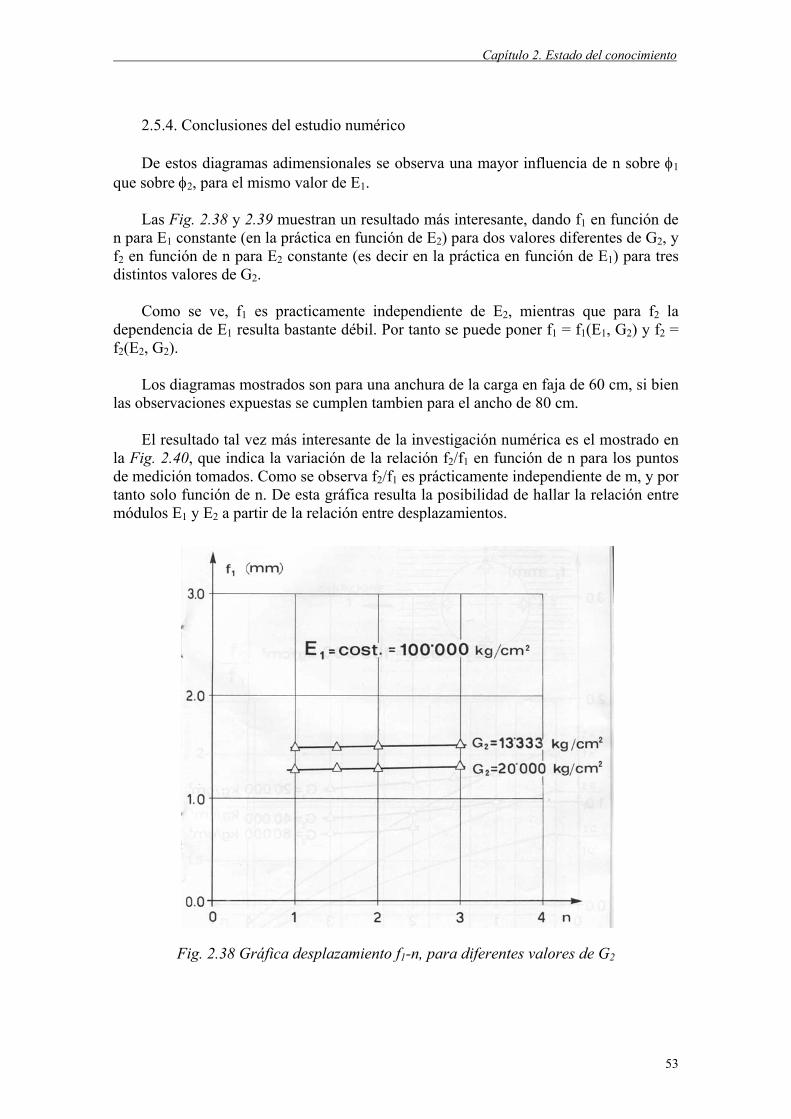
Capítulo 2. Estado del conocimiento
53
2.5.4. Conclusiones del estudio numérico De estos diagramas adimensionales se observa una mayor influencia de n sobre φ1
que sobre φ2, para el mismo valor de E1. Las Fig. 2.38 y 2.39 muestran un resultado más interesante, dando f1 en función de
n para E1 constante (en la práctica en función de E2) para dos valores diferentes de G2, y f2 en función de n para E2 constante (es decir en la práctica en función de E1) para tres distintos valores de G2.
Como se ve, f1 es practicamente independiente de E2, mientras que para f2 la
dependencia de E1 resulta bastante débil. Por tanto se puede poner f1 = f1(E1, G2) y f2 = f2(E2, G2).
Los diagramas mostrados son para una anchura de la carga en faja de 60 cm, si bien
las observaciones expuestas se cumplen tambien para el ancho de 80 cm. El resultado tal vez más interesante de la investigación numérica es el mostrado en
la Fig. 2.40, que indica la variación de la relación f2/f1 en función de n para los puntos de medición tomados. Como se observa f2/f1 es prácticamente independiente de m, y por tanto solo función de n. De esta gráfica resulta la posibilidad de hallar la relación entre módulos E1 y E2 a partir de la relación entre desplazamientos.
Fig. 2.38 Gráfica desplazamiento f1-n, para diferentes valores de G2
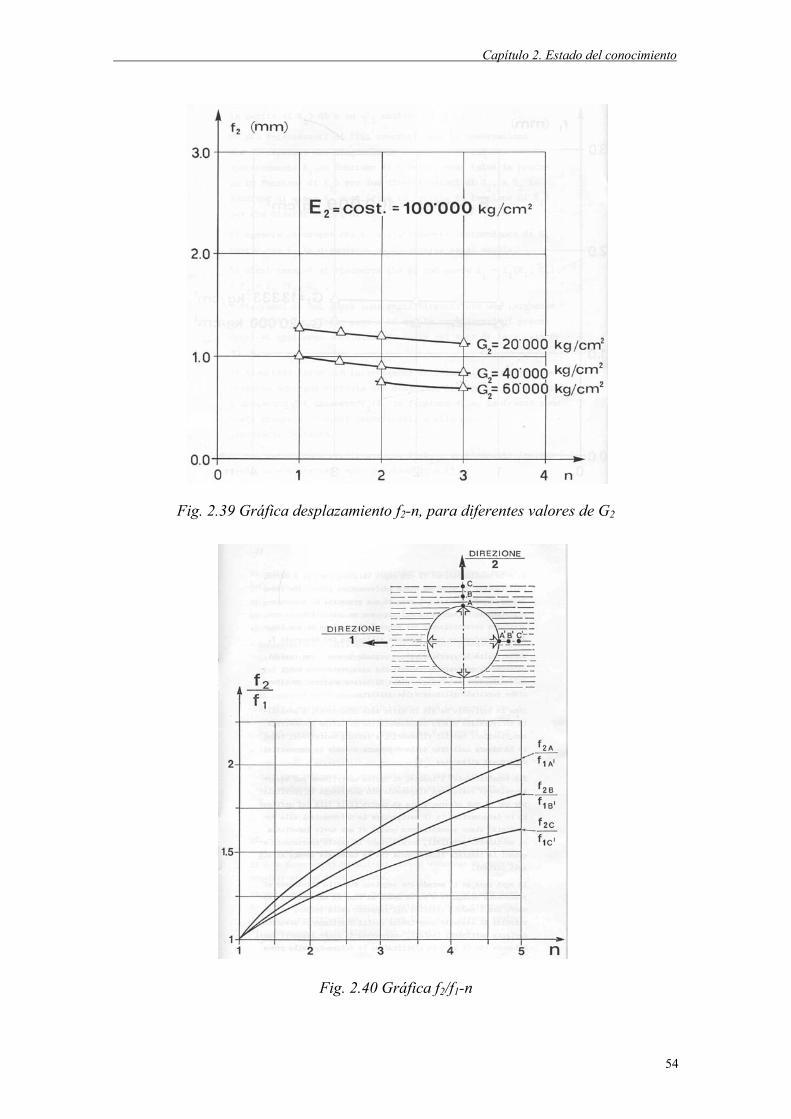
Capítulo 2. Estado del conocimiento
54
Fig. 2.39 Gráfica desplazamiento f2-n, para diferentes valores de G2
Fig. 2.40 Gráfica f2/f1-n
Capítulo 2. Estado del conocimiento
55
2.5.5. Conclusiones finales del estudio En este punto se propone, por parte de los autores del estudio, una interpretación
simultánea de la prueba de carga sobre plancha en una galería según este razonamiento: • interpretación de la medida en dos profundidades diferentes (para la prueba con cargas perpendiculares a los estratos) como referencia a la prueba sobre un semiespacio indefinido.Esta hipótesis será tanto más real cuanto menor la relación entre los diámetros d ela placa de carga y de la galería, y cuanto menor la relación entre la profundidad de puntos examinados y el diámetro de la galería. De tal prueba se obtiene, como ya se sabe, los valores de E2 y G2. • interpretación de la medida de desplazamiento en las dos direcciones ortogonales y la posibilidad de obtener la relación entre los módulos como se ha indicado, con lo que se completa la información relativa a los tres parámetros E1, E2 y G2. El primer método prevé una prueba de carga mediante gato sobre un semiespacio
indefinido delimitado por un plano paralelo a la estratificación. La medida hecha a distintas profundidades permite la definición de los parámetros E2 y G2.
El segundo método prevé la aplicación de los gatos en una galería circular en dos
direcciones ortogonales (normalmente y paralelamente a los estratos) y el resulatdo que se obtiene es la comparación entre los módulos E1 y E2.
Las dos pruebas asociadas permiten la determinación de E1, E2 y G2. Una mejora de esta técnica propuesta por los mismos autores de este estudio
consiste en someter a la galería a una presión en toda su superficie interior, con la que se obtendrían valores más fiables dado que se involucraría mayor cantidad de volumen de roca y presiones más uniformes, si bien esta técnica resultaría costosa y deberían exponerse nuevas ecuaciones para la completa definición de las incógnitas en juego.





























