Embed Size (px)
Citation preview

Công Nghệ Xử Lý Vật Liệu
I, Đặc điểm và điều kiện làm việc của chi tiết máy, dụng cụ.1, Đặc điểm và điều kiện làm việc của chi tiết máy, dụng cụ.
+Đặc điểm:
- Bulong là thanh trụ tròn, một đầu có mũ, thường có 6 cạnh, đầu kia có vít ren vặn với Đai ốc.
- Bulong thô được chế tạo từ thép tròn, đầu được dập nguội, dập nóng, rèn, cán.
- Bulong nửa tinh gia công như bulong thô, ngoài ra còn thêm gia công mặt tựa của đầu Bulong và các mặt mút của Bulong.
- Bulong tinh được chế tạo từ thép 6 cạnh, tất cả các phần đều được gia công cơ khí.
- Bulong là một mối ghép bằng ren.
- Ưu điểm
- Cấu tạo đơn giản;- Có thể cố định chi tiết máy ở bất kỳ vị trí nào nhờ khả năng tự hãm của ren.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 1

Công Nghệ Xử Lý Vật Liệu
- Dễ tháo lắp, giá thành hạ (vì ren được tiêu chuẩn hoá và chế tạo bằng các phương pháp đạt năng suất cao).
- Nhược điểm: Có sự tập trung ứng suất ở chân ren do dó làm giảm sức bền mỏi của mối ghép.
+ Điều kiện làm việc của chi tiết máy, dụng cụ
- Bulong được dung để ghép các chi tiết máy, chiều dày không lớn lắm, làm bang vật liệu có độ bền thấp.
- Chịu ứng suất kéo ngang.- Xảy ra hiện tượng mòn và Oxy hóa chân răng.- Hiện tượng cong vênh khi rung động. Biện pháp: chọn vật liệu, chọn điều kiện nhiệt luyện thích hợp.
2, Chọn vật liệu gia công
a, Yêu cầu chung đối với thép chế tạo máy :
+ Về cơ tính:
- Tính chất cơ bản là khả năng chịu tải trọng tĩnh và tải trọng va đập do vậy yêu cầu cơ bản là độ bền cao và độ dẻo dai tốt phù hợp với điều kiện của tải trọng , độ bền cao sẽ giúp tạo ra các máy khỏe (có công suất cao) hơn , nhẹ và nhỏ gọn hơn, giá thành hạ hơn.Do đó phải dùng thép phù hợp và nhiệt luyện đảm bảo.Trong chế tạo máy về độ bền càng coi trọng gới hạn chảy hơn vì các chi tiết khi lắp ghép không cho phép biến dạng dẻo khi làm việc.
- Độ dai va đập rất quan trọng đối với chi tiết chịu tải trọng va đập vì phải tăng tải một cách đột ngột nó đảm bảo khỏi phá hủy giòn....
- Ngoài hai chỉ tiêu cơ bản trên nhiều chi tiêt máy đòi hỏi độ cứng bề mặt cao để đảm bảo tính chống mòn khi làm việc bị ma sát và cọ sát...nên đòi hỏi giới hạn mỏi cao.
+ Tính công nghệ : đảm bảo khả năng tạo hình tốt khi gia công tính chảy loãng , khả năng gia công nguội, gia công cắt gọt....
+ Tính kinh tế: hợp lý với từng loại sản phẩm và khả năng làm việc .
+Thành phần hóa học : phải phù hợp
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 2

Công Nghệ Xử Lý Vật Liệu
Đặc điểm của thép cacbon kết cấu : hàm lượng cacbon quyết định cơ tính và tính công nghệ của thép. Do vậy thép kết cấu được chia ra khá chặt chẽ từ 0,1-0,6% và tùy theo các yêu cầu khác nhau chia ra làm ba loại :
+ Nhóm yêu cầu nặng về độ dẻo dai thành phần cacbon thấp 0,1-0.25% muốn có độ bền tốt phải tôi + ram thấp muốn có độ cứng bề mặt cao cần phải thấm cacbon .
+ Nhóm yêu cầu nặng về giới hạn chảy có độ dai: thành phần cacbon từ 0,3-0,5% và tôi + ram cao .
b, Yêu cầu đặt ra với vật liệu trục
Đảm bảo tính chịu nhiệt tốt Đảm bảo độ cứng để chống mài mòn
Nói chung là cơ tính tổng hợp phải tốt
II, Đặc điểm và tính chất vật liệu chọn.
1. Đặc điểm của thép Cán.a. Thành phần và tính chất chung của thép cán nóng
Thành phần hóa học Hàm lượng C≤ 0.2% Tổng lượng nguyên tố hợp kim HK≤2%
Tính chất Độ bền: giới hạn chảy của thép cao: tăng 300 – 500 MPa
Khối lượng kết ấu kim loại giảm 20 – 25% Tính Dẻo phải đảm bảo: kim loại gia công áp lực
Bình thường độ dẻo 18-20%Loại thép tấm mỏng 25-30%
Tính hàn tốt: yếu tố hang đầu Tính chốn monftrong khí quyển: thép C bị ăn mòn va gỉ
trong khí quyển và trong không khí ẩm=> thường thêm một thành phần nhỏ Cu, Cr, Ni
b, Thép Cacbon. Có hàm lượng Các bon thấp và trung bình (C =< 0,65%) Nguyên tố hợp kim được dùng với lượng ít (1-3%) Nhiệt độ bắt đầu cán (1170- 12200C) kết thúc (900-9500C)
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 3
Công Nghệ Xử Lý Vật Liệu
Giới hạn đàn hồi và giới hạn chảy thấp(<300MPa) độ dẻo cao(15-30%)
Kết thúc cán ở nhiệt độ càng thấp => hạt nhỏ, cơ tính tốt, tính năng kỹ thuật cao.
c,Thép Dụng Cụ
Chế tạo: Dụng cụ cắt, thép làm khuôn dập nguội, làm khuôn dập nóng, thép làm dụng cụ đo.
Hàm lượng Các bon cao( C>0,7%) Có hàm lượng nguyên tố hợp kim cao. Độ cung cao(>60HRC) , tính chống mài mòn cao, tinh
cứng nóng(600- 6500C) Thời gian nung phôi dài, nhiệt độ nung cao lượng Các bon
thoát ra nhiều. Nhiệt độ cán bắt đầu( 1050- 11000C) kết thúc ( 800-
8500C)d, Thép hợp kimcó hai loại: 1. Nhóm hợp kim vi lượng 2.nhóm hợp kim thấp
Hàm lượng Các bon Thấp và trung bình. Nguyên tố hợp kim cao
Bảng: Quy định thành phần thép hợp kim
STT Tên nguyên tố Thành phần
1 Mn 0,8 – 1%
2 Si 0,5 – 0,8%
3 Cr 0,2 – 0,8%
4 Ni 0,2 – 0,6%
5 W 0,2 – 0,6%
6 Mo 0,05 – 0,2%
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 4

Công Nghệ Xử Lý Vật Liệu
7 Ti, V, Nb, Zr, Cu 0,1%
8 B s0.002%
9 Cu 0.2-0.55%
Đặc Điểm Chung Của Thép Hợp Kim
Nhiệt độ bắt đầu cán (1100- 11600C) kết thúc ( 870 – 9500C)
Chưa Tôi – Ram cơ tính không cao hơn thép Các bon Sau khi Tôi – Ram độ bền rất cao, sự tăng bền, độ dẻo- độ
dai lại giảm đi Khi làm việc ở nhiệt độ cao hơn 2000C, nguyên tố hợp kim
sẽ cản trở khả năng khuếch tán của C, làm mactenxit phân hóa và cacbit kết tụ,
Tính chống dão 6000C Tính chống Oxy hóa tới 800 – 10000C Tính chất vật lý: tạo thép không gỉ, tính giãn nở và đàn hồi,
thép có từ tính hoặc không có từ tính.
3.Vật liệu chọn gia công
Để gia công Bulong Biên Tôi cải thiện đạt 24 – 33 HRC Chọn vật liệu chế tạo: Thép cán hợp kim. Ký hiệu: 40Cr
thép 40Cr (TCVN)hay 40X(Gost)=S45Cr
Hàm lượng C = 0,4%. Nguyên tố hợp kim Cr = 1%. Cu=0.2-0.55%
Cacbon Là nguyên tố phổ biến trong tất cả các loại thép Làm tăng độ cứng, chống ăn mòn, tôi thấm chi tiết Có cơ tinh tổng hợp , phù hợp với nhu câu sử dụng.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 5

Công Nghệ Xử Lý Vật Liệu
Crom Nguyên tố cacbit mạnh, hòa tan vào Austenit(9000C) Nâng cao nhiệt độ tới hạn Ac1 và hạ thấp Ac3 ngăn cản sự
lớn lên của Tinh thể. Cải thiện tính chống ram, độ bền ở nhiệt độ cao, do đó tạo
ra cacbit nhỏ mịn khi ram, hóa bền tiết pha, mềm của mactenxit ở nhiệt độ này
Tăng độ chống mài mòn và Oxy hóa của chi tiết Cu
Cải thiện khả năng chống mòn cho thép trong khí quyển( độ bền chống ăn mòn tăng 4 lần)
Nó tạo ra lớp oxyt bảo vệ( oxyt sắt và oxyt đồng
Dùng làm các chi tiết D<= 30 mm Độ cứng 60-62HRC Độ bền 700-800MPa Làm nguội trong Dầu sau đó Ram Thấp.
III, Sơ Đồ Quá Trình Sản Xuất và Chế Độ Công Nghệ. Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 6

Công Nghệ Xử Lý Vật Liệu
3.1 Sơ Đồ Quy Trình Công Nghệ
Mác thép
Thành Phần % Cacbon (C ) Crom( Cr ) Đồng Cu
40Cr 0,4% 1% 0.2-0.55% Sơ đồ quy trình nhiệt luyện.
3.2 Tính Toán Chế Độ ( Thông Số Công Nghệ)
3.2.1 Dập đầu Bulong
-Khái niệm: công nghệ tạo hình khố là một phần của công nghệ gia công kim loại bằng áp lực, nhờ tính dẻo của kim loại lam biến dạng phôi hoặc điền đầy kim loại vào lòng khuôn hoặc làm kim loại chảy qua lỗ thoát của cối hoặc của chày để tạo ra chi tiết có hình dạng và kích thước theo yêu cầu.
a. ưu điểm
- quá trình biến dạng dẻo kim loại trong quá trình tạo hình khối có cấu trúc tinh thể kim loai bị thay đổi( giảm độ hạt) tạo ra các thớ kim loại phù hợp, làm cho độ bền và độ cứng của chi thiết tăng lên.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 7

Công Nghệ Xử Lý Vật Liệu
- quá trình dập tạo hình khối sẽ tiết kiệm nhiều kim loại nhất là sản xuất hang khối và hang loạt lớn=> giam giá thành.
- độ bền và độ cúng tăng nên kích thước chi tiết giảm, chi tiết gọn nhẹ
- thao tác đơn giản không cần thợ bậc cao
- chế tạo được các chi tiết nhỏ và cả các chi tiết rất lớn.
b. nhược điểm:
- gia công ở trạng thái nóng: chất lượng bề mặt chi tiết giảm, độ chính xác không cao.
- môi trường làm việc gây hại sức khỏe: nóng, khí độc, bụi
Quá trình Dập Đầu Bulong Bien
Dập chi tiết dạng nguội hoặc Dập bán nóng với nhiệt độ
td=0.7tnc khoang 1200oC
3.2.2 Tiện Ren
Các phương pháp gia công ren Mài ren Cán ren Cắt ren bằng dao tiện ren
Chọn gia công ren: cán ren. Đặc điểm gia công cắt ren
Phoi cắt rất mỏng, kích thước lớp cắt luôn thay đổi trong quá trình cắt.
Khi tiện ren bằng dao hai lưỡi( ren tam giác) dao 3 lưỡi ( ren vuông, ren hình thang) cùng tham gia qua trinh cắt ren thì việc thoát phoi trở lên khó khăn, lực cắt lớn.
Khi cắt ren bằng taro, bàn ren, điều kiện tản nhiệt kém, khó thoát phoi, dễ kẹt phoi dẽ gãy taro và chi tiết gia công.
Độ chính xác cao hơn cán ren.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 8

Công Nghệ Xử Lý Vật Liệu
Dễ gia công phương pháp mài ren Sản xuát hàng khối yêu cầu độ chính xác không cao: phương pháp Cán ren Sản xuất dơn lẻ, độ chính xác cao: phương pháp mài răng Sản xuát hàng loạt dung phương pháp cắt ren
3.2.3 Tôi ( Tôi thể tích)
- Là phương pháp nhiệt luyện gồm nung nóng chi tiết đến nhiệt độ cao hơn nhiệt độ tới hạn Ac1 hoặc Ac3 ,làm xuất hiện tổ chức austenit sau khi giữ nhiệt cho chi tiết trong khoảng một thời gian nhất định rồi được làm nguội nhanh thích hợp để austenit chuyển hoá thành Mactexit hay các tổ chức không ổn định khác có độ cứng và độ bền cao
- Đặc điểm
+ T0> Ac1để tạo ra Au.
+ tổ chức tạo thành cứng và không ổn định.
+ Vnguội >= Vth có ứng nhiệt, ứng suất tổ chức lớn, dễ nứt cong vênh và biến dạng.
Mục dích
+ nâng cao độ cứng và chống mài mòn.
3.2.1 Chọn nhiệt độ tôi cho thép.
a. Đối với thép Cacbon
- nhiệt độ tôi của thép được xác định the giản đồ Fe-C nhờ điểm tới hạn Ac1 và Ac3
- Đối với thép trước cùng tích và cùng tích (=< 0,8%)
+ Tot = AC3 + (30 - 50) 0C tạo ra trạng thái hoàn toàn la Au.
+ tổ chức đạt được sau tôi là M + Au dư.
+ tôi hoàn toàn.
-Đối với thép sau cùng tích (>0,8%C)
+ Tot = AC1 + (30 - 50) 0C tạo ra trạng thái hoàn toàn(Au + XeII)+ tổ chức sau khi tôi là M+ XeII + Au dư.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 9

Công Nghệ Xử Lý Vật Liệu
+ tôi không hoàn toàn.
b. Đối với thép hợp kim.
- Đối với thép hợp kim thấp ( tổng HK =< 2,5%)
Tot = Tot của thép các bon + (10 -20) 0C
-Đối với thép HK trung bình và Cao ( tông HK > 2,5%)
Tra theo sổ tay nhiệt luyện với từng mác thép.
3.2.2 Chọn môi trương tôi.
a. Nước
- là môi trường tôi mạnh, an toàn, rẻ tiền, dễ kiếm và thường dùng nhiều.
- Đặc điểm.
+ nước lạnh (10 -30) 0C có tốc độ nguội lớn( 6000C/s) dễ gây cong vênh, biến dạng, nứt.
+ khi tôi nước nóng lên thì tốc độ nguội giảm đi mạnh, nước nóng 500C chỉ còn 1000C/s
+ tổ chức đạt được sau khi tôi Mactexit.
+ là môi trường tôi cho thép cabon, không thích hợp cho các chi tiết phức tạp.
b. Dung Dịch xút và dung dịch muối.
- các dung dich muối NaCl, Na2CO3(10%) và dung dich xút (NaOH,KOH) với nồn độ thích hợp là các môi trường tôi mạnh nhất.
- Đặc điểm
+ tốc độ nguội dạt (1100-12000C/s)
+ tăng khả năng tôi cứng của thép do tốc độ nguội ở nhiệt độ cao tăng.
+ tổ chức dạt được sau tôi Mactenxit
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 10

Công Nghệ Xử Lý Vật Liệu
+ ít gây cong vênh nứt vì không tăng tốc độ nguội ở nhiệt độ thấp.
c. Dầu
- là môi trường có tốc độ nguội nhỏ, gồm các loại dầu máy, dầu khoáng vật.
- Đặc điểm
+ tốc độ nguội đạt (100-1500C/s)
+ Khi tôi dầu dễ bị bố cháy.
+ tốc độ nguội ở 200 – 300 0C khoảng (20-250C/s) nên tránh được cong vênh, nứt.
+ là môi trương tôi gây hại sức khỏe và môi trường.
+ tổ chức đạt được sau khi tôi là Mactenxit.
+ thường dung tôi thép hợp kim và thép cacbon có tiết diện phức tạp.
Do chi tiết là HK và khối lượng nhỏ yêu cầu độ chính xác cao nên ta chọn môi trường tôi cho chi tiết là DẦU
3.2.3.1 tính toán thông số công nghệ.
Nhiệt độ ban đầu của lò trước khi cho chi tiết nung vao là 250C
Nhiệt độ cần nung tới là 8800C
Thời gian nung
Công suất thiết kế lò
N tk≥(1,2÷1,5 ) .
α .Fm . (t 1−t2 d )103 . η (2)
Trong đó:
N tk : công suất thiết kế của lò
Fm =5,314.10-3 Sbề mặt hấp thụ nhiệt của chi tiết
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 11

Công Nghệ Xử Lý Vật Liệu
η : hệ số hữu dụng của lò (0,7¿ 0,8)
Ta có:
Fm = 2,675.10-3 m2
η = 0,7
t 1=8800C ;t 2d=200 C ; α=125
Vậy
=1,3 .125 . 0 ,002675. (880−20 ) .60
103 .0,7=32 kW >N tk
=> Điều kiện (2) không thỏa mãn => nhiệt độ lò thay đổi, dòng lò không đổi.
Điều kiện xảy ra khi ta xếp các chi tiết vào thì nhiệt bị thoát ra qua cửa lò và cung cấp cho chi tiết.
Sơ đồ biểu thị sự thay đổi nhiệt độ của lò và chi tiết khi nung
Xác đinh điều kiện Nung qua chỉ tiêu Bi-Ô
Bi=(α/ƛ).S
Trong đó
α: hệ số truyền nhiệt W/m2K α=125
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 12

Công Nghệ Xử Lý Vật Liệu
ƛ: hệ số dẫn nhiệt : 40Cr ƛ=117.2kJ/m.h.k=32.6 W/mK
S: bề dày chi tiết: chi tiết hình trụ S=6mm
Bi=(α/ƛ).S = (125/32.6).0.06=0.23 < 0.25 Trường hợp 1: Nhiệt độ môi trường lò không đổi
-Lượng nhiệt cung cấp trong cho vật nung trong khoảng thời gian nhất định tương đương với giá trị thay thay đổi hàm nhiệt qua công thức:
Q=αF2(t1 – t2)dt=cmdt2
Trong đó α: hệ số truyền nhiệt W/m2K α=125
F2 diện tích bề mặt hấp thụ m2
F2=3,14Dl+2.3,14D2/4=2,657.10-3m2
m khối lượng của chi tiết m= 0.06kg
c nhiệt dung riêng của chi tiết J/kg.K c=0,55kJ/kgK=550J/kg/K
t1 nhiệt độ môi trường lò oC
t1 nhiệt độ chi tiết oC
dt, dt2 vi phân của thời gian và nhiệt độ.
Nhiệt độ nung
τ1=
mcαF2
ln( t1− t2 d
t1−t2c)=
0 , 06 .550125 .2 , 675 .10−3 ln(880−20
880−870 )=440s = 7.3 phút
Trường hợp 2: Nhiệt Độ Lò Thay Đổi.
Công suất hữu ích của lò kW
α . Fm . (t1−t2)=Nh (4)
Trong đó: t1 ; t2: là nhiệt độ của lò và chi tiết thay đổi khi nung
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 13

Công Nghệ Xử Lý Vật Liệu
Fm: Sbề mặt hấp thụ nhiệt của chi tiết
Nh: công suất hữu ích
Nh=
η .N tk
(1,2÷1,5 )
t
2'= t1−N h
α . Fm (4’)
- có thời gian nung trong giai đoạn I
τ1=
c . m .(t1−t 2d )Nb
− c . Mα . Fm (s)
- thời gian trong gian doạn II
τ 2=
c .mα . Fm
. lnN h
α . Fm . ( t1−t 2 c ) (s) - Tổng thời gian nung là :
τ n=τ1+τ2
Áp dụng vào bài toán ta có:
- Nhiệt dung riêng của thép 40Cr
- Xác định hệ số hữu ích của lò:
Nh=
η . N tk
1,3
Ntk =32 kw
η=0,7
=>Nh=
32 .0,71,3
=17 (kw)
Cho k=0,9 , ta có số lượng chi tiết của 1 mẻ có thể nung là :
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 14

Công Nghệ Xử Lý Vật Liệu
Áp dụng CT: n=
Nh
α .F ( t1−k . t2c )
=> n=524 chiếc
Từ đó ta có khối lượng mẻ nung là:
m =524.0.06 =31.44 (kg)
Bề mặt nung hấp thụ nhiệt độ:
F=524.0,002675 =1,4 (m2)
Nhưng do kích thước của lò đã chọn thì buồng lò có diện tích là
Thời gian nung của giai đoạn I là:
τ1=c . m . (t 1−t 2d )
Nb− c . M
α . Fm=550 .31 ,44(880−20 )
17000−550 .31 ,44
125 .1,4 =875-99=776 s=12,9 phút
Thời gian nung của giai đoạn II là:
τ 2=c .m
α . Fm. ln
N h
α . Fm . ( t1−t2 c )=550 .31 ,44
125 .1,4ln(17000
125 . 1,4 .(880−870) )=225 s=3,7 phut
=> Tổng thời gian nung là
τ n=τ1+ τ2=12 . 9+3,7=16 ,6( p ' )≈17( p ' )
-Thời gian giữ nhiệt
Để đảm bảo điều kiện giữ nhiệt sao cho Pγ hòa tan cacbit và đông dều ostenit cũng như làm đồng đều nhiệt độ giữa các bề mặt và tâm dư chi tiết.
Ta chọn Tôi trong LÒ BUỒNG ĐIỆN TRỞ.
+Đưa chi tiết dọc theo chiều dài của nó tránh Vênh.
τ giu=( 14 ). τnung
=4.5 phút
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 15

Công Nghệ Xử Lý Vật Liệu
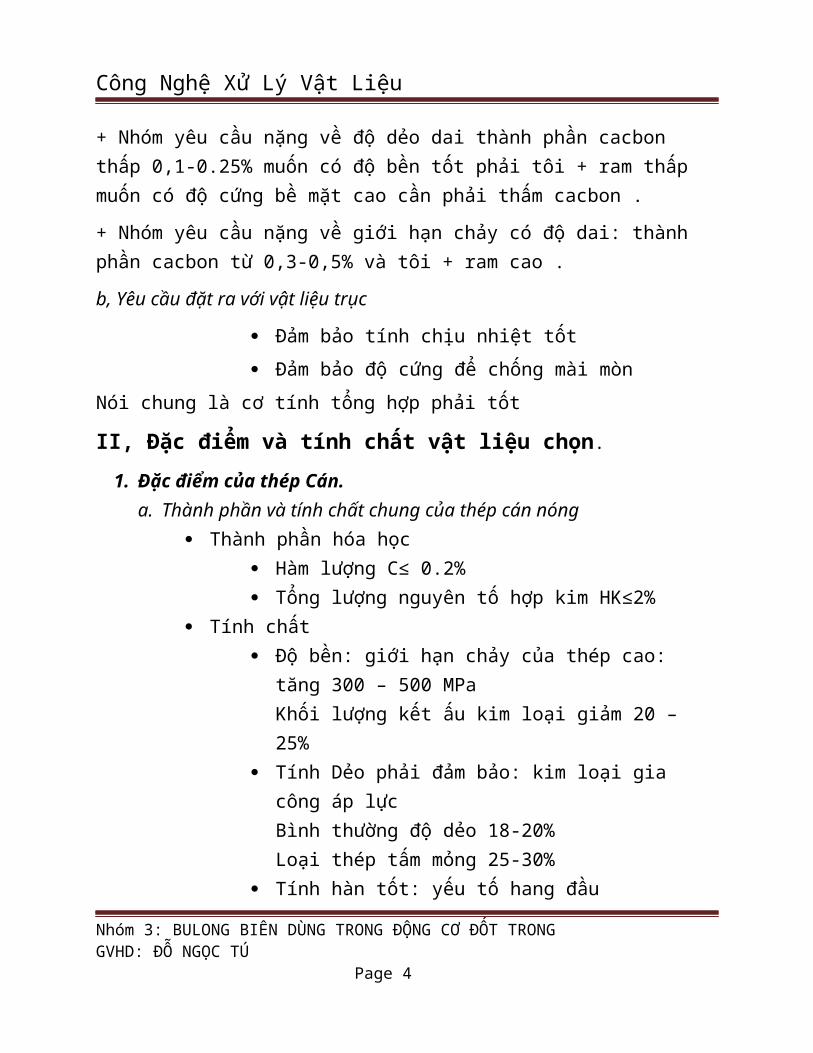
Chọn thời gian giữ là τ giu=5 phut
Tính toán quá trinh làm nguội.
Do chi tiết nhỏ và dễ bi cong vênh khi lam nguội trong các môi trương Nước, Axut, môi trương Kiềm môi trường làm nguội là Dầu
Thép HK 40Cr ta chọn môi trường tôi trong Dầu 100-1500C/s
thoi giannung (t)
nhiet donung oC
880
17phut 5phut
Dau(100-150)
20
3.2.4 Ram thép
- Ram là phương pháp nhiệt luyện nung nóng thép đã qua tôi đến nhiệt độ thấp hơn Ac1 giữ nhiệt để Mactenxit va Austenit dư phân hóa thành các tổ chức cơ tính phù hợp rồi làm nguội.
- Mục Đích
+ làm giảm ứng suất bên trong để không gây ra nứt , cong vênh, gãy hư hỏng chi tiết làm việc,
+ Biến tổ chức Mactenxit và Austenit dư thành các tổ chức khác có cơ tính thích hợp với điều kiện làm việc của chi tiết.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 16

Công Nghệ Xử Lý Vật Liệu
3.2.4.1 Các phương pháp Ram
a. Ram thấp
- Là phương pháp Ram ở nhiệt độ 150- 2500C tổ chúc nhận được Mactenxit Ram
- Đặc Điểm
+ Dùng cho chi tiết tôi > 59HRC
+ Ứng suất bên trong giảm.
+ cải thiện độ dai cho chi tiết.
+ Độ cứng sau khi Ram có thể giảm 1-3HRC
+áp dụng cho các loại dao cắt, , dập nguội, chi tiết sau khi thấm cacbon..
b. Ram trung bình
- là phương pháp Ram ở nhiệt độ 300-4500C tổ chức nhận được là Trustit Ram
- Đặc điểm
+ ứng suât bên trong được loại bỏ hoàn toàn
+ làm tăng tính dẻo, dai của chi tiết.
+ độ cứng sau khi Ram 44- 45 HRC
+ áp dụng cho các chi tiết như lò xo, nhíp, khuôn rèn, khuôn dập nóng.. cần độ cứng cao và đàn hồi tốt.
c. Ram cao
- là phương pháp ram ở nhiệt độ 500- 6500C tổ chức nhận được là Xoobit ram
- Đặc Điểm
+ tạo cơ tính tổng hợp cao, độ bền, độ dẻo dai đều cao.
+ độ cứng giảm mạnh
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 17

Công Nghệ Xử Lý Vật Liệu
+ áp dụng cho các chi tiết chịu tải trọng động và tính lớn như thanh truyền, bánh răng trục
Bang 1:Quan hệ nhiệt độ và độ cứng
Nhiệt độ ram
Mác thép
C30 C35-40 C45-50 C55-60
Độ cứng HRC
300-350 31-28 45-48 51-45 51-46
350-400 28-25 41-35 48-40 48-40
400-450 26-23 36-31 42-37 43-38
450-500 24-20 31-27 38-33 39-34
500-550 21-18 27-23 34-29 35-30
550-600 22-17 29-24 30-24
600-650 24-21 25-21
Do đặc điểm của thép Tôi cải thiện đạt 24-33HRC Để đạt độ cứng cho Lõi ta dung Ram Cao Để chống mòn, có độ cứng vững cao, sau tôi bề mặt chọn Ram Thấp
3.2.4.2Tính toán thông số công nghệ
a. Ram Cao
- nhiệt độ Ram 500 – 600 0C chọn t= 5000C
- thời gian nung
Công thức và phương pháp xếp chi tiết trong lò nungKinh nghiệm nung. tNung= a x k x D. (s)Trong đó: D - Đường kính chi tiết cần nung (mm).
a - Hệ số nung nóng (ph/mm) (Tra bảng).Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 18

Công Nghệ Xử Lý Vật Liệu
k -Hệ số phụ thuộc cách xắp sếp chi tiết trong lò nungBảng2: Hệ số nung nóng cho các trường hợp khác nhau
Loại thép Hệ số nung nóng a ph/mm
6000C
lò buông điện trở
750-8500C
lò muối
800-9000C
Lò buông điện trở
1100-13000C
Muối điện cực
Thép Cacbon
Φ < 50 mm
Φ<50mm
0.3-0.4
0.4-0.45
1-1.2
1.2-1.5
Thép hợp kim
Φ<50mm
Φ>50mm
0.45-0.5
0.5-0.55
1.2-1.5
1.5-1.8
Thép hợp kim cao
0.35-0.4 0.3-0.35 0.17-0.2
Thép gió 0.4-0.5 0.14-0.25
bảng3:Hệ số sắp xếp K
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 19

Công Nghệ Xử Lý Vật Liệu
Kinh nghiệm
tNung= a x k x D. (s)
tNung = 40 x 1 x 12 (s) = 18 phút
Thời gian giư nhiệt
τ giu=(12 ). τnung
=9 phút
Dùng Lò buồng điện trở
Thời gian làm nguội
Làm nguội ngoài không khí
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 20

Công Nghệ Xử Lý Vật Liệu
thoi giannung (t)
nhiet donung oC
500
18phut 9phut
khong khi tinh
IV Chọn thiết bị nhiệt luyện
4.1 Dập bulong
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 21
Công Nghệ Xử Lý Vật Liệu
Thông số kỹ thuật của máy H300
Công suất 300 kW
Hành trình dập : 150 mm
Điều chỉnh Dập: 50mm
Chiều cao: 380mm
Kích thước dập: 380*480mm
Động cơ chính: 30*6HP*P
Áp suất khí: 5kg.mm2
Khối lượng : 16500kg
4.2 Máy cán ren
Thông số kỹ thuật:
Tên máy: máy cán YC 20
Khả năng gia công: đường kính ngoài:5-22mm
Bước ren: 0,75-2.5P
Chiều dài lớn nhất: 48mm
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 22

Công Nghệ Xử Lý Vật Liệu
Tốc độ khuôn cán: 40vg/p
Đường kính ngoài khuôn cán lớn nhất: 120mm
Đường kính trong: 40mm
Bề rộng lớn nhất: 50mm
Lực cán: 4 tấn
Đầu ra: 9-30cai/phut
Động cơ trục chính 3Hp
Động cơ bơm thủy lực 2Hp
Động cơ bơm làm mát 1/8Hp
Kích thước sàn máy: 1090*740mm
Trọng lương tịnh: 970kg
Trọng lượng đóng gói:1130kg
Kích thước đóng gói: 1240*850*1220mm
4.3 tôi thể tích
Buồng điện trở
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 23

Công Nghệ Xử Lý Vật Liệu
Thông số kĩ thuật:
Kích thước lò: D1500mm*R750mm*C500mm
Công suất định mức 60Kw
Điện áp 380/220v
Số pha 3
Cách đấu dây điện trở: Y/∆Nhiệt độ làm việc: 950 0C
Hiển thị nhiệt độ
Sai số về nhiệt:+/- 50C
V kết luận
Phác họa chi tiết Điều kiện kỹ thuật
Mác thép
Độ Cứng (HRC)
40Cr 24-33
Bảng thong số thiết bị nung chi tiêt gia côngNhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 24

Công Nghệ Xử Lý Vật Liệu
TT
Công đoạn Thiết bị
Số lượng (khối lượng
kg)
Nhiệt độ
Nung
(0C)
Thời gian tiến hành (p’)
Môi trương nung
Ghi chú
1 Kiểm tra
mác thép
QP phát xạ
0,1% - -
2 Dập đầu bulong
Gia công áp lực
- - - -
3 Gia công ren Máy tiện
- - - -
4
Tôi thể tích
Nung 0.85 880 17
Dầu
5 Kiểm nhiệt
Nhiệt áp kế
2-3 chiếc
6 Giữ nhiệt
0.85 880 5
7 Làm nguội
Lò buồng điện trở
0.85 20 100-150C/s
8 Kiểm Độ
cứng
TK14-250
2-3 chiếc/1
loạt
9 Nung LR36 0.85 500 18 Không
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 25

Công Nghệ Xử Lý Vật Liệu
Ram
cao
khí
tĩnh
thoi giannung (t)
nhiet donung oC
500
18phut 9phut
khong khi tinh
10
Kiểm nhiệt
Nhiệt áp kế
2-3 chiếc
11
Giữ nhiệt
LR36 0.85 500 10
12
Làm nguội
0.85 20 -
13
Kiểm độ
cứng
TK14-250
2-3 chiếc/1
loạt
- -
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 26

Công Nghệ Xử Lý Vật Liệu
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 27

Công Nghệ Xử Lý Vật Liệu
.
Nhóm 3: BULONG BIÊN DÙNG TRONG Đ NG C Đ T TRONGỘ Ơ ỐGVHD: Đ NG C TÚỖ Ọ
Page 28