Embed Size (px)
Citation preview

Corso di Economia e Gestione delle Imprese
Anno accademico 2017-2018
1
2
LEZIONE del 5.12 e 6.12
3

Processi manifatturieri
Capitolo 11
4
5
Obiettivi di apprendimento:
1) Comprendere la natura processuale
delle attività manifatturiere
2) Ricostruire i principali paradigmi
produttivi
3) Conoscere i criteri di progettazione e le
tipologie dei processi produttivi
4) Comprendere le modalità di gestione
tanto dei sistemi produttivi quanto dei
materiali
A cura di Francesco Zirpoli
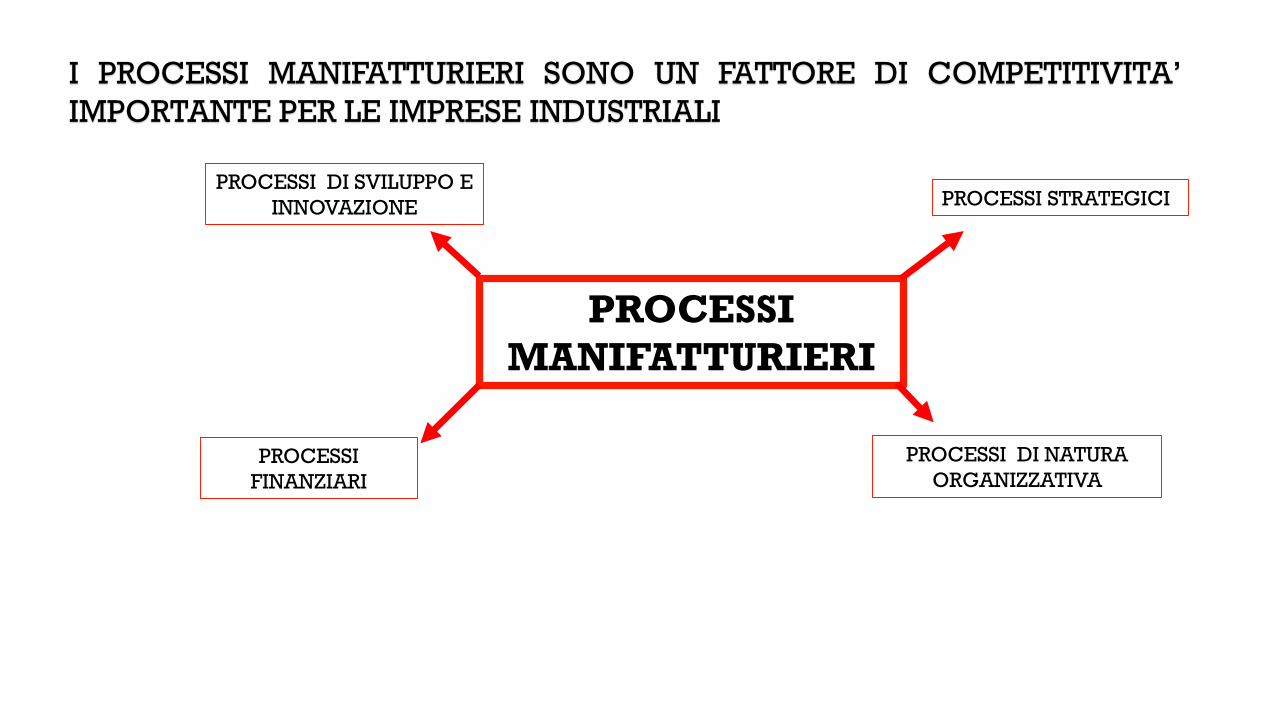
PROCESSI
MANIFATTURIERI
PROCESSI STRATEGICI
PROCESSI DI NATURA
ORGANIZZATIVA
PROCESSI DI SVILUPPO E
INNOVAZIONE
PROCESSI
FINANZIARI
I PROCESSI MANIFATTURIERI SONO UN FATTORE DI COMPETITIVITA’
IMPORTANTE PER LE IMPRESE INDUSTRIALI

I PARADIGMI PRODUTTIVI
7
Dalla PRODUZIONE ARTIGIANALE alla PRODUZIONE INDUSTRIALE
1) PRODUZIONE DI MASSA EFFICIENZA
TAYLORISMO studio scientifico del lavoro: addestramento della manodopera,
collaborazione tra livelli gerarchici differenti, separazione netta tra attività decisionali ed
esecutive.
FORDISMO Henry Ford e la catena di montaggio : flussi continui di produzione, grandi
quantità e standardizzazione della produzione, domanda indifferenziata.
UN GRANDE LIVELLO DI STANDARDIZZAZIONE.
2) PRODUZIONE FLESSIBILE FLESSIBILITA’
-Saturazione dei mercati domestici
-Sviluppo di nuove tecnologie per rendere più flessibile il processo produttivo
-Domanda differenziata
Il vantaggio competitivo risiede nella capacità di adattarsi in maniera tempestiva alle
richieste della domanda in termini di quantità e di varietà.
UN GRANDE LIVELLO DI PERSONALIZZAZIONE.
3) PRODUZIONE SNELLA EFFICIENZA + FLESSIBILITA’
Lean production
-Concentrarsi sulle fasi produttive che creano valore per il cliente
-Eliminare tutte le fonti di inefficienza e sprechi metodo just in time
-Miglioramento continuo es: Total Quality Management

PROGETTAZIONE DEL PROCESSO PRODUTTIVO
10
1) DISTINZIONE TRA PROCESSI PER IL MAGAZZINO E SU COMMESSA
2) CLASSIFICAZIONE DI WORTMANN
3) PROGETTAZIONE: MATRICE PRODOTTO-PROCESSO
4) DIMENSIONAMENTO DELLA CAPACITA’ PRODUTTIVA
5) LOCALIZZAZIONE DELLE ATTIVITA’ PRODUTTIVE
6) PROGETTAZIONE DEL LAYOUT PRODUTTIVO
1) DISTINZIONE TRA PROCESSI PER IL MAGAZZINO E SU COMMESSA
PROCESSI PER IL MAGAZZINO
La produzione si basa principalmente su PREVISIONE e viene quindi ANTICIPATA rispetto
alla ricezione dell’ordine.
Le scorte di prodotto finito vengono utilizzate per rispondere ad una stagionalità o a picchi
di domanda, garantendo tempi rapidi di consegna.
PROCESSI SU COMMESSA
L’acquisizione dell’ordine è necessaria per attivare le fasi di progettazione o la
realizzazione del prodotto.
Commesse singole singolo ordine adattato alle specifiche caratteristiche del cliente.
Commesse ripetuteSono ripetute nel tempo.
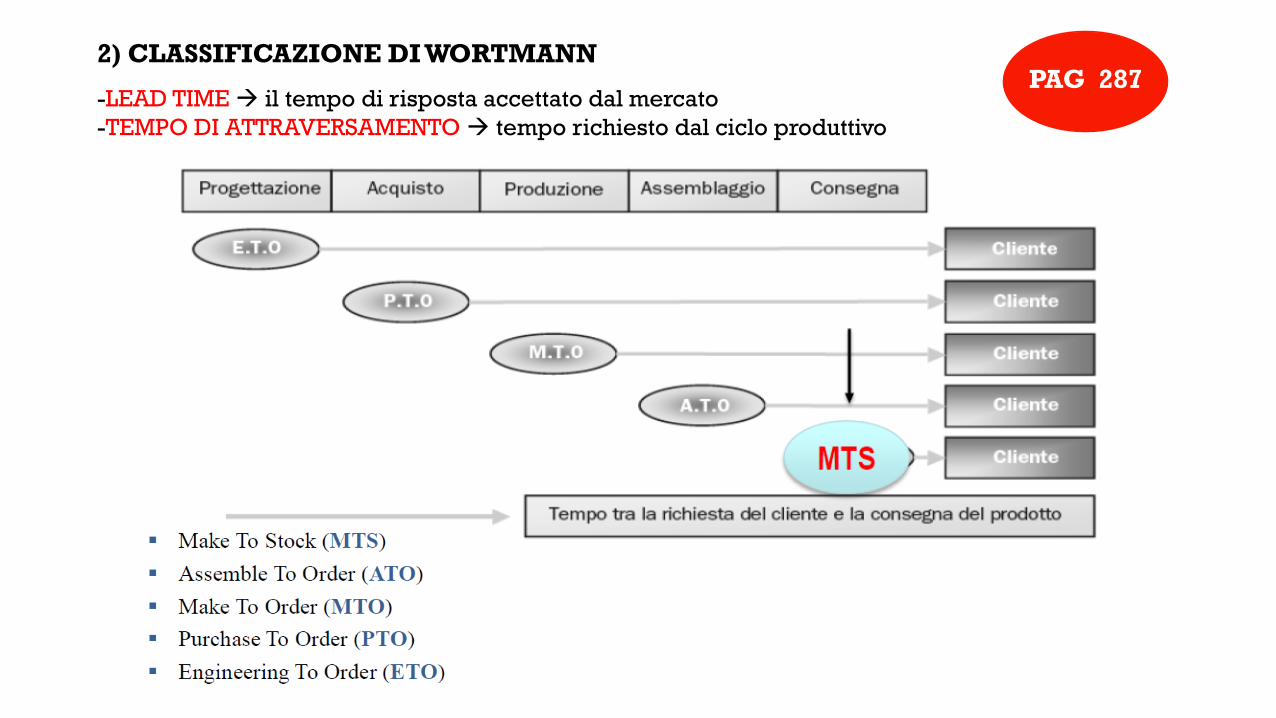
2) CLASSIFICAZIONE DI WORTMANN
-LEAD TIME il tempo di risposta accettato dal mercato
-TEMPO DI ATTRAVERSAMENTO tempo richiesto dal ciclo produttivo
PAG 287

3) PROGETTAZIONE: MATRICE PRODOTTO-PROCESSO PAG 289
Condizione di
efficienza
4) DIMENSIONAMENTO DELLA CAPACITA’ PRODUTTIVA
La capacità produttiva di un’impresa manifatturiera esprime la quantità di prodotto che
è possibile ottenere nell’unità di tempo.
CAPACITA’ PRODUTTIVA NOMINALE (DI TARGA) rappresenta un valore teorico di
capacità produttiva ovvero esprime il numero massimo di unità di prodotto ottenibili in
un’unità di tempo.
CAPACITA’ EFFETTIVA (O TEORICA) tiene conto delle interruzioni legate ad attività di
manutenzione programmata/ordinaria degli impianti e macchinari.
PRODUZIONE EFFETTIVA tiene conto delle soste di natura non programmata legate a
circostanze non prevedibili a priori. Es: guasti.
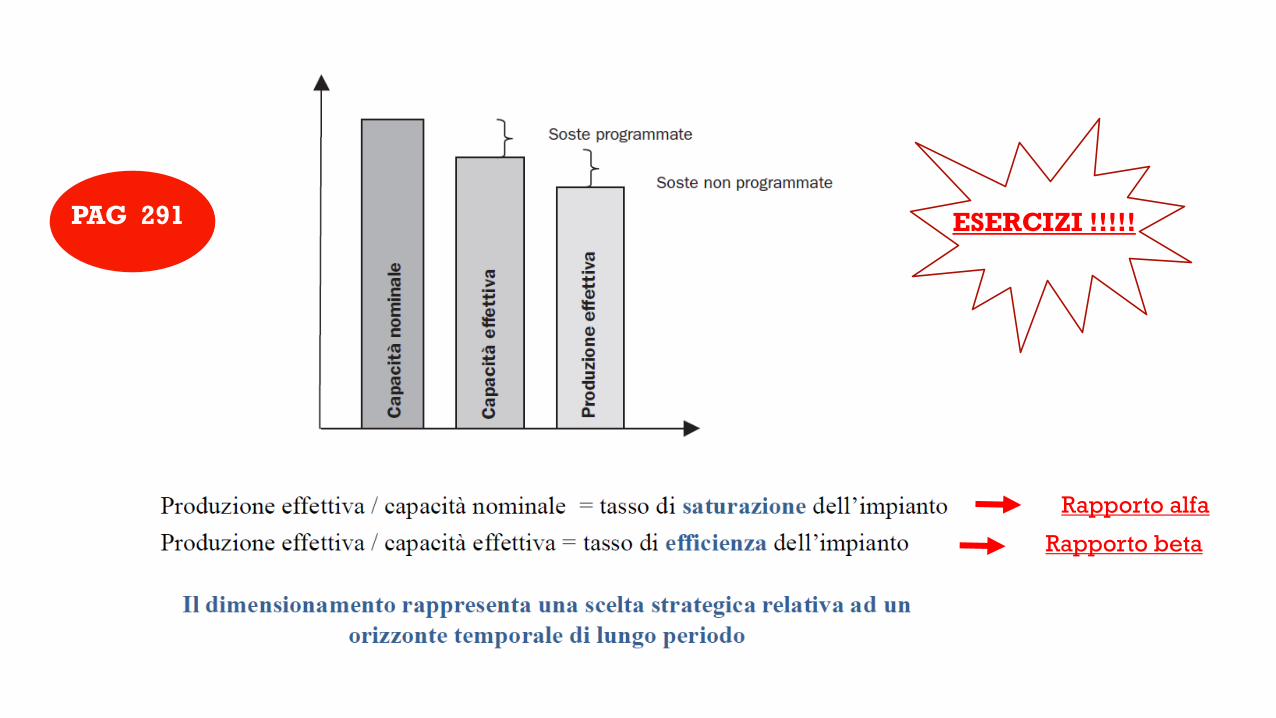
Rapporto alfa
Rapporto beta
ESERCIZI !!!!!PAG 291

5) LOCALIZZAZIONE DELLE ATTIVITA’ PRODUTTIVE
DOVE PRODURRE?
FATTORI CHE CONDIZIONANO LA SCELTA:
-natura del prodotto;
-canali di distribuzione;
-la disponibilità di risorse quali materie prime e lavoro;
-la presenza di vincoli (es. vincoli paesaggistici);
-risorse finanziarie;
-…………………
VICINO AI LUOGHI DI APPROVVIGIONAMENTO O AI MERCATI DI SBOCCO?
SFRUTTO ECONOMIE DI AGGLOMERAZIONE?
MANODOPERA A BASSO COSTO O PERSONALE ALTAMENTE SPECIALIZZATO?
LAYOUT IN LINEA Per flusso di prodotto.
• Apparecchiature altamente automatizzate e dedicate al prodotto specifico.
• Manodopera di basso livello.
• Il prodotto in lavorazione passa attraverso stazioni di lavoro poste lungo la linea di flusso del prodotto.
• Tempi di setup nulli.
• Impiegato per produzione di volumi molto grandi di prodotto (flusso continuo).
LAYOUT PER PROCESSO
• Sistema di produzione diviso in reparti nei quali vengono messe le apparecchiature che realizzano lo stesso tipo di
processo: il pezzo subisce movimentazioni all’interno del reparto e tra i reparti.
• Apparecchiature versatili
• Incidenza del tempo di setup sul singolo pezzo tanto maggiore quanto minore è la dimensione del lotto.
• Tipicamente impiegato per produzione per lotti di piccole-medie dimensioni.
LAYOUT PER CELLE
• Le macchine vengono raggruppate in modo da poter realizzare contemporaneamente articoli diversi ma
“tecnologicamente simili” appartenenti alla stessa famiglia di prodotto (group technology).
• Impiegato per produzione di lotti medio-grandi.
6) PROGETTAZIONE DEL LAYOUT PRODUTTIVO
RAZIONALE DISPOSIZIONE FISICA-TECNICA DI AREE, IMPIANTI, ATTREZZATURE E MACCHINE
IMPIEGATE NEL PROCESSO PRODUTTIVO
GESTIONE
1) Gestione del Sistema Produttivo
2) Gestione dei Materiali
19
Una gestione efficiente e efficace di un sistema produttivo richiede politiche di:
Pianificazione
Programmazione
Gestione
COSA – QUANTO - COME PRODURRE
• Vincoli esterni: ritmi di domanda, tempi di consegna
• Vincoli interni: esigenze di saturazione degli impianti, contenimento delle
scorte, rapporti di fornitura
GESTIONE DEL SISTEMA PRODUTTIVO
1) COORDINAMENTO TRA LA PRODUZIONE E LA DOMANDA
2) STRUMENTI DI PROGRAMMAZIONE E PIANIFICAZIONE: PIANI DI
PRODUZIONE
3) PIANIFICAZIONE: LOGICHE DI GESTIONE PUSH E PULL
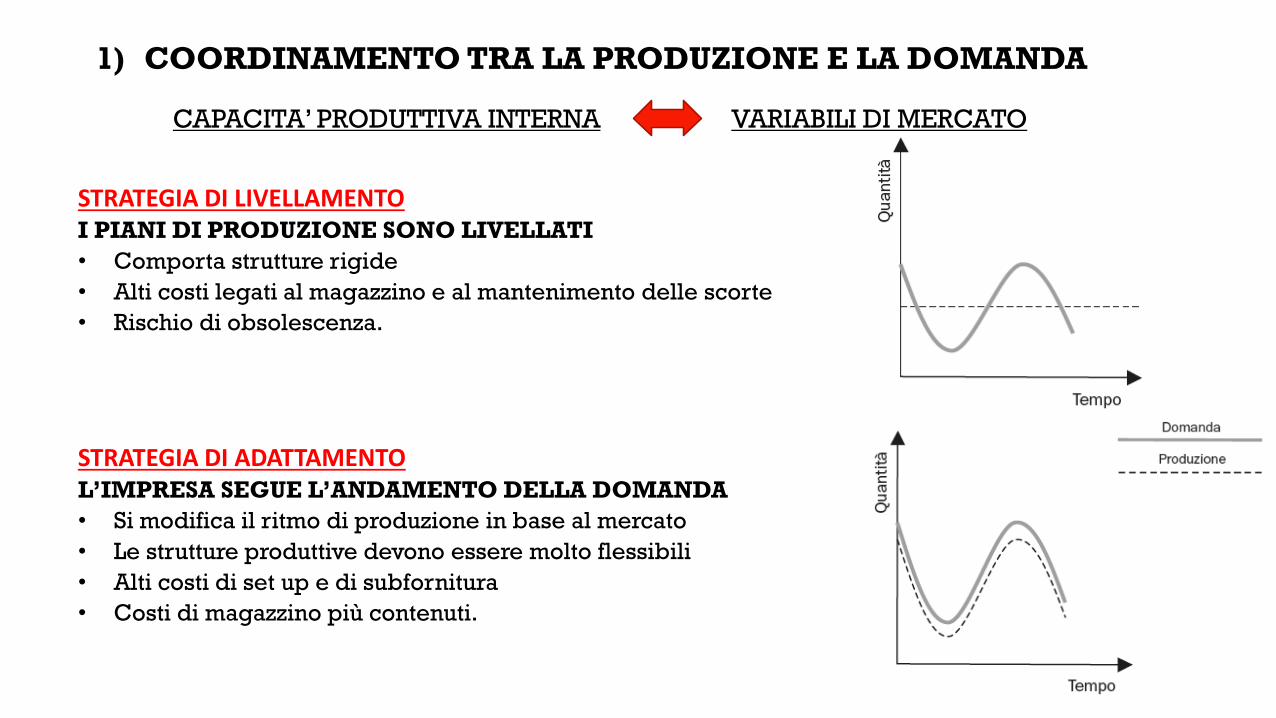
1) COORDINAMENTO TRA LA PRODUZIONE E LA DOMANDA
CAPACITA’ PRODUTTIVA INTERNA VARIABILI DI MERCATO
STRATEGIA DI LIVELLAMENTOI PIANI DI PRODUZIONE SONO LIVELLATI
• Comporta strutture rigide
• Alti costi legati al magazzino e al mantenimento delle scorte
• Rischio di obsolescenza.
STRATEGIA DI ADATTAMENTOL’IMPRESA SEGUE L’ANDAMENTO DELLA DOMANDA
• Si modifica il ritmo di produzione in base al mercato
• Le strutture produttive devono essere molto flessibili
• Alti costi di set up e di subfornitura
• Costi di magazzino più contenuti.

2) STRUMENTI DI PROGRAMMAZIONE E PIANIFICAZIONE: PIANI DI PRODUZIONE
Previsioni di vendita -Obiettivi di output produttivo
-Orizzonte temporale di lungo
termine (anno).
-Famiglie di prodotto.
-Vincoli esterniImpegni di risorse
(vincoli interni)
MPS(Master production schedule)
-Orizzonte temporale di
medio termine (trimestre -
mese)
-Singolo prodotto (prodotto
finito - componente - singola
commessa).
-quantità e tempiComponenti/ materie prime
devono essere
approvvigionati/prodotti
affinché si possa realizzare
l’MPS secondo le scadenze
previste e nelle migliori
condizioni di economicità
MRP (Material requirement planning)
-programmazione dettagliata
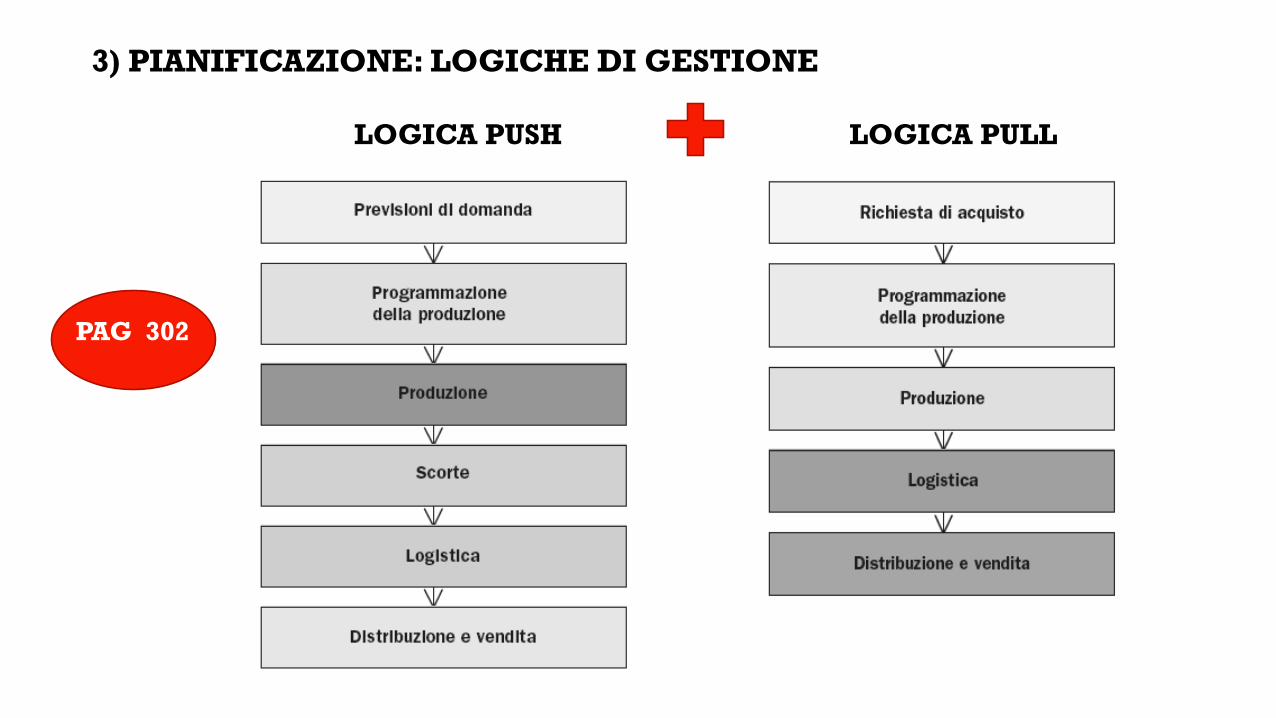
3) PIANIFICAZIONE: LOGICHE DI GESTIONE
LOGICA PUSH LOGICA PULL
PAG 302
ESERCIZI !!!
Le logiche di gestione sono condizionate da:
• Le caratteristiche fisiche del prodotto
• La domanda associata al prodotto
• Il valore economico dei materiali
• Le condizioni di fornitura
MATERIALI
• materie prime: materiali che alimentano il processo produttivo
• semilavorati: materiali in una fase intermedia di lavorazione e
attendono di essere ultimati
• prodotti finiti: beni che hanno terminato il processo di
trasformazione e sono pronti alla vendite

Queste scelte incidono:-COSTI DI APPROVVIGIONAMENTO costi fissi indipendenti dalle dimensioni del lotto
-COSTI DI MANTENIMENTO DELLE SCORTE i costi di esercizio dei magazzino, i costi
per obsolescenza e deterioramento, furto, spreco, le uscite monetarie.
-COSTI DI SOTTOSCORTA (rottura di stock) dovuti all’esaurimento o insufficienti delle
scorte rispetto a quelle richieste dal mercato o dalla produzione
-COSTI DI SOVRA-STOCK costituiti da maggiori costi di mantenimento generati da
un’eccedenza non fisiologica di scorte non motivata né da stagionalità né da ragioni
speculative.
QUANTO E QUANDO ORDINARE?
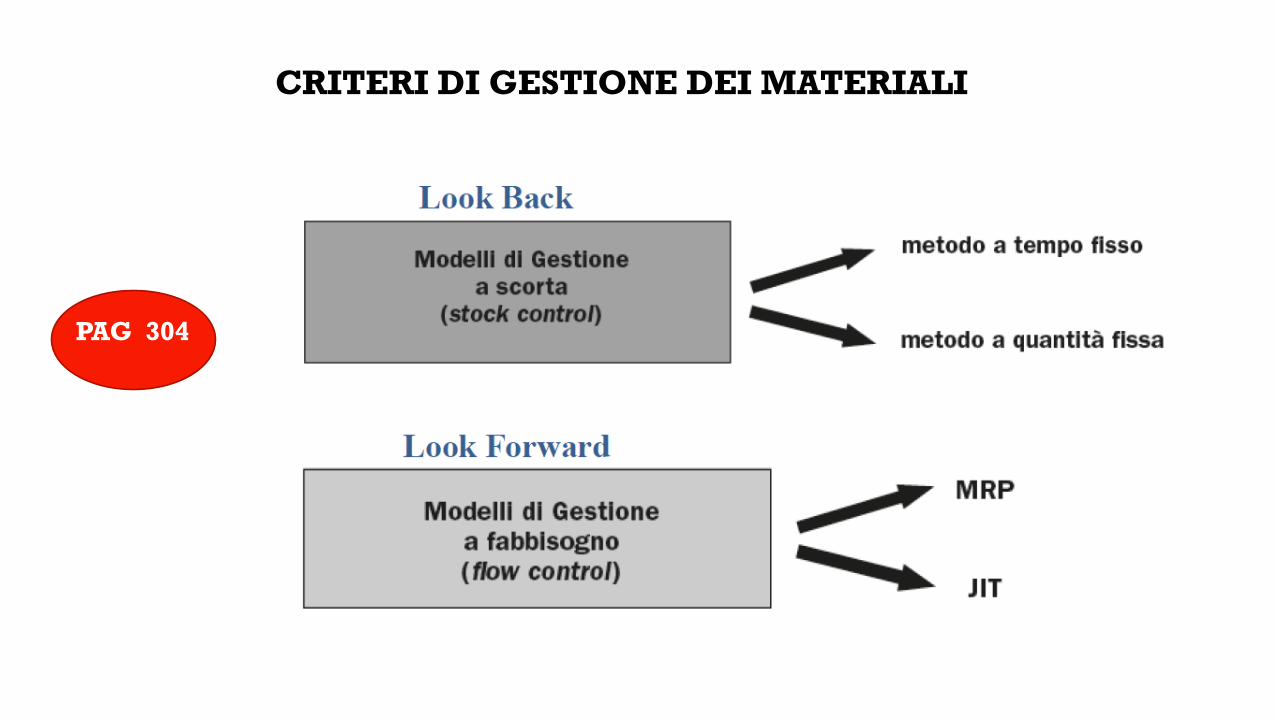
CRITERI DI GESTIONE DEI MATERIALI
PAG 304
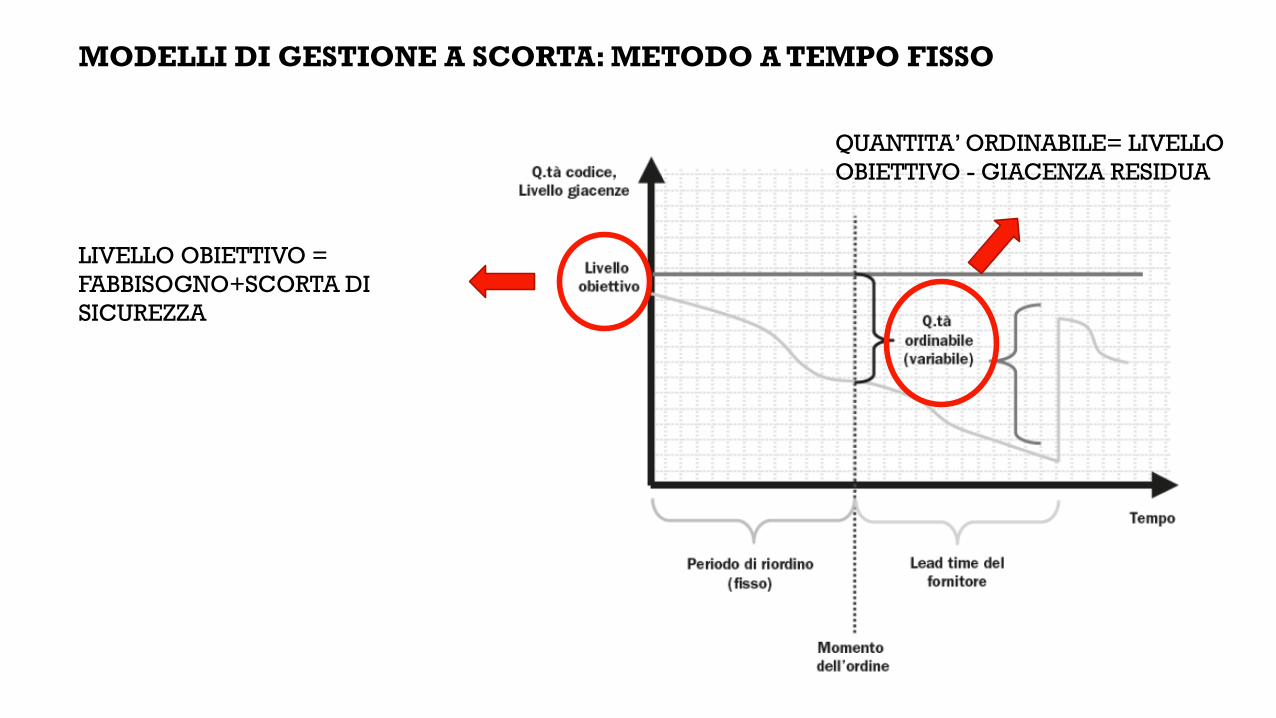
MODELLI DI GESTIONE A SCORTA: METODO A TEMPO FISSO
LIVELLO OBIETTIVO =
FABBISOGNO+SCORTA DI
SICUREZZA
QUANTITA’ ORDINABILE= LIVELLO
OBIETTIVO - GIACENZA RESIDUA
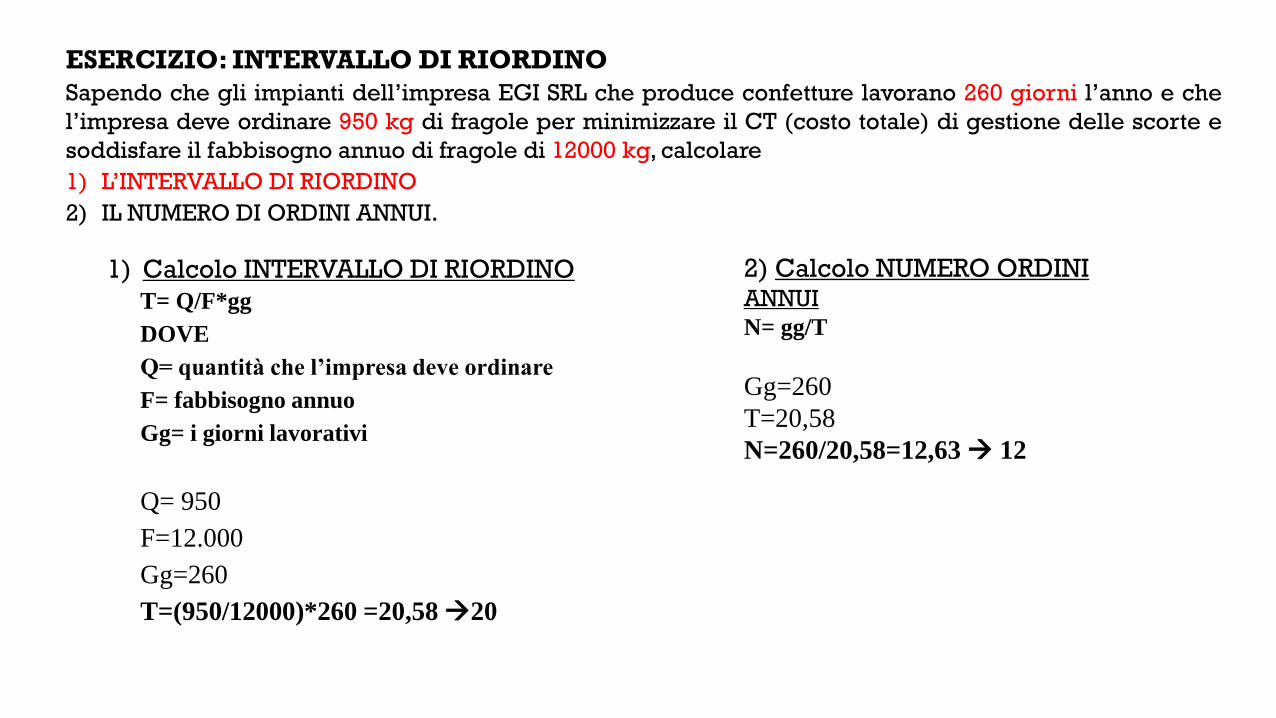
ESERCIZIO: INTERVALLO DI RIORDINO
Sapendo che gli impianti dell’impresa EGI SRL che produce confetture lavorano 260 giorni l’anno e che
l’impresa deve ordinare 950 kg di fragole per minimizzare il CT (costo totale) di gestione delle scorte e
soddisfare il fabbisogno annuo di fragole di 12000 kg, calcolare
1) L’INTERVALLO DI RIORDINO
2) IL NUMERO DI ORDINI ANNUI.
1) Calcolo INTERVALLO DI RIORDINO
T= Q/F*gg
DOVE
Q= quantità che l’impresa deve ordinare
F= fabbisogno annuo
Gg= i giorni lavorativi
Q= 950
F=12.000
Gg=260
T=(950/12000)*260 =20,58 20
2) Calcolo NUMERO ORDINI ANNUI
N= gg/T
Gg=260
T=20,58
N=260/20,58=12,63 12
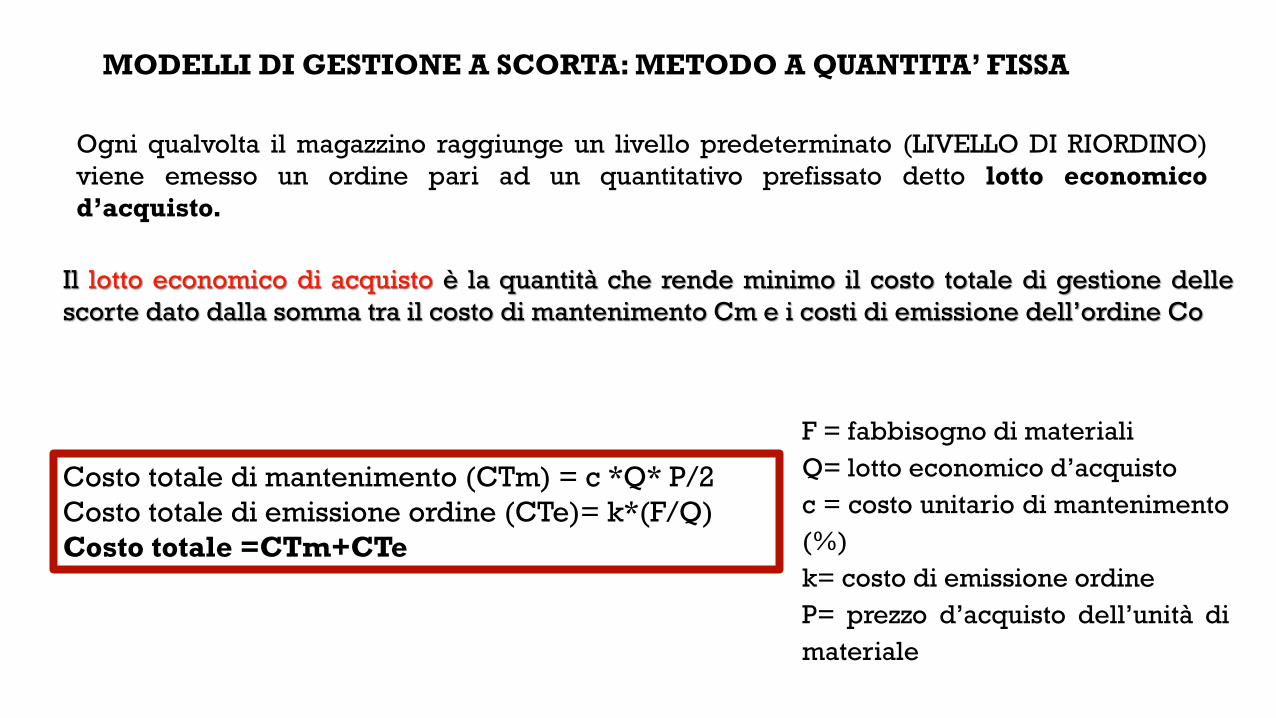
MODELLI DI GESTIONE A SCORTA: METODO A QUANTITA’ FISSA
Ogni qualvolta il magazzino raggiunge un livello predeterminato (LIVELLO DI RIORDINO)
viene emesso un ordine pari ad un quantitativo prefissato detto lotto economico
d’acquisto.
Il lotto economico di acquisto è la quantità che rende minimo il costo totale di gestione delle
scorte dato dalla somma tra il costo di mantenimento Cm e i costi di emissione dell’ordine Co
Costo totale di mantenimento (CTm) = c *Q* P/2
Costo totale di emissione ordine (CTe)= k*(F/Q)
Costo totale =CTm+CTe
F = fabbisogno di materiali
Q= lotto economico d’acquisto
c = costo unitario di mantenimento
(%)
k= costo di emissione ordine
P= prezzo d’acquisto dell’unità di
materiale
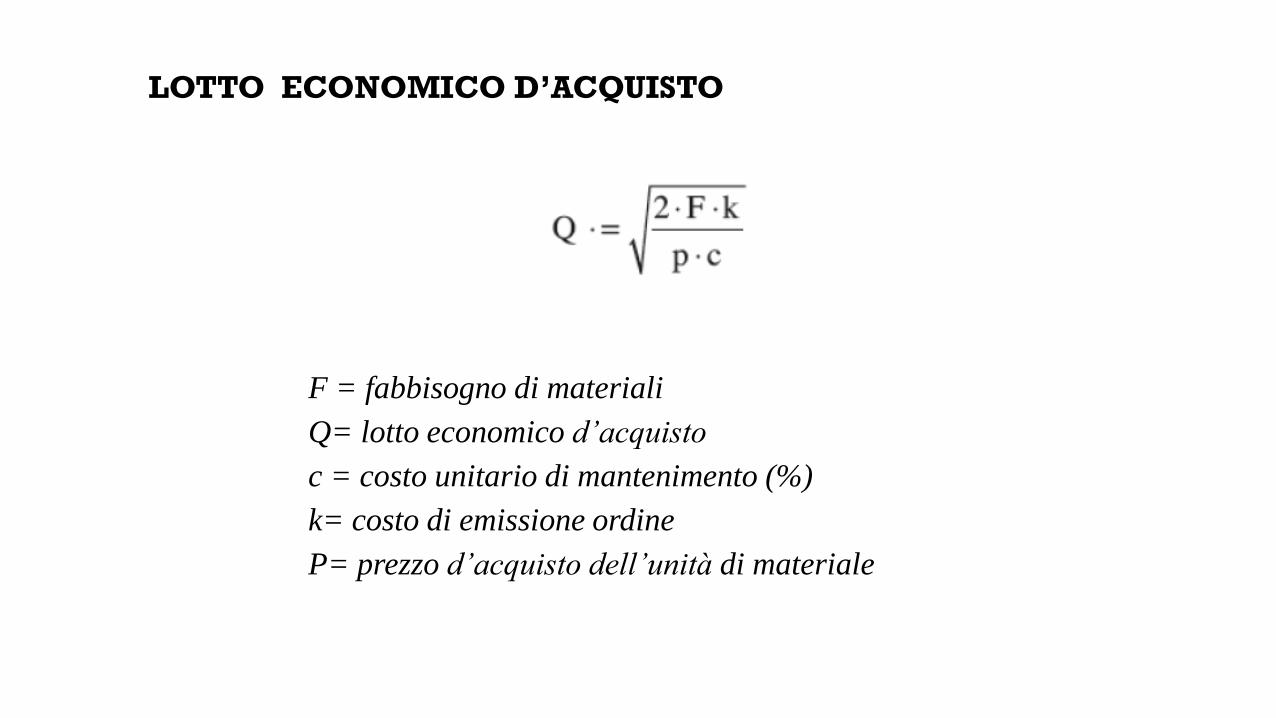
F = fabbisogno di materiali
Q= lotto economico d’acquisto
c = costo unitario di mantenimento (%)
k= costo di emissione ordine
P= prezzo d’acquisto dell’unità di materiale
LOTTO ECONOMICO D’ACQUISTO
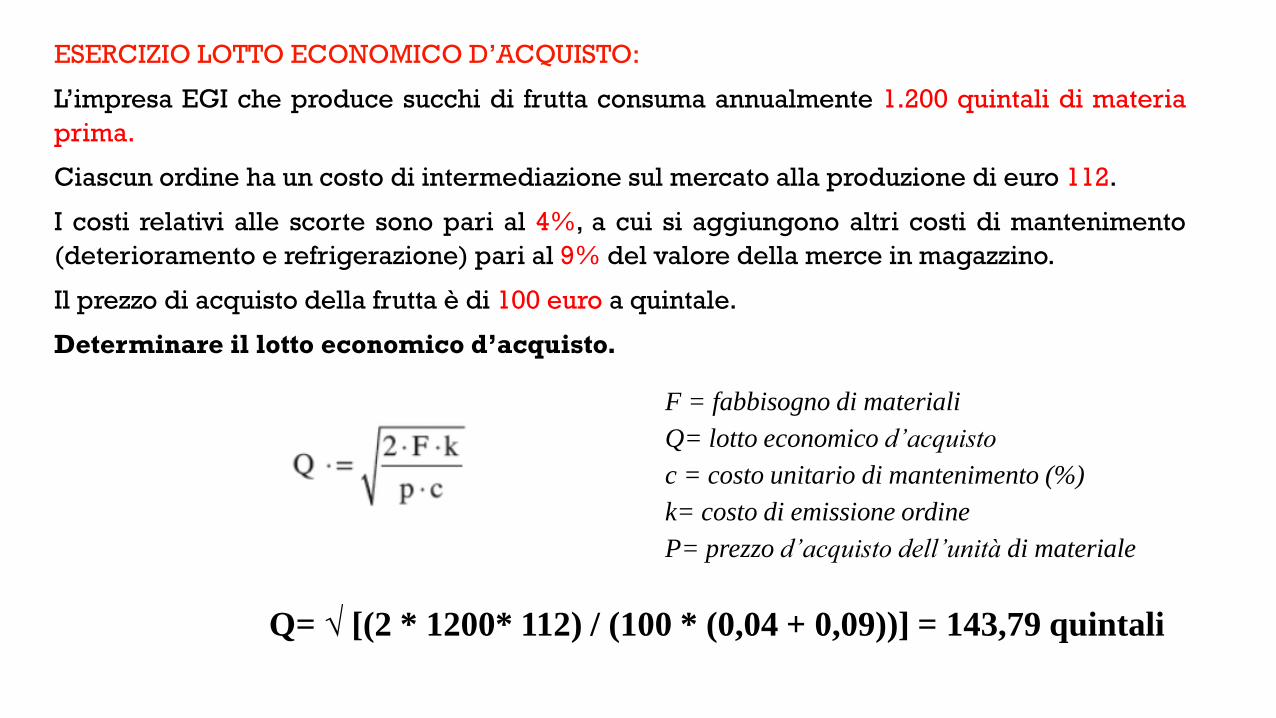
ESERCIZIO LOTTO ECONOMICO D’ACQUISTO:
L’impresa EGI che produce succhi di frutta consuma annualmente 1.200 quintali di materia
prima.
Ciascun ordine ha un costo di intermediazione sul mercato alla produzione di euro 112.
I costi relativi alle scorte sono pari al 4%, a cui si aggiungono altri costi di mantenimento
(deterioramento e refrigerazione) pari al 9% del valore della merce in magazzino.
Il prezzo di acquisto della frutta è di 100 euro a quintale.
Determinare il lotto economico d’acquisto.
F = fabbisogno di materiali
Q= lotto economico d’acquisto
c = costo unitario di mantenimento (%)
k= costo di emissione ordine
P= prezzo d’acquisto dell’unità di materiale
Q= √ [(2 * 1200* 112) / (100 * (0,04 + 0,09))] = 143,79 quintali
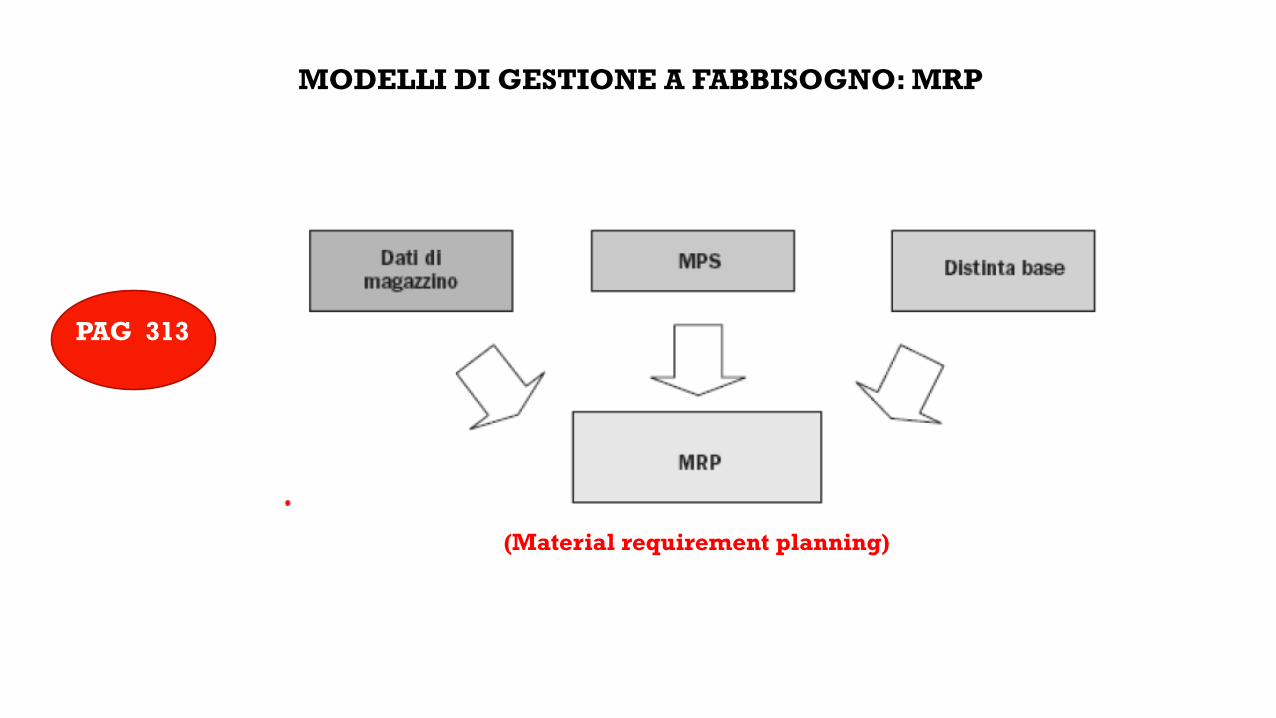
MODELLI DI GESTIONE A FABBISOGNO: MRP
PAG 313
(Material requirement planning)

ESERCIZIO ELABORAZIONE MRP
L’impresa EGI SRL produce compressori per industria di estrazione idrocarburi . Il lead time per realizzare
i compressori è di 3 settimane.
Ciascun compressore si compone di: 1 camera di compressione, (l.t. 1 settimana), 1 camera olio (l.t. 1
settimana), 1 motore (l.t. 4 settimane), 2 filtri (l.t. 2 settimane), 1 pompa (Lt. 1 settimana).
Ogni pompa si compone di 1 rotore (lt 2 settimane), 2 valvole (lt 1 settimana).
Sulla base delle informazioni a disposizione compilare la tabella MRP considerando una consegna di 10
compressori alla settimana n° 18.
Settimane 10 11 12 13 14 15 16 17 18
Compressori O10 F10
C.Compressione O10 F10
C.Olio O10 F10
Motore O10 F10
Filtri O20 F20
Pompa O10 F10
2°livello
Rotore O10 F10
Valvole O20 F20





























