Embed Size (px)
Citation preview
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 1
Friedrich Kollenrott:
Das Schärfen von Sägen Schärfen und Herrichten „westlicher“ Handsägen mit einfachen Dreieckszähnen
Diese Anleitung ersetzt die erste Version von 2007 und ist im Internet zu finden unter:
http://www.woodworking.de/schaerfprojekt/index.html
Sie soll Holzwerkerinnen und Holzwerkern1 weiterhelfen, die
noch nie eine Säge unter der Feile hatten, aber auch denen, die mit ihren bisherigen Schärfergebnissen nicht zufrieden sind. Es wird ausführlich dargestellt, wie Sägen schneiden, und in welchen Zustand sie folglich beim Schärfen gebracht werden sollten, damit ihr Gebrauch wirklich Freude macht. Wie ich beim Schärfen vorgehe, erläutere und demonstriere ich ausführlich, mit umfangreicher Darstellung von Arbeits-technik und Hilfsmitteln. Und ich zeige, was zu tun ist, wenn einfaches Schärfen nicht ausreicht. Beispielsweise, wie eine Säge durch Umstellung auf eine günstigere Zahnform erheb-lich leistungsfähiger gemacht wird; wie eine Säge, die durch unqualifizierte Schärfversuche verdorben scheint wieder in Ordnung zu bringen ist; wie man das Blatt einer selbstgebau-ten Säge ganz neu bezahnt.
Auch wenn ich durchaus überzeugt bin, es „richtig“ zu machen – es gibt ganz sicher auch beim Schärfen von Sägen andere Wege, die ebenfalls zum Ziel führen. Wer anders schärft als ich und mit nicht zu großem Aufwand auch gute Ergebnisse erzielt, macht nichts falsch!
Dipl.- Ing. Mathias Pyritz danke ich für die Erstellung des CAD- Programmes, das mir die Herstellung geometrisch kor-rekter Vorlagen für das Zeichnen von Bezahnungen ermög-lichte, Pedder Brookmann für hilfreiche Diskussionen und Hinweise.
Vor allem aber und ganz besonders bedanke ich mich bei meiner lieben Frau Ingrid für ihre Unterstützung und für die Geduld, mit der sie das langwierige Entstehen dieser Anlei-tung begleitet hat.
Schladen am Harz, im Oktober 2016
Friedrich Kollenrott
Die Weitergabe oder Verwendung dieser Anleitung oder von Teilen aus ihr zu nichtkommerziellen Zwecken ist gern gestattet und sogar erwünscht, vorausgesetzt dass keine inhaltlichen Veränderungen
vorgenommen und die Namen von Anleitung und Autor genannt werden.
1 Ohne Zweifel können Frauen (Holzwerkerinnen) all das, worum es hier geht, genauso gut wie Männer,
und sie sollen mit dieser Anleitung ebenso und gleichrangig angesprochen sein. Eine erträgliche sprachliche Form, die daran nirgends einen Zweifel lässt, habe ich aber nicht gefunden. Ich bitte darum um Verständnis für den durchgehenden Gebrauch der männlichen Sprachform in dieser Anleitung.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 2
Inhaltsverzeichnis 1 Einleitung ........................................................................................................................................ 4
2 Sägen und ihre Zähne ..................................................................................................................... 7
2.1 Wie Sägen schneiden ............................................................................................................... 7
2.2 Längsschnitt (LS) und Querschnitt (QS) ................................................................................... 8
2.3 Schränkung .............................................................................................................................. 9
3 Geometrie der Bezahnung westlicher Sägen ................................................................................ 11
3.1 Bezahnung für Längsschnitte („LS“, in Faserrichtung) ........................................................... 11
3.2 Bezahnung für Querschnitte („QS“, quer zur Faserrichtung) .................................................. 13
3.3 Die Schränkung ...................................................................................................................... 15
4 Vorgehen beim Schärfen einer Bezahnung................................................................................... 16
4.1 Reihenfolge und Richtung beim Ausfeilen der Zahnlücken .................................................... 16
4.2 „Blind-Feilen“ - oder „Kontrolliert-Feilen“................................................................................. 19
4.2.1 Blind-Feilen: Ohne Kontrolle ............................................................................................... 19
4.2.2 Kontrolliert-Feilen: mit Abrichten und visueller Kontrolle ..................................................... 20
5 Schärfpraxis .................................................................................................................................. 23
5.1 Wann „kontrolliert“ schärfen, wann „blind“? ............................................................................ 23
5.2 Wahl von Neigung, Schrägung, Schränkung .......................................................................... 23
5.3 Erstes Beispiel: Blind-Schärfen einer LS- Säge ...................................................................... 25
5.4 Zweites Beispiel: Kontrolliert-Schärfen (mit Schränken) einer LS-Bezahnung ....................... 25
5.4.1 Abrichten der Säge ............................................................................................................. 26
5.4.2 Schränken (nur wenn erforderlich)...................................................................................... 26
5.4.3 Egalisieren und Blankmachen der Kopfflächen .................................................................. 27
5.4.4 Ausfeilen ............................................................................................................................. 27
5.4.5 Seitliches Abziehen ............................................................................................................ 28
5.4.6 Testen der Säge ................................................................................................................. 29
5.5 Drittes Beispiel: Kontrolliert schärfen (mit Schränken) einer QS- Bezahnung ........................ 29
5.5.1 Abrichten ............................................................................................................................ 29
5.5.2 Schränken (wenn erforderlich) ............................................................................................ 29
5.5.3 Egalisieren und Blankmachen der Kopfflächen .................................................................. 29
5.5.4 Ausfeilen ............................................................................................................................. 29
5.5.5 Abziehen und Testen einer QS- Bezahnung ...................................................................... 29
6 Herrichten der Bezahnung von Sägen .......................................................................................... 30
6.1 Wenn die Zahnteilung erhalten bleibt ..................................................................................... 30
6.1.1 Erstes Beispiel: Ein Spannsägenblatt mit (für mich) untauglicher Zahnform: ..................... 30
6.1.2 Zweites Beispiel: Ein Fuchsschwanz mit rätselhaften Zähnen ........................................... 31
6.1.3 Drittes Beispiel: Ein Fuchsschwanz mit bogenförmiger Zahnlinie ....................................... 32
6.2 Wenn die Zahnteilung geändert werden soll........................................................................... 33
6.2.1 Erstes Beispiel: Neu Bezahnen mit LS- Bezahnung ........................................................... 34
6.2.2 Zweites Beispiel: Neu Bezahnen mit QS- Bezahnung ........................................................ 35
7 Was man zum Sägenschärfen braucht ......................................................................................... 36
7.1 Ein Schärfplatz für Sägen? ..................................................................................................... 36
7.2 Sägefeilkluppen ...................................................................................................................... 37
7.3 Feilen und Feilenhefte ............................................................................................................ 38
7.4 Winkellehren ........................................................................................................................... 40
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 3
7.4.1 Winkellehre für LS- Bezahnungen ...................................................................................... 40
7.4.2 Winkellehren für QS- Bezahnungen ................................................................................... 42
7.4.3 Eine Winkellehre aus Kanada ............................................................................................. 42
7.5 Schränkzangen ....................................................................................................................... 43
7.6 Sehhilfen und Messgeräte ...................................................................................................... 43
7.7 Steine zum Blankmachen und Abziehen ................................................................................ 44
8 Noch Fragen? (FAQ’s) .................................................................................................................. 45
8.1 Wie steigt man am besten ein? .............................................................................................. 45
8.2 Woran erkennt man, dass eine Säge stumpf ist? ................................................................... 45
8.3 Kann man Handsägen nicht mit Automaten schärfen? ........................................................... 46
8.4 Wie lassen sich die Geometriedaten einer Bezahnung ermitteln? .......................................... 46
8.5 Wo findet man einen Schärfdienst für Handsägen? ............................................................... 47
8.6 Können handgefeilte Westsägen mit japanischen Wechselblattsägen mithalten? ................. 47
8.7 Das geht doch auch einfacher, oder? ..................................................................................... 47
8.8 „Slope“? .................................................................................................................................. 48
8.9 Sollten Sägen eine Starthilfe haben? ..................................................................................... 48
8.10 Alte Sägen aufarbeiten – lohnt sich das überhaupt? .............................................................. 49
8.11 Unterschiedliche Sägen für Längs- und Querschnitte – muss das sein? ................................ 50
8.12 Buch führen über Sägen? ....................................................................................................... 50
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 4
1 Einleitung Handwerkzeuge, Handsägen und das Schärfen Wer heutzutage und hierzulande für Tischler-/Schreinerarbeiten traditionelle Handwerkzeuge (Stechei-sen, Hobel, Ziehklingen, Handsägen) einsetzt, ist sicher weder arm noch rückständig, sondern privile-giert, und weiß, was gut ist.
Die Arbeit mit diesen Werkzeugen ist eine außerordentlich schöne, befriedigende und überdies nützli-che Tätigkeit. Wer es kann, kann mit ihnen
Werkstücke schaffen, die optisch und haptisch schöner sind als von Maschinen angefertigte.
erstaunlich präzise arbeiten und – soweit Geschick und Ehrgeiz reichen – die fast unendlichen Mög-lichkeiten und Varianten einer über viele Jahrhunderte entwickelten Handwerkskunst erproben und anwenden
auch in einer kleinen Werkstatt und mit einer überschaubaren Werkzeugausstattung anspruchsvolle Projekte verwirklichen.
Wer es noch nicht kann aber können möchte, muss lernen und üben. Aber von Anfang an kann er sich an den vorteilhaften Eigenschaften der Handwerkzeuge freuen:
Ihr Gebrauch belästigt Holzwerker und Umgebung viel weniger mit Lärm und Staub als der Einsatz von Maschinen
Es ist fast unmöglich, sich an ihnen unabsichtlich ernsthaft zu verletzen.
Sie sind Musterbeispiele überzeugender Nachhaltigkeit: kein Energieverbrauch, kein Verbrauchs-material, recyclingfähig, fast unendliche Gebrauchsdauer....
Trotz alledem sind sie bekanntlich in den vergangenen Jahrzehnten von Elektrowerkzeugen und Ma-schinen weitgehend verdrängt worden. Im gewerblichen Bereich ist nachvollziehbar, warum: Maschi-neneinsatz spart – wenn auch oft wohl nur vordergründig - Zeit und damit Kosten, außerdem werden statt Massivholz zunehmend Plattenwerkstoffe eingesetzt für deren Bearbeitung Handwerkzeuge weni-ger gut oder gar nicht geeignet sind. Solchen wirtschaftlichen und technischen Zwängen unterliegen Amateur-Holzwerker eigentlich nicht. Aber auch von ihnen arbeiten die meisten motorisiert, wo immer das möglich ist. Kein Wunder - sie wissen nicht mehr aus eigener Anschauung oder gar Erfahrung, wie man mit Handwerkzeugen arbeitet. Außerdem könnten sie die auch gar nicht schärfen.
Das Schärfen gehört aber dazu. Hobel, Stecheisen und Ziehklingen müssen meist schon geschärft werden, bevor überhaupt der erste Span abgenommen wird, und dann im Gebrauch regelmäßig.
Sägen bleiben deutlich länger brauchbar scharf als die anderen Schneidwerkzeuge. In entsprechend größeren Zeitabständen mussten aber auch sie geschärft werden. Mussten – solange es die japani-schen Wechselblattsägen noch nicht gab
2. Die sind, wenn man sie kauft, perfekt geschärft und so sä-
gen sie auch. Und wenn sie stumpf geworden sind, wird einfach das alte Blatt gegen ein fabrikneues getauscht. Mit diesem Komfort und hoher Qualität bei günstigen Einstiegspreisen haben die auf Zug arbeitenden „Japansägen“ den Markt erobert
3. Ihre maschinell geschliffenen Blätter haben gehärtete
Zahnspitzen4 für lange Standzeit
5, ein Nachschärfen ist nicht vorgesehen und auch kaum möglich.
Bei den westlichen Sägen, die auf Schub arbeiten, sind Wechselblattsysteme mit hochwertigen Blät-
tern nur vereinzelt zu finden. Es gibt japanische Wechselblätter hoher Qualität für westliche Gestellsä-gen
6. Und einige Fuchsschwänze mit Wechselblättern, aber die sind eher für gröbere Arbeiten auf dem
Bau gedacht. Westliche Rückensägen mit Wechselblättern gibt es meines Wissens nicht.
Wer mit den am Markt verfügbaren Wechselblattsägen nicht arbeiten kann oder will, bleibt bei den Sä-gen mit nicht wechselbaren („fixen“) Blättern. Die muss man, wenn sie stumpf sind, schärfen. Oder wegwerfen.
Für Auf-Zug-Säger gibt es die traditionellen Japansägen. Auch sie kommen in perfekt geschärftem Zu-stand – und ohne Zahnspitzenhärtung. Darum sind sie nachschärfbar. Im Prinzip. Aber ihre Zahngeo-metrie ist schwierig, die Zahnteilung oft sehr fein und die Blätter sehr dünn - das ist etwas für Spezialis-ten und besonders Ambitionierte; ich habe es nie versucht. Vermutlich werden die meisten dieser schö-nen Sägen benutzt bis sie stumpf sind, und das war es dann.
2Es gab sie nicht immer. Mir begegneten sie zum ersten Mal in den 90er Jahren.
3 mir vorgelegte Zahlen eines großen Händlers zeigen, dass, was Stückzahlen angeht, die japanischen
Wechselblattsägen eindeutig den Markt für Handsägen hoher Qualität dominieren. 4 Diese „Laserhärtung“ ist nicht sichtbar, die Zähne sind nicht dunkel angelaufen. Aber hart sind sie.
5 „Standzeit“ = Benutzungsdauer bis die Säge stumpf ist.
6 Die Original- Ersatzblätter für deutsche Gestellsägen sind keine Wechselblätter: Weder sind sie in
wirklich hoher Qualität geschärft noch haben sie besonders hohe Standzeit durch Zahnspitzenhärtung. Diese Blätter können und wollen vom Benutzer geschärft werden!
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 5
Für alle, die auf Schub sägen wollen, gibt es westliche Sägen in sehr unterschiedlicher Qualität:
Die typischen Baumarktsägen aus industrieller Produktion haben Griffe aus buntem Plastik, manchmal auch hässliche aus Holz. Ihre Blätter sind oft dunkel beschichtet, wie Bratpfannen. Die Zähne der schlechtesten sind nur gestanzt. Damit zu sägen zu müssen, wünsche ich fast niemandem. Die etwas besseren haben grob geschliffene Bezahnungen, oft mit einer Zahngeometrie wie Japansägen, aber nicht in deren Qualität. Häufig sind die Zähne induktiv gehärtet (dunkel angelaufen). Sägen dieser Qua-lität sind als Wegwerfprodukte gedacht, sie nachzuschärfen, kann aber möglich sein
7.
Traditionelle westlichen Sägen, bis in die Mitte des 20. Jahrhunderts unverzichtbare Werkzeuge euro-päischer und amerikanischer Holzhandwerker, haben fast immer hölzerne Griffe, mit zumindestens halbwegs ergonomischer Formgebung. Ihre Blätter sind „durchgehärtet“
8, also feilbar. Sie wurden früher
von ihren Benutzern ganz selbstverständlich auch geschärft, die Schärfe ab Hersteller war darum nicht wichtig. Solche Sägen werden, teilweise unter bekannten alten Markennamen, bis heute angeboten. Aber die Kundschaft hat sich geändert: Die meisten Holzwerker, die heute bei Tischlerarbeiten Handsä-gen benutzen, können (und wollen!) die gar nicht schärfen. Von westlichen Sägen erwarten sie, was bei den japanischen selbstverständlich ist: hohe Qualität und perfekte Funktion schon im Kaufzustand.
Es gibt neue Hersteller9, die genau das anbieten: Sägen westlichen Typs, mit durchgehärteten Blättern
und perfekt geschärft. Erhältlich bei Händlern, die sich auf Handwerkzeuge für anspruchsvolle Anwen-der spezialisiert haben, oder bei den Herstellern selbst. Eine kanadische Firma setzt auf moderne Kon-struktion, eigenständiges Design und maschinengeschliffene Blätter aus Japan. Meist orientiert sich aber das Design dieser Sägen an englischen und amerikanischen Vorbildern des 19. oder frühen 20. Jahrhunderts. Die Bezahnungen sind dann handgefeilt oder von Hand gefinished
10, und für perfekte Er-
gonomie und Optik wird oft sehr viel Aufwand getrieben – das hat natürlich seinen Preis.
Eine hochwertige Säge hält ihre Schärfe besonders lange, aber wenn man sie benutzt, ist sie am Ende so stumpf wie jede andere. Und wenn sie weder Wechselblätter hat noch einen Vorwand bietet, sie ein-fach wegzuwerfen (unschärfbar ist sie nicht, und billig war sie nicht), dann muss sie geschärft werden.
Was, wenn der Benutzer das nicht kann oder will? Einige Edel- Hersteller bieten ein Nachschärfen von ihnen gefertigter Sägen an – gut gemeint aber umständlich und langwierig, und denen, die sich weniger kostspielig ausgerüstet haben, hilft es nicht. Ein Schärfdienst für Handsägen? Fehlanzeige
11. Letztlich
kommt, wer hochwertige nachschärfbare Sägen benutzen will, nicht daran vorbei, sie tatsächlich selbst zu schärfen. Wer das nicht kann, kann es lernen. Westliche Sägen sind da zum Glück viel entgegen-kommender als japanische: In die Zahnlücken ihrer einfachen Dreieckszähne passt eine Dreikantfeile genau hinein. Außerdem sind meist ihre Blätter etwas dicker, die Zahnteilungen nicht so extrem fein.
Das Schärfen von Handsägen ist Handarbeit, ohne Maschinenhilfe12
. Es erfordert mehr Hintergrundwis-sen als das Schärfen einfacher Schneidwerkzeuge wie Stecheisen, aber der Schärfvorgang selbst ist, wenn man ihn erst einmal verstanden hat, eigentlich nicht schwierig. Und der Einstieg lohnt sich. Wer seine Handsägen selbst schärft, kann sie nicht nur in gutem Zustand halten, sondern auch für die eige-ne Arbeitsweise optimieren. Außerdem hat er ganz andere Möglichkeiten, sich mit weiteren Sägen aus-zustatten: Einerseits durch Herrichten alter Sägen, die es zahlreich auch in guter und sehr guter Quali-tät gibt. Und andererseits durch den Eigenbau von Sägen.
Von den Wechselblattsägen zur Schärfanleitung Ich selbst (Jahrgang 1947, Maschinenbauingenieur und Dozent, pensioniert) werkele seit meiner Kind-heit mit Holz. Anfangs ausschließlich mit Handwerkzeugen, damals gab es für Amateure gar nichts An-deres. Meine Sägen benutzte ich nicht gern, dass sie einfach stumpf waren, war mir nicht klar. Sobald ich über die ersten (aus heutiger Sicht: schrecklich schlechten) Maschinen verfügte, sägte ich mit de-nen, das ging doch viel besser! Aber irgendwann in den 90ern ließ ein Freund mich seine japanische Wechselblatt-Dozuki benutzen. Unglaublich! So mühelos, so schnell, so glatte Schnitte! Ich tat meine Westsägen allesamt in den Schrott, kaufte mir Wechselblattsägen und sägte fortan mit großer Begeiste-rung japanisch. Nun wagte ich mich auch an feine Sägearbeiten wie Zinkenverbindungen heran. Einige Jahre und etliche Wechselblätter später musste ich mir aber eingestehen, dass für mich die Wechsel-blattsägen mit ihren dünnen, elastischen Blättern doch nicht ideal waren. Was mich besonders ärgerte: Beim Sägen größerer Querschnitte in Hartholz – beispielsweise für Zapfenverbindungen – hatte ich immer wieder Probleme, weil die Schnittfugen nicht plan blieben. Außerdem gefiel es mir nicht, Blätter wegzuwerfen nur weil sie stumpf waren.
7 s. Kap. 8.1
8 „durchgehärtet“ bedeutet: Das ganze Blatt hat die gleiche mäßige Härte, so wie z. B. Federstahl.
9 Manche benutzen alte Markenbezeichnungen. Überwiegend sind es kleine oder ganz kleine Betriebe.
10 Es gibt Bezahnungen, die in reiner Handarbeit gemacht werden; andere die wohl fast fertig von der
Maschine kommen und nur noch ein wenig von Hand nachgestreichelt werden; und alles dazwischen. 11
Ja, das gab es mal, aber…..s. Kap. 8.5 12
Maschinen zum Schärfen von Handsägen: s. Kap. 8.3

Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 6
2005 fing ich dann doch noch an, mich mit dem Schärfen von Handsägen zu beschäftigen. Die erste Erkenntnis war, dass es keine brauchbare deutschsprachige Anleitung zum Sägenschärfen gab. Alle zeitgemäßen und fundierten Veröffentlichungen zum Thema, die ich finden konnte, waren im Internet und auf Englisch. Pete Taran mit seiner Anleitung
13 wurde mein wichtigster Lehrer. 2006 baute ich mir
eine hölzerne Feilkluppe und schärfte die erste Säge, eine Disston D8. Sie war die erste scharfe West-säge, die ich je benutzte, und sie änderte mein Holzwerkerdasein. Ich rüstete mich komplett mit nach-schärfbaren Handsägen aus. Das waren in der Mehrzahl alte Schätzchen, die ich erst einmal herrichte-te. Meine Japansägen wurden – nein, nicht verschrottet, sondern verschenkt, bis auf eine Azebiki.
Bild 1: Was ich schärfe
Beispiele, von rechts:
- Spannsäge, Eigenbau
- Disston D8 (die erste selbstgeschärfte)
- kleiner Fuchsschwanz
- Rückensäge, Eigenbau
- Zinkensäge (Disston)
- kleine Feinsäge
Sorgen bereitete mir aber, dass es offenbar hierzulande nur noch sehr wenige Holzwerker gab, die tat-sächlich ihre Handsägen schärften, und darum möglicherweise das Ende der Versorgung mit notwendi-gen Hilfsmitteln wie Sägefeilen und Schränkzangen schon nahe war
14. Darum machte ich mich, obwohl
damals selbst noch Anfänger, 2007 an das Verfassen einer deutschsprachigen Anleitung zum Sägen-schärfen. Dabei traten unerwartete Probleme auf: Die im Bereich Handsägen übliche, überwiegend handwerklich geprägte deutsche Fachterminologie ist sehr unpräzise – für eine schriftliche Anleitung ganz schlecht. Und einige wichtige Fachbegriffe, die in der absolut vorherrschenden englischsprachigen Literatur benutzt werden (insbesondere „rake“ und „fleam“), haben im Deutschen überhaupt keine ge-bräuchliche Entsprechung. Ich entschied mich dafür, Begriffe und Definitionen festzulegen die weitge-hend mit den im Englischen gebräuchlichen kompatibel sind. Bei der aktuellen Überarbeitung der Schärfanleitung (2016) sind ein paar dazu gekommen.
Die neue Schärfanleitung ist schon deshalb besser, weil ich inzwischen einfach mehr Erfahrung habe. Und sie zeigt, wie ich jetzt schärfe, nämlich deutlich anders als vor neun Jahren. Wichtigste Änderung: Die von mir 2007 beschriebene, damals von meinen amerikanischen Vorbildern übernommene Metho-de, jede zweite Zahnlücke auszufeilen und dann nach Umdrehen der Säge die ausgelassenen, wende ich nicht mehr an. Stattdessen feile ich jetzt die Sägen von einer Seite. Das ist einfacher, schneller - und die Ergebnisse sind besser. So eindeutig hat man es selten.
Natürlich habe ich überlegt, ob es sinnvoll ist, nach 9 Jahren noch einmal eine neue, aufwändige schrift-liche Anleitung zu verfassen. Schließlich gibt es inzwischen zahlreiche Filmchen und Filme, in denen Holzwerker
15 demonstrieren, wie sie ihre Sägen feilen und dazu Erläuterungen geben. Ich finde solche
Filme sehr sinnvoll, weil sie deutlich machen, dass Sägenschärfen kein Hexenwerk ist. Aber ihr Infor-mationsgehalt ist eher dünn.
Die Funktion einer Säge hängt von vielen Dingen und Details ab. Je mehr der Schärfer darüber weiß, desto besser kann die Gebrauchsqualität der von ihm geschärften Sägen sein. Und desto besser kann er sie an die Bedürfnisse ihres Benutzers anpassen. Er sollte auch, um beim Schärfen und beim Her-richten von Sägen gute Ergebnisse mit nicht allzu großem Aufwand zu erzielen, mehr als nur die aller-einfachsten Kenntnisse von Arbeitstechniken und Hilfsmitteln haben. Dieses spezielle Fachwissen kann das Medium Film aber nicht gut vermitteln und präsentieren und schon gar nicht für jederzeitigen geziel-ten Zugriff bereitstellen.
Meine Empfehlung: Gern Filme ansehen. Aber außerdem vor dem Schärfen erst mal weiterführende In-formationen sammeln, beispielsweise durch das Lesen dieser Anleitung. Soviel Zeit muss sein. Ich ha-be mich um Anschaulichkeit und sogar ein bisschen Unterhaltsamkeit bemüht. Willkommen!
13
Es gibt sie noch (auch wenn ich Tarans Namen darin nicht mehr finden kann): http://www.vintagesaws.com/library/primer/sharp.html 14
Heute (2016) hat offenbar das Interesse an schärfbaren Sägen und am Sägenschärfen wieder zuge-nommen. Anscheinend hat es das Internet geschafft, aus einzelnen Unentwegten eine kritische Masse von Aktiven und Interessierten, die sich gegenseitig motivieren, zusammenzubringen. Schön! 15
Immer Männer. Grübel…
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 7
2 Sägen und ihre Zähne
2.1 Wie Sägen schneiden
Das Blatt einer Säge ist mit spitzen Zähnen bezahnt. Sie trennen Holz, indem sie eine schmale Nut, die
Schnittfuge, ausspanen, und zwar in beliebige Richtung (im Gegensatz zum Spalten). Damit sie sauber, leicht und schnell schneiden, müssen die Zähne wirklich scharf sein. Bild 2 entstand vor 150 Jahren
und zeigt Max und Moritz mit ihrer Säge. Zeichner Wilhelm Busch hat das Werkzeug mit aller künstleri-schen Freiheit dargestellt, aber die Zähne sehen scharf aus und die Sägespäne wurden nicht verges-sen.
Bild 2: Eine Handsäge im Einsatz
(W. Busch, 1865)
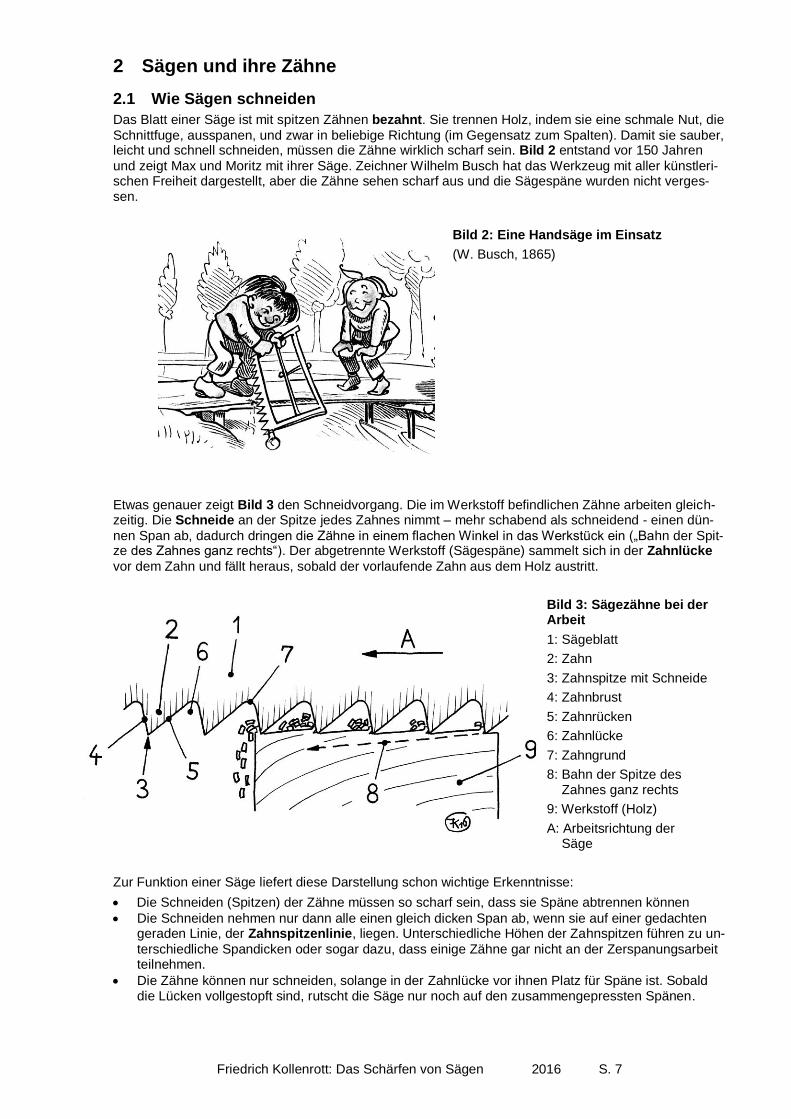
Etwas genauer zeigt Bild 3 den Schneidvorgang. Die im Werkstoff befindlichen Zähne arbeiten gleich-zeitig. Die Schneide an der Spitze jedes Zahnes nimmt – mehr schabend als schneidend - einen dün-
nen Span ab, dadurch dringen die Zähne in einem flachen Winkel in das Werkstück ein („Bahn der Spit-ze des Zahnes ganz rechts“). Der abgetrennte Werkstoff (Sägespäne) sammelt sich in der Zahnlücke
vor dem Zahn und fällt heraus, sobald der vorlaufende Zahn aus dem Holz austritt.
Bild 3: Sägezähne bei der Arbeit
1: Sägeblatt
2: Zahn
3: Zahnspitze mit Schneide
4: Zahnbrust
5: Zahnrücken
6: Zahnlücke
7: Zahngrund
8: Bahn der Spitze des Zahnes ganz rechts
9: Werkstoff (Holz)
A: Arbeitsrichtung der Säge
Zur Funktion einer Säge liefert diese Darstellung schon wichtige Erkenntnisse:
Die Schneiden (Spitzen) der Zähne müssen so scharf sein, dass sie Späne abtrennen können
Die Schneiden nehmen nur dann alle einen gleich dicken Span ab, wenn sie auf einer gedachten geraden Linie, der Zahnspitzenlinie, liegen. Unterschiedliche Höhen der Zahnspitzen führen zu un-
terschiedliche Spandicken oder sogar dazu, dass einige Zähne gar nicht an der Zerspanungsarbeit teilnehmen.
Die Zähne können nur schneiden, solange in der Zahnlücke vor ihnen Platz für Späne ist. Sobald die Lücken vollgestopft sind, rutscht die Säge nur noch auf den zusammengepressten Spänen.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 8
Die Zähne sind das, was stehen bleibt, wenn mit einem geeigneten Werkzeug (Stanze, Schleifscheibe, Feile) aus dem Sägeblatt die Zahnlücken herausgearbeitet werden. Während die Zahnspitzen scharf sein müssen, ist der Zahngrund meist etwas ausgerundet.
Die Bezahnung der meisten Sägen hat eine bevorzugte Arbeitsrichtung (in Bild 3: nach links), in der
die Zähne aggressiv schneiden und der Kraftbedarf groß ist. Der Zug zurück braucht viel geringerer Kraft, und es wird nur wenig zerspant. Hauptursache ist die Asymmetrie der Zähne: Die in Arbeitsrich-tung am Zahn vorn liegende Zahnbrust steht steiler als der Zahnrücken.
Bei westlichen Sägen ist der Griff (bezogen auf die Arbeitsrichtung) hinten an der Säge angebracht. Der Säger schiebt das Blatt also, man sagt: Die Säge arbeitet auf Schub. Japanische Sägen haben den Griff in Arbeitsrichtung vorn, die Säge wird gezogen, sie arbeitet auf Zug.
2.2 Längsschnitt (LS) und Querschnitt (QS)
Eine Besonderheit des Sägens ist in Bild 3 nicht dargestellt: Wie schmal die Schnittfuge ist. Für die Sä-ge bedeutet es, dass sie den schmalen Span nicht nur am Grund der Fuge abtrennen muss, sondern auch an ihrer Seite; Letzteres ist die schwierigere Aufgabe.
Von großer Bedeutung ist die Struktur des Holzes mit seinen parallelen Fasern. In Richtung der Fasern lässt es sich durch seine Spaltbarkeit sehr leicht trennen, quer zu ihnen viel mühsamer und dann am besten noch mit einer scharfen Schneide.
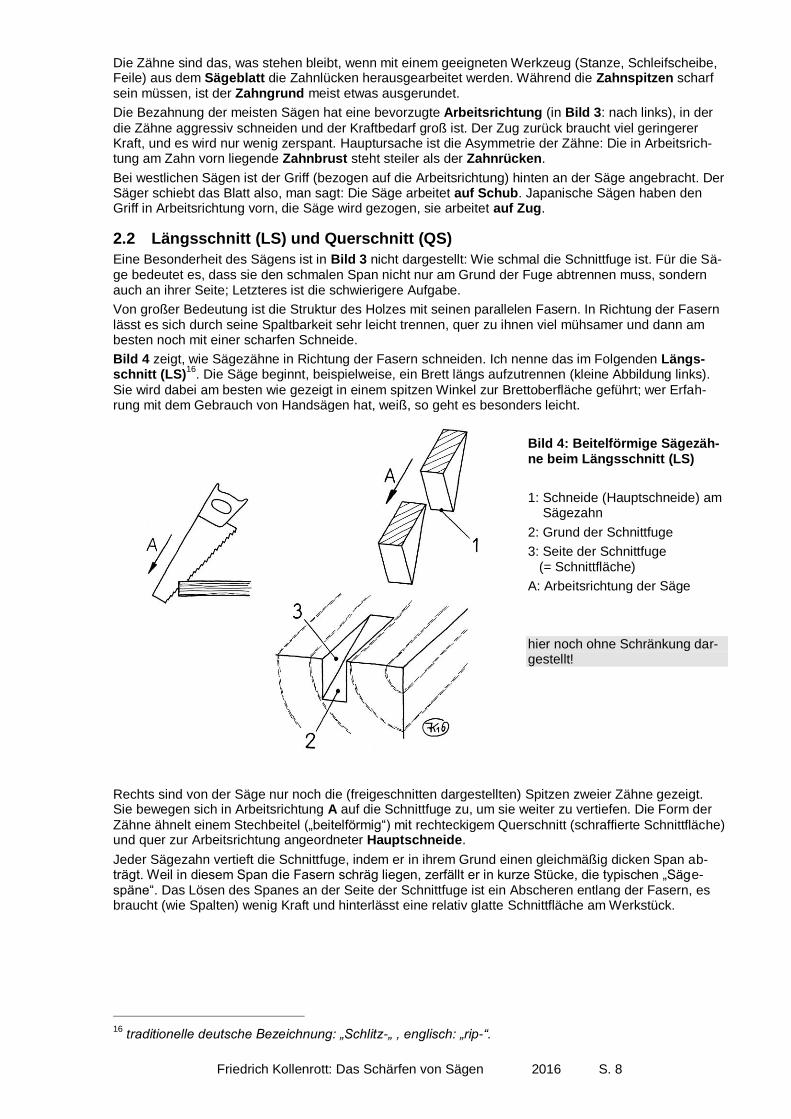
Bild 4 zeigt, wie Sägezähne in Richtung der Fasern schneiden. Ich nenne das im Folgenden Längs-schnitt (LS)
16. Die Säge beginnt, beispielweise, ein Brett längs aufzutrennen (kleine Abbildung links).
Sie wird dabei am besten wie gezeigt in einem spitzen Winkel zur Brettoberfläche geführt; wer Erfah-rung mit dem Gebrauch von Handsägen hat, weiß, so geht es besonders leicht.
Bild 4: Beitelförmige Sägezäh-ne beim Längsschnitt (LS)
1: Schneide (Hauptschneide) am Sägezahn
2: Grund der Schnittfuge
3: Seite der Schnittfuge (= Schnittfläche)
A: Arbeitsrichtung der Säge
hier noch ohne Schränkung dar-gestellt!
Rechts sind von der Säge nur noch die (freigeschnitten dargestellten) Spitzen zweier Zähne gezeigt. Sie bewegen sich in Arbeitsrichtung A auf die Schnittfuge zu, um sie weiter zu vertiefen. Die Form der
Zähne ähnelt einem Stechbeitel („beitelförmig“) mit rechteckigem Querschnitt (schraffierte Schnittfläche) und quer zur Arbeitsrichtung angeordneter Hauptschneide.
Jeder Sägezahn vertieft die Schnittfuge, indem er in ihrem Grund einen gleichmäßig dicken Span ab-trägt. Weil in diesem Span die Fasern schräg liegen, zerfällt er in kurze Stücke, die typischen „Säge-späne“. Das Lösen des Spanes an der Seite der Schnittfuge ist ein Abscheren entlang der Fasern, es braucht (wie Spalten) wenig Kraft und hinterlässt eine relativ glatte Schnittfläche am Werkstück.
16
traditionelle deutsche Bezeichnung: „Schlitz-„ , englisch: „rip-“.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 9
Viel widerspenstiger verhält sich das Holz, wenn man mit solchen beitelförmigen Schneiden quer zur Faser sägt. Ich nenne das im Folgenden Querschnitt (QS)
17. Das Lösen des Spanes an der Seite der
Schnittfuge funktioniert nicht mehr. Die Fasern müssten durchschnitten werden, das können Zähne wie in Bild 4 aber nicht, weil sie seitlich keine Schneiden sondern nur rechtwinklige Kanten haben Damit
können sie die Holzfasern nicht durchschnitten, sondern nur zerreissen. Darum wird die Schnittfläche rau, und wo die Zähne aus dem Holz austreten gibt es hässliche Ausrisse.
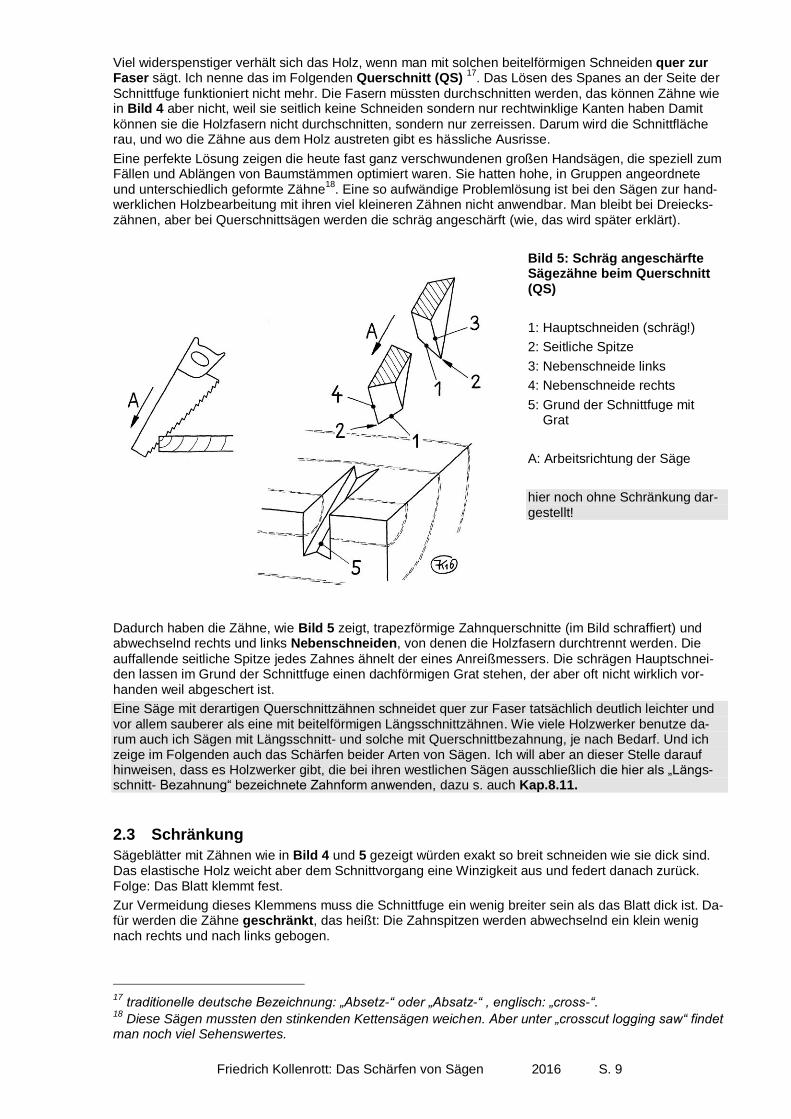
Eine perfekte Lösung zeigen die heute fast ganz verschwundenen großen Handsägen, die speziell zum Fällen und Ablängen von Baumstämmen optimiert waren. Sie hatten hohe, in Gruppen angeordnete und unterschiedlich geformte Zähne
18. Eine so aufwändige Problemlösung ist bei den Sägen zur hand-
werklichen Holzbearbeitung mit ihren viel kleineren Zähnen nicht anwendbar. Man bleibt bei Dreiecks-zähnen, aber bei Querschnittsägen werden die schräg angeschärft (wie, das wird später erklärt).
Bild 5: Schräg angeschärfte Sägezähne beim Querschnitt (QS)
1: Hauptschneiden (schräg!)
2: Seitliche Spitze
3: Nebenschneide links
4: Nebenschneide rechts
5: Grund der Schnittfuge mit Grat
A: Arbeitsrichtung der Säge
hier noch ohne Schränkung dar-gestellt!
Dadurch haben die Zähne, wie Bild 5 zeigt, trapezförmige Zahnquerschnitte (im Bild schraffiert) und abwechselnd rechts und links Nebenschneiden, von denen die Holzfasern durchtrennt werden. Die
auffallende seitliche Spitze jedes Zahnes ähnelt der eines Anreißmessers. Die schrägen Hauptschnei-den lassen im Grund der Schnittfuge einen dachförmigen Grat stehen, der aber oft nicht wirklich vor-handen weil abgeschert ist.
Eine Säge mit derartigen Querschnittzähnen schneidet quer zur Faser tatsächlich deutlich leichter und vor allem sauberer als eine mit beitelförmigen Längsschnittzähnen. Wie viele Holzwerker benutze da-rum auch ich Sägen mit Längsschnitt- und solche mit Querschnittbezahnung, je nach Bedarf. Und ich zeige im Folgenden auch das Schärfen beider Arten von Sägen. Ich will aber an dieser Stelle darauf hinweisen, dass es Holzwerker gibt, die bei ihren westlichen Sägen ausschließlich die hier als „Längs-schnitt- Bezahnung“ bezeichnete Zahnform anwenden, dazu s. auch Kap.8.11.
2.3 Schränkung
Sägeblätter mit Zähnen wie in Bild 4 und 5 gezeigt würden exakt so breit schneiden wie sie dick sind. Das elastische Holz weicht aber dem Schnittvorgang eine Winzigkeit aus und federt danach zurück. Folge: Das Blatt klemmt fest.
Zur Vermeidung dieses Klemmens muss die Schnittfuge ein wenig breiter sein als das Blatt dick ist. Da-für werden die Zähne geschränkt, das heißt: Die Zahnspitzen werden abwechselnd ein klein wenig nach rechts und nach links gebogen.
17
traditionelle deutsche Bezeichnung: „Absetz-“ oder „Absatz-“ , englisch: „cross-“. 18
Diese Sägen mussten den stinkenden Kettensägen weichen. Aber unter „crosscut logging saw“ findet man noch viel Sehenswertes.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 10
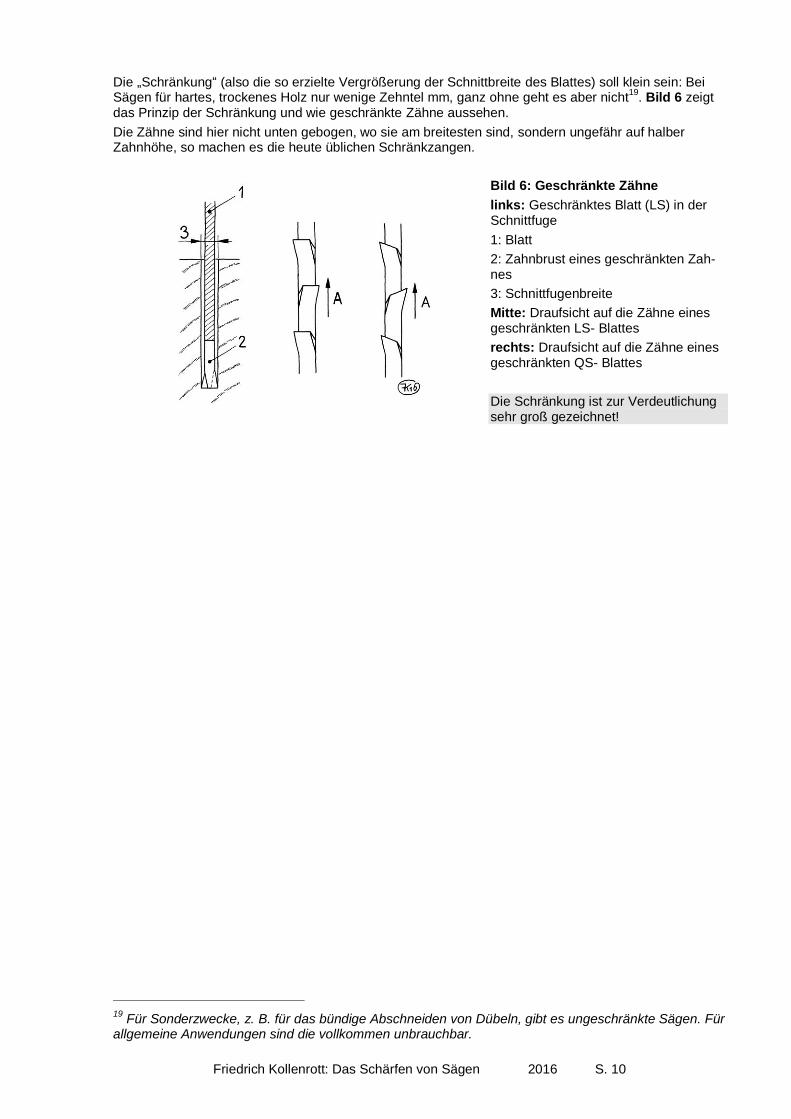
Die „Schränkung“ (also die so erzielte Vergrößerung der Schnittbreite des Blattes) soll klein sein: Bei Sägen für hartes, trockenes Holz nur wenige Zehntel mm, ganz ohne geht es aber nicht
19. Bild 6 zeigt
das Prinzip der Schränkung und wie geschränkte Zähne aussehen.
Die Zähne sind hier nicht unten gebogen, wo sie am breitesten sind, sondern ungefähr auf halber Zahnhöhe, so machen es die heute üblichen Schränkzangen.
Bild 6: Geschränkte Zähne
links: Geschränktes Blatt (LS) in der Schnittfuge
1: Blatt
2: Zahnbrust eines geschränkten Zah-nes
3: Schnittfugenbreite
Mitte: Draufsicht auf die Zähne eines geschränkten LS- Blattes
rechts: Draufsicht auf die Zähne eines geschränkten QS- Blattes
Die Schränkung ist zur Verdeutlichung sehr groß gezeichnet!
19
Für Sonderzwecke, z. B. für das bündige Abschneiden von Dübeln, gibt es ungeschränkte Sägen. Für allgemeine Anwendungen sind die vollkommen unbrauchbar.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 11
3 Geometrie der Bezahnung westlicher Sägen
3.1 Bezahnung für Längsschnitte („LS“, in Faserrichtung)
Zahnteilung und Neigung: Ein wichtiges Merkmal von Sägen ist ihre Zahnteilung
20, das ist der Abstand von Zahnspitze zu Zahn-
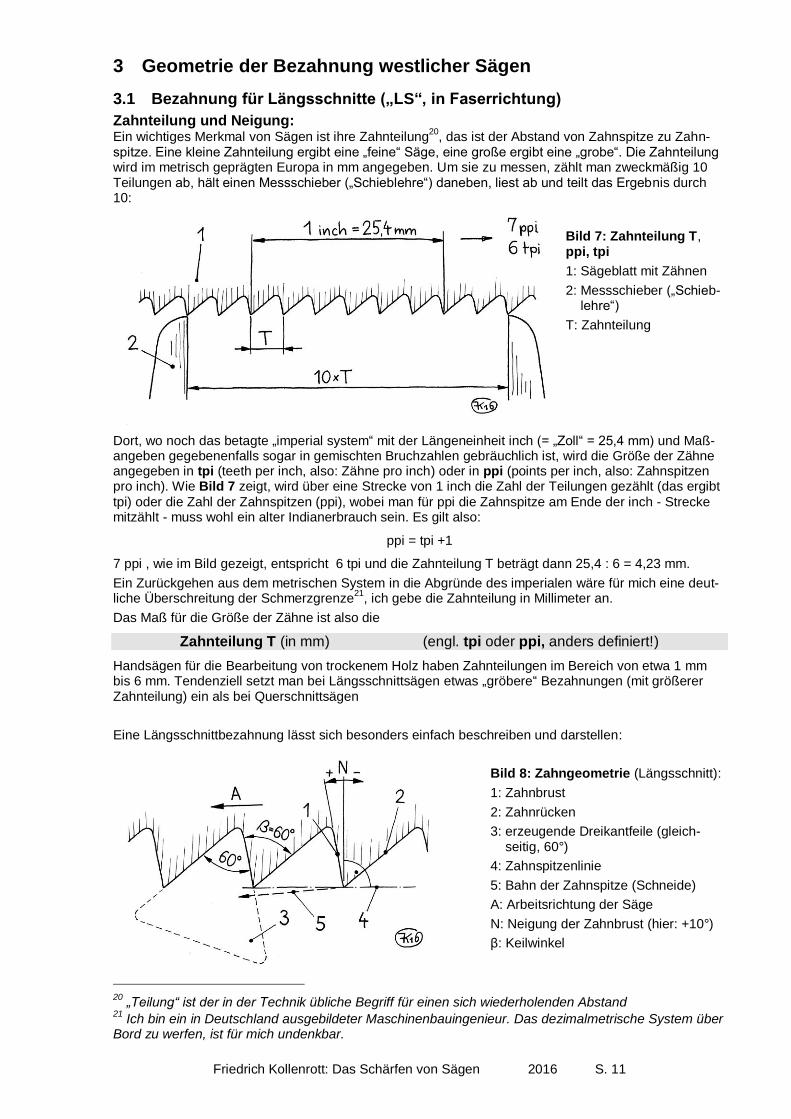
spitze. Eine kleine Zahnteilung ergibt eine „feine“ Säge, eine große ergibt eine „grobe“. Die Zahnteilung wird im metrisch geprägten Europa in mm angegeben. Um sie zu messen, zählt man zweckmäßig 10 Teilungen ab, hält einen Messschieber („Schieblehre“) daneben, liest ab und teilt das Ergebnis durch 10:
Bild 7: Zahnteilung T, ppi, tpi
1: Sägeblatt mit Zähnen
2: Messschieber („Schieb- lehre“)
T: Zahnteilung
Dort, wo noch das betagte „imperial system“ mit der Längeneinheit inch (= „Zoll“ = 25,4 mm) und Maß-angeben gegebenenfalls sogar in gemischten Bruchzahlen gebräuchlich ist, wird die Größe der Zähne angegeben in tpi (teeth per inch, also: Zähne pro inch) oder in ppi (points per inch, also: Zahnspitzen pro inch). Wie Bild 7 zeigt, wird über eine Strecke von 1 inch die Zahl der Teilungen gezählt (das ergibt
tpi) oder die Zahl der Zahnspitzen (ppi), wobei man für ppi die Zahnspitze am Ende der inch - Strecke mitzählt - muss wohl ein alter Indianerbrauch sein. Es gilt also:
ppi = tpi +1
7 ppi , wie im Bild gezeigt, entspricht 6 tpi und die Zahnteilung T beträgt dann 25,4 : 6 = 4,23 mm.
Ein Zurückgehen aus dem metrischen System in die Abgründe des imperialen wäre für mich eine deut-liche Überschreitung der Schmerzgrenze
21, ich gebe die Zahnteilung in Millimeter an.
Das Maß für die Größe der Zähne ist also die
Zahnteilung T (in mm) (engl. tpi oder ppi, anders definiert!)
Handsägen für die Bearbeitung von trockenem Holz haben Zahnteilungen im Bereich von etwa 1 mm bis 6 mm. Tendenziell setzt man bei Längsschnittsägen etwas „gröbere“ Bezahnungen (mit größerer Zahnteilung) ein als bei Querschnittsägen
Eine Längsschnittbezahnung lässt sich besonders einfach beschreiben und darstellen:
Bild 8: Zahngeometrie (Längsschnitt):
1: Zahnbrust
2: Zahnrücken
3: erzeugende Dreikantfeile (gleich- seitig, 60°)
4: Zahnspitzenlinie
5: Bahn der Zahnspitze (Schneide)
A: Arbeitsrichtung der Säge
N: Neigung der Zahnbrust (hier: +10°)
β: Keilwinkel
20
„Teilung“ ist der in der Technik übliche Begriff für einen sich wiederholenden Abstand 21
Ich bin ein in Deutschland ausgebildeter Maschinenbauingenieur. Das dezimalmetrische System über Bord zu werfen, ist für mich undenkbar.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 12
Die Geometrie ist wesentlich durch das Schärfwerkzeug vorgegeben. Das ist hier immer eine Dreikant-feile mit 60°- Profil
22, mit der man beide Seiten der Zahnlücke gleichzeitig ausfeilt. Die Feile passt also
genau in die Zahnlücke und deren Winkel beträgt darum immer 60°. Zahnrücken und Zahnbrust aller Zähne sind jeweils parallel. Also sind der 60°- Zahnlückenwinkel und der Keilwinkel β am Zahn Stufen-winkel im Sinne der Schulgeometrie und gleichgroß.
Die Zähne einer so gefeilten Bezahnung haben darum immer einen Keilwinkel β = 60°!
Die Rundung an der Kante der Dreikantfeile erzeugt eine entsprechende Kontur im Zahngrund.
Der Winkel zwischen Bahn der Zahnspitze (5 in Bild 8) und Zahnspitzenlinie 4 variiert mit der Schärfe
der Säge, der Härte des Holzes usw.23
Wichtig für das Schneidverhalten einer Handsäge ist, wie „steil“ die Zahnbrust steht. Die vorherrschen-de englischsprachige Literatur benutzt den Begriff rake und meint damit den Winkel zwischen der Zahnbrust und einer Senkrechten auf der Zahnspitzenlinie, wobei die positive Richtung dieses Winkels so definiert wird wie in Bild 8 gezeigt. Ich übernehme das
24 und übersetze rake mit Neigung.
Also: Winkellage der Zahnbrust:
Neigung (N) (englisch: rake , identisch definiert)
Die in Bild 8 gezeigten Zähne haben also eine positive Neigung (der Zahnbrust), sie beträgt +10°. Sol-
che unsymmetrischen Zähne mit steiler Zahnbrust ( N kleiner als 30°) werden in Deutschland traditionell als „auf Stoß gefeilt“ bezeichnet. Eine Neigung von nur wenigen Grad oder sogar Null ergibt einen ag-gressiven, schnellen Schnitt. Zähne mit negativer Neigung kommen bei Maschinensägen häufig vor, bei Handsägen für trockenes Holz kaum. Eine Neigung von 30° ergibt symmetrische Zähne, die in beide Richtungen arbeiten, typisch z.B. für Zweimann- Schrotsägen.
Also: Die Grundgeometrie (ohne Schränkung) einer einfachen mit 60°- Feile hergestellten Längsschnitt-bezahnung wird über nur zwei Größen beschrieben:
Zahnteilung T (mm)
Neigung N (°)
Zahngeometrie und Schärfvorgang: Bild 8 zeigt schon klar, wie Zahngeometrie und der Schärfvorgang zusammenhängen: Die Feile muss in einem der Neigung N entsprechenden Winkel gehalten werden.
Beim Schärfen wird die Bezahnung mit den Zahnspitzen nach oben eingespannt, der Neigungswinkel ist entsprechend definiert, das zeigt Bild 9, links. Alles ganz einfach, und zweidimensional eindeutig
darstellbar25
.
Zum Einüben für die im nächsten Kapitel 3.2 behandelte Bezahnung für Querschnitte, die etwas schwieriger zu erläutern ist, wird in Bild 9, rechts, die LS- Bezahnung auch „perspektivisch“, also in schräger Sicht auf das räumliche Gebilde, dargestellt.
22
Es gibt „Feinsägefeilen“ mit deutlich kleinerem Profilwinkel, z. B. 30°. Ich habe trotz Bemühungen niemanden gefunden, der die tatsächlich zum Sägenschärfen benutzt. Einen wirklichen Vorteil sehe ich auch nicht, es scheint mir ein verzichtbares Überbleibsel aus der Vergangenheit zu sein. 23
Das bedeutet, dass die in der Zerspanungstechnik üblichen Bezeichnungen Freiwinkel und Spanwin-kel hier genau genommen gar nicht anwendbar sind, denn sie beziehen sich auf die Bewegungsrich-tung der Schneide, die z. B. bei Drehmaschinen (und Handhobeln!) tatsächlich genau vorgegeben ist. 24
obwohl es so in der heutigen Zerspanungstechnik nicht üblich ist. Und man darf sich nicht darauf ver-lassen: Kürzlich sah ich in einer Publikation der (US-amerikanischen!) Fa. Gramercy Tools eine abwei-chende Definition. Seufz. Also immer vorsichtig sein und lieber einmal mehr nachfragen. 25
„Zweidimensional“ ist eine LS- Bezahnung eigentlich nur, wenn man zur Vereinfachung die Schrän-kung weglässt. An dieser Stelle darf man das, es ändert nichts.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 13
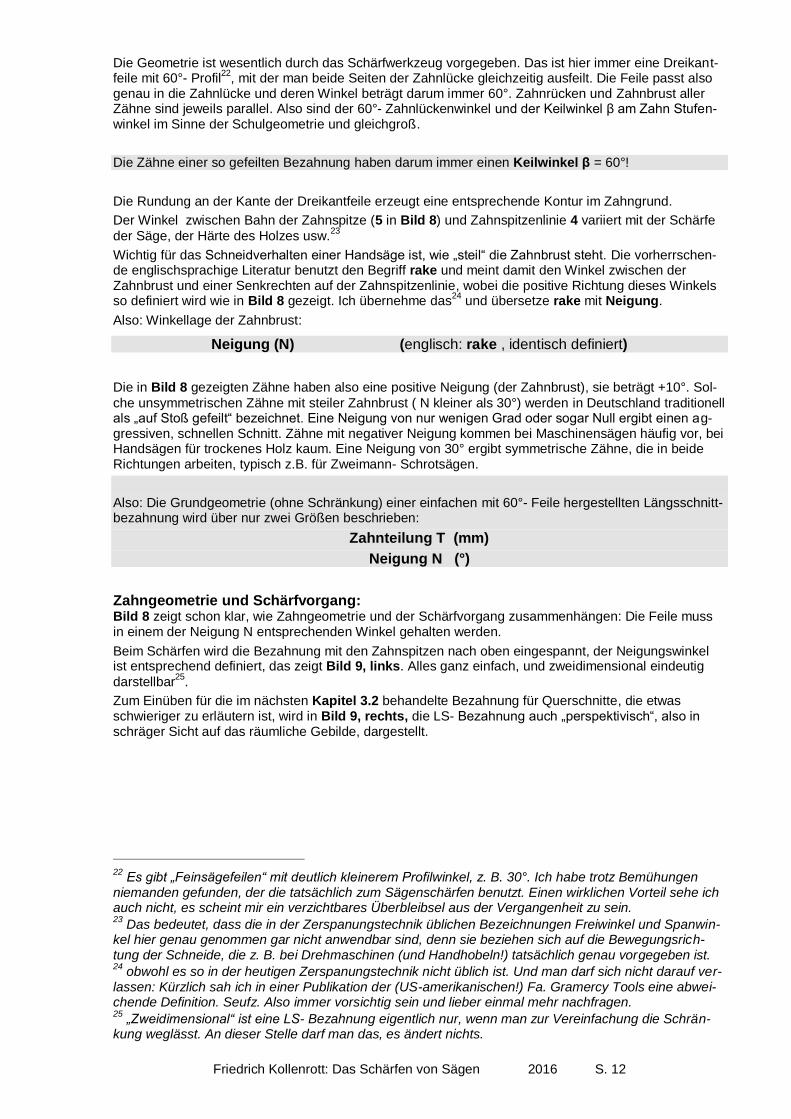
In einer Zahnlücke des Sägeblattes liegt die Dreikantfeile. Es ist sozusagen der Moment, in dem sie ihre Arbeit getan hat, die Zähne sind fertig.
Über Zähne und Feile ist ein rechtwinkliges räumliches Koordinatensystem gelegt. So können Relativ-lagen und Bewegungen eindeutig bezeichnet werden.
Bild 9: Längsschnittbe-zahnung LS
links: Geometrie einer
60°- LS- Bezahnung
rechts: perspektivisch, mit
Feile und Koordinaten, ungeschränkt dargestellt!
1: Zahnspitzenlinie
2: Dreikantfeile, 60°
3: aktive Kante der Feile
4: Feilenfläche, die die Zahnbrust bearbeitet
A: Arbeitsrichtung
N: Neigung
x, y, z: Koordinaten
II: räumlich parallel zu ..
Die waagerechte Zahnspitzenlinie fällt mit der mit der x- Achse zusammen. Quer dazu ist die y- und senkrecht die z- Achse. x- und y- Achse spannen eine waagerechte Ebene auf, das Sägeblatt selbst liegt in der senkrechten x–z- Ebene.
Die aktive Kante der Feile liegt in Richtung der y- Achse und somit lotrecht zur Fläche des Sägeblat-tes. Die schraffierte Fläche 4 der Feile hat die Zahnbrust des Zahnes links von der Feile bearbeitet und
dabei den Winkel, in dem sie gehalten wurde, auf den Zahn übertragen.
Zur Erzeugung eines Zahnes mit der Neigung N wird also die Feile um ihre Längsachse so gedreht, dass die Fläche der Feile, von der die Zahnbrust bearbeitet wird, um den Winkel N gegenüber der z- Achse (senkrecht) geneigt ist. So wird gefeilt. Das ist alles, eine Kontrolle des Winkels am Zahn selbst ist nicht erforderlich - und wäre bei feinen Zähnen auch schwierig.
Die Darstellung in Bild 9, rechts, ist symbolisch sollte keineswegs so verstanden werden dass erst ge-
feilt und dann geschränkt wird. Fertig gefeilt wird eine Bezahnung immer im geschränkten Zustand, Nä-heres dazu s. Kap. 5.
3.2 Bezahnung für Querschnitte („QS“, quer zur Faserrichtung)
Zahnteilung: Auch hier: Die Zahnteilung ist der Abstand von Zahnspitze zu Zahnspitze
Neigung, Schrägung und die Erzeugung mit der Feile: Auch die Zähne einer Querschnittbezahnung werden durch Ausfeilen der Zahnlücken mit einer 60°- Dreikantfeile hergestellt. Bild 10 zeigt den Vorgang.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 14
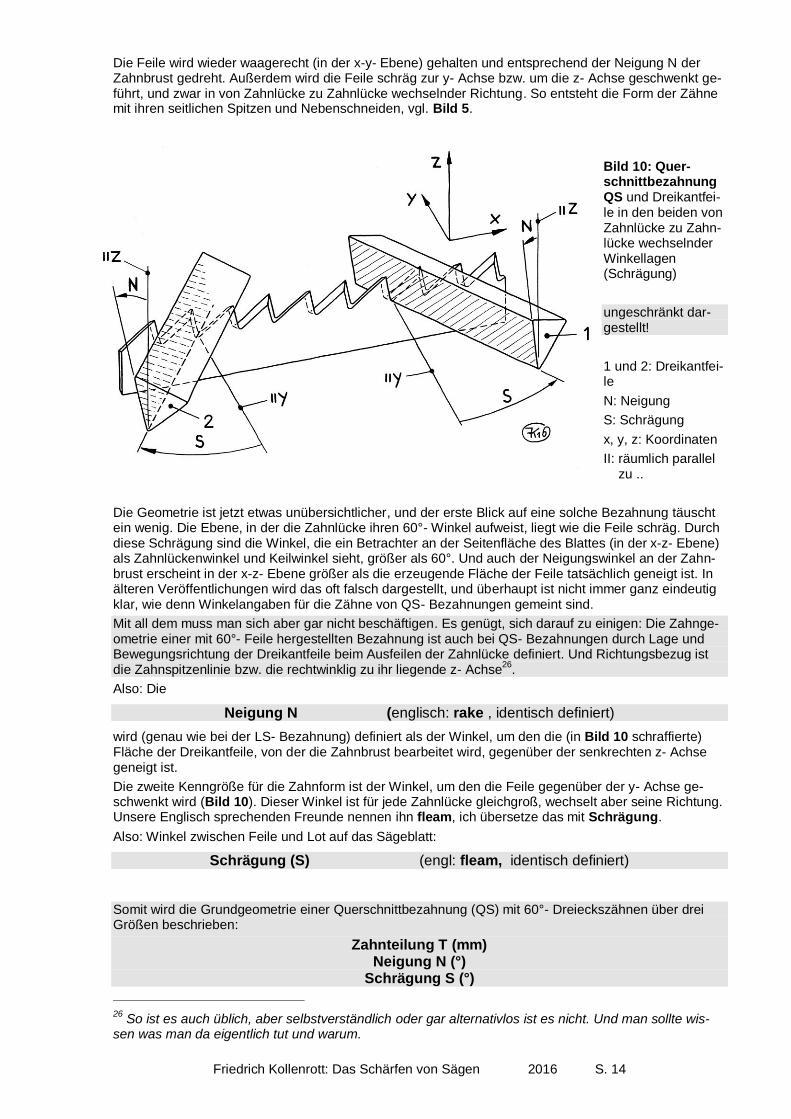
Die Feile wird wieder waagerecht (in der x-y- Ebene) gehalten und entsprechend der Neigung N der Zahnbrust gedreht. Außerdem wird die Feile schräg zur y- Achse bzw. um die z- Achse geschwenkt ge-führt, und zwar in von Zahnlücke zu Zahnlücke wechselnder Richtung. So entsteht die Form der Zähne mit ihren seitlichen Spitzen und Nebenschneiden, vgl. Bild 5.
Bild 10: Quer-schnittbezahnung QS und Dreikantfei-le in den beiden von Zahnlücke zu Zahn-lücke wechselnder Winkellagen (Schrägung)
ungeschränkt dar-gestellt!
1 und 2: Dreikantfei-le
N: Neigung
S: Schrägung
x, y, z: Koordinaten
II: räumlich parallel zu ..
Die Geometrie ist jetzt etwas unübersichtlicher, und der erste Blick auf eine solche Bezahnung täuscht ein wenig. Die Ebene, in der die Zahnlücke ihren 60°- Winkel aufweist, liegt wie die Feile schräg. Durch diese Schrägung sind die Winkel, die ein Betrachter an der Seitenfläche des Blattes (in der x-z- Ebene) als Zahnlückenwinkel und Keilwinkel sieht, größer als 60°. Und auch der Neigungswinkel an der Zahn-brust erscheint in der x-z- Ebene größer als die erzeugende Fläche der Feile tatsächlich geneigt ist. In älteren Veröffentlichungen wird das oft falsch dargestellt, und überhaupt ist nicht immer ganz eindeutig klar, wie denn Winkelangaben für die Zähne von QS- Bezahnungen gemeint sind.
Mit all dem muss man sich aber gar nicht beschäftigen. Es genügt, sich darauf zu einigen: Die Zahnge-ometrie einer mit 60°- Feile hergestellten Bezahnung ist auch bei QS- Bezahnungen durch Lage und Bewegungsrichtung der Dreikantfeile beim Ausfeilen der Zahnlücke definiert. Und Richtungsbezug ist die Zahnspitzenlinie bzw. die rechtwinklig zu ihr liegende z- Achse
26.
Also: Die
Neigung N (englisch: rake , identisch definiert)
wird (genau wie bei der LS- Bezahnung) definiert als der Winkel, um den die (in Bild 10 schraffierte) Fläche der Dreikantfeile, von der die Zahnbrust bearbeitet wird, gegenüber der senkrechten z- Achse geneigt ist.
Die zweite Kenngröße für die Zahnform ist der Winkel, um den die Feile gegenüber der y- Achse ge-schwenkt wird (Bild 10). Dieser Winkel ist für jede Zahnlücke gleichgroß, wechselt aber seine Richtung. Unsere Englisch sprechenden Freunde nennen ihn fleam, ich übersetze das mit Schrägung.
Also: Winkel zwischen Feile und Lot auf das Sägeblatt:
Schrägung (S) (engl: fleam, identisch definiert)
Somit wird die Grundgeometrie einer Querschnittbezahnung (QS) mit 60°- Dreieckszähnen über drei Größen beschrieben:
Zahnteilung T (mm) Neigung N (°)
Schrägung S (°)
26
So ist es auch üblich, aber selbstverständlich oder gar alternativlos ist es nicht. Und man sollte wis-sen was man da eigentlich tut und warum.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 15
3.3 Die Schränkung
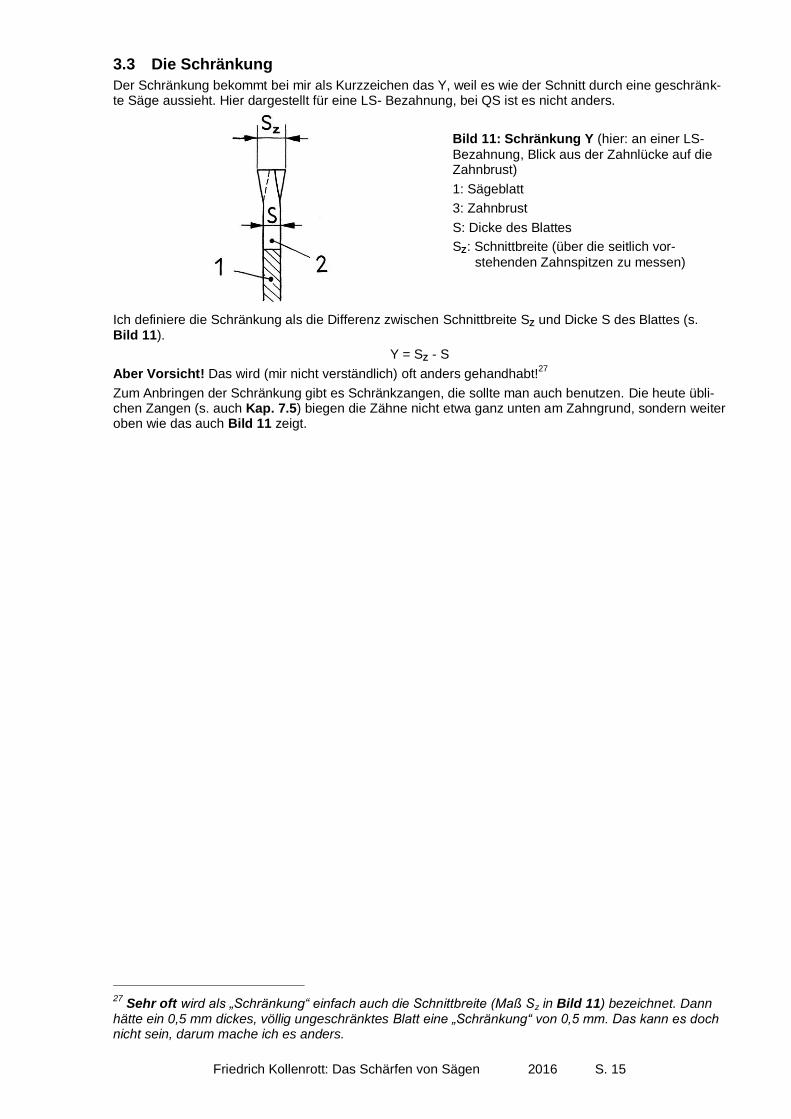
Der Schränkung bekommt bei mir als Kurzzeichen das Y, weil es wie der Schnitt durch eine geschränk-te Säge aussieht. Hier dargestellt für eine LS- Bezahnung, bei QS ist es nicht anders.
Bild 11: Schränkung Y (hier: an einer LS-
Bezahnung, Blick aus der Zahnlücke auf die Zahnbrust)
1: Sägeblatt
3: Zahnbrust
S: Dicke des Blattes
SZ: Schnittbreite (über die seitlich vor-
stehenden Zahnspitzen zu messen)
Ich definiere die Schränkung als die Differenz zwischen Schnittbreite SZ und Dicke S des Blattes (s. Bild 11).
Y = SZ - S
Aber Vorsicht! Das wird (mir nicht verständlich) oft anders gehandhabt!27
Zum Anbringen der Schränkung gibt es Schränkzangen, die sollte man auch benutzen. Die heute übli-chen Zangen (s. auch Kap. 7.5) biegen die Zähne nicht etwa ganz unten am Zahngrund, sondern weiter oben wie das auch Bild 11 zeigt.
27
Sehr oft wird als „Schränkung“ einfach auch die Schnittbreite (Maß Sz in Bild 11) bezeichnet. Dann hätte ein 0,5 mm dickes, völlig ungeschränktes Blatt eine „Schränkung“ von 0,5 mm. Das kann es doch nicht sein, darum mache ich es anders.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 16
4 Vorgehen beim Schärfen einer Bezahnung
4.1 Reihenfolge und Richtung beim Ausfeilen der Zahnlücken
An dieser Stelle habe ich meine Schärfmethode radikal geändert.
Feilen mit Richtungswechsel Das ist die übliche und allgemein anerkannte Methode
28. Jede zweite Zahnlücke wird fertig ausgefeilt,
dann wird die Säge umgespannt, also Griff nach rechts wenn er vorher links war oder umgekehrt. An-schließend werden die ausgelassenen Lücken gefeilt bis zum Spitzwerden der Zähne rechts und links davon. Bezogen auf das Sägeblatt, wird also die Feilrichtung von Lücke zu Lücke gewechselt, ich nen-ne darum diese Art zu feilen „mit Richtungswechsel“. So habe ich es von den Amerikanern gelernt, von Beginn an gemacht und in der ersten Version dieser Schärfanleitung beschrieben.
Feilen von einer Seite Bei der Vorbereitung einer Neufassung der Schärfanleitung habe ich nach Möglichkeiten zur Vereinfa-chung und Zeitersparnis gesucht. Ich habe Einiges ausprobiert
29 und zu meiner Überraschung festge-
stellt, dass ich LS-Bezahnungen am besten in der denkbar einfachsten Weise feilen kann, nämlich „von einer Seite“ (also ohne dass die Säge umgedreht wird) und eine Lücke nach der anderen. Mit QS- Be-
zahnungen hatte ich aber bei entsprechendem Vorgehen immer wieder Probleme mit Schwingungen (Kreischen, Rattern). Nachdem mir ein sehr erfahrener Sägenschärfer glaubhaft versichert hatte, dass er auch bei QS- Sägen so arbeitet und mich auch auf eine sehr lesenswerte englischsprachige Web-veröffentlichung zum Thema
30 hingewiesen hatte, bemühte ich mich weiter. Ich beseitigte erfolgreich
Fehler, und siehe da, es ging. Seitdem feile ich auch meine QS- Sägen von einer Seite. Es geht schnel-ler und die Ergebnisse sind besser, aber es ist nicht so problemlos wie mit den LS- Bezahnungen. Vo-raussetzung für diese Arbeitsweise ist vor allem, dass Feilkluppe und Feile gut sind.
Ein sehr nahe liegender Einwand gegen das Feilen von einer Seite ist: Die Grate sind dann doch alle an einer Seite! Ein so gefeiltes Blatt sägt doch sicher nicht mehr geradeaus! Meine Erfahrung sagt: Doch, tut es - vermutlich weil die Grate doch deutlich kleiner sind als die Schränkung; s. auch Kap. 5.3.5.
Im Folgenden beschreibe ich das Vorgehen beim Feilen von LS- Bezahnungen und QS- Bezahnungen, und zwar ausschließlich das Feilen von einer Seite, das mit Seitenwechsel möchte ich niemandem mehr empfehlen.
Am Blatt entlang - in welche Richtung? Ich beginne am in die Kluppe gespannten Blatt immer links und arbeite mich nach rechts vor – das ist einfach persönliche Vorliebe, vermutlich auch wirklich günstiger für einen Rechtshänder. So ist es im Folgenden auch dargestellt, aber das kann man natürlich auch anders machen.
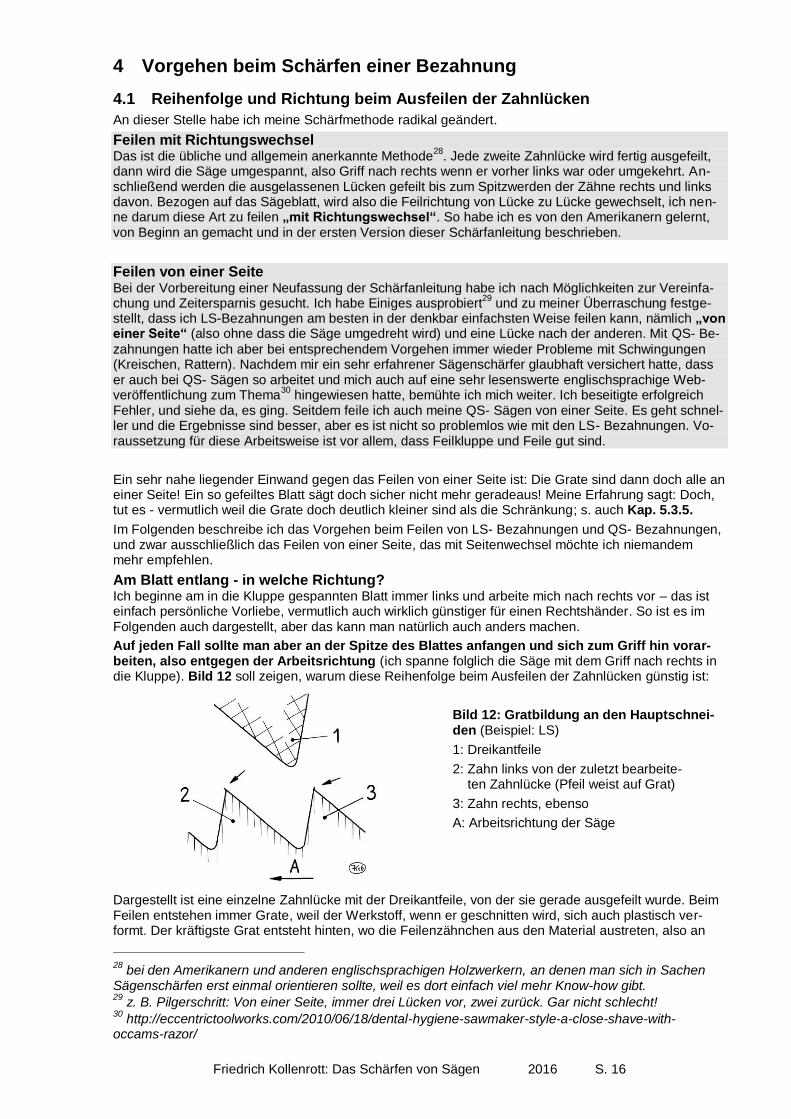
Auf jeden Fall sollte man aber an der Spitze des Blattes anfangen und sich zum Griff hin vorar-beiten, also entgegen der Arbeitsrichtung (ich spanne folglich die Säge mit dem Griff nach rechts in die Kluppe). Bild 12 soll zeigen, warum diese Reihenfolge beim Ausfeilen der Zahnlücken günstig ist:
Bild 12: Gratbildung an den Hauptschnei-den (Beispiel: LS)
1: Dreikantfeile
2: Zahn links von der zuletzt bearbeite- ten Zahnlücke (Pfeil weist auf Grat)
3: Zahn rechts, ebenso
A: Arbeitsrichtung der Säge
Dargestellt ist eine einzelne Zahnlücke mit der Dreikantfeile, von der sie gerade ausgefeilt wurde. Beim Feilen entstehen immer Grate, weil der Werkstoff, wenn er geschnitten wird, sich auch plastisch ver-formt. Der kräftigste Grat entsteht hinten, wo die Feilenzähnchen aus den Material austreten, also an
28
bei den Amerikanern und anderen englischsprachigen Holzwerkern, an denen man sich in Sachen Sägenschärfen erst einmal orientieren sollte, weil es dort einfach viel mehr Know-how gibt. 29
z. B. Pilgerschritt: Von einer Seite, immer drei Lücken vor, zwei zurück. Gar nicht schlecht! 30
http://eccentrictoolworks.com/2010/06/18/dental-hygiene-sawmaker-style-a-close-shave-with-occams-razor/
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 17
der Seite der Zähne, er wird nachher entfernt soweit erforderlich (s. auch Kap. 5.4.5). Feine Grate drückt die Feile aber auch an den Seiten der von ihr gefeilten Kerbe (der Zahnlücke) heraus, die finden sich also an den Hauptschneiden der Zähne (im Bild: an den Spitzen).
Der linke Zahn 2, dessen Rücken die Feile bearbeitet hat, trägt einen gegenüber der Zahnbrust vorste-henden hakenförmigen Grat, ähnlich dem einer Ziehklinge und für das Schneiden in Arbeitsrichtung A offenbar günstig. Am rechten Zahn 3, dessen Zahnbrust überfeilt wurde, steht der Grat gegenüber dem
Zahnrücken vor; dieser Grat ist sicher eher hinderlich, zumal wenn er bei Beanspruchung umbiegt. Wenn man nun Lücke um Lücke, entgegen der Arbeitsrichtung, feilt, ist anschließend die Lücke rechts von Zahn 3 dran, und es wird dessen Rücken überfeilt. Dabei wird der vorhandene (hinderliche) Grat entfernt und es entsteht endgültig ein neuer, günstiger. So geht es weiter bis zum Ende des Blattes, und schließlich haben alle Zähne einen günstigen Grat wie in Bild 12 der Zahn 2.
Wenn die Feile scharf ist und der Stahl des Sägeblattes hart und gut feilbar, dann sind diese Grate sehr fein, der Gewinn durch dieses Vorgehen ist darum sicher gering Man bekommt ihn aber ohne weiteren Aufwand geschenkt, und Nachteile gibt es nicht. Darum feile ich grundsätzlich in dieser Reihenfolge
31.
Feilen von Längsschnitt- Bezahnungen Für LS – Bezahnungen ist damit auch schon klar, in welcher Richtung und Reihenfolge gefeilt wird: Zahnlücke um Zahnlücke, vom vorderen Ende der Säge bis hin zum Griff (entgegen der Arbeitsrich-tung). Bild 13 zeigt das etwa so, wie der Schärfer es sieht (Zähne vereinfacht dargestellt):
Bild 13: Richtung und Reihenfolge beim Feilen von LS- Bezahnungen
1: Sägeblatt 2: Griff der Säge A: Arbeitsrichtung der Säge
1, 2, 3, 4 etc: Zahnlücken mit Reihenfolge des Ausfeilens und Richtung (in der Kluppe: nach hinten!)
Feilen von Querschnitt- Bezahnungen: Auch bei QS- Bezahnungen sollte wegen der prinzipiell gleichen Gratbildung an der Hauptschneide wie in Bild 13 gefeilt werden: Lücke um Lücke, entgegen der Arbeitsrichtung.
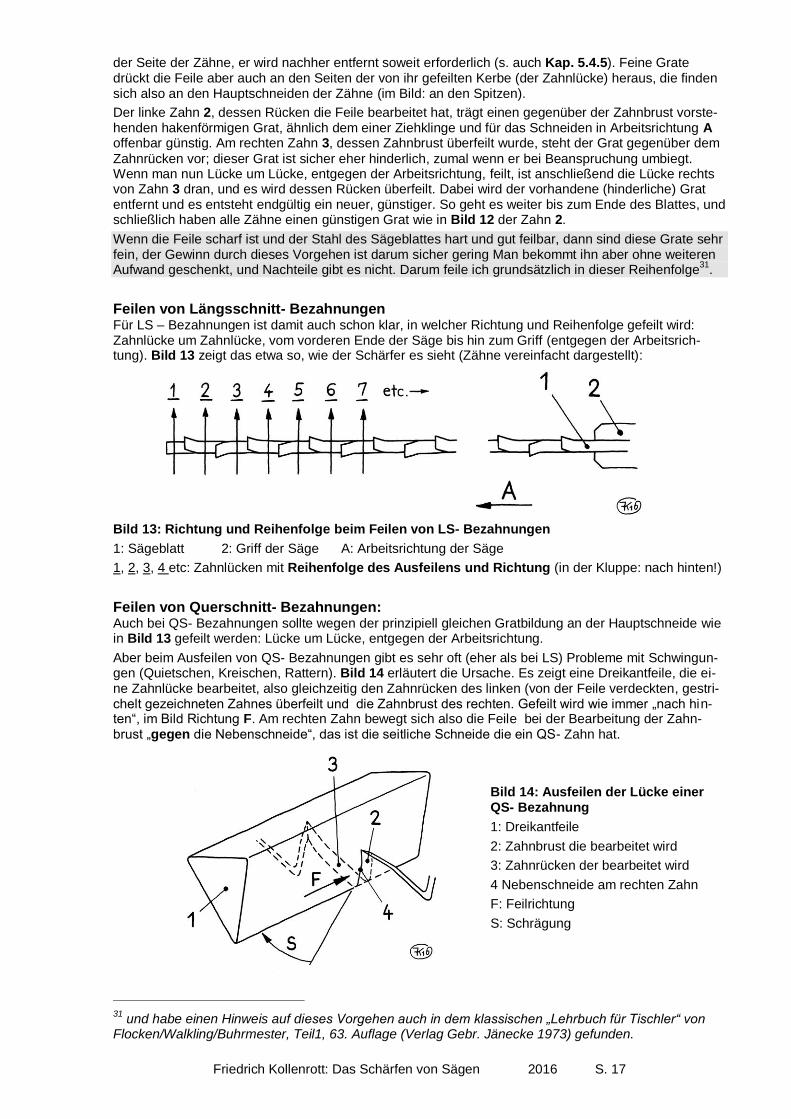
Aber beim Ausfeilen von QS- Bezahnungen gibt es sehr oft (eher als bei LS) Probleme mit Schwingun-gen (Quietschen, Kreischen, Rattern). Bild 14 erläutert die Ursache. Es zeigt eine Dreikantfeile, die ei-ne Zahnlücke bearbeitet, also gleichzeitig den Zahnrücken des linken (von der Feile verdeckten, gestri-chelt gezeichneten Zahnes überfeilt und die Zahnbrust des rechten. Gefeilt wird wie immer „nach hin-ten“, im Bild Richtung F. Am rechten Zahn bewegt sich also die Feile bei der Bearbeitung der Zahn-brust „gegen die Nebenschneide“, das ist die seitliche Schneide die ein QS- Zahn hat.
Bild 14: Ausfeilen der Lücke einer QS- Bezahnung
1: Dreikantfeile
2: Zahnbrust die bearbeitet wird
3: Zahnrücken der bearbeitet wird
4 Nebenschneide am rechten Zahn
F: Feilrichtung
S: Schrägung
31
und habe einen Hinweis auf dieses Vorgehen auch in dem klassischen „Lehrbuch für Tischler“ von Flocken/Walkling/Buhrmester, Teil1, 63. Auflage (Verlag Gebr. Jänecke 1973) gefunden.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 18
Nun passiert (sehr vereinfacht dargestellt!) Folgendes: Durch die Zerspankraft, die zwischen den Zähn-chen der Feile und der Zahnbrust wirkt, biegen sich Zahn, Sägeblatt und Kluppe nach hinten. Dadurch wird die steil stehende Zahnbrust stärker gegen die schräg hinter dem Zahn vorbeilaufende Feile ge-drückt, was die Zerspankraft wiederum verstärkt. Dieser Rückkopplungseffekt ist ein typisches Merkmal von „stoßender Reibung“, die leicht Schwingungen anregt. Die sind dann unüberhörbar und auch in ih-rer Auswirkung sichtbar: Das Feilen ist von schaurigem Lärm begleitet, die Feile greift nicht mehr richtig, die Oberfläche zeigt Rattermarken, also sichtbare regelmäßige Strukturen.
In den Zahnlücken rechts und links daneben feilt man „mit der Nebenschneide“ (vergleiche auch Bild 10), es ist als würde man in die Feilrichtung in Bild 14 umkehren. Die Zahnbrust wird infolge der Zer-spanungskraft von der Feile weggebogen, der Kontakt zwischen Feile und Zahnbrust schwächer – „streichende Reibung“ nannten das die alten Uhrmacher. Ergebnis: Die Feile arbeitet weich und ohne auffallende Geräuschbildung.
Beim Feilen einer QS-Bezahnung von einer Seite, Lücke um Lücke, hat man in jeder zweiten Zahnlücke die in Bild 14 dargestellte ungünstige Konstellation – immer dann, wenn man schräg zum Griff hin feilt..
Um Schwingungs- und Ratterneigung zu unterdrücken, sollte man:
Eine Feilkluppe benutzen, die das Blatt durchgehend wirklich fest einspannt, außerdem möglichst steif und schwer ist und gut dämpft (s. auch Kap. 7.2)
Das Blatt möglichst niedrig einspannen
Eine scharfe (frische) Feile mit relativ feinem Hieb benutzen (s. auch Kap. 7.3)
Wenn man das beachtet, ist auch eine QS - Bezahnung ohne Probleme von einer Seite feilbar.
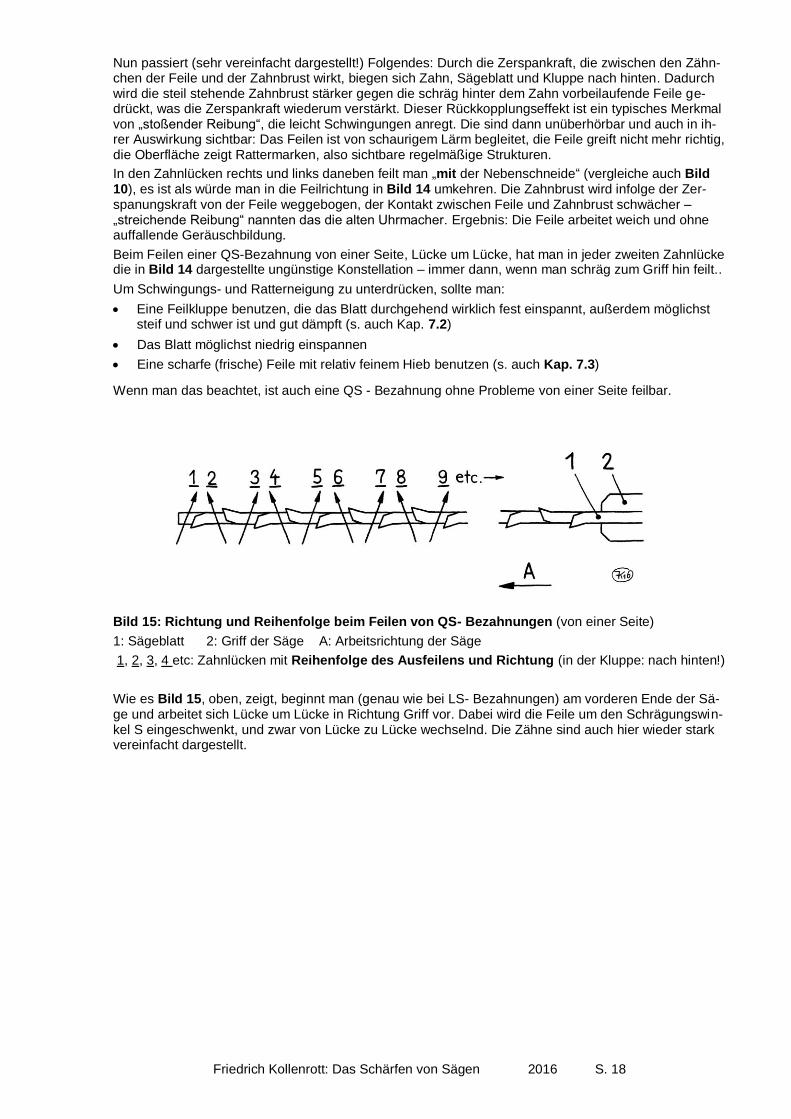
Bild 15: Richtung und Reihenfolge beim Feilen von QS- Bezahnungen (von einer Seite)
1: Sägeblatt 2: Griff der Säge A: Arbeitsrichtung der Säge
1, 2, 3, 4 etc: Zahnlücken mit Reihenfolge des Ausfeilens und Richtung (in der Kluppe: nach hinten!)
Wie es Bild 15, oben, zeigt, beginnt man (genau wie bei LS- Bezahnungen) am vorderen Ende der Sä-ge und arbeitet sich Lücke um Lücke in Richtung Griff vor. Dabei wird die Feile um den Schrägungswin-kel S eingeschwenkt, und zwar von Lücke zu Lücke wechselnd. Die Zähne sind auch hier wieder stark vereinfacht dargestellt.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 19
4.2 „Blind-Feilen“ - oder „Kontrolliert-Feilen“
Eine gut gefeilte Bezahnung hat scharfe Zähne und eine gleichmäßige Höhe der Zahnspitzen (beides sehr wichtig) und eine gleichmäßige Teilung (weniger wichtig). Wie gut diese Anforderungen erfüllt wer-den, das hängt nicht nur von Sorgfalt und Geschicklichkeit ab, sondern vor allem von der Feilmethode.
4.2.1 Blind-Feilen32: Ohne Kontrolle
Das ist die einfache und schnelle Methode (leider in vielen Fällen nicht ausreichend, dazu später). Sie beschränkt sich darauf, die Zähne wieder scharf zu machen. Und sie geht so:
Mit der Dreikantfeile wird Lücke um Lücke ausgefeilt. Jede Zahnbrust, jeder Zahnrücken muss überfeilt werden, so bekommt jeder Zahn wieder eine scharfe Schneide bzw, Spitze.
Eine Kontrolle bezüglich Zahnteilung und Zahnspitzenhöhe der fertig gefeilten Bezahnung gibt es nicht, darum nenne ich das: Blind-Feilen.
Wenn man so feilt, ist eine gewisse Verschlechterung der Gleichmäßigkeit von Zahnspitzenhöhe und Teilung unvermeidbar, außerdem wird (wie bei jedem Feilen) die Schränkung kleiner.
Das kann man hinnehmen, aber nur, wenn:
Vor dem Feilen das zu schärfende Sägeblatt eine schön gleichmäßige Zahngeometrie und Zahn-
spitzenhöhe aufweist33
und auch ausreichend Schränkung.
Beim Feilen sorgfältig darauf geachtet wird, in jeder Zahnlücke möglichst genau gleich viel abzu-
tragen, damit diese geometrische Gleichmäßigkeit so gut wie möglich erhalten bleibt.
Wie erreicht man diesen gleichmäßigen Abtrag?
Günstig für die Gleichmäßigkeit ist, wenn man mit einem sehr geringen Abtrag auskommt. Dafür muss die Feile so gehalten und geführt werden, wie das Neigung und Schrägung der vorhandenen Bezah-nung vorgeben. Deutliche Winkelabweichungen führen dazu, dass man mehr abtragen muss um die Zähne scharf zu bekommen. Und man feilt jede Zahnlücke in genau gleicher Weise: Also (beispielsweise) jede mit zwei Feilstrichen bei gleichem Feilenhub
34 und gleichem leichtem Druck auf die Feile.
Wenn ich eine Säge das letzte Mal selbst geschärft habe (wie immer mit einer Winkellehre, s. Kap. Kap. 7.4.1 und 7.4.2), benutze ich beim Blind-Feilen dieselbe Lehre und dieselbe Feile; so kann ich si-cher sein, dass ich die Geometrie korrekt reproduziere. Bei einer neuen oder unbekannten Säge, deren Geometrie so bleiben soll
35, ermittle ich die geometrischen Daten (s. Kap. 8.4) und benutze eine ein-
stellbare Lehre (s. Kap. 7.4.3).
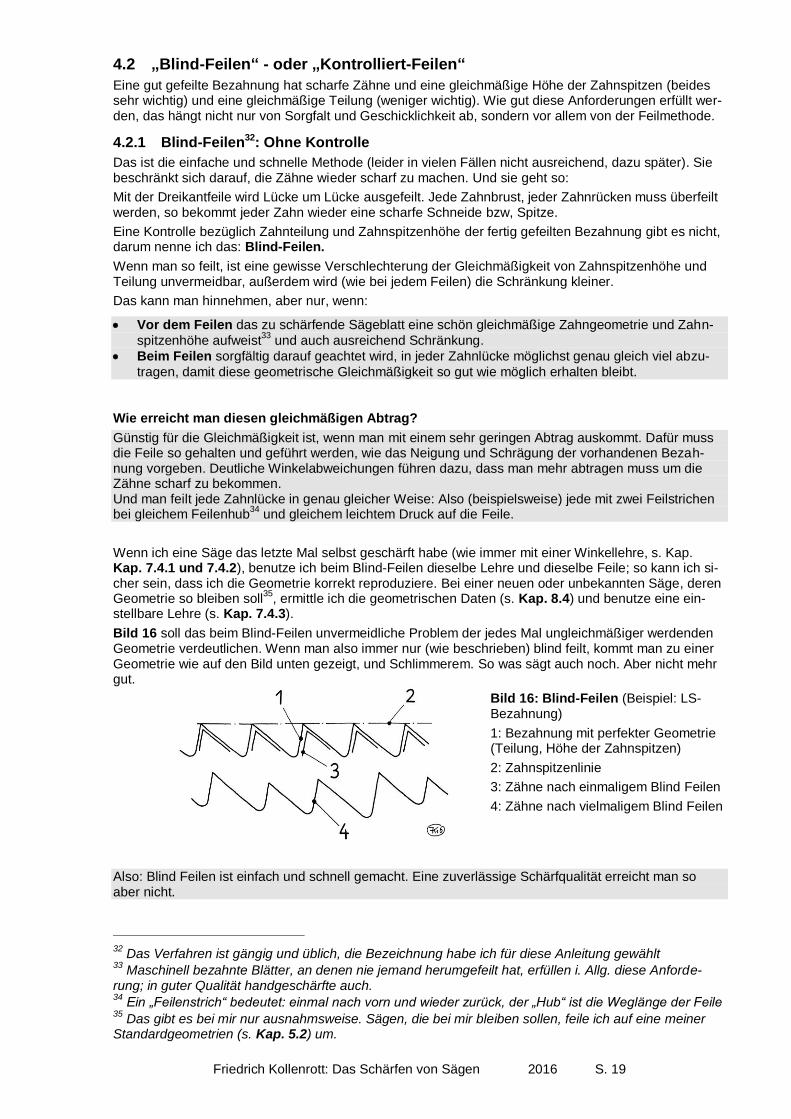
Bild 16 soll das beim Blind-Feilen unvermeidliche Problem der jedes Mal ungleichmäßiger werdenden Geometrie verdeutlichen. Wenn man also immer nur (wie beschrieben) blind feilt, kommt man zu einer Geometrie wie auf den Bild unten gezeigt, und Schlimmerem. So was sägt auch noch. Aber nicht mehr gut.
Bild 16: Blind-Feilen (Beispiel: LS-Bezahnung)
1: Bezahnung mit perfekter Geometrie (Teilung, Höhe der Zahnspitzen)
2: Zahnspitzenlinie
3: Zähne nach einmaligem Blind Feilen
4: Zähne nach vielmaligem Blind Feilen
Also: Blind Feilen ist einfach und schnell gemacht. Eine zuverlässige Schärfqualität erreicht man so aber nicht.
32
Das Verfahren ist gängig und üblich, die Bezeichnung habe ich für diese Anleitung gewählt 33
Maschinell bezahnte Blätter, an denen nie jemand herumgefeilt hat, erfüllen i. Allg. diese Anforde-rung; in guter Qualität handgeschärfte auch. 34
Ein „Feilenstrich“ bedeutet: einmal nach vorn und wieder zurück, der „Hub“ ist die Weglänge der Feile 35
Das gibt es bei mir nur ausnahmsweise. Sägen, die bei mir bleiben sollen, feile ich auf eine meiner Standardgeometrien (s. Kap. 5.2) um.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 20
4.2.2 Kontrolliert-Feilen: mit Abrichten und visueller Kontrolle
Das ist die Methode, mit der die beim Blind-Feilen immer größer werdenden geometrischen Fehler be-seitigt werden können. Mit ihr lassen sich auch qualitativ schlechte und sogar völlig verdorbene Bezah-nungen wieder brauchbar machen.
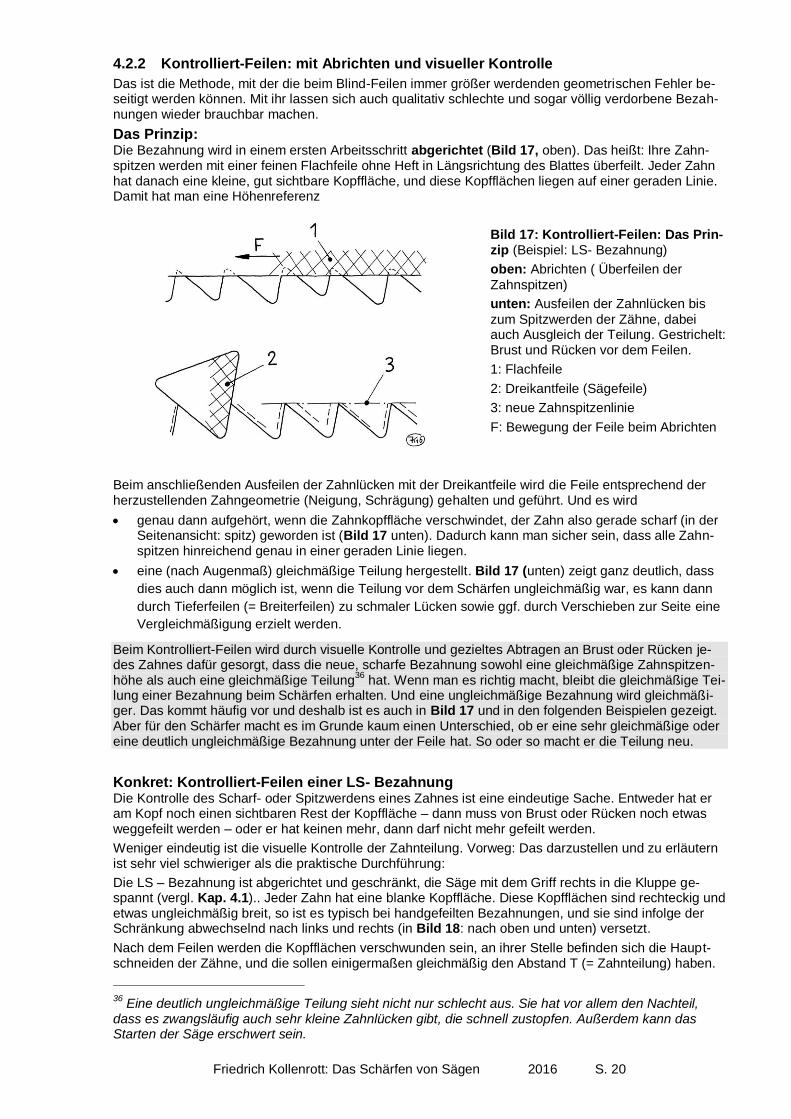
Das Prinzip: Die Bezahnung wird in einem ersten Arbeitsschritt abgerichtet (Bild 17, oben). Das heißt: Ihre Zahn-spitzen werden mit einer feinen Flachfeile ohne Heft in Längsrichtung des Blattes überfeilt. Jeder Zahn hat danach eine kleine, gut sichtbare Kopffläche, und diese Kopfflächen liegen auf einer geraden Linie. Damit hat man eine Höhenreferenz
Bild 17: Kontrolliert-Feilen: Das Prin-zip (Beispiel: LS- Bezahnung)
oben: Abrichten ( Überfeilen der
Zahnspitzen)
unten: Ausfeilen der Zahnlücken bis
zum Spitzwerden der Zähne, dabei auch Ausgleich der Teilung. Gestrichelt: Brust und Rücken vor dem Feilen.
1: Flachfeile
2: Dreikantfeile (Sägefeile)
3: neue Zahnspitzenlinie
F: Bewegung der Feile beim Abrichten
Beim anschließenden Ausfeilen der Zahnlücken mit der Dreikantfeile wird die Feile entsprechend der herzustellenden Zahngeometrie (Neigung, Schrägung) gehalten und geführt. Und es wird
genau dann aufgehört, wenn die Zahnkopffläche verschwindet, der Zahn also gerade scharf (in der Seitenansicht: spitz) geworden ist (Bild 17 unten). Dadurch kann man sicher sein, dass alle Zahn-spitzen hinreichend genau in einer geraden Linie liegen.
eine (nach Augenmaß) gleichmäßige Teilung hergestellt. Bild 17 (unten) zeigt ganz deutlich, dass
dies auch dann möglich ist, wenn die Teilung vor dem Schärfen ungleichmäßig war, es kann dann
durch Tieferfeilen (= Breiterfeilen) zu schmaler Lücken sowie ggf. durch Verschieben zur Seite eine
Vergleichmäßigung erzielt werden.
Beim Kontrolliert-Feilen wird durch visuelle Kontrolle und gezieltes Abtragen an Brust oder Rücken je-des Zahnes dafür gesorgt, dass die neue, scharfe Bezahnung sowohl eine gleichmäßige Zahnspitzen-höhe als auch eine gleichmäßige Teilung
36 hat. Wenn man es richtig macht, bleibt die gleichmäßige Tei-
lung einer Bezahnung beim Schärfen erhalten. Und eine ungleichmäßige Bezahnung wird gleichmäßi-ger. Das kommt häufig vor und deshalb ist es auch in Bild 17 und in den folgenden Beispielen gezeigt. Aber für den Schärfer macht es im Grunde kaum einen Unterschied, ob er eine sehr gleichmäßige oder eine deutlich ungleichmäßige Bezahnung unter der Feile hat. So oder so macht er die Teilung neu.
Konkret: Kontrolliert-Feilen einer LS- Bezahnung Die Kontrolle des Scharf- oder Spitzwerdens eines Zahnes ist eine eindeutige Sache. Entweder hat er am Kopf noch einen sichtbaren Rest der Kopffläche – dann muss von Brust oder Rücken noch etwas weggefeilt werden – oder er hat keinen mehr, dann darf nicht mehr gefeilt werden.
Weniger eindeutig ist die visuelle Kontrolle der Zahnteilung. Vorweg: Das darzustellen und zu erläutern ist sehr viel schwieriger als die praktische Durchführung:
Die LS – Bezahnung ist abgerichtet und geschränkt, die Säge mit dem Griff rechts in die Kluppe ge-spannt (vergl. Kap. 4.1).. Jeder Zahn hat eine blanke Kopffläche. Diese Kopfflächen sind rechteckig und etwas ungleichmäßig breit, so ist es typisch bei handgefeilten Bezahnungen, und sie sind infolge der Schränkung abwechselnd nach links und rechts (in Bild 18: nach oben und unten) versetzt.
Nach dem Feilen werden die Kopfflächen verschwunden sein, an ihrer Stelle befinden sich die Haupt-schneiden der Zähne, und die sollen einigermaßen gleichmäßig den Abstand T (= Zahnteilung) haben.
36
Eine deutlich ungleichmäßige Teilung sieht nicht nur schlecht aus. Sie hat vor allem den Nachteil, dass es zwangsläufig auch sehr kleine Zahnlücken gibt, die schnell zustopfen. Außerdem kann das Starten der Säge erschwert sein.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 21
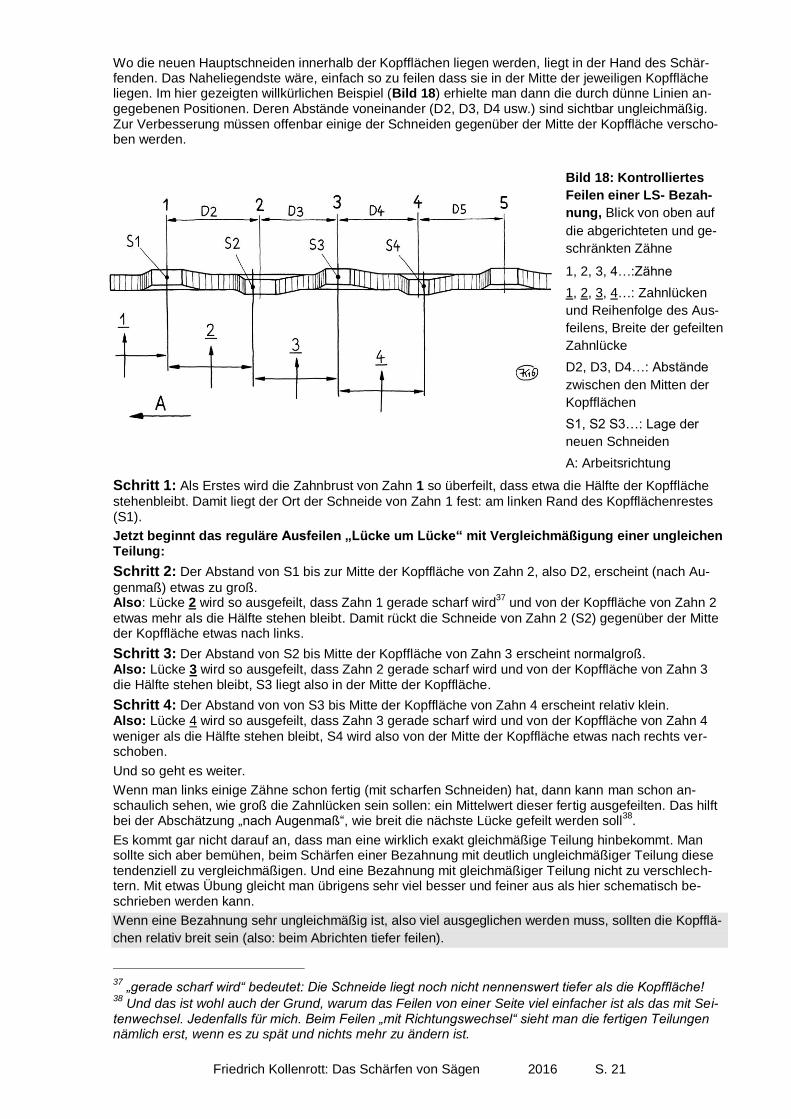
Wo die neuen Hauptschneiden innerhalb der Kopfflächen liegen werden, liegt in der Hand des Schär-fenden. Das Naheliegendste wäre, einfach so zu feilen dass sie in der Mitte der jeweiligen Kopffläche liegen. Im hier gezeigten willkürlichen Beispiel (Bild 18) erhielte man dann die durch dünne Linien an-gegebenen Positionen. Deren Abstände voneinander (D2, D3, D4 usw.) sind sichtbar ungleichmäßig. Zur Verbesserung müssen offenbar einige der Schneiden gegenüber der Mitte der Kopffläche verscho-ben werden.
Bild 18: Kontrolliertes
Feilen einer LS- Bezah-
nung, Blick von oben auf
die abgerichteten und ge-
schränkten Zähne
1, 2, 3, 4…:Zähne
1, 2, 3, 4…: Zahnlücken
und Reihenfolge des Aus-
feilens, Breite der gefeilten
Zahnlücke
D2, D3, D4…: Abstände
zwischen den Mitten der
Kopfflächen
S1, S2 S3…: Lage der
neuen Schneiden
A: Arbeitsrichtung
Schritt 1: Als Erstes wird die Zahnbrust von Zahn 1 so überfeilt, dass etwa die Hälfte der Kopffläche
stehenbleibt. Damit liegt der Ort der Schneide von Zahn 1 fest: am linken Rand des Kopfflächenrestes (S1).
Jetzt beginnt das reguläre Ausfeilen „Lücke um Lücke“ mit Vergleichmäßigung einer ungleichen Teilung:
Schritt 2: Der Abstand von S1 bis zur Mitte der Kopffläche von Zahn 2, also D2, erscheint (nach Au-
genmaß) etwas zu groß. Also: Lücke 2 wird so ausgefeilt, dass Zahn 1 gerade scharf wird
37 und von der Kopffläche von Zahn 2
etwas mehr als die Hälfte stehen bleibt. Damit rückt die Schneide von Zahn 2 (S2) gegenüber der Mitte der Kopffläche etwas nach links.
Schritt 3: Der Abstand von S2 bis Mitte der Kopffläche von Zahn 3 erscheint normalgroß. Also: Lücke 3 wird so ausgefeilt, dass Zahn 2 gerade scharf wird und von der Kopffläche von Zahn 3 die Hälfte stehen bleibt, S3 liegt also in der Mitte der Kopffläche.
Schritt 4: Der Abstand von von S3 bis Mitte der Kopffläche von Zahn 4 erscheint relativ klein. Also: Lücke 4 wird so ausgefeilt, dass Zahn 3 gerade scharf wird und von der Kopffläche von Zahn 4
weniger als die Hälfte stehen bleibt, S4 wird also von der Mitte der Kopffläche etwas nach rechts ver-schoben.
Und so geht es weiter.
Wenn man links einige Zähne schon fertig (mit scharfen Schneiden) hat, dann kann man schon an-schaulich sehen, wie groß die Zahnlücken sein sollen: ein Mittelwert dieser fertig ausgefeilten. Das hilft bei der Abschätzung „nach Augenmaß“, wie breit die nächste Lücke gefeilt werden soll
38.
Es kommt gar nicht darauf an, dass man eine wirklich exakt gleichmäßige Teilung hinbekommt. Man sollte sich aber bemühen, beim Schärfen einer Bezahnung mit deutlich ungleichmäßiger Teilung diese tendenziell zu vergleichmäßigen. Und eine Bezahnung mit gleichmäßiger Teilung nicht zu verschlech-tern. Mit etwas Übung gleicht man übrigens sehr viel besser und feiner aus als hier schematisch be-schrieben werden kann.
Wenn eine Bezahnung sehr ungleichmäßig ist, also viel ausgeglichen werden muss, sollten die Kopfflä-
chen relativ breit sein (also: beim Abrichten tiefer feilen).
37
„gerade scharf wird“ bedeutet: Die Schneide liegt noch nicht nennenswert tiefer als die Kopffläche! 38
Und das ist wohl auch der Grund, warum das Feilen von einer Seite viel einfacher ist als das mit Sei-tenwechsel. Jedenfalls für mich. Beim Feilen „mit Richtungswechsel“ sieht man die fertigen Teilungen nämlich erst, wenn es zu spät und nichts mehr zu ändern ist.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 22
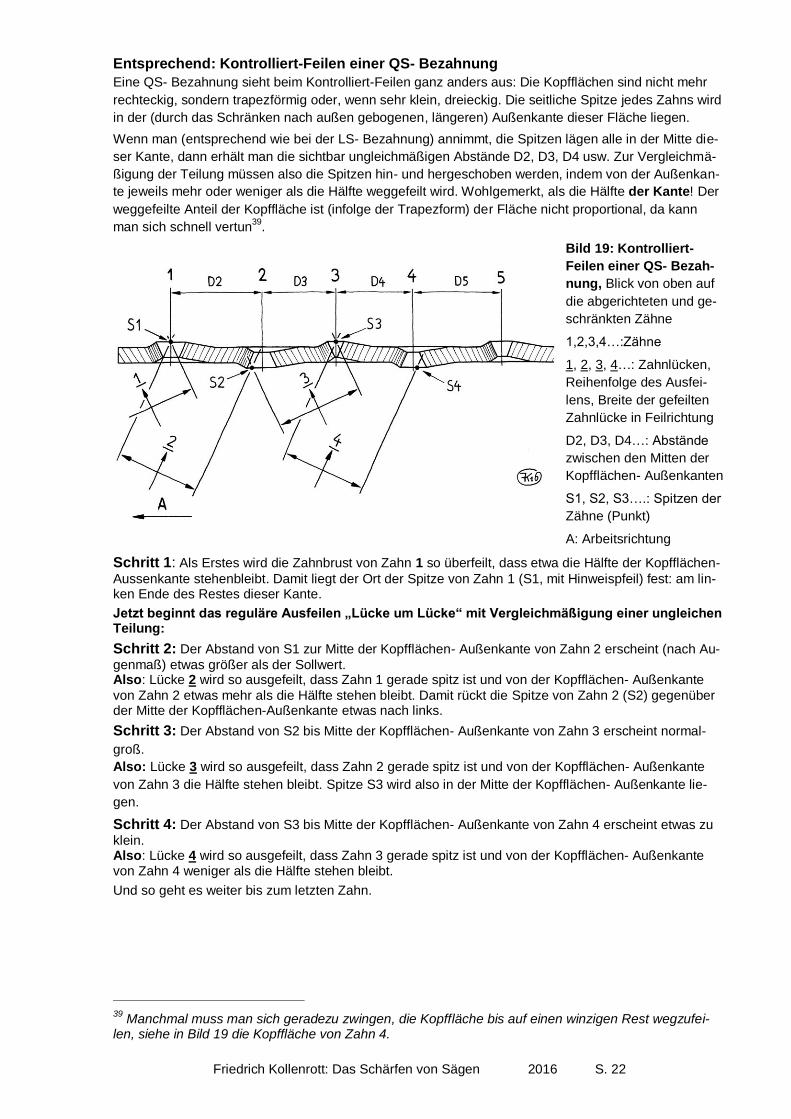
Entsprechend: Kontrolliert-Feilen einer QS- Bezahnung
Eine QS- Bezahnung sieht beim Kontrolliert-Feilen ganz anders aus: Die Kopfflächen sind nicht mehr
rechteckig, sondern trapezförmig oder, wenn sehr klein, dreieckig. Die seitliche Spitze jedes Zahns wird
in der (durch das Schränken nach außen gebogenen, längeren) Außenkante dieser Fläche liegen.
Wenn man (entsprechend wie bei der LS- Bezahnung) annimmt, die Spitzen lägen alle in der Mitte die-
ser Kante, dann erhält man die sichtbar ungleichmäßigen Abstände D2, D3, D4 usw. Zur Vergleichmä-
ßigung der Teilung müssen also die Spitzen hin- und hergeschoben werden, indem von der Außenkan-
te jeweils mehr oder weniger als die Hälfte weggefeilt wird. Wohlgemerkt, als die Hälfte der Kante! Der
weggefeilte Anteil der Kopffläche ist (infolge der Trapezform) der Fläche nicht proportional, da kann
man sich schnell vertun39
.
Bild 19: Kontrolliert-
Feilen einer QS- Bezah-
nung, Blick von oben auf
die abgerichteten und ge-
schränkten Zähne
1,2,3,4…:Zähne
1, 2, 3, 4…: Zahnlücken,
Reihenfolge des Ausfei-
lens, Breite der gefeilten
Zahnlücke in Feilrichtung
D2, D3, D4…: Abstände
zwischen den Mitten der
Kopfflächen- Außenkanten
S1, S2, S3….: Spitzen der
Zähne (Punkt)
A: Arbeitsrichtung
Schritt 1: Als Erstes wird die Zahnbrust von Zahn 1 so überfeilt, dass etwa die Hälfte der Kopfflächen-
Aussenkante stehenbleibt. Damit liegt der Ort der Spitze von Zahn 1 (S1, mit Hinweispfeil) fest: am lin-ken Ende des Restes dieser Kante.
Jetzt beginnt das reguläre Ausfeilen „Lücke um Lücke“ mit Vergleichmäßigung einer ungleichen Teilung:
Schritt 2: Der Abstand von S1 zur Mitte der Kopfflächen- Außenkante von Zahn 2 erscheint (nach Au-
genmaß) etwas größer als der Sollwert. Also: Lücke 2 wird so ausgefeilt, dass Zahn 1 gerade spitz ist und von der Kopfflächen- Außenkante
von Zahn 2 etwas mehr als die Hälfte stehen bleibt. Damit rückt die Spitze von Zahn 2 (S2) gegenüber der Mitte der Kopfflächen-Außenkante etwas nach links.
Schritt 3: Der Abstand von S2 bis Mitte der Kopfflächen- Außenkante von Zahn 3 erscheint normal-
groß.
Also: Lücke 3 wird so ausgefeilt, dass Zahn 2 gerade spitz ist und von der Kopfflächen- Außenkante
von Zahn 3 die Hälfte stehen bleibt. Spitze S3 wird also in der Mitte der Kopfflächen- Außenkante lie-
gen.
Schritt 4: Der Abstand von S3 bis Mitte der Kopfflächen- Außenkante von Zahn 4 erscheint etwas zu
klein. Also: Lücke 4 wird so ausgefeilt, dass Zahn 3 gerade spitz ist und von der Kopfflächen- Außenkante von Zahn 4 weniger als die Hälfte stehen bleibt.
Und so geht es weiter bis zum letzten Zahn.
39
Manchmal muss man sich geradezu zwingen, die Kopffläche bis auf einen winzigen Rest wegzufei-len, siehe in Bild 19 die Kopffläche von Zahn 4.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 23
5 Schärfpraxis Als Schärfen bezeichne ich den routinemäßigen Vorgang, der ganz selbstverständlich zum Gebrauch
einer Säge gehört und von Zeit zu Zeit erledigt werden muss:
Eine stumpf gewordene Säge wird durch ein Überfeilen ihrer Zahnlücken (wobei die Zahngeometrie nicht verändert werden soll) scharf gemacht, zur Gratentfernung abgezogen und wenn nötig ge-schränkt. Mit einem Wort: Sie wird geschärft. Danach ist sie wieder einsetzbar.
Alles, was darüber hinausgeht, bezeichne ich als Herrichten. Wenn also eine Bezahnung erst einmal überfeilt wird, damit man eine hinreichend gleichmäßige Zahngeometrie hat, oder wenn die Zahngeo-metrie gezielt verändert wird, oder wenn eine völlig versaute Bezahnung wieder brauch bar gemacht wird oder wenn ein Sägeblatt ganz neu bezahnt wird - das alles ist für mich Herrichten, und es wird in Kap. 6 behandelt.
5.1 Wann „kontrolliert“ schärfen, wann „blind“?
Vor jedem Schärfen ist zu entscheiden:
Ist es erforderlich, die Säge beim anstehenden Schärfen auch zu schränken?
Ist es notwendig. „kontrolliert“ zu schärfen (also mit Kontrolliert-Feilen) oder genügt es, „blind“ zu schärfen (also mit Blind-Feilen)?
Die Schränkung wird mit jedem Schärfen kleiner, weil die zur Seite gebogenen Zahnspitzen dabei ge-kürzt werden. Irgendwann ist es soweit, dass wieder geschränkt werden muss.
Ich führe über meine Sägen Buch, jede hat ein Datenblatt (s. Kap. 8.11), auf dem jeder Schärfvorgang sowie die Größe der Schränkung nach dem Schärfen eingetragen werden. Außerdem ist dort notiert, ob die Säge nach dem letzten Schärfen gut sägte, also auch, ob sie wegen knapper Schränkung schon ein wenig zum Klemmen neigte. Dort kann ich also sehen
wie („kontrolliert“ oder „blind“) das letzte Mal geschärft wurde.
welche Schränkung die Säge braucht und ob die vorhandene Schränkung reichlich oder schon knapp ist.
Ist die Schränkung bereits knapp, dann sollte die zu schärfende Säge auch geschränkt werden, das ist erfahrungsgemäß etwa bei jedem dritten Schärfen erforderlich. Wenn ich aber schränken muss, dann schärfe ich auch „kontrolliert“
40, das Schränken wird dann nach dem Abrichten der Zahnspitzen
durchgeführt. In diesem Zustand kann die Schränkzange am sichersten positioniert werden (s. Kap. 5.4.2), und kleine Schäden an den Zähnen, die beim Schränken kaum ausbleiben, werden beim nach-
folgenden Ausfeilen sicher entfernt.
Im Grunde ist es einfach:
Ist die Schränkung noch reichlich und die Säge beim letzten Mal kontrolliert geschärft worden, dann schärfe (feile) ich „blind“.
Ist die Schränkung noch reichlich und die Säge beim letzten Mal „blind“ geschärft worden (nach ei-nem kontrollierten Schärfen davor!), dann schärfe ich „kontrolliert“ (aber ohne Schränken) oder noch einmal „blind“. Das ist Ermessens- und Stimmungssache. Auf keinen Fall aber schärfe ich ei-ne Säge mehr als zweimal nacheinander „blind“!
Ist die Schränkung knapp oder sogar schon zu klein, dann schärfe ich aus diesem Grunde „kontrol-liert“ und schränke dabei die Säge nach dem Abrichten.
5.2 Wahl von Neigung, Schrägung, Schränkung
Allgemeines zu Neigung und Schrägung: Die Neigung (Steilheit der Zahnbrust) beeinflusst die Aggressivität der Säge. Eine sehr kleine Neigung von wenigen Grad oder sogar Null ergibt aggressiv und schnell schneidende, aber schwierig zu starten-de Zähne.
Die Schrägung gibt den Zähnen die Nebenschneiden mit denen sie die Fasern durchtrennen können.
Mit einem großen Schrägungswinkel (deutlich über 20°) schneiden die Zähne besonders gut, werden aber auch schneller stumpf.
Oft wird die Geschwindigkeit, mit der eine Handsäge sich durch das Holz frisst, der „Sägefortschritt“, als ganz besonders wichtig herausgestellt. Für mich ist das eine einseitige Bewertung, ein Überbleibsel aus der Vor-Maschinenzeit, als die Tischler mit Handwerkzeugen eine hohe Produktivität erreichen muss-ten
41. Natürlich soll eine frisch geschärfte Säge gut schneiden. Aber gut heißt nicht nur: schnell (es sei
denn, man sägt Brennholz). Andere Kriterien, wie glatte Schnittfläche, Ausrissfreiheit, leichte Startbar-
40
Schränken in Kombination mit Blind-Feilen ist nicht unmöglich, aber ich mache das nicht. 41
Tischler muss damals ein sehr harter Beruf gewesen sein. Man sollte das nicht romantisieren.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 24
keit können ebenso wichtig sein und es sinnvoll machen dass man der Säge eine weniger aggressive Zahnform gibt.
In meinen ersten Jahren als Sägenschärfer habe ich viel mit unterschiedlichen Zahngeometrien herum-probiert, bin letztlich aber zu der Meinung gekommen, dass geometrische Feinheiten gar nicht so viel Bedeutung haben – viel wichtiger ist dass die Säge gut geschärft wird und dass man mit dem nächsten Schärfen nicht zu lange wartet.
Auch bei mir ist die Mehrzahl der Sägen ausgeprägt „auf Stoß“ gefeilt, also mit steilstehender Zahn-brust, darum schnell schneidend. Ich habe aber auch Sägen, deren Geometrie ganz anders ist, nämlich mit symmetrischen Zähnen (Neigung 30°). Sägen mit solchen Bezahnungen schneiden sehr weich, mit auffallend geringen Ausrissen. Sie funktionieren sowohl auf Schub als auch auf Zug, und sie sind spie-lend leicht zu starten. Ich hatte vor Jahren einen kleinen Fuchsschwanz versuchsweise mit einer sym-metrischen QS- Bezahnung (Daten s. u.) versehen, zum ausrissarmen Schneiden von Multiplex, Leim-holzplatten und Ähnlichem. Er funktionierte verblüffend gut
42 -- und ist so geblieben.
Später habe ich probiert, an Feinsägen mit 1,7 mm Teilung solche symmetrischen Bezahnungen so-wohl in Längsschnitt- als auch in Querschnittausführung einzusetzen, um einen besonders feinen, glat-ten Schnitt zu erhalten. Und siehe da, es funktioniert. Das bedeutet für mich, dass ich keine feinere Zahnteilung brauche (und schärfen muss!) als diese 1,7 mm. Meine kleinen Feinsägen mit 1,2 mm Tei-lung, die ich auch selbst geschärft hatte, habe ich erleichtert weggegeben.
Allen, die ihre Sägen selbst schärfen, empfehle ich, selbst solche Versuche zu machen. Ich bin sicher, dass beispielsweise LS- Sägen mit 15° Neigung (fand ich so bei einem Ulmia–Spannsägeblatt) auch sehr schön funktionieren.
Neigung und Schrägung meiner Sägen: Ich schärfe meine westlichen Sägen nur noch mit vier standardisierten und nach Augenschein leicht un-terscheidbaren Geometrien:
Längsschnitt, Standard (LS): Neigung N = 4° Schrägung S = 0°
Querschnitt, Standard (QS): Neigung N = 12° Schrägung S = 25°
Längsschnitt, symmetrisch (LS sym): Neigung N = 30° Schrägung S= 0°
Querschnitt, symmetrisch: (QS sym): Neigung N = 30° Schrägung S = 25°
Allgemeines zur Schränkung: Die erforderliche Größe der Schränkung wächst mit der Zahnteilung, außerdem mit der Elastizität des Holzes; Sägen für weiches oder feuchtes Holz brauchen tendenziell eine größere Schränkung. Wenn andererseits die Bezahnung scharf ist, also mit wenig Schnittkraft arbeitet, verringert sich die Rückfede-rung des Holzes und damit die notwendige Schränkung.
Wenn die Schnittfuge sich verengt und das Blatt festklemmt, weil beim Sägen innere Spannungen des Holzes freiwerden, dann sollte nicht man nicht versuchen, das Problem durch besonders große Schrän-kung zu lösen, sondern die Fuge mit einem Keil offen halten.
Die Schränkung soll nicht größer sein als erforderlich; eine knappe Schränkung begünstigt einen glat-ten, sauberen Schnitt und reduziert den Kraftbedarf weil weniger zerspant wird. Viele nachschärfbare Sägen haben im Neuzustand eine viel zu große Schränkung.
Eine stark geschränkte Säge erlaubt ein deutliches „Nachsteuern“ der Sägerichtung. Das ist aber nur hilfreich, wenn man wenig Übung hat oder nicht sorgfältig sägt
43.
In meiner Werkstatt wird ausschließlich trockenes Holz bearbeitet und ich benutze für Hartholz (Laubholz) und für Weichholz (Nadelholz) die gleichen Sägen.
Schränkung meiner Sägen (Mindestgröße für einwandfreie Funktion):
Sägen mit breitem Blatt (Rückensägen, Fuchsschwänze): Ymin ≈ 10% der Zahnteilung
Spannsägen (Gestellsägen) mit dünnen, schmalen Blättern: Ymin ≈ 5 - 10% der Zahnteilung
Also, z .B.: Feinsäge mit 1,7 mm Zahnteilung: Ymin ≈ 0,15 mm, Fuchsschwanz mit 5 mm Zahnteilung: Ymin ≈ 0,5 mm. Spannsäge mit 3mm Zahnteilung: Ymin ≈ 0,2 mm. Alle Anderen sinngemäß.
Im Grunde muss man ausprobieren (testen, messen, aufschreiben) mit welcher Schränkung man gut arbeiten kann. Messen ist wichtig (s. auch Kap. 7.6), Augenmaß reicht da nicht!
Ich schränke „auf Vorrat“ gebe der Bezahnung also etwas mehr Schränkung als hier angegeben und kann danach ein- oder zweimal schärfen ohne neu schränken zu müssen.
42
Man muss sich allerdings daran gewöhnen, das Blatt deutlich stärker herunterzudrücken. 43
Eigentlich sollte man den Schnitt exakt ansetzen. Und während der ersten Stöße lässt sich jede Säge in der Richtung korrigieren, auch bei sehr knapper Schränkung.
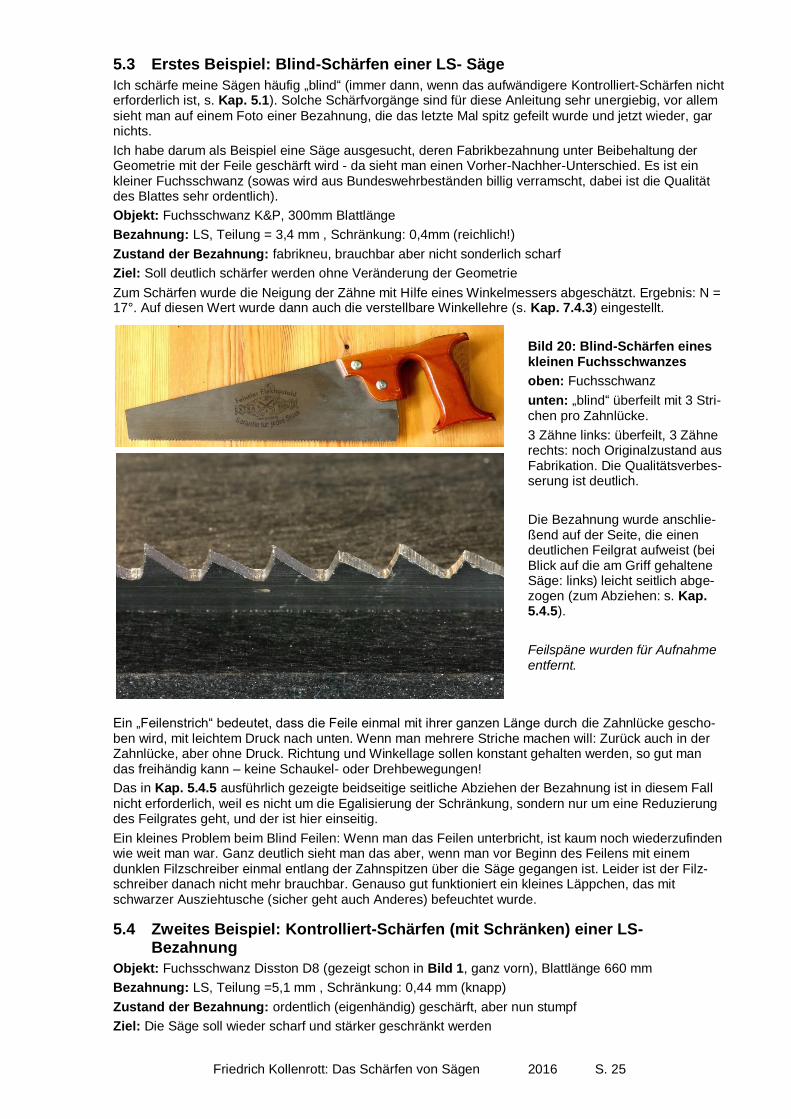
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 25
5.3 Erstes Beispiel: Blind-Schärfen einer LS- Säge
Ich schärfe meine Sägen häufig „blind“ (immer dann, wenn das aufwändigere Kontrolliert-Schärfen nicht erforderlich ist, s. Kap. 5.1). Solche Schärfvorgänge sind für diese Anleitung sehr unergiebig, vor allem
sieht man auf einem Foto einer Bezahnung, die das letzte Mal spitz gefeilt wurde und jetzt wieder, gar nichts.
Ich habe darum als Beispiel eine Säge ausgesucht, deren Fabrikbezahnung unter Beibehaltung der Geometrie mit der Feile geschärft wird - da sieht man einen Vorher-Nachher-Unterschied. Es ist ein kleiner Fuchsschwanz (sowas wird aus Bundeswehrbeständen billig verramscht, dabei ist die Qualität des Blattes sehr ordentlich).
Objekt: Fuchsschwanz K&P, 300mm Blattlänge
Bezahnung: LS, Teilung = 3,4 mm , Schränkung: 0,4mm (reichlich!)
Zustand der Bezahnung: fabrikneu, brauchbar aber nicht sonderlich scharf
Ziel: Soll deutlich schärfer werden ohne Veränderung der Geometrie
Zum Schärfen wurde die Neigung der Zähne mit Hilfe eines Winkelmessers abgeschätzt. Ergebnis: N = 17°. Auf diesen Wert wurde dann auch die verstellbare Winkellehre (s. Kap. 7.4.3) eingestellt.
Bild 20: Blind-Schärfen eines kleinen Fuchsschwanzes
oben: Fuchsschwanz
unten: „blind“ überfeilt mit 3 Stri-chen pro Zahnlücke.
3 Zähne links: überfeilt, 3 Zähne rechts: noch Originalzustand aus Fabrikation. Die Qualitätsverbes-serung ist deutlich.
Die Bezahnung wurde anschlie-ßend auf der Seite, die einen deutlichen Feilgrat aufweist (bei Blick auf die am Griff gehaltene Säge: links) leicht seitlich abge-zogen (zum Abziehen: s. Kap. 5.4.5).
Feilspäne wurden für Aufnahme entfernt.
Ein „Feilenstrich“ bedeutet, dass die Feile einmal mit ihrer ganzen Länge durch die Zahnlücke gescho-ben wird, mit leichtem Druck nach unten. Wenn man mehrere Striche machen will: Zurück auch in der Zahnlücke, aber ohne Druck. Richtung und Winkellage sollen konstant gehalten werden, so gut man das freihändig kann – keine Schaukel- oder Drehbewegungen!
Das in Kap. 5.4.5 ausführlich gezeigte beidseitige seitliche Abziehen der Bezahnung ist in diesem Fall
nicht erforderlich, weil es nicht um die Egalisierung der Schränkung, sondern nur um eine Reduzierung des Feilgrates geht, und der ist hier einseitig.
Ein kleines Problem beim Blind Feilen: Wenn man das Feilen unterbricht, ist kaum noch wiederzufinden wie weit man war. Ganz deutlich sieht man das aber, wenn man vor Beginn des Feilens mit einem dunklen Filzschreiber einmal entlang der Zahnspitzen über die Säge gegangen ist. Leider ist der Filz-schreiber danach nicht mehr brauchbar. Genauso gut funktioniert ein kleines Läppchen, das mit schwarzer Ausziehtusche (sicher geht auch Anderes) befeuchtet wurde.
5.4 Zweites Beispiel: Kontrolliert-Schärfen (mit Schränken) einer LS-Bezahnung
Objekt: Fuchsschwanz Disston D8 (gezeigt schon in Bild 1, ganz vorn), Blattlänge 660 mm
Bezahnung: LS, Teilung =5,1 mm , Schränkung: 0,44 mm (knapp)
Zustand der Bezahnung: ordentlich (eigenhändig) geschärft, aber nun stumpf
Ziel: Die Säge soll wieder scharf und stärker geschränkt werden

Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 26
5.4.1 Abrichten der Säge
Zum Abrichten wird die Säge in der Feilkluppe oder einem Schraubstock eingespannt (jetzt möglichst hoch). Mit einer nicht zu groben Flachfeile (s. auch Kap. 7.3) werden die Zahnköpfe in Längsrichtung
ganz leicht überfeilt.
Bild 21: Abrichten einer Bezahnung mit der Flachfeile
Säge ist in Tischlerschraubstock gespannt
Es genügt, nach Augenmaß darauf zu achten, dass die Feile waagerecht (in der x-y- Ebene, vgl. Bild 9) gehalten wird. Es feilt sich besser in Arbeitsrichtung der Säge, also vom Griff zum vorderen Ende des Blattes hin. Gefeilt wird solange, bis jeder Zahn eine ganz kleine Fläche am Kopf hat, die etwa 0,1 bis 0,3 mal so breit wie die Teilung ist.
Die Kopfflächen sollen über die Länge des Blattes etwa gleichgroß sein. Je gleichmäßiger die Zähne
sind, desto kleiner dürfen die Kopfflächen sein. Gute Feilen sind etwas konvex gebogen (damit man mit ihnen auch eine Planfläche in ihrer Mitte bearbeiten kann) und erzeugen, wenn man nicht aufpasst, beim Abrichten eine etwas hohle Zahnkopflinie, die beim Sägen überhaupt nicht stört, aber evtl. beim späteren Blankmachen mit einem planen Stein (s. Kap. 5.4.3).
5.4.2 Schränken (nur wenn erforderlich)
Wenn die vorhandene Schränkung nicht mehr ausreicht, wird nach dem Abrichten geschränkt. Dazu wird die Säge (hoch) eingespannt und dann werden mit der Schränkzange die Zähne an ihren Spitzen gebogen. Erst jeder zweite in die eine Richtung, dann (nach Umdrehen der Säge) die dazwischenlie-genden Zähne in die andere Richtung. Es ist darauf zu achten, dass die vorhandene Schränkrichtung an den Zähnen beibehalten wird (sonst besteht erhöhte Bruchgefahr).
Bei LS- Bezahnungen mit sehr kleiner Schränkung und Zahnteilung kann es schwierig sein, nach dem Abrichten (= Entfernen der Zahnspitzen) noch eindeutig zu erkennen in welche Richtung geschränkt war. Da empfiehlt es sich, vor dem Abrichten an einem Zahn die Richtung der Schränkung mit einem Filzschreiber zu markieren.
Funktionsweise der Schränkzangen und Schränkvorgang: Schränkzangen für so kleine Zähnchen wie sie hier behandelt werden arbeiten üblicherweise nach dem „Plunger- Prinzip“ ( Bild 22): Die Zange wird für den Schränkvorgang auf die Zahnspitzen gesetzt, bes-
ser natürlich (und bei mir immer) auf die Kopfflächen der noch nicht fertig gefeilten Zähne. Sie hat einen „Amboss“, das ist ein planes gehärtetes Stahlstück mit einer flachen Fase oben. Beim Zusammendrü-cken der Zange wird zunächst das Blatt unterhalb der Zähne von einem zylindrischen Stempel (dem „Plunger“) gegen die Planfläche des gegenüberliegenden Ambosses gedrückt und so fixiert. Dann kommt aus diesem Plunger ein viel kleinerer, rechteckiger Stempel heraus, der den Zahn gegen die Fa-senfläche des Ambosses biegt.
Die Größe der Schränkung wird eingestellt durch Höhenverstellung der flachen Fase am Amboss und damit des Biegebeginns am Zahn, der Biegewinkel ist immer gleich. Bei der Stanley wird der rechtwink-lige Amboss nach oben oder unten verschoben. Bei Eclipse und Somax ist der Amboss rund, die Fa-senkante eine Spirale, und der Amboss wird zur Einstellung gedreht.
Bild 22: Schränkzange (Stanley 42X) auf die abgerichtete Be-zahnung gesetzt
Säge: Fuchsschwanz Disston D8, LS- Bezahnung, Zahnteilung 5,1 mm
beachten: Der Zahn ist hier noch nicht gegen die Fasenfläche des
Ambosses (rechts) gebogen, man sieht noch einen Spalt!
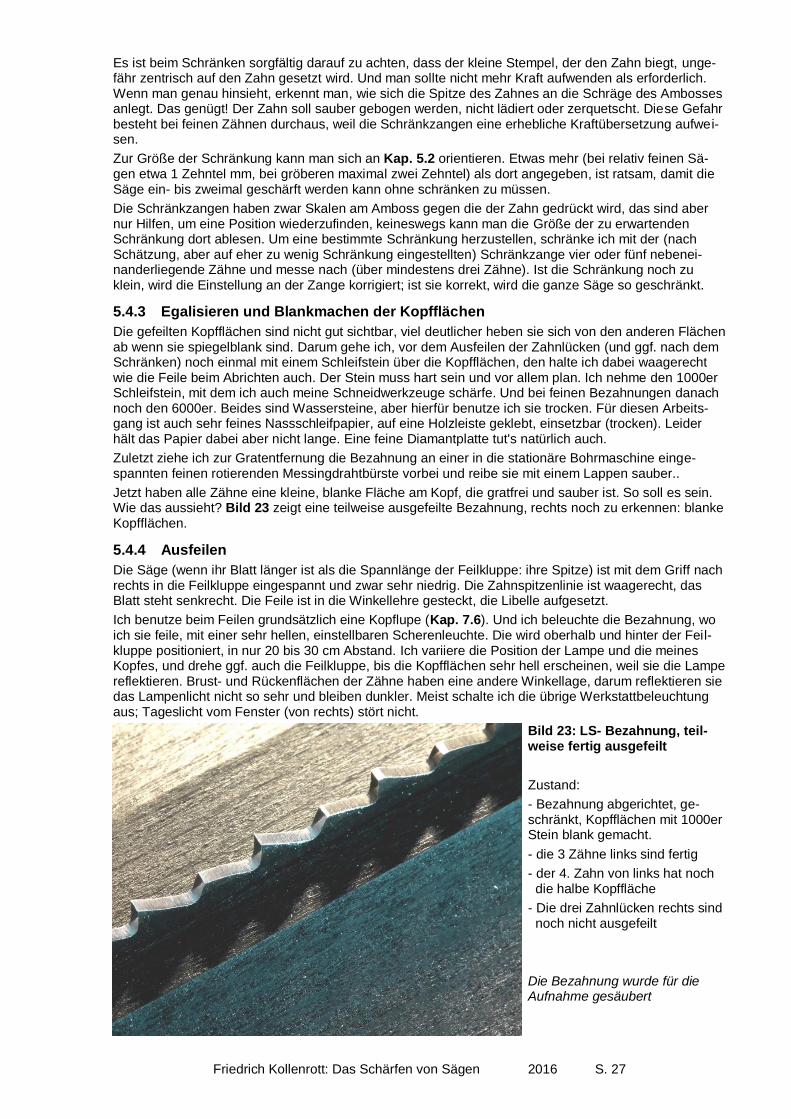
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 27
Es ist beim Schränken sorgfältig darauf zu achten, dass der kleine Stempel, der den Zahn biegt, unge-fähr zentrisch auf den Zahn gesetzt wird. Und man sollte nicht mehr Kraft aufwenden als erforderlich. Wenn man genau hinsieht, erkennt man, wie sich die Spitze des Zahnes an die Schräge des Ambosses anlegt. Das genügt! Der Zahn soll sauber gebogen werden, nicht lädiert oder zerquetscht. Diese Gefahr besteht bei feinen Zähnen durchaus, weil die Schränkzangen eine erhebliche Kraftübersetzung aufwei-sen.
Zur Größe der Schränkung kann man sich an Kap. 5.2 orientieren. Etwas mehr (bei relativ feinen Sä-gen etwa 1 Zehntel mm, bei gröberen maximal zwei Zehntel) als dort angegeben, ist ratsam, damit die Säge ein- bis zweimal geschärft werden kann ohne schränken zu müssen.
Die Schränkzangen haben zwar Skalen am Amboss gegen die der Zahn gedrückt wird, das sind aber nur Hilfen, um eine Position wiederzufinden, keineswegs kann man die Größe der zu erwartenden Schränkung dort ablesen. Um eine bestimmte Schränkung herzustellen, schränke ich mit der (nach Schätzung, aber auf eher zu wenig Schränkung eingestellten) Schränkzange vier oder fünf nebenei-nanderliegende Zähne und messe nach (über mindestens drei Zähne). Ist die Schränkung noch zu klein, wird die Einstellung an der Zange korrigiert; ist sie korrekt, wird die ganze Säge so geschränkt.
5.4.3 Egalisieren und Blankmachen der Kopfflächen
Die gefeilten Kopfflächen sind nicht gut sichtbar, viel deutlicher heben sie sich von den anderen Flächen ab wenn sie spiegelblank sind. Darum gehe ich, vor dem Ausfeilen der Zahnlücken (und ggf. nach dem Schränken) noch einmal mit einem Schleifstein über die Kopfflächen, den halte ich dabei waagerecht wie die Feile beim Abrichten auch. Der Stein muss hart sein und vor allem plan. Ich nehme den 1000er Schleifstein, mit dem ich auch meine Schneidwerkzeuge schärfe. Und bei feinen Bezahnungen danach noch den 6000er. Beides sind Wassersteine, aber hierfür benutze ich sie trocken. Für diesen Arbeits-gang ist auch sehr feines Nassschleifpapier, auf eine Holzleiste geklebt, einsetzbar (trocken). Leider hält das Papier dabei aber nicht lange. Eine feine Diamantplatte tut's natürlich auch.
Zuletzt ziehe ich zur Gratentfernung die Bezahnung an einer in die stationäre Bohrmaschine einge-spannten feinen rotierenden Messingdrahtbürste vorbei und reibe sie mit einem Lappen sauber..
Jetzt haben alle Zähne eine kleine, blanke Fläche am Kopf, die gratfrei und sauber ist. So soll es sein. Wie das aussieht? Bild 23 zeigt eine teilweise ausgefeilte Bezahnung, rechts noch zu erkennen: blanke Kopfflächen.
5.4.4 Ausfeilen
Die Säge (wenn ihr Blatt länger ist als die Spannlänge der Feilkluppe: ihre Spitze) ist mit dem Griff nach rechts in die Feilkluppe eingespannt und zwar sehr niedrig. Die Zahnspitzenlinie ist waagerecht, das Blatt steht senkrecht. Die Feile ist in die Winkellehre gesteckt, die Libelle aufgesetzt.
Ich benutze beim Feilen grundsätzlich eine Kopflupe (Kap. 7.6). Und ich beleuchte die Bezahnung, wo ich sie feile, mit einer sehr hellen, einstellbaren Scherenleuchte. Die wird oberhalb und hinter der Feil-kluppe positioniert, in nur 20 bis 30 cm Abstand. Ich variiere die Position der Lampe und die meines Kopfes, und drehe ggf. auch die Feilkluppe, bis die Kopfflächen sehr hell erscheinen, weil sie die Lampe reflektieren. Brust- und Rückenflächen der Zähne haben eine andere Winkellage, darum reflektieren sie das Lampenlicht nicht so sehr und bleiben dunkler. Meist schalte ich die übrige Werkstattbeleuchtung aus; Tageslicht vom Fenster (von rechts) stört nicht.
Bild 23: LS- Bezahnung, teil-weise fertig ausgefeilt
Zustand:
- Bezahnung abgerichtet, ge-schränkt, Kopfflächen mit 1000er Stein blank gemacht.
- die 3 Zähne links sind fertig
- der 4. Zahn von links hat noch die halbe Kopffläche
- Die drei Zahnlücken rechts sind noch nicht ausgefeilt
Die Bezahnung wurde für die Aufnahme gesäubert
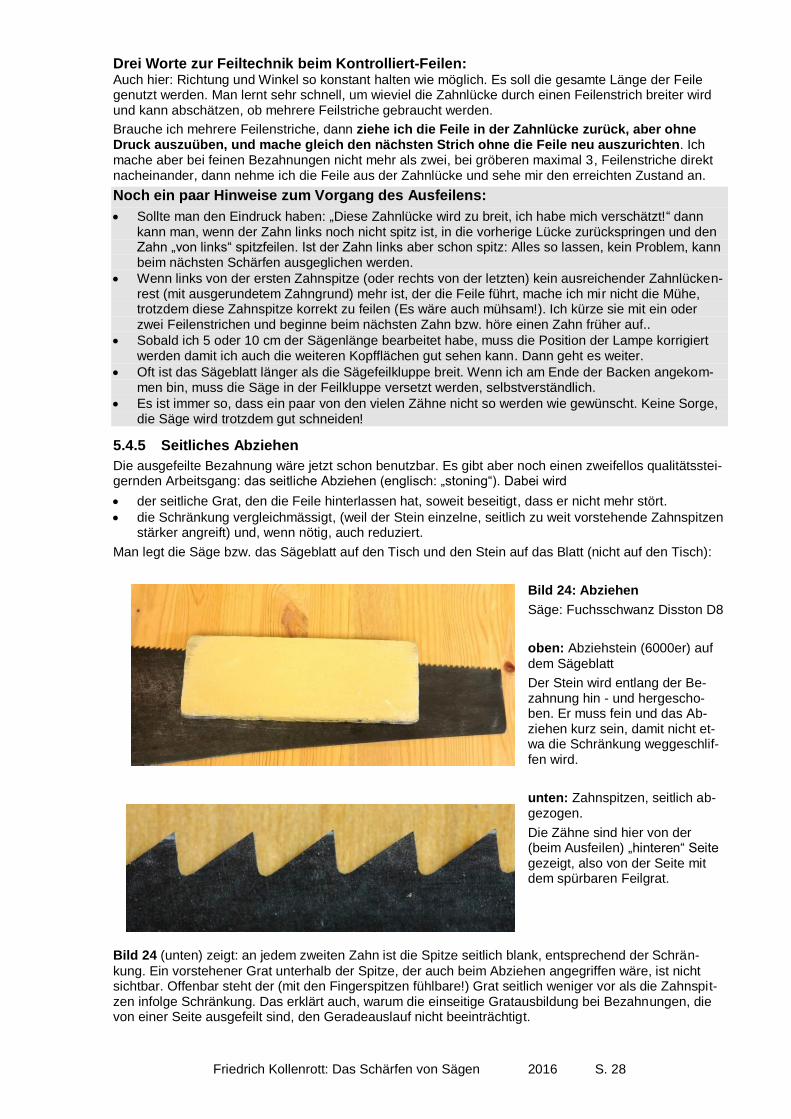
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 28
Drei Worte zur Feiltechnik beim Kontrolliert-Feilen: Auch hier: Richtung und Winkel so konstant halten wie möglich. Es soll die gesamte Länge der Feile genutzt werden. Man lernt sehr schnell, um wieviel die Zahnlücke durch einen Feilenstrich breiter wird und kann abschätzen, ob mehrere Feilstriche gebraucht werden.
Brauche ich mehrere Feilenstriche, dann ziehe ich die Feile in der Zahnlücke zurück, aber ohne Druck auszuüben, und mache gleich den nächsten Strich ohne die Feile neu auszurichten. Ich mache aber bei feinen Bezahnungen nicht mehr als zwei, bei gröberen maximal 3, Feilenstriche direkt nacheinander, dann nehme ich die Feile aus der Zahnlücke und sehe mir den erreichten Zustand an.
Noch ein paar Hinweise zum Vorgang des Ausfeilens:
Sollte man den Eindruck haben: „Diese Zahnlücke wird zu breit, ich habe mich verschätzt!“ dann kann man, wenn der Zahn links noch nicht spitz ist, in die vorherige Lücke zurückspringen und den Zahn „von links“ spitzfeilen. Ist der Zahn links aber schon spitz: Alles so lassen, kein Problem, kann beim nächsten Schärfen ausgeglichen werden.
Wenn links von der ersten Zahnspitze (oder rechts von der letzten) kein ausreichender Zahnlücken-rest (mit ausgerundetem Zahngrund) mehr ist, der die Feile führt, mache ich mir nicht die Mühe, trotzdem diese Zahnspitze korrekt zu feilen (Es wäre auch mühsam!). Ich kürze sie mit ein oder zwei Feilenstrichen und beginne beim nächsten Zahn bzw. höre einen Zahn früher auf..
Sobald ich 5 oder 10 cm der Sägenlänge bearbeitet habe, muss die Position der Lampe korrigiert werden damit ich auch die weiteren Kopfflächen gut sehen kann. Dann geht es weiter.
Oft ist das Sägeblatt länger als die Sägefeilkluppe breit. Wenn ich am Ende der Backen angekom-men bin, muss die Säge in der Feilkluppe versetzt werden, selbstverständlich.
Es ist immer so, dass ein paar von den vielen Zähne nicht so werden wie gewünscht. Keine Sorge, die Säge wird trotzdem gut schneiden!
5.4.5 Seitliches Abziehen
Die ausgefeilte Bezahnung wäre jetzt schon benutzbar. Es gibt aber noch einen zweifellos qualitätsstei-gernden Arbeitsgang: das seitliche Abziehen (englisch: „stoning“). Dabei wird
der seitliche Grat, den die Feile hinterlassen hat, soweit beseitigt, dass er nicht mehr stört.
die Schränkung vergleichmässigt, (weil der Stein einzelne, seitlich zu weit vorstehende Zahnspitzen stärker angreift) und, wenn nötig, auch reduziert.
Man legt die Säge bzw. das Sägeblatt auf den Tisch und den Stein auf das Blatt (nicht auf den Tisch):
Bild 24: Abziehen
Säge: Fuchsschwanz Disston D8
oben: Abziehstein (6000er) auf
dem Sägeblatt
Der Stein wird entlang der Be-zahnung hin - und hergescho-ben. Er muss fein und das Ab-ziehen kurz sein, damit nicht et-wa die Schränkung weggeschlif-fen wird.
unten: Zahnspitzen, seitlich ab-gezogen.
Die Zähne sind hier von der (beim Ausfeilen) „hinteren“ Seite gezeigt, also von der Seite mit dem spürbaren Feilgrat.
Bild 24 (unten) zeigt: an jedem zweiten Zahn ist die Spitze seitlich blank, entsprechend der Schrän-
kung. Ein vorstehener Grat unterhalb der Spitze, der auch beim Abziehen angegriffen wäre, ist nicht sichtbar. Offenbar steht der (mit den Fingerspitzen fühlbare!) Grat seitlich weniger vor als die Zahnspit-zen infolge Schränkung. Das erklärt auch, warum die einseitige Gratausbildung bei Bezahnungen, die von einer Seite ausgefeilt sind, den Geradeauslauf nicht beeinträchtigt.
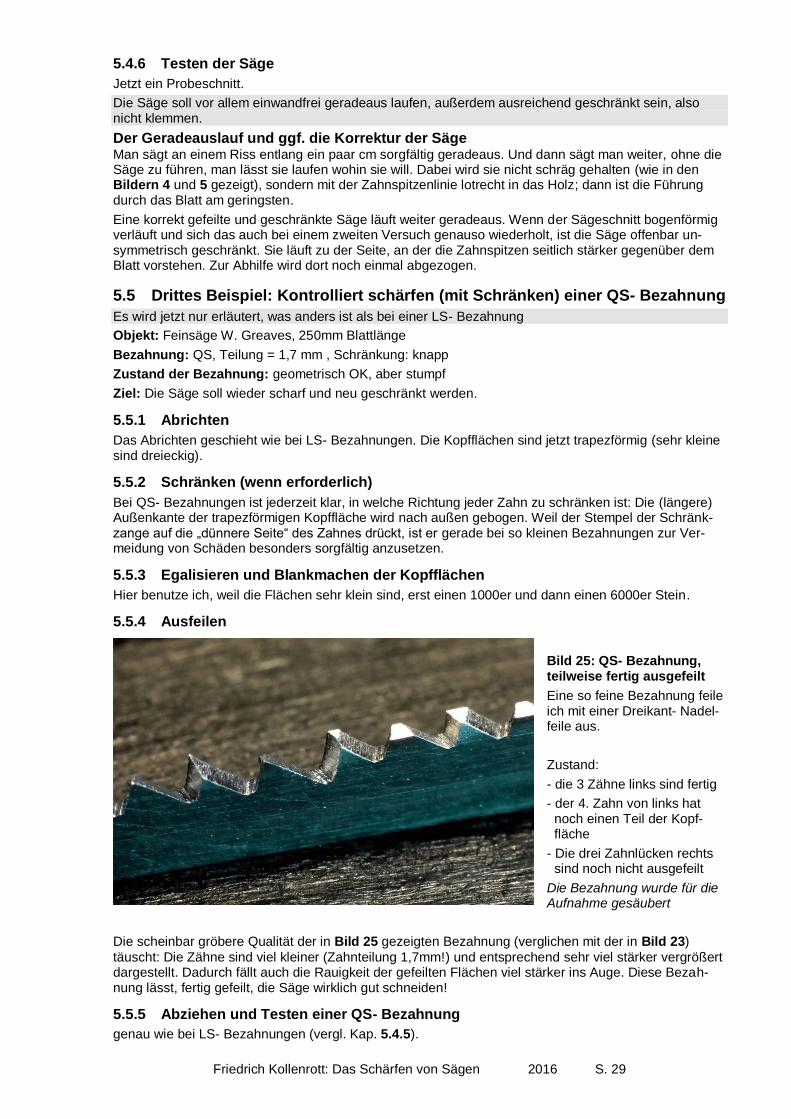
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 29
5.4.6 Testen der Säge
Jetzt ein Probeschnitt.
Die Säge soll vor allem einwandfrei geradeaus laufen, außerdem ausreichend geschränkt sein, also nicht klemmen.
Der Geradeauslauf und ggf. die Korrektur der Säge Man sägt an einem Riss entlang ein paar cm sorgfältig geradeaus. Und dann sägt man weiter, ohne die Säge zu führen, man lässt sie laufen wohin sie will. Dabei wird sie nicht schräg gehalten (wie in den Bildern 4 und 5 gezeigt), sondern mit der Zahnspitzenlinie lotrecht in das Holz; dann ist die Führung durch das Blatt am geringsten.
Eine korrekt gefeilte und geschränkte Säge läuft weiter geradeaus. Wenn der Sägeschnitt bogenförmig verläuft und sich das auch bei einem zweiten Versuch genauso wiederholt, ist die Säge offenbar un-symmetrisch geschränkt. Sie läuft zu der Seite, an der die Zahnspitzen seitlich stärker gegenüber dem Blatt vorstehen. Zur Abhilfe wird dort noch einmal abgezogen.
5.5 Drittes Beispiel: Kontrolliert schärfen (mit Schränken) einer QS- Bezahnung
Es wird jetzt nur erläutert, was anders ist als bei einer LS- Bezahnung
Objekt: Feinsäge W. Greaves, 250mm Blattlänge
Bezahnung: QS, Teilung = 1,7 mm , Schränkung: knapp
Zustand der Bezahnung: geometrisch OK, aber stumpf
Ziel: Die Säge soll wieder scharf und neu geschränkt werden.
5.5.1 Abrichten
Das Abrichten geschieht wie bei LS- Bezahnungen. Die Kopfflächen sind jetzt trapezförmig (sehr kleine sind dreieckig).
5.5.2 Schränken (wenn erforderlich)
Bei QS- Bezahnungen ist jederzeit klar, in welche Richtung jeder Zahn zu schränken ist: Die (längere) Außenkante der trapezförmigen Kopffläche wird nach außen gebogen. Weil der Stempel der Schränk-zange auf die „dünnere Seite“ des Zahnes drückt, ist er gerade bei so kleinen Bezahnungen zur Ver-meidung von Schäden besonders sorgfältig anzusetzen.
5.5.3 Egalisieren und Blankmachen der Kopfflächen
Hier benutze ich, weil die Flächen sehr klein sind, erst einen 1000er und dann einen 6000er Stein.
5.5.4 Ausfeilen
Bild 25: QS- Bezahnung, teilweise fertig ausgefeilt
Eine so feine Bezahnung feile ich mit einer Dreikant- Nadel-feile aus.
Zustand:
- die 3 Zähne links sind fertig
- der 4. Zahn von links hat noch einen Teil der Kopf- fläche
- Die drei Zahnlücken rechts sind noch nicht ausgefeilt
Die Bezahnung wurde für die Aufnahme gesäubert
Die scheinbar gröbere Qualität der in Bild 25 gezeigten Bezahnung (verglichen mit der in Bild 23)
täuscht: Die Zähne sind viel kleiner (Zahnteilung 1,7mm!) und entsprechend sehr viel stärker vergrößert dargestellt. Dadurch fällt auch die Rauigkeit der gefeilten Flächen viel stärker ins Auge. Diese Bezah-nung lässt, fertig gefeilt, die Säge wirklich gut schneiden!
5.5.5 Abziehen und Testen einer QS- Bezahnung
genau wie bei LS- Bezahnungen (vergl. Kap. 5.4.5).
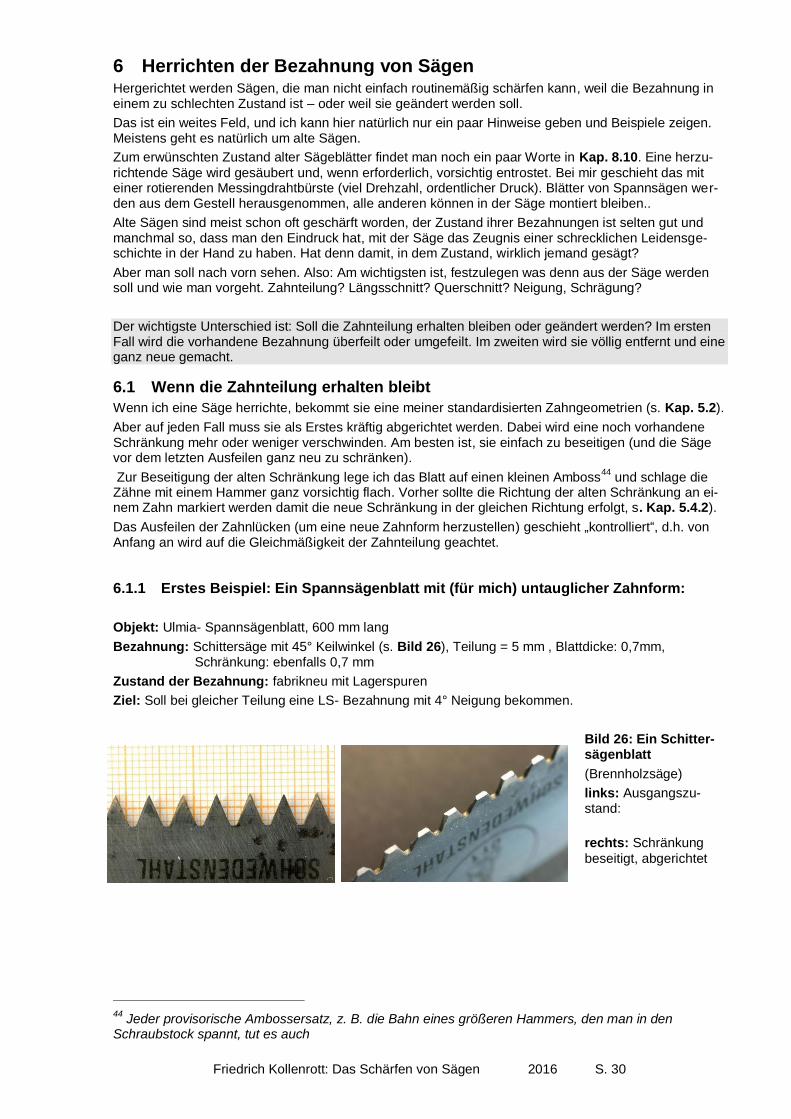
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 30
6 Herrichten der Bezahnung von Sägen Hergerichtet werden Sägen, die man nicht einfach routinemäßig schärfen kann, weil die Bezahnung in einem zu schlechten Zustand ist – oder weil sie geändert werden soll.
Das ist ein weites Feld, und ich kann hier natürlich nur ein paar Hinweise geben und Beispiele zeigen. Meistens geht es natürlich um alte Sägen.
Zum erwünschten Zustand alter Sägeblätter findet man noch ein paar Worte in Kap. 8.10. Eine herzu-
richtende Säge wird gesäubert und, wenn erforderlich, vorsichtig entrostet. Bei mir geschieht das mit einer rotierenden Messingdrahtbürste (viel Drehzahl, ordentlicher Druck). Blätter von Spannsägen wer-den aus dem Gestell herausgenommen, alle anderen können in der Säge montiert bleiben..
Alte Sägen sind meist schon oft geschärft worden, der Zustand ihrer Bezahnungen ist selten gut und manchmal so, dass man den Eindruck hat, mit der Säge das Zeugnis einer schrecklichen Leidensge-schichte in der Hand zu haben. Hat denn damit, in dem Zustand, wirklich jemand gesägt?
Aber man soll nach vorn sehen. Also: Am wichtigsten ist, festzulegen was denn aus der Säge werden soll und wie man vorgeht. Zahnteilung? Längsschnitt? Querschnitt? Neigung, Schrägung?
Der wichtigste Unterschied ist: Soll die Zahnteilung erhalten bleiben oder geändert werden? Im ersten Fall wird die vorhandene Bezahnung überfeilt oder umgefeilt. Im zweiten wird sie völlig entfernt und eine ganz neue gemacht.
6.1 Wenn die Zahnteilung erhalten bleibt
Wenn ich eine Säge herrichte, bekommt sie eine meiner standardisierten Zahngeometrien (s. Kap. 5.2).
Aber auf jeden Fall muss sie als Erstes kräftig abgerichtet werden. Dabei wird eine noch vorhandene Schränkung mehr oder weniger verschwinden. Am besten ist, sie einfach zu beseitigen (und die Säge vor dem letzten Ausfeilen ganz neu zu schränken).
Zur Beseitigung der alten Schränkung lege ich das Blatt auf einen kleinen Amboss44
und schlage die Zähne mit einem Hammer ganz vorsichtig flach. Vorher sollte die Richtung der alten Schränkung an ei-nem Zahn markiert werden damit die neue Schränkung in der gleichen Richtung erfolgt, s. Kap. 5.4.2).
Das Ausfeilen der Zahnlücken (um eine neue Zahnform herzustellen) geschieht „kontrolliert“, d.h. von Anfang an wird auf die Gleichmäßigkeit der Zahnteilung geachtet.
6.1.1 Erstes Beispiel: Ein Spannsägenblatt mit (für mich) untauglicher Zahnform:
Objekt: Ulmia- Spannsägenblatt, 600 mm lang
Bezahnung: Schittersäge mit 45° Keilwinkel (s. Bild 26), Teilung = 5 mm , Blattdicke: 0,7mm, Schränkung: ebenfalls 0,7 mm
Zustand der Bezahnung: fabrikneu mit Lagerspuren
Ziel: Soll bei gleicher Teilung eine LS- Bezahnung mit 4° Neigung bekommen.
Bild 26: Ein Schitter-sägenblatt
(Brennholzsäge)
links: Ausgangszu-stand:
rechts: Schränkung
beseitigt, abgerichtet
44
Jeder provisorische Ambossersatz, z. B. die Bahn eines größeren Hammers, den man in den Schraubstock spannt, tut es auch
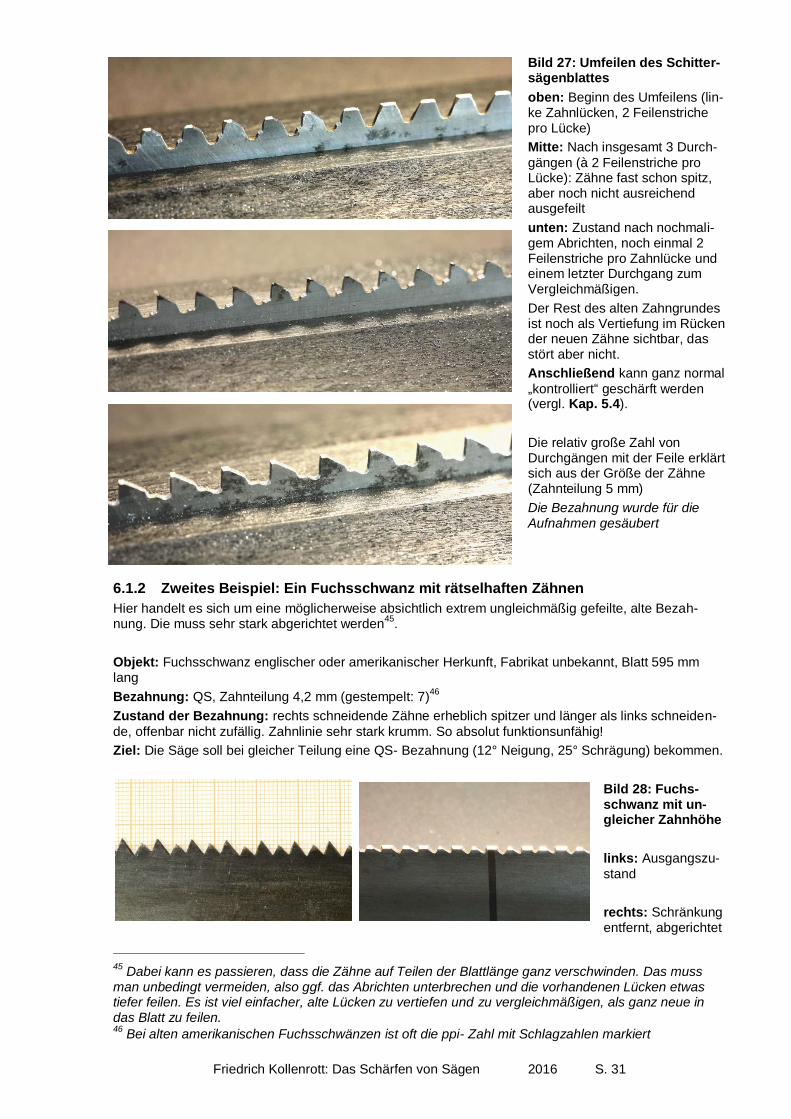
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 31
Bild 27: Umfeilen des Schitter-sägenblattes
oben: Beginn des Umfeilens (lin-ke Zahnlücken, 2 Feilenstriche pro Lücke)
Mitte: Nach insgesamt 3 Durch-
gängen (à 2 Feilenstriche pro Lücke): Zähne fast schon spitz, aber noch nicht ausreichend ausgefeilt
unten: Zustand nach nochmali-gem Abrichten, noch einmal 2 Feilenstriche pro Zahnlücke und einem letzter Durchgang zum Vergleichmäßigen.
Der Rest des alten Zahngrundes ist noch als Vertiefung im Rücken der neuen Zähne sichtbar, das stört aber nicht.
Anschließend kann ganz normal
„kontrolliert“ geschärft werden (vergl. Kap. 5.4).
Die relativ große Zahl von Durchgängen mit der Feile erklärt sich aus der Größe der Zähne (Zahnteilung 5 mm)
Die Bezahnung wurde für die Aufnahmen gesäubert
6.1.2 Zweites Beispiel: Ein Fuchsschwanz mit rätselhaften Zähnen
Hier handelt es sich um eine möglicherweise absichtlich extrem ungleichmäßig gefeilte, alte Bezah-nung. Die muss sehr stark abgerichtet werden
45.
Objekt: Fuchsschwanz englischer oder amerikanischer Herkunft, Fabrikat unbekannt, Blatt 595 mm lang
Bezahnung: QS, Zahnteilung 4,2 mm (gestempelt: 7)46
Zustand der Bezahnung: rechts schneidende Zähne erheblich spitzer und länger als links schneiden-
de, offenbar nicht zufällig. Zahnlinie sehr stark krumm. So absolut funktionsunfähig!
Ziel: Die Säge soll bei gleicher Teilung eine QS- Bezahnung (12° Neigung, 25° Schrägung) bekommen.
Bild 28: Fuchs-schwanz mit un-gleicher Zahnhöhe
links: Ausgangszu-
stand
rechts: Schränkung entfernt, abgerichtet
45
Dabei kann es passieren, dass die Zähne auf Teilen der Blattlänge ganz verschwinden. Das muss man unbedingt vermeiden, also ggf. das Abrichten unterbrechen und die vorhandenen Lücken etwas tiefer feilen. Es ist viel einfacher, alte Lücken zu vertiefen und zu vergleichmäßigen, als ganz neue in das Blatt zu feilen. 46
Bei alten amerikanischen Fuchsschwänzen ist oft die ppi- Zahl mit Schlagzahlen markiert
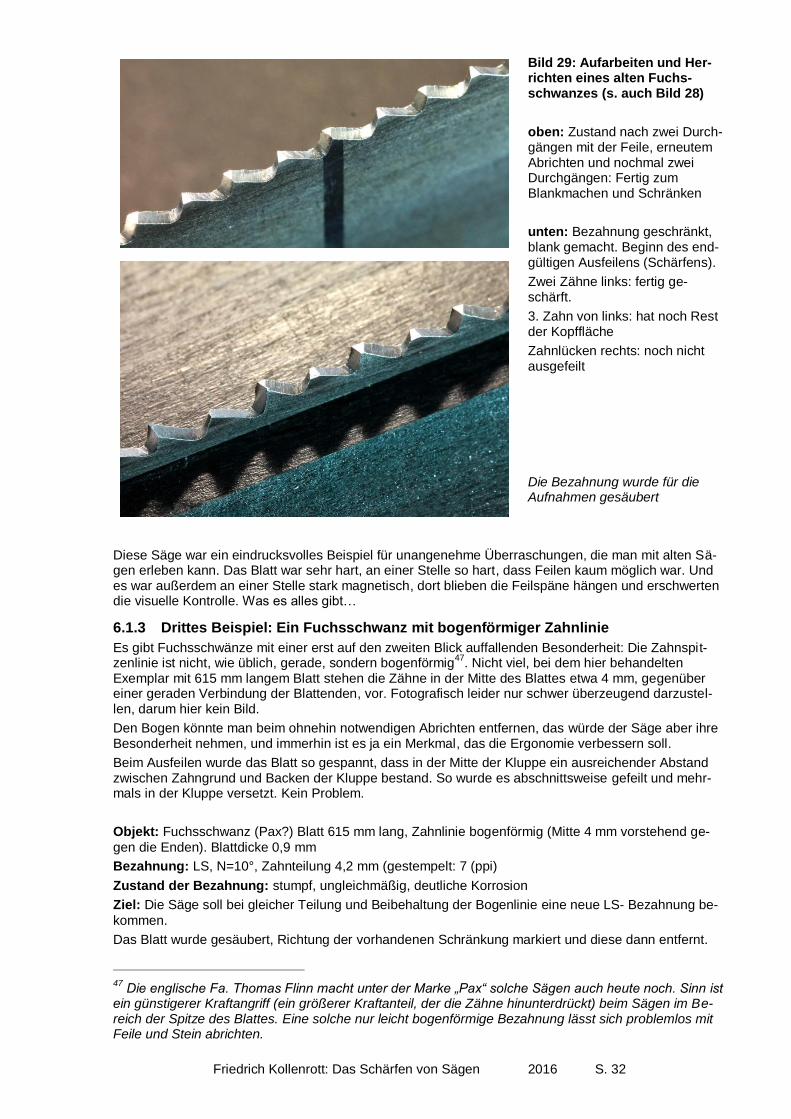
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 32
Bild 29: Aufarbeiten und Her-richten eines alten Fuchs-schwanzes (s. auch Bild 28)
oben: Zustand nach zwei Durch-gängen mit der Feile, erneutem Abrichten und nochmal zwei Durchgängen: Fertig zum Blankmachen und Schränken
unten: Bezahnung geschränkt, blank gemacht. Beginn des end-gültigen Ausfeilens (Schärfens).
Zwei Zähne links: fertig ge-schärft.
3. Zahn von links: hat noch Rest der Kopffläche
Zahnlücken rechts: noch nicht ausgefeilt
Die Bezahnung wurde für die Aufnahmen gesäubert
Diese Säge war ein eindrucksvolles Beispiel für unangenehme Überraschungen, die man mit alten Sä-gen erleben kann. Das Blatt war sehr hart, an einer Stelle so hart, dass Feilen kaum möglich war. Und es war außerdem an einer Stelle stark magnetisch, dort blieben die Feilspäne hängen und erschwerten die visuelle Kontrolle. Was es alles gibt…
6.1.3 Drittes Beispiel: Ein Fuchsschwanz mit bogenförmiger Zahnlinie
Es gibt Fuchsschwänze mit einer erst auf den zweiten Blick auffallenden Besonderheit: Die Zahnspit-zenlinie ist nicht, wie üblich, gerade, sondern bogenförmig
47. Nicht viel, bei dem hier behandelten
Exemplar mit 615 mm langem Blatt stehen die Zähne in der Mitte des Blattes etwa 4 mm, gegenüber einer geraden Verbindung der Blattenden, vor. Fotografisch leider nur schwer überzeugend darzustel-len, darum hier kein Bild.
Den Bogen könnte man beim ohnehin notwendigen Abrichten entfernen, das würde der Säge aber ihre Besonderheit nehmen, und immerhin ist es ja ein Merkmal, das die Ergonomie verbessern soll.
Beim Ausfeilen wurde das Blatt so gespannt, dass in der Mitte der Kluppe ein ausreichender Abstand zwischen Zahngrund und Backen der Kluppe bestand. So wurde es abschnittsweise gefeilt und mehr-mals in der Kluppe versetzt. Kein Problem.
Objekt: Fuchsschwanz (Pax?) Blatt 615 mm lang, Zahnlinie bogenförmig (Mitte 4 mm vorstehend ge-
gen die Enden). Blattdicke 0,9 mm
Bezahnung: LS, N=10°, Zahnteilung 4,2 mm (gestempelt: 7 (ppi)
Zustand der Bezahnung: stumpf, ungleichmäßig, deutliche Korrosion
Ziel: Die Säge soll bei gleicher Teilung und Beibehaltung der Bogenlinie eine neue LS- Bezahnung be-
kommen.
Das Blatt wurde gesäubert, Richtung der vorhandenen Schränkung markiert und diese dann entfernt.
47
Die englische Fa. Thomas Flinn macht unter der Marke „Pax“ solche Sägen auch heute noch. Sinn ist ein günstigerer Kraftangriff (ein größerer Kraftanteil, der die Zähne hinunterdrückt) beim Sägen im Be-reich der Spitze des Blattes. Eine solche nur leicht bogenförmige Bezahnung lässt sich problemlos mit Feile und Stein abrichten.
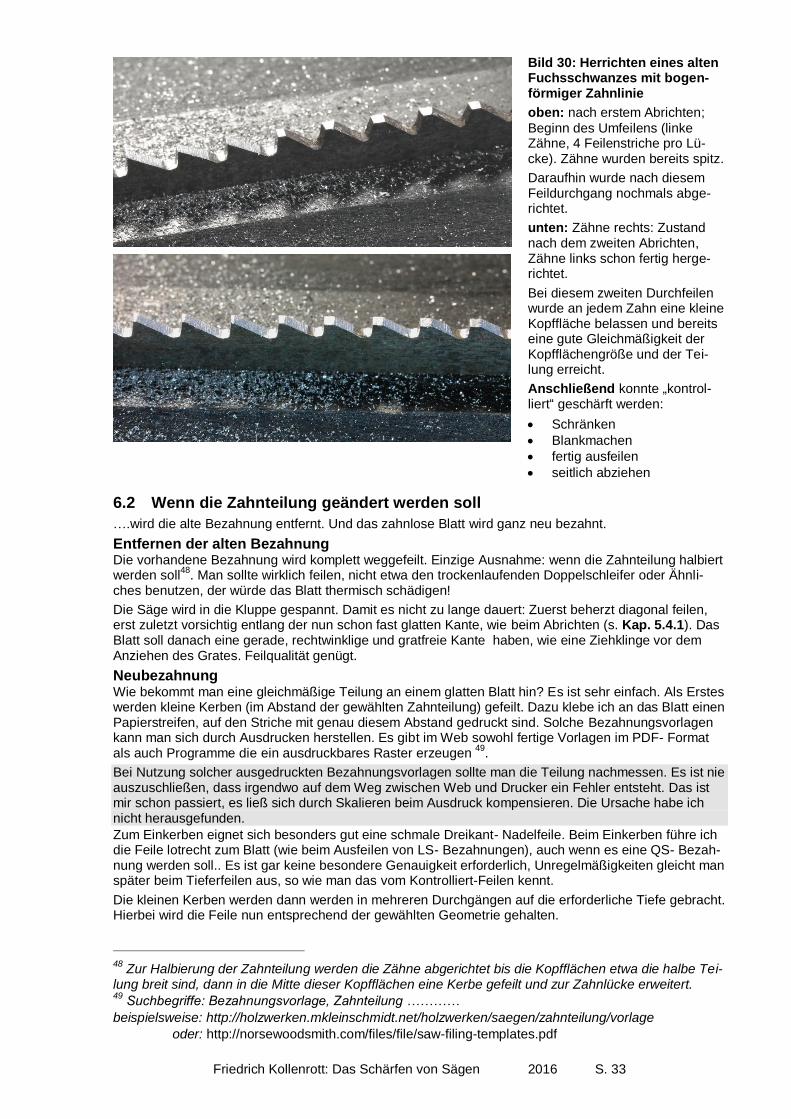
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 33
Bild 30: Herrichten eines alten Fuchsschwanzes mit bogen-förmiger Zahnlinie
oben: nach erstem Abrichten;
Beginn des Umfeilens (linke Zähne, 4 Feilenstriche pro Lü-cke). Zähne wurden bereits spitz.
Daraufhin wurde nach diesem Feildurchgang nochmals abge-richtet.
unten: Zähne rechts: Zustand nach dem zweiten Abrichten, Zähne links schon fertig herge-richtet.
Bei diesem zweiten Durchfeilen wurde an jedem Zahn eine kleine Kopffläche belassen und bereits eine gute Gleichmäßigkeit der Kopfflächengröße und der Tei-lung erreicht.
Anschließend konnte „kontrol-liert“ geschärft werden:
Schränken
Blankmachen
fertig ausfeilen
seitlich abziehen
6.2 Wenn die Zahnteilung geändert werden soll
….wird die alte Bezahnung entfernt. Und das zahnlose Blatt wird ganz neu bezahnt.
Entfernen der alten Bezahnung Die vorhandene Bezahnung wird komplett weggefeilt. Einzige Ausnahme: wenn die Zahnteilung halbiert werden soll
48. Man sollte wirklich feilen, nicht etwa den trockenlaufenden Doppelschleifer oder Ähnli-
ches benutzen, der würde das Blatt thermisch schädigen!
Die Säge wird in die Kluppe gespannt. Damit es nicht zu lange dauert: Zuerst beherzt diagonal feilen, erst zuletzt vorsichtig entlang der nun schon fast glatten Kante, wie beim Abrichten (s. Kap. 5.4.1). Das Blatt soll danach eine gerade, rechtwinklige und gratfreie Kante haben, wie eine Ziehklinge vor dem Anziehen des Grates. Feilqualität genügt.
Neubezahnung Wie bekommt man eine gleichmäßige Teilung an einem glatten Blatt hin? Es ist sehr einfach. Als Erstes werden kleine Kerben (im Abstand der gewählten Zahnteilung) gefeilt. Dazu klebe ich an das Blatt einen Papierstreifen, auf den Striche mit genau diesem Abstand gedruckt sind. Solche Bezahnungsvorlagen kann man sich durch Ausdrucken herstellen. Es gibt im Web sowohl fertige Vorlagen im PDF- Format als auch Programme die ein ausdruckbares Raster erzeugen
49.
Bei Nutzung solcher ausgedruckten Bezahnungsvorlagen sollte man die Teilung nachmessen. Es ist nie auszuschließen, dass irgendwo auf dem Weg zwischen Web und Drucker ein Fehler entsteht. Das ist mir schon passiert, es ließ sich durch Skalieren beim Ausdruck kompensieren. Die Ursache habe ich nicht herausgefunden.
Zum Einkerben eignet sich besonders gut eine schmale Dreikant- Nadelfeile. Beim Einkerben führe ich die Feile lotrecht zum Blatt (wie beim Ausfeilen von LS- Bezahnungen), auch wenn es eine QS- Bezah-nung werden soll.. Es ist gar keine besondere Genauigkeit erforderlich, Unregelmäßigkeiten gleicht man später beim Tieferfeilen aus, so wie man das vom Kontrolliert-Feilen kennt.
Die kleinen Kerben werden dann werden in mehreren Durchgängen auf die erforderliche Tiefe gebracht. Hierbei wird die Feile nun entsprechend der gewählten Geometrie gehalten.
48
Zur Halbierung der Zahnteilung werden die Zähne abgerichtet bis die Kopfflächen etwa die halbe Tei-lung breit sind, dann in die Mitte dieser Kopfflächen eine Kerbe gefeilt und zur Zahnlücke erweitert. 49
Suchbegriffe: Bezahnungsvorlage, Zahnteilung …………
beispielsweise: http://holzwerken.mkleinschmidt.net/holzwerken/saegen/zahnteilung/vorlage
oder: http://norsewoodsmith.com/files/file/saw-filing-templates.pdf
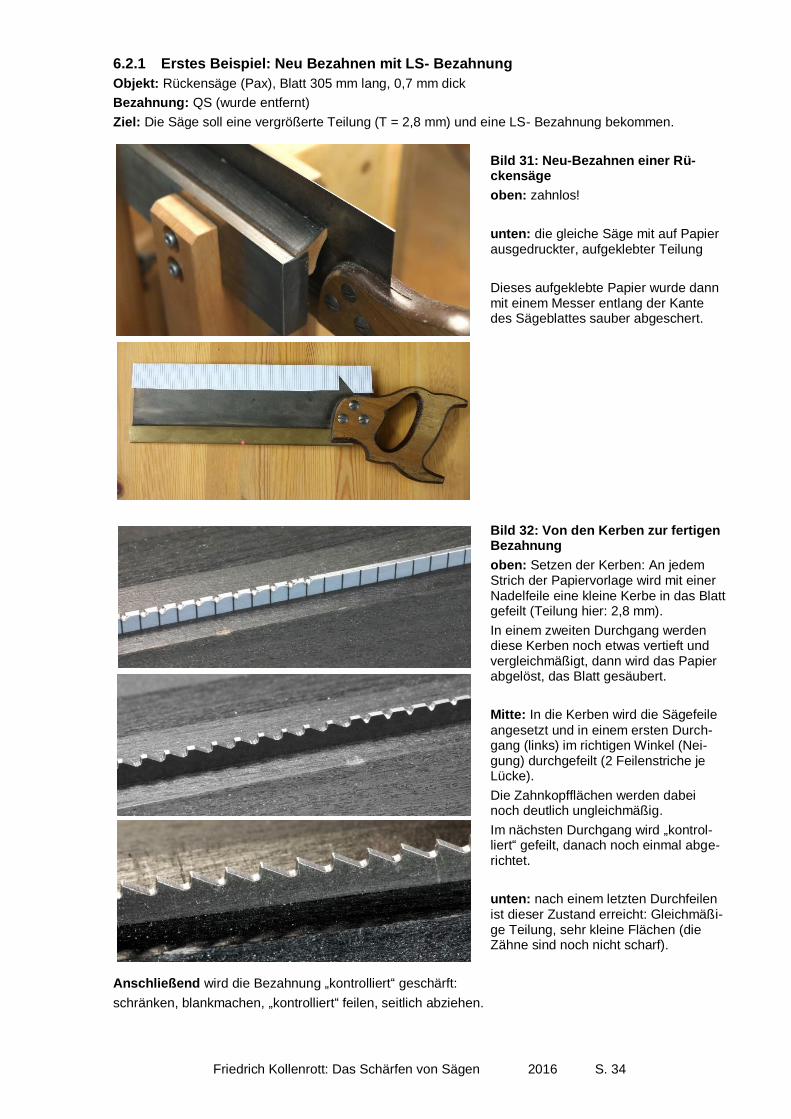
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 34
6.2.1 Erstes Beispiel: Neu Bezahnen mit LS- Bezahnung
Objekt: Rückensäge (Pax), Blatt 305 mm lang, 0,7 mm dick
Bezahnung: QS (wurde entfernt)
Ziel: Die Säge soll eine vergrößerte Teilung (T = 2,8 mm) und eine LS- Bezahnung bekommen.
Bild 31: Neu-Bezahnen einer Rü-ckensäge
oben: zahnlos!
unten: die gleiche Säge mit auf Papier ausgedruckter, aufgeklebter Teilung
Dieses aufgeklebte Papier wurde dann mit einem Messer entlang der Kante des Sägeblattes sauber abgeschert.
Bild 32: Von den Kerben zur fertigen Bezahnung
oben: Setzen der Kerben: An jedem Strich der Papiervorlage wird mit einer Nadelfeile eine kleine Kerbe in das Blatt gefeilt (Teilung hier: 2,8 mm).
In einem zweiten Durchgang werden diese Kerben noch etwas vertieft und vergleichmäßigt, dann wird das Papier abgelöst, das Blatt gesäubert.
Mitte: In die Kerben wird die Sägefeile
angesetzt und in einem ersten Durch-gang (links) im richtigen Winkel (Nei-gung) durchgefeilt (2 Feilenstriche je Lücke).
Die Zahnkopfflächen werden dabei noch deutlich ungleichmäßig.
Im nächsten Durchgang wird „kontrol-liert“ gefeilt, danach noch einmal abge-richtet.
unten: nach einem letzten Durchfeilen ist dieser Zustand erreicht: Gleichmäßi-ge Teilung, sehr kleine Flächen (die Zähne sind noch nicht scharf).
Anschließend wird die Bezahnung „kontrolliert“ geschärft:
schränken, blankmachen, „kontrolliert“ feilen, seitlich abziehen.
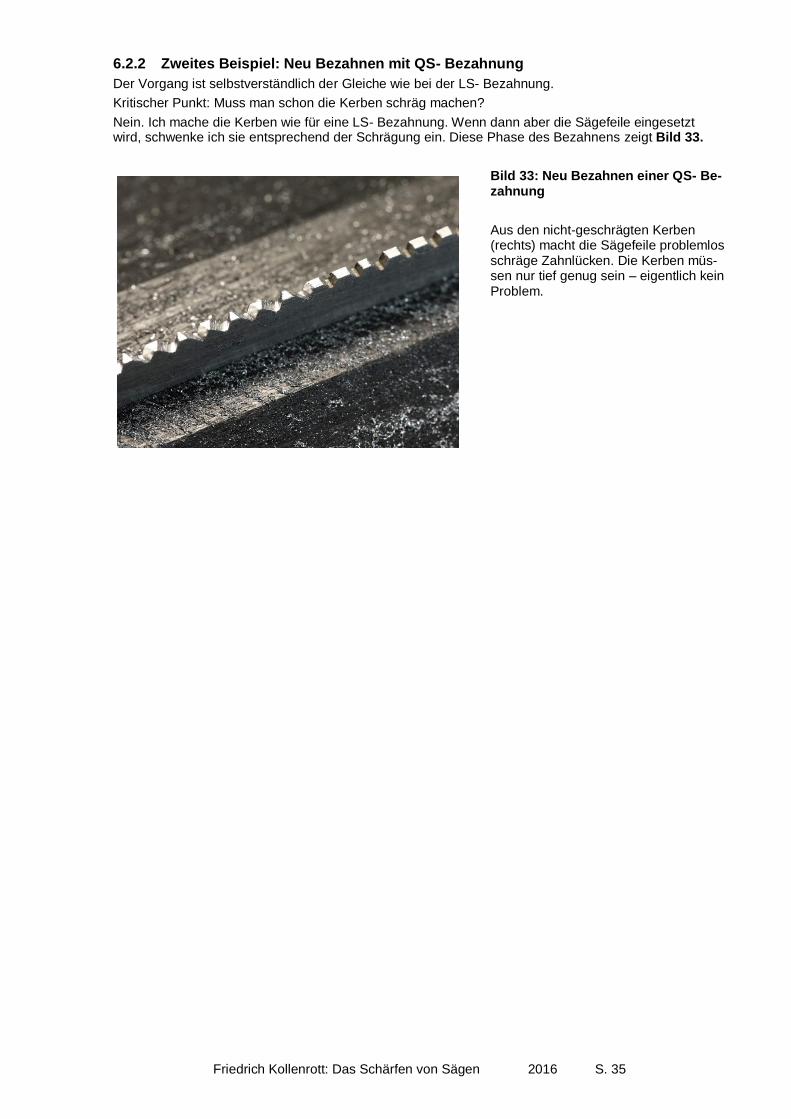
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 35
6.2.2 Zweites Beispiel: Neu Bezahnen mit QS- Bezahnung
Der Vorgang ist selbstverständlich der Gleiche wie bei der LS- Bezahnung.
Kritischer Punkt: Muss man schon die Kerben schräg machen?
Nein. Ich mache die Kerben wie für eine LS- Bezahnung. Wenn dann aber die Sägefeile eingesetzt wird, schwenke ich sie entsprechend der Schrägung ein. Diese Phase des Bezahnens zeigt Bild 33.
Bild 33: Neu Bezahnen einer QS- Be-zahnung
Aus den nicht-geschrägten Kerben (rechts) macht die Sägefeile problemlos schräge Zahnlücken. Die Kerben müs-sen nur tief genug sein – eigentlich kein Problem.
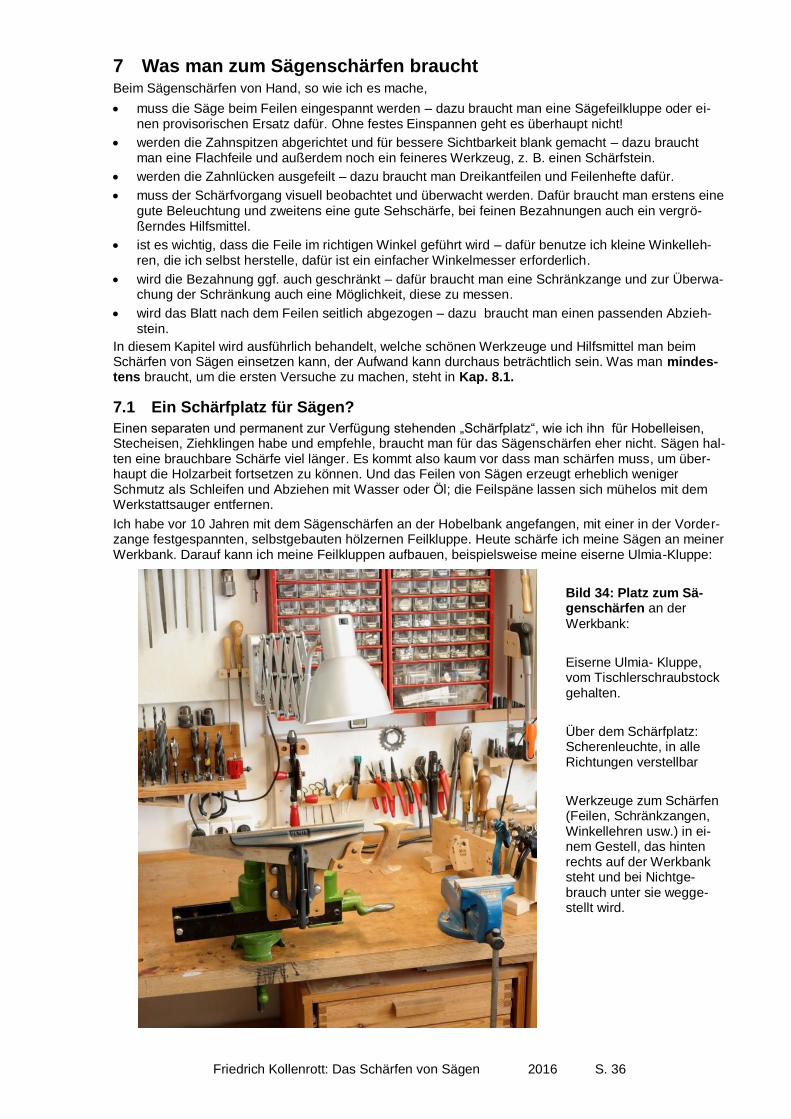
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 36
7 Was man zum Sägenschärfen braucht Beim Sägenschärfen von Hand, so wie ich es mache,
muss die Säge beim Feilen eingespannt werden – dazu braucht man eine Sägefeilkluppe oder ei-nen provisorischen Ersatz dafür. Ohne festes Einspannen geht es überhaupt nicht!
werden die Zahnspitzen abgerichtet und für bessere Sichtbarkeit blank gemacht – dazu braucht man eine Flachfeile und außerdem noch ein feineres Werkzeug, z. B. einen Schärfstein.
werden die Zahnlücken ausgefeilt – dazu braucht man Dreikantfeilen und Feilenhefte dafür.
muss der Schärfvorgang visuell beobachtet und überwacht werden. Dafür braucht man erstens eine gute Beleuchtung und zweitens eine gute Sehschärfe, bei feinen Bezahnungen auch ein vergrö-ßerndes Hilfsmittel.
ist es wichtig, dass die Feile im richtigen Winkel geführt wird – dafür benutze ich kleine Winkelleh-ren, die ich selbst herstelle, dafür ist ein einfacher Winkelmesser erforderlich.
wird die Bezahnung ggf. auch geschränkt – dafür braucht man eine Schränkzange und zur Überwa-chung der Schränkung auch eine Möglichkeit, diese zu messen.
wird das Blatt nach dem Feilen seitlich abgezogen – dazu braucht man einen passenden Abzieh-stein.
In diesem Kapitel wird ausführlich behandelt, welche schönen Werkzeuge und Hilfsmittel man beim Schärfen von Sägen einsetzen kann, der Aufwand kann durchaus beträchtlich sein. Was man mindes-tens braucht, um die ersten Versuche zu machen, steht in Kap. 8.1.
7.1 Ein Schärfplatz für Sägen?
Einen separaten und permanent zur Verfügung stehenden „Schärfplatz“, wie ich ihn für Hobelleisen, Stecheisen, Ziehklingen habe und empfehle, braucht man für das Sägenschärfen eher nicht. Sägen hal-ten eine brauchbare Schärfe viel länger. Es kommt also kaum vor dass man schärfen muss, um über-haupt die Holzarbeit fortsetzen zu können. Und das Feilen von Sägen erzeugt erheblich weniger Schmutz als Schleifen und Abziehen mit Wasser oder Öl; die Feilspäne lassen sich mühelos mit dem Werkstattsauger entfernen.
Ich habe vor 10 Jahren mit dem Sägenschärfen an der Hobelbank angefangen, mit einer in der Vorder-zange festgespannten, selbstgebauten hölzernen Feilkluppe. Heute schärfe ich meine Sägen an meiner Werkbank. Darauf kann ich meine Feilkluppen aufbauen, beispielsweise meine eiserne Ulmia-Kluppe:
Bild 34: Platz zum Sä-genschärfen an der
Werkbank:
Eiserne Ulmia- Kluppe, vom Tischlerschraubstock gehalten.
Über dem Schärfplatz: Scherenleuchte, in alle Richtungen verstellbar
Werkzeuge zum Schärfen (Feilen, Schränkzangen, Winkellehren usw.) in ei-nem Gestell, das hinten rechts auf der Werkbank steht und bei Nichtge-brauch unter sie wegge-stellt wird.

Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 37
7.2 Sägefeilkluppen
Eine Sägefeilkluppe ist ein spezieller Schraubstock, leicht gebaut aber sehr breit. Breit, damit man eine möglichst große Länge am Sägeblatt feilen kann ohne das Blatt aus- und neu einspannen zu müssen
Ich habe zwei Sägefeilkluppen. Die Arbeitshöhe (Oberkante der Backen der Feilkluppen) beträgt bei beiden etwa 1,20 m. Gefeilt wird im Stehen.
Bild 35 Ulmia- Sägefeilkluppe
Aus Gusseisen, 275 mm breit. Auf ein T- Stück aus dickem Buche- Multiplex geschraubt und mit diesem in einem drehbaren Tischlerschraubstock gehal-ten.
Bild 36: Hölzerne Kluppe, Eigen-bau
50.
Backen 350 mm breit, aus dickem Flachstahl mit aufgeklebten hölzernen Klemmbacken. Die Kluppe hat ein kas-tenförmiges Gestell mit dem sie auf der Arbeitsplatte steht und gedreht werden kann. Durch hohe Masse und gute Dämpfung ist sie besonders angenehm und geräuscharm im Gebrauch. Ich be-nutze eigentlich nur noch diese, darum sind auch auf vielen Bildern in der Schärfanleitung ihre geschwärzten Holzbacken zu sehen.
Traditionell waren Sägefeilkluppen aus Gusseisen. Solche Kluppen werden meines Wissens nicht mehr gebaut. Der einzige mir bekannte gewerbliche Anbieter von Sägefeilkluppen, die amerikanische Fa. Gramercy Tools, fertigt die aus dickem Stahlblech.
Der Niedergang der Kluppenproduktion ist aber nicht wirklich ein Problem. Einerseits gibt es viele noch brauchbare alte eiserne Kluppen, andererseits – und vor allem – kann man sehr gute hölzerne Kluppen selbst bauen, im Internet finden sich viele Hinweise dazu („Sägefeilkluppe“ oder „saw vise“). Das geht auch mit weniger Aufwand als bei meiner neuen Eigenbaukluppe (Bild 36). Für erste Schärfversuche ist es völlig ausreichend, das Sägeblatt mit Hilfe eines Schraubstockes oder von Schraubzwingen zwi-schen zwei Holzbrettern einzuspannen.
50
Eine ausführliche Beschreibung dieser von mir erst vor einigen Monaten gebauten Kluppe findet sich hier: http://www.woodworking.de/cgi-bin/forum/webbbs_config.pl/page/1/md/read/id/70558/sbj/saegefeilkluppe-eigenbau/
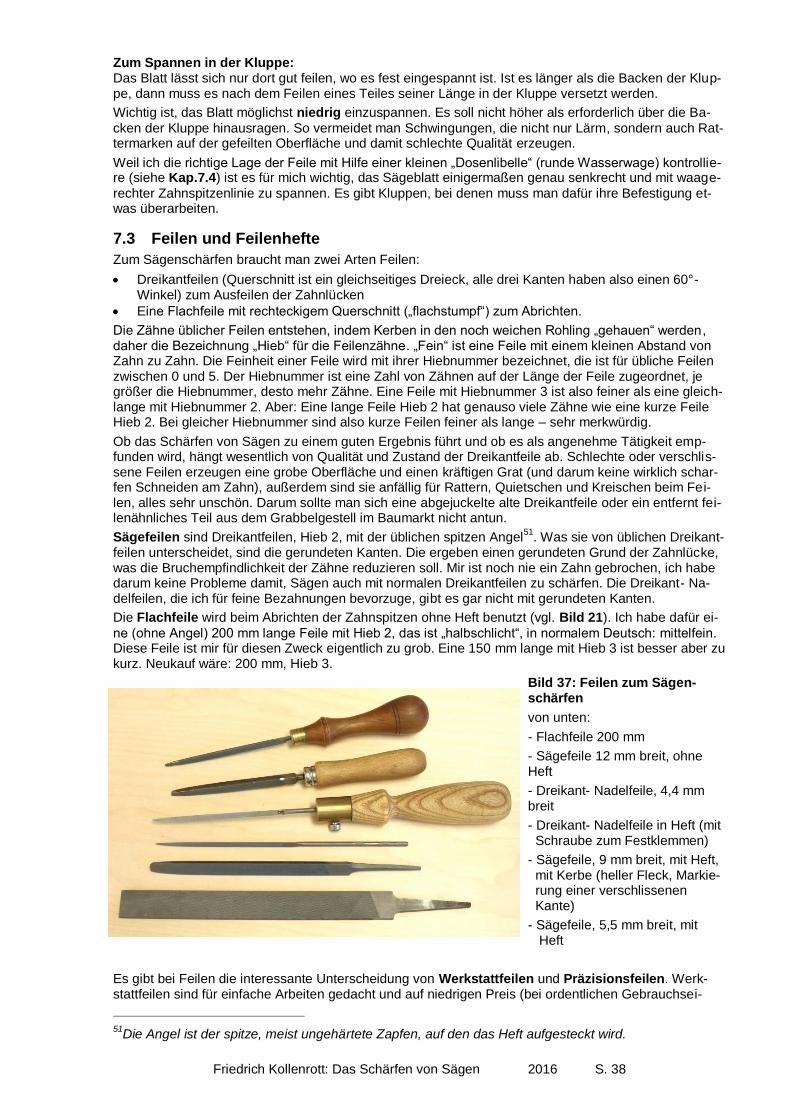
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 38
Zum Spannen in der Kluppe: Das Blatt lässt sich nur dort gut feilen, wo es fest eingespannt ist. Ist es länger als die Backen der Klup-pe, dann muss es nach dem Feilen eines Teiles seiner Länge in der Kluppe versetzt werden.
Wichtig ist, das Blatt möglichst niedrig einzuspannen. Es soll nicht höher als erforderlich über die Ba-
cken der Kluppe hinausragen. So vermeidet man Schwingungen, die nicht nur Lärm, sondern auch Rat-termarken auf der gefeilten Oberfläche und damit schlechte Qualität erzeugen.
Weil ich die richtige Lage der Feile mit Hilfe einer kleinen „Dosenlibelle“ (runde Wasserwage) kontrollie-re (siehe Kap.7.4) ist es für mich wichtig, das Sägeblatt einigermaßen genau senkrecht und mit waage-
rechter Zahnspitzenlinie zu spannen. Es gibt Kluppen, bei denen muss man dafür ihre Befestigung et-was überarbeiten.
7.3 Feilen und Feilenhefte
Zum Sägenschärfen braucht man zwei Arten Feilen:
Dreikantfeilen (Querschnitt ist ein gleichseitiges Dreieck, alle drei Kanten haben also einen 60°- Winkel) zum Ausfeilen der Zahnlücken
Eine Flachfeile mit rechteckigem Querschnitt („flachstumpf“) zum Abrichten.
Die Zähne üblicher Feilen entstehen, indem Kerben in den noch weichen Rohling „gehauen“ werden, daher die Bezeichnung „Hieb“ für die Feilenzähne. „Fein“ ist eine Feile mit einem kleinen Abstand von Zahn zu Zahn. Die Feinheit einer Feile wird mit ihrer Hiebnummer bezeichnet, die ist für übliche Feilen zwischen 0 und 5. Der Hiebnummer ist eine Zahl von Zähnen auf der Länge der Feile zugeordnet, je größer die Hiebnummer, desto mehr Zähne. Eine Feile mit Hiebnummer 3 ist also feiner als eine gleich-lange mit Hiebnummer 2. Aber: Eine lange Feile Hieb 2 hat genauso viele Zähne wie eine kurze Feile Hieb 2. Bei gleicher Hiebnummer sind also kurze Feilen feiner als lange – sehr merkwürdig.
Ob das Schärfen von Sägen zu einem guten Ergebnis führt und ob es als angenehme Tätigkeit emp-funden wird, hängt wesentlich von Qualität und Zustand der Dreikantfeile ab. Schlechte oder verschlis-sene Feilen erzeugen eine grobe Oberfläche und einen kräftigen Grat (und darum keine wirklich schar-fen Schneiden am Zahn), außerdem sind sie anfällig für Rattern, Quietschen und Kreischen beim Fei-len, alles sehr unschön. Darum sollte man sich eine abgejuckelte alte Dreikantfeile oder ein entfernt fei-lenähnliches Teil aus dem Grabbelgestell im Baumarkt nicht antun.
Sägefeilen sind Dreikantfeilen, Hieb 2, mit der üblichen spitzen Angel51
. Was sie von üblichen Dreikant-feilen unterscheidet, sind die gerundeten Kanten. Die ergeben einen gerundeten Grund der Zahnlücke, was die Bruchempfindlichkeit der Zähne reduzieren soll. Mir ist noch nie ein Zahn gebrochen, ich habe darum keine Probleme damit, Sägen auch mit normalen Dreikantfeilen zu schärfen. Die Dreikant- Na-delfeilen, die ich für feine Bezahnungen bevorzuge, gibt es gar nicht mit gerundeten Kanten.
Die Flachfeile wird beim Abrichten der Zahnspitzen ohne Heft benutzt (vgl. Bild 21). Ich habe dafür ei-
ne (ohne Angel) 200 mm lange Feile mit Hieb 2, das ist „halbschlicht“, in normalem Deutsch: mittelfein. Diese Feile ist mir für diesen Zweck eigentlich zu grob. Eine 150 mm lange mit Hieb 3 ist besser aber zu kurz. Neukauf wäre: 200 mm, Hieb 3.
Bild 37: Feilen zum Sägen-schärfen
von unten:
- Flachfeile 200 mm
- Sägefeile 12 mm breit, ohne Heft
- Dreikant- Nadelfeile, 4,4 mm breit
- Dreikant- Nadelfeile in Heft (mit Schraube zum Festklemmen)
- Sägefeile, 9 mm breit, mit Heft, mit Kerbe (heller Fleck, Markie- rung einer verschlissenen Kante)
- Sägefeile, 5,5 mm breit, mit Heft
Es gibt bei Feilen die interessante Unterscheidung von Werkstattfeilen und Präzisionsfeilen. Werk-stattfeilen sind für einfache Arbeiten gedacht und auf niedrigen Preis (bei ordentlichen Gebrauchsei-
51
Die Angel ist der spitze, meist ungehärtete Zapfen, auf den das Heft aufgesteckt wird.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 39
genschaften, hoffentlich) optimiert. Sie kommen heute wohl immer aus Niedriglohnländern, was nichts Schlechtes sein muss.
Präzisionsfeilen haben eine präzisere Geometrie des Feilenkörpers und der Zähne, hohe Gebrauchs-dauer durch besseren Stahl und bessere Wärmebehandlung, und sie sind spürbar schärfer. Und teurer, selbstverständlich. Ein bekannter deutscher Anbieter von Feilen, Fa. Dick
52 , führt seine Sägefeilen un-
ter Werkstattfeilen auf, die Nadelfeilen aber unter Präzisionsfeilen. Man merkt den Unterschied tatsäch-lich im Gebrauch deutlich.
Ich benutze diese (Präzisions-) Nadelfeilen, Gesamtlänge 200 mm und 4,4 mm breit, zum Schärfen al-ler meiner Sägen bis 2,2 mm Teilung (das ist schon die Mehrzahl). Es gibt sie mit Hieb 2, aber auch Hieb 3, diese feineren Feilen bevorzuge ich zum Nachschärfen mit geringem, fein dosiertem Abtrag in den Zahnlücken.
Nur Sägen mit größerer Zahnteilung, ab 2,5mm bis über 5 mm, schärfe ich mit üblichen Sägefeilen (al-so Hieb 2). Ich bin aber derzeit auch dabei, den Einsatz von Präzisions- Dreikantfeilen, Hieb 3, zu tes-ten. Die haben eindeutige Vorteile, wenn es um Schärfen mit geringem Materialabtrag, feiner Oberflä-che und geringer Gratbildung geht, sind aber auch erheblich teurer. Mal sehen, was daraus wird.
Also: „Sägefeilen“ sind kostengünstiges Verbrauchsmaterial und selbstverständlich für ihren Zweck ge-eignet. Wenn ihre Qualität nicht ausreicht, können Präzisionsfeilen benutzt werden und helfen.
Wechseln der Feilenkante Wenn man eine Bezahnung feilt, benutzt man eine der drei Kanten der Feile mit den angrenzenden Flächen. die hält ein oder zwei Sägen lang, dann sind die Feilenzähne dort blank (statt grau), die gefeil-te Fläche wird gröber, evtl. treten an der Kante der Feile schon kleine Ausbrüche auf - die Feilenkante ist verschlissen, man wechselt zur nächsten
53. So hat man quasi dreimal eine frische Feile.
Wie breit sollte die Dreikantfeile sein? Damit beim Kantenwechsel wirklich vollständig frische Feilenflächen in Gebrauch genommen werden, muss die Feile mindestens doppelt so breit sein wie die Länge des Zahnrückens, und die entspricht un-gefähr der Zahnteilung.
Daraus folgt: Die Breite der Feile soll (mindestens) etwa doppelte Zahnteilung betragen.
Viel breiter ist aber auch nicht gut: Eine zu breite Feile behindert die Sicht, sie hat meist (weil sie auch länger) ist einen gröberen Hieb und außerdem (wenn es eine Sägefeile ist) einen größeren Kantenradi-us, durch den die Zahnlücke flacher wird und weniger Raum für die Sägespäne hat.
Beim Kauf von Sägefeilen trifft man auf merkwürdige Bezeichnungen: Schmal, extraschmal, doppelt extraschmal…. Netterweise wird meist zusätzlich die Breite in mm angegeben, an der kann man sich orientieren.
Zur Feile gehört ein Heft - so heißt der Feilengriff. Ich benutze beim Feilen von Sägen nur hölzerne, die aus Plastik mag ich nicht. Bild 37 zeigt, dass ich teilweise recht große Hefte benutze (von netten Holz-
werkerfreunden gedrechselt). Ich mag die, weil ich die Feilen damit besonders gut führen kann. Wenn ein Heft eine Zwinge
54 mit sehr großem Durchmesser hat, kann die evtl. gegen die Backen der Kluppe
stoßen, darauf sollte man bei der Auswahl achten.
Die Sägefeilen mit spitzer Angel werden in das Heft geschlagen. Manchmal ist die Bohrung im Heft zu groß. Kein Problem: Aufbohren, Dübel oder Rundstab einleimen, mit kleinerem Durchmesser neu boh-ren. Die spitze Angel passt besser, wenn die Bohrung in der Tiefe enger wird. Das erreicht man durch Einsatz eines Schneckenbohrers oder indem man mit einem dünnen Wendel („Spiral“-)bohrer tief vor- und dann mit einem dickeren Bohrer etwa halb so tief aufbohrt.
Nadelfeilen haben an Stelle der spitzen Angel eine lange, geriffelte, zylindrische. Die ist als Griff ge-dacht, aber zur besseren Führung bekommen bei mir auch diese Feilen ein Holzheft, und zwar eines mit dickwandiger Messingzwinge: Das Heft wird entsprechend aufgebohrt und die Metallzwinge be-kommt eine Gewindebohrung für die Schraube zum Festklemmen der Feilenangel (s. Bild 37, 4. Feile
von unten)
Diamantfeilen könnten im Prinzip geeignet sein, auch gehärtete Bezahnungen nachzuschärfen. Ich
habe es nie ausprobiert, weil alle meine Sägen durchgehärtet, also mit einer stählernen Feile schärfbar, sind.
52
der meines Wissens gar kein Hersteller mehr ist 53
Man braucht ein System in welcher Reihenfolge man die Kanten nutzt. Die erste Kante ist bei mir die rechts von der Herstellermarke oder einer von mir mit dem Funkenschreiber gravierten Markierung, und dann weiter im Uhrzeigersinn, immer von der Angel aus gesehen. Und eine verschlissene Kante kenn-zeichne ich durch eine kleine mit dem Doppelschleifer gemachte Kerbe (s. Bild 34, 2. Feile von oben). 54
Die „Zwinge“ ist der Metallring, der das vordere Ende des Heftes umschliesst.
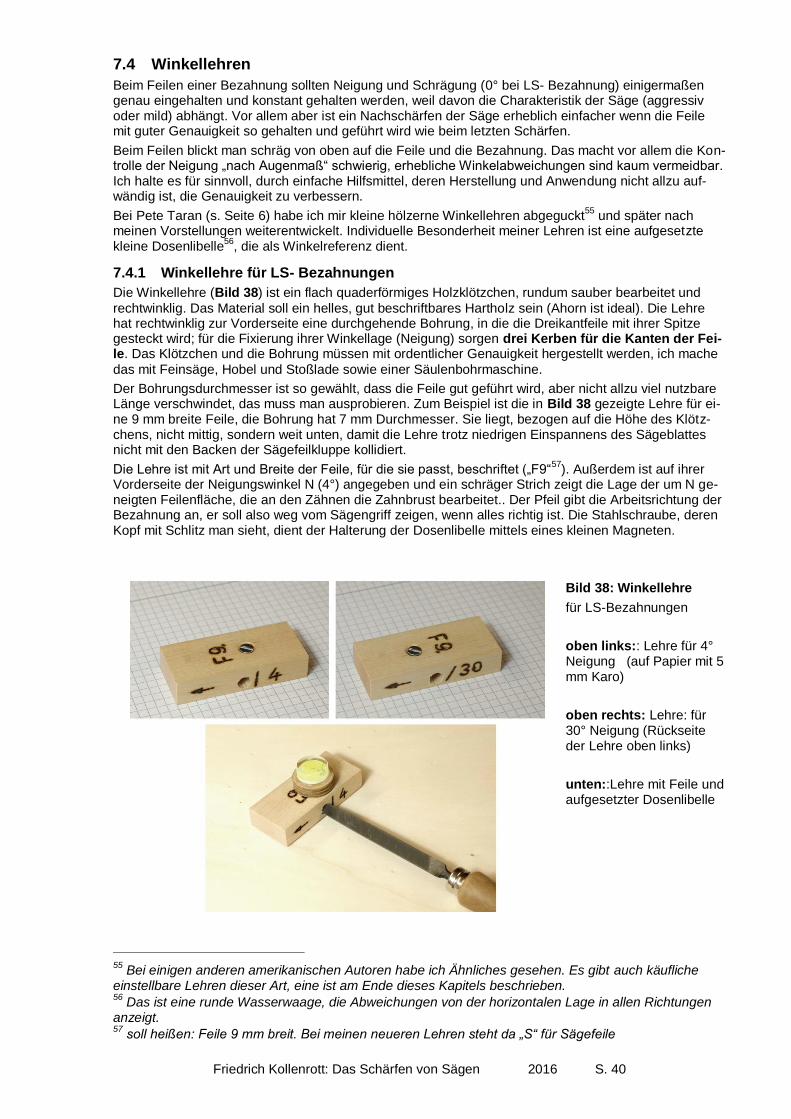
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 40
7.4 Winkellehren
Beim Feilen einer Bezahnung sollten Neigung und Schrägung (0° bei LS- Bezahnung) einigermaßen genau eingehalten und konstant gehalten werden, weil davon die Charakteristik der Säge (aggressiv oder mild) abhängt. Vor allem aber ist ein Nachschärfen der Säge erheblich einfacher wenn die Feile mit guter Genauigkeit so gehalten und geführt wird wie beim letzten Schärfen.
Beim Feilen blickt man schräg von oben auf die Feile und die Bezahnung. Das macht vor allem die Kon-trolle der Neigung „nach Augenmaß“ schwierig, erhebliche Winkelabweichungen sind kaum vermeidbar. Ich halte es für sinnvoll, durch einfache Hilfsmittel, deren Herstellung und Anwendung nicht allzu auf-wändig ist, die Genauigkeit zu verbessern.
Bei Pete Taran (s. Seite 6) habe ich mir kleine hölzerne Winkellehren abgeguckt55
und später nach meinen Vorstellungen weiterentwickelt. Individuelle Besonderheit meiner Lehren ist eine aufgesetzte kleine Dosenlibelle
56, die als Winkelreferenz dient.
7.4.1 Winkellehre für LS- Bezahnungen
Die Winkellehre (Bild 38) ist ein flach quaderförmiges Holzklötzchen, rundum sauber bearbeitet und
rechtwinklig. Das Material soll ein helles, gut beschriftbares Hartholz sein (Ahorn ist ideal). Die Lehre hat rechtwinklig zur Vorderseite eine durchgehende Bohrung, in die die Dreikantfeile mit ihrer Spitze gesteckt wird; für die Fixierung ihrer Winkellage (Neigung) sorgen drei Kerben für die Kanten der Fei-le. Das Klötzchen und die Bohrung müssen mit ordentlicher Genauigkeit hergestellt werden, ich mache
das mit Feinsäge, Hobel und Stoßlade sowie einer Säulenbohrmaschine.
Der Bohrungsdurchmesser ist so gewählt, dass die Feile gut geführt wird, aber nicht allzu viel nutzbare Länge verschwindet, das muss man ausprobieren. Zum Beispiel ist die in Bild 38 gezeigte Lehre für ei-ne 9 mm breite Feile, die Bohrung hat 7 mm Durchmesser. Sie liegt, bezogen auf die Höhe des Klötz-chens, nicht mittig, sondern weit unten, damit die Lehre trotz niedrigen Einspannens des Sägeblattes nicht mit den Backen der Sägefeilkluppe kollidiert.
Die Lehre ist mit Art und Breite der Feile, für die sie passt, beschriftet („F9“57
). Außerdem ist auf ihrer Vorderseite der Neigungswinkel N (4°) angegeben und ein schräger Strich zeigt die Lage der um N ge-neigten Feilenfläche, die an den Zähnen die Zahnbrust bearbeitet.. Der Pfeil gibt die Arbeitsrichtung der Bezahnung an, er soll also weg vom Sägengriff zeigen, wenn alles richtig ist. Die Stahlschraube, deren Kopf mit Schlitz man sieht, dient der Halterung der Dosenlibelle mittels eines kleinen Magneten.
Bild 38: Winkellehre
für LS-Bezahnungen
oben links:: Lehre für 4° Neigung (auf Papier mit 5 mm Karo)
oben rechts: Lehre: für 30° Neigung (Rückseite der Lehre oben links)
unten::Lehre mit Feile und aufgesetzter Dosenlibelle
55
Bei einigen anderen amerikanischen Autoren habe ich Ähnliches gesehen. Es gibt auch käufliche einstellbare Lehren dieser Art, eine ist am Ende dieses Kapitels beschrieben. 56
Das ist eine runde Wasserwaage, die Abweichungen von der horizontalen Lage in allen Richtungen anzeigt. 57
soll heißen: Feile 9 mm breit. Bei meinen neueren Lehren steht da „S“ für Sägefeile
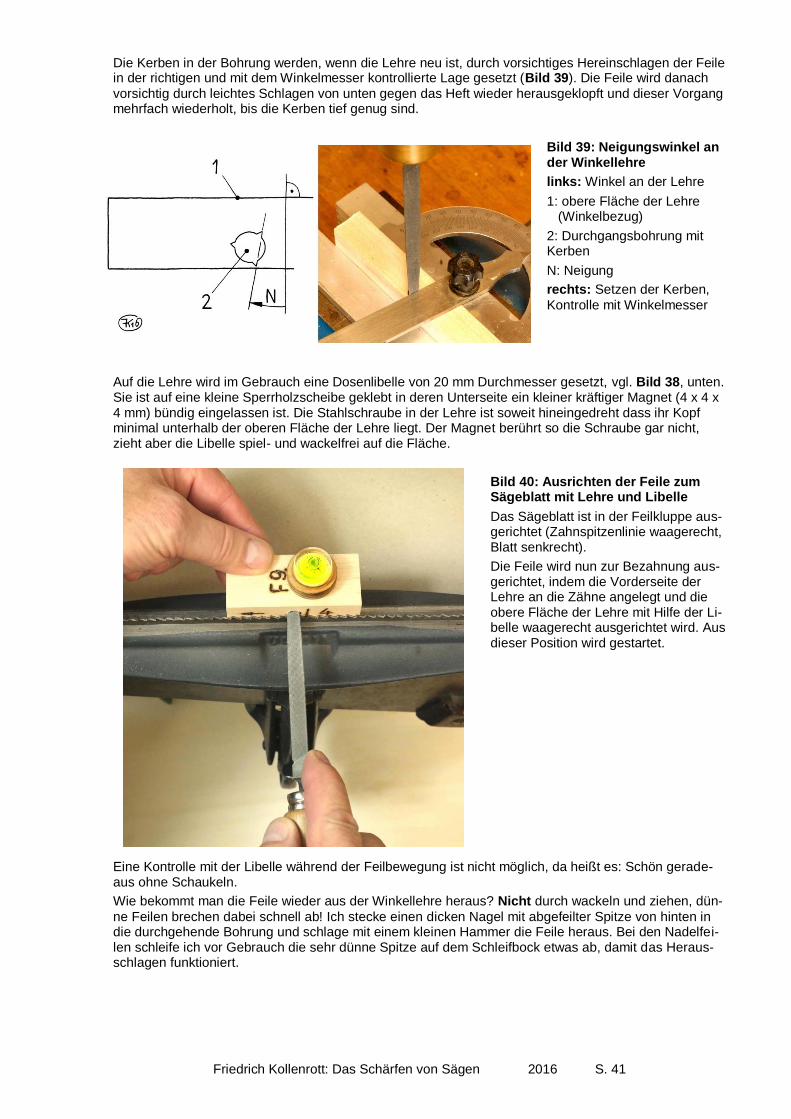
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 41
Die Kerben in der Bohrung werden, wenn die Lehre neu ist, durch vorsichtiges Hereinschlagen der Feile in der richtigen und mit dem Winkelmesser kontrollierte Lage gesetzt (Bild 39). Die Feile wird danach
vorsichtig durch leichtes Schlagen von unten gegen das Heft wieder herausgeklopft und dieser Vorgang mehrfach wiederholt, bis die Kerben tief genug sind.
Bild 39: Neigungswinkel an der Winkellehre
links: Winkel an der Lehre
1: obere Fläche der Lehre (Winkelbezug)
2: Durchgangsbohrung mit Kerben
N: Neigung
rechts: Setzen der Kerben,
Kontrolle mit Winkelmesser
Auf die Lehre wird im Gebrauch eine Dosenlibelle von 20 mm Durchmesser gesetzt, vgl. Bild 38, unten. Sie ist auf eine kleine Sperrholzscheibe geklebt in deren Unterseite ein kleiner kräftiger Magnet (4 x 4 x 4 mm) bündig eingelassen ist. Die Stahlschraube in der Lehre ist soweit hineingedreht dass ihr Kopf minimal unterhalb der oberen Fläche der Lehre liegt. Der Magnet berührt so die Schraube gar nicht, zieht aber die Libelle spiel- und wackelfrei auf die Fläche.
Bild 40: Ausrichten der Feile zum Sägeblatt mit Lehre und Libelle
Das Sägeblatt ist in der Feilkluppe aus-gerichtet (Zahnspitzenlinie waagerecht, Blatt senkrecht).
Die Feile wird nun zur Bezahnung aus-gerichtet, indem die Vorderseite der Lehre an die Zähne angelegt und die obere Fläche der Lehre mit Hilfe der Li-belle waagerecht ausgerichtet wird. Aus dieser Position wird gestartet.
Eine Kontrolle mit der Libelle während der Feilbewegung ist nicht möglich, da heißt es: Schön gerade-aus ohne Schaukeln.
Wie bekommt man die Feile wieder aus der Winkellehre heraus? Nicht durch wackeln und ziehen, dün-
ne Feilen brechen dabei schnell ab! Ich stecke einen dicken Nagel mit abgefeilter Spitze von hinten in die durchgehende Bohrung und schlage mit einem kleinen Hammer die Feile heraus. Bei den Nadelfei-len schleife ich vor Gebrauch die sehr dünne Spitze auf dem Schleifbock etwas ab, damit das Heraus-schlagen funktioniert.
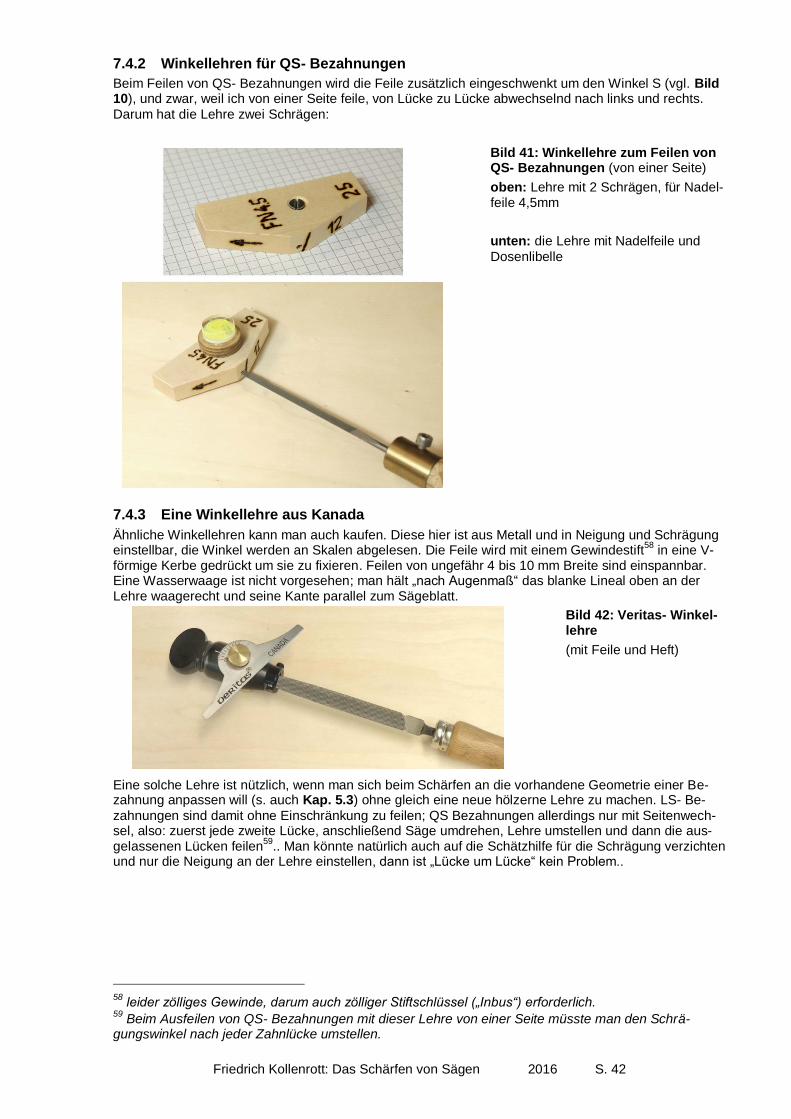
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 42
7.4.2 Winkellehren für QS- Bezahnungen
Beim Feilen von QS- Bezahnungen wird die Feile zusätzlich eingeschwenkt um den Winkel S (vgl. Bild 10), und zwar, weil ich von einer Seite feile, von Lücke zu Lücke abwechselnd nach links und rechts.
Darum hat die Lehre zwei Schrägen:
Bild 41: Winkellehre zum Feilen von QS- Bezahnungen (von einer Seite)
oben: Lehre mit 2 Schrägen, für Nadel-feile 4,5mm
unten: die Lehre mit Nadelfeile und
Dosenlibelle
7.4.3 Eine Winkellehre aus Kanada
Ähnliche Winkellehren kann man auch kaufen. Diese hier ist aus Metall und in Neigung und Schrägung einstellbar, die Winkel werden an Skalen abgelesen. Die Feile wird mit einem Gewindestift
58 in eine V-
förmige Kerbe gedrückt um sie zu fixieren. Feilen von ungefähr 4 bis 10 mm Breite sind einspannbar. Eine Wasserwaage ist nicht vorgesehen; man hält „nach Augenmaß“ das blanke Lineal oben an der Lehre waagerecht und seine Kante parallel zum Sägeblatt.
Bild 42: Veritas- Winkel-lehre
(mit Feile und Heft)
Eine solche Lehre ist nützlich, wenn man sich beim Schärfen an die vorhandene Geometrie einer Be-zahnung anpassen will (s. auch Kap. 5.3) ohne gleich eine neue hölzerne Lehre zu machen. LS- Be-
zahnungen sind damit ohne Einschränkung zu feilen; QS Bezahnungen allerdings nur mit Seitenwech-sel, also: zuerst jede zweite Lücke, anschließend Säge umdrehen, Lehre umstellen und dann die aus-gelassenen Lücken feilen
59.. Man könnte natürlich auch auf die Schätzhilfe für die Schrägung verzichten
und nur die Neigung an der Lehre einstellen, dann ist „Lücke um Lücke“ kein Problem..
58
leider zölliges Gewinde, darum auch zölliger Stiftschlüssel („Inbus“) erforderlich. 59
Beim Ausfeilen von QS- Bezahnungen mit dieser Lehre von einer Seite müsste man den Schrä-gungswinkel nach jeder Zahnlücke umstellen.
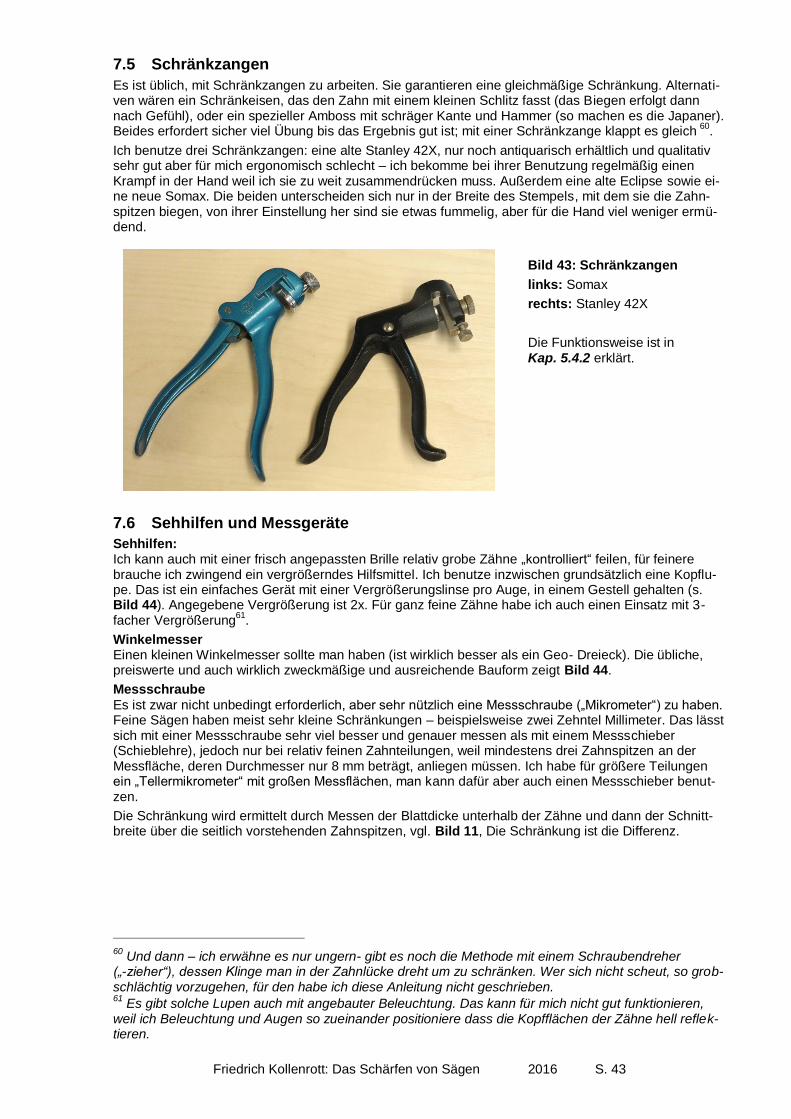
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 43
7.5 Schränkzangen
Es ist üblich, mit Schränkzangen zu arbeiten. Sie garantieren eine gleichmäßige Schränkung. Alternati-ven wären ein Schränkeisen, das den Zahn mit einem kleinen Schlitz fasst (das Biegen erfolgt dann nach Gefühl), oder ein spezieller Amboss mit schräger Kante und Hammer (so machen es die Japaner). Beides erfordert sicher viel Übung bis das Ergebnis gut ist; mit einer Schränkzange klappt es gleich
60.
Ich benutze drei Schränkzangen: eine alte Stanley 42X, nur noch antiquarisch erhältlich und qualitativ sehr gut aber für mich ergonomisch schlecht – ich bekomme bei ihrer Benutzung regelmäßig einen Krampf in der Hand weil ich sie zu weit zusammendrücken muss. Außerdem eine alte Eclipse sowie ei-ne neue Somax. Die beiden unterscheiden sich nur in der Breite des Stempels, mit dem sie die Zahn-spitzen biegen, von ihrer Einstellung her sind sie etwas fummelig, aber für die Hand viel weniger ermü-dend.
Bild 43: Schränkzangen
links: Somax
rechts: Stanley 42X
Die Funktionsweise ist in Kap. 5.4.2 erklärt.
7.6 Sehhilfen und Messgeräte
Sehhilfen: Ich kann auch mit einer frisch angepassten Brille relativ grobe Zähne „kontrolliert“ feilen, für feinere brauche ich zwingend ein vergrößerndes Hilfsmittel. Ich benutze inzwischen grundsätzlich eine Kopflu-pe. Das ist ein einfaches Gerät mit einer Vergrößerungslinse pro Auge, in einem Gestell gehalten (s. Bild 44). Angegebene Vergrößerung ist 2x. Für ganz feine Zähne habe ich auch einen Einsatz mit 3-facher Vergrößerung
61.
Winkelmesser Einen kleinen Winkelmesser sollte man haben (ist wirklich besser als ein Geo- Dreieck). Die übliche, preiswerte und auch wirklich zweckmäßige und ausreichende Bauform zeigt Bild 44.
Messschraube
Es ist zwar nicht unbedingt erforderlich, aber sehr nützlich eine Messschraube („Mikrometer“) zu haben. Feine Sägen haben meist sehr kleine Schränkungen – beispielsweise zwei Zehntel Millimeter. Das lässt sich mit einer Messschraube sehr viel besser und genauer messen als mit einem Messschieber (Schieblehre), jedoch nur bei relativ feinen Zahnteilungen, weil mindestens drei Zahnspitzen an der Messfläche, deren Durchmesser nur 8 mm beträgt, anliegen müssen. Ich habe für größere Teilungen ein „Tellermikrometer“ mit großen Messflächen, man kann dafür aber auch einen Messschieber benut-zen.
Die Schränkung wird ermittelt durch Messen der Blattdicke unterhalb der Zähne und dann der Schnitt-breite über die seitlich vorstehenden Zahnspitzen, vgl. Bild 11, Die Schränkung ist die Differenz.
60
Und dann – ich erwähne es nur ungern- gibt es noch die Methode mit einem Schraubendreher („-zieher“), dessen Klinge man in der Zahnlücke dreht um zu schränken. Wer sich nicht scheut, so grob-schlächtig vorzugehen, für den habe ich diese Anleitung nicht geschrieben. 61
Es gibt solche Lupen auch mit angebauter Beleuchtung. Das kann für mich nicht gut funktionieren, weil ich Beleuchtung und Augen so zueinander positioniere dass die Kopfflächen der Zähne hell reflek-tieren.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 44
Bild 44: Kopflupe, Winkelmesser, Messschraube
Eine Messschraube muss nicht digital ablesbar sein, eine mechanische (wie im Bild) genügt wirklich, ich finde sie sogar besser, weil für die Ewigkeit ge-macht.
7.7 Steine zum Blankmachen und Abziehen
Für zwei Zwecke benutze ich beim Sägenschärfen Schleif- bzw. Abziehsteine:
zum Blankmachen (damit sie besser sichtbar sind) der Kopfflächen nach dem Abrichten mit einer Feile. Dazu benutze ich bei gröberen Bezahnungen einen 1000er Wasserstein, bei feinen danach noch einen 6000er.
zum seitlichen Abziehen der Bezahnung zwecks Entfernung von Grat und Korrektur / Egalisierung der Schränkung. Da wäre ein Schleifstein zu grob, das mache ich mit dem 6000er.
Es sind die gleichen Steine die ich auch zum Werkzeugschärfen einsetze. Wichtig ist hier, dass sie hart sind, und plan (ein hohler Stein bleibt an den Zähnen hängen). Als Abziehstein beim Sägenschärfen ist auch ein klassischer harter Arkansas (sehr feiner Ölstein) gut geeignet.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 45
8 Noch Fragen? (FAQ’s)
8.1 Wie steigt man am besten ein?
Die Minimalausstattung für den Start: Um das Schärfen einmal auszuprobieren (und zu sehen, ob man daran Gefallen findet) kommt man mit einer bescheidenen Ausstattung aus. Die sollte mindestens Folgendes umfassen:
eine einfache, provisorische Feilkluppe, bestehend beispielsweise aus zwei Hartholzbrettern zwi-schen denen mit Hilfe von Schraubzwingen das Blatt eingeklemmt wird,
eine Sägefeile oder Dreikantfeile (guter Qualität und in gutem Zustand!) passender Größe mit Heft und eine Flachfeile (notfalls auch die flache Seite einer Halbrundfeile) ohne Heft,
einen harten Abziehstein oder ein mit sehr feinem Nassschleifpapier beklebtes Brettchen zum Ega-lisieren der Schränkung,
eine Schränkzange (ohne die geht es kaum, man kann nur dann anfangs auf sie verzichten, wenn die Säge die man schärfen will, wirklich reichlich Schränkung aufweist),
eine ganz einfache Winkellehre (ähnlich wie in Kap. 7.4 beschrieben, evtl. ohne Dosenlibelle)
einen Messschieber („Schieblehre“), um die Schränkung wenigstens einigermaßen messen zu kön-nen.
Eine geeignete Säge für die ersten Schärfversuche: Wer seine ersten Versuche mit dem Schärfen von Sägen machen will, wählt dafür ein altes oder kos-tengünstiges Exemplar, möglichst mit einer geometrisch gut erhaltenen Bezahnung.
Wichtig ist auch, dass der Stahl des Blattes zum Schärfen geeignet ist. Er muss einerseits feilbar und schränkbar (also nicht zu hart) sein, andererseits einen gute Standzeit erwarten lassen, also nicht zu weich sein. Traditionelle „durchgehärtete“ Sägen erfüllen diese Anforderungen, sie sind ja dafür ge-dacht. Wenn man kein gut erhaltenes Exemplar hat, kann man eine preiswerte geeignete Säge auch neu
62 kaufen. Gut geeignet und preiswert sind Blätter für Gestellsägen, die gibt es unverändert seit vie-
len Jahren. Ihr Nachteil für den Schärfanfänger: Es sind sehr viele Zähne. Eine gute Alternative sind kleine Fuchsschwänze, die es im Web häufig sehr preisgünstig gibt (s. Kap. 5.3).
Zur Eignung typischer Billigsägen kann ich keine eigenen Erfahrungen beisteuern. Aber wenn das Sä-geblatt keine Zahnspitzenhärtung (dunkel angelaufene Zähne) hat, sollte es eigentlich aus einem auch zum Schärfen mit der Feile geeigneten vergüteten Bandstahl bestehen, an den Kosten scheitert die Verwendung brauchbaren Materials jedenfalls nicht.
Schlechter sind die Aussichten bei zahnspitzengehärteten Sägen. Es ist selbstverständlich möglich, die gehärtete Bezahnung wegzuschleifen und das Blatt dann neu zu bezahnen. Aber der Stahl kann au-ßerhalb der Härtezone ziemlich weich sein. Das merkt man schon beim Feilen (Schmieren, starke Grat-bildung), und eine Säge aus solchem Material hat auch keine brauchbare Standzeit. Einen enttäu-schenden Erfahrungsbericht von einem Holzwerker, der es versucht hat, habe ich gelesen.
Welche Zahngeometrie sollte eine Säge für Anfänger haben? Besonders einfach schärfbar ist eine Längsschnitt-Bezahnung, außerdem lässt die, gut geschärft, eine eindrucksvolle Schnittleistung erwar-ten. Darum empfehle ich sie. Die Zahnteilung sollte nicht zu klein sein, etwa 3 bis 4 mm sind ideal.
8.2 Woran erkennt man, dass eine Säge stumpf ist?
Das Stumpfwerden einer Säge ist ein schleichender Prozess und wird deshalb vom Benutzer lange gar nicht wahrgenommen. Irgendwann merkt man aber doch und dann immer deutlicher, dass die Säge nicht mehr so sägt wie im frisch geschärften Zustand, nämlich langsamer, mühsamer, auch ungenauer. Wann es soweit ist, dass die Säge „stumpf“ ist (und also etwas für ihre Schärfe getan werden müsste), muss jeder selbst entscheiden. Wer selbst schärft, wird möglicherweise schon bei den ersten deutlichen Anzeichen nachlassender Gebrauchsqualität aktiv. Wer sich, um wieder eine scharfe Säge zu haben, eine neue kaufen müsste, quält sich wahrscheinlich länger mit der alten, immer stumpfer werdenden, herum.
Der Schärfezustand einer Säge ist nicht nur spürbar, sondern auch sichtbar, und zwar an den Haupt-schneiden (bei der Längsschnittbezahnung) oder den seitlichen Spitzen (bei der Querschnittbezah-nung). Bei gutem Licht, gegebenenfalls unter Zuhilfenahme einer Lupe, kann man sehr gut sehen wenn dort Verschleiß (= Abrundung) vorliegt: Stumpfe Zähne reflektieren an Schneiden und Spitzen das Licht sehr viel deutlicher als scharfe.
Übrigens hört sich eine sehr stumpfe Säge im Gebrauch auch deutlich anders an, als eine scharfe: Sie macht ein klägliches rubbelndes Geräusch anstelle des normalen „ratsch, ratsch“.
62
ein fabrikneues Blatt garantiert eine gerade Zahnspitzenlinie und gleichmäßige Teilung- das erleich-tert das Schärfen für Anfänger doch sehr.
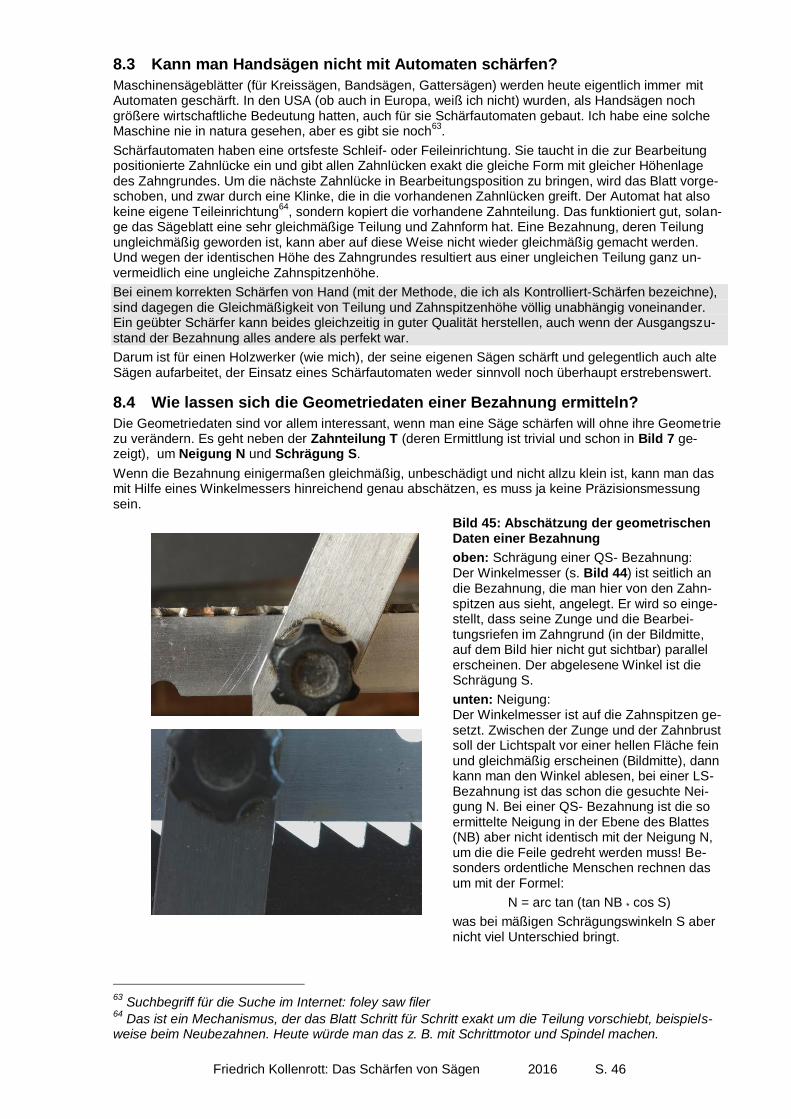
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 46
8.3 Kann man Handsägen nicht mit Automaten schärfen?
Maschinensägeblätter (für Kreissägen, Bandsägen, Gattersägen) werden heute eigentlich immer mit Automaten geschärft. In den USA (ob auch in Europa, weiß ich nicht) wurden, als Handsägen noch größere wirtschaftliche Bedeutung hatten, auch für sie Schärfautomaten gebaut. Ich habe eine solche Maschine nie in natura gesehen, aber es gibt sie noch
63.
Schärfautomaten haben eine ortsfeste Schleif- oder Feileinrichtung. Sie taucht in die zur Bearbeitung positionierte Zahnlücke ein und gibt allen Zahnlücken exakt die gleiche Form mit gleicher Höhenlage des Zahngrundes. Um die nächste Zahnlücke in Bearbeitungsposition zu bringen, wird das Blatt vorge-schoben, und zwar durch eine Klinke, die in die vorhandenen Zahnlücken greift. Der Automat hat also keine eigene Teileinrichtung
64, sondern kopiert die vorhandene Zahnteilung. Das funktioniert gut, solan-
ge das Sägeblatt eine sehr gleichmäßige Teilung und Zahnform hat. Eine Bezahnung, deren Teilung ungleichmäßig geworden ist, kann aber auf diese Weise nicht wieder gleichmäßig gemacht werden. Und wegen der identischen Höhe des Zahngrundes resultiert aus einer ungleichen Teilung ganz un-vermeidlich eine ungleiche Zahnspitzenhöhe.
Bei einem korrekten Schärfen von Hand (mit der Methode, die ich als Kontrolliert-Schärfen bezeichne), sind dagegen die Gleichmäßigkeit von Teilung und Zahnspitzenhöhe völlig unabhängig voneinander. Ein geübter Schärfer kann beides gleichzeitig in guter Qualität herstellen, auch wenn der Ausgangszu-stand der Bezahnung alles andere als perfekt war.
Darum ist für einen Holzwerker (wie mich), der seine eigenen Sägen schärft und gelegentlich auch alte Sägen aufarbeitet, der Einsatz eines Schärfautomaten weder sinnvoll noch überhaupt erstrebenswert.
8.4 Wie lassen sich die Geometriedaten einer Bezahnung ermitteln?
Die Geometriedaten sind vor allem interessant, wenn man eine Säge schärfen will ohne ihre Geometrie zu verändern. Es geht neben der Zahnteilung T (deren Ermittlung ist trivial und schon in Bild 7 ge-zeigt), um Neigung N und Schrägung S.
Wenn die Bezahnung einigermaßen gleichmäßig, unbeschädigt und nicht allzu klein ist, kann man das mit Hilfe eines Winkelmessers hinreichend genau abschätzen, es muss ja keine Präzisionsmessung sein.
Bild 45: Abschätzung der geometrischen Daten einer Bezahnung
oben: Schrägung einer QS- Bezahnung: Der Winkelmesser (s. Bild 44) ist seitlich an die Bezahnung, die man hier von den Zahn-spitzen aus sieht, angelegt. Er wird so einge-stellt, dass seine Zunge und die Bearbei-tungsriefen im Zahngrund (in der Bildmitte, auf dem Bild hier nicht gut sichtbar) parallel erscheinen. Der abgelesene Winkel ist die Schrägung S.
unten: Neigung: Der Winkelmesser ist auf die Zahnspitzen ge-setzt. Zwischen der Zunge und der Zahnbrust soll der Lichtspalt vor einer hellen Fläche fein und gleichmäßig erscheinen (Bildmitte), dann kann man den Winkel ablesen, bei einer LS- Bezahnung ist das schon die gesuchte Nei-gung N. Bei einer QS- Bezahnung ist die so ermittelte Neigung in der Ebene des Blattes (NB) aber nicht identisch mit der Neigung N, um die die Feile gedreht werden muss! Be-sonders ordentliche Menschen rechnen das um mit der Formel:
N = arc tan (tan NB * cos S)
was bei mäßigen Schrägungswinkeln S aber nicht viel Unterschied bringt.
63
Suchbegriff für die Suche im Internet: foley saw filer 64
Das ist ein Mechanismus, der das Blatt Schritt für Schritt exakt um die Teilung vorschiebt, beispiels-weise beim Neubezahnen. Heute würde man das z. B. mit Schrittmotor und Spindel machen.
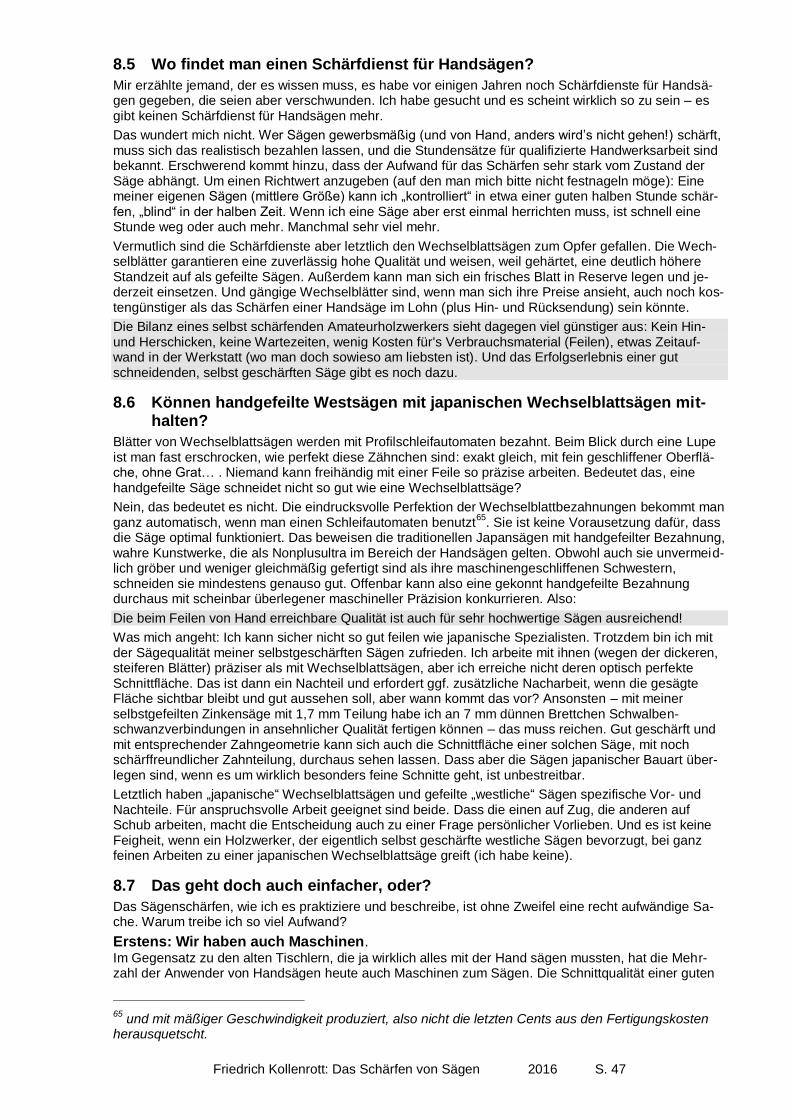
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 47
8.5 Wo findet man einen Schärfdienst für Handsägen?
Mir erzählte jemand, der es wissen muss, es habe vor einigen Jahren noch Schärfdienste für Handsä-gen gegeben, die seien aber verschwunden. Ich habe gesucht und es scheint wirklich so zu sein – es gibt keinen Schärfdienst für Handsägen mehr.
Das wundert mich nicht. Wer Sägen gewerbsmäßig (und von Hand, anders wird’s nicht gehen!) schärft, muss sich das realistisch bezahlen lassen, und die Stundensätze für qualifizierte Handwerksarbeit sind bekannt. Erschwerend kommt hinzu, dass der Aufwand für das Schärfen sehr stark vom Zustand der Säge abhängt. Um einen Richtwert anzugeben (auf den man mich bitte nicht festnageln möge): Eine meiner eigenen Sägen (mittlere Größe) kann ich „kontrolliert“ in etwa einer guten halben Stunde schär-fen, „blind“ in der halben Zeit. Wenn ich eine Säge aber erst einmal herrichten muss, ist schnell eine Stunde weg oder auch mehr. Manchmal sehr viel mehr.
Vermutlich sind die Schärfdienste aber letztlich den Wechselblattsägen zum Opfer gefallen. Die Wech-selblätter garantieren eine zuverlässig hohe Qualität und weisen, weil gehärtet, eine deutlich höhere Standzeit auf als gefeilte Sägen. Außerdem kann man sich ein frisches Blatt in Reserve legen und je-derzeit einsetzen. Und gängige Wechselblätter sind, wenn man sich ihre Preise ansieht, auch noch kos-tengünstiger als das Schärfen einer Handsäge im Lohn (plus Hin- und Rücksendung) sein könnte.
Die Bilanz eines selbst schärfenden Amateurholzwerkers sieht dagegen viel günstiger aus: Kein Hin- und Herschicken, keine Wartezeiten, wenig Kosten für's Verbrauchsmaterial (Feilen), etwas Zeitauf-wand in der Werkstatt (wo man doch sowieso am liebsten ist). Und das Erfolgserlebnis einer gut schneidenden, selbst geschärften Säge gibt es noch dazu.
8.6 Können handgefeilte Westsägen mit japanischen Wechselblattsägen mit-halten?
Blätter von Wechselblattsägen werden mit Profilschleifautomaten bezahnt. Beim Blick durch eine Lupe ist man fast erschrocken, wie perfekt diese Zähnchen sind: exakt gleich, mit fein geschliffener Oberflä-che, ohne Grat… . Niemand kann freihändig mit einer Feile so präzise arbeiten. Bedeutet das, eine handgefeilte Säge schneidet nicht so gut wie eine Wechselblattsäge?
Nein, das bedeutet es nicht. Die eindrucksvolle Perfektion der Wechselblattbezahnungen bekommt man ganz automatisch, wenn man einen Schleifautomaten benutzt
65. Sie ist keine Vorausetzung dafür, dass
die Säge optimal funktioniert. Das beweisen die traditionellen Japansägen mit handgefeilter Bezahnung, wahre Kunstwerke, die als Nonplusultra im Bereich der Handsägen gelten. Obwohl auch sie unvermeid-lich gröber und weniger gleichmäßig gefertigt sind als ihre maschinengeschliffenen Schwestern, schneiden sie mindestens genauso gut. Offenbar kann also eine gekonnt handgefeilte Bezahnung durchaus mit scheinbar überlegener maschineller Präzision konkurrieren. Also:
Die beim Feilen von Hand erreichbare Qualität ist auch für sehr hochwertige Sägen ausreichend!
Was mich angeht: Ich kann sicher nicht so gut feilen wie japanische Spezialisten. Trotzdem bin ich mit der Sägequalität meiner selbstgeschärften Sägen zufrieden. Ich arbeite mit ihnen (wegen der dickeren, steiferen Blätter) präziser als mit Wechselblattsägen, aber ich erreiche nicht deren optisch perfekte Schnittfläche. Das ist dann ein Nachteil und erfordert ggf. zusätzliche Nacharbeit, wenn die gesägte Fläche sichtbar bleibt und gut aussehen soll, aber wann kommt das vor? Ansonsten – mit meiner selbstgefeilten Zinkensäge mit 1,7 mm Teilung habe ich an 7 mm dünnen Brettchen Schwalben-schwanzverbindungen in ansehnlicher Qualität fertigen können – das muss reichen. Gut geschärft und mit entsprechender Zahngeometrie kann sich auch die Schnittfläche einer solchen Säge, mit noch schärffreundlicher Zahnteilung, durchaus sehen lassen. Dass aber die Sägen japanischer Bauart über-legen sind, wenn es um wirklich besonders feine Schnitte geht, ist unbestreitbar.
Letztlich haben „japanische“ Wechselblattsägen und gefeilte „westliche“ Sägen spezifische Vor- und Nachteile. Für anspruchsvolle Arbeit geeignet sind beide. Dass die einen auf Zug, die anderen auf Schub arbeiten, macht die Entscheidung auch zu einer Frage persönlicher Vorlieben. Und es ist keine Feigheit, wenn ein Holzwerker, der eigentlich selbst geschärfte westliche Sägen bevorzugt, bei ganz feinen Arbeiten zu einer japanischen Wechselblattsäge greift (ich habe keine).
8.7 Das geht doch auch einfacher, oder?
Das Sägenschärfen, wie ich es praktiziere und beschreibe, ist ohne Zweifel eine recht aufwändige Sa-che. Warum treibe ich so viel Aufwand?
Erstens: Wir haben auch Maschinen. Im Gegensatz zu den alten Tischlern, die ja wirklich alles mit der Hand sägen mussten, hat die Mehr-zahl der Anwender von Handsägen heute auch Maschinen zum Sägen. Die Schnittqualität einer guten
65
und mit mäßiger Geschwindigkeit produziert, also nicht die letzten Cents aus den Fertigungskosten herausquetscht.
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 48
Kreissäge kann eine Handsäge nicht erreichen, klar. Aber diese Schnittqualität ist es, die wir vor Augen haben, wir sind verwöhnt. Wenn dann eine selbstgeschärfte Handsäge so schlecht und/oder mühsam schneidet, dass es einem die Tränen in die Augen treibt, wird ihr Gebrauch absurd, dafür braucht man nicht schärfen.
Zweitens: Die japanischen Wechselblattsägen... Die maschinenbezahnten „Japansägen“ haben einen sehr hohen Qualitätsstandard bei Handsägen ge-setzt. Das sind gute Sägen, und jeder kann sie sich kaufen, gebrauchsfertig. Wer stattdessen seine Sä-gen selbst schärft, aber am Ende mit einer deutlich schlechteren Gebrauchs- und Schnittqualität be-straft ist, macht doch etwas falsch. Bei vielen Holzarbeiten ist die Unbeholfenheit des Selbstgemachten akzeptabel und manchmal sogar charmant. Bei Werkzeugen aber nicht. Da muss man eine ordentliche Qualität zustande bringen (es ist natürlich OK wenn es am Anfang noch nicht so richtig klappt, aber es muss das Ziel sein), sonst sollte man wirklich besser bei den Wechselblattsägen bleiben.
Drittens und überhaupt: Wir dürfen das! Im glücklichen Gegensatz zu denen, die mit Tischlerarbeiten ihren Lebensunterhalt verdienen, müssen Amateur-Holzwerker nicht wirtschaftlich arbeiten. Sie dürfen, wenn es ihnen Freude macht, auf produk-tivitätssteigernde Arbeitsweisen verzichten, beispielsweise ihre Schwalbenschwanzverbindungen von Hand sägen und ihre Holzoberflächen mit dem Hobel putzen, obwohl sie sich Oberfräse und Exzenter-schleifer leisten können und vielleicht sogar haben.
So ist es auch mit dem Sägenschärfen. Man darf es machen, einfach weil man an der Beherrschung einer solchen Arbeitstechnik und an guten Ergebnissen Freude hat. Das ist unser Privileg, eine Recht-fertigung sind wir niemandem schuldig.
Trotzdem - geht’s nicht einfacher? Wo und wie könnte man den Aufwand verringern?
Der naheliegendste Weg zur Verringerung des Aufwandes für das Schärfen der Sägen ist, nicht so häu-fig zu schärfen, also die Säge ein bißchen stumpfer werden zu lassen bevor es an die Kluppe geht. Das macht man als fauler Mensch ja sowieso, wenn man gerade keine Lust zum Schärfen hat.
Wenn man dann aber schärft, wo lässt sich der Aufwand gegenüber meinem Vorgehen verringern? Am ehesten wohl durch Weglassen der Winkellehren, schließlich gibt es Leute, die nachweislich erfolgreich ohne ein solches Hilfsmittel schärfen. Aber ansonsten – Abrichten und Kontrolliert-Feilen muss (zumin-destens von Zeit zu Zeit) sein, seitliches Abziehen ist kein nennenswerter Aufwand. Ich tue mich schwer, weitere Empfehlungen zur Aufwandsreduzierung zu geben. Schließlich macht (s. oben) das ei-genhändige Schärfen nur Sinn, wenn das Ergebnis eine wirklich gut schneidende Säge ist.
8.8 „Slope“?
Die übliche und von mir hier vorgestellte Methode, verschiedene Zahnformen zu erzeugen, nutzt zwei Parameter: Neigung (rake) und Schrägung (fleam). Dabei wird die Feile immer in der Waagerechten (x- y- Ebene, vgl. Bild 10) bewegt. So erhält man Sägen, die bei Längsschnitt und Querschnitt wirklich gute Gebrauchseigenschaften aufweisen.
In der großen Zeit der Handsägen hat man sich bemüht, die Zahnformen noch weiter zu verbessern, indem man den „dritten rotatorischen Freiheitsgrad“ ausnutzte und die Feile zusätzlich um die x- Achse schwenkte. Unter der Annahme eines weiterhin senkrecht eingespannten Sägeblattes heißt das: Es wird schräg aufwärts oder abwärts gefeilt. Die Abweichung gegenüber der Waagerechten heißt auf Englisch slope (übersetzt: Gefälle). So kann man die Form der Zähne weiter variieren.
Mir scheint, dass diese Bemühungen um optimale Zahngeometrie eine US-amerikanische Spezialität waren. Es gibt im Internet viel Interessantes dazu
66.
Einen überzeugenden Hinweis darauf, dass auf diese Weise die Gebrauchseigenschaften der Sägen wirklich deutlich verbessert werden können, habe ich nicht gefunden, darum werde ich sicher nicht an-fangen, so zu schärfen.
8.9 Sollten Sägen eine Starthilfe haben?
Anfänger haben oft Schwierigkeiten, die Säge beim Beginn eines Sägeschnittes zu starten. Sie hakt ein, statt sich gleichmäßig schieben zu lassen, und es kann passieren dass bei den wiederholten Start-bemühungen der Riss (die Markierung, an der man entlangsägen will) beschädigt wird und nicht mehr sichtbar ist. Damit leidet dann auch die Genauigkeit.
Wenn man mehr Übung hat, ist das Problem weniger ausgeprägt, aber der Startvorgang bleibt ein we-nig heikel. Ich habe mich mal selbst beobachtet und festgestellt: Ich setze nicht nur die Säge zum Star-ten mit ihrer Spitze auf das Holz (dann ist die Kraft, mit der die Bezahnung beim Schieben herunterge-drückt wird, besonders klein), sondern ich hebe sie sogar ein ganz klein wenig an, das hilft.
66
z.B.: http://www3.telus.net/BrentBeach/sawjig/sloping%20gullets.html
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 49
Um die Startwilligkeit einer Säge zu verbessern, gibt es verschiedene Möglichkeiten. Man kann an der Spitze der Säge
die Zähne mit kleinerer Zahnteilung feilen
mit gleicher Teilung, aber größerer Neigung feilen
mit gleicher Teilung und Neigung, aber weniger scharfer Hauptschneide (Kopfflächen beim Ausfei-len nicht ganz verschwinden lassen oder nach dem Schärfen mit einem feinen Schleifstein über die Köpfe gehen, wie beim Abrichten).
Die dritte Variante habe ich ausprobiert, es funktionierte gut. Aber inzwischen gebe ich meinen Sägen keine Starthilfe mehr, ich kann es auch so. Nebenbei: Die Sägen, die ich speziell für weichen, ausriss-armen Schnitt mit einer symmetrischen Bezahnung versehe (N = 30°, s. Kap. 5.2), sind extrem leicht zu
starten, bei denen braucht niemand eine Starthilfe.
8.10 Alte Sägen aufarbeiten – lohnt sich das überhaupt?
Die meisten meiner Sägen sind alt. Es fing an mit einem, sicher weit über 100 Jahre alten, Fuchs-schwanz von Disston, dessen Blatt von herausragender Qualität ist
67, und dann kamen diverse engli-
sche und US-amerikanische Rückensägen (auch Feinsägen), ein weiterer großer Disston-Fuchsschwanz und mehrere deutsche Gestellsägen sowie kleine Fuchsschwänze dazu. Von einigen meiner alten Sägen habe ich mich wieder getrennt, andere gehören zu meinem festen Bestand und werden mich sicher bis zum Ende meiner Holzwerkerzeit begleiten.
Das Herstellen guter Sägen hat man schon vor mehr als 100 Jahren beherrscht, und das Qualitätsni-veau war zu Zeiten, als Tischler und Zimmerleute mit Handsägen tagtäglich ihr Geld verdienen muss-ten, beachtlich hoch. Gern wird pauschal behauptet, dass „früher der Stahl besser war“. Das ist ganz sicher so nicht richtig; Stähle so hoher Qualität, wie sie heute für anspruchsvolle Anwendungen verfüg-bar sind, hat man „früher“ überhaupt nicht herstellen können. Aber früher – das ist der Unterschied – wussten die Hersteller von Werkzeugen genau, welche Anforderungen in der Praxis gestellt wurden und welchen Stahl, mit welcher Wärmebehandlung, sie dafür am besten einsetzten. Heute ist gerade bei Handwerkzeugen diese enge Verbindung zwischen Herstellung und Anwenderpraxis oft verloren gegangen, und dann wird schon mal an der falschen Stelle „entfeinert“ (ich drücke das jetzt sehr freund-lich aus).
Ein besonderes Thema sind Exemplare aus der Zeit des Niederganges der Handsägen (etwa ab 1950). Die haben durchweg gute Blätter, aber die Griffe wurden, manchmal bis zur Gräßlichkeit, immer plum-per gemacht, Verschraubungen durch Niete ersetzt – verzweifelte Versuche der Hersteller, durch läppi-sche Kostensenkungen den Untergang aufzuhalten. Oft ist es bei solchen Exemplaren möglich, durch eine kleine oder größere Überarbeitung eine Verbesserung zu schaffen, man kann natürlich auch einen ganz neuen, schöneren Griff für ein gutes altes Blatt machen.
Ob sich die Aufarbeitung einer alten Säge lohnt, hängt vom Blatt ab. Dass der Stahl in Ordnung ist, soll-te man immer annehmen wenn ein Hersteller es mit seinem Namen versehen hat. Man weiß aber, wenn man schon viele Sägen aufgearbeitet hat, dass gerade bei alten Exemplaren die Stahlhärte sehr unterschiedlich sein kann. Ich habe einen alten Fuchsschwanz erlebt, der war so hart dass ich zur Her-richtung seiner Bezahnung zwei Feilen (6 Feilenkanten) verbrauchte. Und dass Sägeblätter unange-nehm weich sind, also beim Feilen „schmieren“, das gibt es auch.
Aber zurück zum Blatt. Es
darf dunkel angelaufen sein, das ist überhaupt kein Problem.
sollte höchstens leicht angerostet sein; viele tiefe oder großflächige Rostnarben an den Zähnen be-einträchtigen dagegen die Funktion.
soll gerade sein. Ein krummes Sägeblatt ist vor dem Schärfen geradezubiegen. Schlimmer ist ein Knick (kann man aber auf einem Amboss vorsichtig wieder heraushämmern).
sollte noch genug „Fleisch“ haben, also noch nicht durch hundertfaches Schärfen zu schmal gewor-den sein. Fuchsschwänze in diesem Endzustand kann man in Griffnähe kaum noch vernünftig in der Feilkluppe spannen, und an seiner Spitze ist das Blatt womöglich nur noch fingerbreit. Oder es ist (bei Rückensägen) die verbleibende mögliche Schnitttiefe einfach zu klein.
Die Zähne sind manchmal schrecklich krumm und ungleichmäßig. Bei solchen Schätzchen hat man den Eindruck, dass sogar mehrere „Experten“ nacheinander plan-, rat- und erfolglos die Feile geschwungen haben
68. Das ist aber kein Problem, das kriegt man immer hin, und dann winken auch die wirklichen
Erfolgserlebnisse.
67
Aber dass merkte ich erst viel später, als ich vergleichen konnte. 68
Leider, leider habe ich in meinen Anfangszeiten, als ich mir Sägen über das Internet besorgte, den Zustand der schlimmsten Exemplare nicht fotografiert.
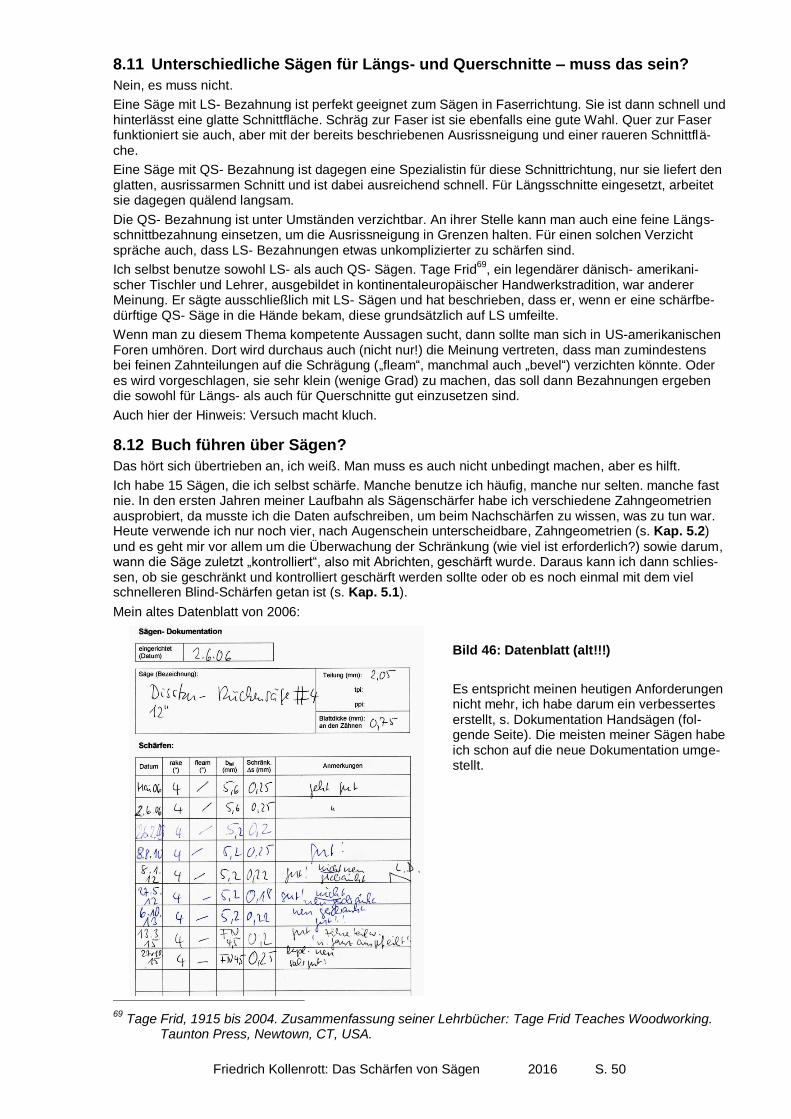
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 50
8.11 Unterschiedliche Sägen für Längs- und Querschnitte – muss das sein?
Nein, es muss nicht.
Eine Säge mit LS- Bezahnung ist perfekt geeignet zum Sägen in Faserrichtung. Sie ist dann schnell und hinterlässt eine glatte Schnittfläche. Schräg zur Faser ist sie ebenfalls eine gute Wahl. Quer zur Faser funktioniert sie auch, aber mit der bereits beschriebenen Ausrissneigung und einer raueren Schnittflä-che.
Eine Säge mit QS- Bezahnung ist dagegen eine Spezialistin für diese Schnittrichtung, nur sie liefert den glatten, ausrissarmen Schnitt und ist dabei ausreichend schnell. Für Längsschnitte eingesetzt, arbeitet sie dagegen quälend langsam.
Die QS- Bezahnung ist unter Umständen verzichtbar. An ihrer Stelle kann man auch eine feine Längs-schnittbezahnung einsetzen, um die Ausrissneigung in Grenzen halten. Für einen solchen Verzicht spräche auch, dass LS- Bezahnungen etwas unkomplizierter zu schärfen sind.
Ich selbst benutze sowohl LS- als auch QS- Sägen. Tage Frid69
, ein legendärer dänisch- amerikani-scher Tischler und Lehrer, ausgebildet in kontinentaleuropäischer Handwerkstradition, war anderer Meinung. Er sägte ausschließlich mit LS- Sägen und hat beschrieben, dass er, wenn er eine schärfbe-dürftige QS- Säge in die Hände bekam, diese grundsätzlich auf LS umfeilte.
Wenn man zu diesem Thema kompetente Aussagen sucht, dann sollte man sich in US-amerikanischen Foren umhören. Dort wird durchaus auch (nicht nur!) die Meinung vertreten, dass man zumindestens bei feinen Zahnteilungen auf die Schrägung („fleam“, manchmal auch „bevel“) verzichten könnte. Oder es wird vorgeschlagen, sie sehr klein (wenige Grad) zu machen, das soll dann Bezahnungen ergeben die sowohl für Längs- als auch für Querschnitte gut einzusetzen sind.
Auch hier der Hinweis: Versuch macht kluch.
8.12 Buch führen über Sägen?
Das hört sich übertrieben an, ich weiß. Man muss es auch nicht unbedingt machen, aber es hilft.
Ich habe 15 Sägen, die ich selbst schärfe. Manche benutze ich häufig, manche nur selten. manche fast nie. In den ersten Jahren meiner Laufbahn als Sägenschärfer habe ich verschiedene Zahngeometrien ausprobiert, da musste ich die Daten aufschreiben, um beim Nachschärfen zu wissen, was zu tun war. Heute verwende ich nur noch vier, nach Augenschein unterscheidbare, Zahngeometrien (s. Kap. 5.2)
und es geht mir vor allem um die Überwachung der Schränkung (wie viel ist erforderlich?) sowie darum, wann die Säge zuletzt „kontrolliert“, also mit Abrichten, geschärft wurde. Daraus kann ich dann schlies-sen, ob sie geschränkt und kontrolliert geschärft werden sollte oder ob es noch einmal mit dem viel schnelleren Blind-Schärfen getan ist (s. Kap. 5.1).
Mein altes Datenblatt von 2006:
Bild 46: Datenblatt (alt!!!)
Es entspricht meinen heutigen Anforderungen nicht mehr, ich habe darum ein verbessertes erstellt, s. Dokumentation Handsägen (fol-gende Seite). Die meisten meiner Sägen habe ich schon auf die neue Dokumentation umge-stellt.
69
Tage Frid, 1915 bis 2004. Zusammenfassung seiner Lehrbücher: Tage Frid Teaches Woodworking. Taunton Press, Newtown, CT, USA.
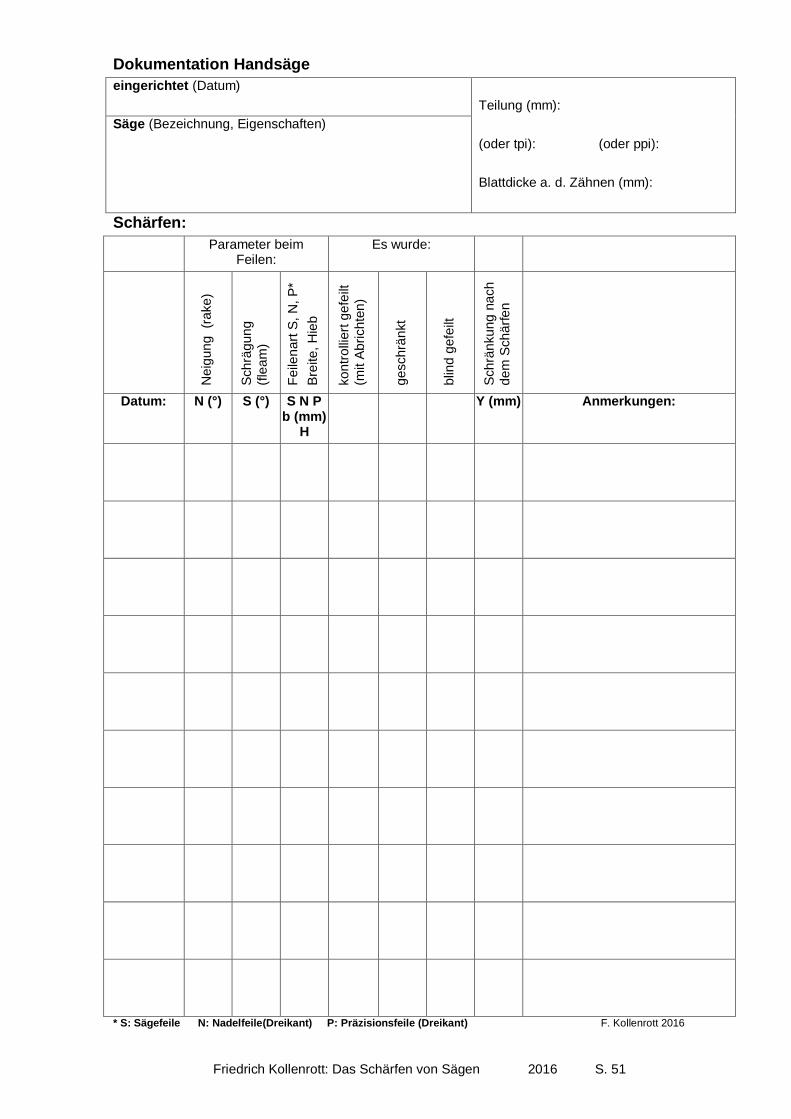
Friedrich Kollenrott: Das Schärfen von Sägen 2016 S. 51
Dokumentation Handsäge
eingerichtet (Datum)
Teilung (mm):
(oder tpi): (oder ppi):
Blattdicke a. d. Zähnen (mm):
Säge (Bezeichnung, Eigenschaften)
Schärfen:
Parameter beim Feilen:
Es wurde:
Neig
un
g
(ra
ke
)
Sch
räg
un
g
(fle
am
)
Fe
ilen
art
S,
N,
P*
Bre
ite
, H
ieb
ko
ntr
olli
ert
ge
feilt
(mit A
bri
chte
n)
ge
sch
rän
kt
blin
d g
efe
ilt
Sch
rän
ku
ng
na
ch
de
m S
ch
ärf
en
Datum: N (°) S (°) S N P b (mm)
H
Y (mm) Anmerkungen:
* S: Sägefeile N: Nadelfeile(Dreikant) P: Präzisionsfeile (Dreikant) F. Kollenrott 2016





























