Embed Size (px)
Citation preview

1
El análisis Pinch: integración y optimización en una planta de
obtención de biodiesel
Antonio de la Rosa Almentero y Alfredo Rafael Marriaga Marimon Universidad de San Buenaventura, Facultad de Ingeniería, Arquitectura, Artes y Diseño, Programa de
Ingeniería Química
Diplomado en Procesos Químicos
RESUMEN
En la industria, muchos procesos involucran la trasferencia de calor. Actualmente la crisis energética
alrededor del mundo ha llevado a buscar en cualquier diseño de proceso industrial la máxima
recuperación de calor dentro del mismo proceso y la minimización de servicios auxiliares.
En 1970 el científico Linnhoff y colaboradores, concibieron el análisis Pinch; una metodología para
optimizar la recuperación energética en un proceso químico-industrial, la cual es utilizada para
identificar los costos energéticos, minimizar la inversión de capital de una red de intercambio de calor
y para escoger la mejor alternativa de integración de corrientes.
El objetivo de este proyecto, es comparar el consumo energético de un proceso convencional de
obtención del biodiesel con el mismo proceso integrado energéticamente mediante la técnica del
análisis Pinch.
A través de los software Aspen HYSYSTM y Aspen Energy AnalyzerTM, se realizó la simulación y el
análisis energético para la obtención de biodiesel, el cual se obtiene a partir de corrientes de
alimentación como: triglicérido (M-oleate), alcohol(metanol) y una base catalizadora (NaOH), las
cuales pasaron por un proceso de mezclado, que posteriormente hicieron parte de la reacción de
transesterificación y los productos fueron separados por otros equipos encargados de aumentar la
concentración molar de biodiesel al 98%.
Palabras clave: Aspen HYSYS, Biodiesel, Consumo Energético, Método Pinch, Trasferencia de
Calor.
Pinch analysis: Integration and optimization of the pinch
analysis in a biodiesel plant
ABSTRACT
In the industry, many processes involve the transference of heat. Nowadays the energetic crisis
around the world has taken to look for any industrial processes design the highest recovery of heat
in the same process and the minimization of auxiliary services.
In 1970 the scientist Linnhoff and co-workers, conceived the Pinch analysis as a methodology to
optimize the energetic recovery in a chemist –industrial process, which one is utilized to identify the
energetic costs, to minimize the capital investment of a network of heat exchange and choose the
best alternative of integration of currents.
The main idea of this project, it is to compare the energetic consumption of a conventional process
to obtain biodiesel with the same process which is integrated energetically through the Pinch
analysis method.
The simulation and the energetic analysis to obtain the biodiesel were done by the Aspen HYSYSTM
and Aspen Energy AnalyzerTM software, this is obtained from the supply current such as

2
triglyceride (M - oleate), alcohol (methanol) and a catalyst base of (NaOH). Which ones pass
through a mix process, that later will be part of a transesterification reaction and the products will
separate by other equipments in order to increase the molar concentration of Biodiesel at 98 %.
Keywords: Aspen HYSYS, Biodiesel, Energy Consumption, Pinch Method, Transference of Heat.
1. INTRODUCCIÓN
Los altos costos estipulados para el funcionamiento de una planta productora de biodiesel han
motivado a profesionales en ingeniería a desarrollar procesos con uso eficiente de la energía. El
ahorro de servicios adicionales de calentamiento y/o enfriamiento ofrece un potencial interesante
para mejorar la economía en la empresa. Cabe resaltar que un proceso químico, tiene generalmente
varias corrientes que requieren ser calentadas o enfriadas a partir de fuentes externas (vapor de alta,
media o baja presión y agua para enfriamiento). Se han implementado técnicas en síntesis de
sistemas que involucren las corrientes del proceso, de tal manera que los intercambios de calor se
suministren en su mayor parte por la planta y el consumo de servicios adicionales sean los mínimos
requeridos. Esto puede generar un número adicional de intercambiadores de calor, sin embargo, el
ahorro de los costos energéticos en la mayoría de los casos compensa los gastos producidos por la
compra de equipos [1].
El biodiesel como combustible ecológico es una fuente alternativa de energía, sin embargo, para
producirlo se necesita gran cantidad de servicios auxiliares de enfriamiento y calentamiento. El
proceso simulado posee un sistema convencional para obtener biodiesel a partir de glicerolisis de
trioleína, metanol e hidróxido de sodio como catalizador, pero los costos adicionales comprenden la
necesidad de crear nuevos diseños de integración energética a partir de la metodología Pinch,
propuesta por el científico Linnhoff y sus colaboradores [2]. El objetivo de este proyecto es
comparar el consumo energético de la planta biodiesel con el mismo proceso integrado mediante el
análisis de Pinch, con el fin de evaluar en cuál de los dos procesos existe un mayor
aprovechamiento de la energía, reducción de costos operacionales y totales.
Para llevar a cabo el desarrollo del proyecto fue necesario utilizar los programas de simulación
Aspen HYSYSTM y Aspen Energy AnalyzerTM, en la primera etapa se diseñó la planta convencional
de biodiesel, posteriormente se evaluaron la utilidades, perdidas energéticas de producción, costos
fijos y operacionales. En la segunda etapa se analizó las posibles integraciones considerando los
aspectos mencionados anteriormente, para seleccionar la mejor alternativa que se acomode a los
objetivos planteados.

3
2. MATERIALES Y MÉTODOS
La tecnología Pinch representa un método simple para el análisis sistemático de los procesos
químicos y de los servicios auxiliares. Mediante un análisis termodinámico se calculan los cambios
de entalpia en las corrientes que pasan por los intercambiadores de calor. La segunda ley de la
termodinámica determina la dirección del flujo de calor, debido a que el calor solo puede fluir en
sentido de temperaturas altas a temperaturas bajas. En un intercambiador de calor, una corriente
caliente no pude ser enfriada por debajo de la temperatura de entrada de la corriente fría como
tampoco una corriente fría puede calentarse por arriba de la temperatura de entrada de la corriente
caliente.
En la práctica, una corriente caliente sólo puede ser enfriada a una temperatura definida por el
acercamiento mínimo de temperaturas del intercambiador. El acercamiento mínimo de la
temperatura es la mínima diferencia térmica en los perfiles de temperatura de las corrientes para el
intercambiador de calor. En el análisis Pinch, el ΔT min es llamado punto Pinch o condición Pinch,
que define la fuerza motriz mínima permitida en un intercambiador de calor.
Cuando se ha escogido el ΔT min correcto, de acuerdo a las condiciones económicas de los costos
fijos, energéticos y de operación, se ha fijado automáticamente la posición relativa de las curvas
compuestas. El ΔT min se observa normalmente en un solo punto, entre las corrientes calientes y
frías, por lo tanto en punto Pinch es único para cada proceso [3].
Cuando se emplean múltiples servicios auxiliares, pueden aparecer múltiples puntos pinch en la red.
De todos ellos, sólo uno es el punto Pinch verdadero, y el resto son puntos pseudopinch [4].
REQUERIMIENTOS MÍNIMOS DE CALENTAMIENTO Y ENFRIAMIENTO
El punto de partida para llevar a cabo la integración energética en el análisis Pinch, es el cálculo de
los requerimientos mínimos de enfriamiento y calentamiento para una red de intercambio de calor.
El primer paso para el análisis de una red de intercambio de calor es identificar las fuentes de calor
(corrientes calientes) y los sumideros (corrientes frías en el proceso).
Para llevar a cabo la metodología de Análisis Pinch, se debe seguir un procedimiento que garantiza
el conocimiento de implementar integración energética.
SELECCIÓN DE LAS CORRIENTES CALIENTES Y FRIAS:
Para ello se debe realizar una tabla que permite organizar la información de forma simplificada
como la mostrada a continuación:
Tabla 1: datos de las corrientes de proceso. Fuente: Los autores
DATOS DE LAS CORRIENTES DE PROCESO
Corrientes MCp Ti To H
H1
⋮
Hn
C1
⋮
Cn
4
Donde en la primera columna se colocará todas corrientes calientes (todas las que necesitan ser
enfriadas) en rojo y todas las corrientes frías (todas las corrientes que necesitan ser calentadas) en
azul. MCp, representa el flujo másico multiplicado por el calor específico de la corriente. Ti
representa la Temperatura inicial de la corriente antes de sufrir cualquier variación energética. To
representa la temperatura de la corriente luego de haber sufrido un cambio de temperatura y H,
representa la entalpia de la corriente la cual se obtiene mediante la ecuación 1:
H=MCp(To-Ti) (1)
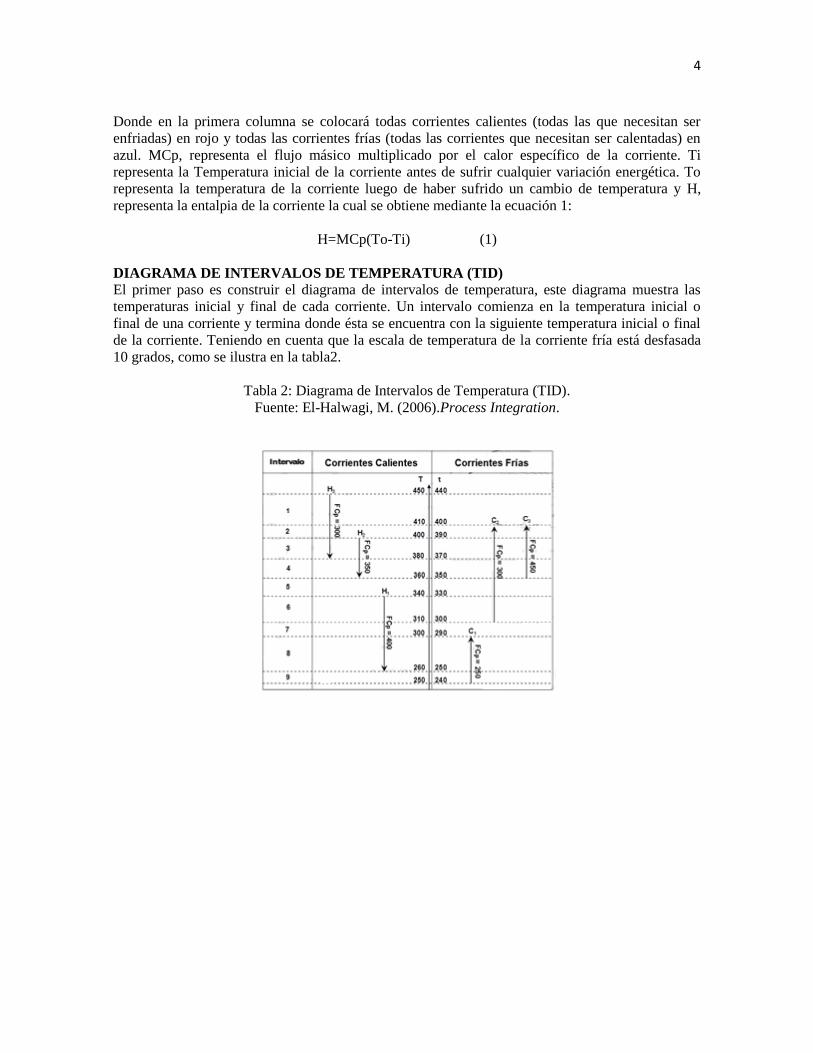
DIAGRAMA DE INTERVALOS DE TEMPERATURA (TID)
El primer paso es construir el diagrama de intervalos de temperatura, este diagrama muestra las
temperaturas inicial y final de cada corriente. Un intervalo comienza en la temperatura inicial o
final de una corriente y termina donde ésta se encuentra con la siguiente temperatura inicial o final
de la corriente. Teniendo en cuenta que la escala de temperatura de la corriente fría está desfasada
10 grados, como se ilustra en la tabla2.
Tabla 2: Diagrama de Intervalos de Temperatura (TID).
Fuente: El-Halwagi, M. (2006).Process Integration.

5
CARGAS DE CALOR INTERCAMBIABLES (TEHL)
La tabla 3.a y la tabla 3.b, Muestra la cantidad de energía que debe ser agregada o removida de una
corriente en un intervalo particular.
Tabla 3.a. Carga Intercambiables – Corrientes Calientes.
Fuente: El-Halwagi, M. (2006).Process Integration.
Tabla 3.b. Carga Intercambiables – Corrientes Frías.
Fuente: El-Halwagi, M. (2006).Process Integration.
GENERACIÓN DE LA CURVA COMPUESTA
La figura 1, representa la cantidad total de calor disponible (corriente caliente), la figura 2,
representa el calor faltante (corriente fría) en el sistema y los niveles de temperatura entre los cuales
se necesita calentar o enfriar.
Para generarla, inicialmente, se debe establecer un delta mínimo de temperatura que representa la
diferencia de temperatura, esto permite el intercambio de calor entre las corrientes que, por lo
general, va desde 5°C a 10°C y su selección depende del Cp promedio de las corrientes; entre
menor sea el Cp mayor será el delta mínimo de temperatura.
En la figura 1 y la figura 2, se muestran las dos corrientes por separado. Para saber cómo se
comportan en conjunto se combinan en rangos dados de temperaturas. Estos rangos de temperatura
son aquellos en donde coinciden varias corrientes calientes o varias corrientes frías. Para el caso de
las corrientes calientes, en cada intervalo de temperatura, estas se combinan para producir una curva
compuesta caliente. La corriente compuesta representa la manera en cómo las corrientes
individuales se comportarían si fuera una sola.

6
Figura 1. Curva compuesta para las corrientes calientes.
Fuente: El-Halwagi, M. (2006). Process Integration.
Figura 2.Curva compuesta para las corrientes frías.
Fuente: El-Halwagi, M. (2006). Process Integration.
Después de que se tienen las dos curvas compuestas, la fría y la caliente, se puede poner en una sola
gráfica, como la mostrada en la figura 3. En donde las curvas se traslapan existe calor que se puede
intercambiar de la curva caliente a la fría. La manera en que están hechas las curvas permite un
traslape máximo entre ellas y por lo tanto una recuperación de calor máximo.
Las temperaturas o los cambios en la entalpia, y por lo tanto la pendiente de las líneas, no se puede
cambiar. Sin embargo, la posición relativa de las corrientes se puede modificar moviéndolas de
forma vertical una respecto a la otra. En el punto en donde se acercan lo más posible se observa el
ΔT min, el cual es la mínima diferencia vertical entre las curvas, este punto de mínima diferencia en
temperatura se le conoce como punto Pinch. La curva de calentamiento no puede cubrir a la curva
de enfriamiento o viceversa, corresponde a un servicio de enfriamiento si está por debajo del punto
Pinch o un servicio de calentamiento si está por encima del punto Pinch [5].

7
Figura 3. Curva compuesta para conocer el punto pinch.
Fuente: El-Halwagi, M. (2006). Process Integration.
APLICACIÓN DE DIAGRAMA EN CASCADA PARA LA GENERACIÓN DE LA GRAN
CURVA COMPUESTA
La gran curva compuesta es utilizada cuando se van a seleccionar los servicios auxiliares que se van
a utilizar y a determinar las temperaturas de éstos. Esta curva muestra la variación del suministro y
la demanda de calor en todo el proceso.
La gran curva compuesta se construye a partir del balance de energía entre las corrientes del
proceso en diferentes intervalos de temperatura (definidos por las temperaturas de las corrientes). Se
considera, además, que el calor puede aprovecharse internamente al fluir en cascada de un intervalo
con exceso de calor (balance de entalpía positivo) a otro intervalo con necesidad de calor (balance
de entalpía negativo) a temperatura inferior.
Para construir esta curva también se hace uso de la tabla 1 que organiza las corrientes calientes y
frías con sus respectivos intervalos de temperaturas y deltas de entalpía.
Luego se debe organizar la escala de temperaturas de mayor a menor tanto para las corrientes
calientes y frías. Se encuentran las entalpias del proceso con dicha escala y se halla el calor residual
por medio de un balance de energía figura 4.
Figura 4. Representación de diagrama en cascada.
Fuente: El-Halwagi, M. (2006). Process Integration.
z H corriente
caliente H corriente
fría
Calor residual
anterior
Calor
residual

8
La figura 4 representa un intervalo de temperatura. Dentro del diagrama de cascada se deben
encontrar los calores residuales en cada intervalo y seguir el proceso como una cascada; se debe
adicionar el calor residual más negativo al inicio de la cascada y volver a realizar los balances. En el
bloque donde se tenga un calor residual de cero ahí es el punto Pinch. El calor residual adicionado
en el primer bloque corresponde al servicio mínimo de calentamiento y el resultante de la cascada
en el último bloque corresponde al servicio mínimo de enfriamiento.
DIAGRAMAS HENS
Muestran la interacción entre las corrientes frías y calientes las cuales se encuentran unidas entre sí
por una serie de líneas que representan el intercambio de calor entre las corrientes y circunferencias
que representan los equipos de intercambio de calor de las unidades de proceso, las líneas rojas y
azules simbolizan las corrientes calientes y frías respectivamente descritas en el cuadro
(características térmicas de las corrientes en el proceso). Este diagrama se hace indispensable al
momento de evaluar las alternativas de modificación ya que permiten visualizar esquemáticamente
los cruces factibles entre las corrientes en intercambiadores de calor [6].
ANÁLISIS DE COSTOS
En este se evalúa el costo de la producción de vapor utilizado en el proceso como servicio de
calentamiento, el agua utilizada en el proceso como servicio de enfriamiento o cualquier otro
servicio externo. De igual forma se presenta tablas que resuman la información de los costos por
unidad de tiempo de las unidades en los procesos y se evalúan los costos fijos al utilizar nuevos
equipos al proceso (intercambiadores de calor), para poder realizar la integración energética en el
proceso de obtención de biodiesel.
COSTOS ENERGÉTICOS DEL PROCESO
Una vez que se escogió el ΔT min y que los requerimientos energéticos del proceso fueron
evaluados por las curvas compuestas, se procede a obtener los costos energéticos para los servicios
auxiliares por el proceso.
JUSTIFICACIÓN DE LAS BASES TEÓRICAS
La importancia de las bases teóricas anteriores radica en que al ser el análisis Pinch una
metodología, permite mantener un orden y un procedimiento estándar que garantiza la realización
de un análisis energético coherente, de fácil interpretación y construcción. Por ello es necesario
mantener un control estricto de cada uno de los pasos de la metodología.
Las dos curvas descritas anteriormente manifiestan su importancia al permitir conocer, la primera
(CURVA COMPUESTA) el punto Pinch y los requerimientos de calentamiento y enfriamiento, y la
segunda (GRAN CURVA COMPUESTA) permite conocer las zonas de intercambio de calor entre
el proceso al igual que los requerimientos de servicios externos para calentamiento y enfriamiento.
Los diagramas HEN permiten esquematizar las zonas de enfriamiento y calentamiento entre las
mismas corrientes y los servicios externos, por tal es una ayuda muy útil porque visualiza la
transferencia de calor del proceso en su totalidad [7].
9
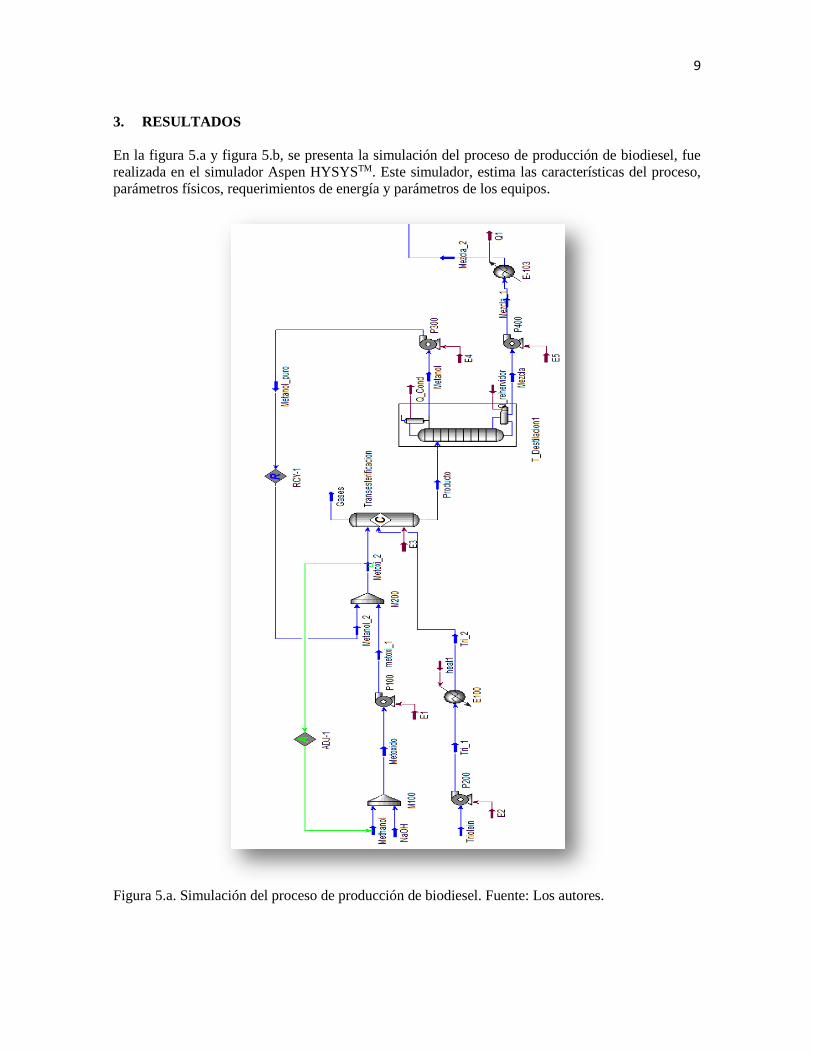
3. RESULTADOS
En la figura 5.a y figura 5.b, se presenta la simulación del proceso de producción de biodiesel, fue
realizada en el simulador Aspen HYSYSTM. Este simulador, estima las características del proceso,
parámetros físicos, requerimientos de energía y parámetros de los equipos.
Figura 5.a. Simulación del proceso de producción de biodiesel. Fuente: Los autores.

10
Figura 5.b. Simulación del proceso de producción de biodiesel. Fuente: Los autores.

11
En la tabla 4 se presenta los resultados del estado energético actual de la planta de producción de
biodiesel.
Tabla 4. Rangos de temperaturas, calores específicos multiplicados por el flujo másico (MCp) y la
entalpia. Fuente: Los autores.
Luego se procede a eliminar aquellas corrientes que presenten deltas de temperatura muy pequeños
como en el caso de E7, E3 y To condenser@COL1 TO 201@COL1 debido a que la planta de
biodiesel no maneja corrientes con flujos másicos grandes que puedan producir un calor sensible
significativo en dicho intervalo de temperatura.
Selección de corrientes calientes y frías: Con la ayuda de software Aspen Energy AnalyzerTM se
generó la tabla5, que permite resumir la información de los calores específicos, flujo másico, deltas
de temperaturas y entalpias de cada una de las corrientes para la simulación de la planta de
producción de biodiesel.

12
Tabla 5. Datos obtenidos de Aspen Energy AnalyzerTM de acuerdo a las corrientes frías y calientes
del proceso. Fuente: Los autores.
NOMBRE TIPO DE
CORRIENTE
TEMP.
ENTRADA °C
TEMP.
SALIDA °C
MCp
kJ/°C h
Entalpia
kJ/h
Gases_2 a Gases_enfriados 160 60 55 5483
Bioil_2_94% a Bioil_3_94% 60 130 2257 158000
Triolein a Tri_2 25 58 135 4484
Bioil_98% a
Bioil_98%_enfriado
160 60 2246 224600
Mezcla a Mezcla_2 89 59,9 2461 70450
Q100 130 160 2395 71840
CURVA COMPUESTA
Se realizo un análisis con la ayuda del programa de integración energética Aspen HYSYSTM, y se
obtuvo la curva compuesta como se observa en la figura 6, en donde se puede determinar el punto
más cercano de las corrientes, se puede observar en la tabla 6.
Figura 6. Curva compuesta. Fuente: Los autores.

13
Tabla 6. Características de la curva compuesta para la planta de obtención de biodiesel. Fuente: Los
autores.
Características de la curva
Datos Resultados
ΔTmin 10°C
Qcmin 90345,07 kJ/h
QHmin 24383,34 kJ/h
T pinch 98 °C
T pinch H 103 °C
T pinch c 93 °C
DONDE:
QC min= consumo de agua de enfriamiento.
QH min= consumo de vapor MP
T. Pinch=punto de división o temperatura entre T pinch H y T pinch C
T. Pinch H= temperatura Pinch caliente
T. pinch C= temperatura Pinch fría
Se escogió un ΔTmin de 10 °C debido a que el software nos indicó que el proceso era más
económico con un ΔTmin entre 8.5°C- 14°C tal como se muestra en la figura 7.
Figura 7. Costos totales respecto al DT mínimo. Fuente: Los autores.
Este parámetro indica que los intercambios de calor dentro del proceso no podrán realizarse con
variaciones de temperatura menores a tal mínimo permitido. El acercamiento máximo entre la curva
caliente y fría arrojó un Pinch de 98°C en la figura 6. El cual es importante porque dividió al
proceso en dos subsistemas termodinámicamente diferentes; por encima del punto Pinch servicios
de calentamiento y por debajo del punto Pinch servicios de enfriamiento.
14
También podemos notar, que tenemos corrientes en la planta que se enfrían por debajo de la
temperatura Pinch (Gases_2 a Gases enfriados, Bioil_98% a Bioil_98%_enfriado), lo que requiere
un servicio externo para realizarlo y corrientes que se calientan por encima de la temperatura Pinch
(Bioil_2_94% a Bioil_3_94%) lo que requiere un servicio de calentamiento externo. Cabe resaltar
que no es necesario.
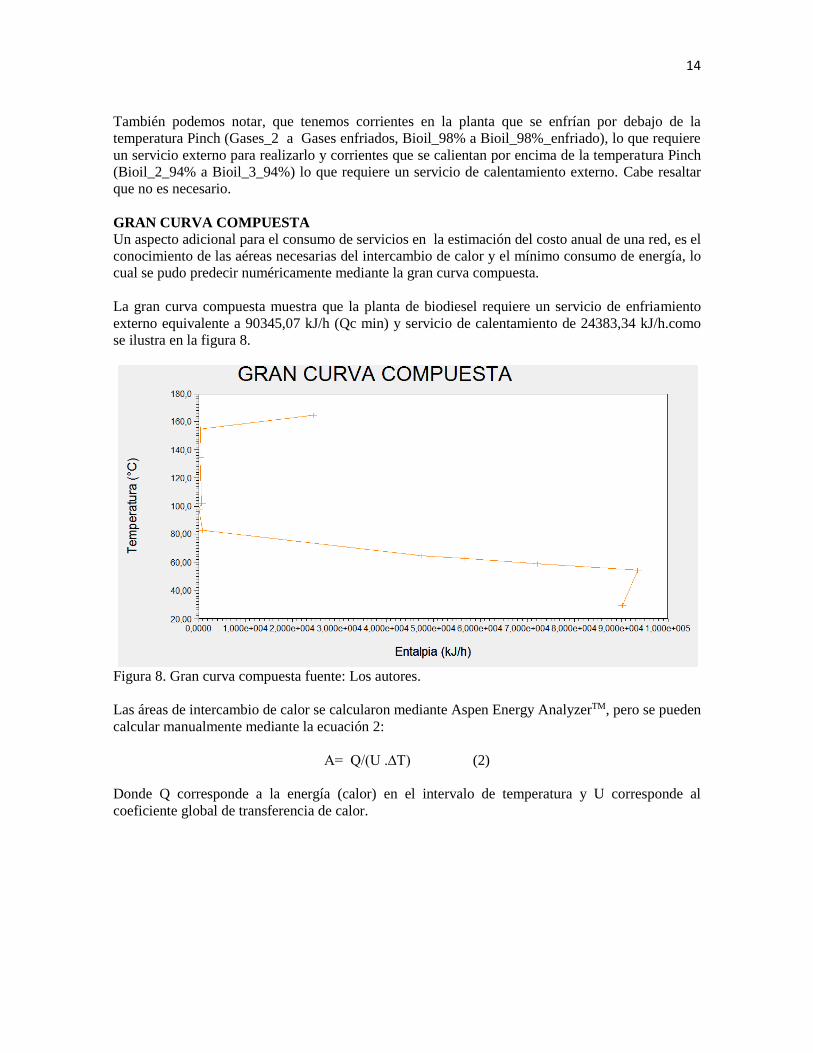
GRAN CURVA COMPUESTA
Un aspecto adicional para el consumo de servicios en la estimación del costo anual de una red, es el
conocimiento de las aéreas necesarias del intercambio de calor y el mínimo consumo de energía, lo
cual se pudo predecir numéricamente mediante la gran curva compuesta.
La gran curva compuesta muestra que la planta de biodiesel requiere un servicio de enfriamiento
externo equivalente a 90345,07 kJ/h (Qc min) y servicio de calentamiento de 24383,34 kJ/h.como
se ilustra en la figura 8.
Figura 8. Gran curva compuesta fuente: Los autores.
Las áreas de intercambio de calor se calcularon mediante Aspen Energy AnalyzerTM, pero se pueden
calcular manualmente mediante la ecuación 2:
A= Q/(U .∆T) (2)
Donde Q corresponde a la energía (calor) en el intervalo de temperatura y U corresponde al
coeficiente global de transferencia de calor.

15
DIAGRAMA DE RED (HEN) PARA LA PLANTA DE PRODUCCION DE BIODIESEL.
El diagrama de HEN indica la interacción entre las corrientes frías y calientes a partir de las líneas
azules y rojas respectivamente además de las temperaturas y los servicios de calentamiento y
enfriamiento. Este diagrama se hace indispensable al momento de evaluar las alternativas de
modificación ya que permitió visualizar esquemáticamente los cruces factibles entre las corrientes
en intercambiadores de calor.
La figura 9 es un diagrama HEN, del proceso sin integración.
Figura 9. Diagrama de red (HEN) para la planta de producción de biodiesel. Fuente: Los autores.

16
La información del diagrama HEN se encuentra resumida en la siguiente tabla.
Tabla 7. Datos extraídos del diagrama HEN. Fuente: Los autores.
Num intercambiador carga de calor
(kJ/h)
área (m2) U (kJ/h.m2.°C)
1 E-103 70445,61 0,5940 2267,26
2 E-101 224599,27 1,2955 2243,19
3 E-102 5483,12 0,0215 3605,14
4 E100 4483,87 0,0414 1322,47
5 E-100 158245,14 1,2938 1666,25
6 Q100@Exchanger 71837,25 3,9095 696,77
Num Corrientes Ti (°C) To
(°C)
servicio
industrial
Ti (°C) To (°C)
1 Mezcla_To_Mezcla_2 88,5 59,9 Agua 20 21,2
2 Bioil_98%_To_Bioil_98%_enfriado 160 60 Agua 21,2 24,9
3 Gases_2_To_Gases_enfriados 160 60 Agua 24,9 25
4 Triolein_To_Tri_2 25 58 Vapor LP 125 124
5 Bioil_2_94%_To_Bioil_3_94% 60 130 Vapor MP 175 174,3
6 Q100 130 160 Vapor MP 174,3 174
ECUACIONES UTILIZADAS PARA REALIZAR EL CÁLCULO MANUAL DE LOS
PARAMETROS QUE SE ENCUENTRAN EN LAS TABLAS:
ÁREA DE TRANSFERENCIA: A=Q/(ΔT.Cp) (3)
CONSUMO ENERGÉTICO: ΔH=MCpΔT (4)
ESTIMACIÓN DE COSTOS:
En esta parte del análisis se estimaron los costos totales que generaba el proceso para ello se
utilizaron los siguientes parámetros.
Ct=costos totales. Son funciones de la diferencia mínima de temperatura y correspondencia a la
suma de los costos de operación y los costos de capital.
CO= costos operacionales. Los costos de operación se calculan a partir de los costos anualizados
de los servicios de calentamiento y enfriamiento que hacen parte del proceso.
CC= costos de capital. Se utilizaron ecuaciones que permitan estimar los costos de
intercambiadores de calor [8].
Lo primero que se evaluó fue el costo de los servicios externos para enfriamiento y calentamiento,
lo cual se realizó por medio de los precios que Aspen Energy AnalyzerTM trae por defecto, que
corresponde a una moneda denominada "COST", por tanto los valores de costos que se muestran a
continuación son simplemente indicadores del valor que podría tener un proceso realmente, tabla 6.

17
Tabla 8. Costos totales. Fuente: Los autores.
Servicio Ti
(°C)
To
(°C)
Coef. de transferencia de
calor (kW/m2°C)
Calor mínimo
(kJ/h)
Flujo (kg/h)
Vapor LP 125 124 21600 217,10 0,10
Agua 20 25 13500 90345,07 4319,63
Vapor MP 175 174 21600 24166,23 12,20
Total 56700 114728,41 4331,93
De esta información es posible concluir que la planta de biodiesel actualmente tendría un gasto en
servicios externos (Tabla 9).
Tabla 9. Gastos en servicios externos. Fuente: Los autores.
Servicio Costo (cost/año)
Vapor LP 74,74
Agua 558,19
Vapor MP 4446,58
Total costo de operación 5077,3
COSTOS DE CAPITAL:
CC= a+b(area/shell)^c*shell (5)
Fuente: Los autores.
Tabla 10. Datos para estimar el costo capital. Fuente: software Aspen HysysTM.
Variable Valor Descripción
SHELL 1 Corrientes de intercambio
A 1,0e+4 Constate
B 800 Constate
C 0,8 Constate

18
El costo de capital está dada por la (tabla 11).
Tabla 11. Total de costos de capital. Fuente: Los autores.
Num Intercambiador Carga de calor (kJ/h) Costo (Cost)
1 E-103 70445,61 10527,40
2 E-101 224599,27 10984,11
3 E-102 5483,12 10037,02
4 E100 4483,87 10062,63
5 E-100 158245,14 10983,06
6 Q100@Exchanger 71837,25 12381,17
TOTAL DE COSTOS DE CAPITAL: 64975,39
EVALUACIÓN DE LAS ALTERNATIVAS DE MODIFICACIÓN:
Luego de estudiar el proceso, sus condiciones y restricciones, se evaluaron las diferentes
alternativas de modificación que permitieran establecer la red de intercambio de calor óptima.
La red de intercambio de calor escogida se seleccionó teniendo en cuenta la simplicidad del diseño,
disminución en los costos de inversión y considerando la opción de eliminar un servicio externo de
calentamiento (vapor a baja presión).
Aspen Energy AnalyzerTM permite hacer la reconstrucción de la nueva red de intercambio de calor.
Las opciones arrojadas por el programa se muestran a continuación, de las cuales se seleccionaron
dos posibles opciones que cumplían con los criterios trazados.

19
DIAGRAMA DE HEN.
Segunda opción: figura 10.
Figura 10. Diagrama HEN, alternativas de modificación para la red de intercambio óptimo. Fuente:
Los autores.

20
Tercera Opción: Figura 11.
Figura 11. Diagrama HEN, alternativas de modificación para la red de intercambio óptimo.
Fuente: Los autores.

21
COSTOS DE CAPITAL:
Segunda Opción:
Tabla 12. Estimación del costo capital para la segunda opción. Fuente: Los autores.
Intercambiadores Costos (cost) Área (m2) Shell Calor (kJ/h)
E-105 15440,00 8,3437 3 158245,14
E-106 10161,57 0,1354 1 27582,90
E-107 10036,71 0,0212 1 5483,12
E-108 10544,07 0,6176 1 70445,61
E-109 12354,14 3,8541 1 71837,25
E-110 10238,19 0,2199 1 4483,87
E-111 10333,20 0,3346 1 34287,35
Costos Totales de capital 79107,89 13,5266 9 372365,24
Tercera Opción:
Tabla 13. Estimación del costo capital para la tercera opción. Fuente: Los autores.
Intercambiadores Costos (cost) Área m2 Shell calor (kJ/h)
E-104 10736,23 0,9014 1 185899,72
E-105 10036,17 0,0208 1 5483,12
E-106 10983,06 1,2938 1 158245,14
E-107 10532,30 0,6009 1 70445,61
E-108 12381,17 3,9095 1 71837,25
E-109 10238,33 0,2201 1 4483,87
E-110 10330,85 0,3316 1 34215,67
Costos Totales de
capital
75238,11 7,2782 7 530610,39
COSTOS OPERACIONALES:
Segunda Opción:
Tabla 14. Estimación del costo operacional para la segunda opción. Fuente: Los autores.
Servicio Costos (cost/año) Calor (kJ/h)
Agua 256,39 137798,982
vapor MP 1384,43 71837,247
Total 1640,82 849636,229
Tercera Opción:
Tabla 15. Estimación del costo operacional para la tercera opción Fuente: Los autores.
Servicio Costos (cost/año) Calor (kJ/h)
Agua 551,88 296044,125
vapor MP 4446,58 230082,39
Total 4982,69 526126,515
22
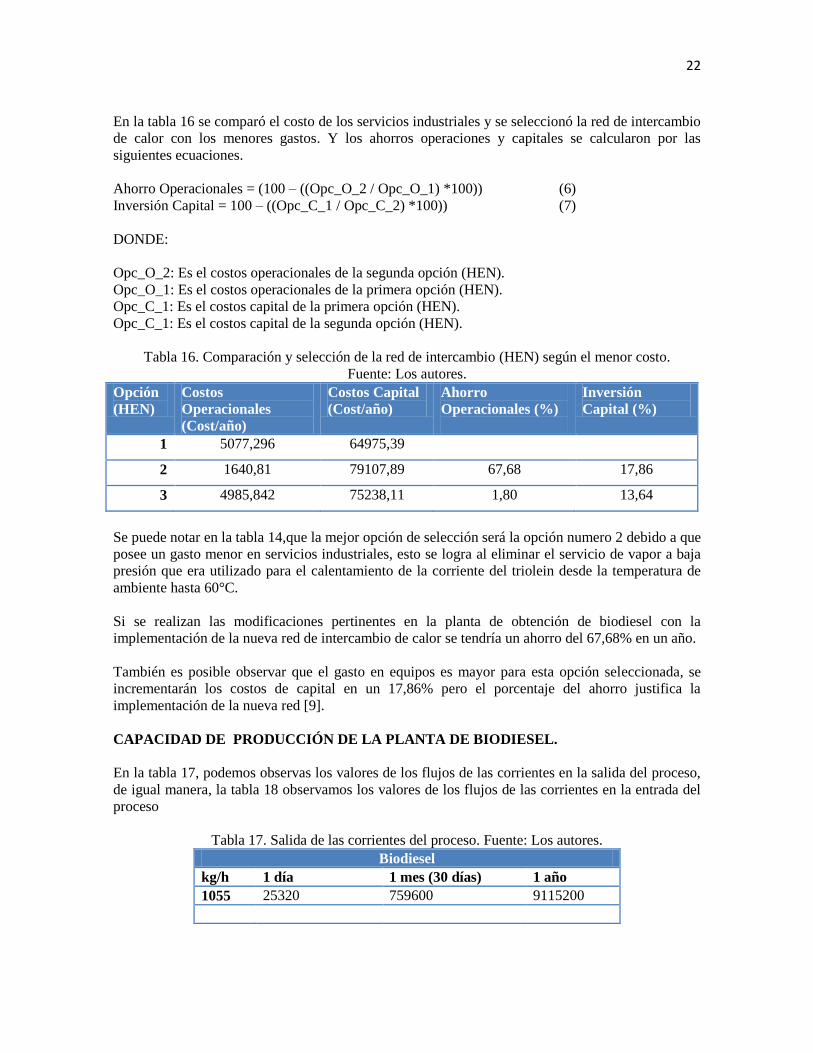
En la tabla 16 se comparó el costo de los servicios industriales y se seleccionó la red de intercambio
de calor con los menores gastos. Y los ahorros operaciones y capitales se calcularon por las
siguientes ecuaciones.
Ahorro Operacionales = (100 – ((Opc_O_2 / Opc_O_1) *100)) (6)
Inversión Capital = 100 – ((Opc_C_1 / Opc_C_2) *100)) (7)
DONDE:
Opc_O_2: Es el costos operacionales de la segunda opción (HEN).
Opc_O_1: Es el costos operacionales de la primera opción (HEN).
Opc_C_1: Es el costos capital de la primera opción (HEN).
Opc_C_1: Es el costos capital de la segunda opción (HEN).
Tabla 16. Comparación y selección de la red de intercambio (HEN) según el menor costo.
Fuente: Los autores.
Opción
(HEN)
Costos
Operacionales
(Cost/año)
Costos Capital
(Cost/año)
Ahorro
Operacionales (%)
Inversión
Capital (%)
1 5077,296 64975,39
2 1640,81 79107,89 67,68 17,86
3 4985,842 75238,11 1,80 13,64
Se puede notar en la tabla 14,que la mejor opción de selección será la opción numero 2 debido a que
posee un gasto menor en servicios industriales, esto se logra al eliminar el servicio de vapor a baja
presión que era utilizado para el calentamiento de la corriente del triolein desde la temperatura de
ambiente hasta 60°C.
Si se realizan las modificaciones pertinentes en la planta de obtención de biodiesel con la
implementación de la nueva red de intercambio de calor se tendría un ahorro del 67,68% en un año.
También es posible observar que el gasto en equipos es mayor para esta opción seleccionada, se
incrementarán los costos de capital en un 17,86% pero el porcentaje del ahorro justifica la
implementación de la nueva red [9].
CAPACIDAD DE PRODUCCIÓN DE LA PLANTA DE BIODIESEL.
En la tabla 17, podemos observas los valores de los flujos de las corrientes en la salida del proceso,
de igual manera, la tabla 18 observamos los valores de los flujos de las corrientes en la entrada del
proceso
Tabla 17. Salida de las corrientes del proceso. Fuente: Los autores.
Biodiesel
kg/h 1 día 1 mes (30 días) 1 año
1055 25320 759600 9115200

23
Metanol
kg/h 1 día 1 mes (30 días) 1 año
9,91 237,84 7135,2 85622,4
Glicerol
kg/h 1 día 1 mes (30 días) 1 año
115,2 2764,8 82944 995328
gases enfriados
kg/h 1 día 1 mes (30 días) 1 año
4,179 100,296 3008,88 36106,56
total kg/año 10232256,96
total t/año 10232,26
Tabla 18. Entrada de las corrientes al proceso. Fuente: Los autores.
Triolein
kg/h 1 día 1 mes (30 días) 1 año
1050 25200 756000 9072000
NaOH
kg/h 1 día 1 mes (30 días) 1 año
10 240 7200 86400
Metanol
kg/h 1 día 1 mes (30 días) 1 año
117,5 2820 84600 1015200
Agua
kg/h 1 día 1 mes (30 días) 1 año
11 264 7920 95040
total kg/h 10268.640
total t/h 10268,64
Concluyendo que la capacidad de producción de la planta es de 9.115.200 kg/año, y en medidas de
toneladas 9.115,2 t/año, con la ayuda de la Tabla 19, en medida de litros produce 10.358.181,82
l/año.

24
TIEMPO DE RECUPERACIÓN
En la tabla 20 se presenta el tiempo de recuperación, que es el tiempo estimado que se requiere para
recuperar la inversión inicial, teniendo en cuenta las propiedades del biodiesel que se encuentra en
la tabla17.
Tabla 19. Propiedades del biodiesel. Fuente: Los autores.
propiedades del biodiesel
Densidad, g/cm3 0,88
Tabla 20. Tiempo de recuperación. Fuente: Los autores.
TIEMPO DE RECUPERACIÓN
Cost/año
C_operación 1640,81
C_capital 79107,89
costo total/año 80748,7
biodiesel kg/año 9115200
biodiesel t/año 9115,2
biodiesel l/año 10358181,82
precio l (USD) 1,21
precio (USD) l/año 12533400
precio (USD) l 12533400
tiempo de recuperación (año) 1,21
tiempo de recuperación (meses) 15

25
4. CONCLUSIONES
En la simulación del proceso de producción de Biodiesel, se obtuvo una concentración molar de
98% de biodiesel al cual se le realizó un análisis Pinch, integrando las corrientes frías y calientes
para el aprovechamiento del calor cedido y absorbido por cada una de las etapas de la producción
del biodiesel, donde el nuevo proceso, con dicho análisis, necesita un servicio externo de
enfriamiento.
El diseño que se escogió para la simulación del proceso de integración fue el caso 2 que nos ofreció
Aspen Hysis AnalyzerTM, la cual tiene el menor costo de los casos posibles para la optimización del
proceso de producción de biodiesel.
El proceso integrador, es decir, con el análisis Pinch comparado con el proceso común, requiere de
una inversión de capital para la optimización del proceso, pero esta inversión reduce costos de
servicios que son necesarios para la producción, que con el tiempo de 15 meses se tendrán los
resultados de la implementación de este análisis.
La integración del proceso mejoraría si se incluyeran todos los condensadores y rehervidores de las
torres de destilación, de esta forma se tendrían más corrientes calientes y frías que permitirán
aumentar la capacidad de transferencia de calor del proceso y ampliar el análisis. Ya que, en este
proyecto se tuvo que eliminar dichos equipo porque el simulador no permitió modificar la
configuración por defecto en la simulación de una torre de destilación.

26
REFERENCIAS
1. El-Halwagi, Mahmoud. (2006). Process Integration. Vol 9. Elsevier. San Diego, USA.
2. Kemp, Ian. (2007). Pinch Analysis and Process Integration. Editorial- ELSERVIER.
Amsterdam.
3. Álvarez, C. & Brito. M. (2004). Síntesis Óptima y Minimización de Servicios Auxiliares
para el Proceso de Hidrodealquilación de Tolueno. Tesis de Licenciatura. Universidad de
las Américas. Puebla, México.
4. Herraiz, Israel. (2004). Optimización del consumo energético de procesos industriales.
Tecnología de Pinch. Combinación con el Análisis de Exergía. Tesis. Universidad de
Cádiz, Algeciras.
5. Arriola, A. & Gutiérrez, E. (1996). El Análisis De Pliegue (Pinch Analysis) Una Técnica
De Integración Energética de Proceso.El Instituto. Morelos, Mexico.
6. Marrugo, E. & Palencia, A. (2012). Evaluación de rutas de producción de etanol de
segunda generación mediante el análisis económico e integración de procesos. Tesis.
Universidad de San Buenaventura Seccional Cartagena, Cartagena.
7. Tjoe, N. & B. Linnhoff. (1986). Using pinch technology for process retrofit. Chemical
Engineering, 93 (8), pp. 47-60.
8. Benz, S. Santa Cruz, A. &Scenna, N. (2008). Centro de Aplicaciones Informáticas en el
Modelado de Ingeniería. UTN - Facultad Regional Rosario, Argentina.
9. Silva, E. (2012). Simulación de intercambiadores de calor, diseño de redes de intercambio
calórico y estimación de costos usando Aspen. Tesis. Universidad de Magallanes, Chile.







![[UXday] Ux y métricas: Integración de Ux y analítica para optimización en sitios transaccionales](https://img.pdfslide.tips/doc/110x75/58a662511a28ab1c5b8b6603/uxday-ux-y-metricas-integracion-de-ux-y-analitica-para-optimizacion.jpg)





















