Embed Size (px)
Citation preview
Publikacja współfinansowana
ze środków UNII EUROPEJSKIEJ w ramach Europejskiego Funduszu Społecznego
Projekt „Plan Rozwoju Politechniki Częstochowskiej”
EMISJA SUBSTANCJI SZKODLIWYCH W PROCESIE
FLUIDALNEGO SPALANIA MIESZANKI BIOMASY I WĘGLA
BRUNATNEGO
Dr hab. inż. Robert SEKRET Profesor w Politechnice Częstochowskiej
Częstochowa, Listopad 2008

2
SPIS TREŚCI
1. PROBLEMATYKA CO2--------------------------------------------------------------------3
2. BIOMASA I METODY JEJ UTYLIZACJI----------------------------------------------4
2.1. RODZAJE BIOMASY I JEJ ZASOBY ---------------------------------------------------------------------- 4
2.2. BIOMASA JAKO PALIWO ------------------------------------------------------------------------------------ 6
2.3. METODY UTYLIZACJI BIOMASY -------------------------------------------------------------------------- 8
3. SEGREGACJIA W WARSTWIE FLUIDALNEJ -------------------------------------9
4. EMISJA ZANIECZYSZCZEŃ GAZOWYCH I STAŁYCH ----------------------- 16
4.1. EMISJA TLENKU WĘGLA ---------------------------------------------------------------------------------- 17
4.2. EMISJA SO2 ---------------------------------------------------------------------------------------------------- 18
4.3. EMISJA NOX---------------------------------------------------------------------------------------------------- 20
4.4. ANALIZA POPIOŁU------------------------------------------------------------------------------------------- 24
5. WYKORZYSTANIE KORY DRZEWNEJ JAKO PALIWA DLA KOTŁA FLUIDALNEGO Z WARSTWĄ PĘCHERZOWĄ ----------------------------------------- 25
5.1. OPIS KOTŁA OKF-40 --------------------------------------------------------------------------------------- 25
5.2. PALIWO --------------------------------------------------------------------------------------------------------- 26
5.3. PROCES SPALANIA ---------------------------------------------------------------------------------------- 27
5.4. EMISJE ZANIECZYSZCZEŃ------------------------------------------------------------------------------- 28
5.5. EFEKTY TECHNICZNE I EKOLOGICZNE ------------------------------------------------------------- 28
6. PODSUMOWANIE ------------------------------------------------------------------------ 29
LITERATURA-------------------------------------------------------------------------------------- 30

3
1. PROBLEMATYKA CO2
Ochrona powietrza atmosferycznego przed zanieczyszczeniami jest jednym z głównych problemów inżynierii środowiska. Duże ilości zanieczyszczeń emitowanych przez elektrownie są rozpraszane na rozległym obszarze, przez co udział energetyki konwencjonalnej w emisji szkodliwych związków jest znaczny. W wyniku ciągłego wzrostu ekonomicznego rośnie zapotrzebowanie na energię elektryczną. Jak wskazują badania [1], ponad 30% produkcji dwutlenku węgla z paliw kopalnych przypada zwykle na duże stacjonarne źródła. Wśród paliw kopalnych najwyższą jednostkową emisję CO2 posiada węgiel brunatny [2]. Jest ona o 7% wyższa w porównaniu do emisji CO2 z węgla kamiennego. Deklaracje podpisane przez nasz kraj w Kioto [3] zobowiązują Polskę do 6% redukcji w latach 2008-2012 emisji gazów cieplarnianych, w tym CO2, w stosunku do poziomu z roku 1988. Zahamowanie wzrostu stężenia CO2 w atmosferze możemy osiągnąć poprzez:
• wzrost sprawności procesów wytwarzania ciepła i energii elektrycznej, • odzysk CO2 ze spalin powstałych podczas procesów wytwarzania energii, • wykorzystanie odnawialnych źródeł energii.
Najniższe obciążenie środowiska uzyskuje się przy spalaniu gazu ziemnego, ewentualnie oleju opałowego, w układzie skojarzonym z turbiną gazową [4]. W przypadku spalania węgla, również istnieje możliwość znacznego ograniczenia emisji CO2, poprzez wprowadzenie nowoczesnych i wysokosprawnych technologii spalania węgla. Do systemów tych zalicza się zintegrowane układy gazowo–parowe ze zgazowaniem węgla, technologię magnetohydrodynamiczną czy też ogniwa paliwowe. Ta ostatnia może znaleźć zastosowanie w spalaniu wodoru wytwarzanego w procesie z częściowym zgazowaniem węgla oferując możliwość wyższej sprawności, niż uzyskiwana przy stosowaniu turbiny gazowej. Istnieje również możliwość separacji i odzysku CO2 ze spalin, jako niezależnej metody zmniejszającej dodatkowo emisję CO2. Na podstawie badań [5, 6] można stwierdzić jednak, że odzysk CO2 powoduje spadek o 12% do 17% sprawności wytwarzania energii oraz wzrost kosztów wytwarzania energii od 1,2 do 1,4 razy. Jeżeli w procesie uwzględnia się etap skraplania odzyskanego CO2 to sprawność wytwarzania energii obniży się o 15% do 33%. Ponadto występują problemy związane z zagospodarowaniem i składowaniem odzyskanego CO2. W celu ograniczenia wzrostu stężenia CO2 w atmosferze istnieje również możliwość wykorzystania odnawialnych źródeł energii. Jak wskazują wyniki badań [7] oraz struktura potencjału energii odnawialnej, przedstawiona w tabeli 1 [8], największe potencjalne zastosowanie tutaj posiada biomasa. Jej udział w bilansie paliwowym energetyki odnawialnej w Polsce rośnie z roku na rok [8]. Cechą charakterystyczną biomasy jest zerowy bilans emisji CO2, który jest związany

4
z zamknięciem obiegu C-CO2-C. Również z przewidywań Unii Europejskiej [8] wynika, że największy wkład do wzrostu pozyskania energii z źródeł odnawialnych przyniesie biomasa. Ponadto wzrost udziału odnawialnych źródeł energii w bilansie paliwowo-energetycznym przyczyni się do poprawy efektywności wykorzystania i oszczędzania zasobów surowców energetycznych, a tym samym poprawy stanu środowiska naturalnego. Tabela 1. Wielkość potencjału energii możliwa do pozyskania z odnawialnych źródeł
energii w ciągu roku w Polsce [8].
Rodzaj energii odnawialnej Wg Strategii redukcji
emisji gazów cieplarnianych
Wg Raportu przygotowanego na
potrzeby Banku Światowego
Biomasa, PJ/rok 128 810 Energia wodna, PJ/rok 50 30 Zasoby geotermalne, PJ/rok 100 200 Energia wiatru, PJ/rok 4 4,5 Promieniowanie słoneczne, PJ/rok 55 370 Razem, PJ/rok 337 1414,5 Całkowite zużycie energii pierwotnej w Polsce w 1998 roku, PJ/rok 4069,6
2. BIOMASA I METODY JEJ UTYLIZACJI
2.1. RODZAJE BIOMASY I JEJ ZASOBY
Biomasa obejmuje wszelką substancję organiczna pochodzenia roślinnego i zwierzęcego, jak też wszelkie pochodne substancje uzyskane z transformacji surowców pochodzenia roślinnego lub zwierzęcego [9]. W tabeli 2 [9, 10] przedstawiono specyfikację rodzajów biomasy. Jak widać biomasa może być gromadzona przy produkcji i przetwarzaniu: słomy w produkcji zbożowej, drewna w przemyśle drzewnym i celulozowo-papierniczym lub pozyskiwana z plantacji energetycznych. Wśród odpadów pochodzenia zwierzęcego można wyróżnić biogaz: z fermentacji gnojownicy zwierzęcej, z fermentacji osadów w oczyszczalniach ścieków czy z fermentacji odpadów organicznych na wysypiskach śmieci. Do biomasy można również zaliczyć niespotykane w dużych ilościach filtry do kawy czy też fusy z herbaty i kawy. Nie mniej jednak otrzymywanie dużych ilości tego rodzaju biomasy wymaga ich wysokiego stopnia selekcji. Jak wynika z zestawienia rodzajów biomasy pokazanego w tabeli 2 można ją więc pozyskiwać z rolnictwa, z leśnictwa, z gospodarki komunalnej, albo z przemysłu.

5
Tabela 2. Rodzaje biomasy [9, 10].
RODZAJ BIOMASY Pochodzenie roślinne Pochodzenie zwierzęce
Słoma z produkcji zbożowej, Odpady drzewne z przemysłu drzewnego, Odpady drzewne z przemysłu celulozowo-
papierniczego, Fusy z kawy i z herbaty,
Zużyte filtry do kawy, Makulatura.
Biogaz z fermentacji gnojownicy zwierzęcej, Biogaz z fermentacji osadów w
oczyszczalniach ścieków, Biogaz z fermentacji odpadów organicznych
na wysypiskach śmieci, Obornik z hodowli zwierząt.
Światowa produkcja biomasy w ciągu roku równoważna jest 3⋅1015 MJ, co
jest wielkością ośmiokrotnie większą od światowego zużycia energii pochodzącej z pozostałych źródeł [11]. Wynika stąd, że biomasa przedstawia ogromny potencjał energetyczny, który powinien być wykorzystywany w większym stopniu niż ma to miejsce obecnie. Aktualnie w ciągu roku zużywa się tylko około 7% światowej produkcji biomasy. W tabeli 3 [12] przedstawiono możliwości wykorzystania biomasy jako paliwa. Największe znaczenie dla zaspokojenia przyszłych potrzeb energetycznych, przy jednoczesnym spełnieniu zaostrzających się norm ochrony środowiska, może mieć biomasa w postaci drewna pochodzącego z plantacji energetycznych. W krajach europejskich, a w szczególności w krajach skandynawskich, średnia wydajność drewna z plantacji energetycznych wynosiła na przykład w 1998 roku 1,0–1,2 kg/(m2rok) [11]. Przewiduje się, że wydajność drewna z plantacji energetycznych będzie wzrastała dzięki zastosowaniu bardziej wydajnych odmian drzew. Według szacunkowych danych, wydajność ta powinna wynieść w granicach 1,5-2,0 kg/(m2rok) w pierwszym ćwierćwieczu XXI wieku i około 2,0-3,0 kg/(m2rok) w drugim ćwierćwieczu [11].
Tabela 3. Wykorzystanie biomasy jako paliwa [12].
Obecnie, Tg/rok (masy suchej)
W latach 2020-2030, Tg/rok (masy suchej)
Drewno 50 70 Biomasa z rolnictwa 250 250 Biomasa z przemysłu i miejska 90 10 Plantacje energetyczne 5 75-150
Na terenie Polski jednym z podstawowych składników biomasy jest drewno i jego odpady. Można je podzielić na trzy kategorie:
• leśne odpady drzewne, • odpady drzewne z zakładów przemysłowych,
6
• miejskie odpady drzewne. Bilans drewna możliwego do wykorzystania w procesach wytwarzania ciepła i energii elektrycznej przedstawiony został w tabeli 4 [13]. Tabela 4. Bilans drewna energetycznego w Polsce [13].
Rodzaj Wielkość zasobów, m3/rok Energia pierwotna, PJ/rokLeśne odpady drzewne 3,8 x 106 22 Odpady drzewne z zakładów przemysłowych 9,0 x 106 52
Miejskie odpady drzewne 5,5 x 106 32 Razem 18,3 x 106 106
Energetyczne wykorzystanie drewna zabezpieczyłoby około 2,6 % zużycia energii elektrycznej i 10-14 % wytwarzanego ciepła [13]. Należy ponadto oczekiwać dalszego wzrostu znaczenia drewna w przypadku zwiększenia jego pozyskania ze specjalnych plantacji energetycznych na nieużytkach [14].
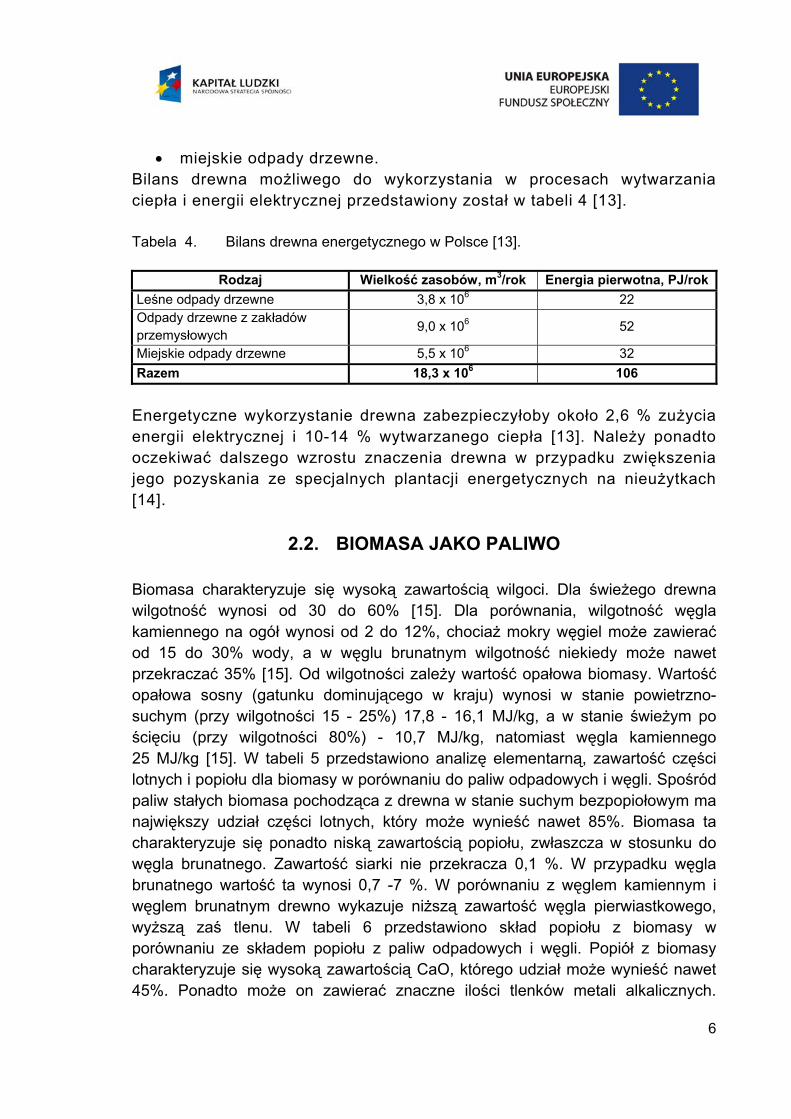
2.2. BIOMASA JAKO PALIWO Biomasa charakteryzuje się wysoką zawartością wilgoci. Dla świeżego drewna wilgotność wynosi od 30 do 60% [15]. Dla porównania, wilgotność węgla kamiennego na ogół wynosi od 2 do 12%, chociaż mokry węgiel może zawierać od 15 do 30% wody, a w węglu brunatnym wilgotność niekiedy może nawet przekraczać 35% [15]. Od wilgotności zależy wartość opałowa biomasy. Wartość opałowa sosny (gatunku dominującego w kraju) wynosi w stanie powietrzno-suchym (przy wilgotności 15 - 25%) 17,8 - 16,1 MJ/kg, a w stanie świeżym po ścięciu (przy wilgotności 80%) - 10,7 MJ/kg, natomiast węgla kamiennego 25 MJ/kg [15]. W tabeli 5 przedstawiono analizę elementarną, zawartość części lotnych i popiołu dla biomasy w porównaniu do paliw odpadowych i węgli. Spośród paliw stałych biomasa pochodząca z drewna w stanie suchym bezpopiołowym ma największy udział części lotnych, który może wynieść nawet 85%. Biomasa ta charakteryzuje się ponadto niską zawartością popiołu, zwłaszcza w stosunku do węgla brunatnego. Zawartość siarki nie przekracza 0,1 %. W przypadku węgla brunatnego wartość ta wynosi 0,7 -7 %. W porównaniu z węglem kamiennym i węglem brunatnym drewno wykazuje niższą zawartość węgla pierwiastkowego, wyższą zaś tlenu. W tabeli 6 przedstawiono skład popiołu z biomasy w porównaniu ze składem popiołu z paliw odpadowych i węgli. Popiół z biomasy charakteryzuje się wysoką zawartością CaO, którego udział może wynieść nawet 45%. Ponadto może on zawierać znaczne ilości tlenków metali alkalicznych.
7
Biomasa charakteryzuje się również niższą gęstością w porównaniu do węgli. Jak pokazano w tabeli 7, w przypadku węgla kamiennego gęstość waha się pomiędzy 1200-1350 kg/m3, natomiast dla węgla brunatnego równa jest 920-965 kg/m3. Dla biomasy zakres ten wynosi od 400 kg/m3 do 900 kg/m3, a więc gęstość ta może być nawet około 3 razy mniejsza niż w przypadku węgli.
Tabela 5. Analiza elementarna, zawartość części lotnych i popiołu dla biomasy,
odpadów oraz węgli.
Analiza elementarna
Paliwo
Częśc
i lo
tne,
%
Popi
ół, %
Węg
iel,
%
Wod
ór,
%
Tlen
, %
Azo
t, %
Siar
ka, %
Odpady papiernicze [16] 70,4 8,2 45,7 3,2 47,0 3,4 0,6
Drewno [17] 78,5 0,8 50,7 5,9 43,1 0,2 0,04 Drewno [18] n.o.* 1,2 51,1 6,3 41,4 0,4 0,03 Drewno [19] 85 1,0-2,0 50,0 6,0 43,9 0,1 0,0 Torf [17] 69,8 6,8 57,1 5,9 33,9 2,3 0,8 Węgiel brunatny [19] 40,0-60,0 10,0-20,0 66,0-73,0 5,0-6,0 13,0-25,0 0,7-1,5 0,7-7,0 Węgiel kamienny [17] 38,8 5,3 88,0 6,0 4,0 1,2 0,8 * – nie oznaczano. Tabela 6. Chemiczny skład popiołów z biomasy, odpadów oraz węgli.
Składnik popiołu, % Paliwo SiO2 Fe2O3 TiO2 P2O5 Al2O3 CaO MgO SO3 Na2O K2O
Odpady papiernicze [16] 13,2 2,9 0,1 9,6 7,2 8,6 3,9 9,1 0,9 30,3
Drewno [17] 12,8 5,2 n.o.* 2,1 4,1 45,2 0,9 n.o.* 0,6 0,5 Drewno [18] 7,3 0,0 n.o.* 6,4 1,3 32,7 5,8 n.o.* 1,2 15,4 Kora drzewna [20] 22,3 n.o.* 0,27 3,34 5,6 40,8 4,36 3,93 2,15 4,16 Torf [17] 24,6 8,2 n.o.* 5,4 8,1 31,7 1,2 n.o.* 0,4 0,6 Węgiel brunatny [19] 2,5 34,3 n.o.* 0,1 4,9 27,4 7,9 20,9 2,0 Węgiel kamienny [17] 43,7 10,2 1,0 0,3 24,7 5,8 3,8 5,7 0,9 3,2 * – nie oznaczano. Tabela 7. Porównanie gęstości biomasy i węgli.
Rodzaj paliwa Gęstość, kg/m3
Węgiel brunatny 920-965 Węgiel kamienny 1200-1350
Drewno 400-900

8
2.3. METODY UTYLIZACJI BIOMASY
Do wytwarzania energii elektrycznej i ciepła przez utylizację biomasy można wykorzystać szereg procesów. Jak widać z schematu przedstawionego na rysunku 1 [21] można do nich zaliczyć: spalanie, pirolizę, hydro-karbonizację oraz utylizację biochemiczną. Biomasa, ze względu na swój skład chemiczny może być z powodzeniem poddana przetworzeniu chemicznemu. Szczególnie duży postęp osiągnięto tu w procesach termo-chemicznej pirolizy i gazyfikacji biomasy. Produktem końcowym przetwarzania biomasy może być metanol a także czysty wodór, który jest wykorzystywany w celach energetycznych. Biomasa może być też poddawana stabilizacji biochemicznej, np. podczas fermentacji metanowej, czy podczas fermentacji cukrów trzciny cukrowej, słomy lub drewna, której produktem końcowym jest etanol. Wybór najbardziej odpowiedniej technologii dla utylizacji biomasy zależy głównie od rodzaju i zasobów biomasy, która ma być wykorzystana w danym procesie, dostępności technologii oraz względów ekonomicznych.
BIOMASA
Mokre procesy(Biologiczne)
Suche Procesy(Nie biologiczne)
Hydrokarbonizacja Piroliza Spalanie
Fermentacja Alkoholowa
FermentacjaBeztlenowa
Hydro-generacja
Hydro-gazyfikacja
Osad CO2 Etanol Osad Gazy Ciepło Gazy Gazy Smoła Olej Gazy Ciepło Popiół Gazy
Rys.1. Podział procesów utylizacji biomasy [21]. W warunkach krajowych konieczna jest modernizacja urządzeń wytwórczych głównie z powodu ich wyeksploatowania oraz konieczności spełnienia nowych norm ochrony powietrza. Wielokrotnie przy podejmowaniu decyzji brane są pod uwagę dwie technologie spalania – tradycyjna pyłowa oraz fluidalna [22]. Korzyści wynikające z zastosowania spalania fluidalnego w stosunku do kotłów pyłowych to [22]:

9
• niski poziom emisji SO2 i NOx bez konieczności stosowania dodatkowych instalacji dla ich redukcji,
• możliwość jednoczesnego spalania różnych typów paliw, w tym także paliw bardzo niskiej jakości.
W tabeli 8 [4] przedstawiono porównanie warunków pracy kotłów fluidalnych z warstwą pęcherzową i kotłów fluidalnych z warstwą cyrkulacyjną. Jak wynika z tabeli 1.8 wśród kotłów fluidalnych na szczególną uwagę zasługuje technologia spalania w cyrkulacyjnej warstwie fluidalnej (CWF). Jak wskazują badania [23, 24], dzięki wewnętrznej cyrkulacji ziaren materiału warstwy oraz intensywnemu mieszaniu, czas kontaktu ziaren paliwa z gazem jest znacznie dłuższy niż w warstwie pęcherzowej. Dlatego też, kotły CWF charakteryzują się wyższą sprawnością procesu spalania oraz niższymi emisjami SO2 i NOx w stosunku do kotłów z warstwą pęcherzową. Technologia spalania w cyrkulacyjnej warstwie fluidalnej wymaga jednak wprowadzenia w przyszłości takich rozwiązań, które doprowadzą do redukcji zużycia ilości sorbentu do odsiarczania spalin, poprawy stopnia konwersji sorbentu oraz ograniczenia ilości odpadów stałych. Stąd, możliwość spalania węgli o wysokiej zawartości popiołu, zwłaszcza węgli brunatnych, wraz z biomasą charakteryzującą się niską zawartością popiołu i siarki może wpływać korzystnie na rozwiązanie tych problemów. Tabela 8. Porównanie warunków pracy kotła fluidalnego z warstwą pęcherzową oraz
kotła fluidalnego z warstwą cyrkulacyjną [24]. Parametr Warstwa pęcherzowa Warstwa cyrkulacyjna Prędkość gazu (w warunkach normalnych), m/s 0,61 1,10 – 1,46
Gęstość strumienia masy ziaren materiału warstwy unoszonego z gazem, kg/(m2s) 0,1 – 1 10 – 40
Współczynnik nadmiaru powietrza, - 1,20 – 1,25 1,10 – 1,20 Średnica ziaren paliwa, mm 0 – 5 0 – 10 Stężenie NOx (6% O2), mg/Nm3 600-800 40 – 200 Stężenie SO2 (6% O2), mg/Nm3 230-260 <260 Sprawność spalania 90 99
3. SEGREGACJIA W WARSTWIE FLUIDALNEJ Rozkład temperatury w komorze paleniskowej wpływa na wielkość emisji
CO, przebieg i sprawność procesu odsiarczania oraz wielkość emisji SO2. Jest on również bardzo ważnym parametrem wpływającym na procesy powstawania i redukcji NOx, a tym samym na wielkość emisji tych tlenków. Profil temperatury wzdłuż wysokości komory paleniskowej jest wynikiem rozkładu stężeń ziaren

10
paliwa i ziaren materiału inertnego w jej przestrzeni. Z kolei rozkład stężeń tych ziaren jest efektem segregacji ziaren paliwa i ziaren materiału inertnego w warstwie fluidalnej. Dlatego też, w celu osiągnięcia niskich emisji zanieczyszczeń gazowych wymagane jest optymalne wymieszanie ziaren różnych paliw w warstwie fluidalnej. Nie jest to zadanie łatwe szczególnie w przypadku, kiedy ziarna te różnią się rozmiarem i gęstością, tak jak to występuje w przypadku spalania biomasy i węgla. Segregację ziaren biomasy w pęcherzowej warstwie fluidalnej schematycznie przedstawiono na rysunku 2 [20]. W wyniku dużej różnicy gęstości paliwa (600-800 kg/m3) i materiału warstwy (2500 kg/m3) ziarna kory drzewnej unoszą się nad warstwą wzdłuż wysokości komory paleniskowej. Jedynie nieliczne ziarna o większych rozmiarach znajdują się w obrębie jej górnej części i mieszają się z materiałem warstwy fluidalnej.
Spaliny
Koradrzewna
Powietrze fluidyzacyjne
Powietrzewtórne
Powietrzewtórne
Drobne kawałkikory drzewnej
Grube kawałkikory drzewnej
Piasek
Pęcherzegazowe
Rys. 2. Segregacja ziaren biomasy w pęcherzykowej warstwie fluidalnej [20].
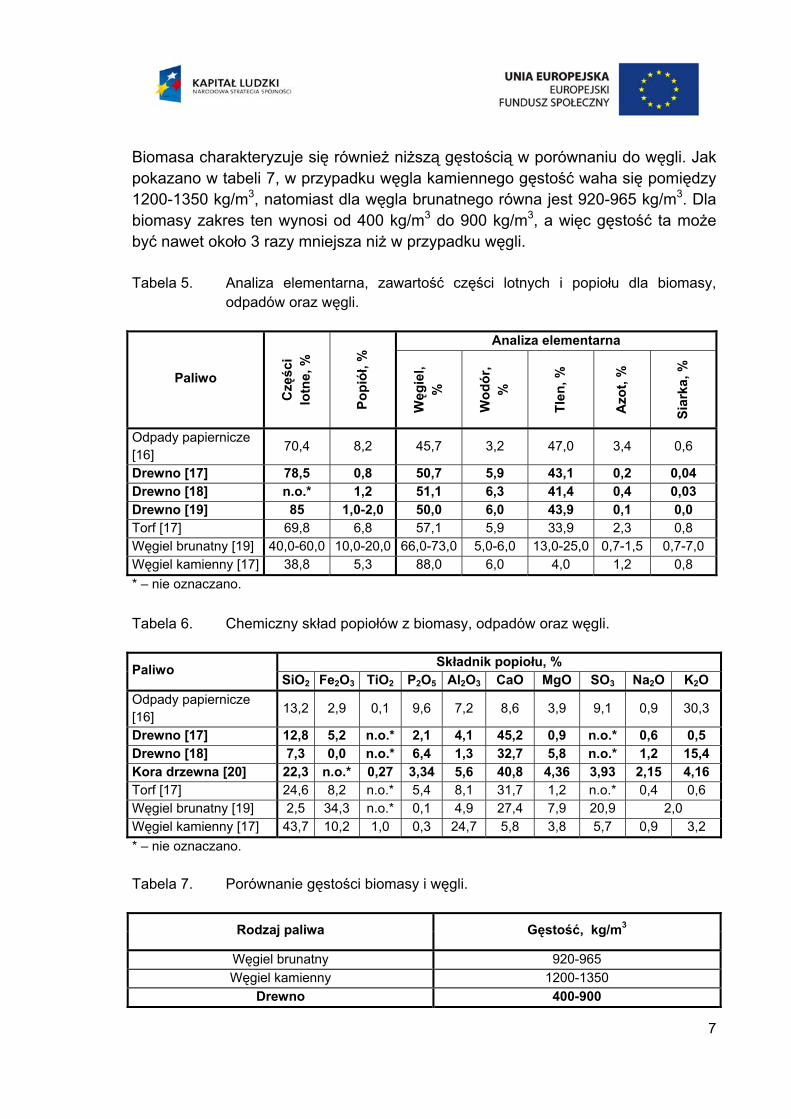
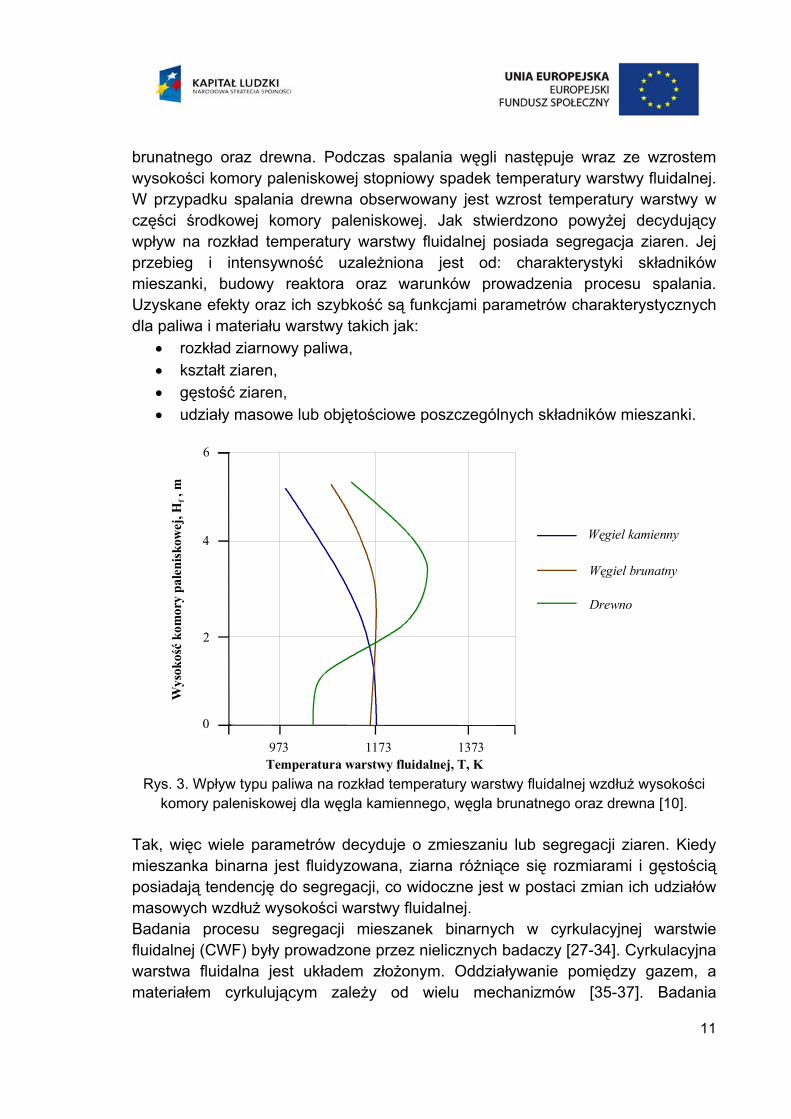
Leckner i Karlsson [25] stwierdzili, że przy spalaniu trocin drzewnych w cyrkulacyjnej warstwie fluidalnej występuje wzrost temperatury w górnej części komory paleniskowej i cyklonie. Podobnie Armesto i inni, w pracy [26], sugerują możliwość segregacji ziaren mieszanki w komorze paleniskowej, w wyniku, której ziarna węgla są spalane w dolnej części warstwy, a ziarna biomasy w jej górnym obszarze. Na rysunku 3 [10] przedstawiono rozkład temperatury warstwy fluidalnej wzdłuż wysokości komory paleniskowej przy spalaniu węgla kamiennego, węgla
11
brunatnego oraz drewna. Podczas spalania węgli następuje wraz ze wzrostem wysokości komory paleniskowej stopniowy spadek temperatury warstwy fluidalnej. W przypadku spalania drewna obserwowany jest wzrost temperatury warstwy w części środkowej komory paleniskowej. Jak stwierdzono powyżej decydujący wpływ na rozkład temperatury warstwy fluidalnej posiada segregacja ziaren. Jej przebieg i intensywność uzależniona jest od: charakterystyki składników mieszanki, budowy reaktora oraz warunków prowadzenia procesu spalania. Uzyskane efekty oraz ich szybkość są funkcjami parametrów charakterystycznych dla paliwa i materiału warstwy takich jak:
• rozkład ziarnowy paliwa, • kształt ziaren, • gęstość ziaren, • udziały masowe lub objętościowe poszczególnych składników mieszanki.
973 1173 1373
6
4
2
0
Wys
okość
kom
ory
pale
nisk
owej
, Hf , m
Węgiel kamienny
Węgiel brunatny
Drewno
Temperatura warstwy fluidalnej, T, K Rys. 3. Wpływ typu paliwa na rozkład temperatury warstwy fluidalnej wzdłuż wysokości
komory paleniskowej dla węgla kamiennego, węgla brunatnego oraz drewna [10]. Tak, więc wiele parametrów decyduje o zmieszaniu lub segregacji ziaren. Kiedy mieszanka binarna jest fluidyzowana, ziarna różniące się rozmiarami i gęstością posiadają tendencję do segregacji, co widoczne jest w postaci zmian ich udziałów masowych wzdłuż wysokości warstwy fluidalnej. Badania procesu segregacji mieszanek binarnych w cyrkulacyjnej warstwie fluidalnej (CWF) były prowadzone przez nielicznych badaczy [27-34]. Cyrkulacyjna warstwa fluidalna jest układem złożonym. Oddziaływanie pomiędzy gazem, a materiałem cyrkulującym zależy od wielu mechanizmów [35-37]. Badania
12
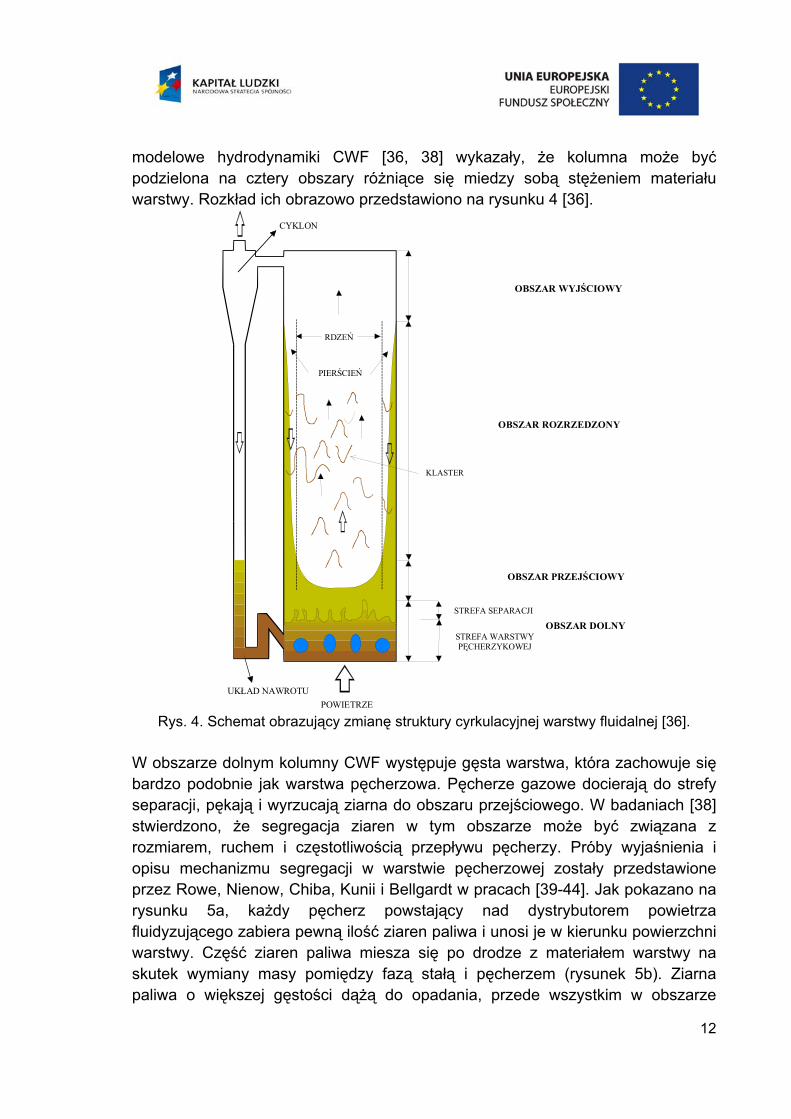
modelowe hydrodynamiki CWF [36, 38] wykazały, że kolumna może być podzielona na cztery obszary różniące się miedzy sobą stężeniem materiału warstwy. Rozkład ich obrazowo przedstawiono na rysunku 4 [36].
OBSZAR WYJŚCIOWY
OBSZAR ROZRZEDZONY
KLASTER
OBSZAR PRZEJŚCIOWY
STREFA SEPARACJI
STREFA WARSTWYPĘCHERZYKOWEJ
OBSZAR DOLNY
PIERŚCIEŃ
RDZEŃ
POWIETRZE
CYKLON
UKŁAD NAWROTU
Rys. 4. Schemat obrazujący zmianę struktury cyrkulacyjnej warstwy fluidalnej [36].
W obszarze dolnym kolumny CWF występuje gęsta warstwa, która zachowuje się bardzo podobnie jak warstwa pęcherzowa. Pęcherze gazowe docierają do strefy separacji, pękają i wyrzucają ziarna do obszaru przejściowego. W badaniach [38] stwierdzono, że segregacja ziaren w tym obszarze może być związana z rozmiarem, ruchem i częstotliwością przepływu pęcherzy. Próby wyjaśnienia i opisu mechanizmu segregacji w warstwie pęcherzowej zostały przedstawione przez Rowe, Nienow, Chiba, Kunii i Bellgardt w pracach [39-44]. Jak pokazano na rysunku 5a, każdy pęcherz powstający nad dystrybutorem powietrza fluidyzującego zabiera pewną ilość ziaren paliwa i unosi je w kierunku powierzchni warstwy. Część ziaren paliwa miesza się po drodze z materiałem warstwy na skutek wymiany masy pomiędzy fazą stałą i pęcherzem (rysunek 5b). Ziarna paliwa o większej gęstości dążą do opadania, przede wszystkim w obszarze

13
powstałym za każdym pęcherzem (rysunek 5c). W wyniku tego procesu w warstwie występuje wewnętrzna cyrkulacja, która decyduje o procesie mieszania i segregacji.
Oddzielona warstwa
ziaren paliwa
Przeciek zpęcherza
Przepływ w dół
Przepływ w górę
Smugaziaren
Strefastagnacji
Wznoszący się pęcherz
Pierwotnawarstwa
ziaren paliwa
Opadanie ziaren paliwa po przejściu pęcherza
a) b)
c)
Rys. 5. Schemat procesu mieszania i segregacji w pęcherzowej warstwie fluidalnej [42]:
a) unoszenie pęcherza gazowego z ziarnami paliwa; b) opadanie skupisk ziaren; c) opadanie ziaren paliwa w obszarze powstałym za pęcherzem gazowym.
Kolejnym charakterystycznym miejscem w kolumnie CWF jest obszar przejściowy. Rozkład stężenia materiału warstwy w tym obszarze zmienia się wraz z wysokością, od wysokiego na granicy z obszarem dolnym, do niskiego na granicy z obszarem rozrzedzonym [38]. W związku z tym jest to obszar o wysokiej intensywności mieszania. Proces mieszania w tej części kolumny nie został jeszcze dobrze poznany. Górną część kolumny stanowi obszar rozrzedzony, który charakteryzuje się strukturą „rdzeniowo-pierścieniową”. Badania [38] dowiodły, że rdzeń formowany jest przez przepływ ziaren materiału warstwy do góry i występuje w osi kolumny. Pierścień jest formowany w wyniku przepływu w dół skupisk ziaren i występuje blisko ścianek. Strefa przyścienna charakteryzuje się wyższym stężeniem ziaren materiału warstwy, niż strefa rdzenia. Jak dotąd nie wiadomo,
14
czy segregacja występuje wewnątrz strefy pierścienia oraz czy oddziaływanie pomiędzy strefą pierścienia i strefą rdzenia wpływa na proces mieszania i segregacji w obszarze rozrzedzonym. Kolejnym miejscem w kolumnie CWF charakterystycznym dla odmiennego mechanizmu segregacji jest obszar wyjściowy. Jak pokazano na rysunku 4, obszar ten położony jest na wylocie ziaren materiału warstwy z kolumny. W tym obszarze na efekt segregacji ma głównie wpływ ukształtowanie wylotu z reaktora. Według badań Kruse i Werther [45], zjawisko segregacji w tym obszarze występuje wówczas, gdy wyjście z kolumny do cyklonu nie posiada odpowiednio wyprofilowanego wylotu. W tabeli 9 [46] zestawiono wyniki badań eksperymentalnych dla mieszanek binarnych w cyrkulacyjnej warstwie fluidalnej. Chesonis [30], który wstrzykiwał porcję koksu na różnych poziomach do kolumny CWF stwierdził, że koks o średnicy ziaren i gęstości ziaren mniejszych niż średnica ziaren i gęstość ziaren materiału warstwy, szybko mieszał się w dolnym obszarze kolumny, zanim dochodziło do unosu jego ziaren do obszaru rozrzedzonego. Nowak, w swoich badaniach [34], wyznaczył profil poziomy i osiowy stężenia ziaren mieszanki oraz prędkości ziaren drobnych i dużych. Zaobserwował segregację dużych ziaren w dolnej części kolumny CWF przy niskich prędkościach gazu i niskich gęstościach strumienia masy cyrkulujących ziaren drobnych. Wzrost wartości jednego z tych parametrów lub obu prowadził do jednolitego rozkładu osiowego dużych ziaren wzdłuż wysokości warstwy. Nowak stwierdził również, że wzrost strumienia masy drobnych ziaren prowadził do znacznego obniżenia prędkości unoszenia dużych ziaren. Również Bi [28] oraz Bai i Nagakawa [27] stwierdzili na podstawie pomiaru ciśnienia na poszczególnych wysokościach kolumny, że wzrost prędkości gazu prowadził do jednolitego rozkładu ziaren, a wzrost gęstości strumienia masy cyrkulujących ziaren drobnych zwiększa unos dużych ziaren. Hirschberg [31] przeprowadził analizę segregacji i procesu mieszania mieszanek binarnych w kolumnie CWF wykorzystując rozkład prędkości unoszenia pojedynczego ziarna dla każdego składnika mieszanki oddzielnie. Wspomniany autor najwyższy stopień segregacji otrzymał przy prędkości gazu, odpowiadającej prędkości unoszenia największych ziaren mieszanki. Ponadto stwierdził, że mieszanie wzdłuż wysokości kolumny poprawia się ze wzrostem prędkości gazu. Na i współautorzy [47] przeprowadzili badania zachowania się dużych ziaren w warstwie drobnych ziaren w kotle CWF o mocy 8 MWt. Autorzy stwierdzili, że duże ziarna o rozmiarach powyżej 2,4 mm i charakteryzujące się prędkością unoszenia 4 razy większą od prędkości gazu w komorze paleniskowej (6 m/s), wynoszone były z niej wraz z ziarnami drobnymi. Również Bis w badaniach [29], stwierdził możliwość osiągnięcia stanu cyrkulacji grubych frakcji w warunkach prowadzenia fluidyzacji z prędkością przepływu gazu niższą od prędkości unoszenia grubych ziaren, w zależności od gęstości strumienia masy cyrkulującego drobnego materiału.

15
Tabela 9. Zestawienie badań eksperymentalnych mieszanek binarnych w cyrkulacyjnej warstwie fluidalnej.
Autor Wymiary
stanowiska badawczego
Rodzaj ziaren mieszanki Metoda pomiarowa
Chesonis i inni [30] Dk=0,1 m Hk=6,4 m
Korund (121 µm, 3500 kg/m3); Koks naftowy (168 µm, 2000
kg/m3)
Próbkowanie, zawartość koksu naftowego w
wyniku spalania
Nowak i inni [34] Dk=0,205 m Hk=6,65 m
Katalizator z krakingu ropy (46 µm, 2300 kg/m3),
Piasek kwarcowy (3 mm, 2300 kg/m3)
Próbkowanie, separacja ziaren na sitach
Bi i inni [28] Dk=0,1 m Hk=6,3 m
Katalizator z krakingu ropy (58 µm, 1153 kg/m3),
Kulki polietylenu (4,4 mm, 1010 kg/m3) oraz szklane wałeczki (2 mm, 2500 kg/m3)
Próbkowanie, separacja ziaren na sitach
Iijchi i inni [32] Dk=0,05 m Hk=2,86 m
Piasek kwarcowy (222 µm, 2650 kg/m3),
Kawałki żelaza (238 µm, 7600 kg/m3)
Próbkowanie, magnetyczna separacja
ziaren
Bai i inni oraz Nagakawa i inni
[27]
Dk=0,097 m Dk= 0,15 m
Hk=3 m
Katalizator z krakingu ropy (70 µm, 1700 kg/m3),
Piasek kwarcowy (320 µm, 2600 kg/m3)
Próbkowanie, separacja ziaren na sitach
Jiang i inni [33] Dk=0,1 m Hk=6,3 m
Katalizator z krakingu ropy (89 µm, 1153 kg/m3)
oraz żywica polietylenowa (325 µm, 600 kg/m3), Kulki polietylenowe
(4,4 mm, 1010 kg/m3) oraz szklane wałeczki (2mm, 2500 kg/m3)
Próbkowanie, separacja ziaren na sitach
Hirschberg i inni [31]
Dk=0,2 m Hk=12 m
Piasek kwarcowy (220 µm, 2650 kg/m3),
Ruda żelaza (230 µm, 4900 kg/m3)
Próbkowanie z pomiarem gęstości
mieszanki
Na i inni [47] Df=1,7 m x 1,4
m Hf=13,5 m
Piasek kwarcowy (290 µm, 2600 kg/m3),
Piasek kwarcowy (5,4 mm, 2600 kg/m3)
Próbkowanie, separacja ziaren na sitach
Bis [29] Dk=0,2 m Hk=12 m
Korund (216µm, 3500 kg/m3)
Piasek kwarcowy (67 µm, 2650 kg/m3)
Próbkowanie i analiza ziarnowa, pomiar
ciśnienia statycznego

16
Na podstawie zamieszczonego powyżej przeglądu literatury można stwierdzić, iż segregacja ziaren paliwa i jej intensywność będzie ważnym parametrem wpływającym na wielkość emisji zanieczyszczeń powstałych w procesie fluidalnego spalania mieszanki biomasy i węgla takich jak: CO, SO2, NOx. Niewątpliwie będzie ona miała istotny wpływ również na stopień wypalenia mieszanki paliwowej, od którego w decydującym stopniu zależy strata niecałkowitego spalania.
4. EMISJA ZANIECZYSZCZEŃ GAZOWYCH I STAŁYCH
Spalanie ogromnych ilości paliw organicznych, a zwłaszcza węgla, powoduje poważne, narastające problemy ekologiczne. Dlatego też, do jednych z głównych zadań inżynierii środowiska należy opracowanie technologii redukcji emisji szkodliwych substancji do atmosfery. Emisja SO2, NOx, CO, CO2 a także metali ciężkich powoduje zanieczyszczenia powietrza, wody i gleby. Spalanie i powstawanie zanieczyszczeń gazowych, czy stałych, są procesami nierozdzielnie ze sobą związanymi. Wielkość zanieczyszczeń emitowanych do środowiska jest kompleksową funkcją reaktywności paliwa, parametrów procesu spalania (np. udziału masowego ziaren paliwa, nadmiaru powietrza, temperatury) i warunków panujących w komorze paleniskowej, jak: intensywności procesu mieszania i segregacji ziaren paliwa. W tabeli 10 [17] przedstawiono zanieczyszczenia powstające podczas spalania biomasy.
Tabela 10. Źródła i rodzaj emisji zanieczyszczeń gazowych i stałych powstałych w
procesie spalania biomasy [17].
Paliwo Rodzaj zanieczyszczenia
Wszystkie typy biomasy CO, NOx, N2O, CxHy, PAH, smoła, koksik, popiół
Biomasa zawierająca S i Cl (miejskie odpady drzewne, słoma, trawa) HCl, SO2,
Biomasa zawierająca metale ciężkie (miejskie odpady drzewne, osady ściekowe) Pb, Zn, Cd, Cu, Cr, Hg
Biomasa posiadająca wysoką zawartość Cl PCDD, PCDF
Obecność CO, węglowodorów, smoły oraz ziaren koksiku jest zwykle spowodowana niezupełnym i niecałkowitym spalaniem. Ponadto PCDD i PCDF są związkami organicznymi i nie mogą istnieć w temperaturach powyżej 873 K. Dlatego też, nie powinny powstawać w procesach spalania, które przebiegają w zdecydowanie wyższych temperaturach. Natomiast skład popiołu oraz emisje NOx,
17
N2O, SO2 czy metali ciężkich zależą głównie od właściwości i pochodzenia paliwa. Decydującym tutaj parametrem będzie również temperatura spalania, optymalne wymieszanie paliwa z powietrzem i materiałem warstwy, czas pobytu ziaren paliwa w komorze paleniskowej.
4.1. EMISJA TLENKU WĘGLA
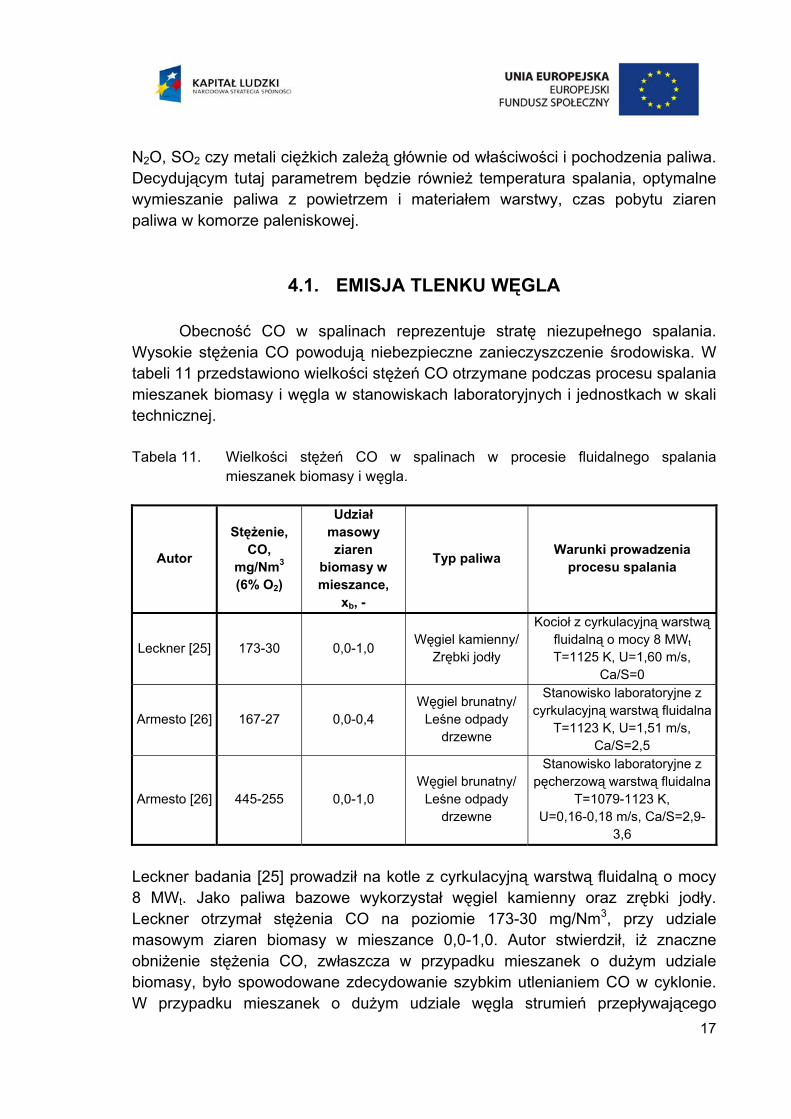
Obecność CO w spalinach reprezentuje stratę niezupełnego spalania. Wysokie stężenia CO powodują niebezpieczne zanieczyszczenie środowiska. W tabeli 11 przedstawiono wielkości stężeń CO otrzymane podczas procesu spalania mieszanek biomasy i węgla w stanowiskach laboratoryjnych i jednostkach w skali technicznej.
Tabela 11. Wielkości stężeń CO w spalinach w procesie fluidalnego spalania
mieszanek biomasy i węgla.
Autor
Stężenie, CO,
mg/Nm3 (6% O2)
Udział masowy ziaren
biomasy w mieszance,
xb, -
Typ paliwa Warunki prowadzenia procesu spalania
Leckner [25] 173-30 0,0-1,0 Węgiel kamienny/ Zrębki jodły
Kocioł z cyrkulacyjną warstwą fluidalną o mocy 8 MWt
T=1125 K, U=1,60 m/s, Ca/S=0
Armesto [26] 167-27 0,0-0,4 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z cyrkulacyjną warstwą fluidalna
T=1123 K, U=1,51 m/s, Ca/S=2,5
Armesto [26] 445-255 0,0-1,0 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z pęcherzową warstwą fluidalna
T=1079-1123 K, U=0,16-0,18 m/s, Ca/S=2,9-
3,6 Leckner badania [25] prowadził na kotle z cyrkulacyjną warstwą fluidalną o mocy 8 MWt. Jako paliwa bazowe wykorzystał węgiel kamienny oraz zrębki jodły. Leckner otrzymał stężenia CO na poziomie 173-30 mg/Nm3, przy udziale masowym ziaren biomasy w mieszance 0,0-1,0. Autor stwierdził, iż znaczne obniżenie stężenia CO, zwłaszcza w przypadku mieszanek o dużym udziale biomasy, było spowodowane zdecydowanie szybkim utlenianiem CO w cyklonie. W przypadku mieszanek o dużym udziale węgla strumień przepływającego
18
materiału warstwy przez cyklon zawierał znaczną ilość koksiku i jego spalanie w tym rejonie powodowało powstawanie CO. W przypadku biomasy powstały koksik bardzo szybko ulegał spaleniu jeszcze w obrębie komory paleniskowej, dlatego też w cyklonie następowało już ostateczne utlenienie CO do CO2. Badania procesu spalania mieszanek paliwowych przeprowadził również na jednostkach pilotowych z pęcherzową i cyrkulacyjną warstwą fluidalną Armesto [26]. Autor ten wykorzystał węgiel brunatny i leśne odpady drzewne. Badania wskazały na wzrost sprawności procesu spalania oraz spadek stężenia CO w spalinach wraz ze zwiększeniem udziału masowego ziaren leśnych odpadów drzewnych w mieszance paliwowej. Stężenia CO dla procesu spalania w pęcherzowej i cyrkulacyjnej warstwie fluidalnej wyniosły odpowiednio od 445 do 255 mg/Nm3, przy udziale masowym ziaren biomasy w zakresie od 0,0 do 1,0 i od 167 do 27 mg/Nm3, przy udziale masowym ziaren biomasy odpowiednio od 0,0 do 0,4.
Z przeglądu literatury wynika, iż wykorzystanie biomasy w procesie fluidalnego spalania węgla może przyczynić się do obniżenia emisji CO, a tym samym obniżenia straty niezupełnego spalania. Obniżenie tej straty wpłynie na wzrost sprawności spalania, a tym samym poprawę efektywności wykorzystania źródeł energii. Ponadto prowadzenie procesu spalania w cyrkulacyjnej warstwie fluidalnej będzie charakteryzować się niższymi emisjami CO w stosunku do warstwy pęcherzowej.
4.2. EMISJA SO2 Z punktu widzenia wymagań ochrony środowiska w celu nie przekroczenia dopuszczalnych stężeń SO2 do atmosfery skuteczność odsiarczania musi być utrzymywana na odpowiednim poziomie w zależności od rodzaju spalanego paliwa. Według badań [60] w przypadku węgla brunatnego o zawartości siarki około 1% i wartości opałowej poniżej 7,3 MJ/kg należałoby utrzymywać skuteczność odsiarczania na poziomie 92%. W przypadku natomiast spalania węgla kamiennego o zawartości siarki poniżej 1% skuteczność odsiarczania nie powinna być niższa od 80%. Z przedstawionego porównania widać, że spalanie węgla brunatnego pociąga za sobą konieczność uzyskiwania wyższych skuteczności odsiarczania spalin. Z technicznego punktu widzenia taką skuteczność można osiągnąć, ale kosztem wysokiego nadmiaru kamienia wapiennego i zwiększenia masy powstałych odpadów stałych Badania na skalę przemysłową wykazały możliwość wykorzystania biomasy o wysokiej zawartości: Ca, K i Na do redukcji stężenia SO2 w spalinach podczas wspólnego spalania biomasy i paliw bogatych w siarkę tj. torfu czy węgla [48, 49]. Wiązanie siarki następuje poprzez tworzenie się stałych siarczanów np. CaSO4, K2SO4 i Na2SO4. Rezultaty z badań Desroches-Ducarene [48] i Nordin [49] wykazują, że stężenie

19
tlenu i temperatura warstwy fluidalnej są najbardziej istotnymi czynnikami wpływającymi na procesy redukcji SO2. Ponadto wiązanie siarki może być osiągnięte bez równoczesnego wzrostu stężenia CO czy NO. Badania [49] wykazały, że wysoka redukcja SO2 przy spalaniu węgla i lucerny na poziomie około 80% może być uzyskana nawet przy temperaturze poniżej 873 K. Kicherer [50] uzyskał stężenie SO2 również obniżające się wraz ze wzrostem ilości słomy w mieszance. Efekt ten głównie spowodowany był niższą zawartością siarki w słomie, jakkolwiek obecność CaO i MgO mogła mieć również znaczący wpływ. W tabeli 12 przedstawiono wyniki badań uzyskane w procesie współspalania biomasy z węglem, przeprowadzonych przez Lecknera [25] i Armesto [26].
Tabela 12. Wielkości stężeń SO2 w spalinach w procesie fluidalnego spalania
mieszanek biomasy i węgla.
Autor
Stężenie, SO2,
mg/Nm3 (6% O2)
Udział masowy ziaren
biomasy w mieszance,
xb, -
Typ paliwa Warunki prowadzenia procesu spalania
Leckner [25] 1216-37 0,0-1,0 Węgiel kamienny/ Zrębki jodły
Kocioł z cyrkulacyjną warstwą fluidalną o mocy 8 MWt
T=1125 K, U=1,60 m/s, Ca/S=0
Armesto [26] 1851-905 0,0-0,4 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z cyrkulacyjną warstwą fluidalna
T=1123 K,U=1,51 m/s, Ca/S=2,5
Armesto [26] 1894-51 0,0-1,0 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z pęcherzową warstwą fluidalna
T=1079-1123 K, U=0,16-0,18 m/s, Ca/S=2,9-
3,6
Leckner [26] uzyskał stężenie SO2 w zakresie od 1216 mg/Nm3 do 37 mg/Nm3,
przy udziale masowym ziaren biomasy w mieszance odpowiednio od 0,0 do 1,0, uwzględniając przy tym związanie siarki w popiele z węgla na poziomie 10-15%. Niska zawartość popiołu powstająca ze spalania biomasy posiadała mało istotny wpływ na proces wiązania siarki w tym przypadku. Podobne badania na stanowisku laboratoryjnym przeprowadził Armesto [26]. Stężenie SO2 w spalinach wyniosło od 1851 mg/Nm3 do 905 mg/Nm3 dla mieszanek o udziale masowym ziaren biomasy odpowiednio od 0,0 do 0,4, w przypadku cyrkulacyjnej warstwy fluidalnej, oraz od 1894 mg/Nm3 do 51 mg/Nm3 dla mieszanek o udziale masowym ziaren biomasy odpowiednio od 0,0 do 1,0, w przypadku pęcherzowej warstwy

20
fluidalnej. W badaniach tych uzyskano również ponad 90% skuteczność wiązania siarki przy stosunku molowym Ca/S wynoszącym 3,3. Niższy stosunek Ca/S powodował wzrost stężenia SO2 w spalinach, dalszy wzrost Ca/S w zakresie 3,7-6,7 nie przyniósł znacznego efektu poprawy wiązania siarki. Zauważono również, że wzrost prędkości gazu powodował niewielkie obniżenie stężenia SO2 w spalinach.
Na podstawie przedstawionego powyżej przeglądu literatury można stwierdzić, iż wspólne fluidalne spalanie biomasy i węgla brunatnego zmniejszy emisję SO2 do atmosfery. Ponadto prowadzenie procesu spalania w cyrkulacyjnej warstwie fluidalnej, zamiast w warstwie pęcherzowej, pozwoli na obniżenie stosunku molowego Ca/S w procesie odsiarczania spalin. Konsekwencją obniżenia tego stosunku będzie zmniejszenie ilości powstałych odpadów stałych.
4.3. EMISJA NOX
Ze względu na niską temperaturę podczas procesu spalania w warstwie fluidalnej, NOx powstają głównie z azotu zawartego w paliwie [51-53]. Reakcja utleniania jest gwałtowna, formując zazwyczaj NO, natomiast NO2 tworzy się stopniowo w chłodzącym się strumieniu spalin i stanowi najwyżej 10% wszystkich NOx emitowanych do atmosfery. Podczas odgazowania paliwa azot dzielony jest pomiędzy uwalniane części lotne i powstały koksik, a ich proporcje uzależnione są od rodzaju paliwa [51]. Jak wskazują badania [54, 55] udziały te są porównywalne z udziałem części lotnych w danym paliwie. Dominującymi związkami azotu w pierwotnych i wtórnych produktach odgazowania są: NH3 oraz HCN [51-54]. Im młodszy węgiel jest spalany wydzielane z części lotnych związki azotowe (HCN, NH3) szybko utleniają się do NOx [2]. Dlatego też, wielkość emisji NOx podczas spalania węgla brunatnego będą wyższe w porównaniu do emisji ze spalania węgla kamiennego. Z drugiej strony można stwierdzić na podstawie wyników badań przedstawionych w pracy [2], iż im większy udział części lotnych w węglu, tym większa możliwość redukcji emisji NOx z wykorzystaniem technik stopniowania powietrza czy też reburningu. Mechanizm formowania NOx przebiega równolegle z heterogenicznymi i homogenicznymi reakcjami rozkładu [51-53]. Jego schematyczny układ został przedstawiony na rysunku 6 [56]. W procesie spalania węgla i biomasy występują różnice, które maja wpływ na wielkość stężenia NOx w spalinach. Jak wskazują badania [57], uwalnianie części lotnych i azotu jest intensywne dla „talerzowatych” kształtów ziaren, niż dla kulistych czy cylindrycznych. Uwalnianie części lotnych i azotu odbywa się równomiernie, kiedy rozmiar ziaren i zawartość wilgoci wzrasta. Jest to spowodowane obniżeniem szybkości etapu suszenia ziarna.

21
Paliwo
Koksik
Części lotne
Smoła
HCN
NO
H2
CO
HC
HCN
CO
NO
N2O
NH3
N2
NO
NH3
HCN
N2
H2
CO
HC
HCNKoksik
CO
NO
N2O
N2
N2O
N2
N2
N2
N2ONCO
N2O NO
Homogeniczna reakcja powstawania N2O
z cyjanku
Homogeniczna reakcja powstawania N2O
z amin
Homogeniczna reakcja redukcji N2O
przez rodniki H lub OH
Termiczny rozkład N2O
Heterogeniczna reakcja rozkładu N2O przez koksik
Heterogeniczne reak. rozkładu NO
przez koksik i CO lub H2
na pow. koksiku
Wydzielanie się azotu
zawartego w paliwie
Powstawanie nowych związków zawierających azot
Niezupełne spalanie CO i koksiku
Reakcje powstawania i redukcji N2O
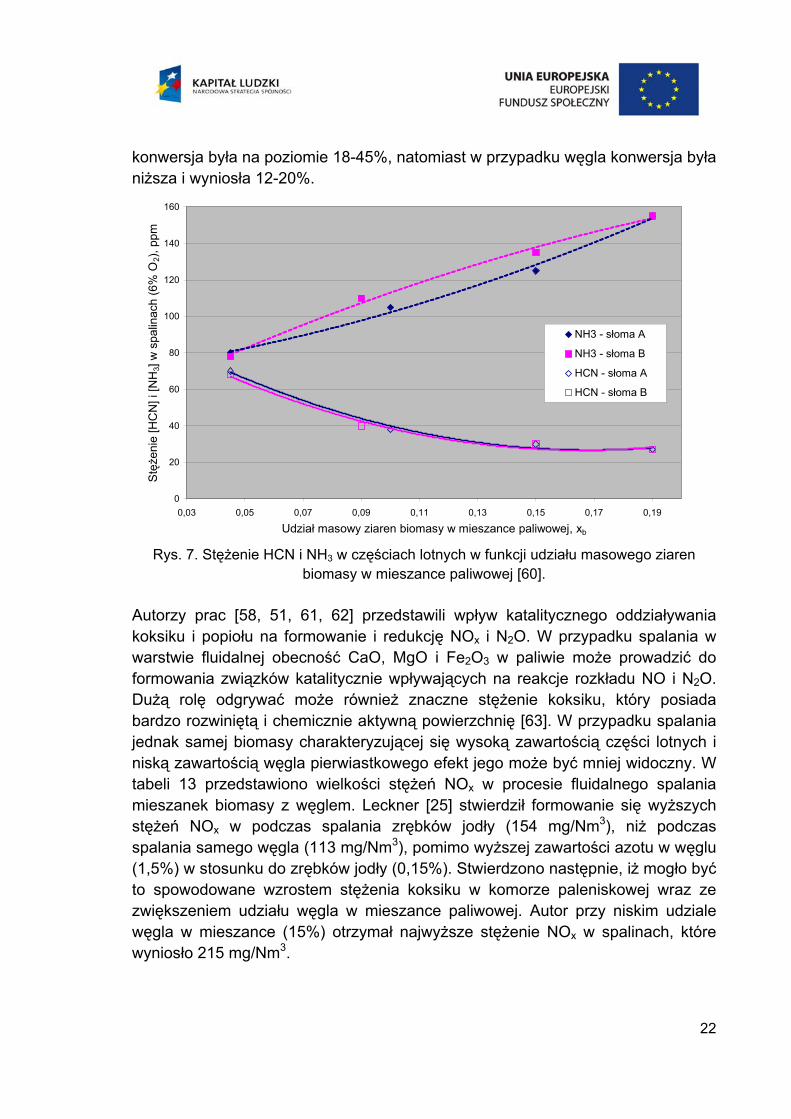
Rys. 6. Mechanizm powstawania i rozkładu NO i N2O w warstwie fluidalnej [58]. W przypadku małych ziaren czas początkowego ogrzewania jest mały w porównaniu z czasem odgazowania. W tym wypadku można założyć, że ziarno jest bardzo szybko ogrzewane i spalane. Biomasa zawiera więcej części lotnych niż węgiel i azot zawarty w częściach lotnych może odgrywać ważną role w formowaniu i redukcji NO. W przypadku biomasy azot w częściach lotnych głównie występuje jako NH3, natomiast HCN jest głównym źródłem azotu w częściach lotnych pochodzących z węgla [57, 59, 60]. Zależność tę potwierdzają również badania Gulyurtlu [60]. Wyniki tych badań przedstawiono na rysunku 7. Wraz ze wzrostem udziału słomy, w mieszance paliwowej z węglem, stężenie NH3 w częściach lotnych wzrastało liniowo, gdy stężenie HCN obniżało się. W badaniach Lin i Dan-Johansen [52] spalając słomę i węgiel w warstwie fluidalnej stwierdzili, że ze względu na różnice gęstości pomiędzy ziarnami słomy i węgla uwalnianie części lotnych oraz spalanie koksiku następowało w różnych miejscach komory paleniskowej. Badacze zaobserwowali, iż podczas spalania słomy więcej ziaren znajdowało się na powierzchni warstwy, niż w przypadku spalania węgla. Różnice występowały również w wielkości konwersji azotu do NO. Podczas spalania słomy
22
konwersja była na poziomie 18-45%, natomiast w przypadku węgla konwersja była niższa i wyniosła 12-20%.
0
20
40
60
80
100
120
140
160
0,03 0,05 0,07 0,09 0,11 0,13 0,15 0,17 0,19
Udział masowy ziaren biomasy w mieszance paliwowej, xb
Stęże
nie
[HC
N] i
[NH
3] w
spa
linac
h (6
% O
2), p
pm
NH3 - słoma A
NH3 - słoma B
HCN - słoma A
HCN - słoma B
Rys. 7. Stężenie HCN i NH3 w częściach lotnych w funkcji udziału masowego ziaren
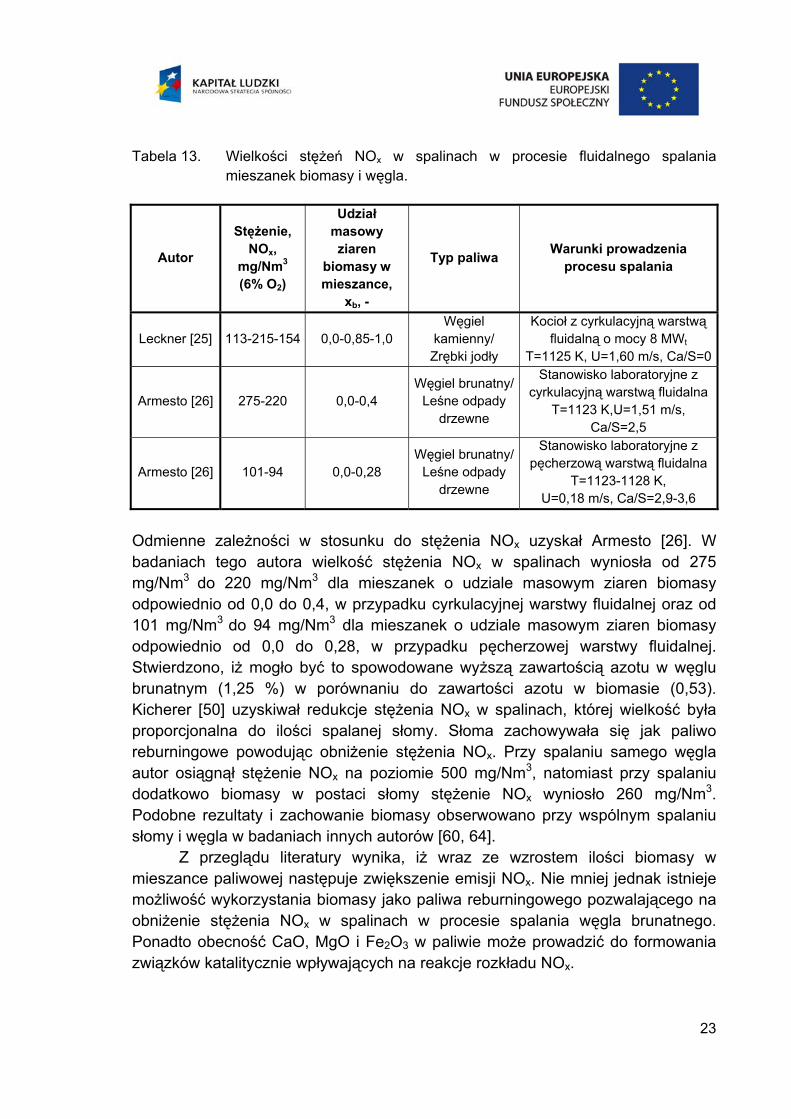
biomasy w mieszance paliwowej [60]. Autorzy prac [58, 51, 61, 62] przedstawili wpływ katalitycznego oddziaływania koksiku i popiołu na formowanie i redukcję NOx i N2O. W przypadku spalania w warstwie fluidalnej obecność CaO, MgO i Fe2O3 w paliwie może prowadzić do formowania związków katalitycznie wpływających na reakcje rozkładu NO i N2O. Dużą rolę odgrywać może również znaczne stężenie koksiku, który posiada bardzo rozwiniętą i chemicznie aktywną powierzchnię [63]. W przypadku spalania jednak samej biomasy charakteryzującej się wysoką zawartością części lotnych i niską zawartością węgla pierwiastkowego efekt jego może być mniej widoczny. W tabeli 13 przedstawiono wielkości stężeń NOx w procesie fluidalnego spalania mieszanek biomasy z węglem. Leckner [25] stwierdził formowanie się wyższych stężeń NOx w podczas spalania zrębków jodły (154 mg/Nm3), niż podczas spalania samego węgla (113 mg/Nm3), pomimo wyższej zawartości azotu w węglu (1,5%) w stosunku do zrębków jodły (0,15%). Stwierdzono następnie, iż mogło być to spowodowane wzrostem stężenia koksiku w komorze paleniskowej wraz ze zwiększeniem udziału węgla w mieszance paliwowej. Autor przy niskim udziale węgla w mieszance (15%) otrzymał najwyższe stężenie NOx w spalinach, które wyniosło 215 mg/Nm3.
23
Tabela 13. Wielkości stężeń NOx w spalinach w procesie fluidalnego spalania mieszanek biomasy i węgla.
Autor
Stężenie, NOx,
mg/Nm3 (6% O2)
Udział masowy ziaren
biomasy w mieszance,
xb, -
Typ paliwa Warunki prowadzenia procesu spalania
Leckner [25] 113-215-154 0,0-0,85-1,0 Węgiel
kamienny/ Zrębki jodły
Kocioł z cyrkulacyjną warstwą fluidalną o mocy 8 MWt
T=1125 K, U=1,60 m/s, Ca/S=0
Armesto [26] 275-220 0,0-0,4 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z cyrkulacyjną warstwą fluidalna
T=1123 K,U=1,51 m/s, Ca/S=2,5
Armesto [26] 101-94 0,0-0,28 Węgiel brunatny/
Leśne odpady drzewne
Stanowisko laboratoryjne z pęcherzową warstwą fluidalna
T=1123-1128 K, U=0,18 m/s, Ca/S=2,9-3,6
Odmienne zależności w stosunku do stężenia NOx uzyskał Armesto [26]. W badaniach tego autora wielkość stężenia NOx w spalinach wyniosła od 275 mg/Nm3 do 220 mg/Nm3 dla mieszanek o udziale masowym ziaren biomasy odpowiednio od 0,0 do 0,4, w przypadku cyrkulacyjnej warstwy fluidalnej oraz od 101 mg/Nm3 do 94 mg/Nm3 dla mieszanek o udziale masowym ziaren biomasy odpowiednio od 0,0 do 0,28, w przypadku pęcherzowej warstwy fluidalnej. Stwierdzono, iż mogło być to spowodowane wyższą zawartością azotu w węglu brunatnym (1,25 %) w porównaniu do zawartości azotu w biomasie (0,53). Kicherer [50] uzyskiwał redukcje stężenia NOx w spalinach, której wielkość była proporcjonalna do ilości spalanej słomy. Słoma zachowywała się jak paliwo reburningowe powodując obniżenie stężenia NOx. Przy spalaniu samego węgla autor osiągnął stężenie NOx na poziomie 500 mg/Nm3, natomiast przy spalaniu dodatkowo biomasy w postaci słomy stężenie NOx wyniosło 260 mg/Nm3. Podobne rezultaty i zachowanie biomasy obserwowano przy wspólnym spalaniu słomy i węgla w badaniach innych autorów [60, 64]. Z przeglądu literatury wynika, iż wraz ze wzrostem ilości biomasy w mieszance paliwowej następuje zwiększenie emisji NOx. Nie mniej jednak istnieje możliwość wykorzystania biomasy jako paliwa reburningowego pozwalającego na obniżenie stężenia NOx w spalinach w procesie spalania węgla brunatnego. Ponadto obecność CaO, MgO i Fe2O3 w paliwie może prowadzić do formowania związków katalitycznie wpływających na reakcje rozkładu NOx.
24
4.4. ANALIZA POPIOŁU
W badaniach fluidalnego spalania biomasy stwierdzono, iż dużym problemem jest zjawisko aglomeracji [65-67]. Dotyczy to głównie biomasy charakteryzują się wysoką zawartością sodu i potasu. Jako materiał warstwy wykorzystuje się często piasek kwarcowy, którego głównym składnikiem jest SiO2. Jego temperatura mięknięcia wynosi 1723 K [67]. W wyniku reakcji tlenków metali alkalicznych lub ich soli z SiO2 powstaje eutektyczna mieszanka o temperaturze mięknięcia odpowiednio 1147 i 1037 K [65, 66, 68]. Zjawisko to pogarsza warunki przepływowe w komorze paleniskowej, co bezpośrednio wpływa na jakość procesu spalania i jego stabilność. Występowanie zjawiska aglomeracji może być również wynikiem dużego gradientu temperatury w warstwie, spowodowanego słabym wymieszaniem paliwa. Duża zawartość tlenków metali alkalicznych (K2O i Na2O) powodowała również zanieczyszczenia powierzchni wymiany ciepła w kotle [69]. Odkładanie popiołu z biomasy na elementach stalowych kotła może ponadto przyczynić się do ich korozji [70]. Saxena, Rao i Kasi [71] zbadali klika alternatywnych, w stosunku do piasku kwarcowego, materiałów tworzących warstwę w procesie fluidalnego spalania biomasy. Należały do nich między innymi: dolomit, magnezyt i tlenek żelazowy. W badaniach [16, 72] stwierdzono, iż mieszanki eutektyczne, powstałe w wyniku reakcji Fe2O3 i tlenków czy soli metali alkalicznych, posiadały temperaturę mięknięcia równą 1408 K.
Innym rozwiązaniem zjawiska aglomeracji jest wspólne spalanie biomasy z węglem, zawierającym wyższe zawartości popiołu, jako mieszanki paliwowej. Powoduje to obniżenie koncentracji sodu i potasu w popiele. W badaniach [58] przeprowadzono testy spalania lucerny w warstwie fluidalnej. Sześciokrotnie powtórzone jednogodzinne testy przy temperaturze warstwy około 1123 K doprowadziły do powstania spieczonej warstwy. Elementarna analiza spieczonego materiału wykazała obecność krzemianów potasowo-aluminiowych, które mogły posiadać niską temperaturę topnienia na poziomie 973 K. Podczas spalania węgla wraz z lucerną nie zaobserwowano zjawiska spiekania w próbie trwającej ponad trzy godziny.
Analizę popiołu lotnego powstałego w procesie fluidalnego spalania mieszanek węgla, drewna i torfu przeprowadzono w badaniach [73]. W porównaniu do popiołu lotnego ze spalania drewna i kory drzewnej otrzymane popioły lotne z procesu spalania mieszanek charakteryzowały się mniejszą zawartością wapnia, potasu, magnezu i chloru. Dodatek węgla lub torfu do mieszanki z biomasą powodował podwyższenie zawartości aluminium, żelaza, magnezu i siarki w popiele. Poziom metali śladowych utrzymywał się na zbliżonym poziomie w stosunku do popiołu z drewna.
Podczas fluidalnego spalania paliw metale ciężkie mogą występować w popiele dennym1), popiele lotnym oraz spalinach. Wiązanie metali ciężkich w

25
materiale warstwy fluidalnej podczas spalania ziaren drewna było badane przez Ho [74]. Autor uzyskał efektywnie wiązanie wymienionych metali już przy temperaturze 973 K. Autorzy pracy [74] stwierdzili, że przy temperaturze 1103 K tylko 0,8-4 % kadmu było obecne w fazie gazowej, natomiast przeważająca jego część została związana na dużych ziarnach popiołu lotnego. Ołów i miedź zachowują się w warstwie fluidalnej podobnie i głównie umiejscowione są w popiele dennym, przy czym większe wartości przypadają dla Cu (28-30% Cu zawartego w popiele) niż dla Pb (14-16% Pb zawartego w popiele). Udział cynku w popiele dennym wyniósł 65-68%, natomiast w spalinach 0,1-0,3%. Ponadto jak wskazują autorzy pracy [84] ołów i cynk, które były obecne w fazie gazowej przy temperaturze 1103 K, odpowiednio: 7-15% i 24-27%, zostały wychwycone w strumieniu dużych ziaren popiołu lotnego w ciągu konwekcyjnym. W badaniach [75, 76] stwierdzono, iż uwalnianiu Cd, Cu i Pb sprzyja wysoka zawartość Cl i S.
Z zamieszczonego przeglądu wynika, iż zmiana proporcji biomasy i węgla w mieszance paliwowej prowadzić będzie do wzrostu lub obniżenia stężenia metali alkalicznych w popiele. Stwarza to możliwość występowania lub eliminacji zjawiska aglomeracji materiału warstwy fluidalnej. Ponadto stwierdzono, iż w wyniku dobrego wiązania metali ciężkich w materiale warstwy fluidalnej metale te występować będą głównie w popiele dennym i lotnym.
5. WYKORZYSTANIE KORY DRZEWNEJ JAKO PALIWA DLA KOTŁA FLUIDALNEGO Z WARSTWĄ
PĘCHERZOWĄ
5.1. OPIS KOTŁA OKF-40 Pierwszy kocioł fluidalny w Polsce, spalający biomasę na skalę
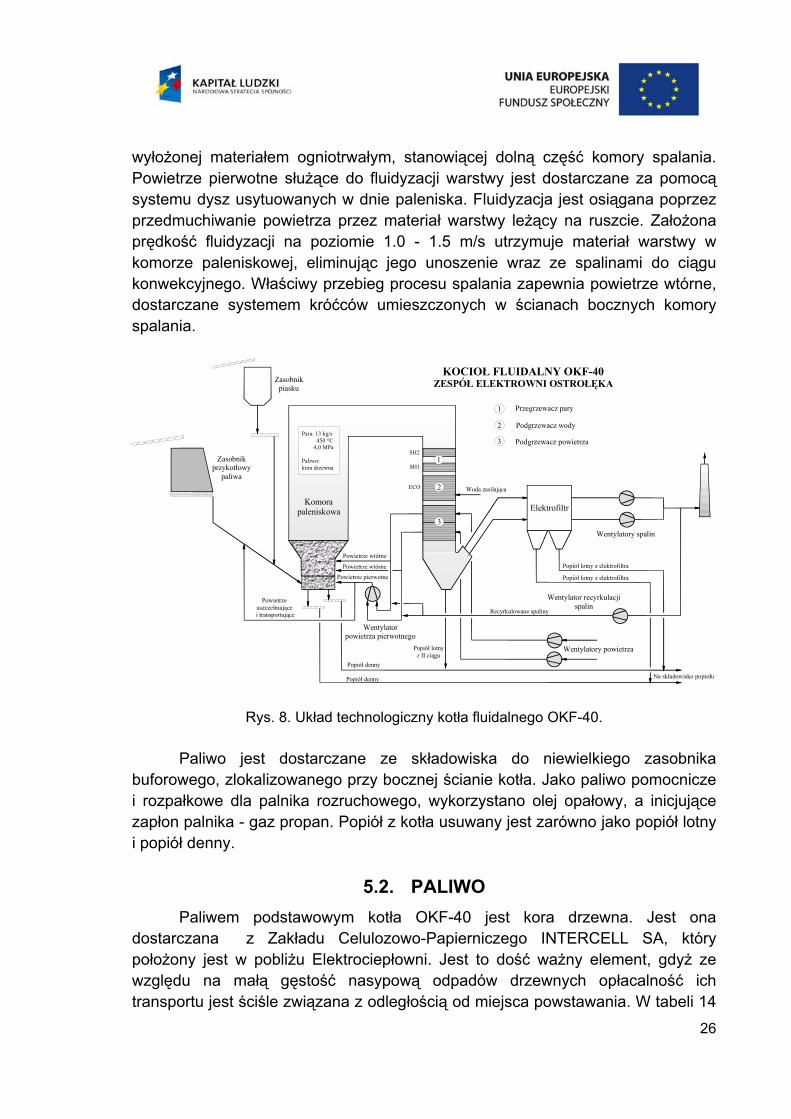
przemysłową, został oddany do eksploatacji w 1997 roku w Elektrociepłowni „Ostrołęka A”. Powstał on w wyniku modernizacji kotła pyłowego typu OP-100. Kocioł OKF-40 został przystosowany do spalania kory drzewnej. Układ technologiczny kotła OKF-40 został przedstawiony na rysunku 8. Kocioł ten wytwarza parę o wydajność 13 kg/s, temperaturze 450 oC i ciśnieniu 4.0 MPa. Ciepło jest przejmowane od spalin w chłodzonej wodą komorze paleniskowej. Za paleniskiem spaliny są schładzane w ciągu konwekcyjnym, w którym umieszczone są: przegrzewacz pary, podgrzewacz wody i obrotowy podgrzewacz powietrza. Następnie spaliny są odpylane w elektrofiltrze i usuwane za pomocą wentylatorów wyciągowych do komina. Palenisko fluidalne z warstwą pęcherzykową (BFB), produkcji Foster Wheeler, składa się ze stalowej konstrukcji
26
wyłożonej materiałem ogniotrwałym, stanowiącej dolną część komory spalania. Powietrze pierwotne służące do fluidyzacji warstwy jest dostarczane za pomocą systemu dysz usytuowanych w dnie paleniska. Fluidyzacja jest osiągana poprzez przedmuchiwanie powietrza przez materiał warstwy leżący na ruszcie. Założona prędkość fluidyzacji na poziomie 1.0 - 1.5 m/s utrzymuje materiał warstwy w komorze paleniskowej, eliminując jego unoszenie wraz ze spalinami do ciągu konwekcyjnego. Właściwy przebieg procesu spalania zapewnia powietrze wtórne, dostarczane systemem króćców umieszczonych w ścianach bocznych komory spalania.
Komora paleniskowa
Zasobnik przykotłowy
paliwa
Zasobnik piasku
Przegrzewacz pary
Podgrzewacz wody
Podgrzewacz powietrza
Elektrofiltr
Wentylatory powietrza
Wentylator recyrkulacji spalin
Wentylatory spalin
Popiół denny
Popiół lotnyz II ciągu
Popiół lotny z elektrofiltraPowietrze wtórne
Powietrze wtórne
Powietrze pierwotne
Powietrze uszczelniające
i transportujące
Popiół denny
Popiół lotny z elektrofiltra
Recyrkulowane spaliny
1
2
3
1
2
3
Woda zasilająca
Wentylatorpowietrza pierwotnego
Na składowisko popiołu
Para: 13 kg/s 450 OC 4,0 MPa
Paliwo:kora drzewna
SH2
SH1
ECO
KOCIOŁ FLUIDALNY OKF-40ZESPÓŁ ELEKTROWNI OSTROŁĘKA
Rys. 8. Układ technologiczny kotła fluidalnego OKF-40.
Paliwo jest dostarczane ze składowiska do niewielkiego zasobnika buforowego, zlokalizowanego przy bocznej ścianie kotła. Jako paliwo pomocnicze i rozpałkowe dla palnika rozruchowego, wykorzystano olej opałowy, a inicjujące zapłon palnika - gaz propan. Popiół z kotła usuwany jest zarówno jako popiół lotny i popiół denny.
5.2. PALIWO
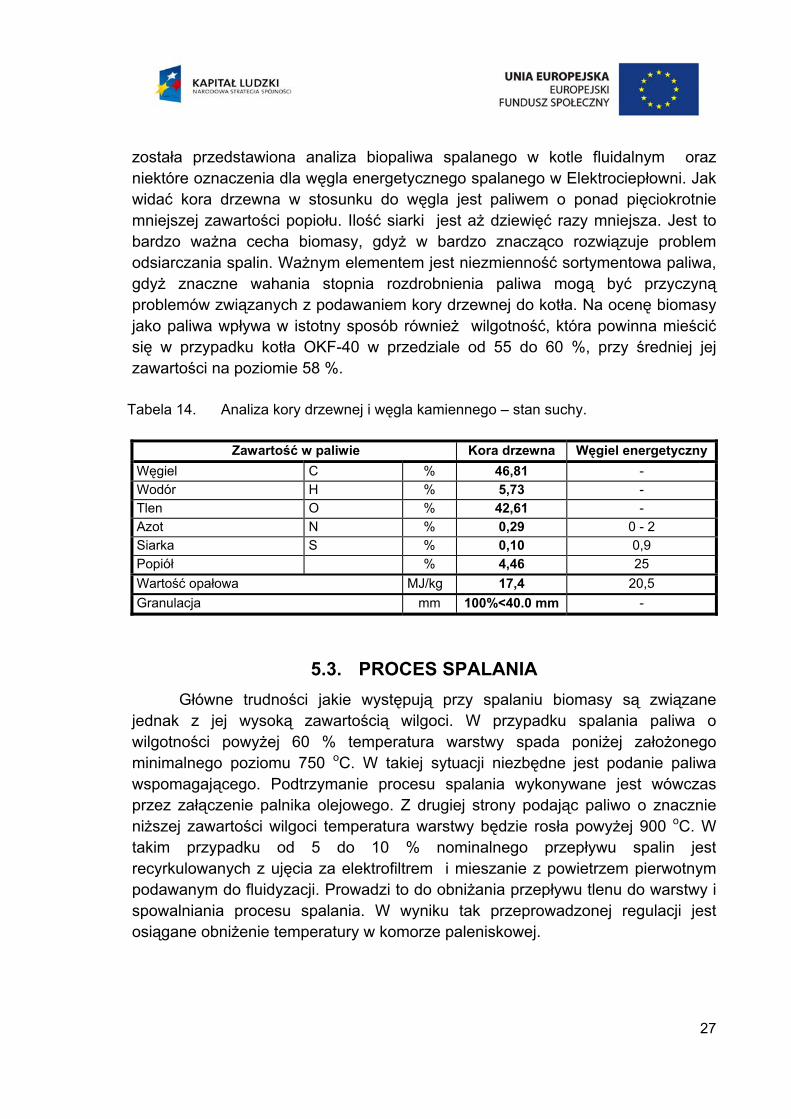
Paliwem podstawowym kotła OKF-40 jest kora drzewna. Jest ona dostarczana z Zakładu Celulozowo-Papierniczego INTERCELL SA, który położony jest w pobliżu Elektrociepłowni. Jest to dość ważny element, gdyż ze względu na małą gęstość nasypową odpadów drzewnych opłacalność ich transportu jest ściśle związana z odległością od miejsca powstawania. W tabeli 14
27
została przedstawiona analiza biopaliwa spalanego w kotle fluidalnym oraz niektóre oznaczenia dla węgla energetycznego spalanego w Elektrociepłowni. Jak widać kora drzewna w stosunku do węgla jest paliwem o ponad pięciokrotnie mniejszej zawartości popiołu. Ilość siarki jest aż dziewięć razy mniejsza. Jest to bardzo ważna cecha biomasy, gdyż w bardzo znacząco rozwiązuje problem odsiarczania spalin. Ważnym elementem jest niezmienność sortymentowa paliwa, gdyż znaczne wahania stopnia rozdrobnienia paliwa mogą być przyczyną problemów związanych z podawaniem kory drzewnej do kotła. Na ocenę biomasy jako paliwa wpływa w istotny sposób również wilgotność, która powinna mieścić się w przypadku kotła OKF-40 w przedziale od 55 do 60 %, przy średniej jej zawartości na poziomie 58 %.
Tabela 14. Analiza kory drzewnej i węgla kamiennego – stan suchy.
Zawartość w paliwie Kora drzewna Węgiel energetyczny Węgiel C % 46,81 - Wodór H % 5,73 - Tlen O % 42,61 - Azot N % 0,29 0 - 2 Siarka S % 0,10 0,9 Popiół % 4,46 25 Wartość opałowa MJ/kg 17,4 20,5 Granulacja mm 100%<40.0 mm -
5.3. PROCES SPALANIA Główne trudności jakie występują przy spalaniu biomasy są związane
jednak z jej wysoką zawartością wilgoci. W przypadku spalania paliwa o wilgotności powyżej 60 % temperatura warstwy spada poniżej założonego minimalnego poziomu 750 oC. W takiej sytuacji niezbędne jest podanie paliwa wspomagającego. Podtrzymanie procesu spalania wykonywane jest wówczas przez załączenie palnika olejowego. Z drugiej strony podając paliwo o znacznie niższej zawartości wilgoci temperatura warstwy będzie rosła powyżej 900 oC. W takim przypadku od 5 do 10 % nominalnego przepływu spalin jest recyrkulowanych z ujęcia za elektrofiltrem i mieszanie z powietrzem pierwotnym podawanym do fluidyzacji. Prowadzi to do obniżania przepływu tlenu do warstwy i spowalniania procesu spalania. W wyniku tak przeprowadzonej regulacji jest osiągane obniżenie temperatury w komorze paleniskowej.
28
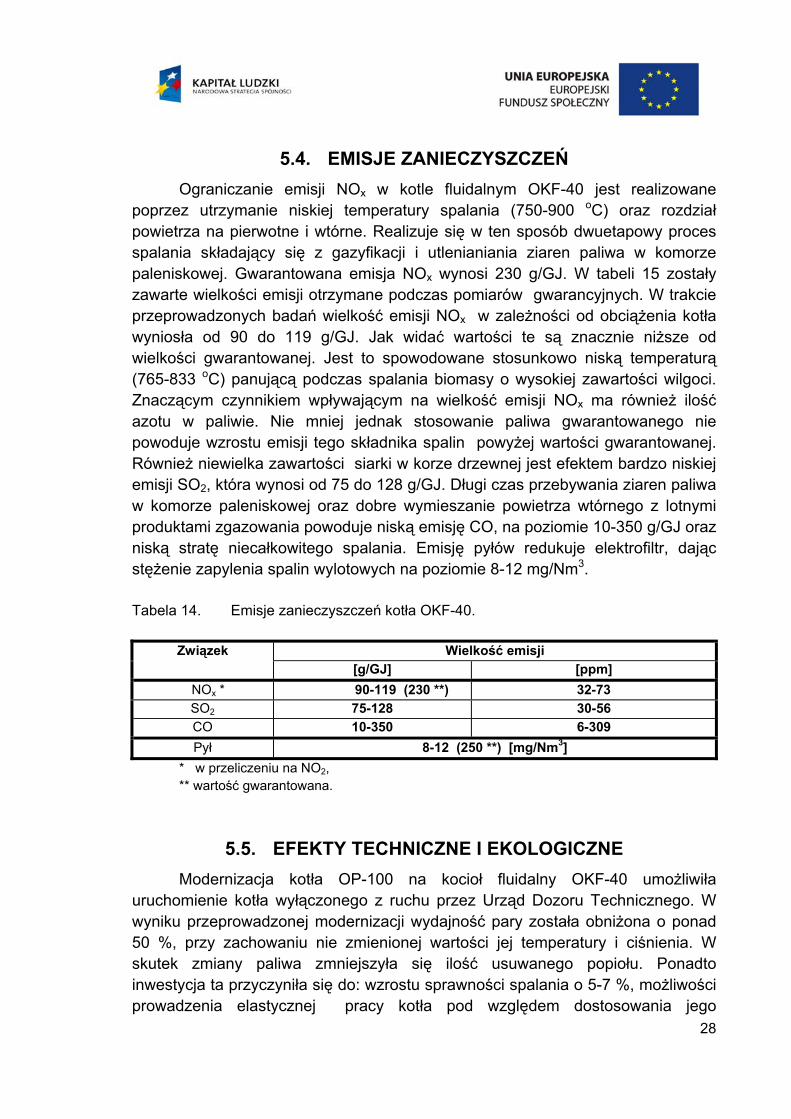
5.4. EMISJE ZANIECZYSZCZEŃ Ograniczanie emisji NOx w kotle fluidalnym OKF-40 jest realizowane poprzez utrzymanie niskiej temperatury spalania (750-900 oC) oraz rozdział powietrza na pierwotne i wtórne. Realizuje się w ten sposób dwuetapowy proces spalania składający się z gazyfikacji i utlenianiania ziaren paliwa w komorze paleniskowej. Gwarantowana emisja NOx wynosi 230 g/GJ. W tabeli 15 zostały zawarte wielkości emisji otrzymane podczas pomiarów gwarancyjnych. W trakcie przeprowadzonych badań wielkość emisji NOx w zależności od obciążenia kotła wyniosła od 90 do 119 g/GJ. Jak widać wartości te są znacznie niższe od wielkości gwarantowanej. Jest to spowodowane stosunkowo niską temperaturą (765-833 oC) panującą podczas spalania biomasy o wysokiej zawartości wilgoci. Znaczącym czynnikiem wpływającym na wielkość emisji NOx ma również ilość azotu w paliwie. Nie mniej jednak stosowanie paliwa gwarantowanego nie powoduje wzrostu emisji tego składnika spalin powyżej wartości gwarantowanej. Również niewielka zawartości siarki w korze drzewnej jest efektem bardzo niskiej emisji SO2, która wynosi od 75 do 128 g/GJ. Długi czas przebywania ziaren paliwa w komorze paleniskowej oraz dobre wymieszanie powietrza wtórnego z lotnymi produktami zgazowania powoduje niską emisję CO, na poziomie 10-350 g/GJ oraz niską stratę niecałkowitego spalania. Emisję pyłów redukuje elektrofiltr, dając stężenie zapylenia spalin wylotowych na poziomie 8-12 mg/Nm3. Tabela 14. Emisje zanieczyszczeń kotła OKF-40.
Związek Wielkość emisji [g/GJ] [ppm]
NOx * 90-119 (230 **) 32-73 SO2 75-128 30-56 CO 10-350 6-309 Pył 8-12 (250 **) [mg/Nm3]
* w przeliczeniu na NO2, ** wartość gwarantowana.
5.5. EFEKTY TECHNICZNE I EKOLOGICZNE Modernizacja kotła OP-100 na kocioł fluidalny OKF-40 umożliwiła uruchomienie kotła wyłączonego z ruchu przez Urząd Dozoru Technicznego. W wyniku przeprowadzonej modernizacji wydajność pary została obniżona o ponad 50 %, przy zachowaniu nie zmienionej wartości jej temperatury i ciśnienia. W skutek zmiany paliwa zmniejszyła się ilość usuwanego popiołu. Ponadto inwestycja ta przyczyniła się do: wzrostu sprawności spalania o 5-7 %, możliwości prowadzenia elastycznej pracy kotła pod względem dostosowania jego

29
obciążenia do aktualnego zapotrzebowania, możliwości spalania paliw niskojakościowych o zawartości wilgoci do 60%, utylizacji z bieżącej produkcji kory drzewnej i likwidacji istniejącego jej składowiska oraz obniżenia kosztów utrzymania kotła. Kocioł OKF-40 umożliwia również czyste spalanie, które koresponduje z wymaganiami ochrony środowiska. Jego eksploatacja przyczynia się do obniżenia: emisji SO2 o 280 t/a, emisji NOx o 100 t/a, emisji CO2 z paliw kopalnych o 46 000 t/a, zużycia węgla kamiennego o 23 000 t/a.
6. PODSUMOWANIE Większa i dominująca część obecnie produkowanej energii w Polsce oparta
jest na spalaniu paliw kopalnych, wśród których węgiel brunatny charakteryzuję się największą emisją CO2 do atmosfery. Jak przedstawiono w przeglądzie literatury, w najbliższej przyszłości największy udział w strukturze wykorzystania źródeł odnawialnych energii powinna posiadać biomasa. Cel jakim jest złagodzenie tzw. „efektu cieplarnianego” oraz obniżenie emisji: SO2, NOx i CO wymusił pilną potrzebę opracowania procesów efektywnego i ekologicznie czystego wytwarzania ciepła i energii elektrycznej ze źródeł opartych na spalaniu węgla brunatnego. Obecnie jednym z najbardziej odpowiednich procesów dla tego celu jest spalanie w warstwie fluidalnej mieszanki biomasy i węgla brunatnego.
Wykorzystanie biomasy pozwoli na obniżenie wzrostu stężenia CO2 w atmosferze. Biomasa charakteryzuje się, bowiem zerowym bilansem CO2, który związany jest z zamknięciem obiegu C-CO2-C. Spalanie mieszanki biomasy i węgla brunatnego jest również interesujące ze względu na uzupełniające się wzajemnie właściwości tych dwóch paliw. W przeciwieństwie do typowych charakterystyk tych węgli, biomasa posiada niski poziom zawartości siarki, powodując niską emisję SO2 w procesie jej spalania. Wysokie stężenie CaO w popiele pochodzącym z biomasy również może przyczynić się do poprawy skuteczności redukcji SO2.. Z drugiej strony wyższa zawartość popiołu w węglu brunatnym daje możliwość obniżenia stężenia metali alkalicznych pochodzących z biomasy podczas procesu spalania mieszanek tych paliw. Eliminuje to zjawisko aglomeracji ziaren materiału warstwy, które bardzo często występuje podczas procesu fluidalnego spalania biomasy. Ponadto wysokie nadmiary sorbentu stosowane do odsiarczania spalin w procesach spalania węgla brunatnego w celu nie przekroczenia dopuszczalnych emisji SO2 oraz jego wysoka zawartość popiołu prowadzi do powstawania dużych ilości odpadów stałych. Stąd, możliwość spalania węgla brunatnego wraz z biomasą, charakteryzującą się niską zawartością popiołu i siarki, w warstwie fluidalnej może wpływać korzystnie na rozwiązanie tych problemów. Stwierdzono również, dużą efektywność biomasy

30
jako paliwa reburningowego pozwalającego skutecznie obniżyć emisję NOx w procesie spalania węgla brunatnego.
W celu uzyskania optymalnego procesu spalania mieszanki biomasy i węgla brunatnego wymagane jest osiągnięcie odpowiedniego wymieszania ziaren paliwa w warstwie fluidalnej. Nie jest to zadanie łatwe szczególnie w przypadku, kiedy ziarna różnią się rozmiarem i gęstością. Dlatego też, na szczególną uwagę zasługuje wspólne spalanie tych paliw w cyrkulacyjnej warstwie fluidalnej. Dzięki wewnętrznej cyrkulacji ziaren materiału warstwy należy oczekiwać dłuższego czasu kontaktu ziaren paliwa z gazem, lepszego wymieszania ziaren, wyższych sprawności oraz niższych strat niecałkowitego spalania, w porównaniu z warstwą pęcherzową. Powoduje to niższą emisję: CO, SO2 i NOx. Cyrkulacyjna warstwa fluidalna powinna również sprzyjać kontroli segregacji ziaren paliwa w kolumnie CWF, która ma istotny wpływ na: skuteczność procesu wiązania siarki, mechanizmy powstawania i rozpadu tlenków azotu, skład chemiczny popiołu, a w konsekwencji na wielkość emisji zanieczyszczeń gazowych i stałych. Zastosowanie kotłów fluidalnych do spalania biomasy jest rozwiązaniem korzystnym pod względem ekonomicznym i środowiskowym. Przy zaostrzających się normach dopuszczalnych emisji zanieczyszczeń do atmosfery alternatywą dla istniejących kotłów rusztowych czy pyłowych jest modernizacja na kocioł fluidalny. Daje to możliwość bardziej efektywnego spalania biomasy będącej paliwem odpadowym. Należy stwierdzić, że pierwszy w kraju kocioł fluidalny spalający biomasę jest jednostką zdolną do eksploatacji przemysłowej. W wyniku dotychczasowej pracy kotła uzyskano wiele cennych doświadczeń, które będzie można wykorzystać przy dalszych modernizacjach.
LITERATURA [1] RIEMER P., WEBSTER I., ORMEROD W., AUDUS H. Results and full fuel cycle
study plans from the IEA greenhouse gas research and development program. Fuel, Vol. 73, No. 7, pp. 1151, 1994.
[2] KORDYLEWSKI W. Niskoemisyjne techniki spalania w energetyce. Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław, 2000.
[3] MINISTERSTWO GOSPODARKI. Założenia polityki energetycznej Polski do 2020 roku. Ogólnopolskie forum odnawialnych źródeł energii –2000, Łódź, 4-6 grudnia, 2000.
[4] NOWAK W. Nowoczesne, ekologicznie czyste i wysoko sprawne technologie utylizacji węgla. Gospodarka Paliwami i Energią, Nr 9, s. 16-21, 1994.
[5] KAGAJO T., AKAI M., IIJMA M., NAWATA H., SUGITANI T., SUGITA S. Process evaluation of CO2 recovery from thermal power plant - study of CO2. Recovery and sequestering systems with a high potential for industrial application, Proceedings of JSME-ASME International Conference on Power

31
Engineering- 93, Vol. 1, pp. 493, Tokyo, Japan, 1993. [6] GULYUTRULU I., BORDALO C., PENHA E., CABRITA I. Co-combustion of coal
with various types of biomass in a circulating fluidized bed combustor. Combined combustion of biomass/sewage sluge and coals, Final Reports, EC-Research Project, APAS-contract COAL-CT92-0002, 1995.
[7] GAJEWSKI W.: Ekologiczne aspekty przetwarzania energii. Komitet Termodynamiki i Spalania, Wydział IV Nauk Technicznych, Polska Akademia Nauk, Warszawa, 1996.
[8] MINISTERSTTWO ŚRODOWISKA. Strategia rozwoju energetyki odnawialnej. Ogólnopolskie forum odnawialnych źródeł energii –2000, Łódź, 4-6 grudnia, 2000.
[9] KOWALIK P. Wytwarzanie energii elektrycznej z biomasy w warunkach polskich. V Konferencja Naukowo-Techniczna. Ogólnopolskie Forum Odnawialnych Źródeł Energii’ 98, Gdańsk, 13-15 października, 1998.
[10] LA NAUZE R. A review of the fluidized bed combustion of biomass. Journal of The Institute of Energy, pp. 66-76, June, 1987.
[11] WICHOWSKI R. Rola biomasy i innych źródeł energii odnawialnej w świecie. Informacja INSTAL, Nr 10, 1998.
[12] JUCHELKOWVA D. Energeticke vyuzivani biomasy. Praca habilitacyjna, VSB-Technicka Univerzita Ostrava, 1997.
[13] GUZENDA R., ŚWIGOŃ J. Techniczne i ekologiczne aspekty energetycznego wykorzystania drewna i odpadów drzewnych. Gospodarka Paliwami i Energią, Nr 1, s. 10-12, 1997.
[14] KOWALIK P. Potencjalne możliwości energetycznego wykorzystania biomasy w Polsce. Gospodarka Paliwami i Energią, Nr 3, s. 9-12, 1994.
[15] KOWALIK P. Światowe tendencje w wykorzystaniu biomasy do produkcji ciepła, elektryczności i paliw samochodowych. Gospodarka Paliwami i Energią, Nr 1, s. 2-5, 1997.
[16] BAPAT D., KULKARNI S., BHANDARKAR V. Design and operating experience on fluidized bed boiler burning biomass fuels with high alkali ash. Proceedings of the 14th International Conference on Fluidized Bed Combustion, Vancouver, New York, NY: ASME, pp. 165-174, 1997.
[17] WERTHER J., SAENGER M., HARTGE E., OGADA T., SIAGI Z. Combustion of agricultural residues. Progress in Energy and Combustion Science, No. 26, pp. 1-27, 2000.
[18] SKRIFVARS B., BACKMAN R., HUPA M., SFIRIS G., ABYHAMMAR T., LYNGFELT A. Ash behavior in a CFB boiler during combustion of coal, peat or wood. Fuel, Vol.77, No. ½, pp. 65-70, 1998.
[19] ORŁOWSKI P. Kotły parowe, konstrukcja i obliczenia. Wydawnictwa Naukowo-Techniczne, Warszawa, 1972.
[20] NOWAK W., MUSKAŁA W., SEKRET R., KOZŁOWSKI W., SULBIŃSKI J. Spalanie biomasy w kotle fluidalnym OKF-40. V Konferencja Naukowo-Techniczna, Ogólnopolskie Forum Odnawialnych Źródeł Energii’ 98, Gdańsk, 1998.
[21] NOWAK W., WANDRASZ A. Wykorzystanie biomasy jako alternatywnego źródła

32
energii w piecu typu Gasifier-Combustor. I Międzynarodowa Konferencja Paliwa z Odpadów’97, Ustroń, s. 219-226, 1997.
[22] BIS Z., GAJEWSKI W., KOBYŁECKI R., JESTIN L., LAFANECHERE L. Analiza porównawcza niskoemisyjnych technik spalania. Gospodarka Paliwami i Energią, Nr 6, s. 2-8, 1997.
[23] NOWAK W. Fluidalne spalanie węgla. Gospodarka Paliwami i Energią, Nr 3, s. 6-12, 1996.
[24] NOWAK W., MUSKAŁA W. Kotły fluidalne z paleniskami cyrkulacyjnymi typu MSFB. Gospodarka Paliwami i Energią, Nr 7, s. 2-6, 1995.
[25] LECKNER B., KARLSSON M. Emission from circulating fluidized bed combustion of mixtures of wood and coal. Fluidized Bed Combustion, Vol. 1, ASME, pp. 109-115, 1993.
[26] ARMESTO L., CABANILLAS A., BAHILLO A., SEGOVIA J., ESCALADA R., MARTINEZ J., CARRASCO J. Coal and biomass co-combustion on fluidized bed: Comparison of circulating and bubbling fluidized technologies. 14th International Conference on Fluidized Bed Combustion, Vol. 1, ASME, pp. 301-311, 1997.
[27] BAI D., NAKAGAWA N., SHIBUYA E., KINOSHITA H., KATO K. Axial distribution on solids holdup in binary solids circulating fluidized beds. Journal oh Chemical Engineering of Japan, 27, pp. 271-275, 1994.
[28] BI H., JIANG P., JEAN R. FAN L-S. Coarse-particle effects in a multi-solids circulating fluidized bed for catalytic reactions. Chemical Engineering Science, 47, pp. 3113-3124, 1992.
[29] BIS Z. Fluidyzacja cyrkulacyjna mieszanin polidyspersyjnych. Monografie Politechniki Częstochowskiej, Nr 63, 1999.
[30] CHESONIS D., KLINZING G., SHAH T., DASSORRI C. Solids mixing in a recirculating fluidized bed. Circulating Fluidized Bed Technology III (edited by Basu P., Horio M., Hasatani M.), pp. 587-592, 1990.
[31] HIRSCHBERG B., WERTHER J., DELEBARRE A., KONIUTA A. Mixing and segregation of solids in a circulating fluidized bed. Fluidization VIII Conference, Tours, France, pp. 769-776, 1995.
[33] JIANG P., BI H., LIANG S., FAN L-S. Hydrodynamics behavior of circulating fluidized bed with polymeric particles. AIChE Journal, 40 (2), pp. 193-206, 1994.
[34] NOWAK W., MINEO H., YAMAZAKI R. YOSHIDA K. Behavior of particles in a circulating fluidized bed of a mixture of two different sized particles. Circulating Fluidized Bed Technology III (edited by Basu P., Horio M., Hasatani M.), pp. 219-224, 1990.
[35] BIS Z. Aerodynamika cyrkulacyjnej warstwy fluidalnej. Monografie Politechniki Częstochowskiej, Nr 21, 1991.
[36] HORIO M. Hydrodynamics. Circulating Fluidized Bed (edited by Grace J., Avidan A., Knowlton T.), pp. 21-85, 1997.
[37] NOWAK W. Comprehensive study on the circulating fluidized bed. Monografie Politechniki Częstochowskiej, Nr 9, 1989.
[38] SENIOR R., BRERETON C. Modeling of circulating fluidized bed solids flow and distribution. Chemical Engineering Science, 47, pp. 281-296, 1992.
[39] BELLGARDT D., WERTHER J. A novel method for the investigation of particle
33
mixing in gas-solid systems. Powder Technology, 48, pp. 173-180, 1986. [40] CHIBA T., CHIBA S., NIENOW A. Prediction oh the steady state segregation
pattern in gas fluidized beds with particles in through flow. Fluidization V (edited by Ostergard K., Sorensen A.), Engineering Foundation, New York, pp.185-192, 1986.
[41] KUNII D., LEVENSPIEL O. Solid movement: mixing, segregation and staging. Fluidization Engineering (edited by Kunii D., Levenspiel O.). II edition, pp. 211-235, 1991.
[42] NIENOW A., CHIBA T. Fluidization of dissimilar materials. Fluidization II (edited by Davidson J., Clift R., Harrison D.), Academic Press, London and New York, pp.357-382, 1985.
[43] ROWE P., NIENOW A., AGBIM A. The mechanisms by which particles segregate in gas fluidized beds – binary systems of near-spherical particles. Transactions of the Institution of Chemical Engineering, 50, pp. 324-333, 1972.
[44] ROWE P., NIENOW A., CHEUNG L. Fluidization (edited by Davidson J., Keairns D.), Cambridge University Press, New York, pp. 146, 1978.
[45] KRUSE M. WERTHER J. 2D gas and solids flow prediction in circulating fluidized beds based on suction probe and pressure profile measurements. Chemical Engineering and Processing, 34, pp. 185-203, 1995.
[46] WERTHER J., HIRSCHBERG B. Solids motion and mixing. Circulating Fluidized Bed (edited by Grace J., Avidan A., Knowlton T.), pp. 119-148, 1997.
[47] NA Y., YAN G., SUN X., CUI P., HE J., KARLSSON M., LECKNER B. Large and small particles in CWF combustors. Preprints of the 5th International Conference on Circulating Fluidized Beds, Beijing, pp. 194-200, 1996.
[48] DESROCHES-DUCARNE E., MARTY E., MARTIN G., DELFOSSE L. Co-combustion of coal and municipal solid waste in a circulating fluidized bed. Fuel, Vol. 77, No. 12, pp. 1311-1315, 1998.
[49] NORDIN A. Optimization of sulfur retention in ash when co-combusting high sulfur fuels and biomass fuels in a small pilot scale fluidized bed. Fuel, Vol. 74, No. 4, pp. 615-622, 1995.
[50] KICHERER A., GERHARDT T., SPLIETHOF H., HEIN K. Co-combustion of biomass/sewage sludge with hard coal in a pulverized fuel semi-industrial test rig. Combined combustion of biomass/sewage sludge and coals, Final Reports, EC-Research Project, APAS-contract COAL-CT92-0002, 1995.
[51] BRERETON C. Combustion performance. Circulating Fluidized Bed (edited by Grace J., Avidan A., Knowlton T.), pp. 369-416, 1997.
[52] LIN W., DAM-JOHANSEN K. NO emissions in fluidized bed combustion of biomass. 4th International Conference on Technology and Combustion for a Clean Energy, Lisbon, pp. 13-19, 1997.
[53] ZELKOWSKI J. Coal combustion-fuel: physic and theory, technology. Technische Vereinigung der Grosskraftwerksbetreiber eV. Band 8 der Fachbuchreibe, Kraftwerstechnik, Essen, 1986.
[54] ARSENAULT R., GRANDBOIS M., CHORNET E., TIMBERS G. Pyrolysis of agricultural residues in a rotary kiln. Thermal conversion of solid residues and biomass, American Chemical Society, pp. 337-350, 1980.

34
[55] NUSSBAUMER T. Primary and secondary measures for the reduction of nitric oxide emissions from biomass combustion. Development in thermochemical biomass conversion, London: Chapman and Hall, pp. 1229-1246, 1997.
[56] HO T., CHEN C., HOPPER J. Combustion Science Technology, 85, pp.101, 1992.
[57] SAASTAMOINEN J., HAMALAINEN J. Release of nitrogen from wood. International Energy Agency-Workshop: NOx/N2O Formation and Destruction in Fluidized Bed Combustors, Savannah, 1999.
[58] AMAND L.-E. Nitrous oxide emission from circulating fluidized bed combustion. Ph.D. Dissertation, Chalmers University. Gotegorg, Sweden, 1994.
[59] LEPPALAHTI J. Formation of NH3 and HCN in slow-heating-rate pyrolysis of peat, coal and bark. Fuel, 74, No.9, pp. 1363-1368, 1995.
[60] MAIER H., SPLIETHOFF H., HEIN K. Emissions behavior for co-fired-biomass and coal-pulverized fuel furnace. Finnish-Swedish Flame Days 1996, Naantali, Finland, 1996.
[61] DE SOETE G. Heterogeneous N2O and NO formation from bound nitrogen atoms during coal char combustion. Proceedings of the 23rd International Symposium on Combustion, The Combustion Institute, pp. 1257-1264, 1990.
[62] JOHNSSON J., DAM-JOHANSEN K. Formation and reduction of NOx in a fluidized bed combustors. Proceedings of the 11th International Conference on Fluidized Bed Combustion, Montreal, Canada, New York, NY: ASME, pp. 1389-1396, 1991.
[63] AARNA I., SUUBERG E. The role of carbon monoxide in the NO-carbon reaction. Energy and Fuels, Vol. 13, pp. 1145, 1999.
[64] FAHLSTEDT I., LINDMAN E., LINDBERG T., ANDERSON T. Co-firing of biomass and coal in a pressurized fluidized bed combined cycle: results of pilot scale studies. Proceeding of the 14th International Conference on Fluidized Bed Combustion, Vancouver, Canada, New York: ASME, pp. 294-300, 1997.
[65] AGARWAL P., LA NAUZE R. Transfer processes local to the coal particles, a review of drying, devolatilisation and mass transfer in fluidized bed combustion. Engng Res Des, 67, pp. 457-480, 1989.
[66] GRUBOR B., OKA S., ILIC M., DAKIC D., ARSIC B. Biomass FBC combustion-bed agglomeration problems. Proceedings of the 13th International Conference on Fluidized Bed Combustion, Orlando, FL, New York, NY: ASME, pp. 515-522, 1995.
[67] LIN L., GITTE K., KIM D., ESTHER M., BANK L. Agglomeration phenomena in fluidized bed combustion of straw. Proceedings of the 14th International Conference on Fluidized Bed Combustion, Vancouver, Canada, ASME, pp. 831-837, 1997.
[68] SCHOESSLER M. Mathematical modeling of coal combustion in technical scale combustors. Ph.D. Thesis, Technical University Hamburg-Harburg, Germany, 1993.
[69] JENKINS B., BAXTERR L., MILES Jr. T., MILES T. Combustion properties of biomass. Fuel Process Technology, No. 54, pp. 17-46, 1998.
[70] LEPORI W., SOLTES E. Thermochemical conversion for energy and fuel.
35
Biomass energy-a monograph, Texas Engineering Experiment Station Monograph Series No. 3, pp. 9-75, 1985.
[71] SAXENA S., RAO N., KASI A. Fluidized bed incineration of peanut-hull pellets. Proceedings of the 12th International Conference on Fluidized Bed Combustion, San Diego, CA, New York, NY: ASME, pp. 1189-1199, 1993.
[72] GRUBOR B., OKA S., ILIC M. Biomass FBC combustion-bed agglomeration problems. Proceedings of the 13tf International Conference on Fluidized Bed Combustion, Orlando, FL, New York, NY: ASME, pp.515-522, 1995.
[73] STEENARI B., LINDQVIST O. Fly ash characteristics in co-combustion of wood with coal, oil or peat. Fuel, 78, pp. 479-488, 1999.
[74] LIND T., VALMARI T., KAUPPINEN E., SFIRIS G., NILSSON K., MAENHAUT W. Volatilization of the heavy metals during circulating fluidized bed combustions of forest residue. Environmental Science and Technology, Vol. 33, No. 3, pp. 496-502, 1999.
[75] JACOB A., STUCKI S., KUHN P. Complete heavy metal removal from fly ash by heat treatment. Environmental Science and Technology, Vol. 30, pp.3275-3282, 1996.
[76] LJUNG A., NORDIN A. Theoretical feasibility for ecological biomass ash recirculation. Environmental Science and Technology, Vol. 31, pp. 2499-2502, 1997.





























