Embed Size (px)
Citation preview

KETI-RD-2007017KETI-RD-2007017KETI-RD-2007017KETI-RD-2007017
대기압 플라즈마 용 고효율대기압 플라즈마 용 고효율대기압 플라즈마 용 고효율대기압 플라즈마 용 고효율etcheretcheretcheretcher
전극 제작기술 지원전극 제작기술 지원전극 제작기술 지원전극 제작기술 지원hybrid metalhybrid metalhybrid metalhybrid metal
2007. 4.2007. 4.2007. 4.2007. 4.
지원기관 전자부품연구원지원기관 전자부품연구원지원기관 전자부품연구원지원기관 전자부품연구원::::
지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링: ( ): ( ): ( ): ( )
산 업산 업산 업산 업 자 원 부자 원 부자 원 부자 원 부

관리번호 :
종합기술지원사업 기술지원성과보고서종합기술지원사업 기술지원성과보고서종합기술지원사업 기술지원성과보고서종합기술지원사업 기술지원성과보고서
사 업 명 대기압 플라즈마 용 고효율 전극 제작기술 지원etcher hybrid metal
지원책임자소속 전자부품연구원:
성명 이 철 승:지원기간
부터2006. 04. 01.
까지2007. 03. 31.
사업비 규모
총 천원200,000
지원기관의
참여연구원조진우정 부 출 연 금 백만원: 100,000
기업부담금현금 백만원: 60,000
현물 백만원: 40,000
부품 소재종합기술지원사업운영요령 제 조의 규정에 의해 종합기술지원사업 수행에18ㆍ
대한 기술지원성과보고서를 제출합니다.
첨 부 기술지원성과보고서 부: 5
년 월 일년 월 일년 월 일년 월 일2007 042007 042007 042007 04
작성자 지 원 책 임 자작성자 지 원 책 임 자작성자 지 원 책 임 자작성자 지 원 책 임 자( )( )( )( )
지원기관장 전자부품연구원장지원기관장 전자부품연구원장지원기관장 전자부품연구원장지원기관장 전자부품연구원장( )( )( )( )
확인자 지원기업 대표확인자 지원기업 대표확인자 지원기업 대표확인자 지원기업 대표( )( )( )( )
::::
::::
::::
이 철 승이 철 승이 철 승이 철 승
서 영 주서 영 주서 영 주서 영 주
허광호 이영종허광호 이영종허광호 이영종허광호 이영종////
한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하

- 1 -
제 출 문제 출 문제 출 문제 출 문
산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하
본 보고서를 “대기압 플라즈마 용 고효율 전극 제작기술 지원etcher hybrid metal 지” (
원기간 과제의 기술지원성과보고서로 제출합니다: 2006. 04. ~ 2007. 03.) .
2006. 04. .2006. 04. .2006. 04. .2006. 04. .
지원기관 전자부품연구원지원기관 전자부품연구원지원기관 전자부품연구원지원기관 전자부품연구원::::
대표자 서 영 주대표자 서 영 주대표자 서 영 주대표자 서 영 주( )( )( )( )
지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링지원기업 주 에이디피엔지니어링: ( ): ( ): ( ): ( )
대표자 허 광 호 이 영 종대표자 허 광 호 이 영 종대표자 허 광 호 이 영 종대표자 허 광 호 이 영 종( ) /( ) /( ) /( ) /
지원책임자 이 철 승지원책임자 이 철 승지원책임자 이 철 승지원책임자 이 철 승::::
참여연구원 조 진 우참여연구원 조 진 우참여연구원 조 진 우참여연구원 조 진 우::::
- 2 -
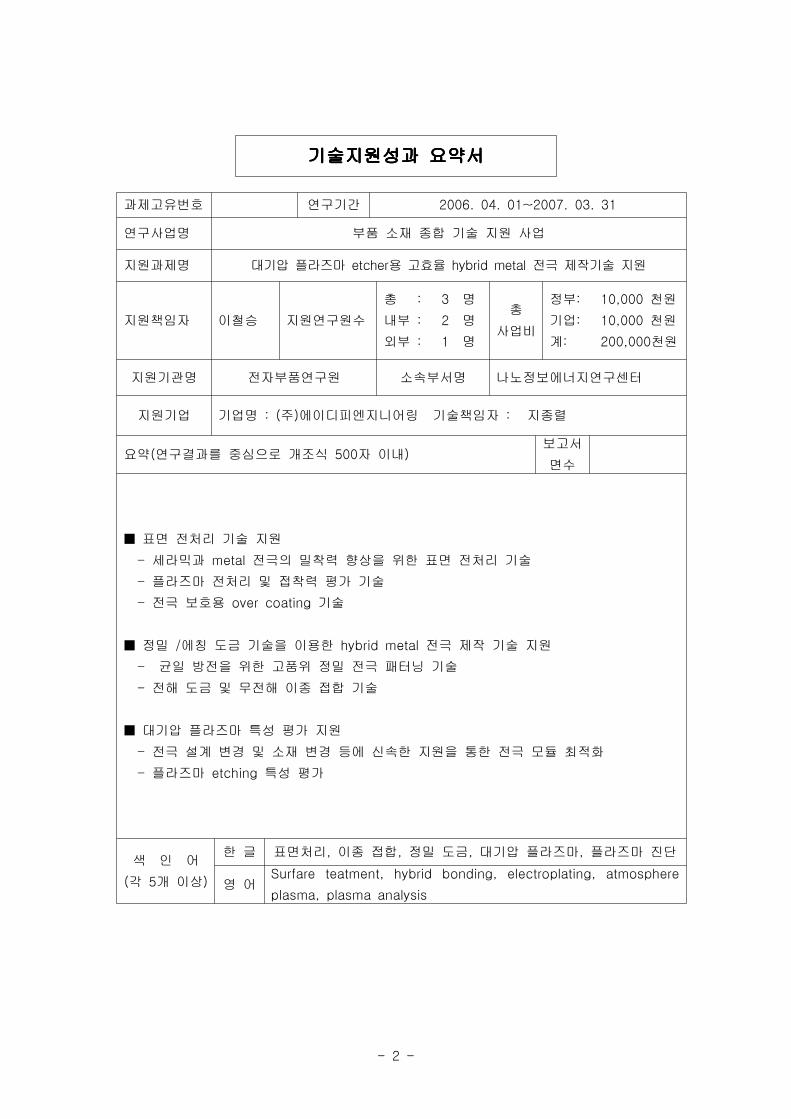
기술지원성과 요약서기술지원성과 요약서기술지원성과 요약서기술지원성과 요약서
과제고유번호 연구기간 2006. 04. 01~2007. 03. 31
연구사업명 부품 소재 종합 기술 지원 사업
지원과제명 대기압 플라즈마 용 고효율 전극 제작기술 지원etcher hybrid metal
지원책임자 이철승 지원연구원수
총 명: 3
내부 명: 2
외부 명: 1
총
사업비
정부 천원: 10,000
기업 천원: 10,000
계 천원: 200,000
지원기관명 전자부품연구원 소속부서명 나노정보에너지연구센터
지원기업 기업명 주 에이디피엔지니어링: ( ) 기술책임자 : 지종렬
요약 연구결과를 중심으로 개조식 자 이내( 500 )보고서
면수
표면 전처리 기술 지원■
세라믹과 전극의 밀착력 향상을 위한 표면 전처리 기술- metal
플라즈마 전처리 및 접착력 평가 기술-
전극 보호용 기술- over coating
정밀 에칭 도금 기술을 이용한 전극 제작 기술 지원/ hybrid metal■
균일 방전을 위한 고품위 정밀 전극 패터닝 기술-
전해 도금 및 무전해 이종 접합 기술-
대기압 플라즈마 특성 평가 지원■
전극 설계 변경 및 소재 변경 등에 신속한 지원을 통한 전극 모듈 최적화-
플라즈마 특성 평가- etching
색 인 어
각 개 이상( 5 )
한 글 표면처리 이종 접합 정밀 도금 대기압 플라즈마 플라즈마 진단, , , ,
영 어Surfare teatment, hybrid bonding, electroplating, atmosphere
plasma, plasma analysis

- 3 -
기술지원성과 요약문기술지원성과 요약문기술지원성과 요약문기술지원성과 요약문
사업목표사업목표사업목표사업목표1.1.1.1.
낮은 식각율과 짧은 제품 수명 등의 기존 전극구조의 문제점을 극복할 수 있는DBD■
대기압 플라즈마 용 고효율 전극 제작 기술을 지원etcher hybrid metal
주요목표■
전극의 접착력 증진을 위한 유전체 표면 전처리 플라즈마 표면 개질 및 산 알카리/▷
탈지 공정 화립
동박라미네이션 및 정밀 도금 기술을 이용한 미세 전극 제작▷
전극을 이용하여 생성된 대기압 플라즈마의 에칭을 및 균일성 특성hybrid metal▷
평가
기술지원내용 및 범위기술지원내용 및 범위기술지원내용 및 범위기술지원내용 및 범위2.2.2.2.
기술지원의 목표 기술지원의 내용 기술지원범위
표면처리 기술 지원
산 알칼리 탈지 공정기술 지원- /
세정 및 건습 공정기술 지원-
플라즈마 표면개질 기술 지원-
이상- wet ability : 90%
정밀 에칭기술 지원
세정 및 표면처리 기술 지원-
동박 라미네이션 기술 지원-
패터닝 기슬지원- DFR
정밀 에칭기술 지원-
패턴정밀도 이내- : ± 5 ㎛
에칭정밀도 이내- : ± 5 ㎛
정밀 도금기술 지원
전도성 박막 증착기술 지원-
정밀 패터닝 기술지원- LPR
회로배선 도금기술 지원- Cu
패턴정밀도 이내- : ± 3 ㎛
도금정밀도 이내- : ± 3 ㎛
특성평가 기술 지원메탈전극 비저항 특성 평가-
플라즈마 에칭율 평가-
전극 비저항 이하- : ㎝
에칭율 이상- : 400 /m㎚
- 4 -
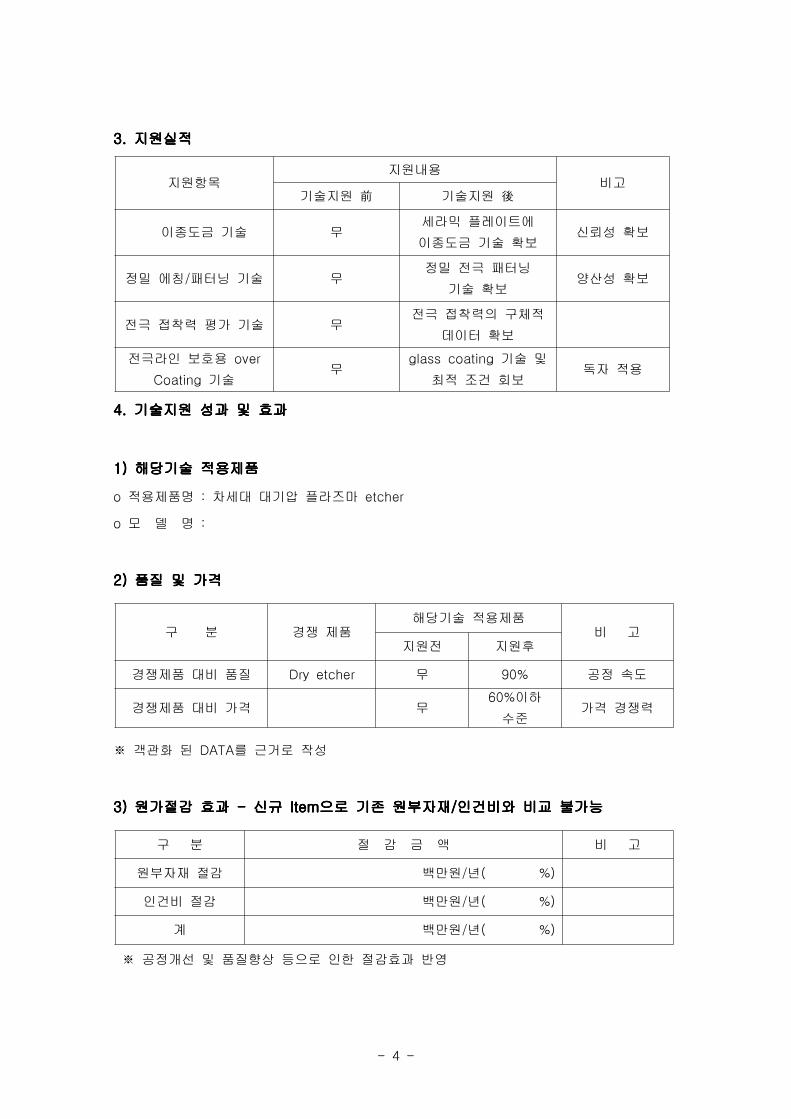
지원실적지원실적지원실적지원실적3.3.3.3.
지원항목지원내용
비고기술지원 前 기술지원 後
이종도금 기술 무세라믹 플레이트에
이종도금 기술 확보신뢰성 확보
정밀 에칭 패터닝 기술/ 무정밀 전극 패터닝
기술 확보양산성 확보
전극 접착력 평가 기술 무전극 접착력의 구체적
데이터 확보
전극라인 보호용 over
기술Coating무
기술 및glass coating
최적 조건 회보독자 적용
기술지원 성과 및 효과기술지원 성과 및 효과기술지원 성과 및 효과기술지원 성과 및 효과4.4.4.4.
해당기술 적용제품해당기술 적용제품해당기술 적용제품해당기술 적용제품1)1)1)1)
적용제품명 차세대 대기압 플라즈마o : etcher
모 델 명o :
품질 및 가격품질 및 가격품질 및 가격품질 및 가격2)2)2)2)
구 분 경쟁 제품해당기술 적용제품
비 고지원전 지원후
경쟁제품 대비 품질 Dry etcher 무 90% 공정 속도
경쟁제품 대비 가격 무이하60%
수준가격 경쟁력
객관화 된 를 근거로 작성DATA※
원가절감 효과 신규 으로 기존 원부자재 인건비와 비교 불가능원가절감 효과 신규 으로 기존 원부자재 인건비와 비교 불가능원가절감 효과 신규 으로 기존 원부자재 인건비와 비교 불가능원가절감 효과 신규 으로 기존 원부자재 인건비와 비교 불가능3) - Item /3) - Item /3) - Item /3) - Item /
구 분 절 감 금 액 비 고
원부자재 절감 백만원 년/ ( %)
인건비 절감 백만원 년/ ( %)
계 백만원 년/ ( %)
공정개선 및 품질향상 등으로 인한 절감효과 반영※
- 5 -
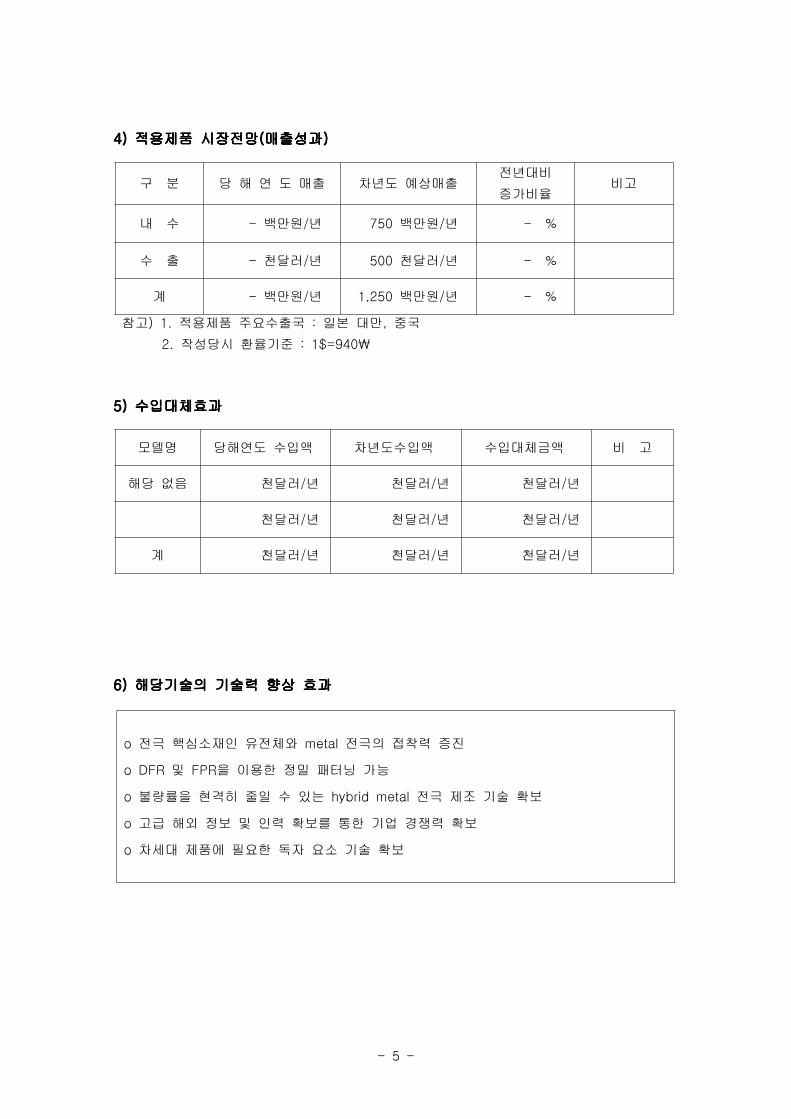
적용제품 시장전망 매출성과적용제품 시장전망 매출성과적용제품 시장전망 매출성과적용제품 시장전망 매출성과4) ( )4) ( )4) ( )4) ( )
구 분 당 해 연 도 매출 차년도 예상매출전년대비
증가비율비고
내 수 백만원 년- / 백만원 년750 / - %
수 출 천달러 년- / 천달러 년500 / - %
계 백만원 년- / 백만원 년1,250 / - %
참고 적용제품 주요수출국 일본 대만 중국) 1. : ,
작성당시 환율기준2. : 1$=940\
수입대체효과수입대체효과수입대체효과수입대체효과5)5)5)5)
모델명 당해연도 수입액 차년도수입액 수입대체금액 비 고
해당 없음 천달러 년/ 천달러 년/ 천달러 년/
천달러 년/ 천달러 년/ 천달러 년/
계 천달러 년/ 천달러 년/ 천달러 년/
해당기술의 기술력 향상 효과해당기술의 기술력 향상 효과해당기술의 기술력 향상 효과해당기술의 기술력 향상 효과6)6)6)6)
전극 핵심소재인 유전체와 전극의 접착력 증진o metal
및 을 이용한 정밀 패터닝 가능o DFR FPR
불량률을 현격히 줄일 수 있는 전극 제조 기술 확보o hybrid metal
고급 해외 정보 및 인력 확보를 통한 기업 경쟁력 확보o
차세대 제품에 필요한 독자 요소 기술 확보o

- 6 -
기술적 파급효과기술적 파급효과기술적 파급효과기술적 파급효과7)7)7)7)
초정밀패턴 고내구성 내약품성이 우수한 전극 제조에 활용할 수 있는 기술확보o , , metal
독자적인 코팅을 이용한 품질향상을 통해 경쟁력 확보o glass over
개발된 기술을 통해 공정 효율의 증대 가능o cleaning, ashing
선진국에서도기술 개발 단계인 대기압 플라즈마 시장을 선점할 수 있는 견인차o etcher
적용기술 인증 지적재산권 획득여부적용기술 인증 지적재산권 획득여부적용기술 인증 지적재산권 획득여부적용기술 인증 지적재산권 획득여부5. ,5. ,5. ,5. ,
규격 인증획득규격 인증획득규격 인증획득규격 인증획득1) ,1) ,1) ,1) ,
인증명 품목 인증번호 승인기관 인증일자
해당 없음
지적재산권지적재산권지적재산권지적재산권2)2)2)2)
종 류 명칭 번호발명자
고안자( )권리자 실시권자
비고
등록 출원( , )
해당 없음

- 7 -
세부지원실적세부지원실적세부지원실적세부지원실적6.6.6.6.
항 목지원
건수지 원 성 과
기술정보제공 건>5전처리기술 도금장비 도금용액 패턴닝 기술o , , , ,
해외선진응용기술 등glass coating
시제품제작 건1 차세대 대기압 플라즈마 에쳐o
양산화개발 건
공정개선 건20 설계 및 소재 개선을 통한 품질개선o
품질향상 건5 각 버전별 지속적인 품질향상o
시험분석 건10 신제품 개발을 위한 기계적 물성 측정 등o
수출 및 해외바이어발굴 건
교육훈련 건
기술마케팅 경영자문/ 건
정책자금알선 건
논문게재 및 학술발표 건40 신속한o feedback
기타 건
상기 세부지원실적에 대한 세부내용 첨부※
종합의견종합의견종합의견종합의견7.7.7.7.
본 지원 사업을 통해 또한 대기압 장비의 핵심 모듈인 전극 제작에 있어 독자o etcher
적이고 뛰어난 특성을 갖는 전극 제작 기술이 확보되었다 세대 장비hybrid metal . 5, 6
의 양산 단계에서도 일본 업체의 독점 공급으로 가격 협상이나 기술지원 등에서 많은
어려움을 겪고 있는 현실을 고려할 때 본 기술 지원은 한국 장비부품업체가 향후 세계
유수의 장비 메이커로 성장할 수 있는 초석이 될 것이다 또한 기존의TFT-LCD .
공정 또한 효율성 개선이 용이하기 때문에 타 공정기술에도 적극 적용cleaning, ashing
하여 국내반도체 장비 국산화에 크게 기여할 할 것으로 판단된다LCD .

- 8 -
연구과제 세부과제 성과연구과제 세부과제 성과연구과제 세부과제 성과연구과제 세부과제 성과( )( )( )( )□□□□
과학기술 연구개발 성과과학기술 연구개발 성과과학기술 연구개발 성과과학기술 연구개발 성과1.1.1.1.
논문게재 성과논문게재 성과논문게재 성과논문게재 성과□□□□
사업화 성과사업화 성과사업화 성과사업화 성과2.2.2.2.
특허 성과특허 성과특허 성과특허 성과□□□□
출원된 특허의 경우출원된 특허의 경우출원된 특허의 경우출원된 특허의 경우oooo

- 9 -
등록된 특허의 경우등록된 특허의 경우등록된 특허의 경우등록된 특허의 경우oooo
사업화 현황사업화 현황사업화 현황사업화 현황□□□□
주 사업화 업체 개요의 사업화 형태는 연구책임자 창업 기술이전에 의한11) 1. , 2.
창업 창업지원 기존업체에서 상품화 중에서 선택하여 번호 기입, 3. , 4.
고용창출 효과고용창출 효과고용창출 효과고용창출 효과□□□□
주 창업의 경우는 사업화 성과 에서 사업화 현황의 종업원 수를 기입9) "2. "
사업체 확장에 의한 고용창출은 국가연구개발사업을 통해서 기업체의 팀이나10)
부서의 신규 생성 및 확대에 의한 것을 의미하며 확인된 경우만 기입

- 10 -
세부지원실적 증빙 내용세부지원실적 증빙 내용세부지원실적 증빙 내용세부지원실적 증빙 내용□□□□
지원기업 현장방문 건 중요 사안만 기술 출장일지 참조지원기업 현장방문 건 중요 사안만 기술 출장일지 참조지원기업 현장방문 건 중요 사안만 기술 출장일지 참조지원기업 현장방문 건 중요 사안만 기술 출장일지 참조1. : 40 ( )1. : 40 ( )1. : 40 ( )1. : 40 ( )
NO. 일자 구체적 내용 증빙유무
1 2006.04.28 선진기술 분석 및 추진 일정 조율 보고서 참조
2 2005.05.16 전극 제작 관련 보고서 참조
3 2006.05.29 전극 유전체 층 재료 선택 보고서 참조
4 2005.06.28 최적 하우징 및 전극 구조 도출 보고서 참조
5 2006.07.12 용 무전해도금 관련 기술지원Seedlayer 보고서 참조
6 20DS.09.11 전극 상판 보호 코팅 및 자료조사 보고서 참조
7 2006.11.29 전극 도금 실험 평가 보고서 참조
8 2007.01.31 대기압 플라즈마 방전 특성 평가 보고서 참조
9 2007.02.12 전극 특성 평가(Ver2) 보고서 참조
기술정보제공 건 이상기술정보제공 건 이상기술정보제공 건 이상기술정보제공 건 이상2. : 52. : 52. : 52. : 5
NO. 일자 구체적 내용 증빙유무
1 2006 선진재품 동향 보고서 참조
2 2006 무전해 전해 제작 공정/ -
3 2006 도금 괸련 업체 list 보고서 참조
4 2006 관련 자료DFR -
5 2007 Glass coating 보고서 참조
6
시제품제작 건시제품제작 건시제품제작 건시제품제작 건3. : 13. : 13. : 13. : 1
NO. 일자 구체적 내용 증빙유무
1 2007.01 차세대 대기압 플라즈마 전극 제작보고서 참조
현장 확인
- 11 -
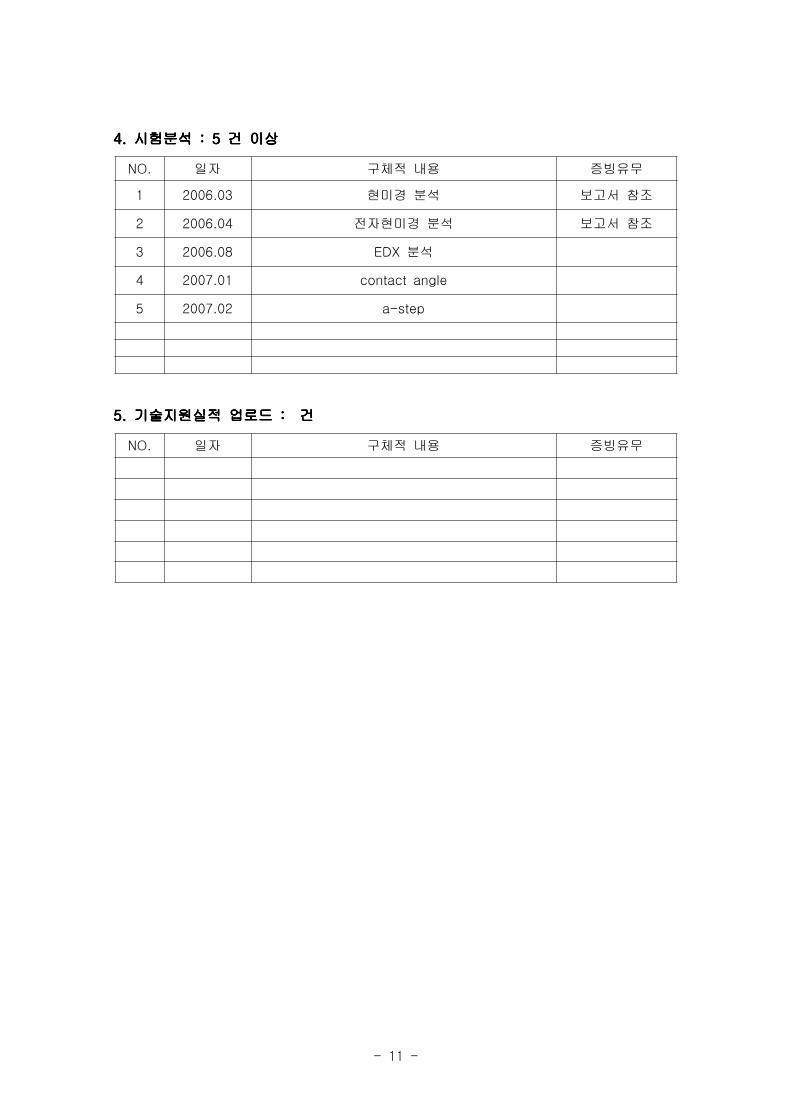
시험분석 건 이상시험분석 건 이상시험분석 건 이상시험분석 건 이상4. : 54. : 54. : 54. : 5
NO. 일자 구체적 내용 증빙유무
1 2006.03 현미경 분석 보고서 참조
2 2006.04 전자현미경 분석 보고서 참조
3 2006.08 분석EDX
4 2007.01 contact angle
5 2007.02 a-step
기술지원실적 업로드 건기술지원실적 업로드 건기술지원실적 업로드 건기술지원실적 업로드 건5. :5. :5. :5. :
NO. 일자 구체적 내용 증빙유무

- 12 -
목 차목 차목 차목 차
제 장 사업의 개요제 장 사업의 개요제 장 사업의 개요제 장 사업의 개요1111
제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성1111
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용3333
제 장 국내외 기술현황제 장 국내외 기술현황제 장 국내외 기술현황제 장 국내외 기술현황2222
제 장 기술지원 수행 내용 및 결과제 장 기술지원 수행 내용 및 결과제 장 기술지원 수행 내용 및 결과제 장 기술지원 수행 내용 및 결과3333
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행1111
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과2222
제 장 목표달성도 및 관련분야에의 기여도제 장 목표달성도 및 관련분야에의 기여도제 장 목표달성도 및 관련분야에의 기여도제 장 목표달성도 및 관련분야에의 기여도4444
제 장 기술지원결과의 활용계획제 장 기술지원결과의 활용계획제 장 기술지원결과의 활용계획제 장 기술지원결과의 활용계획5555
부 록부 록부 록부 록

- 1 -
제 장 사업의 개요제 장 사업의 개요제 장 사업의 개요제 장 사업의 개요1111
제 절 기술지원의 필요성제 절 기술지원의 필요성제 절 기술지원의 필요성제 절 기술지원의 필요성1 ·1 ·1 ·1 ·
주 에이디피엔지니어링은 국내 대표적인 장비제조 업쳬로 기술적 난이도 높( ) LCD ,
은 진입장벽 높은 장비 가격 제한된 경쟁상황 등을 극복하고 전공정장비 증, , LCD
하나인 를 국내 최초 그리고 유일하게 국산화 시킨 견실한 중견기업이dry etcher
다.
최근 들어 디스플레이 의 유리기판 사이즈가 대형화 세대, (LCD, PDP, OLED) (7
됨으로써 전극 또한 고효율을 유지할 수 있는 동시에 대형화Glass 1950×2250 )㎜
가 가능한 새로운 전극 모듈이 필요하게 되었다 주 에이디피엔지니어링에서 현재. ( )
제작하고 있는 대기압 플라즈마 용 전극모듈은 기본적으로 방식의 플라etcher DBD
즈마 소스를 사용하고 있으나 낮은 에칭효율이 문제점으로 대두되었다 대안인, .
타입 방식의 상압 플라즈마 용 전극은 상하부 전극에 수 천 개의hole DBD etcher
구멍을 뚫어 함으로써 를 어느 정도 피할 수는 있으나blowing pattern damage ,
간 미세 간격화로 인해서 플라즈마가 일정하게 확산되지 않아 플라즈마hole ,
가 낮고 가공성 및 균일성이 떨어지는 문제점이 야기되고 있다 이radical density , .
로 인해 대면적 유리기판을 처리할 수 있는 대기압 플라즈마 용 고효율 전극etcher
모듈 제작에 어려움을 겪고 있다.
따라서 플라즈마 처리 효과를 극대화 할 수 있는 전극 제작기술과 대hybrid metal
기압 플라즈마 특성 평가기술을 국내 전문 연구기관으로부터 기술지원 받을 수 있
다면 장비 국산화를 통한 수입대체효과는 물론 국내 반도체 산업, display (LCD,
의 기반을 다지는 파급효과를 가져올 것을 기대한다PDP ,OLED) .
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
낮은 식각율과 짦은 제품 수명 등의 기존 전극구조의 문제점을 극hole type DBD
복할 수 있는 대기압 플라즈마 용 고효율 전극 제작 기술을 지etcher hybrid metal
원한다 기존의 스크린 프린팅 방식으로 제작된 전극에 비해 내전압 특성 및 전기.
적 물성이 월등한 전극 제조를 위해 정밀 도금 및 동박라미네이션을 이용하여 제작
하고 그 특성을 평가하여 최적 전극을 제조한다 이를 달성하기 위해서 이루져야.
하는 주요 목표는 다음과 같다.
유전체와의 밀착력 향상을 위한 세라믹 표면 전처리▶
동박 라미네이션 정밀 에칭기술을 이용한 미세 전극회로 제작/▶

- 2 -
정밀 도금 기술예 이종접합 기술을 적용하여 고효율 전극 제작▶
식각률 및 등의 플라즈마 특성 평가uniformity▶
그림 전극 모듈의 개략도그림 전극 모듈의 개략도그림 전극 모듈의 개략도그림 전극 모듈의 개략도1. Hybrid metal1. Hybrid metal1. Hybrid metal1. Hybrid metal
제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용3333
기술지원의 목표 기술지원의 내용 기술지원범위
표면처리 기술 지원
산 알칼리 탈지 공정기술 지원- /
세정 및 건습 공정기술 지원-
플라즈마 표면개질 기술 지원-
이상- wet ability : 90%
정밀 에칭기술 지원
세정 및 표면처리 기술 지원-
동박 라미네이션 기술 지원-
패터닝 기슬지원- DFR
정밀 에칭기술 지원-
패턴정밀도 이내- : ± 5 ㎛
에칭정밀도 이내- : ± 5 ㎛
정밀 도금기술 지원
전도성 박막 증착기술 지원-
정밀 패터닝 기술지원- LPR
회로배선 도금기술 지원- Cu
패턴정밀도 이내- : ± 3 ㎛
도금정밀도 이내- : ± 3 ㎛
특성평가 기술 지원메탈전극 비저항 특성 평가-
플라즈마 에칭율 평가-
전극 비저항 이하- : ㎝
에칭율 이상- : 400 /m㎚

- 3 -
기존 전극방식의 문제점①
플라즈마 소스DBD type■
기존의 상압 플라즈마 세정기 상압 에 사용되고 있는 플라즈마 소스는 일반, asher
적인 타입에 플라즈마 소스를 사용되고 있다 이DBD(Dielectric Barrier Discharge) .
는 한쌍의 전극에 한쪽 또는 양쪽 전극의 표면을 절연체Plasma Source (dielectric)
로 감싸고 두 전극에서 직접 방전이 일어나지 않도록 해두고 교류전압을 인가해서
플라즈마를 발생시킨다 그러나 상압 플라즈마 방전은 아주 강한 전장을 요구하기.
때문에 국부적으로 가 집중되므로 집중된 부분에 큰 전류가 흐르게 되electric field
므로 처리하고자 하는 혹은 반도체 에 을 입히게 되pattern glass, sample damage
고 또한 상압 플라즈마는 대형화 될수록 유량을 일정한 압력으로 하기가blowing
쉽지 않다.
방식의 문제점Hole type DBD■
의 플라즈마 소스는 상하부 전극에 수천개의 구멍을 뚫어 함으로Hole type blowing
써 를 어느정도 피할수 있으나 간 간격 차이로 인해서 플라pattern damage , hole
즈마가 일정하게 되 못하는 문제가 발생한다 결국 플라즈마diffusion . radical
낮고 가공성 및 플라즈마 가 떨어지며 대형 전극 제작이 불가능density uniformity
한 점 등의 문제점이 있다.
그림 기존 직접 방전 모식도그림 기존 직접 방전 모식도그림 기존 직접 방전 모식도그림 기존 직접 방전 모식도2 DBD2 DBD2 DBD2 DBD
문제점 해결방안②
기존 방식의 문제점을 해결하고자 개발된 변형된 수직 플라즈마 모듈 일본 세DBD (
키수 은 좌우로 플라즈마 방전이 일어나면 상부에서 공정가스를 불어넣어서 밑으로)
밀어내는 방식이다 하지만 이런 방식은 가 좌우로 걸린 상태Radical . electric field
에서 밀어내기 때문에 플라즈마 가 낮을 뿐만 아니라 방전 을 넓히는 것density gap
이 한계가 있고 넓힐 경우 가 많이 소모되는 단점이power

- 4 -
있다 이외에 좌우로 전극을 배치하고 양단에 를 걸어준 형태가 있으나. power
를 걸어주면 가운데 전극 모서리에서 아크 발생하기 쉽고 플라즈마power unifomity
가 일정하지 않다.
개선 방법 및 지원 내용■
기존 전극의 문제점을 개선하고 고효율 전극으로 사용되기 위해서는 다음과etcher
같은 방법으로 전극 구조를 변경하였다.
를 피하기 위해서는 대기압 플라즈마 전극을 형태의 알루pattern damage plate▷
미나로 유전체를 구성하고 기존 스크린 프린팅 방식보다 전도성이 뛰어난 미세 전
극을 정밀하게 구성 하여야 한다 본 지원기관에서는 이를 위해서 동박라미네이션.
후 정밀 에칭을 하여 전극을 구성하는 방식과 이종 접합 기술 지원하였다 또한 선.
행 기술로서 세라믹 플레이트의 표면 개질 및 세정 공정 기술을 졔공한다 이외에.
도 구성된 전극의 대기압 플라즈마 기동시 나 를 막기 위해 나노 실damage arcing
리콘 졸 코팅 및 일종인 을 적용하였다dielectric material glass coating .
전극은 효율적인 설계 변경 및 최적화를 위해서는 정확한 플라즈마의 진단이 필▷
수적이다 대기압 플라즈마는 저압 플라즈마와는 달리 상압에서 방전되기 때문에.
이온이나 전자 밀도를 직접적으로 측정할 수 없다 따라서 간접 형태의 접촉각 측.
정이나 박막의 식각율을 이용해서 진단하였다.
그림 고효율 전극 모듈의 상세도그림 고효율 전극 모듈의 상세도그림 고효율 전극 모듈의 상세도그림 고효율 전극 모듈의 상세도3 Hybrid metal3 Hybrid metal3 Hybrid metal3 Hybrid metal

- 5 -
기타 상호 보완적인 업무 지원■
이외에도 전극 효과적인 개선을 위해서 다음과 같은 사항도 유기적으로 지원하였
다.
플라즈마의 를 증대시키기 위해서는 반응가스를 버퍼 챔버를 통해 고uniformity▷
르게 분산 시켜주는 것과 세라믹 플레이트에 가스 투입구를 형태로 일정하게 배line
열 구성 하여야 할 것이다.
하부 는 을 각각 적용하고 공정가스 유입라인을ground metal, ceramic line,▷
을 각각 적응하여 플라즈마의 밀도를 높이고 간접 방전 형태를 취할 수 있도록hole
설계 및 제작 지원하여 를 최소화하였다 이러한 방식은 쿨링 문제pattern damage .
뿐만 아니라 균일한 플라즈마 형성에도 기여한다.
제 장 국내외 기술 현황제 장 국내외 기술 현황제 장 국내외 기술 현황제 장 국내외 기술 현황2 :2 :2 :2 :
제 절 국내 외 기술 수준제 절 국내 외 기술 수준제 절 국내 외 기술 수준제 절 국내 외 기술 수준1 .1 .1 .1 . ⋅⋅⋅⋅
대기압 플라즈마는 저온 플라즈마의 일종으로써 비평형 플라즈마 전자와 이온의(
온도가 다름 에 속한다 대기압 방전에서는 진공 상태와 비교하여 전자 자유운동) .
거리 의 현저한 감소를 수반하며 이에 따라 전기 방전 조건의 극(mean free path)
단화가 요구된다 따라서 기존기술에 의한 상압 전기방전은 아주 강한 전장을 요구.
하기 때문에 발생전원의 비대화와 같은 비 현실적인 문제를 야기하게 된다 따라서.
대기압에서 저비용 고효율의 플라즈마를 생산하기 위한 기술이 필요하다, .
대기압 방전은 현재 직류 와 같이 상용화되어 있는 것도 있으나thermal Arr-Torch ,
이러한 방전은 평형 플라즈마에 속하는 것으로써 방전기체가 수천도 이상BC (Arc) ,
되는 고온의 특성을 나타내며 이러한 성질을 이용하여 금속의 절단 및 용접 등에
현재 이용을 하고 있다 의 공명 현상을 이용하여 방전 혹은 방전등. RF glow corona
을 일으키면서 동시에 방전 기체의 온도를 의 대기압 방전보다 현저thermal torch
히 낮출 수 있다 이러한 비평형 저온 상압 플라즈마 기술은 현재까지 고진공 비평.
형 플라즈마를 이용한 박막증착 식각 등의 기존 반도체 공정에 국한되지, , cleaning
않고 폴리머 및 저융점 금속의 표면처리 플라즈마 살균 램프 미생물, , , , PDP/LCD ,
오염 제거장비 환경 오염물 분해장비 등의 다양한 분야에서 응용되어지고 있다 앞, .
으로 전기 전자산업 자동차 기계 항공 우주 의료 방산 산업 및 극한 기술분야, , , , . , ,
등의 다양한 분야에서 핵심적인 산업기반 기술의 하나로 발전될 것으로 보인다.
대기압 플라즈마와 관련된 연구기관으로는 테네시, UCLA, Los Alamos lab,
의 국외 연구기관과Sophia Uni, SIT March, EC cemical, Corotec, Sigma Tech.
등의 기업Nippon Paint, lPLAS, IST

- 6 -
을 들 수 있다 그러나 대기압 플라즈마를 이용한 은 다양하고 성공적인 연. etching
구 성과를 보이고 있는 및 표면 개질 분야와는 달리 소수의 연구자들이cleaning
성과를 발표하고 있는 수준이다 일본 의 방식 와. NlIS DBD , UCLA Los Alamos lab
에서 개발 되고 있는 방식 그리고 대학에서 발표된APPJ , Masaryk cold plasma
방식이 대표적이다torch .
국내에서는 고등기술연구원 성균관대학교 서울대를 중심으로 대기압 플라, , KIMM,
즈마에 관한 연구가 년 초부터 진행되어 왔다 국내에서는 등의 비교적2000 . PCB
가 문제되지 않는 공정에 적용하려는 시도가 지속적으로 이루어damage cleaning
지고 있다 대표적인 기업으로는 주 제 기한국 주 등이 있. SE Plasma, ( ) 4 , ( )ADPENG
다 주로 세정이나 폐기물 처리 등에 응용하고 있다. LCD glass, PCB .
제 절 국내 외 연구 현황제 절 국내 외 연구 현황제 절 국내 외 연구 현황제 절 국내 외 연구 현황2 . ·2 . ·2 . ·2 . ·
진공 분야에서의 최대 업체인 일본의 과 는 세대dry etcher TEL YAC LCD 7
장비를 개발하고 있다 일본 에서 세대에 먼저 양산 적(1,850×2,150mm) . Sharp 6
용을 해본 경험을 기반으로 어느 정도 장비의 안정성을 확보하였다고 할 수 있다.
세대에서는 대면적에서 를 향상 시키고 식각 속도를 향상시키7 plasma uniformity ,
기 위해 기존에 반도체 생산라인에서 적용했던 인가 방식을 채용 하였으RF Power
며 기존의 방식과 다른 구조 및 구조를 연구하고 있다 세, Shower Head RF Strip .
계의 의 시장을 독점하고 있는 은 대만 한국 등의 라인 투자가96% TEL , TFT-LCD
전세계의 이상을 차지하고 있는 상황에서 한국 장비업체의 세계 시장 진출을80% ,
견제하기 위하여 특허 침해 여부 등에 대하여 민감한 반응을 보이고 있다 한국에.
서는 주 에이디피엔지니어링에서 유일하게 의 장비의 국산화를 이루었으( ) dry etcher
나 디스플레이의 대형화에 따른 대기압 플라즈마 의 개발은 시급한 실정 이, etcher
다.

- 7 -
제 장 기술 지원 수행 내용 및 결과제 장 기술 지원 수행 내용 및 결과제 장 기술 지원 수행 내용 및 결과제 장 기술 지원 수행 내용 및 결과3 :3 :3 :3 :
제 절 기술 지원 수행제 절 기술 지원 수행제 절 기술 지원 수행제 절 기술 지원 수행1 .1 .1 .1 .
정밀 도금 기술 및 패터닝 기술 지원1.
가 기초 이론 정리.
고밀도 도금 공정1) Cu
전기도금과 같은 전기화학반응에서 전극 표면으로의 이온의 이동은 주로 확산에 의
해 일어난다 구리도금의 경우 도금 전 용액 중의 구리이온농도는 그림 과 같. , 4 (a)
이 균일하나 도금이 시작되면 전극표면 근처에 있던 구리이온은 전착되어 소모되므
로 그림 와 같은 상태로 된다4 (b) .
도금 전(a) 도금 중(b)
그림 계면의 구리이온농도분포그림 계면의 구리이온농도분포그림 계면의 구리이온농도분포그림 계면의 구리이온농도분포4.4.4.4.

- 8 -
이 때문에 전극표면의 구리이온 농도는 낮아져서 용액 증의 구리이온과의 농도bulk
차가 생기게 된다 이로 인해 의 구리이온이 전극쪽을 향해 확산이 일어난다. bulk .
전극표면으로 향한 금속이온의 확산속도는 다음과 같다.
이 식은 의 확산 제 법칙이며 는fick 1 는 위치 에 있는 단위평면을 초간에 통x 1
과하는 물질의 확산 유속이며 이 면에서의 농도기울기에 비례한다 는 확산계수이. D
다 전극표면부터 용액쪽으로 금속이온농포와 거리에 대한 관계는 그림 에. bulk 5
표시했으며 금속 용액계면에서의 농도기울기는 거의 직선적으로 증가한다 이때 농/ .
도기술기의 영역을 확산충이라 하며 이 층의 두께를 확산층의 두께라 하고 로 표
시한다.
그림 금속표면으로부터의 거리에 따른 이온농도의 변화그림 금속표면으로부터의 거리에 따른 이온농도의 변화그림 금속표면으로부터의 거리에 따른 이온농도의 변화그림 금속표면으로부터의 거리에 따른 이온농도의 변화5.5.5.5.
전해질 용액론과 확산이론에 의하면 금속이온이 석출될 때의 확산유속은 음극 전류
- 에 비례하며 다음 식으로 표시된다(<0) .
이 식으로부터 확산층의 두께가 얇으면 확산의 속도가 빨라지며 전류도 말이 흐르
게 됨

- 9 -
을 알 수 있다 금속표면위의 금속이온농도가 시간 떼 따라 변하는 관계식은 아래.
와 같다.
확산층의 두께는 시간에 따라 두꺼워진다 도금욕의 금속이동농도가 높으면 전극표.
면의 금속이온농도는 곧 영으로 되지 않으나 전류밀도가 높으면 빠르게 영으로 된
다 따라서 전해액을 교반하거나 전극을 회전시키거나 하면 확산층의 두께는 현저. ,
히 얇아진다.
무전해 동도금2)
외부전력에 의해 전해 석출원리를 이용하는 전해 도금과는 달리 기전력에 의하지
않는 도금을 무전해 도금이라고 한다 무전해 도금에서 화학환원가능한 도금은 그.
금속의 용액에서 전위와 각 환원제의 산화 환원 전위를 조사함으로써 예상할 수 있
다 동은 니켈과 비교하여 표준단위전위가 로 아주 귀하기 때문에 용액 중. +0.334V
으로부터 석출이 용이하며 강력한 환원제 없이도 포르말린의 약한 환원력으로 도,
금이 가능하다 이러한 무전해 등도금은 플라스틱 세라믹 등 비전도체 표면을 금속. ,
화하는 데 널리 사용되고 있다 동의 무전해도금은 은경반응과 같이 부도쳬 유리. ( ,
도자기 플라스틱 표면에 전도성을 부여하는 목적으로 사용되어 오다가 그 후 프, ) ,
린트 배선기판의 개발과 함께 그 기판의 상에 전도성을 부여하기 위through hole
해서 이용하게 되어 이들의 기슬이 오늘날 플라스틱수지의 무전해 도금으로서 광범
위하게 이용되어 왔다 특히 자동차 기계부품 철물류 도금 전자부품의. , , , PCB Via ,
차단과 세라믹 등이 무전해 도금의 주요 시장이 되고 있다EM/RF .
무전해 도금에 있어 전처리는 무엇보다도 중요하다 특히 세라믹의 경우 접착력이. ,
이하로 매우 나쁘기 때문에 기계적 화학적 방법에 의해 표면을 개질하여0.4 N/ ,㎝
접촉면을 넓힘과 동시에 효과를 이용하여 접착력의 향상을 꾀할 수 있는anchoring
공정을 한다 기계적 조화법으로는 회전 숫돌 분사에 의한 블라surface roughing .
스팅 미립 모래에 의한 건식 연마와 습식 회전 연마가 있다 하지만 이 경우 밀착, .
력은 상당히 높일 수 있으나 도금면에 이나 등이 발생하기 쉽다 따라, pin hole pit .
서 화학적인 방법이 주로 사용되는데 세라믹의 경우 크롬산 황산 불화수소의 혼, , ,
합액을 이용한다 다음으로 표면에 남아 있는 이형제 유지 지문 등의 불순물을 제. , ,
거하기 위해 탈지에 의한 을 수행한다 다음으로 도금하려는 금속surface cleaning .
의 석출핵이 되는 촉매활성금속의 미림을 표면 각 부분에 일률적으로 환원분포 시
키기 위해 특별한 환원제 용액에 적시는 방법인 을 수행하여 도금 금속Sensitizing
의 석출

- 10 -
핵 형성을 용이하게 한다 이때는 주로 염화제일주석이나. TiCi3 50g/L , HCI 50㎖
등을 사용한다 다음으로 도금 금속외 성장핵이 되고 도금 반응의 촉매로서 작/L . ,
용하는 미립자를 피도금체 표면에 부착시킴으로써 자동적으로 반응을 일으켜주는
을 해주는데 이는 도금막의 밀착력 향상을 향상시켜 주는 역할을surface activating
한다 이때 활성화 처리 후 한번 건조해주면 밀착성이 더욱 향상된다 부품에 부착. .
한 활성화액이 무전해도금 중에 혼입하는 것을 방지할 뿐만 아니라 무전해 도금반
응을 도화주기 직문에 전처리를 마치고 피도금체를 도금액 중에 침적하기 직전에,
환원제 용액 치아인산염응액 수산화나트륨 용액 등 에 침적하는 건( , ) preplating dip
을 수행한다 간단히 그 공정을 도식화해 보면 다음과 같다 그림 참조. . ( 6 )
그림 무전해 도금 공정 개략도그림 무전해 도금 공정 개략도그림 무전해 도금 공정 개략도그림 무전해 도금 공정 개략도....
무전해 동도금의 주성분은 동이온 환원제 착색제 로 이루어진다 동이온은 황, , , pH .
산동 염화동 산화동 등으로 공급한다 환원제는 포르말린 또는 포름알데히드, , . 37%
가 주로 사용된다 이는 환원력은 약하지만 산화하는 속도가 빠르기 때문이다 착색. .
제로는 주석산염 등의 킬레이트제가 사용된다 도금액과 의 안정은 대단, EDTA . pH
히 중요한 것으로 가 이상으로 높으면 도금액의 안정성이 나라져 그 결과pH 14.0
로 액의 수명이 짧아지고 약 이하가 되면 도금액의 안정성은 좋으나 도금이, 9.5
느리게 진행되거나 멎는다 무전해 동도금욕에서 는 동도금의 광택에 큰 영향을. pH
미치며 보통 이상이 좋다, pH 12.0 .

- 11 -
그림 동도금 메커니즘그림 동도금 메커니즘그림 동도금 메커니즘그림 동도금 메커니즘8.8.8.8.
무전해 도금의 주요 특징을 캐스팅법 라미네트법 스퍼터링법 등과 비교하면 다음, ,
그림과 같다 접착력이 약간 나쁜데 반해 저가이며 대면적에 유리한 것을 볼 수 있.
다.
그림 무전해 동도금 특징그림 무전해 동도금 특징그림 무전해 동도금 특징그림 무전해 동도금 특징9.9.9.9.
본 과제에서의 무전해 동도금은 그럼 의 장치와 그림 의 특수 제작된 무전해10 11
도금 지그를 이용하여 수행하였다 디스미어처리. , swelling, soft etching, predip,
그리고 수세 및 중화의 일괄처리가 가능하도록 최적 조건을 확catalyst, reduction
보하여 공정을 수행 하였다.
- 12 -
그림 무전해도금 일괄처리 시스템그림 무전해도금 일괄처리 시스템그림 무전해도금 일괄처리 시스템그림 무전해도금 일괄처리 시스템10. KETI10. KETI10. KETI10. KETI
그림 무전해 동도금에 사용된 다양한 지그 형태그림 무전해 동도금에 사용된 다양한 지그 형태그림 무전해 동도금에 사용된 다양한 지그 형태그림 무전해 동도금에 사용된 다양한 지그 형태11.11.11.11.
그림 은 플라즈마 전처리 및 도금 용액 최적화를 통해 개선된 무전해 동도금12, 13
처리했을 경우의 특성 향상 결과이다 도금 용액의 최적화는 그림 에서 보filling . 14
는 바와 같이 등에 많은 영향을 미치기 때문에 최적화 공정을 수행하여grain size
표면 조도를 사용하고자 하는 목적에 맞게 조절하는 것이 매우 중요하다 또한 이.
후 수행할 전해도금 공정을 위해 표면 상태가 고른 것이 좋다 보통 전처리 공정을.
최적화 하지 못하고 세라믹에 동도금을 했을 경우 값은 약peel strength 0.5
정도 값으로 실제 공정에 적용하기에는 낮은 값을 보였다 그림 참조 이N/cm ( 15 ).
후 다양한 표면 전처리를 통해 그 값을 향상시켰다.

- 13 -
그림 특성 향상그림 특성 향상그림 특성 향상그림 특성 향상12. filling12. filling12. filling12. filling
그림 특성 향상 측정 결과그림 특성 향상 측정 결과그림 특성 향상 측정 결과그림 특성 향상 측정 결과13. filing SEM13. filing SEM13. filing SEM13. filing SEM
그림 도금 공정 조건에 따른 표면 사진그림 도금 공정 조건에 따른 표면 사진그림 도금 공정 조건에 따른 표면 사진그림 도금 공정 조건에 따른 표면 사진14. SEM14. SEM14. SEM14. SEM

- 14 -
그림 일반적인 무전해 동도금 공정을 적용했을 경우 접착력 측정 값그림 일반적인 무전해 동도금 공정을 적용했을 경우 접착력 측정 값그림 일반적인 무전해 동도금 공정을 적용했을 경우 접착력 측정 값그림 일반적인 무전해 동도금 공정을 적용했을 경우 접착력 측정 값15.15.15.15.
그림 최적 공정 조건이 적용된 무전해 동도금된 세라믹 플레이트그림 최적 공정 조건이 적용된 무전해 동도금된 세라믹 플레이트그림 최적 공정 조건이 적용된 무전해 동도금된 세라믹 플레이트그림 최적 공정 조건이 적용된 무전해 동도금된 세라믹 플레이트16.16.16.16.
그림 은 이러한 공정 변수 최적화를 적용하여 제작된 실제 대기압 플라즈마 전극16
용 세라믹 플레이트에 무전해 동도금 처리만을 했을 때의 측정 사진이다 고품위의.
로 균일한 도금 및 접착력을 보이는 것을 확인하였다seedlay .

- 15 -
나 정밀 회로 배선을 위한 패터닝.
정밀 패터닝1) PR
본 연구에서는 기존의 과 을 사용하여 세라믹 기판DFR(Dry File Resist) Liquid PR
상에 회로배선 형상을 정밀 패터닝 하였다 먼저 두께로 가공된 세라믹 기판. , 2㎜
의 표면을 최적화된 전처리방법을 세정한 후 무전해도금방법을 이용하여 기판 표,
면에 두께의 를 형성하였다 밀착력을 강화하기 위하여 전처리5,000 Cu seed layer
공정을 최적화하였고 별도로 를 통하여 회로배선의 최적화된 밀peel strength test
착력을 화보하였다 기본적인 전극 미세 패터닝 공정 과정을 그림 에 정리하였. 17
다 패터닝을 위한 광원은 파장영역을 갖는 을 사용하였으며 패턴 정밀. 365 I-line㎚
도를 향상시키기 위하여 와 를 사용하여 광원의 수직도 및 분해능fly lens collimator
을 향상시켰다 패터닝 후 두께 균일도 화보를 위해 개조된 전용 동도금 장치를 이.
용하여 최적의 동도금 조건을 확립하였다.
그림 미세 패터닝 및 동도금 공정 모식도그림 미세 패터닝 및 동도금 공정 모식도그림 미세 패터닝 및 동도금 공정 모식도그림 미세 패터닝 및 동도금 공정 모식도17.17.17.17.

- 16 -
그림 무전해 도금 후 전해 도금을 위한 회전 도금 지그그림 무전해 도금 후 전해 도금을 위한 회전 도금 지그그림 무전해 도금 후 전해 도금을 위한 회전 도금 지그그림 무전해 도금 후 전해 도금을 위한 회전 도금 지그18.18.18.18.
그림 미세회로배선 도금장비그림 미세회로배선 도금장비그림 미세회로배선 도금장비그림 미세회로배선 도금장비19. KETl19. KETl19. KETl19. KETl
그림 정밀 예칭 장비그림 정밀 예칭 장비그림 정밀 예칭 장비그림 정밀 예칭 장비20. KETI20. KETI20. KETI20. KETI

- 17 -
을 이용한 회로배선 패터닝2) DFR
준비된 세라믹 기판은 에서 두께의 을 레미네이션한 후 밀착력 향80 100 DFR℃ ㎛
상을 위해 에서 유지하였다 기 제작된 포토마스크를 된 포토레100 90sec. . baked℃
지스트위에 장착하고 노광 후 전용 현상용액인 의 중탄산나트릅으로 현상하1.0wt%
였다 제작된 패턴구조물은 광학현미경으로 정밀도를 관찰하였고 패터닝된 영역의.
두께는 측정기로 부위별 두께 편차를 측정하였다 그림 는 로 패DFR stylus . 22 DFR
터닝된 테스트 회로배선용 테스트 패턴은 부위별 형상을 관찰한 결과이다.
그림 패터닝 전의 가 형성되어 있는 세라믹 플레이트2) seedlayer

- 18 -
세라믹 기판에 패터닝된 회로배선 형상a) DFR
세라믹 기판에 로 패터닝된 미세라인b) DFR
세라믹 기판에 로 패터닝된 미세패턴c) DFR
그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상22 DFR22 DFR22 DFR22 DFR

- 19 -
을 이용한 회로배선 패터닝3) LPR
본 연구에서는 보다 미세 패터닝 정밀도가 우수한DFR(Dry File Resist) Liquid PR
을 사용하여 회로배선 형상을 정밀 패터닝 하였다 가 형성된 세라믹 기. seed layer
판 표면에 을 하였으며 에서 약 분간 하였다 기 제LPR spin coating 120 10 baking .℃
작된 포토마스크를 된 포토레지스트위에 장착하고 노광 후 전용 현상용액으baked
로 현상하였다 제작된 패턴 구조물은 광학현미경으로 정밀도를 관찰하였고 패터닝.
된 영역의 두께는 두께측정기로 부위별 두께 편차를 측정하였다 그림PR stylus .
는 정밀 패터닝된 탐침의 부위별 패턴형상을 관찰한 결과이다23 .
세라믹 기판에 패터닝된 회로배선 형상a) LPR
세라믹 기판에 로 패터닝된 미세라인b) WR
- 20 -
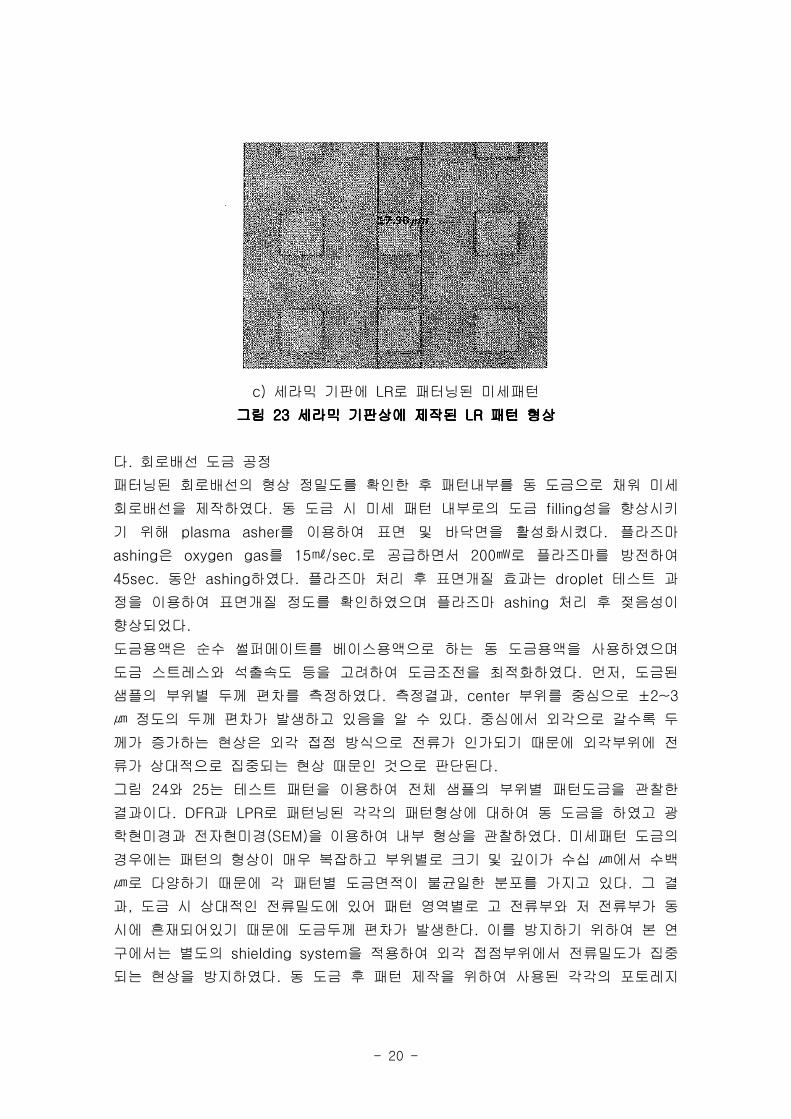
세라믹 기판에 로 패터닝된 미세패턴c) LR
그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상그림 세라믹 기판상에 제작된 패턴 형상23 LR23 LR23 LR23 LR
다 회로배선 도금 공정.
패터닝된 회로배선의 형상 정밀도를 확인한 후 패턴내부를 동 도금으로 채워 미세
회로배선을 제작하였다 동 도금 시 미세 패턴 내부로의 도금 성을 향상시키. filling
기 위해 를 이용하여 표면 및 바닥면을 활성화시켰다 플라즈마plasma asher .
은 를 로 공급하면서 로 플라즈마를 방전하여ashing oxygen gas 15 /sec. 200㎖ ㎽
동안 하였다 플라즈마 처리 후 표면개질 효과는 테스트 과45sec. ashing . droplet
정을 이용하여 표면개질 정도를 확인하였으며 플라즈마 처리 후 젖음성이ashing
향상되었다.
도금용액은 순수 썰퍼메이트를 베이스용액으로 하는 동 도금용액을 사용하였으며
도금 스트레스와 석출속도 등을 고려하여 도금조전을 최적화하였다 먼저 도금된. ,
샘플의 부위별 두께 편차를 측정하였다 측정결과 부위를 중심으로. , center ±2~3
정도의 두께 편차가 발생하고 있음을 알 수 있다 중심에서 외각으로 갈수록 두.㎛
께가 증가하는 현상은 외각 접점 방식으로 전류가 인가되기 때문에 외각부위에 전
류가 상대적으로 집중되는 현상 때문인 것으로 판단된다.
그림 와 는 테스트 패턴을 이용하여 전체 샘플의 부위별 패턴도금을 관찰한24 25
결과이다 과 로 패턴닝된 각각의 패턴형상에 대하여 동 도금을 하였고 광. DFR LPR
학현미경과 전자현미경 을 이용하여 내부 형상을 관찰하였다 미세패턴 도금의(SEM) .
경우에는 패턴의 형상이 매우 복잡하고 부위별로 크기 및 깊이가 수십 에서 수백㎛
로 다양하기 때문에 각 패턴별 도금면적이 불균일한 분포를 가지고 있다 그 결.㎛
과 도금 시 상대적인 전류밀도에 있어 패턴 영역별로 고 전류부와 저 전류부가 동,
시에 흔재되어있기 때문에 도금두께 편차가 발생한다 이를 방지하기 위하여 본 연.
구에서는 별도의 을 적용하여 외각 접점부위에서 전류밀도가 집중shielding system
되는 현상을 방지하였다 동 도금 후 패턴 제작을 위하여 사용된 각각의 포토레지.

- 21 -
스트는 전용용액을 사용하여 제거하였으며 묽은 염화제이동 용액에 제작된(CuCl2)
세라믹 기판을 침지함으로서 표면에 잔존하는 를 제거하였다 결과에서seed layer .
알 수 있듯이 보다는 를 이용하여 제작된 회로배선이 상대적으로 미세한DFR LPR
패턴영역에서도 정밀도가 우수함을 확인하였다 그러나 공정 특성 상 은 대면. , LPR
적 패턴닝공정에는 적합하지 않으며 따라서 대면적의 세라믹 기판을 사용할 경우에
는 을 이용하는 것이 저가의 현실적인 공정이라 할 수 있다DFR .
패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경a) DFR ( )a) DFR ( )a) DFR ( )a) DFR ( )
패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경b) DFR ( )b) DFR ( )b) DFR ( )b) DFR ( )

- 22 -
패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경c) DFR ( )c) DFR ( )c) DFR ( )c) DFR ( )
패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경d) DFR ( )d) DFR ( )d) DFR ( )d) DFR ( )
그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴24. DFR24. DFR24. DFR24. DFR

- 23 -
패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경패턴에 동 도금하여 제작된 회로배선 광학현미경a) LPR ( )a) LPR ( )a) LPR ( )a) LPR ( )
패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경패턴에 동 도금하여 제작된 미세 도금패턴 광학현미경b) LPR ( )b) LPR ( )b) LPR ( )b) LPR ( )

- 24 -
패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경패턴에 동 도금하여 제작된 회로배선 전자현미경c) LPR ( )c) LPR ( )c) LPR ( )c) LPR ( )
패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경패턴에 동 도금하여 제작된 미세 도금패턴 전자현미경d) LPR ( )d) LPR ( )d) LPR ( )d) LPR ( )
그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴그림 패턴에 미세 동 도금 패턴25. LPR25. LPR25. LPR25. LPR
감광성 과 염화제이동 의 에칭액을 이용하여 패턴을 제DFR(Dry Film Resist) (CuCl2)
작하였다 에칭액의 반응은 으. 3Cu + NaClO3 + 6HCI 3CuCl2 + 3H2O + NaCl→
로 이루어지며 에칭공정중 염화제이동이 계속적으로 생성되는 순환방식을 사용하였
다 그림 은 두께의 드라이필름을 기판에 라미네이견 시킨 후 노광 현상을. 11 30un ,
하여 회로영역을 구현하여 습식에칭을 이용하여 이하의 패턴을 구현하한 결과50un
를 보며주고 있다.

- 25 -
영역 현상(a) 50 DFR㎛ 현상(a-1) 50 DFR㎛
영역 에칭(b) 50㎛ 에칭(b-1) 50㎛
이하 현상(c) 50 DF㎛ 이하 에칭(c-1) 50㎛
그림 라미네이션 후 동 습식에칭으로 제작된 회로배선 형상그림 라미네이션 후 동 습식에칭으로 제작된 회로배선 형상그림 라미네이션 후 동 습식에칭으로 제작된 회로배선 형상그림 라미네이션 후 동 습식에칭으로 제작된 회로배선 형상26. DFR26. DFR26. DFR26. DFR

- 26 -
전처리에 따른 접착력 증진전처리에 따른 접착력 증진전처리에 따른 접착력 증진전처리에 따른 접착력 증진2.2.2.2.
가 전처리 공정.
산처리공정1) (Pickling)
소재표면의 산화물을 제거하여 접착력을 증진시키는 것으로 산처리 은Mechanism
발생에 따른 기계적 작용 화학적 작용에 따른 용해작용이다 표면의 상황H2 gas ,
에 따라 표면의 상황에 따라 가지로 분류된다3 .
산처리 두꺼운 산화 피막제거(Picking) :①
산침지 얇은 산화막제거 단시간 처리 분이내 공정 중 생략 할(Dipping) : , (1 )②
수 없음
엣칭 가공 변질층의 제거 단시간 처리 분이내(Etching) : , (1 )③
표 대표적 산처리 용액표 대표적 산처리 용액표 대표적 산처리 용액표 대표적 산처리 용액1.1.1.1.
전처리에 따른 접착력 평가2)
정략적인 접착력을 평가하기 위해서는 그림 과 같은 일정한 패턴을 형성한 후27
통해 그 값을 알 수 있다peel strength test .

- 27 -
그림 를 위해 패턴 형성된 무전해 전해 동도금 샘플그림 를 위해 패턴 형성된 무전해 전해 동도금 샘플그림 를 위해 패턴 형성된 무전해 전해 동도금 샘플그림 를 위해 패턴 형성된 무전해 전해 동도금 샘플27 peel strength test /27 peel strength test /27 peel strength test /27 peel strength test /
본 과제에서는 먼저 대기압 플라즈마로 회 처리한 후 접착력 평가를 하였Ar/O2 3
다 무전해 도금액은 이온 타입과 콜로이달 타입 중에서는 콜로이달 타입이 약간.
우세한 점착력을 보이는 것을 알 수 있었고 플라즈마 처리한 것의 횟수를 늘릴수,
록 접착력이 증가하는 것을 볼 수 있었다 그림 에서 보는 바와 같이. 28 2.1 N/㎝
정도를 나타내었다 이는 그림 의 전처리 전의 약 에 비해 약 배 정도. 15 0.5 N/ 4㎝
가 향상 된 것이다 하지만 너무 많은 처리회수는 에 를 줄 수 있으. sample damage
므로 회 이상 처리하는 것은 바람직하지 않다 접착력을 더욱 향상시키기 위해 산5 .
처리 공정을 적용하였다 이 경우 표면 을 통해 접착력이 에서 최. swelling 3.8 N/㎝
고 이상까지 증진시킬 수 있었다 실험 결과 이나10 N/ . sputtering evaporation㎝
형성보다는 산 전처리를 수행하는 것이 세라믹의 경우 접착력 향상에 유seedlayer
리함을 알 수 있었다.

- 28 -
그림 플라즈마 전처리에 따른 접착력 향상그림 플라즈마 전처리에 따른 접착력 향상그림 플라즈마 전처리에 따른 접착력 향상그림 플라즈마 전처리에 따른 접착력 향상28.28.28.28.
그림 산처리에 따른 접착력 향상그림 산처리에 따른 접착력 향상그림 산처리에 따른 접착력 향상그림 산처리에 따른 접착력 향상29. HF 10%29. HF 10%29. HF 10%29. HF 10%

- 29 -
전극 제조 기술 지원 및 플라즈마 특성 평가전극 제조 기술 지원 및 플라즈마 특성 평가전극 제조 기술 지원 및 플라즈마 특성 평가전극 제조 기술 지원 및 플라즈마 특성 평가2.2.2.2.
가 대기압 플라즈마 전극 제조 지원가 대기압 플라즈마 전극 제조 지원가 대기압 플라즈마 전극 제조 지원가 대기압 플라즈마 전극 제조 지원....
버전별 설계 및 소재 변경1)
과제 수행 과정 중에서 독자적이고 최적화된 전극 구조를 확보하기 위해 수십차례
의 시뮬레이션 및 을 통해 설계 및 소재 변경을 하였다 전극은 크게trial and error .
상판 전극 하부 전극 그리고 로 나뉘어 진다 그림 은 상부 전극, , gas distributor . 30
개발과정으로 총 회의 설계 변경을 통해 최적화 했다 또한 하부 전극의 경우는5 .
그림 에서 보는 바와 같이 총 회 이상의 디자인 및 소재 변경을 통해 상부 전31 8
극에 맞는 최적 구조를 도출하였다 또한 공정 의 경우에도 공정. gas distributor
가 하게 제공될 수 있도록 독자적인 구조 변경을 수행했다 원활한 과제gas uniform .
수행을 위해 적절한 상부 전극과 하부 전극 조합과 특징적인 변화 과정을 버전별로
정리하여 에서 까지 체계적인 업그레이드를 진행하였다Ver 1.0 Yer 2.5 .
그림 은 이렇게 제작된 대기압 플라즈마 전극을 테스트하기 자제 제작된 테스트33
지그이다.
그림 상부 전극 개발 과정그림 상부 전극 개발 과정그림 상부 전극 개발 과정그림 상부 전극 개발 과정30.30.30.30.
- 30 -
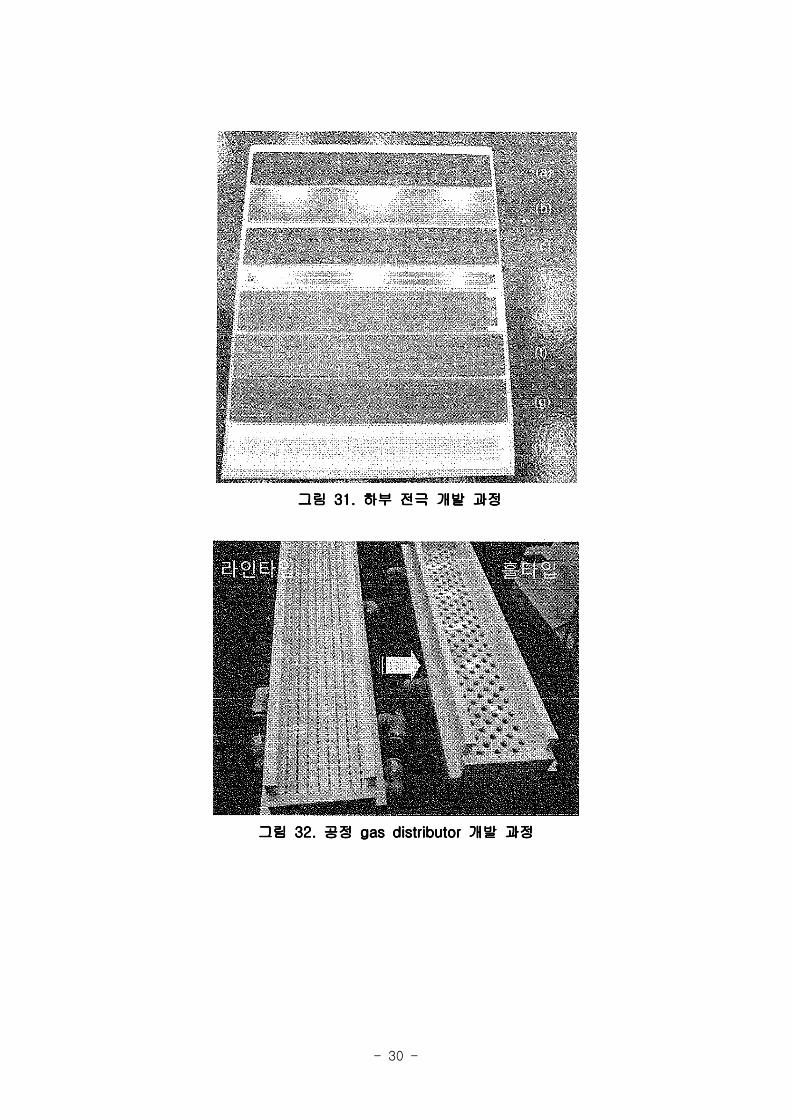
그림 하부 전극 개발 과정그림 하부 전극 개발 과정그림 하부 전극 개발 과정그림 하부 전극 개발 과정31.31.31.31.
그림 공정 개발 과정그림 공정 개발 과정그림 공정 개발 과정그림 공정 개발 과정32. gas distributor32. gas distributor32. gas distributor32. gas distributor

- 31 -
그림 대기압 플라즈마 전극 테스트용 지그그림 대기압 플라즈마 전극 테스트용 지그그림 대기압 플라즈마 전극 테스트용 지그그림 대기압 플라즈마 전극 테스트용 지그33.33.33.33.
초기 상부 전극 그림 구조는 원할한 공정 유입과 세라믹 의 균일( 30(a)) gas plate
한 하중지지를 위해 개의 과 지지대를 적용하였다10 gas through line .
그림 전극 용 상부 전극그림 전극 용 상부 전극그림 전극 용 상부 전극그림 전극 용 상부 전극34 (Ver 1)34 (Ver 1)34 (Ver 1)34 (Ver 1)
하지만 그림 에서 보는 바와 같이 전극 라인간과 세라믹 플레이트 선단부에서 발35
생되는 아킹 문제가 발생하였다 이러한 문제를 방지하지 위해 전극 보호용 절연.
코팅과 격벽 설치를 통해 해결하고 하였다 전극 보호용 절연 코팅으로 초기에 고.
려되었던 것은 나노 실리

- 32 -
콘 졸 코팅을 시도하였으나 절연 특성 낮아 그 효과는 미비하였다 따라서 세라믹.
격벽가공을 적용한 전극을 제작하였다 또한 세라믹플레이트의 하우징 재질 자체도.
산화 방지를 위해 금속에서 세라믹으로 대체하도록 하였다 그림 은 이러한 설계. 36
가 적용된 개의 격벽을 갖는 상부 전극이다3 .
그림 전극 아그림 전극 아그림 전극 아그림 전극 아킹킹킹킹 문제문제문제문제35.35.35.35.
그림 격그림 격그림 격그림 격벽벽벽벽이이이이 채채채채용된 상부 전극용된 상부 전극용된 상부 전극용된 상부 전극36.36.36.36.

- 33 -
격벽이 채용된 상부 전극은 높은 안정성을 보였다 이와 같이 적응된 하부전극은.
그림 리 다수의 이 있는 금속 재질이었으나 간의 간31(a) gas through line gas line
격이 좁아 플라즈마 방전 중에 휨문제가 발생하고 또한 대기압 플라즈마에서 발생
되는 오존에 의해 표면산화가 자주 발생하여 그림 에서 보는 바와 같이 아노31(c)
다이징과 가스 라인을 감소시켜 적용하였다.
전극 는 격벽이 채용된 상부 전극과 라인을 감소시킨 금속 재질의 하판을 사Ver 2
용한 것으로 초기 안정적인 거동을 보이나 다음과 같은 문제를 보였다 그림 에. 37
서 보는 바와 같이 세라믹 플레이트의 가공시 격벽의 가공이 어려워 가공 도중
이 발생하거나 방전 중에 에 의해 발생하는 고질적인 문crack thermal shock crack
제를 보였다 또한 금속 재질의 하부 전극 또한 장시간 플라즈마 방전시 열팽창에.
의해 하부 기판 자체가 휘어지는 문제 또한 발생하였다 그림 참조( 38 ).
그림 격그림 격그림 격그림 격벽벽벽벽 문제문제문제문제37. crac37. crac37. crac37. crackkkk
그림 전극 하판그림 전극 하판그림 전극 하판그림 전극 하판 휨휨휨휨 문제문제문제문제38.38.38.38.

- 34 -
이후 전극 을 개선을 위해 상판의 설치를 변경하였다 발생을 방지하기Ver 2 crack
위해 의 을 늘이고 개수를 줄였다 또한 전극의 쿨링 효과를 향상시키gas line width .
기 위해 다수 을 에 형성시켜주었다 그림 은 이러한 과정을 보여준다hole line . 40 .
또한 공정 를 에서 으로 변경하여 적용하였다 그gas distributor line type hole type .(
림 참조 이렇게 개선된 전극을 통해 안정적인 방전 거동을 획득하였으나 여전32 )
히 하판의 문제는 존재하였다 따라서 하판 재질을 금속에서 세라믹으로damage .
대체하고 재질의 절연 코팅을 적용하였다glass .
그림 전극 에그림 전극 에그림 전극 에그림 전극 에 채채채채용된 변경된 상부 전극용된 변경된 상부 전극용된 변경된 상부 전극용된 변경된 상부 전극40. (40. (40. (40. (vvvver 2.5)er 2.5)er 2.5)er 2.5)
하지만 세라믹 위에 대면적의 전극을 적용할 경우 역시 접착력의 문제가 대두Cu
되었다 그림 은 이러한 문제점을 보여준다 따라서 절연 역할과 동시에 전극 보. 41 .
호 역할을 해줄수 있게 채용된 절연 코팅은 흔히 이라 불리우는 폴리glass coating
실라잔 계열의 코팅제이다 이는 유기 용제 촉매로 구성되. Perhydropolysilazane, ,
어 있고 탄소를 함유하고 있지 않은 화합물계무기폴리머로 수분 및 산소와, Si-N
반응하여 상온에서 소성되며 열경화시 약 도에서 얻어지는 치밀한 고순도 실리, 450
카의 막을 상온에서 형성시킬수 있는 물질이다 본 과제의 세라믹 플레이트위의 전.
극을 보호하기 위해 적용하였을 경우 열처리 및 성분 조절이 필

- 35 -
수적이었다 고온 경화 타입은 제의 경우 그림 에서 보는 바와 같. glass coating 42
이 열처리 시 현상이나 산화 등의 문제가 발생하였다 이하의 코팅은bubble . 0.1㎛
미비하였으므로 이상이고 성분은 이상으로 하는 것이 효과적이었1 quart 5 wt.%㎛
다.
그림 플라즈마 방전 중 하판 전극의 접착력그림 플라즈마 방전 중 하판 전극의 접착력그림 플라즈마 방전 중 하판 전극의 접착력그림 플라즈마 방전 중 하판 전극의 접착력 저저저저하하하하41.41.41.41.
그림 하부 전극에그림 하부 전극에그림 하부 전극에그림 하부 전극에 채채채채용된 의용된 의용된 의용된 의 잘못잘못잘못잘못된 예 위된 예 위된 예 위된 예 위 올바올바올바올바른 예 아른 예 아른 예 아른 예 아래래래래42. glass coating ( ) ( )42. glass coating ( ) ( )42. glass coating ( ) ( )42. glass coating ( ) ( )

- 36 -
하지만 의 하판 은 개수를 줄였기 때문에 쿨링 효과가 나line type gas through line
쁜 점은 피할 수 없는 문제였다 결국 하판 전극 역시 마이크로 으로 대. hole type
체하였고 앞서 개발된 코팅을 적용하여 아킹 문제를 근절하였다 무전해 전, glass . /
해 도금으로 제작된 전극 라인의 비저항 측정값은 모두 특성 값과 유사한Cu bulk
값을 보였다.㎝
그림 전극 에 적용된 하판43. Ver. 3
그림 는 최종적으로 완성된 전극 의 모습이다 균일한 공정 가스의 유입을44 Ver3 .
위해 그림 전극 상판은 그럼 의 의 디자hole type gas distributor( 32), 40 line type
인을 갖는다 전극 하판의 경우 과 을 적용되었다 그림. hole type glass coating . 45
는 최종 전극의 방전 모습을 촬영한 것으로 안정적이고 균일한 방전 모습을 보여준
다.
그림 제작된 최적 전극44. (Ver. 3)

- 37 -
그림 전극 대기압 플라즈마 방전 거동그림 전극 대기압 플라즈마 방전 거동그림 전극 대기압 플라즈마 방전 거동그림 전극 대기압 플라즈마 방전 거동45. (Ver. 3)45. (Ver. 3)45. (Ver. 3)45. (Ver. 3)

- 38 -
나 대기압 플라즈마 특성 평가.
방전 특성 평가1)
대기압 플라즈마의 특성 평가를 위해 먼저 특성 평가를 수행하였다 기판으ashing .
로는 와 그리고 를 사용하였고 기판을 이송시키지 않고 측bare glass ITO PC film ,
정한 경우에는 처리 시간을 초로 제한하였다 플라즈마 처리 효과를 가장 잘 보여1 .
주는 을 측정하여 표면 변화를 특성 분석하였다 그림 은contact angle . 46 bare
의 경우의 표면 변화를 보여준다glass .
도 이상의 접촉각을 갖고 있던 의 표면이 플라즈마 처리 후 도 이하67 bare glass 3
의 접촉각을 갖는 것을 볼 수 있다 이는 플라즈마 처리에 의해 친수성을 갖는 표.
면 상태가 된 것을 의미한다.
그림 플라즈마 처리 전후의 측정 결과그림 플라즈마 처리 전후의 측정 결과그림 플라즈마 처리 전후의 측정 결과그림 플라즈마 처리 전후의 측정 결과46. contact angle46. contact angle46. contact angle46. contact angle

- 39 -
대면적의 샘플의 경우 기판을 이송시키며 플라즈마 처리를 수행하여야 한다 이는.
대기압 플라즈마의 장점이기도 한데 균일한 플라즈마 방전이 전제되어야 한다 이, .
러한 특성을 간접적으로 측정하기 위해 을 이용하여 플라즈마 특성 평가를PC film
하였다 은 로 하였고 는 질소. tact time 10~70 /sec flow rate 150~200 slm,㎜
을 유입시켰다CDA 2~20 slm .
인가된 는 는 로 유지했다 기판과 전극간의 간격은power 650 W, frequency 15 .㎑
로 하였다 그림 은 그 측정 결과이다 플라즈마 처리 전에는 도 이상의3 mm . 47 . 85
접촉각을 갖던 이 플라즈마 처리 후에는 도 정도의 접촉각을 갖는 것을PC film 25
볼 수 있다 또한 이 였을 경우에도 그 특성 변화를 보이는 것. tac time 70 /sec㎜
을 보면 안정적이고 균일한 방전이 이루어지고 있을 알 수 있다 인가 전압의 경우.
에도 이상이 되면 플라즈마 처리 효과가 발현되었고 를 증가시키면500 W , power
약간의 처리 효과가 증가하는 것을 관찰하였다 그림 참조( 45 ).
그림 의 변화그림 의 변화그림 의 변화그림 의 변화47. P47. P47. P47. PCCCC film contact anglefilm contact anglefilm contact anglefilm contact angle

- 40 -
그림 인가 전압에 따른 의 특성 변화그림 인가 전압에 따른 의 특성 변화그림 인가 전압에 따른 의 특성 변화그림 인가 전압에 따른 의 특성 변화48. P48. P48. P48. PCCCC filmfilmfilmfilm
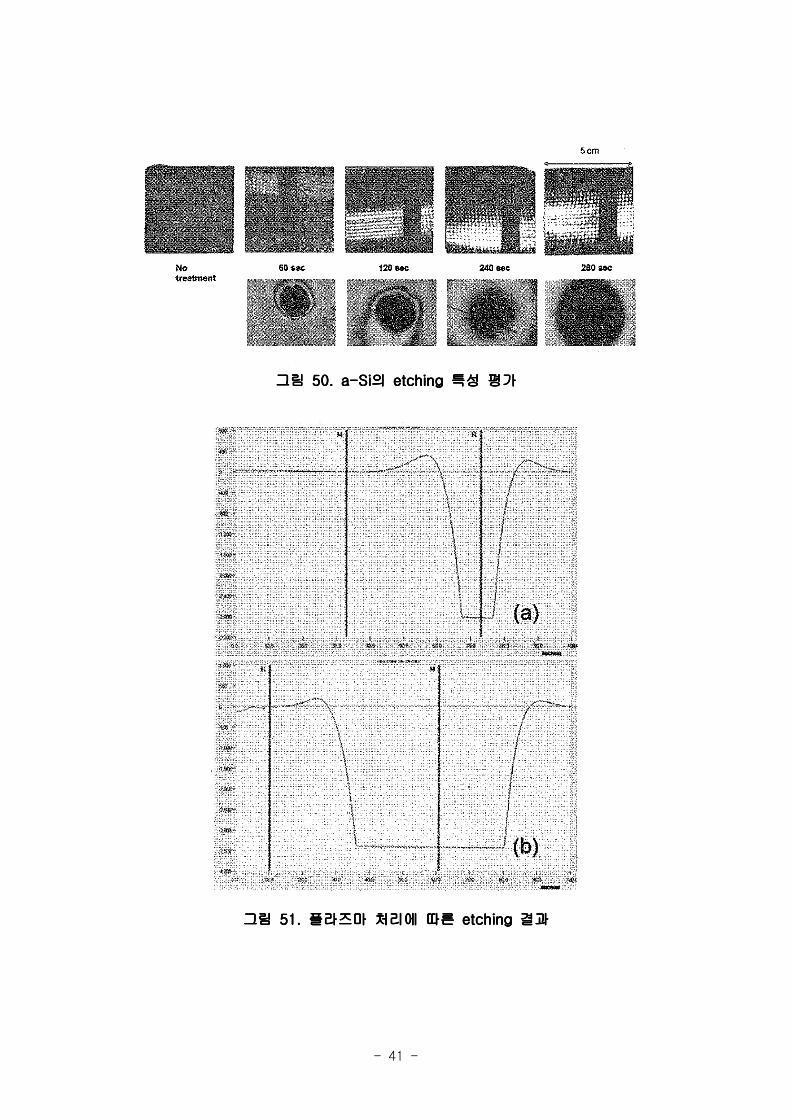
플라즈마의 특성 평가를 위해 기판을 으로 하고 공정가스를 유입시켜etching a-Si
정지 상태에서 에칭 특성을 평가하였다 공정가스의 는 질소. flow rate 200 slm,
로 유지하였고 인가된 전압은 의 경우보다 높은4 slm , ashing 0.7 kW(24kV)W
였다 그림 에서 볼 수 있는 바와 같이 플라즈마 처리결과 초 이상이 되어야만50 60
이 이루어지는 것을 알 수 있다 그림 에서 보는 바와 같이 각 에칭 특성etching . 51
평가는 표면단차를 측정하여 간접적으로 분석하였다 처리 시간을 증가 시켜가며.
측정한 결과 에칭율은 였다400 /m .㎚
- 41 -
그림 의 특성그림 의 특성그림 의 특성그림 의 특성 평평평평가가가가50. a-Si etching50. a-Si etching50. a-Si etching50. a-Si etching
그림 플라즈마 처리에 따른 결과그림 플라즈마 처리에 따른 결과그림 플라즈마 처리에 따른 결과그림 플라즈마 처리에 따른 결과51. etching51. etching51. etching51. etching

- 42 -
제 절 기술 지원성과제 절 기술 지원성과제 절 기술 지원성과제 절 기술 지원성과2 :2 :2 :2 :
기술 지원기술 지원기술 지원기술 지원 추추추추진 일정진 일정진 일정진 일정1.1.1.1.
자료 수집 및 관련 기술 분석o ( 2006. 03 - 2006. 04)
기술 관련 자로 수집-
인터넷을 통한 자료 조사.⋅
선진사 기술 특성 분석 및 특허⋅
기존 전극의 문제점 분석⋅
표면처리 기술 확릴 및 전극 제조 기술 지원o ( 2005. 05 - 2006. 10)
산 알카리 탈지 공정 기술 확보- /
플라즈마 표면 개질 특성 확보-
동박 라미네이션을 이용한 전극 제조-
패터닝 기술 지원- DFR
정밀 페터닝 기술 지원- LPR
패턴닝 기술 확보- PR
무전해 도금 공정 및 전해 도금 공정 기술 확립-

- 43 -
이종 도금을 이용한 대기압 플라즈마 전극 제작 지원o ( 2006. 08 - 2007. 12)
회로 배선 도금 기술 지원- Cu
최적 조건 화보- glass coating
설계 및 소재 변경을 적용한 전극 상판 최적화-
전극 하판 최적화-
플라즈마 특성 평가o (2006. 12 - 2007. 03)
메탈 전극 비저항 특성 평가-
플라즈마 특성 평가- ashing
플라즈마 특성 평가- etching
보고서 작성o (2007. 03 - 2007.04)

- 44 -
제 장 목표 달성도 및 관련 분야에의 기여도제 장 목표 달성도 및 관련 분야에의 기여도제 장 목표 달성도 및 관련 분야에의 기여도제 장 목표 달성도 및 관련 분야에의 기여도4444
본 사업을 성공하기 위하여 지원 기관이 전자부품연구원에서 기초 실험을 통하여o
기초 자료를 확보하고 요청기업에서는 상품화하기위하여 노력하였음,
전극은 내압성 내열성 및 고전도성이 우수하여 경쟁력이 높은 상o hybrid metal ,
품을 개발할 수 있는 기술 확보
현재는 지원기관에 양산화 장비 및 도금장비가 없음으로 도금 전문업체에 지원기o
관에서 개발한 전극을 적용하여 대기압 플라즈마 를 제품화하였음etcher .
안정된 양산을 위하여 지속적인 연구개발 및 양산설비 투자를 추진하여야 함o .
본 기술 개발 요청기업은 차세대 라 불리우는 대기압 플라즈마o dry etcher ether
와 관련하여 경쟁력있는 요소기술과 독자적인 설계 및 설계 기술을 확보함.

- 45 -
제 장 기술지원 결과의 활용 계획제 장 기술지원 결과의 활용 계획제 장 기술지원 결과의 활용 계획제 장 기술지원 결과의 활용 계획5555
현재 한국 대만 일본 중국을 중심으로 평판 디스플레이, , , (TFT LCD ,PDP, OELD)
사업에 대한 대단위 투자가 급속히 진행되고 있으며 특히 한국 대만의 투자액은, ,
전 세계의 이상을 차지하고 있는 실정이다 본 부품소재지원사업을 통하여 대80% .
기압 플라즈마 용 고효율 전극이 성공적으로 개발된다면 일본의 이 독점etcher , TEL
하고 있는 전세계 시장을 점차 잠식할 수 있을 것으로 기대한다 또한dry etcher .
대기압 공정 기술이 확보된다면 기존의 공정 또한 효율성etcher clearing ashing
개선이 용이하기 때문에 공정기술을 먼저 국내 반도체 회사에 이전하여, LCD
공정에 적극 적응함으로써 국내 반도체 장비 국산cleaning ashing, etching LCD
화에 크게 기여할 뿐만 아니라 수출 증대 또한 가능할 것이다 특히 세대 장비. 5, 6
의 양산 단계에서도 일본 업체의 독점 공급으로 가격 협상이나 기술지원 등에서 많
은 어려움을 겪고 있는 현실을 고려할 때 본 기술 지원은 한국 장비부품업체가 향
후 세계 유수의 장비 메이커로 성장할 수 있는 초석이 될 것이다TFT-LCD .

- 46 -

- 47 -
1.









![[A실] 수은 기압계에 의한 기압측정contents.kocw.net/KOCW/document/2015/chosun/parksohee/02.pdf · 수은 기압계에 의한 기압 측정 대기압 이란? 대기의](https://img.pdfslide.tips/doc/110x75/5e244f3d5442da4b310c604d/a-ee-oe-e-ee-oe-e.jpg)



![[최종]알고 싶은 의료기기 질의응답 100선iplan08082701.i-plan.co.kr/board/images/1294738235.pdfa9손잡이, 전극, 몸통 등으로 구성되어 전기수술기 및 의료용](https://img.pdfslide.tips/doc/110x75/6132ba15dfd10f4dd73aa28d/oeoee-eoeee-e-100iplan08082701i-plancokrboardimages.jpg)




![The rmo Oriondlscience.co.kr/data/pH-ION/290A.pdf · 2014-10-02 · ORION model 290A + Meter 사용방법 [Ⅰ]Meter 및 전극,A T C세팅 1. Meter의 display뒤편 건전지 덮개를](https://img.pdfslide.tips/doc/110x75/5e3073a6af55da491d7136fd/the-rmo-2014-10-02-orion-model-290a-meter-ee-ameter-e-ea.jpg)










