Embed Size (px)
Citation preview
3.1 Técnicas Operativas del proceso de Joyería y Orfebrería
3.1.1 Fundamento Teórico
En el trabajo de joyería y orfebrería se debe tener en cuenta las
características físicas y químicas de los materiales a trabajar, esto implica la
selección de métodos adecuados y económicos para lograr un trabajo con el costo
mínimo y de buena calidad.
Las características de los metales a utilizar son las siguientes:
• Oro Amarillo de 14K es:
58.3% de oro puro
20.8% de plata pura
20.8% de cobre
• Oro Blanco de 18K es:
75.0% de oro puro
25.0% de paladio
• Oro Amarillo de 18K es:
75.0% de oro puro
12.5% de plata pura
12.5% de cobre
• Oro de 24 K. es 100% oro puro.
• Plata pura de 99.9 %.
Equivalencias:
- 24 K. = 24 gramos de oro fino (oro puro)
- 18 K = 18 gramos de oro fino para un peso de 24 grs. de aleación de oro
750/1000 (éste es el empleado en artículos de joyería, oro de 750 mm).
Colores y Composición del Oro.
• Oro Amarillo de 18K = 1000 g de oro amarillo tienen 750 grs. de oro fino, 125 grs. de
plata fina y 125 de cobre.
• Oro Rojo de 18 K = 1000 g de oro rojo contienen 750 g de oro fino y 250 g de cobre.
• Oro Rosa de 18K = 1000 grs. de oro rosa contienen 750 g de oro fino 50 g de plata fina
y 200 g de cobre.
• Oro Blanco de 18K =1000 g de oro blanco o paladio tienen 750 grs. de oro fino y de
100 a 160 g de paladio y el resto de plata fina.
• Oro Gris de 18 K =1000 g de oro gris tienen 750 de oro fino alrededor de 150 de
níquel y el resto de cobre.
• Oro Verde de 18 K =1000grs. de oro verde contienen 750 g de oro fino y 250 g de
plata.
• Oro Azul de 18K =1000grs. de oro azul contienen 750 g de oro fino y 250 g de hierro.
Dentro de todos estos colores de oro el que más se ha comercializado ha sido el
blanco, por motivos de la difícil tecnología del platino, (elevado punto de fusión y
aleación de 950 mm para el platino y a su fragilidad). Para el oro blanco hay 3 tipos de
aleación: Con níquel y sin paladio, Con paladio y sin níquel, Y con mezcla de las dos.
♦ La plata fina es de color blanco lustroso.
Aun cuando en la actualidad es común expresar la ley del oro en milésimas,
todavía es de uso frecuente en joyería indicar su pureza en quilates.
Se considera como oro puro al de 24 quilates, de manera que al expresar que
un oro tiene 18 quilates, por ejemplo, queremos decir que de 24 partes de la aleación
(mezcla de dos o mas metales), 18 son de oro puro, o sea que tiene una ley de: 18/24
= 0.75 = 750 milésimas y el resto de otros metales.
De esta manera una joya de Oro dependiendo de su quilataje tendrá la
siguiente cantidad de Oro Puro:
o 24 K = 100.00 % Oro Puro
o 18 K = 75.00 % Oro Puro
o 14 K = 58.33 % Oro Puro
o 10 K = 41.66 % Oro Puro
Las operaciones que se realizan en la joyería y orfebrería son las siguientes:
3.1.1.1 Fundición:
El proceso de fundición del oro como de la plata se hace de acuerdo a su
punto de fusión de cada metal así como también de los demás metales que se
necesita en la fabricación de joyería y orfebrería.
A continuación se presenta los puntos de fusión de los principales metales:
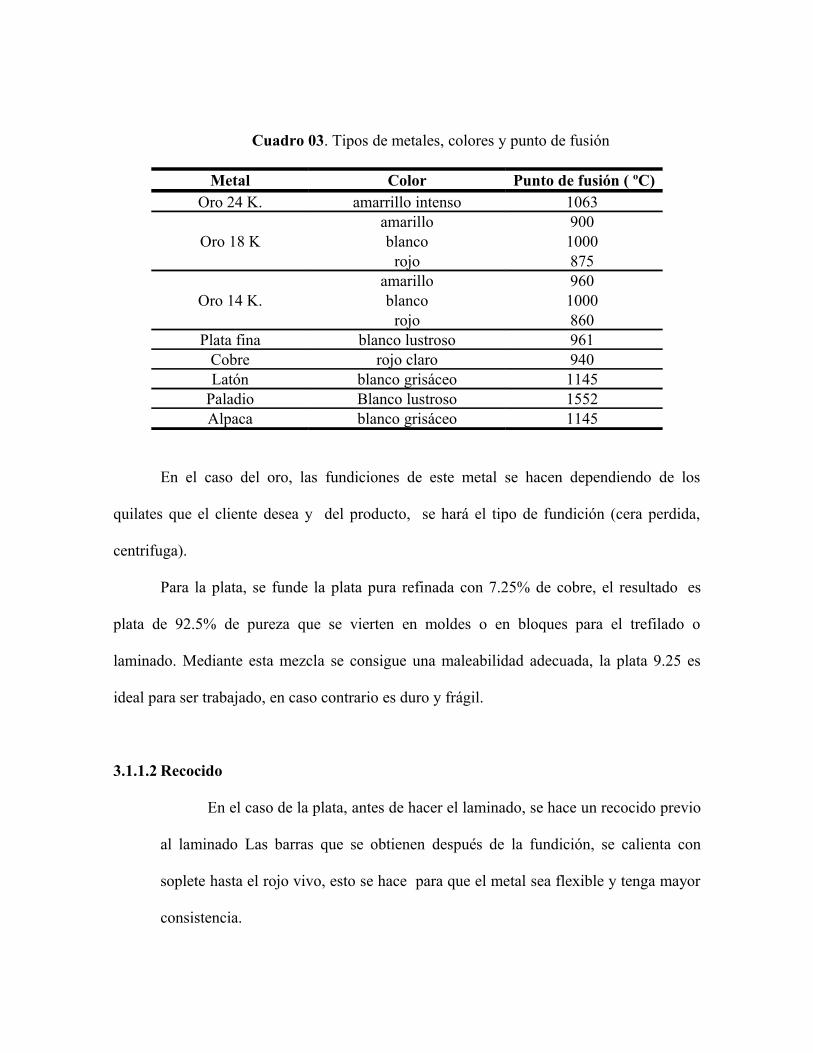
Cuadro 03. Tipos de metales, colores y punto de fusión
Metal Color Punto de fusión ( ºC)Oro 24 K. amarrillo intenso 1063
Oro 18 Kamarillo 900 blanco 1000
rojo 875
Oro 14 K.amarillo 960 blanco 1000
rojo 860 Plata fina blanco lustroso 961
Cobre rojo claro 940 Latón blanco grisáceo 1145
Paladio Blanco lustroso 1552 Alpaca blanco grisáceo 1145
En el caso del oro, las fundiciones de este metal se hacen dependiendo de los
quilates que el cliente desea y del producto, se hará el tipo de fundición (cera perdida,
centrifuga).
Para la plata, se funde la plata pura refinada con 7.25% de cobre, el resultado es
plata de 92.5% de pureza que se vierten en moldes o en bloques para el trefilado o
laminado. Mediante esta mezcla se consigue una maleabilidad adecuada, la plata 9.25 es
ideal para ser trabajado, en caso contrario es duro y frágil.
3.1.1.2 Recocido
En el caso de la plata, antes de hacer el laminado, se hace un recocido previo
al laminado Las barras que se obtienen después de la fundición, se calienta con
soplete hasta el rojo vivo, esto se hace para que el metal sea flexible y tenga mayor
consistencia.
El trabajo mecánico hace al metal más difícil de trabajar, lo que obliga a
recocerlo de vez en cuando. El no recocerlo puede causar que el material se pueda
resquebrajar o deformarse si se sigue trabajando cuando ya ha perdido parte de sus
propiedades mecánicas.
3.1.1.3 Laminado:
El laminado se realiza en frió y se pasa por un rodillo para convertir el
bloque de metal precioso en chapas o láminas delgadas
3.1.1.4 Conformado
El proceso de conformado puede trabajar el metal comprimiendo su sección
transversal y haciéndolo mas largo (estirado), o apretándolo en sentido longitudinal
y aumentando su sección transversal, o apretando en la parte interna y haciendo que
se conforme a la forma de una cavidad (embutido). Estos procesos de conformado
se requiere habilidad y se realiza en dados con la ayuda de martillos y prensas.
El trefilado es un proceso de conformado donde la plancha o lámina se pasa
por la trefiladora para convertirlo en hilos de diferentes calibres, generalmente se
usan después cubos o hileras diamantados para obtener calibres exactos. Este
proceso es muy usado para ala fabricación de aretes, pulseras, cadenas.
3.1.1.5 Soldadura:
La soldadura es la técnica mas usada en joyería y también en orfebrería,
especialmente en la unión de anillos.
Los dos tipos más comunes de soldadura son la blanda y la fuerte o dura.
La blanda se usa sobre todo en trabajos de electricidad y fontanería.
Esta soldadura es una aleación de plomo que da lugar a una junta
relativamente débil y por tanto poco adecuada para la mayor parte de los trabajos en
joyería debido a que estos tienden a contaminar las piezas realizadas de metales
preciosos.
La soldadura fuerte da lugar a uniones resistentes, duraderas y, una vez
acabadas, invisibles. Este tipo de soldadura utiliza tres grados principales: duro,
medio y blando.
Hay que utilizar siempre la soldadura que requiere el metal de las piezas que
deseen unirse. Así, para soldar oro, hay que escoger una aleación del color y los
quilates de ese metal: soldadura amarilla de 9 quilates para oro de 9 kilates;
soldadura blanda de 18 quilates para oro blanco de 18 quilates, etc.
El platino se suelda con soldadura de plata. Esta también sirve para soldar
cobre, tumbaga y latón.
3.1.1.5.1 Técnicas de Soldadura:
Antes de nada, hay que comprobar si las piezas que pretenden unirse encajan
bien, porque la soldadura fluye por capilaridad, y este fenómeno no puede
producirse si entre las dos superficies metálicas hay una separación excesiva.
La pieza que va a soldarse pasa por seis fases: limpieza, aplicación del
fundente, aplicación de la soldadura, calentamiento, enfriamiento y limpieza.
3.1.1.5.2. Limpieza del metal:
El metal ha de estar limpio de grasa y oxido. Esto se elimina con una lima o
con papel de lija.
3.1.1.5.3 Aplicación del fundente:
La soldadura solo fluirá si la superficie del metal esta limpia, cuando se
calienta al aire, los metales desarrollan una “piel” de oxido que impide el flujo de la
soldadura.
El fundente recubre el material de una capa impermeable al aire que evita
que se produzca este fenómeno.
El fundente más común es el Bórax, que suele comercializarse comprimido
en forma de cono que se ralla sobre un plato de cerámica con un poco de agua hasta
que la mezcla adquiera la consistencia de una crema ligera.
Esta se aplica con un pincel fino a la línea de unión y a la zona que la rodea,
hasta una distancia de 2 mm.
Algunos joyeros prefieren los fundentes líquidos, que también es adecuado
para la soldadura.
3.1.1.5.4 Aplicación de la soldadura:
Lo primero es escoger la aleación que va usarse. Si hay que soldar varias
uniones, primero se usa la soldadura dura, luego la media y por ultimo la blanda.
El tipo de soladura que se utiliza comúnmente es con soplete de gas a
presión, con gas propano, ya que es mas limpio este gas.
En la soldadura con soplete hay dos tipos de llamas que se utiliza en la joyería y
orfebrería, estas son: la llama blanda y dura.
- La llama blanda es azul y con puntas amarillas.
- La llama dura es azul clara, en forma de dardo y enfoca en un punto.
Casi todos los trabajos pueden realizarse con la llama blanda, la dura se usa
solo cuando es preciso calentar una zona muy pequeña.
La mayor parte del oxigeno de la llama blanda se consume y, por tanto, es
difícil que el metal calentado se oxide. Por lo contrario, la llama dura si es oxidante.
El óxido se forma en presencia del oxigeno del aire que moldea al metal en la zona
en que este es calentado por la llama.
3.1.1.5.5 Calentamiento:
- Se coloca la pieza en una superficie o en un soporte adecuado.
- Se procede a soldar, previamente se regula el tipo de llama que es
normalmente la blanda.
- Lo primero que ocurre es la evaporación del Bórax, luego mientras se esta
calentando se va oscureciendo el Bórax, esto se produce antes de la fusión.
- La soldadura fluye en cuanto las piezas de metal alcanzan su temperatura de
fusión. Si solo se calienta la aleación, esta se funde, pero no fluye
adecuadamente sobre el metal. El líquido metálico corre hacia el punto mas
caliente, por lo que puede conducirse hacia la zona en que es más necesario
desplazando la parte mas caliente de la llama.
- No deben calentarse las piezas de metal que son muy pequeñas, porque
aumentan rápidamente su temperatura y pueden fundirse antes que la
soldadura; además estas fluirá correctamente sobre las piezas pequeñas, pero
no así sobre las piezas grandes, más frías, a las que pretenden unirse. La
solución es calentar el cuerpo principal de la pieza y esperar a que el calor
llegue por si mismo a los elementos menores.
3.1.1.5.6 Enfriamiento y limpieza:
- Una vez soldada la pieza, se deja enfriar al aire sobre la misma superficie de
trabajo; en todo caso para acelerar el enfriamiento, se pone la pieza soldada
en un bloque de acero. No es recomendable sumergir la pieza caliente en
agua porque se puede producir tensiones que pueden deformarla.
- Para la limpieza, se sumerge la pieza enfriada en un baño por 5 minutos para
así poder eliminar el fundente y el oxido.
- Hay a la venta baños patentados, pero casi todos los joyeros prefieren una
solución de alumbre o ácido sulfúrico diluido. El alumbre es menos
peligroso que el ácido, pero más lento; además debe usarse en caliente. El
ácido sulfúrico diluido en agua debe ser de 10 en 100 (una parte de ácido por
nueve de agua). El baño ácido funciona mejor en caliente; el calentamiento
provoca la emisión de gases irritantes donde debe llevarse a cabo este
procedimiento en recintos ventilados.
- La pieza se introduce en el baño y se extrae de él con unas pinzas de latón,
porque las pinzas de acero se corroen rápidamente y la contaminan.
3.1.1.6 Pulido:
El pulido se hace para dar un acabado liso en superficies y con frecuencia
implica la remoción apreciable de metal para eliminar ralladuras, marcas de
herramientas, picaduras y otros defectos de superficies burdas. Por lo general no es
importante la exactitud de dimensión y la forma de superficie acabada. Aquí las
aplicaciones de abrasivos siguen muchos de los mismos principios que en el
rectificado. Comúnmente son necesarios varios pasos para eliminar los defectos y
después parea dar el pulimiento deseado a la superficie. Gran parte del costo del
pulido puede ahorrarse con una preparación adecuada de la superficie.
Después del pulido en joyería, viene el abrillantado para un tipo de joya pero
en anillos el diamantado es necesario.
3.1.1.7 Abrillantado:
El abrillantado da un alto lustre a una superficie. Su objetivo no es eliminar
mucho metal, como su nombre lo indica da lustre a la superficie de la joya.
3.1.1.8 Diamantado:
Es dar el acabado a un anillo en una maquina que su principio de
funcionamiento es similar a un torno horizontal y tiene como herramienta de corte
una cuchilla de diamante de diferentes ángulos (110º, 120º, 130º, 140º, 150º, 180º),
sus caras son perfectamente lisas por lo que al realizar el corte dan a la pieza
trabajada un brillo deslumbrante, se realizan variedad de formas de cortes.
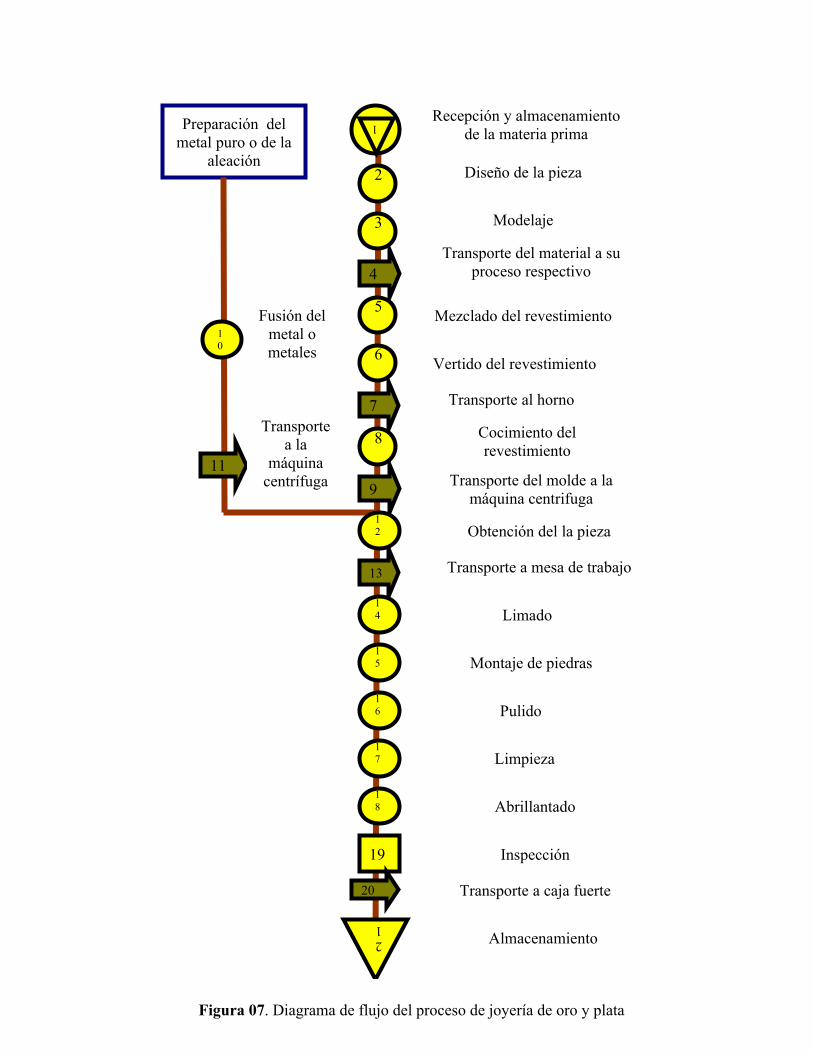
En el proceso de fabricación de joyería y orfebrería de oro y plata sigue una
secuencia de pasos técnicos que se deben realizar para la mejor obtención del
producto.
A continuación se presenta los diagramas de flujos de los procesos de joyería
y orfebrería en forma general, que puede ser similar para otros productos.
2
4
7
9
Preparación del metal puro o de la
aleación
10
11
13
19
20
21
Diseño de la pieza
Modelaje
Transporte del material a su proceso respectivo
Mezclado del revestimiento
Vertido del revestimiento
Transporte al horno
Cocimiento del revestimiento
Transporte del molde a la máquina centrifuga
Obtención del la pieza
Transporte a mesa de trabajo
Limado
Montaje de piedras
Pulido
Limpieza
Abrillantado
Inspección
Transporte a caja fuerte
Almacenamiento1 Recepción y almacenamiento
de la materia prima
Fusión del metal o metales
Transporte a la
máquina centrífuga
3
5
6
8
12
Figura 07. Diagrama de flujo del proceso de joyería de oro y plata
14
15
16
17
18
2
4
5
6
8
9
10
13
Preparación del metal puro o de la
aleación
11
12
14
15
17
18
19
20
21
22
Diseño de la pieza
Modelaje
Transporte del material a su proceso respectivo
Mezclado del revestimiento
Vertido del revestimiento
Transporte del molde crudo al horno
Cocimiento del molde crudo
Transporte del molde hacia el área de colada
Colada - Obtención del la pieza
Transporte a mesa de trabajo
Limado
Cincelado
Pulido
Limpieza
Abrillantado
Inspección
Transporte a caja fuerte
Almacenamiento
3
1 Recepción y almacenamiento de la materia prima
Fusión del metal o metales
Transporte al molde
16
7 Vaciado de la cera
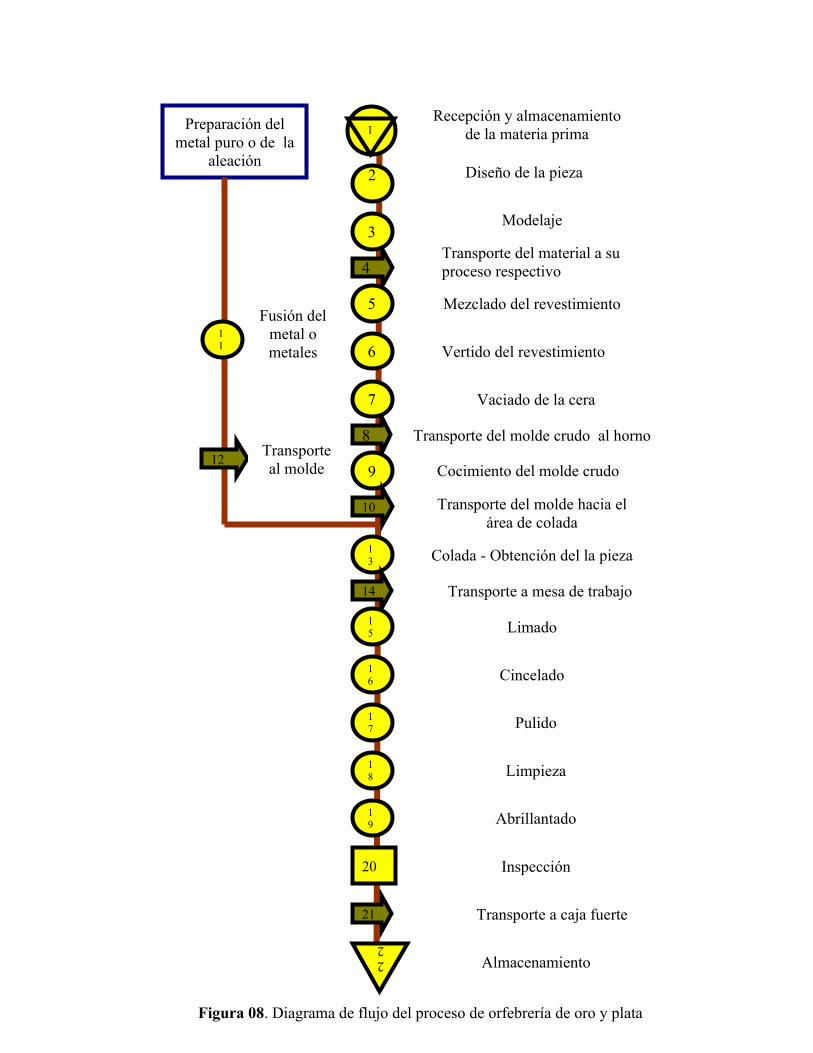
Figura 08. Diagrama de flujo del proceso de orfebrería de oro y plata
A continuación, se presenta una explicación del proceso productivo de la
producción de joyería y orfebrería de oro y plata:
Producción de Joyería de oro y plata
1. Recepción y almacenamiento de materia prima.- Se recibe la materia y los materiales
indirectos.
La materia prima oro, plata, cobre, piedras preciosas (diamante, zafiro, rubí,
esmeralda y circonio sintética); se guarda o almacena en una caja fuerte, mientras que los
materiales indirectos (yeso, papel lija, medias para desbastado, prelustrado, desbastador,
cáscara de nogal, crema para lustrado, líquido limpiador, peróxido de hidrógeno (agua
oxigenada), oxigeno y acetileno) se almacenan en el almacén.
2. Diseño de la pieza: En este proceso se diseñaran (plasmado en un dibujo) los modelos
que se quieran fabricar; ya sea anillos, pulseras, brazaletes, cadenas.
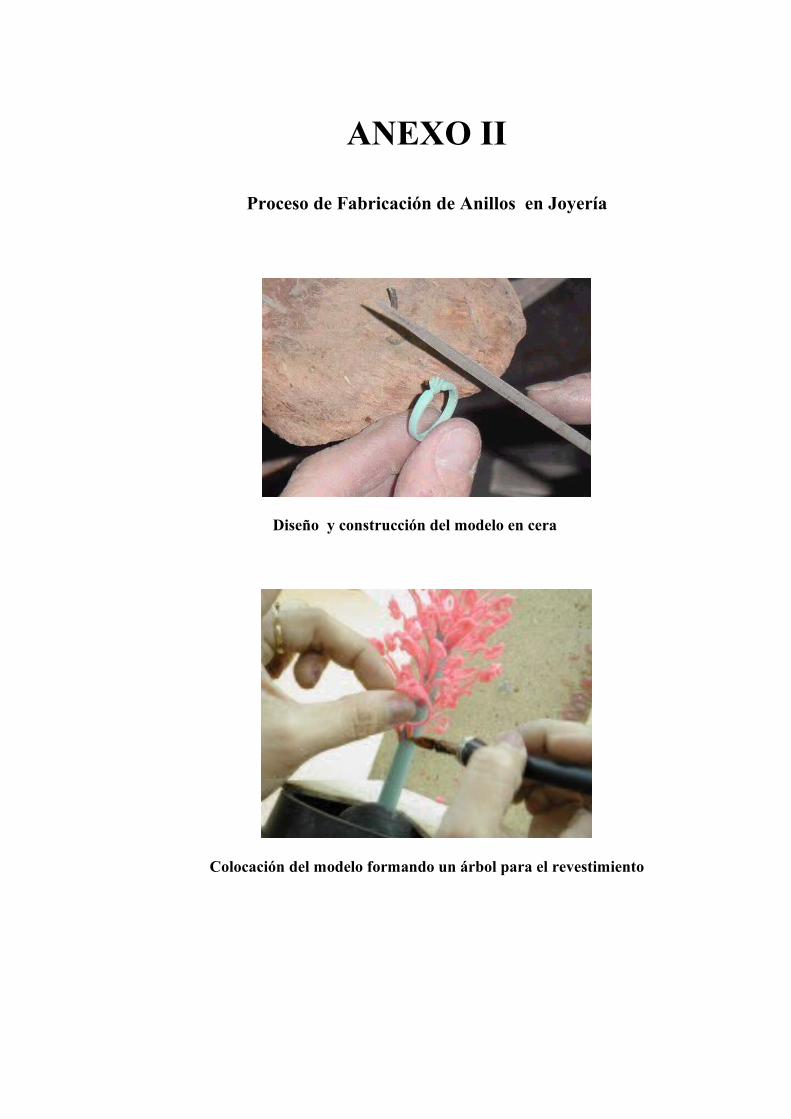
3. Modelaje: En el modelaje se creara el modelo de la pieza en cera, barro o metal
(normalmente latón, cobre o plata). Este modelo sirve para fabricar un molde de caucho,
yeso o silicona en frió o vulcanizado, con el que posteriormente se crearán piezas de cera.
En nuestro caso utilizaremos yeso por ser más económico.
4. Transporte de cada material a su proceso.- Los materiales se transportan al proceso
donde van a intervenir; el transporte se realiza manualmente.
5. Mezclado del revestimiento.- Se realiza una mezcla, en una vasija de plástico, de yeso y
agua. Al yeso se le agregará agua hasta que se forme una mezcla homogénea y no muy
espesa, para que ésta pueda fluir en un cilindro y tome la forma del modelo de cera.
6. Vertido del revestimiento.- El modelo de cera se coloca en una base de un cilindro (en
la tapa) vertiendo en el cilindro, por el lado que queda abierto, la mezcla de yeso, este debe
vaciarse inmediatamente después del mezclado para que el yeso no se endurezca, es decir
que tenga la suficiente fluidez para tomar la forma del modelo de cera.
7. Transporte a horno.- El cilindro de yeso se transporta manualmente a un horno.
8. Cocimiento del revestimiento.- Con esta operación se elimina la cera del cilindro,
dejando así la cavidad que servirá de molde para el vaciado del metal, también se elimina la
humedad del cilindro y al mismo tiempo se le da un tratamiento para que resista el choque
térmico del metal fundido. La temperatura del horno debe alcanzar los 150°C para que la
cera fluya completamente.
9. Transporte del molde a la máquina centrífuga.- El molde se transporta manualmente a
una máquina centrífuga.
10. Fusión del metal puro o aleación: Se trabajará con oro de 24 K; pero si es de 18 o 14
K se procederá en la mezcla de metales puros. Las aleaciones de oro se obtienen al fundir
oro puro con un metal (plata o cobre) en la proporción adecuada para obtener la calidad
deseada. Estas aleaciones se hacen en un horno eléctrico que cuenta con un crisol de
grafito.
En el horno se depositan en el crisol el oro puro o aleaciones de oro, se eleva la
temperatura del horno hasta los 1085 a 1090 °C, en este intervalo todos los metales de la
aleación han alcanzado su punto de fusión.
Los cilindros de yeso deben estar a cierta temperatura para recibir el metal fundido,
por tal razón, mientras el cilindro se encuentra en la última fase del proceso de quemado,
habrá que preparar la fundición para el vaciado.
11. Transporte a la máquina centrífuga.- El crisol con el metal puro o aleación fundida
se transporta a la maquina centrifugadora usando unas piezas o tenazas
.12. Obtención de la pieza.- La aleación se deposita en un compartimiento de la máquina
centrífuga depositado en el otro extremo el cilindro con el molde de yeso; al accionar la
máquina centrifugadora la aleación, por medio de la fuerza centrífuga, se introduce en el
molde ocupando el espacio que dejó el modelo de cera. El tiempo de centrifugado varía de
1 a 3 minutos dependiendo del modelo que se quiera producir y de la cantidad de metal que
éste vaya a contener. Después de este tiempo se apaga la máquina y se destruye el molde de
yeso, obteniendo el meta o aleación formada.
13. Transporte a mesa de trabajo.- El anillo se transporta manualmente a una mesa de
trabajo.
14. Limado.- La primera operación de terminado de las piezas consiste en limarlas, lo que
se realiza con una lima gruesa con la que se eliminan de las piezas y las rebabas de la
fundición.
Las piezas limadas y libres ya de cualquier prominencia no deseada se lijan con
papel lija del número 1. Esta es un tratamiento previo al proceso de pulido que tiene por
objeto eliminar las rayas dejadas por la lima y los defectos gruesos de fundición.
Las operaciones de limado producen arranque de material, este material es
reciclable, es entonces es necesario llevarla a cabo sobre charolas recolectoras de limalla.
15. Montaje de piedras.- Después del limado se montan las piedras en las piezas que así lo
requieren, esta operación es manual. La persona encargada de esta tarea utiliza pinzas,
pinzones y buriles para sujetar las piedras al modelo. A grandes rasgos se pueden
identificar dos tipos de montadura: las montaduras que sujetan la piedra por medio de
pequeños pernos llamados "uñas", y las montaduras en las que las piedras quedan
incrustadas en orificios del modelo, en estos casos el montador se vale de las herramientas
con que cuenta para desplazar metal y formar un borde que sujete la gema.
16. Pulido.- El acabado brillante puede conseguirse tanto a mano como a maquina pero, en
cualquier caso, un buen trabajo lleva tiempo. En los talleres comerciales de joyería, se
dedica a veces tanto tiempo a pulir las piezas como a fabricarlas.
La primera fase de la operación consiste en eliminar las marcas de limas y otras
herramientas con un abrasivo, a continuación se pule con abrasivos mas finos.
Abrasivos Preparatorios.
Las señales de otras herramientas se eliminan con el papel de lija mas fino que se
tenga ( a pesar de todo, el papel de lija es el abrasivo mas basto que se usa en la joyería,
después de la lima). Según la forma que tengan las piezas, el papel se usa doblado o
envuelto alrededor de una varilla de forma apropiada al trabajo que va ha realizarse.
Las propiedades de urgir o de aceite son ligeramente abrasiva y se usa, lubricadas
con agua, para eliminar marcas difíciles o inaccesibles. Suelen ser fáciles de cortar para
adecuarlas al trabajo. Se comercializan en barras prismáticos de 10 cm. de longitud y 3 a 25
mm de anchura.
La fase preparatoria termina con papel de esmeril del 2/0 que, como el papel de
lija, se usa plegado o montado en una varilla forrada de gamuza.
Pulimento Inicial.
Empiece con el abrasivo de trípoli. Si trabaja a mano, cargue las varillas forradas de
gamuza frotando sobre ellas el bloque de material. Frote a continuación el metal
vigorosamente. Siga el flujo de las formas para no crear facetas en superficies curvas.
Si trabaja con rotoflex, sujete una boina al árbol motor y cargüela aplicándola
contra el bloque de trípoli mientras gira recorra el metal con la herramienta y procure no
dudar, por que los movimientos inseguros provocan concavidades, en las caras planas; el
defecto solo se aprecia cuando la luz incide sobre la pieza.
Pulimento De Cadenas
Pulir cadena sueltas es extremadamente peligroso, por que la pieza pueda quedar
atrapada en la rueda y atraer la mano hacia la maquina giratoria. Para evitar accidentes,
arrolle la cadena a un taco de madera y sujeta de manera que los extremos sueltos queden
siempre por la parte de atrás. Mueva el bloque de madera desde el centro hacia el borde
gírelo y pula el resto de la superficie. Hecho esto, vuelva a colocar la cadena para pulir las
partes todavía sin acabar.
Pulimento de ranuras y orificios.
Las zonas de acceso difícil obligan a recurrir a técnicas de pulido especiales. Si el y
trabajo es muy delicado, como el pulimento de la decoración que rodea las piedras, ante un
manojo de hilos de pulir al banco sujételo por el extremo libre, imprégnelos de polvo
abrasivo y mientras se mantiene los tirantes, frote vigorosamente contra ellos la pieza. El
inferir de los anillos y otras piezas no tan reducidas se trabaja igual, pero sustituyendo los
hilos por otras gamuzas.
17. Limpieza.- Las piezas pulidas suelen acumular en cavidades inaccesibles restos de
material utilizados durante el proceso, esto provoca opacidad. El tratamiento de limpieza
remueve las impurezas de las piezas, este tratamiento tiene lugar en una tina en la que las
piezas se sumergen en una solución limpiadora que generalmente se compone de jabón de
sosa, agua y amoniaco. La limpieza de las piezas además de eliminar impurezas, prepara la
superficie de las mismas para la operación del abrillantado final, el proceso toma
aproximadamente 30 minutos.
18. Abrillantado.- Este tratamiento tiene lugar en una cuba que contiene agua destilada y
una solución de cianuro de sodio, la proporción utilizada es dos partes de la solución de
cianuro por una parte de agua destilada. Se eleva la temperatura del líquido contenido en la
cuba hasta el punto de ebullición.
Las piezas que se van a abrillantar se sumergen en la solución cianurada y se añade
peróxido de hidrógeno al 30% a razón de 30 ml. por litro de solución.
Después de añadir el peróxido de hidrógeno la solución reacciona violentamente,
esta operación se hace dentro de una cabina que se cierra antes de que la reacción tenga
lugar, de esta manera se evita que los vapores desprendidos contaminen el ambiente y que
la solución se riegue. Cuando la reacción termina, las piezas se sacan de la cuba y se
enjuagan con agua abundante.
Al finalizar el proceso las piezas se pueden secar normalmente teniendo cuidado de
no utilizar fibras que las puedan rayar, en este momento las joyas quedan completamente
terminadas, siendo colocadas en un cajón de acero.
19. Inspección.- Se verifica, visualmente, que las joyas no contengan rayones o defectos y
que su brillo sea el adecuado. Si las piezas aprueban la inspección, se quintan con una
máquina quintadora.
20. Transporte a caja fuerte.- El cajón de acero con las joyas se transporta manualmente a
una caja fuerte.
21. Almacenamiento.- El cajón con las joyas se introduce en la caja fuerte quedando listas
las joyas para su venta.
Producción de Orfebrería de oro y plata
1. Recepción y almacenamiento de materia prima.- Se recibe y almacena la materia
prima y los materiales indirectos que nos servirán en el transcurso del proceso.
2. Diseño de la pieza: En este proceso se diseñaran (plasmado en un dibujo) los modelos
que se quieran fabricar; dependiendo del requerimiento del cliente, ya que estos son solo
producidos a pedido.
3. Modelaje: En el modelaje se creará el modelo de la pieza en barro, arcilla o metal
(normalmente latón, cobre). Se trabajará con arcilla por la facilidad en su manipulación.
4. Transporte de cada material a su proceso.- Los materiales se transportan al proceso
donde van a intervenir; el transporte se realiza manualmente.
5. Mezclado del revestimiento.- Se realiza una mezcla, en una vasija de plástico, de yeso y
agua. Al yeso se le agregará agua hasta que se forme una mezcla homogénea y no muy
espesa, para que ésta pueda fluir en un cilindro y tome la forma del modelo de cera.
6. Vertido del revestimiento.- El modelo en arcilla o barro se coloca en una base, luego se
vierte la mezcla de yeso, este debe vaciarse inmediatamente después del mezclado para que
el yeso no se endurezca, es decir que tenga la suficiente fluidez para tomar la forma del
modelo.
7. Vaciado de la cera: Después de verter el yeso, esperar que se endurezca para poder
extraer el modelo dentro de dicho yeso (se extraerá del molde que esta en dos partes), para
luego verter la cera liquida caliente en el molde que se ha formado con el yeso.
8. Transporte del molde crudo al horno.- El molde de yeso se transporta manualmente a
un horno eléctrico.
9. Cocimiento del molde crudo.- Con esta operación se elimina la cera del cilindro,
dejando así la cavidad que servirá de molde para el vaciado del metal, también se elimina la
humedad del cilindro y al mismo tiempo se le da un tratamiento para que resista el choque
térmico del metal fundido. La temperatura del horno debe alcanzar los 150°C para que la
cera fluya completamente.
10. Transporte del molde hacia el área de colada.- El molde se transporta manualmente a
un área específica solo para colados.
11. Fusión del metal puro o aleación: Mayormente en orfebrería se trabaja en base a la
plata, porque este tipo de metal es que tiene mas demanda internacionalmente.
Se fundirá la plata en un horno eléctrico tipo mufla con crisol de grafito a un
temperatura de 961 ºC.
12. Transporte al molde.- El crisol con el metal puro o la aleación fundida, que en este
caso es la plata, se transporta al molde de yeso que previamente ha sido calentado, usando
unas piezas o tenazas.
13. Obtención de la pieza.- La aleación se deposita en un compartimiento de la máquina
centrífuga depositado en el otro extremo el cilindro con el molde de yeso; al accionar la
máquina centrifugadora la aleación, por medio de la fuerza centrífuga, se introduce en el
molde ocupando el espacio que dejó el modelo de cera. El tiempo de centrifugado varía de
1 a 3 minutos dependiendo del modelo que se quiera producir y de la cantidad de metal que
éste vaya a contener. Después de este tiempo se apaga la máquina y se destruye el molde de
yeso, obteniendo el meta o aleación formada.
14. Transporte a mesa de trabajo.- El anillo se transporta manualmente a una mesa de
trabajo.
15. Limado.- La primera operación de terminado de las piezas consiste en limarlas, lo que
se realiza con una lima gruesa con la que se eliminan de las piezas y las rebabas de la
fundición.
Las piezas limadas y libres ya de cualquier prominencia no deseada se lijan con
papel lija del número 1. Esta es un tratamiento previo al proceso de pulido que tiene por
objeto eliminar las rayas dejadas por la lima y los defectos gruesos de fundición.
Las operaciones de limado producen arranque de material, este material es
reciclable, es entonces es necesario llevarla a cabo sobre charolas recolectoras de limalla.
16. Cincelado: en orfebrería las piezas para un buen acabado decorativo deben ser
cinceladas para dar al dibujo el realce y la forma adecuada.
El cincelado se realiza fijando la pieza sobre una superficie, una vez enfriado la
pieza se procede a trabajar la pieza con cincel o buril, hasta obtener el resultado deseado.
17. Pulido: Se procede a pulir las piezas con abrasivos finos para borrar las marcas
producidas por el trabajo en cincel y/o otros procesos.
18. Limpieza.- Las piezas pulidas suelen acumular en cavidades inaccesibles restos de
material utilizados durante el proceso, esto provoca opacidad. El tratamiento de limpieza
remueve las impurezas de las piezas, este tratamiento tiene lugar en una tina en la que las
piezas se sumergen en una solución limpiadora que generalmente se compone de jabón de
sosa, agua y amoniaco. La limpieza de las piezas además de eliminar impurezas, prepara la
superficie de las mismas para la operación del abrillantado final, el proceso toma
aproximadamente 30 minutos.
19. Abrillantado.- Este tratamiento tiene lugar en una cuba que contiene agua destilada y
una solución de cianuro de sodio, la proporción utilizada es dos partes de la solución de
cianuro por una parte de agua destilada. Se eleva la temperatura del líquido contenido en la
cuba hasta el punto de ebullición.
Las piezas que se van a abrillantar se sumergen en la solución cianurada y se añade
peróxido de hidrógeno al 30% a razón de 30 ml. por litro de solución.
Después de añadir el peróxido de hidrógeno la solución reacciona violentamente,
esta operación se hace dentro de una cabina que se cierra antes de que la reacción tenga
lugar, de esta manera se evita que los vapores desprendidos contaminen el ambiente y que
la solución se riegue. Cuando la reacción termina, las piezas se sacan de la cuba y se
enjuagan con agua abundante.
Al finalizar el proceso las piezas se pueden secar normalmente teniendo cuidado de
no utilizar fibras que las puedan rayar, en este momento las joyas quedan completamente
terminadas, siendo colocadas en un cajón de acero.
20. Inspección.- Se verifica, visualmente, que las piezas no contengan rayones o defectos y
que su brillo sea el adecuado. Si las piezas aprueban la inspección, se quintan con una
máquina quintadora.
21. Transporte a caja fuerte.- El cajón de acero con las piezas se transporta manualmente
a una caja fuerte.
22. Almacenamiento.- El cajón con las piezas se introduce en la caja fuerte quedando listas
las joyas para su venta.
Técnicas para reconocer el Oro y la Plata
En nuestro caso, la forma más común de adquirir el oro y la plata en nuestro
medio es por dos formas más comunes:
♦ Productores artesanales
♦ Revendedores, comercializadores artesanales.
Es necesario conocer mediante pruebas metalúrgicas la veracidad si el metal
adquirido es oro y plata refinada pura.
Para conocer si una pieza es de de oro o de plata lo puede hacer de la siguiente
manera:
Las soluciones que se requieren son:
- Ácido Nítrico puro
- Ácido Muriático (Ac. Clorhídrico) al 50 % mínimo
Prueba para la Plata:
1) A la pieza de joyería que se desee calar o probar la calidad de su metal se debe
de limar un poco la superficie en donde se va a efectuar la prueba para que los
ácidos trabajen en el metal directamente y no en una posible cubierta que
pudiera tener.
2) Se le coloca una gota de ácido nítrico a la pieza y después de 5 segundos se
limpia la zona. Si la pieza de joyería es de plata Sterling (.925) se va a observar
una reacción de color gris. Cuando se adiciona el Ac. Muriático sobre el Ac.
Nítrico se produce una nata blanquecina.
♦ Si la pieza es de otro metal que no sea plata, el Ac. Nítrico reacciona de color
verde.
Prueba para el Oro:
La reacción que se describe de los ácidos con los diversos quilates del oro
son similares si se efectúan sobre una joyería de oro blanco o amarillo.
1. A la pieza de joyería que se desee calar o probar la calidad de su metal se
debe de limar un poco la superficie en donde se va a efectuar la prueba para que los
ácidos trabajen en el metal directamente y no en una posible cubierta que pudiera
tener.
2. Se le coloca una gota de Ac. Nítrico a la pieza y después de 5 segundos se
agrega una gota en la misma zona de Ac. Muriático.
La reacción de los ácidos sobre el oro de diversos quilates es la siguiente:
Oro de 10 k:
El Ac. Nítrico produce una coloración de tonalidad café rojizo. Cuando se agrega el Ac.
Nítrico se produce una nata blanquecina.
Dependiendo del tipo de liga que se emplee en este tipo de joyería de 10 k es posible que
cuando se agregue el Ac. Nítrico no se observe cambio de coloración alguna, sin
embargo al agregar el Ac. Muriático se va a producir una reacción en forma de nata
blanquecina, indicando que dicha pieza es de 10k.
Oro de 14 K
El Ac. Nítrico no produce mancha o reacción en este oro y con la adición del
Ac. Muriático se obtiene una mancha de color oscuro con tonalidades de arco iris.
Oro de 18 K
El Ac. Nítrico no produce mancha o reacción en este oro y con la adición del
Ac. Muriático se obtiene una mancha de color amarillo similar a la yema de huevo.
La joyería fabricada en acero inoxidable no reacciona cuando se aplica el Ac.
Nítrico y con el Ac. Muriático su reacción es muy similar a la que se obtiene en el
oro de 18k, lo que puede dar confusión. Sin embargo la diferencia entre la joyería de
oro de 18 k y la de acero inoxidable es que la primera el metal es mucho mas suave
que la del acero, y esta característica distintiva se va a observar cuando se lime la
pieza para iniciar la prueba.
Importante:
Tener cuidado de no contaminar el Ac. Nítrico con el Ac. Muriático ya que si esto
sucede, el Ac. Nítrico va manchar todos los metales incluyendo el oro de 14 y 18 k.
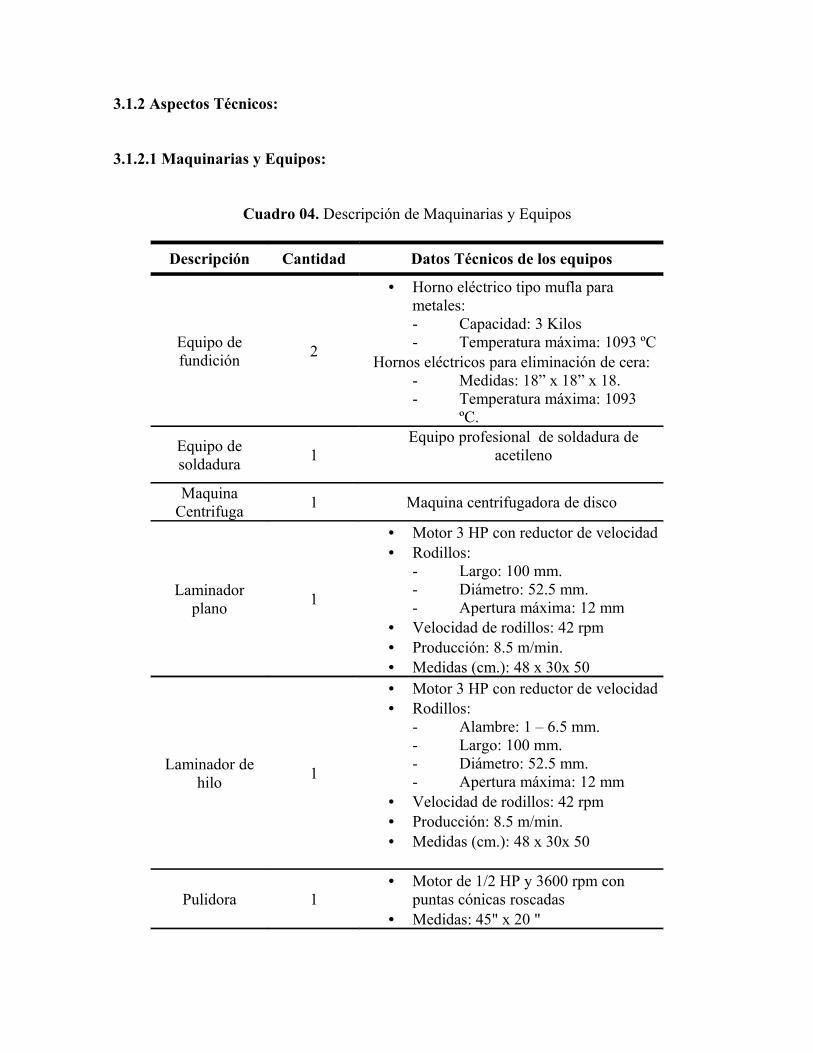
3.1.2 Aspectos Técnicos:
3.1.2.1 Maquinarias y Equipos:
Cuadro 04. Descripción de Maquinarias y Equipos
Descripción Cantidad Datos Técnicos de los equipos
Equipo de fundición
2
• Horno eléctrico tipo mufla para metales:- Capacidad: 3 Kilos- Temperatura máxima: 1093 ºC
Hornos eléctricos para eliminación de cera:- Medidas: 18” x 18” x 18.- Temperatura máxima: 1093
ºC.
Equipo de soldadura
1Equipo profesional de soldadura de
acetileno
Maquina Centrifuga
1 Maquina centrifugadora de disco
Laminador plano
1
• Motor 3 HP con reductor de velocidad• Rodillos:
- Largo: 100 mm.- Diámetro: 52.5 mm.- Apertura máxima: 12 mm
• Velocidad de rodillos: 42 rpm• Producción: 8.5 m/min.• Medidas (cm.): 48 x 30x 50
Laminador de hilo
1
• Motor 3 HP con reductor de velocidad• Rodillos:
- Alambre: 1 – 6.5 mm.- Largo: 100 mm.- Diámetro: 52.5 mm.- Apertura máxima: 12 mm
• Velocidad de rodillos: 42 rpm• Producción: 8.5 m/min.• Medidas (cm.): 48 x 30x 50
Pulidora 1• Motor de 1/2 HP y 3600 rpm con
puntas cónicas roscadas• Medidas: 45" x 20 "
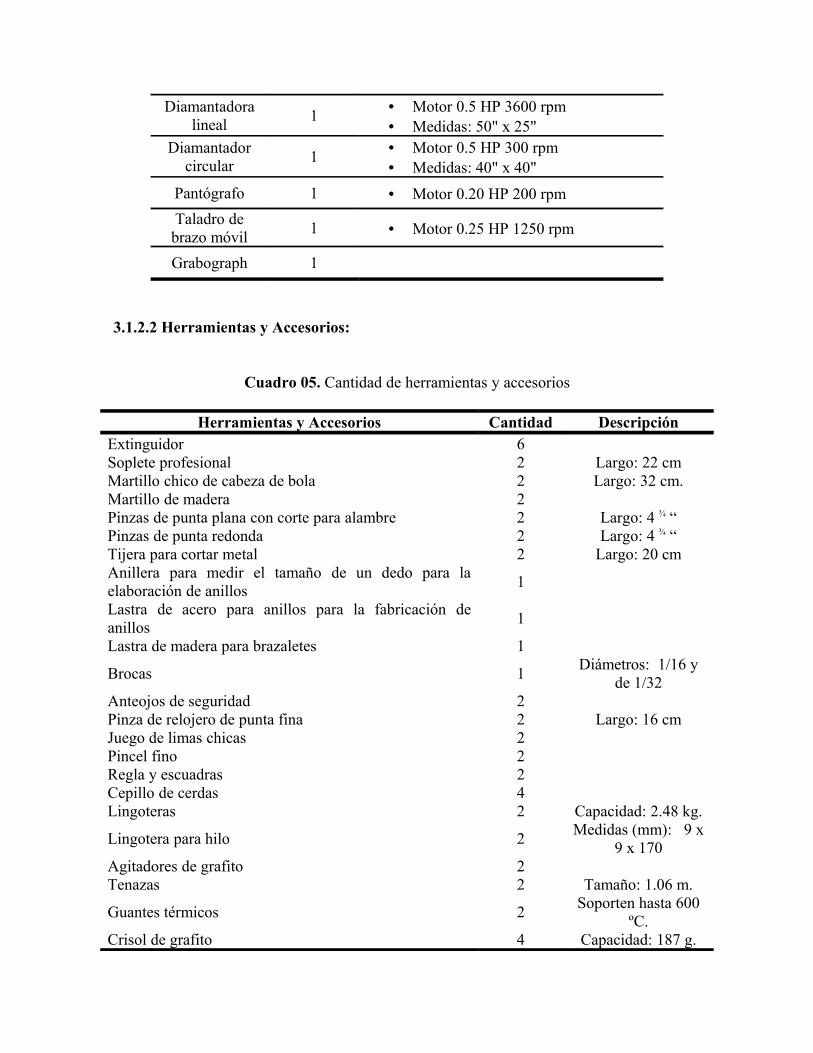
Diamantadora lineal
1• Motor 0.5 HP 3600 rpm• Medidas: 50" x 25"
Diamantador circular
1• Motor 0.5 HP 300 rpm• Medidas: 40" x 40"
Pantógrafo 1 • Motor 0.20 HP 200 rpm
Taladro de brazo móvil
1 • Motor 0.25 HP 1250 rpm
Grabograph 1
3.1.2.2 Herramientas y Accesorios:
Cuadro 05. Cantidad de herramientas y accesorios
Herramientas y Accesorios Cantidad DescripciónExtinguidor 6Soplete profesional 2 Largo: 22 cmMartillo chico de cabeza de bola 2 Largo: 32 cm.Martillo de madera 2Pinzas de punta plana con corte para alambre 2 Largo: 4 ¾ “Pinzas de punta redonda 2 Largo: 4 ¾ “Tijera para cortar metal 2 Largo: 20 cmAnillera para medir el tamaño de un dedo para la elaboración de anillos
1
Lastra de acero para anillos para la fabricación de anillos
1
Lastra de madera para brazaletes 1
Brocas 1Diámetros: 1/16 y
de 1/32Anteojos de seguridad 2Pinza de relojero de punta fina 2 Largo: 16 cmJuego de limas chicas 2Pincel fino 2Regla y escuadras 2Cepillo de cerdas 4Lingoteras 2 Capacidad: 2.48 kg.
Lingotera para hilo 2Medidas (mm): 9 x
9 x 170Agitadores de grafito 2Tenazas 2 Tamaño: 1.06 m.
Guantes térmicos 2Soporten hasta 600
ºC.Crisol de grafito 4 Capacidad: 187 g.
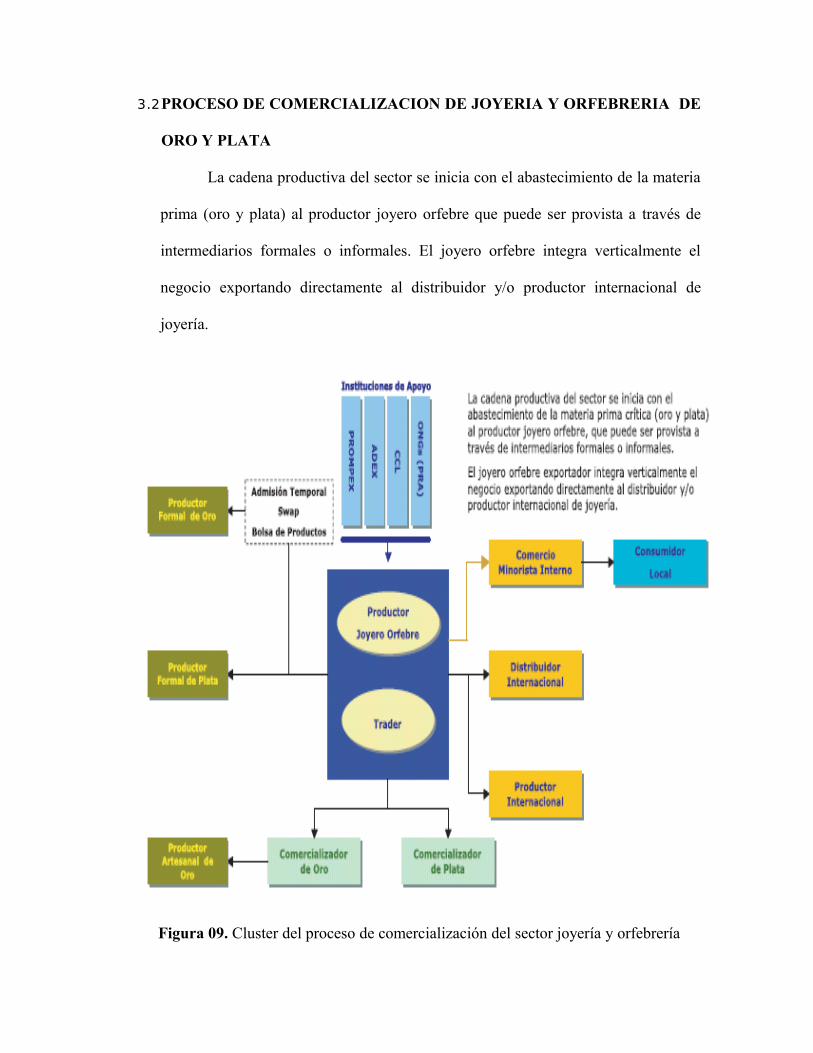
3.2PROCESO DE COMERCIALIZACION DE JOYERIA Y ORFEBRERIA DE
ORO Y PLATA
La cadena productiva del sector se inicia con el abastecimiento de la materia
prima (oro y plata) al productor joyero orfebre que puede ser provista a través de
intermediarios formales o informales. El joyero orfebre integra verticalmente el
negocio exportando directamente al distribuidor y/o productor internacional de
joyería.
Figura 09. Cluster del proceso de comercialización del sector joyería y orfebrería
Nuestros productos serán comercializados al exterior, ofreciendo una gran
variedad de diseños en calidad y precio.
Usaremos la Internet como herramienta básica para ofrecer al mercado,
principalmente estadounidense, nuestros productos de joyería y orfebrería.
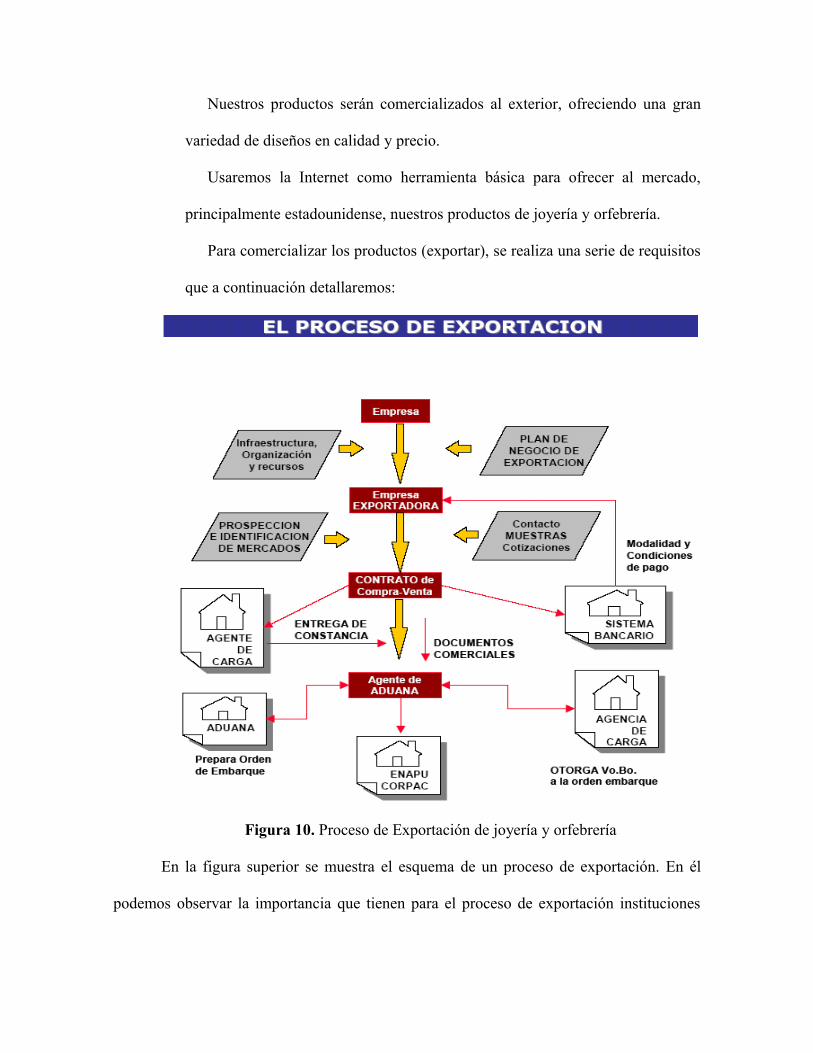
Para comercializar los productos (exportar), se realiza una serie de requisitos
que a continuación detallaremos:
Figura 10. Proceso de Exportación de joyería y orfebrería
En la figura superior se muestra el esquema de un proceso de exportación. En él
podemos observar la importancia que tienen para el proceso de exportación instituciones
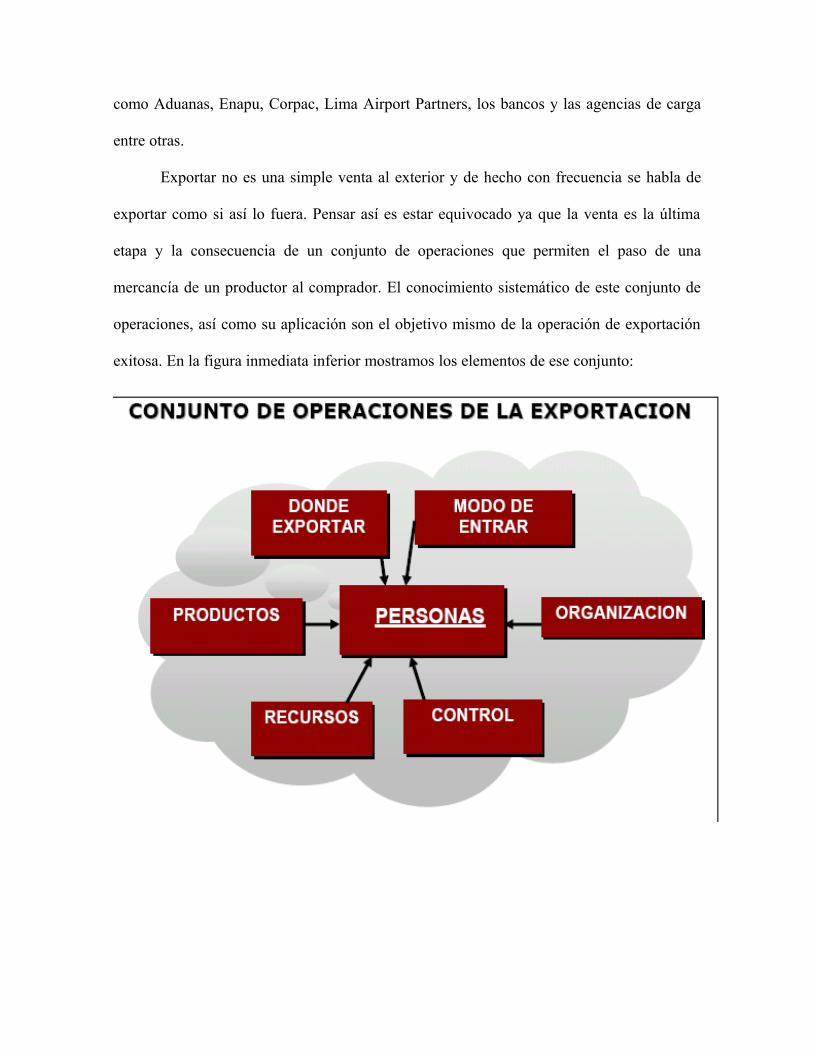
como Aduanas, Enapu, Corpac, Lima Airport Partners, los bancos y las agencias de carga
entre otras.
Exportar no es una simple venta al exterior y de hecho con frecuencia se habla de
exportar como si así lo fuera. Pensar así es estar equivocado ya que la venta es la última
etapa y la consecuencia de un conjunto de operaciones que permiten el paso de una
mercancía de un productor al comprador. El conocimiento sistemático de este conjunto de
operaciones, así como su aplicación son el objetivo mismo de la operación de exportación
exitosa. En la figura inmediata inferior mostramos los elementos de ese conjunto:
El elemento más importante del proceso de exportación es el de las personas (dentro
de él también nos estamos refiriendo a la capacidad empresarial y de gestión). La
mentalidad del total de personas de la empresa, desde el gerente o dueño hasta el último
empleado, debe estar orientada hacia los mercados internacionales. Como es obvio, los
mercados exteriores son diferentes al mercado peruano y por ello es necesario que la
empresa exportadora desarrolle dos niveles de organización:
1• Al interior de la empresa: una adaptación de la estructura organizativa.
2• Al exterior: un establecimiento de canales comerciales idóneos.
3Empresa:
Se deben conocer los siguientes puntos básicos para la exportación:
♦ Capacidad de producción suficiente y eficiente.
♦ Contar con un Plan de Exportación.
♦ Actitud positiva y de apertura para asociarse.
♦ Estudiar el mercado objetivo.
♦ Estar informado de los regímenes aduaneros y de impuestos vigentes.
♦ Conocer las disposiciones: calidad, embalaje y aspectos sanitarios en el mercado de
destino.
♦ Representantes en el exterior: deben ser personas que conozcan el negocio.
♦ El ingreso a nuevos mercados puede ser un trabajo de mediano plazo.
Empresa Exportadora:
♦ Contar con información sobre demanda (y oferta) es uno de los pasos iniciales para
iniciarse en exportaciones.
♦ Uso de nuevas tecnologías de información y comunicación: servicios ofertados por
organismos gubernamentales, gremiales y privados.
♦ Aranceles de importación para el producto en posibles mercados.
♦ Requisitos de ingreso o restricciones existentes (normatividad y legislación)
Contrato de Compra – Venta:
♦ Regula los derechos y obligaciones de cada una de las partes contratantes
(exportador e importador).
♦ El contrato de compra-venta es un instrumento independiente del instrumento
financiero para cobranzas más usado, la Carta de Crédito.
♦ Lugar de pago.
♦ Moneda.
♦ Información del exportador e importador (nombre y dirección completa).
♦ Condiciones de entrega -INCOTERMS (FOB; CIF, etc.)
♦ Ley aplicable al contrato.
♦ Descripción de la mercancía objeto del contrato, especificándose el peso, embalaje,
rotulado, etiquetado, calidad, cantidad, etc.
♦ Precio unitario y total.
♦ Licencias y permisos necesarios.
♦ Impuestos, aranceles, tasas (definiendo claramente quién asumirá el pago).
♦ Condiciones y plazos de pago.
♦ Bancos que intervienen en la operación.
♦ Documentos exigidos por el importador.
♦ Lugar y plazo de entrega o de disponibilidad.
♦ Modalidad de seguro.
♦ Garantía del producto (especificando claramente el tiempo de garantía u otros
condicionantes).
♦ Modalidad de transporte y pago de flete.
♦ Retrasos de entrega y valor de las penalizaciones (si las hubiera).
♦ Lugar de embarque y desembarque.
♦ Fuerza mayor o disculpa por incumplimiento de contrato. Implica definir las
circunstancias en que se liberan las partes de responsabilidad por incumplimiento de
contrato.
♦ Arbitraje (una cláusula de arbitraje, facilita la resolución rápida y amistosa de las
posibles discrepancias o litigios entre las partes)
♦ Firma de las partes (la firma indica la aceptación por las partes de las condiciones
del contrato)
Documentos requeridos luego del contrato:
♦ Factura Comercial: acredita la propiedad de la mercadería
♦ Conocimiento de Embarque Conocimiento de Embarque (Hill of Lading o Airwail
Bill: acredita el contrato de transporte, emisión hecha por empresa de transporte
luego de recibir la carga.
♦ Lista de Empaque o Lista de Empaque o Packing List: : documento de embarque
que detalla todas las mercancías embarcadas para facilitar su posterior ubicación
Los Incoterms
Los Incoterms, abreviación de "International Commercial Terms", son unos términos
comerciales mundialmente aceptados y utilizados en los contratos de compra-venta
internacionales de productos/mercancías. La última versión es la del año 2000. Sin embargo
todas las versiones siguen vigentes. Por tanto, para el uso de los Incoterms se debe hacer
mención de la versión (Ejm. Incoterms 2000). Cuando se realizan las exportaciones hay que
definir, entre otras cosas, el lugar donde se entregarán las mercancías. Este lugar, pactado
previamente entre el exportador y el importador, tiene que quedar indicado en el contrato
de compraventa internacional. Para reflejar como se entregarán las mercancías, el contrato
se podría hacer de dos formas: definiendo lo más exactamente posible el lugar de entrega,
quién se hace cargo del transporte hasta ese lugar, quién asume el riesgo, quién deberá
realizar los trámites de importación y/o exportación, etc. y además, en diferentes idiomas, o
de la otra manera que es emplear los Incoterms.
Objetivos:
♦ Establecer una interpretación común de los términos usuales utilizados en la
compra-venta internacional.
- Los Incoterms establecen:
♦ Transferencia de riesgos
♦ Responsabilidad de costos
♦ Documentación
- Cada término permite determinar los conceptos que componen el precio:
♦ Obligaciones del vendedor
♦ Obligaciones del comprador
- Tratan aspectos de la compra-venta:
♦ Entrega, riesgos, gastos y documentos.
1 - Cuando en una oferta o contrato se use una determinada cláusula de los Incoterms
debe tenerse presente:
♦ Indicar versión que corresponda:
0 – Incoterms2000.
♦ Indicar lugar:
0 – Paita.
- Los Incoterms se agrupan en 4 categorías:
♦ Grupo E (EXW)
♦ Grupo F (FCA, FAS, FOB)
♦ Grupo C (CFR, CIF, CPT, CIP)
♦ Grupo D (DAF, DES, DEQ, DDU, DDP)
• EXW (Ex Works, a la salida)
La responsabilidad del vendedor consiste en colocar la mercancía a disposición del
comprador en las propias instalaciones del vendedor. El comprador soporta todos los costes
y riesgos de transporte de la mercancía desde ese punto al destino deseado. Este
INCOTERM supone el mínimo de obligaciones para el vendedor.
• FAS (Free Alongside Ship, puerto de embarque convenido).
La obligación del vendedor es entregar la mercancía colocándola al costado del
buque o sobre el muelle en el puesto de embarque convenido. Los gastos de transporte y
seguro, así como los riesgos por daño de la mercancía, corren a cargo del comprador una
vez entregada la mercancía. Debe usarse únicamente para el transporte por mar o vías
acuáticas.
• FCA (Free Carrier, sin pago del transporte principal).
Las obligaciones del vendedor consisten en entregar la mercancía al transportista
designado por el comprador en el punto convenido. Los gastos de transporte y seguro, así
como los riesgos incurridos, corren por cuenta del comprador una vez se ha entrega de la
mercancía.
• FOB (Free on Board, franco a bordo)
La obligación del vendedor es entregar las mercancías a bordo del buque en el
puerto convenido. El vendedor también se responsabiliza de los trámites de aduana de
exportación. También se hace cargo de los gastos de la carga de las mercancías en el buque.
Por su parte el comprador paga el flete y el seguro, además de correr con el riesgo de
pérdida o daño de las mercancías cuando sobrepasa la borda del buque.
• CFR (Cost and Freight, coste y flete)
El vendedor elige el barco y paga los gastos y el flete necesarios para hacer llegar la
mercancía al puerto de destino acordado. El vendedor despacha la mercancía con los
trámites aduaneros para su exportación. Los riesgos de pérdida o daño de la mercancía
pasan al comprador desde el momento que se ponen las mercancías a bordo del buque en el
puerto de embarque convenido.
• CPT (Freight/Carriage paid to, transporte pagado hasta)
El exportador paga el flete de las mercancías hasta el destino convenido. También
lleva a cabo los trámites aduaneros para la exportación. Los riesgos de pérdida y daño
pasan al comprador desde el momento que la mercancía es entregada a la custodia del
transportista.
• CIP (Freight/Carriage and insurance paid to, transporte y seguros pagados hasta)
El vendedor tiene las mismas obligaciones que bajo CPT, pero además paga el
seguro de transporte de la mercancía.
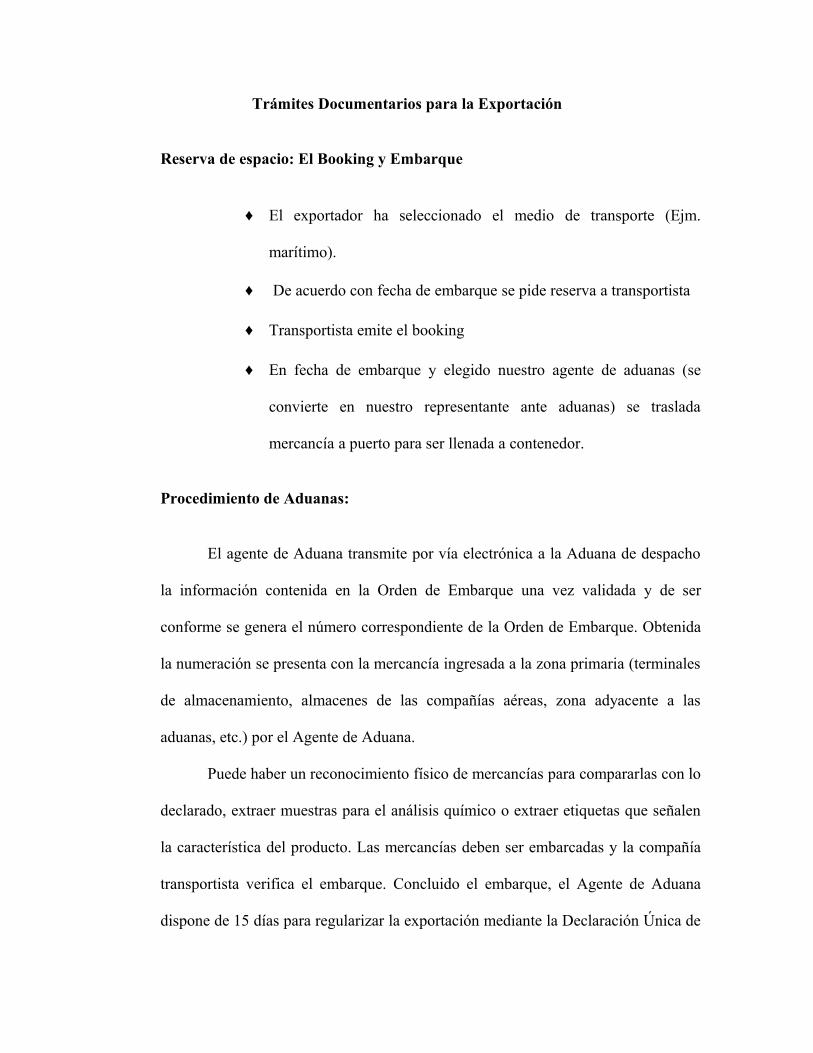
• CIF (Cost, Insurance and Freight, costo seguro y flete)
Las obligaciones del vendedor son las mismas que en el INCOTERM CFR, pero
además ha de pagar el seguro de la mercancía durante el transporte.
• DES (Delivered Ex Ship, entrega sobre buque)
El vendedor escoge el barco, paga el flete y soporta los riesgos del transporte
marítimo hasta el destino. Los gastos de descarga corren por cuenta del comprador.
• DEQ (Delivered Ex Quay, entrega sobre muelle, derechos pagados)
El vendedor pone la mercancía a disposición del comprador sobre el muelle en el
puerto destino convenido, despacha en aduana para la importación. El vendedor ha de
asumir todos los riesgos y gastos hasta aquel punto, incluidos también los correspondientes
a la descarga.
• DDU (Delivered duty Unpaid, entrega con derechos no pagados)
El vendedor entrega la mercancía cuando la pone a disposición del comprador en el
lugar convenido del país de importación. El vendedor ha de asumir todos los riesgos y
gastos hasta aquel punto, excluidos los derechos e impuestos exigibles a la exportación.
• DDP (Delivered Duty Paid, entrega con derechos pagados)
El vendedor tiene las mismas obligaciones que bajo DDU, pero además paga los
derechos de la importación de la mercancía. Supone la mayor obligación y riesgos para el
vendedor dentro de los Incoterms.

• DAF (Delivered at Frontier, entregado en frontera)
El vendedor se compromete a entregar la mercancía despachada en aduana para la
exportación en el lugar y punto convenido de la frontera. El vendedor asume los riesgos de
daño y pérdida de la mercancía hasta el momento de la entrega.
Los medios de transporte para la entrega de nuestros productos son por transporte
aéreo y de mar.
♦ Para el transporte aéreo esta sujeto el FCA.
♦ Para el transporte marítimo esta sujeto los siguientes Incoterms:
- FAS
- FOB
- CFR
- CIF
- DES
- DEQ
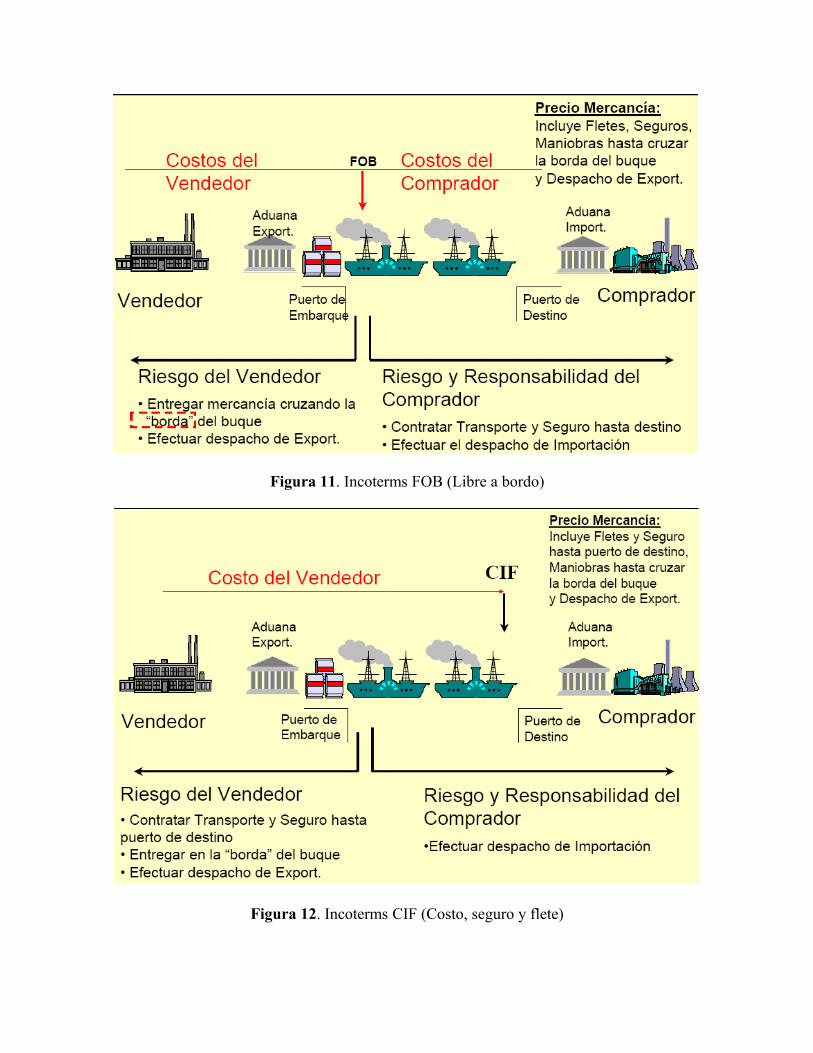
Figura 11. Incoterms FOB (Libre a bordo)
Figura 12. Incoterms CIF (Costo, seguro y flete)
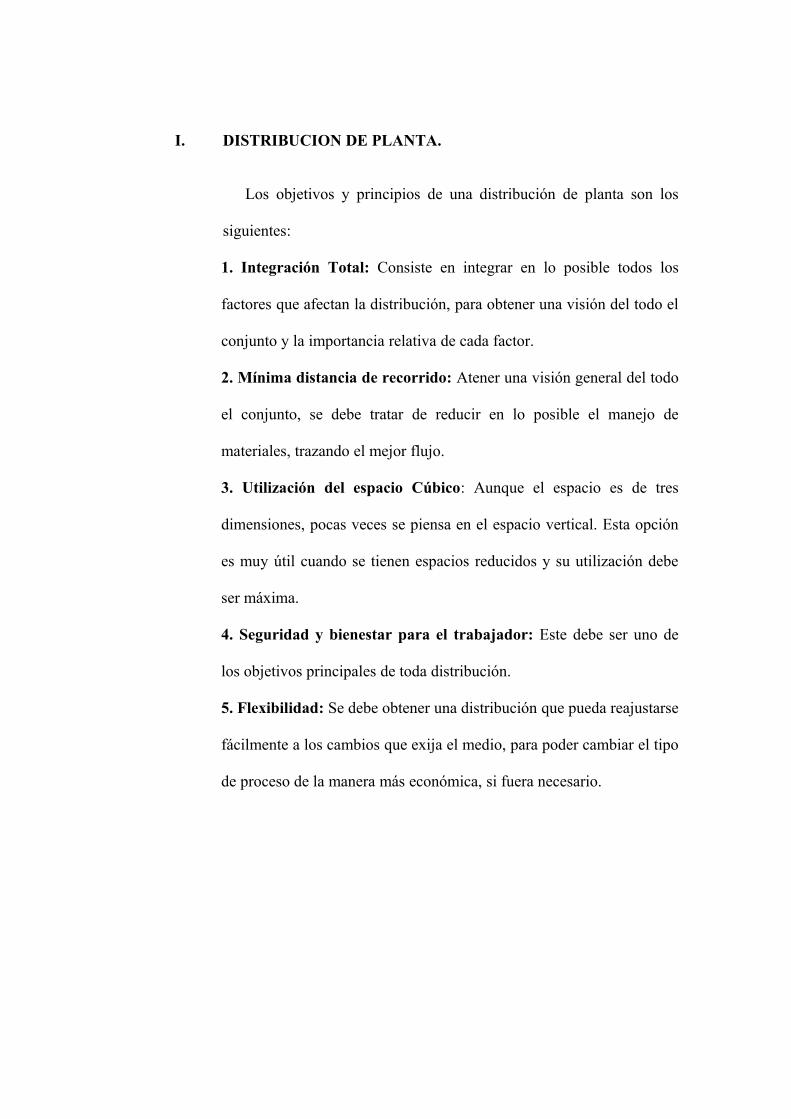
Trámites Documentarios para la Exportación
Reserva de espacio: El Booking y Embarque
♦ El exportador ha seleccionado el medio de transporte (Ejm.
marítimo).
♦ De acuerdo con fecha de embarque se pide reserva a transportista
♦ Transportista emite el booking
♦ En fecha de embarque y elegido nuestro agente de aduanas (se
convierte en nuestro representante ante aduanas) se traslada
mercancía a puerto para ser llenada a contenedor.
Procedimiento de Aduanas:
El agente de Aduana transmite por vía electrónica a la Aduana de despacho
la información contenida en la Orden de Embarque una vez validada y de ser
conforme se genera el número correspondiente de la Orden de Embarque. Obtenida
la numeración se presenta con la mercancía ingresada a la zona primaria (terminales
de almacenamiento, almacenes de las compañías aéreas, zona adyacente a las
aduanas, etc.) por el Agente de Aduana.
Puede haber un reconocimiento físico de mercancías para compararlas con lo
declarado, extraer muestras para el análisis químico o extraer etiquetas que señalen
la característica del producto. Las mercancías deben ser embarcadas y la compañía
transportista verifica el embarque. Concluido el embarque, el Agente de Aduana
dispone de 15 días para regularizar la exportación mediante la Declaración Única de
Aduanas (DUA) ante el Área de Exportaciones de la Aduana donde numero la
Orden de Embarque, con las constancias de lo efectivamente embarcado por el
transportista, adjuntando los siguientes documentos:
♦ Copia autenticada de la Orden de Embarque original.
♦ Copia autenticada del Conocimiento de Embarque.
♦ Guía Aérea o Marítima
♦ 2da copia de la factura comercial SUNAT en castellano.
Con la DUA el exportador puede lograr beneficios como el “drawback” y la
devolución del IGV. La venta de exportación esta exonerada del pago de IGV y se
le devuelve el IGV de sus compras.
Operaciones Bancarias
Una vez que el exportador tiene todos los documentos descritos estos se
envían al comprador / importador para su respectivo pago bajo las siguientes
modalidades:
- Cobranza simple
El exportador envía los documentos de embarque directamente a su cliente y
este de acuerdo al plazo de pago ordena una transferencia a la cuenta bancaria del
exportador. Generalmente se realiza cuando hay una muy buena relación comercial
y confianza mutua entre la partes, además se incurre en menores gastos bancarios.
- Crédito documentario
Es autónomo del contrato de compra-venta de mercancías. Es un
compromiso que obliga a un banco a pagar por cuenta y orden del comprador. Se
trata de un contrato entre el comprador (importador) y un banco para que pague
determinada cantidad de dinero al beneficiario (exportador).
El banco del importador (ordenante) paga directamente o vía sus
corresponsales:
♦ Dentro de plazos determinados.
♦ Contra documentos que presente el beneficiario (exportador).
♦ Si los términos y condiciones se cumplen literalmente.
El crédito documentario puede ser utilizado para diferentes operaciones,
incluyendo cartas de crédito. ¿Por qué utilizarlo e incurrir en mayores costos? Para
reducir riesgos.
- Cobranza documentaria
Se canaliza la entrega de documentos de embarque por medio de los bancos
de las partes, de acuerdo a las reglas de Comercio Internacional y se entrega los
documentos previo pago (a la vista) o aceptación de la cobranza (pago a plazo).
- Carta de crédito
Se utiliza como instrumento de pago y garantía en un amplio rango de
transacciones comerciales, funciona de la siguiente manera:
El comprador solicita a su banco la admisión de su crédito a favor del
exportador de conformidad a sus instrucciones, esto constituye un compromiso
independiente del banco y es exigible contra este banco.
El exportador despacha sus mercancías y presenta sus documentos a su
banco para exigir su pago, el banco pagador envía los documentos al banco emisor y
obtiene el reembolso.
Figura 13. Cobranza Simple
Figura 14. Crédito documentario
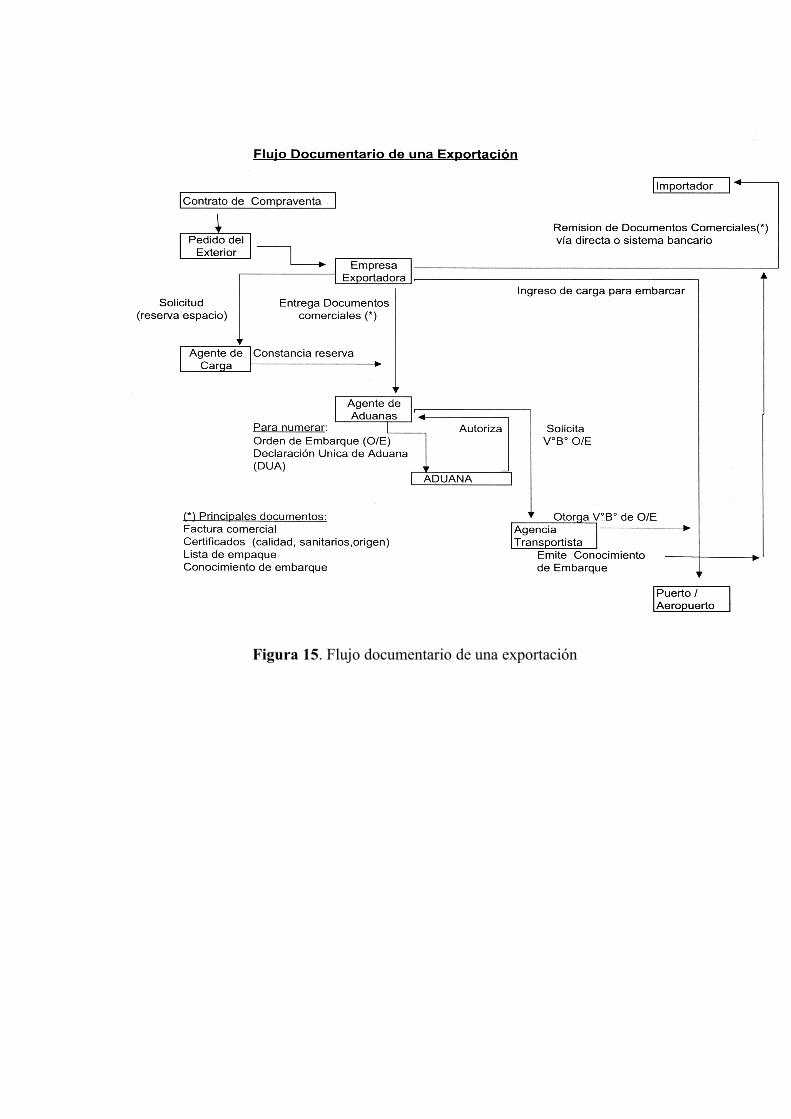
Figura 15. Flujo documentario de una exportación
I. DISTRIBUCION DE PLANTA.
Los objetivos y principios de una distribución de planta son los
siguientes:
1. Integración Total: Consiste en integrar en lo posible todos los
factores que afectan la distribución, para obtener una visión del todo el
conjunto y la importancia relativa de cada factor.
2. Mínima distancia de recorrido: Atener una visión general del todo
el conjunto, se debe tratar de reducir en lo posible el manejo de
materiales, trazando el mejor flujo.
3. Utilización del espacio Cúbico: Aunque el espacio es de tres
dimensiones, pocas veces se piensa en el espacio vertical. Esta opción
es muy útil cuando se tienen espacios reducidos y su utilización debe
ser máxima.
4. Seguridad y bienestar para el trabajador: Este debe ser uno de
los objetivos principales de toda distribución.
5. Flexibilidad: Se debe obtener una distribución que pueda reajustarse
fácilmente a los cambios que exija el medio, para poder cambiar el tipo
de proceso de la manera más económica, si fuera necesario.
II. ESTRUCTURA ORGANIZACIONAL
En este capítulo presentamos la parte organizativa del proyecto
definiendo un esquema orgánico, ágil, flexible y saturado bajo las condiciones
necesarias para la buena marcha administrativa de la empresa.
Clasificación de las empresas.
A.- Por su naturaleza.- Pertenece a las empresas de transformación.
B.- Por su pluralidad económica y Jurídica.- De acuerdo a las leyes
industriales que rigen en nuestro país, la empresa se ubica en el sector de
pequeña y mediana empresa adoptando para el efecto de desarrollo de
nuestras actividades la forma de sociedad anónima cerrada (SAC) donde el
patrimonio de la empresa estará conformada por las acciones de los socios y
la responsabilidad ante la misma no involucra sus patrimonios personales.
Tipos de organización.
La estructura organizativa que mejor se adapta a nuestra empresa es la del tipo
lineal con asesoría, puesto que se contará con estratificaciones de autoridad y
responsabilidad que decrece desde los más altos cargos a los más bajos escalones
de la organización, estas funciones de asesoría que son necesarias para nuestra
empresa corresponden al pago legal y contable de terceros.
Descripción de las funciones
a.- Directorio (01)
Formado por la junta de accionistas, donde el que tiene la mayor cantidad
de acciones tomara el cargo de la presidencia del directorio.
Es el que ordena y toma las decisiones de la empresa.
El directorio es aquel que aporta dinero para la empresa.
b.- Gerente (01)
Es el responsable de la dirección y de la representación de la empresa
frente a terceros, entre sus funciones tenemos que es el responsable del
funcionamiento de las finanzas y el resultado de los negocios de la empresa.
Dar veracidad de las aportaciones hechas durante su periodo.
b.- Jefe de producción y compras (01)
Es el encargado de la producción en general del producto.
Diseña y organiza la producción y su proceso.
Racionaliza el trabajo.
Controla la calidad.
c.- Asesor contable financiero (01)
Es el encargado de llenar los libros contables que exige la ley además de
los libros contables, tendrá los balances, los estados financieros, pago de
impuestos, todo el trámite municipal.
d.- Secretarios (01)
Mantendrán a punto las comunicaciones tanto en el interior como en el
exterior de la empresa.
Su puesto es de apoyo administrativo.
e.- Personal obrero (08)
Están directamente comprometidos con la línea de producción, será un
personal experimentado en este tipo de trabajo.
Recibirán ordenes del jefe de producción en informarán por escrito las
ocurrencias de su jornada.
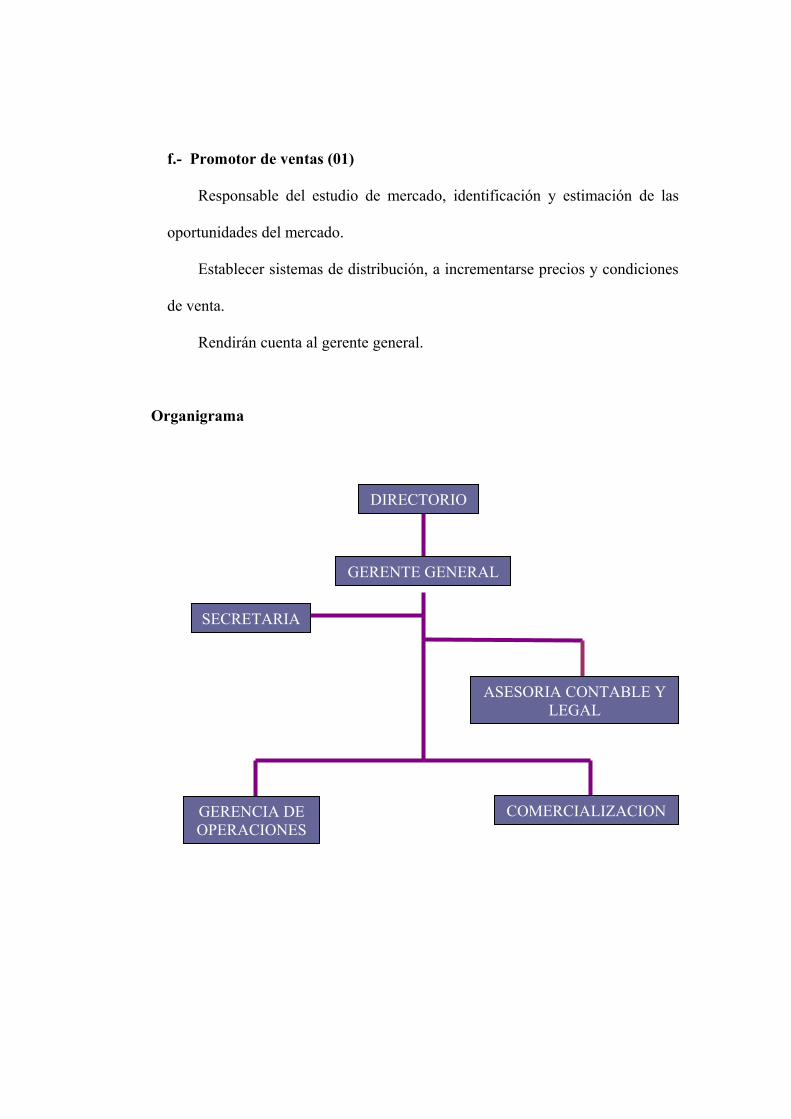
f.- Promotor de ventas (01)
Responsable del estudio de mercado, identificación y estimación de las
oportunidades del mercado.
Establecer sistemas de distribución, a incrementarse precios y condiciones
de venta.
Rendirán cuenta al gerente general.
Organigrama
GERENTE GENERAL
ASESORIA CONTABLE Y LEGAL
GERENCIA DE OPERACIONES
COMERCIALIZACION
DIRECTORIO
SECRETARIA
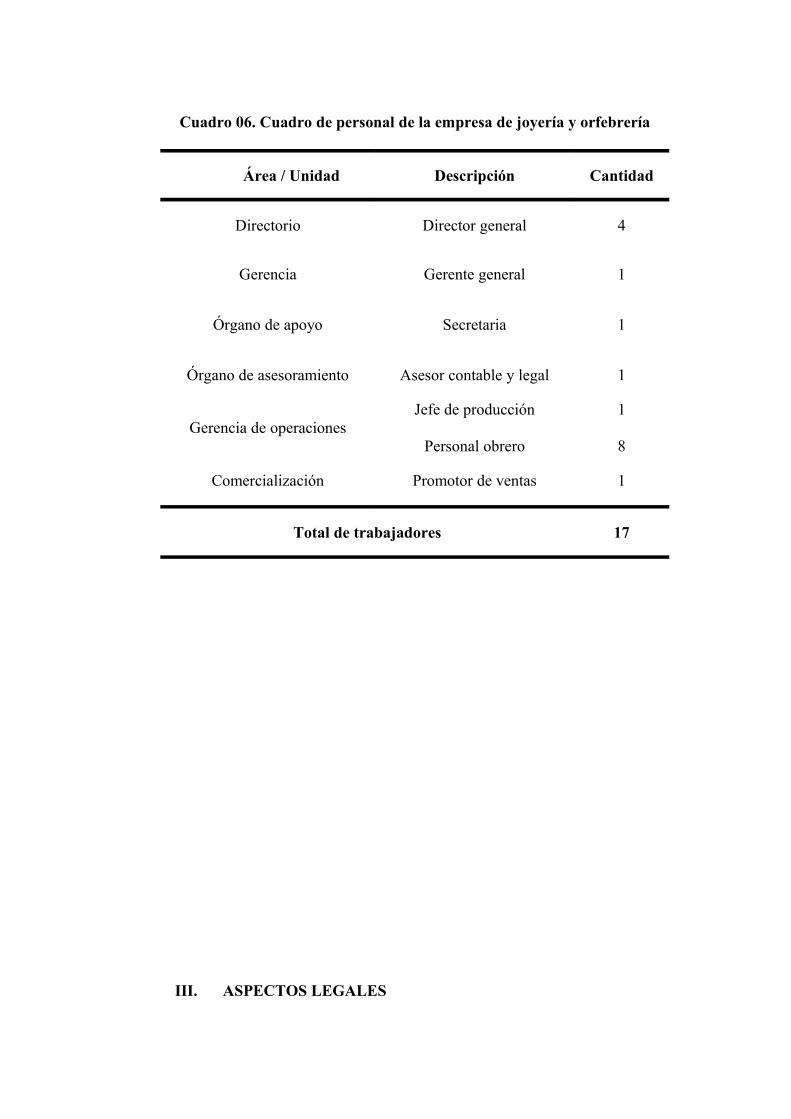
Cuadro 06. Cuadro de personal de la empresa de joyería y orfebrería
Área / Unidad Descripción Cantidad
Directorio Director general 4
Gerencia Gerente general 1
Órgano de apoyo Secretaria 1
Órgano de asesoramiento Asesor contable y legal 1
Gerencia de operacionesJefe de producción
Personal obrero
1
8
Comercialización Promotor de ventas 1
Total de trabajadores 17
III. ASPECTOS LEGALES
Tramites:
1. Tramitar el Certificado de Búsqueda Mercantil en la Oficina de Registros
Públicos de Trujillo a fin de verificar si existe o no otra empresa con la misma
denominación.
2. Elaborar dos (2) juegos del Proyecto de Minuta en originales de acuerdo al
modelo proporcionado y presentarla a la Oficina de Asesoramiento, adjuntando el
Certificado de Búsqueda Mercantil y copia simple del DNI de los socios y/o
accionistas titulares.
3. Si el aporte de capital o parte del mismo es en efectivo, depositar dicho
monto en una Cuenta Corriente a nombre de la empresa, en el Banco de su
preferencia. Entregar el comprobante de depósito en la Oficina de Asesoramiento
a fin de adjuntarla. Luego la Minuta será remitida al Colegio de Notarios de
Trujillo, institución que asigna la Notaria encargada de elevar la Minuta a
Escritura Pública y derivarla a la Oficina de Registros Públicos, previo pago de
los derechos Notariales y Regístrales correspondientes.
4. Regresar al día siguiente para recabar un juego de la Minuta firmado por
el abogado del Convenio.
5. Se puede tramitar por el Convenio cuando el capital social mínimo
aportado es de S/. 1,000 hasta un máximo de ocho (8) UIT.
6. De acuerdo a la Ley General de Sociedades 26887 nuestra razón social es
de Sociedad Anónima Cerrada.
7. Incorporarse a un régimen tributario, en nuestro caso es el Régimen
General.
Régimen general
Los ingresos brutos anuales son mayores a 100 UIT (S/. 330 000) deben
llevar contabilidad completa.
Tributos:
♦ Impuesto a la renta – tercera categoría.
♦ Impuesto general a las ventas: 19 %
♦ Impuesto extraordinario de solidaridad: 1.7 %.
♦ Contribuciones a Essalud: 9 %.
Retenciones:
♦ Impuesto a la renta – quinta categoría.
♦ Aportes a la ONP: 13 %
♦ Impuesto a la renta – segunda categoría.
♦ Impuesto a la renta – cuarta categoría: 10 %.
♦ Impuesto extraordinario de solidaridad: 1.7 %
9. Tramitar la licencia de funcionamiento del local comercial en la Oficina de
Licencias de la Municipalidad Provincial de Trujillo.
El costo para obtener la licencia es:
- Provisional: S/.56.70.
- Definitivo: S/.353.70
ANEXOS
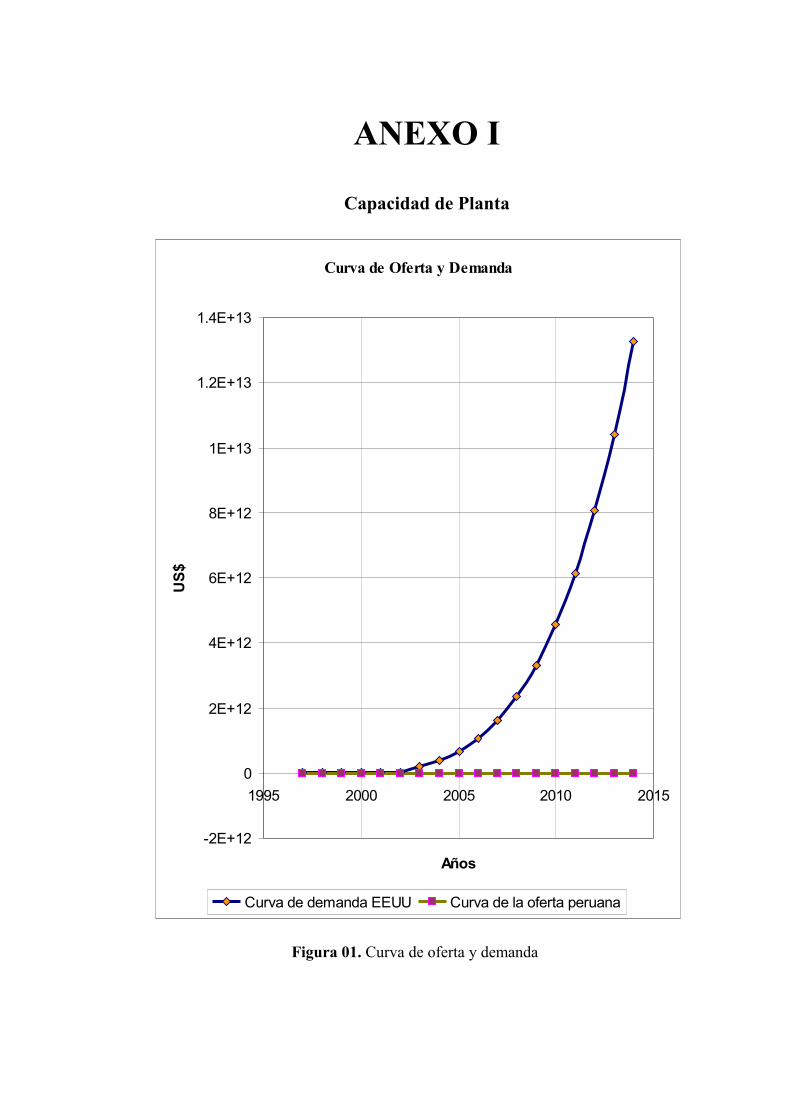
ANEXO I
Capacidad de Planta
Curva de Oferta y Demanda
-2E+12
0
2E+12
4E+12
6E+12
8E+12
1E+13
1.2E+13
1.4E+13
1995 2000 2005 2010 2015
Años
US
$
Curva de demanda EEUU Curva de la oferta peruana
Figura 01. Curva de oferta y demanda
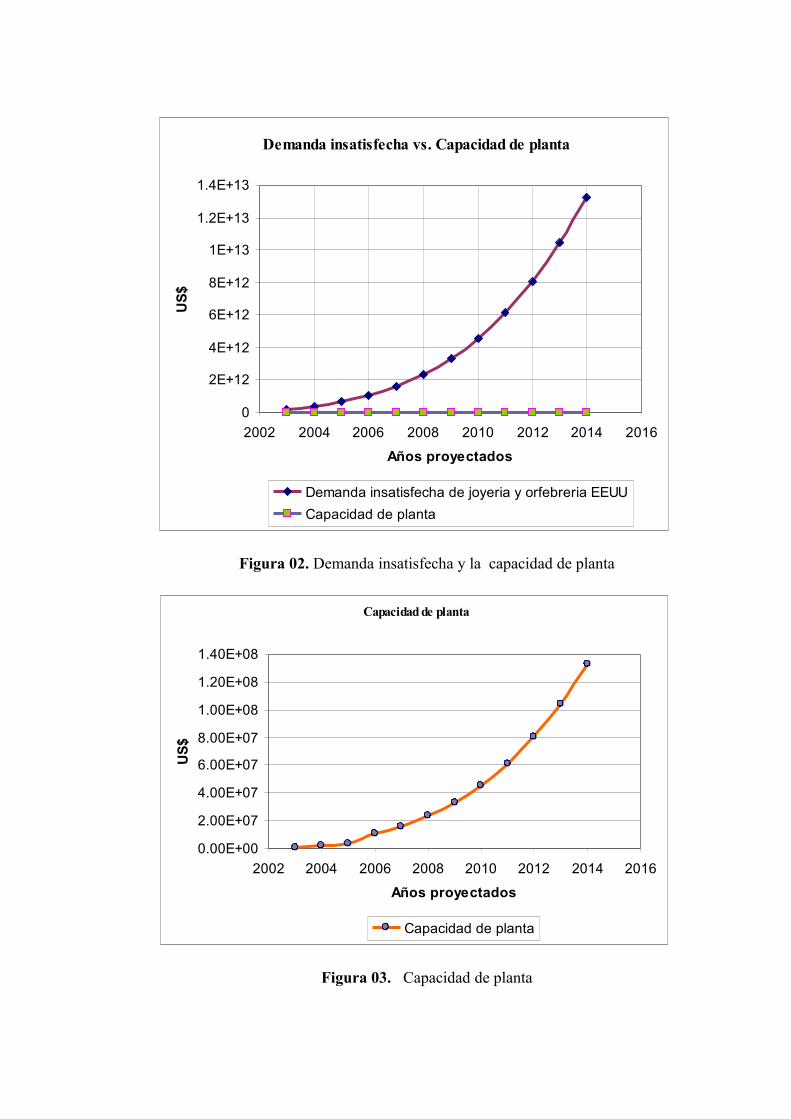
Demanda insatisfecha vs. Capacidad de planta
0
2E+12
4E+12
6E+12
8E+12
1E+13
1.2E+13
1.4E+13
2002 2004 2006 2008 2010 2012 2014 2016
Años proyectados
US
$
Demanda insatisfecha de joyeria y orfebreria EEUU
Capacidad de planta
Figura 02. Demanda insatisfecha y la capacidad de planta
Capacidad de planta
0.00E+00
2.00E+07
4.00E+07
6.00E+07
8.00E+07
1.00E+08
1.20E+08
1.40E+08
2002 2004 2006 2008 2010 2012 2014 2016
Años proyectados
US
$
Capacidad de planta
Figura 03. Capacidad de planta
ANEXO II
Proceso de Fabricación de Anillos en Joyería
Diseño y construcción del modelo en cera
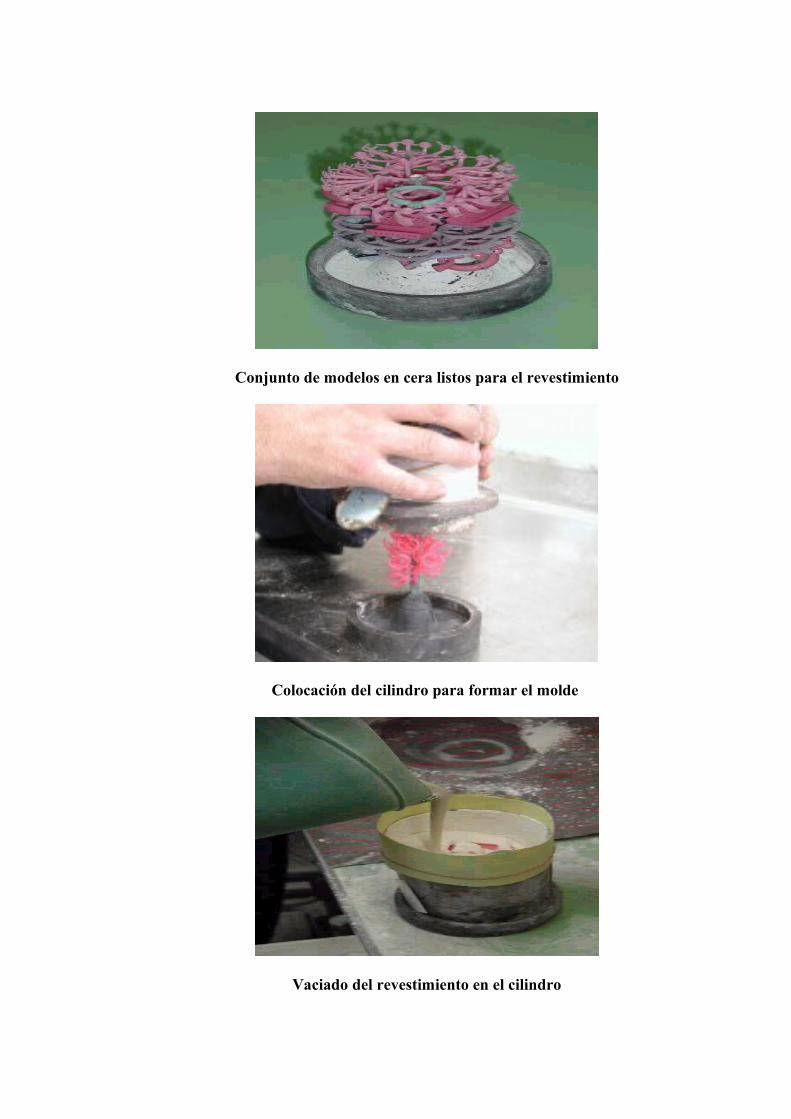
Colocación del modelo formando un árbol para el revestimiento
Conjunto de modelos en cera listos para el revestimiento
Colocación del cilindro para formar el molde
Vaciado del revestimiento en el cilindro
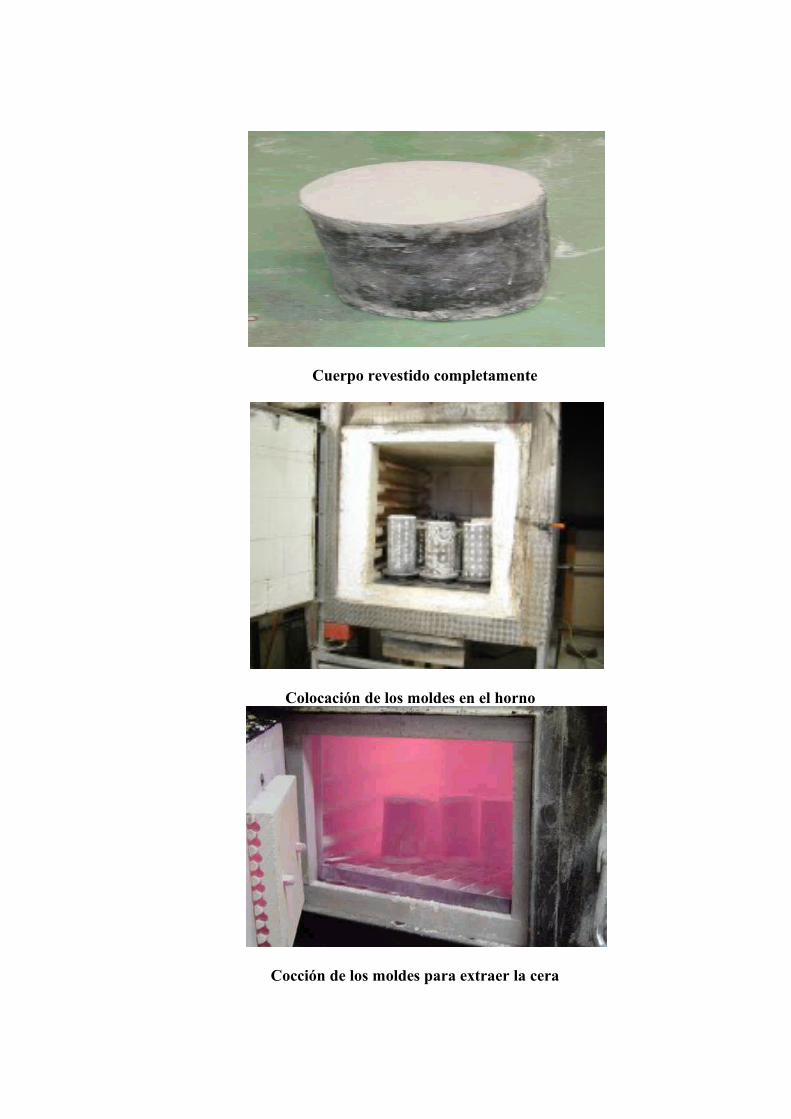
Cuerpo revestido completamente
Colocación de los moldes en el horno
Cocción de los moldes para extraer la cera
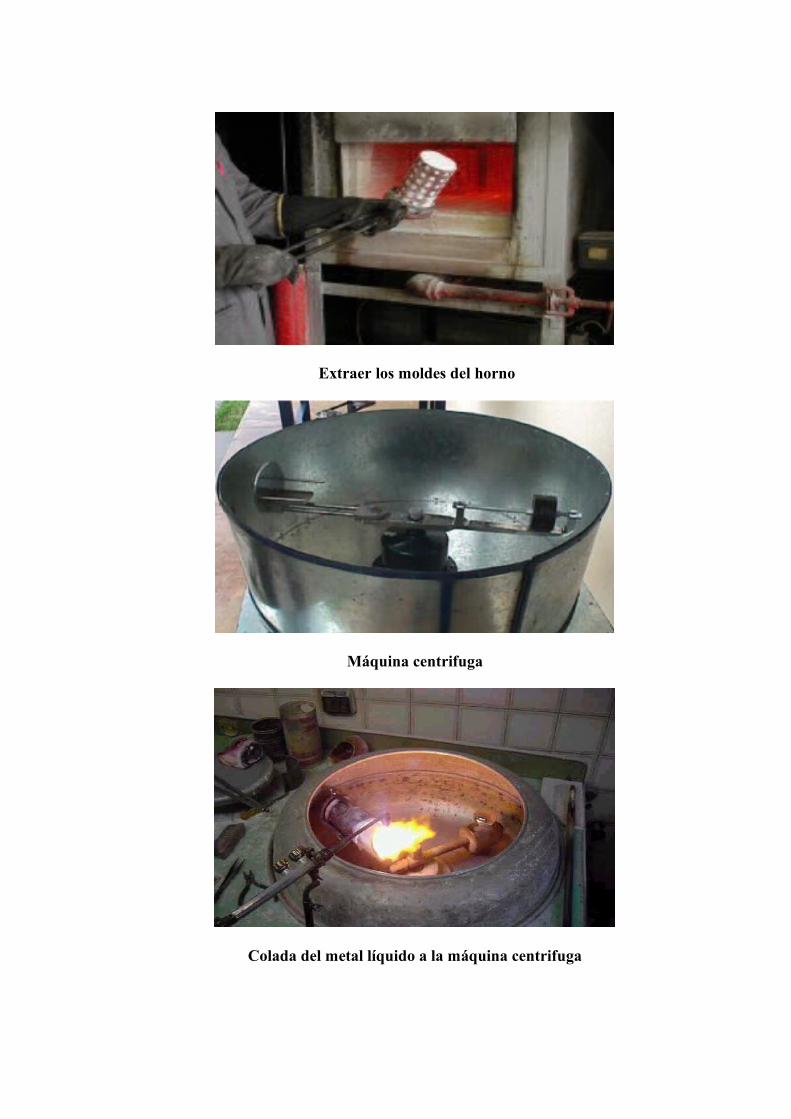
Extraer los moldes del horno
Máquina centrifuga
Colada del metal líquido a la máquina centrifuga
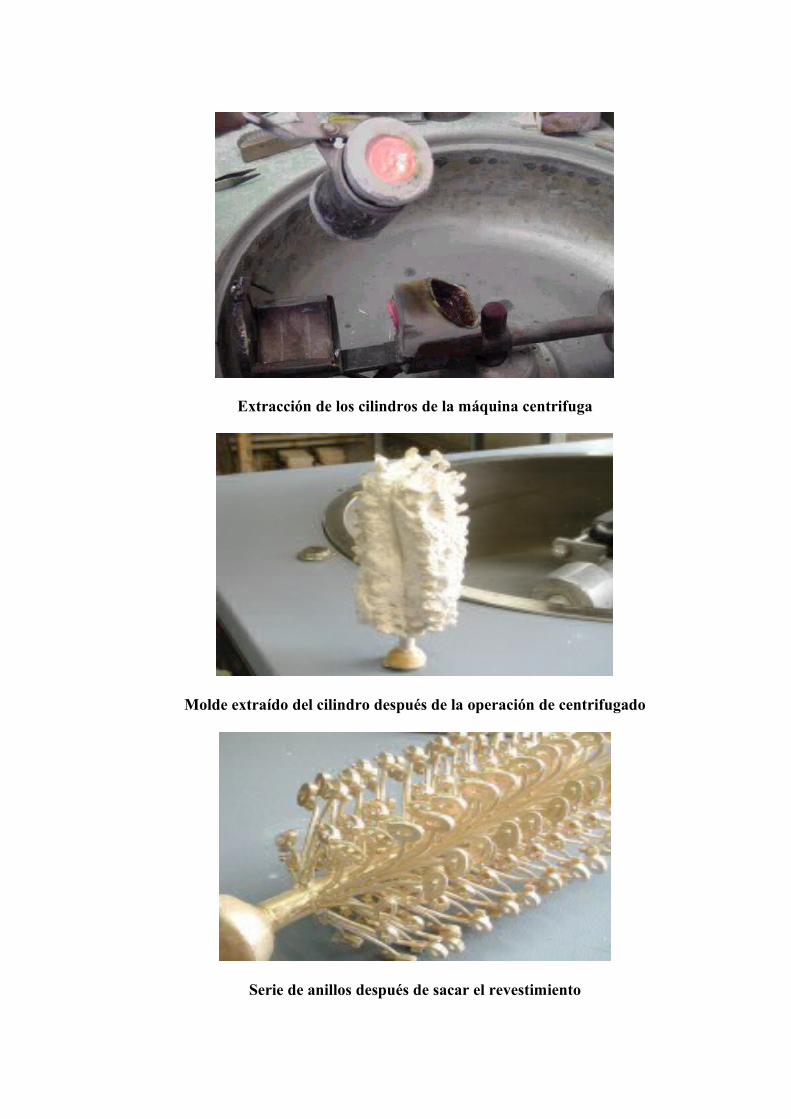
Extracción de los cilindros de la máquina centrifuga
Molde extraído del cilindro después de la operación de centrifugado
Serie de anillos después de sacar el revestimiento
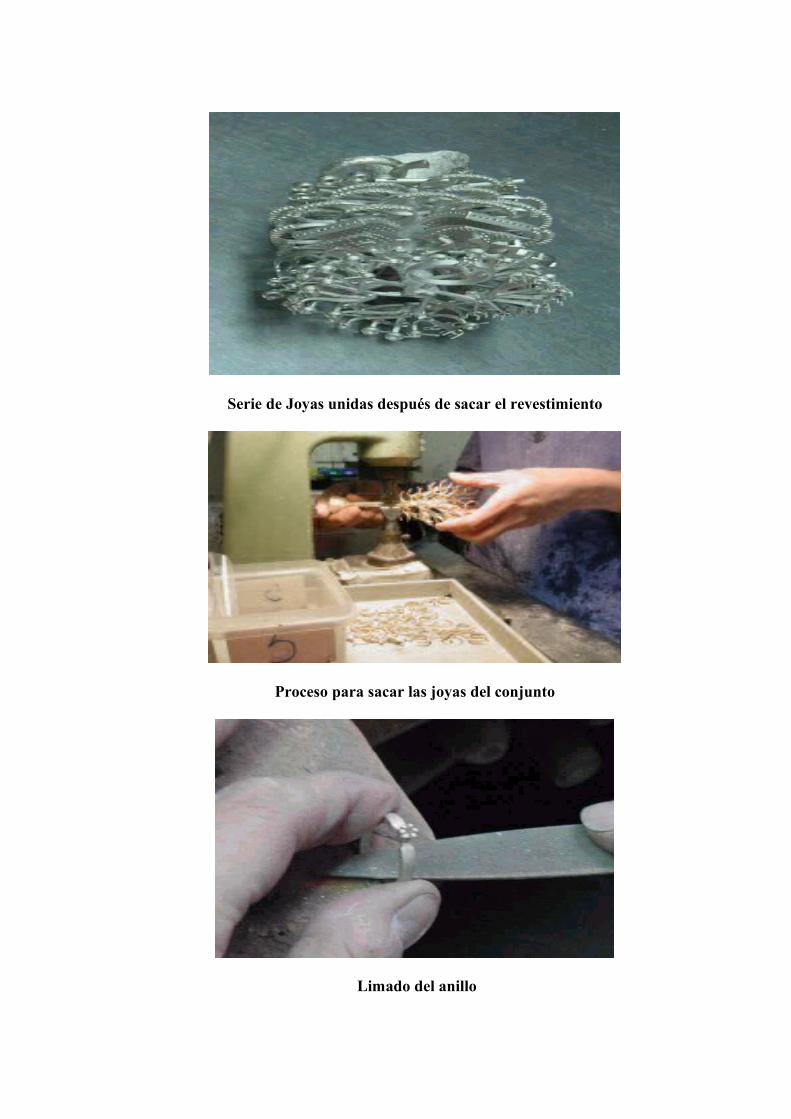
Serie de Joyas unidas después de sacar el revestimiento
Proceso para sacar las joyas del conjunto
Limado del anillo

Pulido del anillo
Preparación de la zona para el montaje de piedras
Montaje de Piedras Preciosas

Acabados finales
Acabados finales
Joya terminada
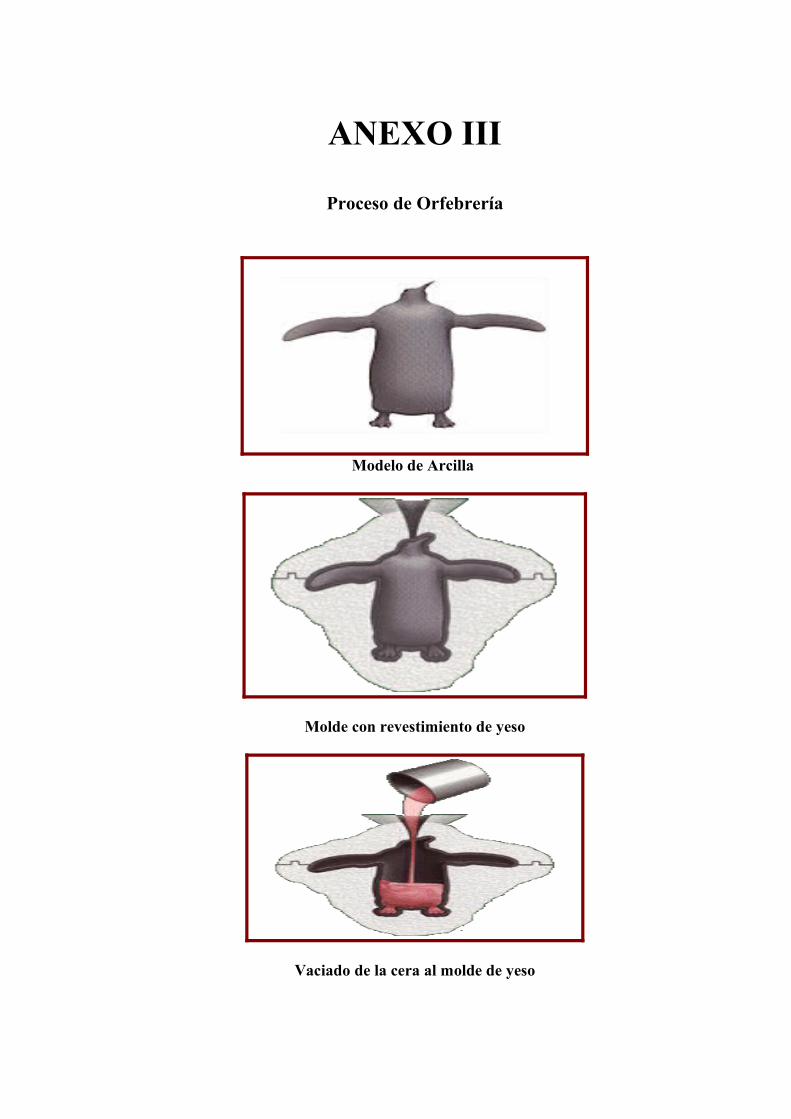
ANEXO III
Proceso de Orfebrería
Modelo de Arcilla
Molde con revestimiento de yeso
Vaciado de la cera al molde de yeso
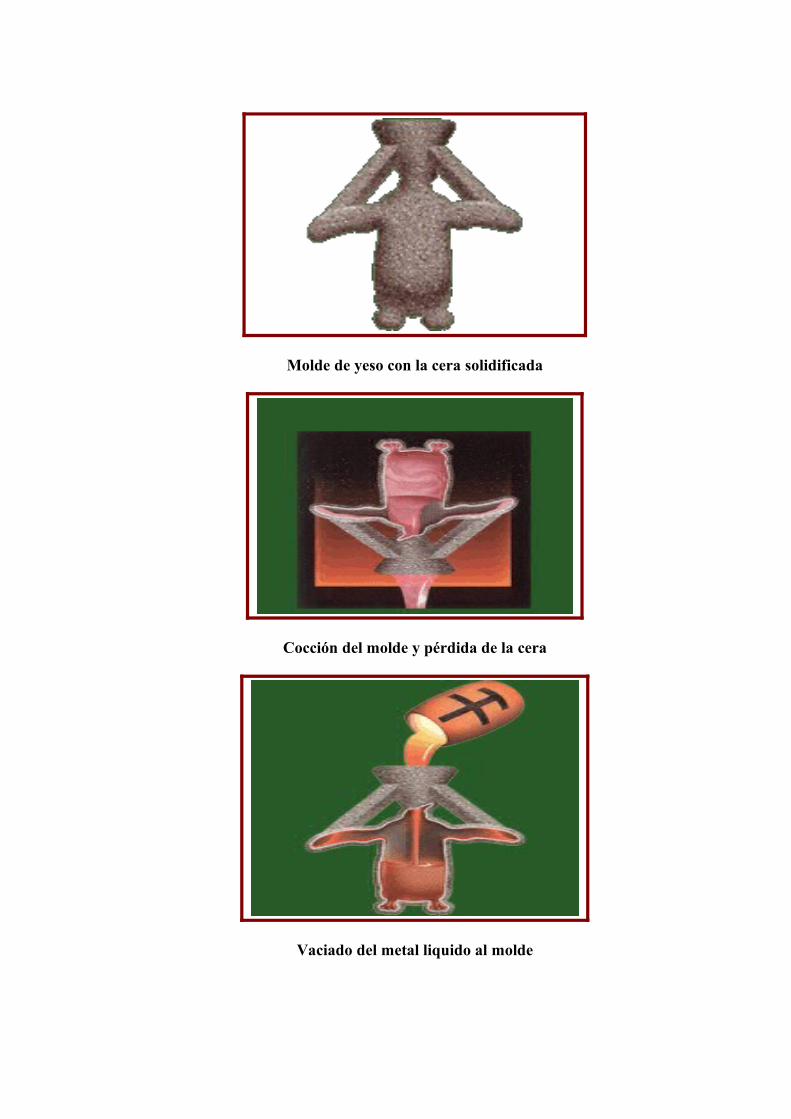
Molde de yeso con la cera solidificada
Cocción del molde y pérdida de la cera
Vaciado del metal liquido al molde
Molde con el metal liquido solidificado
Extracción del molde de yeso y acabados superficiales
Pieza terminada
ANEXO IV
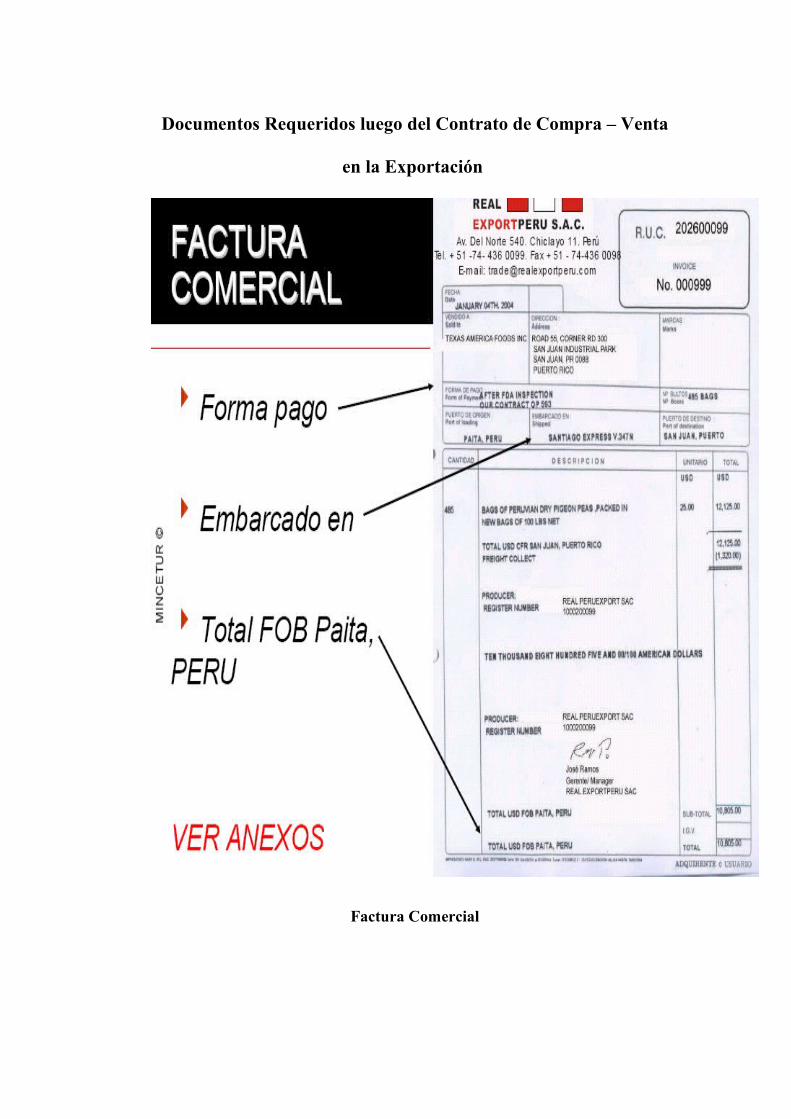
Documentos Requeridos luego del Contrato de Compra – Venta
en la Exportación
Factura Comercial
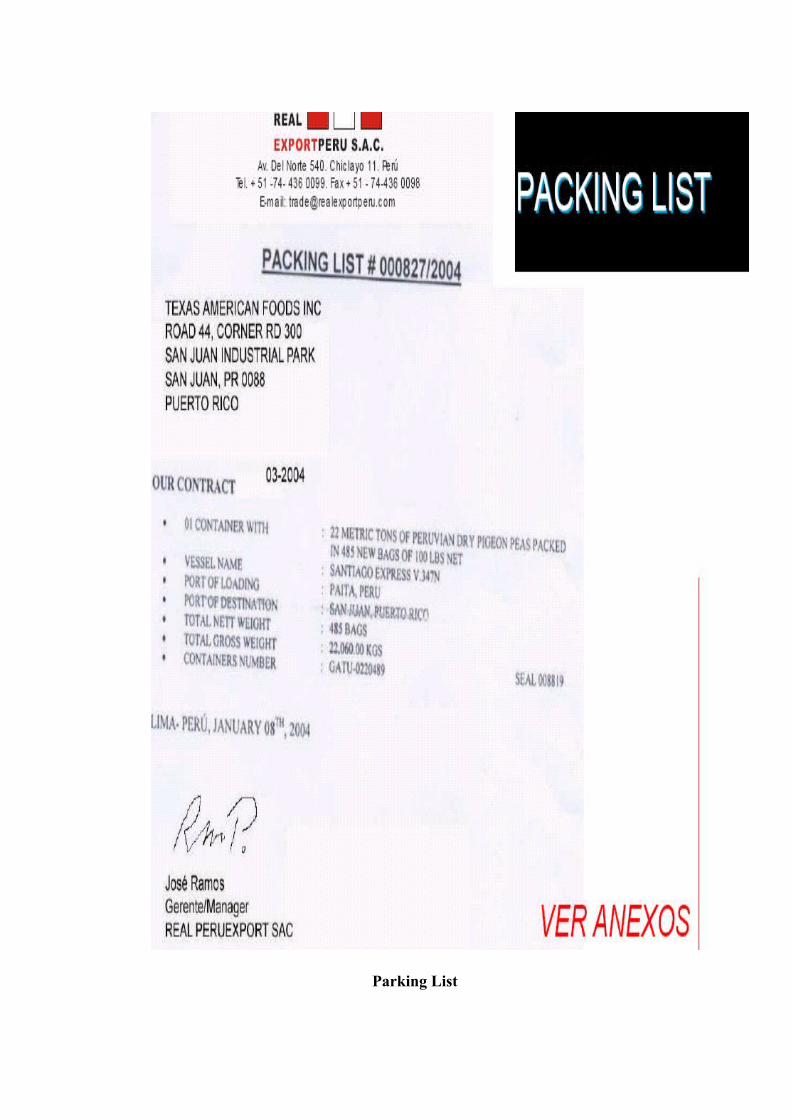
Parking List
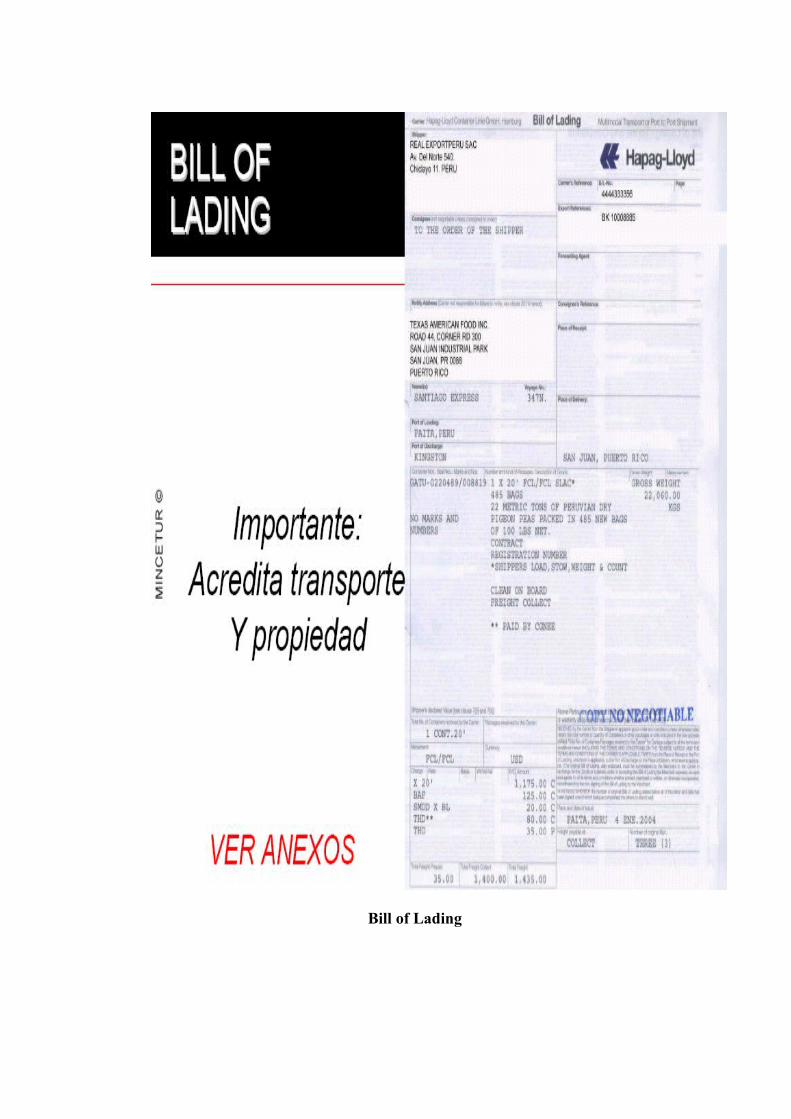
Bill of Lading
Certificado de Origen