Embed Size (px)
Citation preview
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 1/10
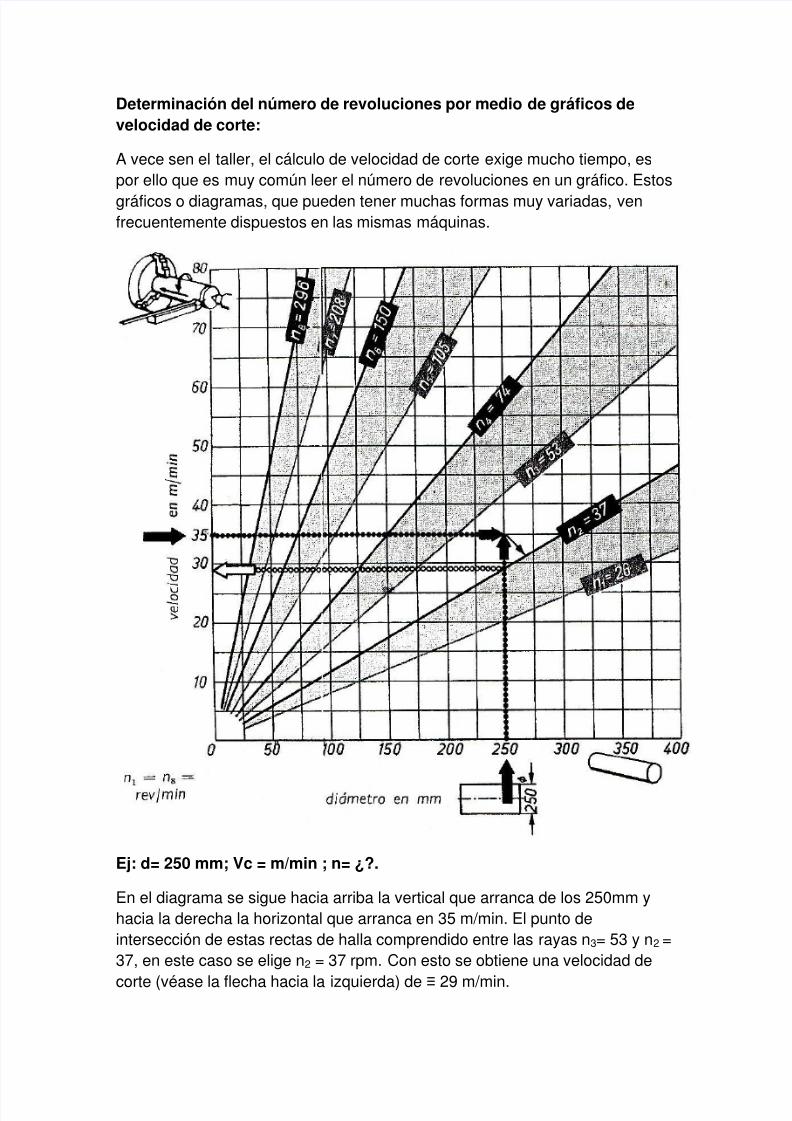
Determinación del número de revoluciones por medio de gráficos develocidad de corte:
A vece sen el taller, el cálculo de velocidad de corte exige mucho tiempo, espor ello que es muy común leer el número de revoluciones en un gráfico. Estos
gráficos o diagramas, que pueden tener muchas formas muy variadas, venfrecuentemente dispuestos en las mismas máquinas.
Ej: d= 250 mm; Vc = m/min ; n= ¿?.
En el diagrama se sigue hacia arriba la vertical que arranca de los 250mm yhacia la derecha la horizontal que arranca en 35 m/min. El punto deintersección de estas rectas de halla comprendido entre las rayas n3= 53 y n2 =37, en este caso se elige n2 = 37 rpm. Con esto se obtiene una velocidad de
corte (véase la flecha hacia la izquierda) de ≡ 29 m/min.
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 2/10
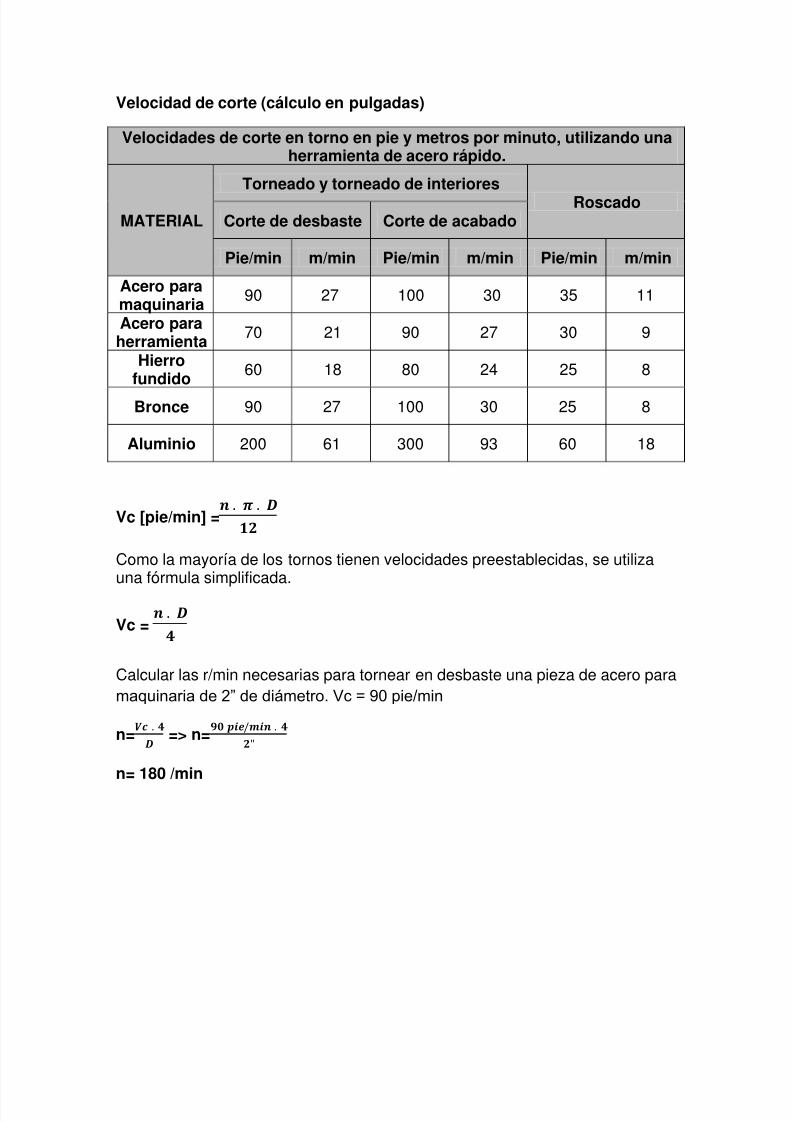
Velocidad de corte (cálculo en pulgadas)
Velocidades de corte en torno en pie y metros por minuto, utilizando unaherramienta de acero rápido.
MATERIAL
Torneado y torneado de interioresRoscado
Corte de desbaste Corte de acabado
Pie/min m/min Pie/min m/min Pie/min m/min
Acero paramaquinaria
90 27 100 30 35 11
Acero paraherramienta
70 21 90 27 30 9
Hierrofundido
60 18 80 24 25 8
Bronce 90 27 100 30 25 8
Aluminio 200 61 300 93 60 18
Vc [pie/min] =
Como la mayoría de los tornos tienen velocidades preestablecidas, se utilizauna fórmula simplificada.
Vc =
Calcular las r/min necesarias para tornear en desbaste una pieza de acero paramaquinaria de 2” de diámetro. Vc = 90 pie/min
n=
=> n=
n= 180 /min
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 3/10
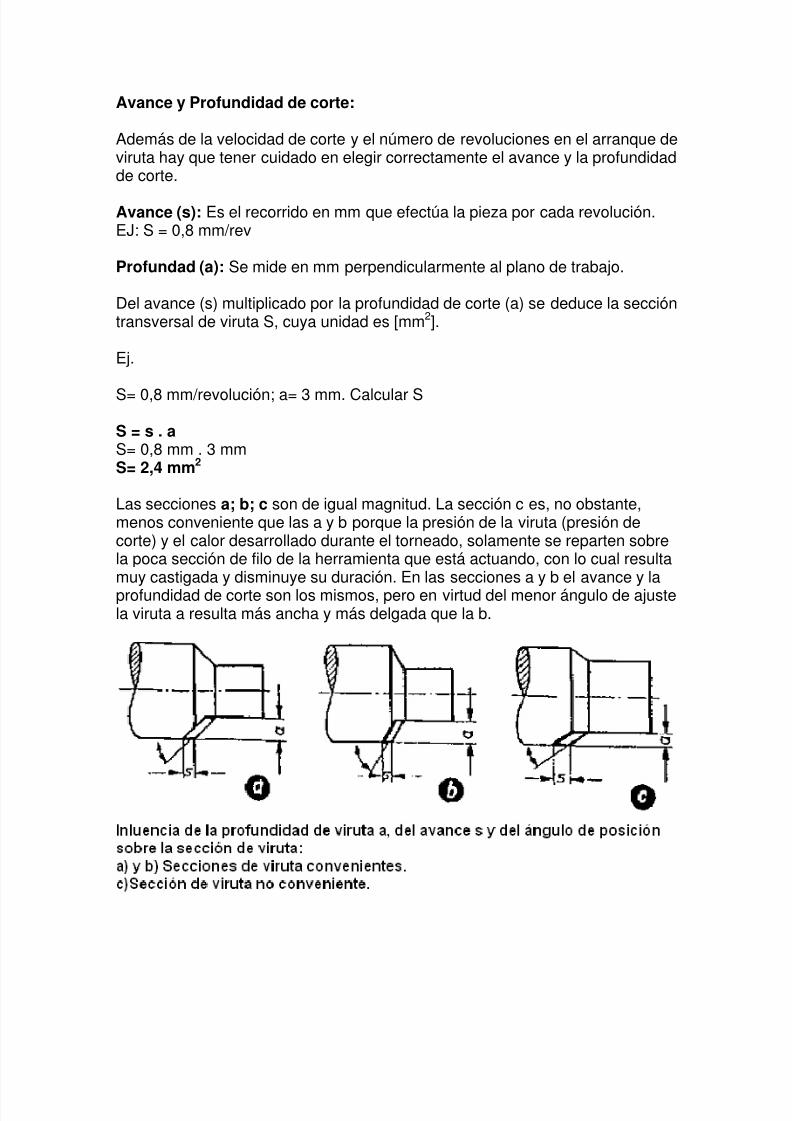
Avance y Profundidad de corte:
Además de la velocidad de corte y el número de revoluciones en el arranque deviruta hay que tener cuidado en elegir correctamente el avance y la profundidadde corte.
Avance (s): Es el recorrido en mm que efectúa la pieza por cada revolución.EJ: S = 0,8 mm/rev
Profundad (a): Se mide en mm perpendicularmente al plano de trabajo.
Del avance (s) multiplicado por la profundidad de corte (a) se deduce la seccióntransversal de viruta S, cuya unidad es [mm2].
Ej.
S= 0,8 mm/revolución; a= 3 mm. Calcular S
S = s . aS= 0,8 mm . 3 mmS= 2,4 mm2
Las secciones a; b; c son de igual magnitud. La sección c es, no obstante,menos conveniente que las a y b porque la presión de la viruta (presión decorte) y el calor desarrollado durante el torneado, solamente se reparten sobrela poca sección de filo de la herramienta que está actuando, con lo cual resultamuy castigada y disminuye su duración. En las secciones a y b el avance y laprofundidad de corte son los mismos, pero en virtud del menor ángulo de ajustela viruta a resulta más ancha y más delgada que la b.
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 4/10
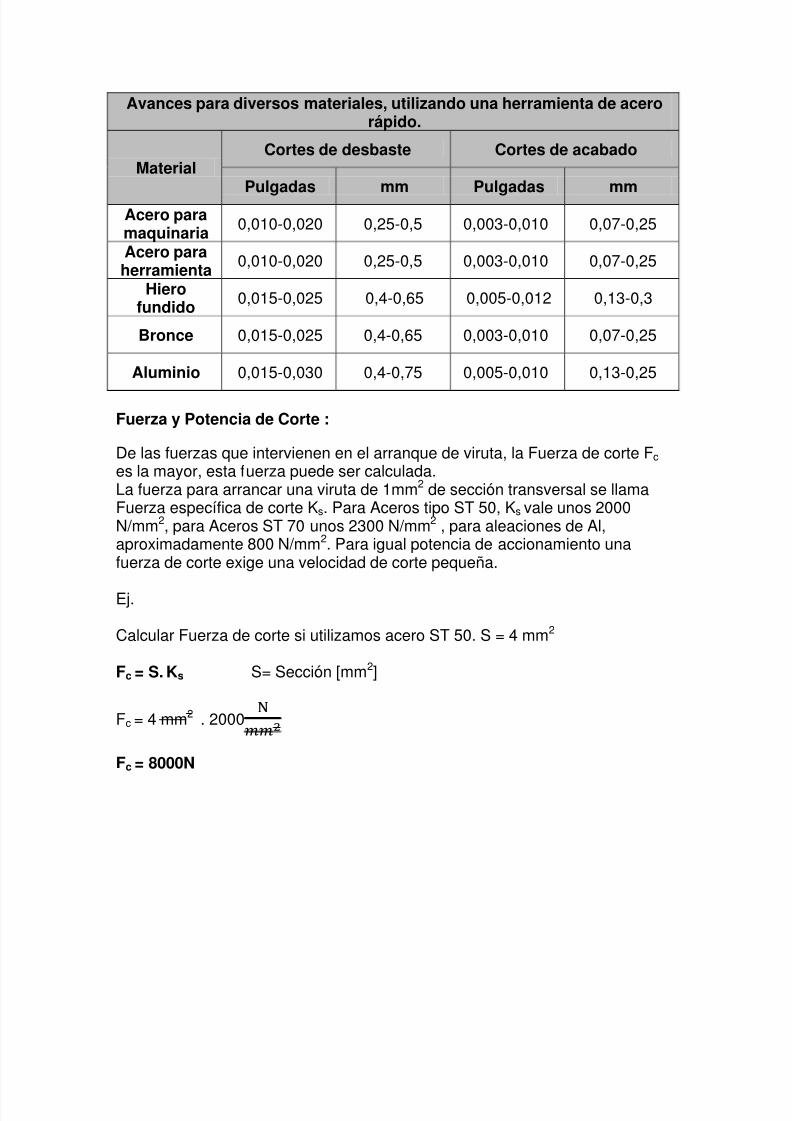
Avances para diversos materiales, utilizando una herramienta de acerorápido.
MaterialCortes de desbaste Cortes de acabado
Pulgadas mm Pulgadas mmAcero paramaquinaria 0,010-0,020 0,25-0,5 0,003-0,010 0,07-0,25
Acero paraherramienta
0,010-0,020 0,25-0,5 0,003-0,010 0,07-0,25
Hierofundido 0,015-0,025 0,4-0,65 0,005-0,012 0,13-0,3
Bronce 0,015-0,025 0,4-0,65 0,003-0,010 0,07-0,25
Aluminio 0,015-0,030 0,4-0,75 0,005-0,010 0,13-0,25
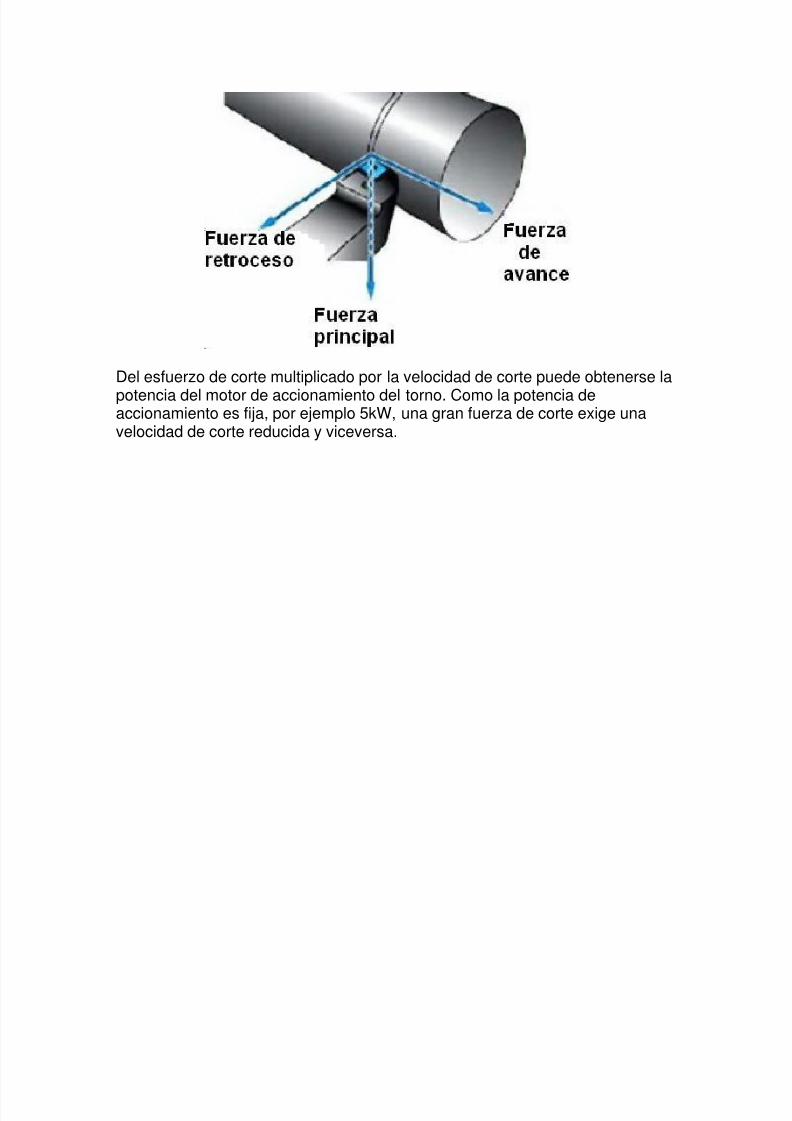
Fuerza y Potencia de Corte :
De las fuerzas que intervienen en el arranque de viruta, la Fuerza de corte Fc es la mayor, esta fuerza puede ser calculada.La fuerza para arrancar una viruta de 1mm2 de sección transversal se llamaFuerza específica de corte Ks. Para Aceros tipo ST 50, Ks vale unos 2000N/mm2, para Aceros ST 70 unos 2300 N/mm2 , para aleaciones de Al,aproximadamente 800 N/mm2. Para igual potencia de accionamiento unafuerza de corte exige una velocidad de corte pequeña.
Ej.
Calcular Fuerza de corte si utilizamos acero ST 50. S = 4 mm2
Fc = S. Ks S= Sección [mm2]
Fc = 4 mm2 . 2000
Fc = 8000N
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 5/10
Del esfuerzo de corte multiplicado por la velocidad de corte puede obtenerse la
potencia del motor de accionamiento del torno. Como la potencia deaccionamiento es fija, por ejemplo 5kW, una gran fuerza de corte exige unavelocidad de corte reducida y viceversa.
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 6/10
Tiempos de Realización de tarea
Para la realización de cualquier actividad industrial, por ejemplo la fabricaciónde un árbol cigüeñal, se necesita una cierta cantidad de tiempo para poderefectuar el trabajo y conocer bien las operaciones que se deben realizar. De
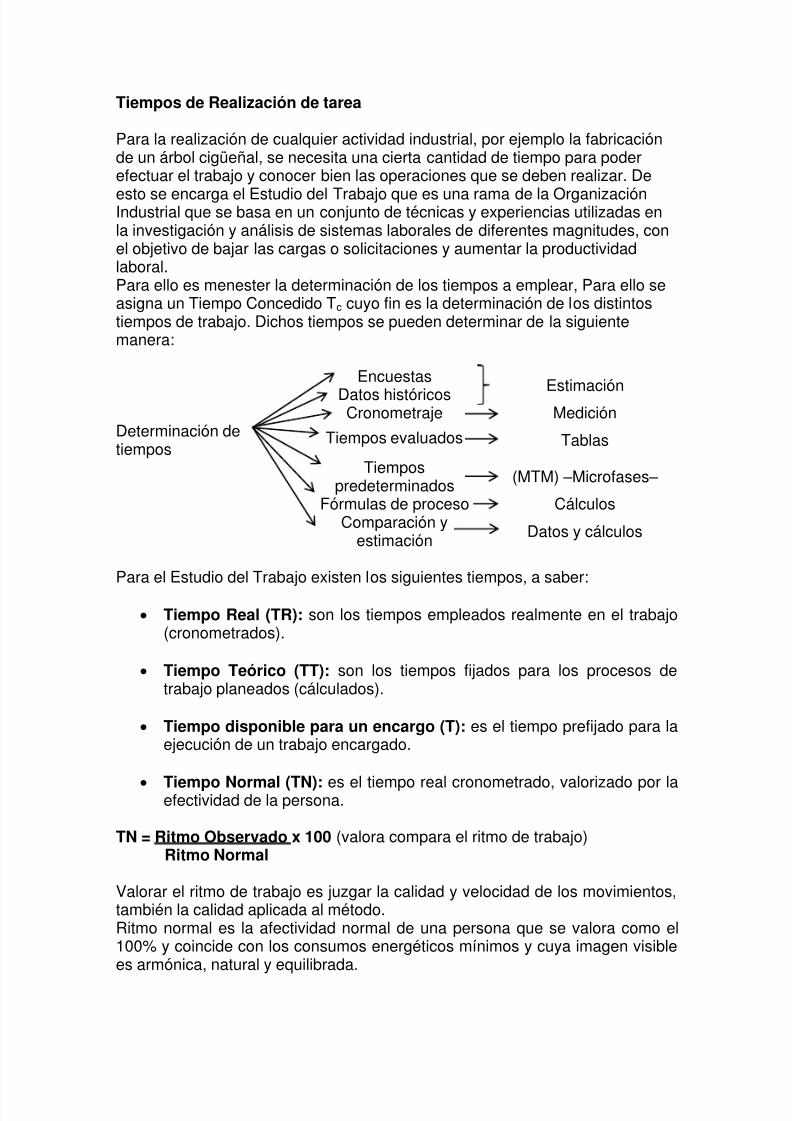
esto se encarga el Estudio del Trabajo que es una rama de la OrganizaciónIndustrial que se basa en un conjunto de técnicas y experiencias utilizadas enla investigación y análisis de sistemas laborales de diferentes magnitudes, conel objetivo de bajar las cargas o solicitaciones y aumentar la productividadlaboral.Para ello es menester la determinación de los tiempos a emplear, Para ello seasigna un Tiempo Concedido Tc cuyo fin es la determinación de los distintostiempos de trabajo. Dichos tiempos se pueden determinar de la siguientemanera:
Encuestas
EstimaciónDatos históricosCronometraje Medición
Determinación detiempos
Tiempos evaluados Tablas
Tiempospredeterminados (MTM) –Microfases –
Fórmulas de proceso CálculosComparación y
estimación Datos y cálculos
Para el Estudio del Trabajo existen los siguientes tiempos, a saber:
Tiempo Real (TR): son los tiempos empleados realmente en el trabajo(cronometrados).
Tiempo Teórico (TT): son los tiempos fijados para los procesos detrabajo planeados (cálculados).
Tiempo disponible para un encargo (T): es el tiempo prefijado para laejecución de un trabajo encargado.
Tiempo Normal (TN): es el tiempo real cronometrado, valorizado por laefectividad de la persona.
TN = Ritmo Observado x 100 (valora compara el ritmo de trabajo)Ritmo Normal
Valorar el ritmo de trabajo es juzgar la calidad y velocidad de los movimientos,también la calidad aplicada al método.Ritmo normal es la afectividad normal de una persona que se valora como el100% y coincide con los consumos energéticos mínimos y cuya imagen visiblees armónica, natural y equilibrada.
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 7/10
Tiempo de Ocupación (TO): es el tiempo prefijado de empleo de unmedio de producción, por ejemplo, una fresadora.
Tiempos Especiales o Tiempos de preparación (TP): es el tiemposupuesto para preparar las máquinas o herramientas a utilizar en la
ejecución del trabajo sumado al tiempo invertido en volver a dejar todoigual al momento de comenzar la tarea. También se emplea en lamedición del tiempo al realizar mediciones de la pieza, sujetarherramientas, apretar o aflojar piezas, etc. Este tiempo es independientedel número de piezas a fabricar y se calcula sólo una vez.
Tiempo de Ejecución (TE): es el tiempo supuesto para producir lacantidad deseada. Se calcula: tiempo por pieza x número de piezas.
Tiempo por Pieza (TpP): también llamado tiempo por unidad, es lasuma del Tiempo Total, Tiempo improductivo y los Tiempos por Políticade la empresa (suplementos).
Tiempo Concedido (TC): es el tiempo para la ejecución del trabajoencargado.
Tiempo Improductivo (TI): interviene de modo irregular, aleatorio oestocásticamente, por ejemplo, rotura de la máquina, malfuncionamiento de la misma, mala calibración, accidentes, falta demateria prima, etc.
Tiempos por Política de la Empresa (TPE): los fija la organización y seutilizan cuando hay desarraigo, condiciones insalubres de trabajo o unanueva línea de producción.
Tiempo de Descanso (TD): depende de la tarea (trabajo físico omental), se aplica en necesidades personales como ir al baño, comer,tomar agua. Por lo general está en el orden de lo 5-7% del TiempoNormal.
Tiempo Útil (TU): Se utiliza en máquinas y se mide cuando ésta, estárealizando arranque de viruta.
TC = TU + TP + TpP
TpP= TC + TI + TD
TE = TpP x Q (Cantidad)
T= TpP + TE
TU= 60% TD= 5- 7% TP = 20% TI = 10 %. Quedando el resto destinado alTPE.
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 8/10
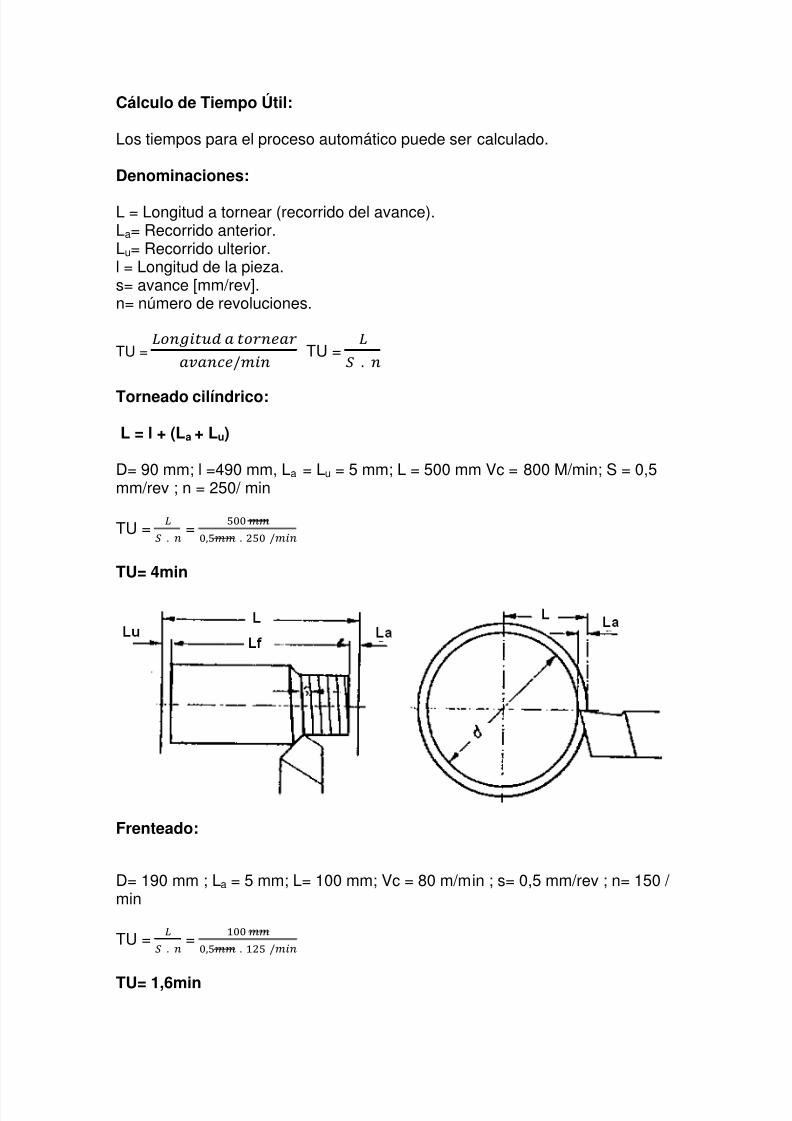
Cálculo de Tiempo Útil:
Los tiempos para el proceso automático puede ser calculado.
Denominaciones:
L = Longitud a tornear (recorrido del avance).La= Recorrido anterior. Lu= Recorrido ulterior.l = Longitud de la pieza.s= avance [mm/rev].n= número de revoluciones.
TU =
TU =
Torneado cilíndrico:
L = l + (La + Lu)
D= 90 mm; l =490 mm, La = Lu = 5 mm; L = 500 mm Vc = 800 M/min; S = 0,5mm/rev ; n = 250/ min
TU =
=
TU= 4min
Frenteado:
D= 190 mm ; La = 5 mm; L= 100 mm; Vc = 80 m/min ; s= 0,5 mm/rev ; n= 150 / min
TU =
=
TU= 1,6min
5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 9/10
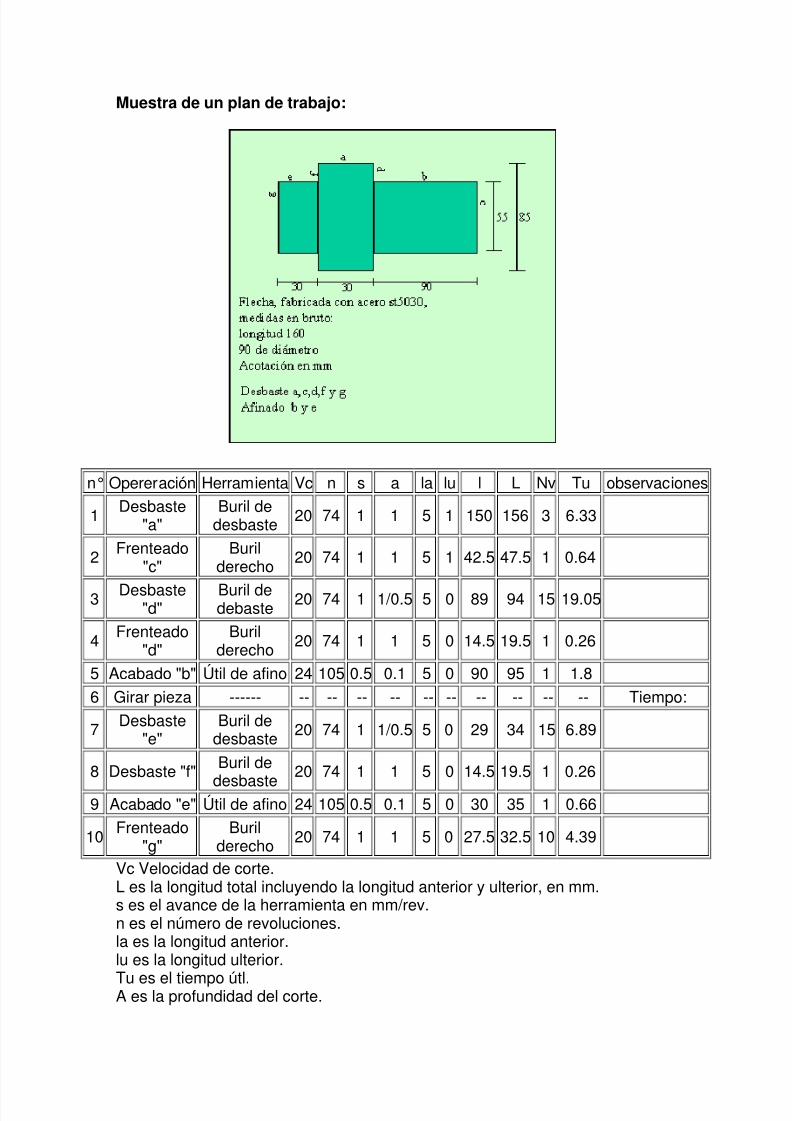
Muestra de un plan de trabajo:
n° Opereración Herramienta Vc n s a la lu l L Nv Tu observaciones
1Desbaste
"a"Buril de
desbaste 20 74 1 1 5 1 150 156 3 6.33
2 Frenteado"c"
Burilderecho
20 74 1 1 5 1 42.5 47.5 1 0.64
3 Desbaste"d"
Buril dedebaste
20 74 1 1/0.5 5 0 89 94 15 19.05
4Frenteado
"d"Buril
derecho 20 74 1 1 5 0 14.5 19.5 1 0.26
5 Acabado "b" Útil de afino 24 105 0.5 0.1 5 0 90 95 1 1.8
6 Girar pieza ------ -- -- -- -- -- -- -- -- -- -- Tiempo:
7 Desbaste"e"
Buril dedesbaste 20 74 1 1/0.5 5 0 29 34 15 6.89
8 Desbaste "f" Buril de
desbaste20 74 1 1 5 0 14.5 19.5 1 0.26
9 Acabado "e" Útil de afino 24 105 0.5 0.1 5 0 30 35 1 0.66
10Frenteado
"g"Buril
derecho 20 74 1 1 5 0 27.5 32.5 10 4.39
Vc Velocidad de corte.L es la longitud total incluyendo la longitud anterior y ulterior, en mm.s es el avance de la herramienta en mm/rev.n es el número de revoluciones.la es la longitud anterior.lu es la longitud ulterior.
Tu es el tiempo útl.A es la profundidad del corte.

5/15/2018 Fuerza y Potencia de Corte - slidepdf.com
http://slidepdf.com/reader/full/fuerza-y-potencia-de-corte 10/10
El tiempo principal de la máquina es de 40.28 minutos.Pero como este tiempo es sólo el 60% del tiempo total, se tiene que el tiempototal , para hacer esta pieza es de 67.13 minutos.
A continuación se presenta un plano de taller con las características de un eje
de acero. Elabore un plan de trabajo y calcule el tiempo que tardará, con untorno horizontal, en la fabricación de los ejes solicitados.
Funtes:
Tecnología de las Máquinas Herremienta 5ta edición de Krar/Check EditorialAfaomega.
Alrededor de las Máquinas Herramienta de H. Gerling Ed. Reverté.





























