Embed Size (px)
Citation preview

133. Volume September 2012 B 2255 D ISSN 1617-2795
Food- and Dairy Industry
German Dairy Magazine
SpecialEdition


dmz 19/2012 | 3
Publisher AVA Agrar-Verlag Allgäu GmbH Porschestraße 2, 87437 Kempten/Allgäu phone +49 0831 57142-0 fax +49 0831 79008 Internet: www.deutsche-molkerei-zeitung.de
Managing Shareholder Dipl.-Ing. (FH) Wolfgang Kühnle
Publishing Director Dr. Harald Ströhlein phone +49 0831 57142-41, e-mail: [email protected]
Editors Christian Aigner, phone +49 831 57142-16, e-mail: [email protected] Susanne Behm, phone +49 8142 410486, e-mail: [email protected]
Anzeigen Karl Nagenrauft, Tel. (0831) 57142-20, E-Mail: [email protected] Ines Schilling, Tel. (0831) 57142-18 E-Mail: [email protected]
Print KKW-Druck GmbH Heisinger Str. 17 87437 Kempten/Allgäu
Place of jurisdiction is Kempten (Allgäu).
All rights reserved. Reproduction and photomechanical showing of parts of the magazine or whole only in written form from the publisher in prior. Articles from authors donot describe the opinion of the editors. ©2012
FLAG
Elke MoebiusDirector InterMopro, InterCool, InterMeat 2012
more and more priority to wellness, convenience, naturalness andhealth. And at the very top is freshness. The resulting challengesfor food producers and retailers are enormous. Maximum per-formance in product freshness combined with personal customerservice - these two factors will be decisive for success in the retailsector which continues to be very competitive and is marked bydiscounters. Whether it is discounters, small or large-scale full-range retailers or specialised shops: quality products will prevail inthe long run - mediocre products will lose out. Food retailers willfind information on the concepts for this new formula for successat this year's InterMopro trade fair. It is the place where interna-tional producers and regional suppliers exchange views with headsof procurement and distribution from the food retails sector in aprofessional setting, a typical environment for the sector and inone-on-one discussions on customized offerings. A new element this year is the “Best Practic” special area: 14
renowned retailers, who have already and impressively document-ed how creative ideas turn a refrigerated counter into an eye-catcher, will give live presentations on their concepts for success.Another first is the “Best Innovation” initiative. In this initiative, allexhibitors have an opportunity to enter a competition of new pro-ducts. All entries will then go through a pre-selection by a jury, andthe trade fair visitors will then select their favourite for the 2012Best Innovation Award. A particularly exciting feature will be the“Germany at the Counter” study which will be presented at Inter-Mopro, InterCool, and InterMeat. The following initial findingsmay be disclosed already: the cheese segment stands for enjoy-ment and sensuality. And psychology turns the cheese counterinto a travel paradise – with the sales staff as tour guides. But thecheese counter is also demanding for shoppers, as purchases at thecheese counter are experienced as some sort of graduation test,and the shoppers sometimes even perceive the counter’s diversityas chaos. This study does not only provide deep psychologicalinsights to retailers, it also recommends concrete actions for usingsuch insights profitably in addressing shoppers and designing thestore’s layout. InterMopro 2012 will again be a reliable partner andguide to the sector on its road to a new beginning and re-orientation. www.intermopro.deYours,Elke Moebius
InterMopro 2012:A new formula for success
The interest in healthy, convenient and fresh food has certainlychanged the product range in the food retail sector. The discountboom of recent years seems to have collapsed – it is obvious thatconsumers look for trusted quality products. Both producers andretailers have to adjust to new distribution and communicationchannels, if they want to be part of this megatrend. In this context,InterMopro, InterCool and InterMeat, the three specialised tradefairs held in Düsseldorf from 23 to 25 September 2012, provide asuitable basis. As far as the dairy product segment is concerned, German milk
processing companies continue to generate by far the biggestshare of revenue in the food retail sector. No other segment of thefood industry equals the dairy industry‘s number of new productlaunches per year. In 1970, the average number of dairy productson the refrigerated shelves was approx. 250 for all food retailmarkets, but this number increased to over 600 in 2011. Nationalcheese consumption also continues to increase steadily andcurrently amounts to 23 kg per capita. No less than the numberthree position in Europe. But the simple truth is: consumers give
AKTUELLESSpecial Edition

4 | dmz 19/2012
Heike SlottaNürnbergMesse, Exhibition Director
Modern packaging – trends and developments
in Europe
Anyone currently involved with packaging trends has certainly markedone date in his diary: 25–27 September, FachPack 2012 in Nürnberg. Withmore than 1 450 exhibitors and a good 35 000 visitors last time, FachPackis one of the most noted packaging exhibitions in Europe. This year’s rangeof products in the segments of packaging (about one-third packaging ma-terials, supplies and ancillaries), technology (another one-third packagingmachinery, labelling and marking equipment, packaging recycling andpackage testing), processing (package and label printing, design, pack-aging supplies production), and logistics (conveying, loading, storage andorder-picking systems, including the associated software and transport lo-gistics) is more comprehensive and varied than ever before. Although wehave allocated an extra hall, the space is completely booked up. A goodfifth of the exhibitors travel from abroad, mainly from the Netherlands, theCzech Republic, Switzerland, Austria and Italy – lots of potential for trend-setters and innovations!The supporting programme also reflects current packaging trends. One
trend is towards easy-to-open packages. Whether carton, bottle, can, bagor blister – you need tools to get at the contents of many packages. So“easy to open” is the motto of the special show on 1 000 m² in hall 8. Avariety of positive examples show how the balancing act between productprotection and user-friendly concept succeeds perfectly for industry, tradeand end consumers: cartons of corrugated cardboard with integratedopening aids or breakpoints, screw closures that can be opened easilythanks to a new process, plastic fish cans with a sealed lid that doesn’t spillthe contents on opening, a machine for industrial packages that cuts opencartons in no time at all, and many more. Experts from the Department ofErgonomics at the Technical University of Chemnitz have examined the useof a wide range of packages. Test persons aged 57 to 77 years were to openthem. Only every third package was opened by all the persons. Sevenpackages could not be opened at all by one-third of the persons. A classicis the beverage package used for milk. If closures with an extra pull ring areused, some of the milk is usually spilt, because the package is held with onehand and automatically pressed together. This although beverage cartonswith screw closures without an extra sealing tab have been available for along time. The next trend is ecological packaging. Manufacturers and thetrade certainly take the consumers’ desire for ecological packaging serious-ly. The contribution to sustainable management made by renewable rawmaterials and recycling is discussed by experts at the “Corrugated Card-board Forum” on the 2nd day of the exhibition. Another trend is smartpackaging. How this works is shown by features such as the special showon “Packaging Design – Innovation through Design” in hall 7A. Younginnovative companies present fresh, surprising and original solutions intheir pavilion in hall 9 and the winners of the German Packaging Award inhall 6. And if you simply fancy sitting down and listening after a long spell of
looking and walking, I cordially invite you to a cup of coffee at the PackBox.This forum in hall 4 provides knowledge from FachPack’s whole productspectrum: packaging, machinery, package printing and design, and pack-aging logistics. I look forward to seeing you at FachPack.Yours, Heike Slotta
SPECIAL EDITION
Intermopro 6
Sial Paris 8
Fachpack 10
Additional energy savings
in the dairy 12
The optimized
Innopack Kisters Basic packer 14
The role of friction
in texture perception
of semisolid milk products 18
Evaluation of a method
to assess stretchability
of different cheese varieties 21
COMPANY NEWS
Demonstrating Grundfos
expertise then delivering 26
FROM THE CONTENT
Special Edition

® | ® | ® | ®
A quali�ed technical application service provides advice and assistance to customers around the world.
BK Giulini GmbH Email [email protected]
UHT- Milk Based Beverages UHT- Soy Based Beverages Evaporated Milk, UHT- Co�ee Cream, Co�ee Creamer
Fresh Cheese Preparations Milk Desserts, Puddings
and Aerated Milk Products
Processed Cheese and Processed Cheese Preparations
Spray-Drying of Milk, Whey and Cream
Manufacture of
® | ® | ® | ®
7:55:59 Uhr

Special Edition
6 | dmz 19/2012
InterMopro is the most important tradefair for top decision makers all of Europe tofind marketing strategies, promotional of-fers and innovations.
Potential for success
Experience these three fairs in a newguise and, what’s more, with a new con-cept. Under the slogan, “Germany at thecounter”, you will find out here what mo-tivates consumers and how and why theymake their purchasing decisions – all clear-ly structured, efficiently presented andshowing the way ahead.
InterMopro, InterCool and InterMeat 2012:
Germany at the Shopping Counter –Shoppers’ Insights on Buying Freshness
A psychoanalytical study of customerbehaviour at service counters, pre-packcounters and self-service points. Recom-mendations for specific activities and de-sign options for the retail trade.
The international trade fairs InterMo-pro (dairy products), InterCool (frozenfood, ice cream and equipment) and Inter-Meat (fresh meat and cold processedmeat) 2012 in Düsseldorf from 23 to 25September 2012 are not just relying ongeneral trend reports, but have decided tobe proactive. Together with the Germanfood magazine Lebensmittelzeitung,Messe Düsseldorf asked Rheingold, arenowned qualitative market researchcompany, to conduct a study entitledGermany at the Sales Counter. The projectwas also supported by the EHI Retail In-stitute and by GS1 Germany.
The purpose of the study was to provi-de an in-depth psychoanalysis of custo-mers’ buying behaviour in three segments:fresh meat, cold processed meat (also re-ferred to as “sausages” in Germany) andcheese, focusing on the following questi-ons:
• How is each of these product seg-ments perceived? What are their spe-cific features?
• What habits and attitudes do custom-ers display when purchasing freshmeat, cold processed meat andcheese?
• What are the specific features of pur-chasing transactions at each point ofsale? What are customers’ expecta-tions at the service counter, at self-service points and at the self-serviceshelf in each of the product seg-ments?
• What requirements can be derivedfor service counters in the relevantsegment? And for self-service pointsand self-service shelves?
• What are the different requirementsthat can be derived for each of thesales formats in the retail trade?
Everything new on the DairyMarket: The future has begunInterMopro: International Trade Fair for Dairy Products
phot
os: i
nter
mop
ro.d
e

dmz 19/2012 | 7
AKTUELLESSpecial Edition
To obtain well substantiated answers tothese questions, 72 psychoanalytical inter-views were conducted in three differentregions in Germany. Half of all interviewswere conducted with customers whilemaking their purchases, followed by homeinterviews (taking three hours in all), whilethe other half were conducted as studiointerviews (each taking two hours).
Provisional results
It soon emerged in the interviews thatmore interaction took place at servicecounters than the mere purchasing ofgoods. Other elements were control, un-predictable behaviour, trust, dominance,skills, competition and attention. To put itbluntly, one might say that, psychological-ly, a service counter maps the full spectrumbetween a “confessional and a seductiveparadise”.
Purchasing at self-service points and inthe pre-packed area, on the other hand, israther more mundane and matter-of-fact.The emphasis is not so much on pleasureand enjoyment, but on the simple and re-liable acquisition of supplies. The benefit,
as perceived by customers, is that less per-formance, payment and interaction areexpected from them at those points.
Cheese is alive!
Psychologically, it is perceived as a liv-ing creature. Unlike with other products,the focus is not so much on freshness, buton maturity: mild, mature and extra-ma-ture cheese. According to the study, thelevel of maturity in cheese is also reflectedin the consumer’s self-perception: Themore a person is happy to see liveliness,maturity and diversity of transformationaloptions in cheese, the more they feel“grown-up”, “mature” and “refined”.
In all, the cheese segment stands forpleasure and sensuality. It is experiencedas exciting and varied. Psychologically, thecheese service counter is perceived as thebig wide world and the sales staff as itstour guide. However, a cheese counteralso makes demands on the customer,because each purchase is perceived as so-me kind of maturity test, and the varietythat is presented is sometimes experiencedas chaotic.
Presentation of the study
The study “Germany at the ShoppingCounter”, which will be presented to thepublic for the first time at InterMopro,InterCool and InterMeat, provides insightsinto the “selling of indulgences at themeat counter”, the “struggle for autono-my at the processed meat counter” andthe “maturity test at the cheese counter”.This is particularly relevant to the retailtrade, as the study provides not onlypsychoanalytical insights into customerbehaviour, but it also makes specificrecommendations how these insightsmight be profitably translated intocustomer appeal and store design.
InterMopro, InterCool and InterMeat2012 in Halls 9 and 10 at the DüsseldorfExhibition Centre will be open to visitorsdaily from 10:00 to 18.00:00 hrs, from 23to 25 September 2012. Further details areavailable on the web:
www.intermopro.dewww.intercool.dewww.intermeat.de

8 | dmz 19/2012
The specialists announce
1.5 billion overweight adults
in the world by 2015… This
is obviously just a forecast,
but all food players have a
role to act right now so that
this does not become reality.
The trends prove that consu-
mers are also increasingly
aware of the part they play in
public health developments.
They clearly understand the
close links between food and
health, their share of respon-
sibility and the consequences
of their food choices.
More than ever before, information willtherefore be required to play a crucial rolein the core industrialistconsumer relation-ship and its inseparable corollaries: clarity,simplicity and transparency.�One of thefirst movers in the field, SIAL now has aduty to support the awareness-creationprocess. Once again, its role is to form thebest possible connection, at the junctionbetween fundamental debate and keyissues, not forgetting the essential truth:food must always be considered as a »so-lution« rather than a »problem« since itcontributes to pleasure and health.
The world’s no. 1 food exhibition willbe held in Paris from 21 to 25 October2012. Make a date in your diary to attendthis essential event which focuses on themajor challenges faced by the global foodindustry.
21. – 25. Oct. 2012Paris Nord Villepinte France
Good reasons to exhibit are to:
• improve return on investment
• meet 136,381 professionalsfrom the food industry
• keep a step ahead on foodinnovation
• take part in the largest liveobservatory
www.sialparis.com
phot
os: s
ialp
aris
.com
Special Edition

MIL
K +
FR
UIT IC
E CR
EAM
WH
EY
DES
SER
TSYO
GH
UR
TSO
Y D
RIN
KS
JUIC
Y S
NA
CK
S
MIL
K M
IX
DR
INK
ING
YO
GH
UR
T
BU
TTER
MIL
K
SO
UPS
· Riedstrasse · 64295 Darmstadt · Germany · [email protected] · www.doehler.com · Phone + 49 6151 306-0
Iced Coffee drinks and Iced Tea drinks, milk shakes, drinking yoghurt, dessert yoghurt,
pudding – the dairy market is constantly evolving. We will support you in realizing your
product idea, providing you with one-stop solutions:
• a unique product portfolio
• innovative product applications
• perfect fl avours ensured by Sensory & Consumer Science
Interested? Get in touch with us. We are your partner for fl avours and emulsions, natural
colours and health ingredients, compounds, fruit preparations, alcoholic and non-alcoholic
beverage bases, dairy bases, cereal and malt bases, sweetening systems, fruit and vegetable
juices, purees, concentrates and blends.
SIAL
Paris, 21st to 25th of Oct. 2012
Hall 7, Stand F123
HI Europe
Frankfurt, 13th to 15th of Nov. 2012
Hall 3.0, Stand B14
Please visit us at the fairs!
13:15

vorübergehend gesperrt · temporarily closed
Karl-Schönleben-Straße Karl-Schönleben-Straße
Otto-Bärnreuther-Straße
WestEinfahrt . Access
OstEinfahrt . Access
U-Bahn / SubwayMesse
Betriebshof
AusstellerShopExhibitorShop
im Bauunder construction
3A
Messepark
12
3
4
5
6
97A12 11 10
4A
S 9S 11
S 1
S 5/6
S 6/7S 8/9
S 1/2S 4/5
S 7
S 4
S 2/3/4
S 1Mitte
S 3/4
S 10
S 9Mitte
Funktions Center
Rotunde
Service-Center Mitte
West / Mitte
Süd-Ost 2Süd
VIP Ost 2
Süd-Ost 1
VIP West/ Mitte
Ost
NCCMitte
NCC West Franken-halle
NCCMitte
NCCMitte
NCC Ost
50 100m0
OstEingangEntrance
MitteEingangEntrance
WestEingangEntrance
Technik · TechnologyVerpackungsmaschinen und KennzeichnungstechnikPackaging machinery and labelling equipment
Verpackung · PackagingPackstoffe, Packmittel, PackhilfsmittelPackaging materials and supplies, packaging ancillaries
Veredelung · ProcessingVerpackungsdruck und -veredelungPackaging printing and processing
Logistik · LogisticsVerpackungslogistikPackaging logistics
NCC Ost, NCC Mitte Seminare, Workshops · Seminars, Workshops
NCC WestFachPack Party 26.9.2012
Service (S) und EingangsbereicheService (S) and entrance areas
Übersichtsplan · General planDetaillierte Hallenpläne · Detailed hall planswww.fachpack.de
Special Edition
10 | dmz 19/2012
photos: fachpack.de
FachPack in the Exhibition CentreNuremberg from 25. – 27.Sep-tember 2012 presents a compre-hensive range of products in thesegments of packaging (aboutone-third packaging materials,supplies and ancillaries), tech-nology (another third packagingmachinery, labelling and markingequipment, packaging recyclingand package testing), processing(package and label printing, de-sign, packaging supplies produc-tion), and logistics (conveying,loading, storage and order-picking systems, including theassociated software).
25. – 27. September,Nuremberg

dmz 19/2012 | 11
AKTUELLESSpecial Edition
The visitors come mainly fromindustries like printing/paper/cardboard,food/beverages, plastic, chemicals,pharmaceuticals/cosmetics, packaging-and logistics-related services, automotiveengineering and components, andelectrical equipment/components. Fach-Pack impresses again in 2012 with itscreative working atmosphere, in whichinformation and contact care are just asimportant as answering the specific
From materials to logistics!
Only FachPack combines the packag-ing process chain under the roof of oneexhibition – from various materials, pack-aging machinery and finishing techniquesto intralogistics. So if your heart beats forpackaging materials and supplies, newlabelling and packaging equipment,packaging printing or innovative storageequipment, you certainly shouldn’t missthis recognized gathering of the packagingsector!
European spoken here!
With a total of around 1 400 exhibitorsand 35 000 visitors, FachPack is establish-ed as one of the leading exhibitions for theEuropean packaging industry. Renownedpackaging professionals from Germanyand abroad join forces with you to developsolutions for packaging and transporting
your products correctly and securely.Don’t miss this opportunity and be therewhen the packaging sector meets!
Perfectly packaged knowledge!
The new "PackBox Forum" at the heartof exhibition activity is devoted to the triadof inspiration, innovation and informationand provides knowledge on topics fromthe entire product spectrum of FachPack.Short presentations and panel discussionstake place in three knowledge blocks oneach of the three days of the exhibition –free and without registration. Exchangeyour ideas and join the discussions!
Know-how on the agenda!
There are also special shows on"Easy-to-Open Packaging", "PackagingDesign", "Packaging in Medical Tech-
De Kiel 26 9206 BG Drachten The Netherlands T +31 512 546 022 F +31 512 546 053 www.lactotronic.com [email protected]
The destination of Fat, Protein, Lactose and Total solids in milk and milk products.
LACTOLYSER MIRAThe precision infra red Analyser custom designed for the Dairy Industry.
Purchase arguments:Ease of operationSmart calibration selectIdeal for standardization
The Lactolyser MIRA is the evaluation of 25 years of infrared spectroscopy manu- facturing experience specially for the Dairy industry. By use of compact design tech- niques and Lactotronic’s state of the art optical design, in combination with a high pressure reliable homogeniser a secured measure- ment is warranted.
Therefore the S.D. of di�erence between the Lactolyser MIRA and the chemical reference method is now restricted by the precision of the chemical reference.
Sustainable qualityRestricted yearly maintenance Several options
nology and Pharmacy", "The Long Wayto the Shelf" and "Marketplace for Inno-vative Logistic Solutions".
You should also see the winners of theGerman Packaging Award, the presenta-tion by the German Packaging Museum,the FachPack Cinema and the CorrugatedCardboard Forum!
Figures don’t lie!
The varied spectrum of products atFachPack in 2010 attracted more than35 000 visitors from 70 countries toNuremberg.
96 % of them rated the opportunitiesfor information and contact on the standsas good. This success will continue atFachPack 2012, where you can look for-ward to innovative ideas and new prod-ucts from about 1 400 exhibitors fromGermany and abroad!

Special Edition
12 | dmz 19/2012
New generation GEA WestfaliaSeparator directdriveœ
GEA Westfalia Separator Group en-ables dairy companies to achieve energysavings of up to 30 percent with the in-
Additional Energy Savings in the Dairytegrated direct drive, if this innovationwhich was presented for the first time atthe Anuga FoodTec 2009 is comparedwith conventional-drive machines. Afurther element of this development is theGEA Westfalia Separator smoothdiver,
with which the savings potential in thedischarge energy of the separators can beachieved in low energy design. This is alsoavailable as an upgrade for many modelsfrom GEA Westfalia Separator Group withthe tried-and-tested flat-belt drive.
An unbeatable combination the latestgeneration of the directdrive® will permitadditional energy savings of up to a further10 kW per machine. A vacuum achieves amaximum reduction in the air friction – inaddition to the actual drive, this is one ofthe main reasons for the mechanical ener-gy requirement of separators. Dairies willbe able to benefit particularly from thecombination of directdrive® and GEAWestfalia Separator proplus. This is becau-se, especially in the case of maximum ex-tended discharge intervals which are gua-ranteed by proplus, optimum use can bemade of the energy savings.
In addition, GEA Westfalia SeparatorGroup is now also introducing the integra-ted direct drive in a further market seg-ment - in a medium performance categoryfor milk and whey applications for flowquantities in excess of 10 000 l / h with thenew milk separator MSI 140. This separa-tor is combined with the GEA Westfalia Se-parator standomat MC for automaticallyregulating the fat content of cream andmilk.
Eco Generation
With the development of the new ecogeneration of GEA Westfalia SeparatorGroup, operations with installations forsmall to mid-size volumes in the capacityrange 3 000 – 15 000 l / h are now also ableto benefit from the processengineeringskills and innovative ability. The new ecofamily covers all central processes and iscustomised to meet the requirements ofdairies. ecoclean is the first choice for pre-cleaning and milk clarification, ecocream isresponsible for perfect separation, andecoclear guarantees reliable bacteriaremoval.
This is ideal for bacteria removal in theproduction of high-quality dairy products
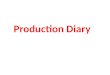
Separator MSI 140

dmz 19/2012 | 13
AKTUELLESSpecial Edition
and for the production of cheese milk. Thisis the first time that the new ecoclear,which is to be exhibited at Anuga FoodTec2012, can be combined in this perfor-mance class with proplus (in the same wayas the ecocream) – without any additionalcosts. A common aspect of the three se-parators in the eco family is that mainten-ance costs are reduced consider-ably as aresult of the flat-belt drive without acoupling. The use of highly efficientmotors which are controlled by frequencyconverters permits a gentle start-up andvariable speeds of the bowl, and results inenergy savings of up to 10 percentcompared with conventional drives. Theseparators are controlled by way of acolour touch screen.
In the new process, two bacteria
removal separators are installed up-
stream of of the cream separator.
The bacteria are reliably removed
from the entire quantity of raw
milk, including the cream content,
and non-milk components, somatic
cells, bacteria and spores are
separated out. The second bacteria
removal phase produces total
eduction in bacteria and a separa-
tion of bacillus cereus of up to
99 percent.
Extended shelf life of at least 21 days
Various processes are used in practicefor producing ESL milk, ranging fromsteam injection right through to micro-filtration. The prolong method is a alter-native in this respect, as the positivecharacteristics of fresh milk are retained inthis method.
For this purpose,two bacteria removalseparators are instal-led up-stream of theseparator and thepasteurization pro-cess in order to en-able bacteria to beremoved efficientlyfrom the completemilk flow. prolongoffers the benefits oflower investmentand operating costs,it can easily be im-plemented in existinginstallations, pro-vides a high bacteriaremoval efficiencyand in particular doesnot require any ad-ditional heat orcream treatment.With prolong, freshmilk with an exten-ded shelf life of atleast 21 days can be
produced. High-performance efficiencyand perfect reliability are guaranteed bythe new ecoforce decanter series with2-phase and 3-phase separating tech-nology and an integrated GEA WestfaliaSeparator summationdrive for dairy tech-nology.
text: Christian Frahmpictures: GEA Westfalia Separator

The optimized Innopack Kisters Basic packer
Special Edition
14 | dmz 19/2012
The Innopack Kisters Basic series ofpackaging machines includes shrink, tray,and pad shrink packers. The above ma-chines are suitable for processing variousbeverage, food, and non-food products,packing these into glass, metal, and/orplastic containers at a rate of approxi-
mately 30 to 70 cycles per minute. Indivi-dual containers may range in diameterfrom 55 to 110 mm, and in height from110 to 350 mm. For product group forma-tions, lengths of between 110 and 270mm and widths from 200 to 540 mm arepossible. When a customer invests in a Ba-
sic packaging machine, he or she has con-sciously opted for a low-speed machine. Ifoutputs are to be increased at any time inthe future, KHS can offer the market itsadvanced series. This is available from 50cycles per minute, and can be increased toup to 135 cycles per minute.
With the Innopack Kisters Basic series of packaging machines KHS has long given the food
industry a packaging concept that provides packaging quality for the low capacity range. In
optimizing the Basic series, the ease of operation thereof has now improved. The revamped
Basic packer also has a number of other positive aspects compared to the previous genera-
tion, namely increased machine availability and reduced energy consumption made possible
by the newly designed shrink tunnel concept.
In optimizing the Basic series, the ease of operation has now increased. The revamped Basic packer also has a number of other positive aspects compared to the previousgeneration, namely increased machine availability and a reduced energy consumption made possible by the newly designed shrink tunnel concept.
Christopher Stuhlmann, Karl-Heinz Klumpe, Kleve
photos: K
HS

dmz 19/2012 | 15
AKTUELLESSpecial Edition
Basic packaging machines are extreme-ly compact. With a maximum of threelanes possible, they allow a great diversityof packaging formats to be processed. Inthe reworked series the product infeedarea now features single-action levers in-stead of the previous clamping levers forshort conversion times with productchangeovers.
The principle here is simple; when aconversion is made, the lever is simplyturned to the new position and allowedto lock into place. Done! Optional spindleadjustments have also been in- cluded forconversion work within the machine.Spindle adjustment is recommended inparticular when a number of different for-mats are to be processed. As opposed toclamping levers, this system boosts machi-ne availability.
Specific noise reduction
Another option in the container infeedarea, which is especially recommendedwhen processing glass receptacles, is theuse of what are known as anti-drummingplates for the guide rails. These help to re-duce noise. Packaging machines in the Ba-sic series are designed so that the contai-
ner infeed is trouble free and extremelygentle to the product. Both single and pre-packed containers can be fed into packersof this type.
Gentle grouping process
Products fed into the machine aregrouped by a continuous servo-drivencollating unit. Gentle grouping is a giventhanks to grouping tools that are specific-ally matched to the relevant containershape. A quick-change mechanism allowsthese to be rapidly switched over asrequired. Format changeover in thedirection of machine flow is then fullyautomatic once the format has beenselected on the operator panel.
Fewer spare parts and cableconnections
Another big plus of the Basic series isthat identical servo motors with integratedservo controllers are used for all functionalunits, thus reducing and easing spare partstockkeeping. A master controller in theswitch cabinet controls the servo drives;therefore, all that's needed between theswitch cabinet and the first servo motor inthe respective packer area is a single con-
necting cable. The individual servo motorsare linked to one another by a bus system,as opposed to the previous Basic setupwhere separate connections were provid-ed in the switch cabinet for each servo mo-tor. This means that not only has the cab-ling been greatly reduced in the modifiedsystem; the switch cabinet is also muchsmaller than it used to be. Cooling unitsare also no longer absolutely necessary,helping to cut the cost of electricity andmaintenance.
Very good pack stability
In the manufacture of tray and padshrink packs, the formations produced inthe grouping station are first precisionplaced on the designated blank beforebeing film wrapped. Individual cartons areextracted by suction from a blank magazi-ne and indexed to a drag chain with theutmost precision so that they coincide withthe arrival of the formed product groups.
Very good pack stability is ensured inthe production of tray packs by tight andexact folding of the blanks around the pro-duct cluster. Hot melt is applied preciselyand efficiently by speed-dependent nozzlecontrol; automated pressing mechanisms
In the Basic series, identical servo motors with integrated servo controllers arenow used for all functional units. This reduces and eases spare part stockkeeping.
A new film cutting and feed system is in action in the film wrapping station whichpermits much thinner films to be processed than was previously the case.

Special Edition
16 | dmz 19/2012
make sure that no tray packs are left open– even during machine downtimes. Therevised Basic system can form both classictray packs and also trays with 45° corners.
Continuous monitoring
The blank feed is optoelectronicallymonitored according to the position of therelevant blank. Flawed or multiple stackedcartons are also immediately registeredand signaled. As an option, blanks can beremoved from the magazine by a vacuumpump instead of by a venturi nozzle, thechief advantage of this being that theamount of compressed air used is reduced– and thus the plant's electricity costs. Asa rule, the magazine can store 600 blanks.On request magazines with an angle of10° can be provided, allowing storage ca-pacities of up to 1 200.
Perfect processing results, alsofor films of up to 25 µm
Product formations on trays, pads, or inbulk then travel on to the film wrappingstation. As with all transition points in themachine, on their way they pass transitionplates covered in a coating specific to theproduct being processed. Once at the filmwrapping station the products enter a newfilm cutting and feed system which per-mits much thinner films to be processedthan was previously the case. Perfect pro-cessing results are ensured with films of upto 25 µm in thickness and 880 mm inwidth. The film feed system has special
coatings, helping to combat the risk of thefilm sticking, winding, or even tearing. Inaddition, the film feed belt is equippedwith an improved vacuum system. Beltswith an even finer hole pattern are usedhere. These conveyor belts are designed insuch a way that they automatically dissi-pate any electrostatic charge. In conjunc-tion with an additional antistatic system,this type of belt offers maximum convey-ing stability, even for very sensitive filmtypes. The sequences of motion in thecontinuously operating film station arecontrolled by means of an electronic cam.The length of film section and position ofthe printed image are electronically set inthe system by selecting the format on theoperator panel. The film wrapping processis matched to the respective height andlength of the product with the greatestaccuracy. There is a maximum fluctuationof 3 mm in the position of printed film.
Precise film cutting with minimum cutter wear
The standard practice to date was todrive the film cutter from the main motorusing a coupling. The chief benefits of thenew servo-driven film cutter are that filmcutting is even more accurate and there isconsiderably less wear on the cutters.
Active belt control for longconveyor belt service lives
In Basic packers the conveyor belts thattransport the products have an active belt
control. This means that damage toconveyor belts and the time-consumingrepairs this results in are specifically avoi-ded, again ensuring high machine availa-bility.
Shrink tunnel area with many new features
Optimized Innopack Kisters Basicpackaging machines also have many newfeatures pertinent to the shrink tunnel.Shrink tunnel lengths of four and sixmeters are available for Basic machines,with widths variable between 700 and1 000 mm.
The heating chamber in the shrinktunnel has been improved. There are alsofewer, more effective ventilators in usecompared to the previous version. Both ofthese aspects improve the flow principle,permitting energy savings of up to 15%.Moreover, by decreasing the number ofventilators in the shrink tunnel area bothmaintenance and the number of spareparts needed are reduced.
Variable hot air nozzles can be adjustedto suit the type of packaging being pro-cessed. Nozzles can also be 'parked'.
One of the absolute highlights of therevised shrink tunnel concept is the low-energy package that can be additionallyincluded, providing a potential energysaving of up to 20%. This package in-cludes a roller shutter system at the infeedand discharge openings of the shrinktunnel. Closing these roller shutters is asimple and effective way of bridging pak-ker downtimes, and also largely preventsthermal energy from escaping. The newenergysaving package also has a standbyfunction. When it is selected, the energyconsumption of all functional units involv-ed in the shrink process is reduced to aminimum. When production resumes, allfunctions quickly switch back to normaloperation.
Another plus point of the new shrinktunnel concept is that insulating the shrinkhood with insulating elements meansthere is no heat bridge from the inside tothe outside of the tunnel. Thermal energythus remains where it should be, inside thetunnel hood.
It is also possible to integrate an auto-matic cleaning system for conveyor chainsinto the shrink tunnel area. This sanitation
The product infeed area now features single-action levers for short conversion times with product change-overs.

dmz 19/2012 | 17
AKTUELLESSpecial Edition
system consists of a counter-moving stain-less steel brush located underneath theconveyor chain which is engaged at fixedintervals. Film debris and particles of dirtremoved from the conveyor chain areswept into a drawer that can easily beemptied, making time-consuming manualcleaning processes redundant.
Eco shrink tunnel possible
The new shrink tunnel concept also al-lows for the use of what's known as theEco shrink tunnel that is heated by gas.Where this is utilized, energy savings of upto 50% can be achieved as opposed to theelectric heating system. This percentage isonly a rough estimate as energy costs varyfrom country to country; energy savingsare ultimately based on the difference inelectricity and gas prices in the regionwhere the Eco shrink tunnel is installed.Another positive effect of the Eco shrinktunnel is that the environment benefitsfrom a reduction in CO2 emissions of up to60%. This point is of huge significance forthe sustainability of the production pro-cess. It's important to mention here thatelectric shrink tunnel heaters can be ex-changed for gas heaters and vice versaeven after the tunnel has been installed.
All that's needed for a retrofit are differentheating elements, minor alterations to theswitch cabinet, and – if an Eco shrink tun-nel is required – a gas connection.
Cubic machine frame design
Yet another new aspect of the Basicseries as a whole – and one which alsoapplies to the shrink tunnel area – is thecubic design of the machine frame. Thenew shape stands for increased ease ofoperation: firstly, because the squaredesign affords easier access and providesmore space within the machine, andsecondly, because the new concept givesoperators improved viewing of the interiorworkings of the machine during product-ion, not least thanks to the large, see-through sliding doors in the packagingarea upstream of the shrink tunnel. Theoutside surfaces of the machine are alsoconstructed in accordance with the rules ofhygienic design, making cleaning easier.
From shrink packer to tray or pad shrink packer
Among the many advantages of thenew, improved Basic series is its increasedflexibility. For instance, where various
packaging options are required the shrinkpacker can now be turned into a tray orpad shrink packer in a process not possibleuntil now.
Likewise, additional modules can alsobe integrated into the Basic packer, such asa leaflet inserter or film perforator.
Targeted standardization
The work processes involved whenBasic and Advanced packaging machinesare connected in series are now muchsimpler than they were, again contribut-ing to the many positive aspects of therefurbished system. This increasedcomfort lies in the identical control unitsand operator panels now implemented inboth series.
One example of the use of differentpacker models connected in series iswhen a company first packs individualcontainers into shrink packs, thus requi-ring the high-performance Advancedpackaging machine to meet the highoutput of the line. The ensuing process-ing of these shrink packs into tray shrinkpacks takes place at a lower cycle rate.Here, the capacity of the Basic packer issufficient.
The work processes involved when Basic and Advanced packaging machines are connected in series are now much simpler than they used to be. This increased comfortlies in identical control units and operator panels now implemented in both series.
photos: K
HS

Special Edition
18 | dmz 19/2012
Taste and aroma were the essential fac-tors to describe the quality of a product fora long time. However, texture plays anever greater role for the consumer as it is acrucial criterion for sensory acceptance orrejection (Scott & Downey, 2007). For in-stance, yogurt products with large micro-gel particles (> 50 µm) result in a pro-nounced rough mouthfeel and a reducedcreamy perception (Tomaschunas et al.,2012).
Understanding creaminess has becomeof increasing interest as this would estab-
lish a basis for designing food structuresand thus modifying food texture (Frøst &Janhøj, 2007). Although many authorshave tried to give an adequate definitionto the multi-dimensional property ofcreaminess, the understanding is still inprogress. Early works described thepresence of creamy mouthfeel by “posses-sing the textural property producing thesensation of the presence of a miscible,thick, smooth liquid in the oral cavity”(Jowitt, 1974). Later works have shownthat fats are closely related to creamy sen-
sations that might be leading to higheroverall food acceptability (Kokini & Cuss-ler, 1987; Szczesniak, 1987). This definiti-on has been extended by Civille & Lawless(1986) saying that creaminess is not onlydepending on smoothness and thicknessbut also on fatty mouthfeel. In fact, diffe-rent textural attributes reflect food proper-ties at various stages of the oral proces-sing.
In-mouth processing of semisolid milk products
Oral processing is the process by whichfood enters the mouth, is transported, bro-ken down into fragments and swallowed.As those processes play a crucial role infood sensations it is necessary to under-stand them. To simulate these complexprocesses in the mouth, various physicalmethods are being applied. Texture per-ception of semisolid milk products in themouth is attributed to a combination ofrheology and friction forces generatedbetween the tongue and palate, and the
The role of friction in texture perceptionof semisolid milk products
Friction tests are indicated to be a tool for contributing to the
description of in-mouth sensations of food. The use of a tribo-
logy accessory that is attachable to a rheometer is attractive as
food labs are often equipped with rheometers. Thereby, it is
crucial to find a suitable tribosystem representing the tongue-
palate contact.
Alina Krzeminski has a degree in Food Science fromthe University of Jena (Germany). Currently she isworking as a research assistant at the Institute ofFood Science and Biotechnology of the University ofStuttgart-Hohenheim (Germany). Her PhD studiesfocus on investigating structural and sensory proper-ties of dairy products and modelling texture percep-tion by means of physical parameters.
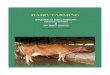
Figure 1: In-mouth processing of semisolid milk products
Dept. of Dairy Science and Technology: Alina Krzeminski, Sabrina Wohlhüter, Jörg Hinrichs;Dept. of Food Physics and Meat Science: Jochen Weiss; University of Hohenheim, Institute of Food Science and Biotechnology, Stuttgart, Germany

dmz 19/2012 | 19
AKTUELLESSpecial Edition
presence of particles (Figure 1). At the be-ginning of the consumption the semisolidmilk product is in front of the oral cavity.The gap between tongue and palate israther large (> 10 µm), thus there is nosurface contact and the mouthfeeldepends on the rheological properties ofthe processed product. Therefore, theconsumers’ conception is focused on theviscous properties of the product and itsability for mouth coating. During furtherconsumption, the gap is being reduced(< 10 µm), thus there is surface contactbetween tongue and palate and particlesthat are present in a product cause frictioneffects. At this stage, the tribology zone,the consumer evaluates whether the pro-duct is a creamy and smooth or rough one.The swallowing process will be initiatedwhen the fragments of the food are smallenough. Thereby, the fragments will bemixed with saliva resulting in a low friction.Hence, the mouthfeel is determined by the
saliva covered food fragments and by thelubricating properties of the food productitself being partly present on the mucosa.Knowledge about viscosity and frictionbehavior of food permits to make conclus-ions about the textural perception of aproduct, in particular to the concept ofsensory creaminess.
Measurement of oral processes by friction tests
Lubricating properties of a product arecommonly determined by means of atribometer which measures the frictionforce between two bodies in rubbingmotion. A tribometer device attached to aconventional rheometer (Physica MCR301, Anton Paar GmbH, Ostfildern,Germany) was used for performing frictiontests. The setup of the tribology accessory(T-PTD200, BC12.7, Anton Paar GmbH,Ostfildern, Germany) is given in Figure 2.
The measuring principle of the devicefollows a ball on pyramid principle. A ballfixed to the shaft is pressed with a definednormal force FN on three plates as contactzones which are set in an angle of 45°.
Due to a self-positioning bottom plate(moveable in x-, y-, and z-direction), thegenerated contact force (FL) is evenlydistributed on the three contact zones.Further details of the setup of the tribologyaccessory are provided by Heyer & Läuger(2009) and Krzeminski et al. (2012).
Friction tests are well-known forcharacterizing lubricating properties ofgreases. A polished steel ball and a platebased on teflon (Polytetrafluorethylene)are commonly used materials for assessinglubricating properties of greases. Teflon ischaracterized by its low frictional co-efficient, good chemical resistance andgood thermal stability. However, as teflonis a relatively stiff material (E = 0.5 GPa)and as the surface is hardly structured, itimparts limiting factors for simulating theproperties of a tongue. Therefore, it iscrucial to find a suitable elastic plate thatcovers the different intrinsic roughnessand deformability scales of the humantongue surface.
The table reports the results of stiffnessand surface roughness dimensions ofelastic materials being classified in thefollowing three groups: styrene butadienerubber (SBR), natural rubber (NR) andfoamed rubber (FR). These plates werecharacterized regarding their stiffnessproperties by means of DMA (dynamic-mechanical analysis) and impression test(immersion of the steel ball into the plate),and moreover regarding their surfaceFigure 2: Setup and measuring principle of the tribology accessory
Material parameters of elastic plates in comparison to human tongue properties (according to Krzeminski et al., 2012)
E [MPa]
p [kPa]
sRa [µm]
sRz [µm]
SBR NR FRParameter
P1 P2 P3 P4 P5 P6 Tongue
Abbreviations are: SBR, styrene butadiene rubber; NR, natural rubber; FR, foamed rubber; E, Young’s moduls; p, pressure at FN = 3 N; sRa, arithmetic roughness average; sRz, average peak-to-valley height.
1Dresselhuis et al. (2008); ²Kieser et al. (2008); ³Nagaoka et al. (2001)
19.8 16.6 7.4 128.6 2.1 18.1 0.021
323.1 145.3 76.1 251.2 68.8 74.7 4-290²
0.4 135.4 56.5 96.1 49.3 60.6 40-90
4.5 744.1 312.2 456.1 339.2 518.1
pictures: A
. Krzem
inski –
University of Hohenheim

Special Edition
20 | dmz 19/2012
ConclusionA method for determining the friction behavior of yogurt products has been establishedto simulate the complex processes in the mouth during consumption of a food product.The use of a tribosystem equipped with a steel ball representing the palate and a SBRbased material as a tongue-mimicking surface is a promising tool to investigate frictionalproperties of semisolid milk products. In addition to rheological measurements, frictiontests provide valuable information for describing textural mouthfeel attributes and maysupport the development of reduced-fat dairy products.
roughness properties by means of CLSM(confocal laser scattering microscopy) orrather CWL (chromatic white light).
The elastic plates show a wide range ofsurface properties and surface morphol-ogy. When comparing to human tongueproperties, determined pressure values (p)and surface roughness indices (sRa, sRz)were almost all within the mentionedrange. However, the obtained Young‘smoduli were two to three orders of mag-nitude larger than that of oral tonguetissue. The reason can be mainly attributedto the presence of a muscle layer and thesample thickness of the tissue.
Lubricating properties of semisolid milk products
The lubricating properties of thetribosystem are strongly affected by thepatterning of the plate surface. Figure 3illustrates the magnitude of the frictioncoefficient as a function of lubricatingsample (water, oil and yogurt) for a rela-tively hard and polished steel ball sliding
Figure 3: Stribeck curves for the material combina-tion hard – hard (steel ball – teflon) and hard – soft(steel ball – elastic plate) with FN = 3 N, ϑ = 20 °C,n = 5; □ dry, ○ water, ● oil, △ full-fat yogurt (3.5 %fat, 4.5 % protein), ▲ low-fat yogurt (≤ 0.1 % fat,4.5 % protein)
on a hard teflon or rather on an elasticplate material. When teflon was taken as atribo-partner for the steel ball (hard – hardmaterial combination), the characteristicStribeck curves (Stribeck, 1902) and thuslubrication regimes were not visible.
Furthermore, a clear differentiationbetween the lubricated systems was notgiven (Figure 3 left). Generally, the frictioncoefficient generated on the teflonmaterial was about ten times lower thanon elastic plates. Typical Stribeck curveswere obtained when using an elastic plateas a tribo-partner for the steel ball (hard –soft material combination). In particularfor the oil-lubricated system the boundaryregime, the mixed regime and the hydro-dynamic regime became visible (Figure 3right). In general, an increase of fatcontent of the lubricants involved adecrease in coefficient of friction for theelastic plates. However, friction tests onSBR based materials were characterized bya significant differentiation between thedifferent lubrication regimes for yogurtproducts, respectively.
References:Civille, G.V., & Lawless, H.T. (1986). The importance of language in describing perceptions. Journal of Sensory Studies, 3/4(1), 203-215.Dresselhuis, D.M., de Hoog, E.H.A., Cohen Stuart, M.A., & van Aken, G.A. (2008). Application of oral tissue in tribological measurements in an emulsion perception context. Food Hydrocolloids, 22, 323-335.Frøst, M.B., & Janhøj, T. (2007). Understanding creaminess. International Dairy Journal, 17(11), 1298-1311.Heyer, P., & Läuger, J. (2009). Correlation between friction and flow of lubricating greases in a new tribometer device. Lubrication Science, 21(7), 253-268.Jowitt, R. (1974). The terminology of food texture. Journal of Texture Studies, 5, 351- 358.Kieser, J., Singh, B., Swain, M., Ichim, I., Waddell, J., Kennedy, D. (2008). Measuring intraoral pressure: adaptation of a dental appliance allows measurement during function. Dysphagia, 23, 237-243.Kokini, J.L., & Cussler, E.L. (1987) The psychophysics of fluid food texture. In: H. R. Moskowitz, Food texture: instrumental and sensory measurements. New York: Marcel Dekker.Krzeminski, A., Wohlhüter, S., Heyer, P., Utz, J., & Hinrichs, J. (2012). Measurement of lubricating properties in a tribosystem with different surface roughness. Inter-national Dairy Journal, 26(1), 23-30.Nagaoka, S., Hirata, Y., Iwaki, H., Sakamoto, K., Takagi, M., Amagasa, T. (2001). A study of the surface roughness of tongue cancer and leukoplakia using a non-contact three-dimensional curved shape measuring system. Oral Medicine & Pathology, 6, 85-90.Scott, C.L., & Downey, R.G. (2007). Types of food aversions: animal, vegetable, and texture. The Journal of Psychology: Interdisciplinary and Applied, 141(2), 127-134.Stribeck, R. (1902). Die wesentlichen Eigenschaften der Gleit- und Rollenlager, Zeitschrift VDI, 46, 1341-1348.Szczesniak, A.S. (1987). Relationship of texture to food acceptance and nutrition. In: J. Sohns, D. A. Booth, R. M. Pangbom and O. Raunhardt, Food acceptance and nutrition. New York: Academic Press.Tomaschunas M., Hinrichs J., Köhn E., Busch-Stockfisch, M. (2012). Effects of casein-to-whey protein ratio, fat and protein content on sensory properties of stirred yoghurt. International Dairy Journal, 26(1), 31-35.
Acknowledgements:
This research project was supported bythe German Ministry of Economics andTechnology (via AiF) and the FEI (For-schungskreis der Ernährungsindustriee.V., Bonn). Project AiF 15960 N.

dmz 19/2012 | 21
AKTUELLESSpecial Edition
Cheese is often acquired by the con-sumer through the industrial sector in theapplication as topping or ingredient inready-to-consume meals and convenienceproducts such as pizza and pasta as well ascheese based products such as ready-to-use grated cheese. Many of these productsrequire heating prior to consumptionduring which the cheese develops thermo-physical properties. Therefore, the beha-vior of cheese during a heat treatment is ofmajor interest for the cheese maker since itdetermines the properties of the finalproduct and eventually consumers’acceptance. The heat induced propertiesare a composition of different attributes,including meltability, flowability, flow resi-stance, oiling-off and stretchability(Guinee, 2002).
Stretchability – an important thermo-physical property
Stretchability is defined as “the ten-dency of heated cheese to form strings,and/or sheets when extended uniaxially”(Guinee, 2002). Depending on theapplication, stretchability can be conside-red as quality or as defect (Richoux et al.,2009). For instance, Raclette cheese thatshows pronounced stretchability is notacceptable (Richoux et al., 2009); how-ever, in most products, e.g. pizza, stretch-ability is a desired property, which en-hances consumers appeal for theseproducts (Gunasekaran & Ak, 2003).
Several methodsto assess stretchability
The determination of stretchability is ofpractical relevance for creating innovativecheese products as well as it is a practicaltool in terms of quality control. Neverthe-less, stretchability is one of the most diffi-cult properties to evaluate (Fife et al.,2002). It is for this reason that a number ofmethods have been proposed to definestretchability. The most common methodis the Fork test, in which cheese is placedon a pizza crust and heated. Subsequently,a fork is inserted into the melted cheesesample and raised vertically until all cheesestrands brake (U.S. Department of Agri-culture, 1980). This method is prone tomany errors due to the fact that most ofthe test parameters cannot be controlled,e.g. at which place the fork is inserted intothe molten cheese mass (Fife et al., 2002).Consequently, this method is subjectiveand often shows differing results for thesame cheese (Fife et al., 2002). Furthermethods have been proposed in order toreplace the Fork test. Ak & Gunasekaran(1995) and Joshi et al. (2004) proposedtests in which dumbbell shaped cheesesamples are stretched vertically and hori-zontally until the sample brakes. In othersuggested methods a defined amount ofgrated cheese is placed on a pizza crust,heated and the precut crust is stretchedapart until all cheese strands break (Guineeand O'Callaghan, 1997, Apostolopoulos,
1994). Fife et al. (2002) presented astretch test, where cheese plugs areheated at a defined temperature and timeand are subsequently moved into a water-jacketed tempered cup-holder. A hook-shaped geometry is inserted into themolten cheese mass and lifted verticallyuntil the cheese strands break or the maxi-mum distance is reached. The load versusdistance is recorded during the measure-ment, where the maximum load (Fmax) isdefined as the melt strength and thestretch quality (SQ) as the load exerted onthe geometry at a certain distance. Repa-ret and Noël (2003) modified this methodby using grated cheese as sample and an8-arm shaped geometry (Reparet andNoël, 2003).
A wide variety of cheese is available
Mozzarella is the most common cheeseused as topping for pizza and pasta dishesand other prepared meals due to its mild
Evaluation of a method to assess stretchability of different cheese varieties
Cheese is used as topping or ingredient in a variety of food
products due to its versatile possibilities in application. For
the cheese producer, knowledge of the cheese characteristics,
especially the thermo-physical properties (e.g. stretchability),
is very important.
Katja Hartmann has a degree in Food Engineeringfrom the University of Hohenheim (Germany),where she currently is working as a research assis-tant at the Institute of Food Science and Biotechno-logy. Her PhD studies focus on the influence of themanufacturing process on the development offunctional and thermo-physical properties of diffe-rent cheese varieties.
Katja Hartmann, Ravi Samudrala, Prof. Dr. Jörg Hinrichs;University of Hohenheim, Institute of Food Science and Biotechnology, Stuttgart, Germany

Special Edition
22 | dmz 19/2012
flavour and functional properties (Guineeand O'Callaghan, 1997, Apostolopoulos,1994). It is for this reason that the present-ed methods were aligned for Mozzarellacheese. Today, a wide variety of cheeses isavailable (Guinee, 2002), which coverdifferent sensorial, textural and nutritionaldemands. The use of other cheeses thanMozzarella as topping on prepared meals,for instance aromatic flavored cheesessuch as Appenzeller and Cheddar, is be-coming increasingly popular. Due todifferences in the raw material as well asthe manufacturing process, these cheesevarieties exhibit different thermo-physicalproperties. Therefore, the availability of anobjective and accurate method to measurestretchability becomes more and moreimportant. Aim of this study was to modifya method to measure stretchability in away that it becomes suitable for many
different cheeses. A second objective wasto select parameters that allow discrimina-tion between the cheese varieties.
Material & methods
The stretchability of 9 different cheeses(hard- and semi-hard and pasta filatacheeses) was evaluated by applying themethod according to Reparet & Noël(2003). 50 g of grated cheese wasweighted into a stainless-steel cup andmelted at different temperatures (60, 70,80 °C; temperatures of cheese on pre-pared meals) in a water bath for 20 min.The temperatures were chosen becausethese are the temperatures of cheese onprepared meals (Reparet and Noël, 2003).The cups were subsequently transferredinto a water-jacketed cup holder attached
to an Instron Universal Testing Machine.Different geometries (Figure 1) wereapplied to measure the stretchability whilerising vertically with a speed of 500mm*min-1. The maximum force (Fmax)during the measurement was assessed.The experiments were completely ran-domized and differences among theresults were analyzed through ANOVAand post-hoc Tukey’s test (�= 0.05). Dataanalysis was carried out with SAS 9.2 forWindows (SAS, 2008).
Results
In the present work the influence ofmelting temperature and different geo-metries on the stretchability of 9 cheeseswas examined. A typical stretch profile isshown in Figure 1. The load is plottedagainst the stretch distance. Fife et al.
Mean of melt strength (Fmax) and standard deviation of the tested cheeses at 60, 70 and 80 °C
(different superscripts in the same column are significantly different (P<0.05), n=3)
Mozzarella
Mozzarella light
Pizza cheese(Edam, Tilsiter)
Edam
Gouda
Cheddar
Emmental
Appenzeller
alpine cheese
60 °C 70°C 80 °CFmax [N]
cheese 8-arm hook 8-arm hook 8-arm hook
4.6 ± 0.9b, c 1.6 ± 0.1e, f 2.1 ± 0.4c 1.3 ± 0.0c 1.0 ± 0.1e 0.6 ± 0.1f
4.4 ± 0.9b, c 3.6 ± 0.4b 2.3 ± 0.2c 1.6 ± 0.1c 2.5 ± 0.1a 1.6 ± 0.1a
8.1 ± 0.6a 4.7 ± 0.2a 6.2 ± 1.0a 2.4 ± 0.1a 1.6 ± 0.1b, c 1.1 ± 0.2c
5.2 ± 0.2b 2.8 ± 0.3b, c, d 3.5 ± 0.4b 2.1 ± 0.3b 1.8 ± 0.2b 0.4 ± 0.1b
5.2 ± 0.2b 3.3 ± 0.3b, c 3.4 ± 0.4c 1.5 ± 0.1c 1.4 ± 0.1c, d 0.9 ± 0.1d
2.1 ± 0.2d 1.3 ± 0.1f 1.0 ± 0.0d 0.6 ± 0.1d 0.5 ± 0.0f 0.3 ± 0.0g, h
3.3 ± 0.6c, d 2.3 ± 0.4d, e 2.2 ± 0.3c 1.6 ± 0.1c 1.1 ± 0.0d, e 0.8 ± 0.0e
2.8 ± 0.1d 1.6 ± 0.1e, f 0.9 ± 0.1d 0.6 ± 0.1d 0.4 ± 0.0f 0.3 ± 0.0h
4.7 ± 0.3b, c 2.6 ± 0.2c, d 1.1 ± 0.1d 0.6 ± 0.1d 0.5 ± 0.1f 0.4 ± 0.1g
Applied geometries to assess stretchability (from left to right: hooked-shaped geometry; 8-arm shaped geometry; t-bar shaped geometry)
pictures: K
. Hartm
ann
University of Hohenheim

dmz 19/2012 | 23
AKTUELLESSpecial Edition
(2003) suggested parting the profile intwo regions. The first region (R1) startswith the measurement and ends when thegeometry leaves the molten cheese mass.The second region (R2) covers the distancefrom where the geometry leaves themolten cheese mass until the measure-ment ends. After the measurement starts,the load is constantly increasing until itreaches a maximum (Fmax). This parameteris used to evaluate the stretchability. TheFmax values for the analyzed cheesesob-tained with the hook and the 8-armgeometry at 60, 70 and 80 °C are present-ed in the table. The results gained with thet-bar shaped geometry did not showsufficient results for the stretchability (datanot shown). The t-bar shaped geometrydid not lift enough cheese from thesample. Furthermore, for cheeses with lowstretchability, e.g. Cheddar, the cheesestrands broke quickly after the measure-ment started. The results obtained withthe hook and 8-arm geometry were repro-ducible at all applied temperatures. How-ever, the 8-arm geometry lifted largeramounts of cheese from the sample com-pared to the hook-shaped geometrywhich is shown by higher Fmax values. In
Typical stretch pro-file with (Fmax: meltstrength, (Emmen-tal cheese, 60 °C,hook-shaped geo-metry)
Conclusion
Stretchability is a major thermo-physical property of cheese. In this study, it wasshown that a hook-shaped geometry provides accurate information about the stret-chability of different cheeses. The results can be summarized as follows:
• The maximum load (Fmax) is a reliable parameter to assess stretchability• The method allows application of different temperatures for various cheese varieties• Discrimination between cheese varieties according to their stretchability is possible
References:AK, M. M. & GUNASEKARAN, S. (1995) Measuring elongational properties of Mozzarella cheese. Journal of Texture Studies, 26, 147-160.APOSTOLOPOULOS, C. (1994) Simple empirical and fundamental methods to determine objectively the stretchability of Mozzarella cheese. Journal of Dairy Research, 61, 405-413.FIFE, R. L., MCMAHON, D., J., & OBERG, C. J. (2002) Test for measuring the stretchability of melted cheese. Journal of Dairy Science, 85, 3539-3545GUINEE, T. P. (2002) The functionality of cheese as an ingredient: A review. Australian Journal of Dairy Technology, 57, 79-91.GUINEE, T. P., O’CALLAGHAN, D. J. (1997) The use of a simple method for objective quantification of the stretchability of cheese on cooked pizza pies. Journal of Food Engineering, 31, 147-161.GUNASEKARAN, S. & AK, M. M. (2003) Cheese Rheology and Texture, CRC Press.JOSHI, N. S., MUTHUKUMARAPPAN, K. & DAVE, R.I. (2004) Effects of reduced calcium, test temperature and storage on stretchability of part-skim mozzarella cheese. Australian Journal of Dairy Technology, 59, 60-65.REPARET, J. M. & NOËL, Y. (2003) Relation between a temperature-sweep dynamic shear test and functional properties of cheeses. Lait, 83, 321-333.RICHOUX, R., AUBERT, L., ROSET, G. & KERJEAN J. R. (2009) Impact of the proteolysis due to lactobacilli on the stretchability of Swiss-type cheese. Dairy Science and Technology, 89, 31-41.U.S. DEPARTMENT OF AGRICULTURE (1980) USDA Specifications for Mozzarella cheeses, Agriculture Marketing Service.
Acknowledgements:
This research project was supportedby the FEI (Forschungskreis der Ernäh-rungsindustrie e.V., Bonn), the AiF andthe Ministry of Economics and Tech-nology (Project No.: 17068 N).
some cases this led to the fact that nocheese-strands were formed when themeasurement started, so that an accurateevaluation of the stretchability was notpossible. In contrast, it was observed thatthe hook-shaped geometry lifted cheese ina more comparable way to a fork. Furthermore, the values in the table
show the influence of the temperature onthe Fmax values. With increased tempera-
ture decreased Fmax values were obtainedwhich is due to a softer and easier tostretch cheese mass. This is consistent withthe results obtained by Fife et al. (2002).Significant differences were obtained
for the hard and semi-hard cheeses andthe pasta filata cheeses at 80 °C by apply-ing the hook-shaped geometry. Moreover,discrimination between the semi-hardcheeses and mozzarella and mozzarellalight was possible in terms of the Fmaxvalues. Therefore, this method cannotonly be applied to evaluate the stretch-ability but also in terms of differentiationof cheese varieties.

AGRANA Fruit - a multinational company AGRANA Fruit is a multinational enterprisewith 26 production sites worldwide and theglobal market leader in producing fruit prepa-rations. AGRANA Fruit processes fruit in thegentlest way possible, applying state-of-the-artproduction processes to refine the fruit into topquality fruit preparations for the dairy, bakeryand ice-cream industries.
Differentiation in a highly competitive marketenvironment The dairy industry is a highly competitive market. Therefore it is of particular importance for AGRANA Fruit to diffe-rentiate from competitors and to react quickly to current trends and market developments. Local production sitesand local product development within AGRANA Fruit make this possible. In close collaboration with marketing andproduct development, products and product concepts are designed, which follow current trends and market deve-lopments. The innovation power of the local product development is increased through the global “Innovation andCompetence Center”, which was established 2005 at the Gleisdorf site for the entire AGRANA Fruit division. Themiddle/long-term research and development activities in the fruit segment are concentrated in this center. The com-bination between international trends and local market know-how outlines an advantage in competition and makesit possible for AGRANA to be a significant partner in the area of innovation.
Market trends and innovative product concepts
Naturality, an important global trend, also characterizes the fruit pre-paration business of AGRANA Fruit. AGRANA offers – suitable to thetrend - natural products under a "100% natural" concept. Short ingre-dient lists, clean label, as well as biological and regional ingredientsare further priorities, with which our local product developers dealwith. AGRANA strives to optimize their production technologies, alsoregarding sustainability criteria.
Naturality & Health is the fusion of 2 megatrends which form the mar-ket. Consumers are increasingly looking for "healthy" products, butwith no compromise on taste. AGRANA Fruit follows this trend by va-rious concepts such as “Calorie Management” concepts.
Simplicity – another market trend reflects traditional values and au-thenticity and requires simple and clear products. Traditional, localproducts such as fruit preparation of „Granny’s Fruit Garden“ can alsobe found in their product portfolio.
Consumers are becoming more individual and want to be seen as uni-que -> Individualism. AGRANA has set itself the target to meet thistrend with individual solutions for specific needs and target groups.Focus will be placed particularly on target-orientated products.
AGRANA Fruit also offers a wide range of Pleasure-Products; e.g. Chocolate Crispies, which provide an extra crunchyeffect and are available in different variations and sizes.
A little insight into the comprehensive concept booklet provides further conceptswith organic and fair trade products, coconut water drinks, milk shakes, differentcereal recipes for the spoonable and drinkable range and also savoury preparationswith vegetables, herbs, fish and meat.
As international operating company offers AGRANA Fruit through current productinnovations and an overall service, high product quality for both, global and regio-nal customers. Further Information is available online at www.agrana.com.
adve
rtis
emen
t

[email protected] | Tel. +49 89 949-11318 | Fax +49 89 949-11319D
September 16–20, 2013Messe München
drinktec is the pacemaker for the beverages and liquid food industry. The whole industry comes together at drinktec—companies large
and small, regional and global. This is the place to fi nd solutions.
Be inspired by innovations, world premieres and new thinking.
drinktec—Go with the fl ow.
World’s Leading Trade Fair for the Beverage and Liquid Food Industry Processing + Filling + Packaging + Marketing
15:25

26 | dmz 19/2012
COMPANY NEWS
Dairy giant needed robust pumps
Arla Foods is the second largest dairycompany in Europe, Scandinavia’s princi-pal yoghurt producer, and the user of abroad range of Grundfos pump technolo-gies. One challenge is to pump a massive700 m3 of water a day; Arla solved this byusing the Grundfos CR-pumps and laterreplaced them with CRE pumps, electroni-cally regulated for constant pressure, re-sulting in considerable energy savings.
An annual production of 84 000 tonnesmeans that Arla’s dairy in Brabrand, Den-mark, requires reliable CIP/SIP compatiblepumps that can handle heavy volumesand comply with a variety of approvals in-cluding EHEDG.
Demonstrating Grundfosexpertise, then delivering
Grundfos showed what we could do…
After a careful analysis of Arla’s busi-ness requirements, Grundfos requested todemonstrate their NOVAlobe pump. Arlahappily accepted and was impressed bythe NOVAlobe’s robust and reliable cre-dentials, and even more so by the Grund-fos representatives’ full service approach:In collaboration with the dairy, Grundfosvisited the facility and identified the opti-mal pump package and specifications.
…then did it
Grundfos installed a test pump, whichperformed so well that the Brabrand dairythen purchased eight more NOVAlobes.The application requires very careful andaccurate specifications, and Arla was againimpressed by Grundfos’ proficiency in thisarea.
The solutionis still going strong
More than two years later, Arla reportsthat the pumps are exceeding all their ex-pectations. The Grundfos solution is pro-ving to be extremely reliable. In the wakeof this success, the Brabrand facility haschosen to add further Grundfos pumps tothe production line.
“The advice given to us in the start-upphase was really good. The test pump(supplied by Grundfos) was a big advan-tage as it allowed Arla to get a feeling ofthe product before purchase – and nowwe have bought eight NOVAlobes.”– Ser-vice Manger at Arla – Helge Bolet.
Arla dairy Braband needs reliable and CIP/SIP com-patible pumps for heavy volumes. They additionallyhave to fulfill various guidelines including EHEDG-recommendations. NOVAlobe-pumps are the rightsolution for Arla.
NOVAlobe test pump, initially installed, worked soconvincing that Arla dairy Braband ordered 8 pumpsof this series.
Initially Arla gathered first experiences with Grund-fos-pumps with CR-, later with CRE-pumps. Theyforward approximately 700 m3 water a day.
photos: by Arla

Contact us for more details:
For all your dairy applications...
FT-NIR Spectroscopyfor Liquid Milk Analysis
raw milk & milk drinks cream & sour cream yogurt & desserts milk & whey powders lactose & whey protein concentrate hard & soft cheese
Innovation with Integrity
Optik
s ocitpr OekurBa s sse arawtfo
MSLe (ludoMyo bsln aat cub
tin woitanibmon cs ireffs od miuqir los fisyland aetsis
: esl uaus d) i d hns apmut pIor fezingeomoe hhs tsapy
pA sPn Mwonk-llee whh td Siuqie Lh. Tseplmak slid mk sliw mas rezingeomod ht c. Isepye tplmar sehtr oo
r etemortcepg niplma, seplmak se ldnan hat c
ekurB
lodRu27567
4. +leT. +xaF
r e iktpO Hb Gm
7 2.trS-kanlP-fnengiltt E275
0004 203 5429 740504 203 5429 74. +
or ms ft ucatnoC
yo bsln aat cubs fmroe fplmasdes it i, isnoitpo
M aSe Lhh ttiWbnacsrewdopr a qoe fblaliavs ai
: sliatee doror m www
or fezingeomoe hhs tsapym paece cro iy tehm wors f
e dhn te ise unituor rol fade
at snereffil dl, aAPd MnM ae imae shthtiwdezylanaeb.tratt sneicfifd enk aciur a q
moc.scitoprekubr.w
t c. Isepye tplmar sehtr ooetmaotus ath iti. Wximerm p
.bay lriae d
a, psdiuqie lkis lmroe fplm-erf pt oe. A stnemurtsne i
e ldnan hat cg ninaed cle
r s oetsasnoitarbilac-
. +xaFiaM-E
0504 203 5429 74. +e.dsciptorekurb@ofn i:l
n woitavonnI
ytirgenth Itin w
RINT-F