-
1Gesto da Qualidade
PDCA / DMAIC / Ferramentas da Qualidade
Prof. Eng. Milton A Barbosa
Contedo Programtico
n SIX SIGMA - DEMAIC
n Ferramentas da Qualidade
-
2Objetivo
n Apresentar um conjunto de ferramentas de qualidade
para projetos de melhoria contnua com base em
raciocnio lgico da teoria 6 Sigma.
6 Sigma
O QUE SEIS SIGMA
possvel definir o Seis Sigma como uma estratgia
gerencial disciplinada e altamente quantitativa, que
tem como objetivo aumentar drasticamente a
lucratividade das empresas, por meio da melhoria da
qualidade de produtos e processos e do aumento da
satisfao de clientes e consumidores. No entanto o
Seis Sigma deve ser entendido de forma mais ampla.
-
36 Sigma
Para medir o nvel de qualidade associado a
um processo, isto , transformar defeito por
milho em um nmero na escala sigma.
Quanto maior o valor alcanado na escala
sigma, melhor o nvel de qualidade!
A ESCALA
6 Sigma
A meta do Seis Sigma chegar muito
prximo de zero defeito 3,4 defeitos para
cada milho de operaes realizadas.
A META
-
4Probabilidade
6 Sigma X 3 Sigma
-
5CP = 2 e CPK = 1,5
1 s 697.700 ppm2 s 308.537 ppm3 s 66.807 ppm
4 s 6.210 ppm5 s 233 ppm6 s 3,4 ppm
0,002 PPM x 3,4 PPM
1 s 697.700 ppm2 s 308.537 ppm3 s 66.807 ppm
4 s 6.210 ppm5 s 233 ppm6 s 3,4 ppm
Fonte: David Harrold, Designing for Six Sigma Capability NY.
CONTROL ENGINEERING
-
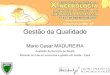
6PDCA DMAIC - Ciclo de Melhoria Contnua
DECISO DE ESCOLHA DO PROJETO
-
7Define
D
Def
ine:
Def
inir
com
prec
iso
oes
copo
doPr
ojet
o. Descrever o problema do projeto e definir a meta.
Project Charter
SIPOC
Project Charter
Mapa de Raciocnio(Dever ser atualizadodurante a execuo de
todasas etapas do DMAIC)
Voz do Cliente(VOC - Voice of the Customer)
Project Charter Mtricas do Seis Sigma Grfico Seqencial Carta de
Controle Anlise de Sries
Temporais Anlise Econmica
(Suporte do DepartamentoFinanceiro/Controladoria)
Definir os participantes da equipe e suasresponsabilidades, as
possveis restries,suposies e o cronograma preliminar.
Definir o principal processo envolvido no projeto.
Identificar os principais clientes do projeto e
suasnecessidades.
Avaliar: histrico do problema, retorno econmico, impacto sobre
clientes/consumidores e estratgias da empresa.
Avaliar se o projeto prioritrio para a unidadede negcio e se ser
patrocinado pelos gestores envolvidos.
Atividades Ferramentas
SIM
NO Selecionarnovo projeto.
O projeto deve serdesenvolvido?
Copyright 2001 Maria Cristina Catarino Werkema
Mapa de Raciocnio
-
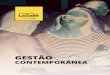
8Project Charter
Grfico Seqencial
2,88
2,15
2,302,35
2,48
2,202,15
2,10
1,90
1,70
1,40
1,60
1,80
2,00
2,20
2,40
2,60
2,80
3,00
mdia00
mdia01
jan/02 fev/02 mar/02 abr/02 mai/02 jun/02 jul/02 ago/02 set/02
out/02 nov/02 dez/02
% d
e R
efug
o
META 2002 = mdia mx. 2,00 %
-
9Mtricas do 6 Sigma
Analise de Serie Temporais
0Subgroup 10 20 30
120
130
140
Indi
vidua
lVal
ue
1
11
Mean=131,7
UCL=144,1
LCL=119,3
1995 1996 1997
0
5
10
15
Mov
ing
Ran
ge
R=4,667
UCL=15,25
LCL=0
1995 1996 1997
Carta de controle X e AM Refugo Depto 19
-
10
Cartas de Controle
0 10 20
1,85
1,95
2,05
2,15
Xbar and R Chart
Subgr
Mea
n
Mean=1,996
UCL=2,149
LCL=1,843
0,0
0,3
0,6
0,9
Ran
ge R=0,5755
UCL=0,9880
LCL=0,1630
0 10 20
Last 20 Subgroups
1,4
1,8
2,2
2,6
Subgroup Number
Val
ues
1,7 2,3
Capability PlotProcess Tolerance
I I I
I I I
I ISpecifications
Within
Overall
1,5 2,0 2,5
Normal Prob Plot
1,5 2,0 2,5
Capability Histogram
WithinStDev:Cp:Cpk:
0,1766420,570,56
OverallStDev:Pp:Ppk:
0,1838050,540,54
Process Capability Sixpack for Espessura1 - Espessura12
Analise Econmica
Grfico de Ponto de Equilbrio
Retorno de Investimento
-
11
SIPOC
Desdobramento de Meta
-
12
Measure
Mea
sure
(Med
ir):D
eter
min
ara
loca
liza
oou
foco
dopr
oble
ma
M
Estratificao
Estratificao Diagrama de Pareto
Avaliao de Sistemas de Medio/Inspeo (MSE).
Avaliao de Sistemas de Medio/Inspeo (MSE).
Plano para Coleta de Dados
Folha de Verificao Amostragem
Plano para Coleta de Dados
Folha de Verificao Amostragem
Atividades Ferramentas
Decidir entre as alternativas de coletar novos dados ou usar
dados j existentes na empresa.
Identificar a forma de estratificao para oproblema.
Planejar a coleta de dados.
Preparar e testar os sistemas de medio/inspeo.
Coletar dados.
Analisar o impacto das vrias partes do problema e identificar os
problemas prioritrios.
SIM
NOAtribuir rea responsvel eacompanhar oprojeto para o alcance da
meta.
A metapertence rea de atuao da
equipe?
Estabelecer a meta de cada problema prioritrio.
Estudar as variaes dos problemas prioritriosidentificados.
Grfico Seqencial Carta de Controle Anlise de Sries
Temporais Histograma ndices de Capacidade Mtricas do Seis Sigma
Anlise Multivariada
Copyright 2001 Maria Cristina Catarino Werkema
MSA
R&R
Incerteza de Medio
Linearidade
Estabilidade
-
13
Plano para Coleta de Dados
Cartas de Controle
0 10 20
1,85
1,95
2,05
2,15
Xbar and R Chart
Subgr
Mea
n
Mean=1,996
UCL=2,149
LCL=1,843
0,0
0,3
0,6
0,9
Ran
ge R=0,5755
UCL=0,9880
LCL=0,1630
0 10 20
Last 20 Subgroups
1,4
1,8
2,2
2,6
Subgroup Number
Val
ues
1,7 2,3
Capability PlotProcess Tolerance
I I I
I I I
I ISpecifications
Within
Overall
1,5 2,0 2,5
Normal Prob Plot
1,5 2,0 2,5
Capability Histogram
WithinStDev:Cp:Cpk:
0,1766420,570,56
OverallStDev:Pp:Ppk:
0,1838050,540,54
Process Capability Sixpack for Espessura1 - Espessura12
-
14
Histograma e Grfico Seqencial
Carta Multi Variveis
-
15
PARETO
Others326451
46671737403,45,15,16,014,531,634,2
100,096,691,586,380,365,834,2
100
50
0
100
80
60
40
20
0
Defeitos
ContagemPercentualCum%
Per
cent
ual
Con
tage
mGrfico de Pareto para os erros
Diagrama de rvore
-
16
AnalyseA
Fluxograma Mapa do Processo Anlise do Tempo de Ciclo
FMEA
Atividades Ferramentas
Ana
lyze
:Det
erm
inar
asca
usas
dopr
oble
ma
prio
rit
rio. Analisar o processo gerador do problema prioritrio
("Process Door").
Analisar dados do problema prioritrio e de seuprocesso gerador
("Data Door").
Avaliao de Sistemas de Medio/Inspeo (MSE).
Histograma Estratificao Diagrama de Disperso Cartas
"Multi-Vari
Avaliao de Sistemas de Medio/Inspeo (MSE).
Carta de Controle Diagrama de Disperso Anlise de Regresso Testes
de Hipteses Anlise de Varincia Planejamento de Experimentos
Anlise de Tempo de Falhas
Testes de Vida Acelerados
Identificar e organizar as causas potenciais do problema
prioritrio.
Brainstorming Diagrama de
e Efeito Diagrama de Afinidades Diagrama de Relaes
Causa
Priorizar as causas potenciais do problemaprioritrio.
Quantificar a importncia das causas potenciaisprioritrias
(determinar as causas fundamentais).
Matriz de Priorizao
Copyright 2001 Maria Cristina Catarino Werkema
Mapear o Processo
-
17
Fluxograma e FMEA
Diagrama de Disperso
-
18
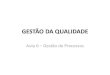
Matriz de Priorizao
Espinha de Peixe - Ishikawa
lavanderiadanificadas emumaElevado numero de roupas
Iluminao fraca
Medida incorreta de
Medida incorreta de
Falta de limpeza dos
Operao inadequada
Tipo de sabo inadeq
Obsolescncia
Defeitos
Falta de treinamento
Desateno
Pessoas
Maquinas
Materiais
Metodos
Medicao
Meio ambiente
Diagrama de causa e efeito (Potenciais para problema da
lavanderia)
-
19
Descobrindo Causas
Brainstorming
5 Porques ?
DOE
-
20
DOE
DOE
-
21
I Atividades Ferramentas
Gerar idias de solues potenciais para a eliminao das causas
fundamentais doproblema prioritrio.
Brainstorming Diagrama de
e Efeito Diagrama de Afinidades Diagrama de Relaes
Causa
Priorizar as solues potenciais. Matriz de Priorizao
Impr
ove:
Prop
or,a
valia
reim
plem
enta
rsol
ue
spa
rao
prob
lem
apr
iorit
rio
.
A meta foialcanada?
Avaliar e minimizar os riscos das soluesprioritrias.
FMEA"Stakeholder Analysis"
Testar em pequena escala as solues selecionadas (teste
piloto).
Testes na Operao Testes de Mercado Simulao
Identificar e implementar melhorias ou ajustespara as solues
selecionadas, caso necessrio.
Operao Evolutiva (EVOP)
Testes de Hipteses
SIM
NO Retornar etapa M ou implementar o "Design for SixSigma"
(DFSS).
Elaborar e executar um plano para a implementao das solues em
larga escala.
5W2H Diagrama de rvore Diagrama de Gantt PERT/CPM Diagrama do
Processo Decisrio (PDPC)
Copyright 2001 Maria Cristina Catarino Werkema
improvement
Control
A meta foialcanada?
SIM
NORetornar etapa M ou implementar o "Design for SixSigma"
(DFSS).
C Atividades Ferramentas
Con
trol
:Gar
antir
que
oal
canc
eda
met
ase
jam
antid
oa
long
opr
azo.
Avaliar o alcance da meta em larga escala.
Avaliao de Sistemas de Medio/Inspeo (MSE)
Diagrama de Pareto Carta de Controle Histograma ndices de
Capacidade Mtricas do Seis Sigma
Padronizar as alteraes realizadas no processoem consequncia das
solues adotadas.
Procedimentos PadroPoka-Yoke
Transmitir os novos padres a todos os envolvidos.
Manuais Reunies Palestras OJT ("On the Job Training")
Definir e implementar um plano para monitoramento da performance
do processo e do alcance da meta.
Avaliao de Sistemas deMedio/Inspeo (MSE)
Plano p/ Coleta de Dados Folha de Verificao Amostragem Carta de
Controle Histograma ndices de Capacidade Mtricas do Seis Sigma
Auditoria do Uso
dos Padres
Definir e implementar um plano para tomada de aes corretivas
caso surjam problemas no processo.
Sumarizar o que foi aprendido e fazer recomendaes para trabalhos
futuros.
Relatrios de AnomaliasOCAP
("Out of Control Action Plan")
Copyright 2001 Maria Cristina Catarino Werkema
-
22
Exemplo do DOE
FDG Vicente Falconi
Exemplo do DOE
FDG Vicente Falconi
-
23
Exemplo do DOE
FDG Vicente Falconi
Exemplo do DOE
FDG Vicente Falconi
-
24
Exemplo do DOE
FDG Vicente Falconi
Exemplo do DOE
FDG Vicente Falconi
-
25
Bibliografia
WERKEMA, Cristina; Serie Seis Sigma, Volume 1 Werkema Editora
Ltda MG
FDG Vicente Falconi