Embed Size (px)
Citation preview
I leganti aerei ed idraulici (escluso i cementi)
Prof.
G. SiracusaIng.
S. Russo
Ing.
R. Milazzo
UNIVERSITA’ DEGLI STUDI DI CATANIA FACOLTA’ DI INGEGNERIA
CORSO DI LAUREA IN INGEGNERIA MECCANICA DIPARTIMENTO DI INGEGNERIA INDUSTRIALE E MECCANICA

1 Leganti aerei ed idraulici
I leganti
sono dei materiali da costruzione impiegati allo scopo di legare e cementare altri materiali (pietre, blocchi, laterizi...
etc.):
impastati con acqua ed eventualmente in miscela con sabbia e/o ghiaia e pietrisco forniscono una massa plastica che una volta indurita
è in
grado di sviluppare, nel tempo resistenze meccaniche talvolta anche assai elevate.
Leganti aerei, che possono indurire soltanto in aria
LegantiLeganti idraulici, che induriscono anche in
acqua e induriti resistono al contatto con l’acqua
1 Leganti aerei ed idraulici
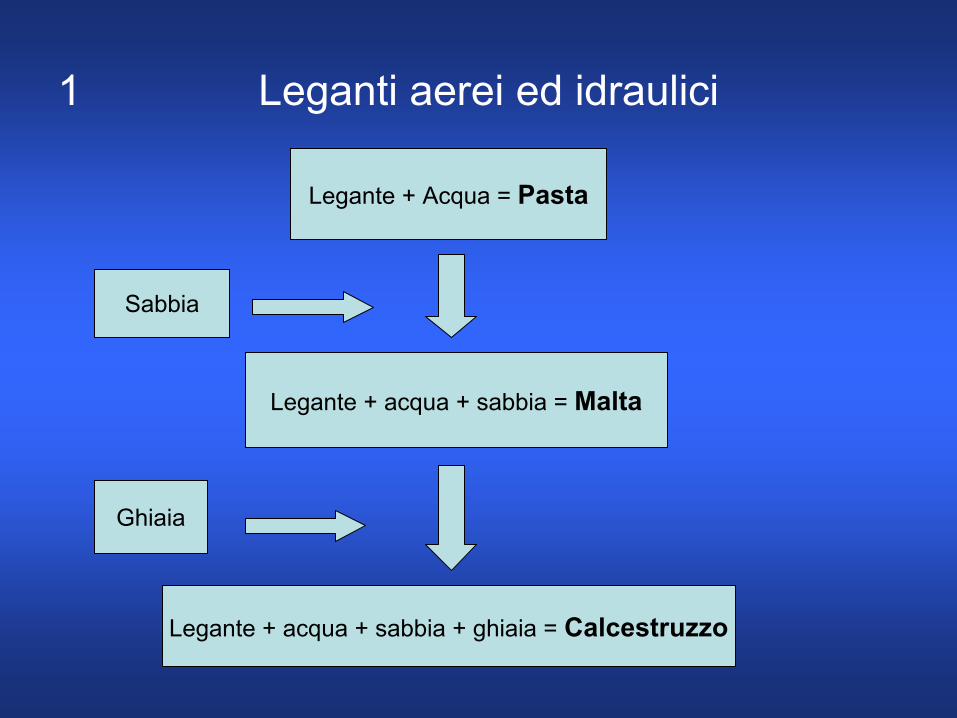
Legante + Acqua = Pasta
Legante + acqua + sabbia = Malta
Sabbia
Legante + acqua + sabbia + ghiaia = Calcestruzzo
Ghiaia
1 Leganti aerei ed idraulici
Nel processo di irrigidimento è possibile distinguere due fasi:
•
Presa: la sospensione fluida si trasforma in massa rigida in grado di trattenere la forma iniziale, e ha una durata che và da pochi
minuti a alle decine di ore.
•
Indurimento: miglioramento progressivo e indefinito nel tempo delle proprietà meccaniche.
Sono materiali dinamici le cui proprietà evolvono continuamente nel tempo.

2 Gesso
Il gesso naturale è il minerale costituito essenzialmente da solfato di calciosolfato di calciobiidratobiidrato: CaSO: CaSO44 ·2H·2H22 OO esso cristallizza nel sistema monoclino: comunemente una combinazione di un prisma verticale con un prisma obliquo e con il pinacoide.
Pietra da gessoCristalli geminati
In natura si trova anche l’anidride, minerale costituito essenzialmente da solfato di calcio anidro, composto chimico dalla formula CaSO4
. L’anidride, sotto l’azione degli agenti atmosferici, si idrata lentamente, con aumento di volume, trasformandosi in gesso naturale.

2 La formazione del gesso
I giacimenti di gesso naturale si sono formati soprattutto in seguito a deposito dell’acqua dei mari, delle lagune o anche dei laghi; infatti il solfato di calcio
è uno dei sali contenuti in maggior quantità nelle acque
marine. Ciò spiega perché il gesso naturale o l’anidrite
accompagnino sempre il salgemma o i minerali a base di solfati solubili in acqua.
Talvolta, i giacimenti si sono formati in seguito all’ossidazione dello zolfo o dei solfuri metallici e conseguente reazione, dell’acido solforico o dei solfati solubili che ne sono derivati, con il calcare; quindi, il gesso naturale, oltre che in terreni di natura sedimentaria, si trova in terreni
vulcanici, in
giacimenti metalliferi e anche di torba o di carbon
fossile.

2 Proprietà fisiche
• Peso specifico:
22,70÷22,83 N/dm3
(è un minerale piuttosto leggero)
• Durezza:
1,5÷2 della scala di Mohs
(è uno dei minerali più teneri)
•
Solubilità in acqua:
0,241% a 0°C , che aumenta fino a 36°C con un massimo dello 0,25% e che diminuisce successivamente con l’elevarsi della temperatura.
minerale MOHS
talco o grafite 1
gesso o zolfo 2
calcite 3
fluorite 4
apatite 5
ortoclasio o feldspato 6
quarzo 7
topazio 8
corindone 9
diamante 10

2 Il gesso cotto
Riscaldando il gesso naturale a 128°C, il suo costituente essenziale, ossia il solfato di calcio biidrato, perde una molecola e mezzo di acqua di cristallizzazione; si ha così la trasformazione in gesso da presa, il cui
costituente essenziale è appunto il solfato di calcio semiidrato:
CaSO4
·2H2
O CaSO4
·0,5H2
O+1,5H2
O
(128°C)
La presa avviene con leggero aumento di volume così che il semiidrato
serve egregiamente come gesso da forma
o gesso da
modellatori.
α
a presa rapidaSemiidrato
β
a presa lenta

2 Il gesso cotto
Con un ulteriore riscaldamento a 163°C (in pratica si raggiungono o si superano i 200°C), il solfato di calcio semiidrato
ottenuto dapprima a 128°C perde tutta l’acqua di
cristallizzazione e diventa solfato di calcio anidro solubile:
CaSO4
· ½ H2
O CaSO4
+ ½ H2
O
Chiamato gesso da fabbrica. Si ottiene così
l’anidrite solubile
o anidrite
α
Spingendo poi la temperatura sui 500÷600 °C, non si ha alcuna modificazione nella composizione chimica, ma una trasformazione in solfato di calcio anidro insolubile, il che significa che questo prodotto, detto gesso morto, non reagisce più con l’acqua e non fa più presa. Come composizione chimica e proprietà si identifica allora con l’anidrite
naturale già descritta e viene anche chiamato anidrite
insolubile o anidrite
β.
A 1000°C
circa, si ha poi una parziale dissociazione del solfato di calcio anidro insolubile, con liberazione sino a 3% circa di ossido di calcio o calce viva CaO
e formazione di solfato di
calcio basico; il prodotto risultante prende il nome di gesso idraulico
o gesso a lunga presa
A 1360°C il prodotto fonde e a 1375°C si ha praticamente una dissociazione completa in ossido di calcio, anidride solforosa e ossigeno, secondo la seguente reazione chimica:
2 CaSO4
→ 2 CaO
+ 2 SO2
+ O2

3 Processi di fabbricazione industriale
•
Preparazione mediante procedimenti a secco a temperatura al di sopra di 125° C:
a) a cottura diretta in forni rotantib) a cottura indiretta in piccole o grosse caldaie
•
Preparazione mediante procedimenti a umido a temperature maggiori o eguali a 1000 °C:
a) sotto pressione in autoclaveb) a pressione atmosferica in soluzioni saline o di acidi diluitic) processo di "aridizzazione"

3 Processi di fabbricazione industriale
L'intero processo si sviluppa nella seguente successione di operazioni:
Estrazione Frantumazione Silos
CotturaSilosMacinazione ed aggiunta additivi
3 Processi di fabbricazione industriale
Per quanto riguarda i forni di cottura è possibile distinguerli in apparecchiature di tipo:
• Continuo o discontinuo
• A cottura diretta o indiretta
• Statici o rotanti
3 Processi di fabbricazione industrialeLa cottura può essere effettuata:
A secco, A secco, ed avviene a temperatura più elevata e con velocità più alta, causa il forte gradiente di temperatura esistente fra prodotto da cuocere e mezzo riscaldante; la eliminazione dell'acqua porta ad un residuo costituito da particelle molto suddivise: si ottiene prevalentemente gesso emidrato
beta.
Quella
ad umidoad umido
porta ad emidrato
alfa. Per ottenere questa forma è necessario infatti operare la calcinazione in ambiente di vapore
saturo,
poiché l'emidrato
alfa può solo cristallizzare da una soluzione ed è perciò necessario avere almeno aderente alla superficie dei granuli in cottura un film di acqua. Una elevata pressione parziale di vapore d'acqua consente di evitare la formazione di gesso stracotto. Queste necessarie condizioni si realizzano in autoclavi

3 Processi di fabbricazione industriale
Quelli a fuoco indirettofuoco indiretto
sono forni a ripiani sovrapposti in cui un sistema di coclee fa avanzare il gesso in direzioni opposte tra uno strato e l'altro. Il riscaldamento indiretto viene realizzato con olio o vapore d'acqua surriscaldato, e si raggiunge una buona regolazione della temperatura.
Quelli a fuoco direttofuoco diretto
hanno la forma di una torre verticale con una struttura portante di cemento armato rivestita internamente da una camicia
di mattoni
comuni. Al fondo del forno si trova il focolare nel quale viene bruciato il combustibile, generando in tal modo una corrente ascendente di gas caldi i quali, passando attraverso la massa di materiale crudo, ne provocano la disidratazione.
Forni statici a funzionamento continuo
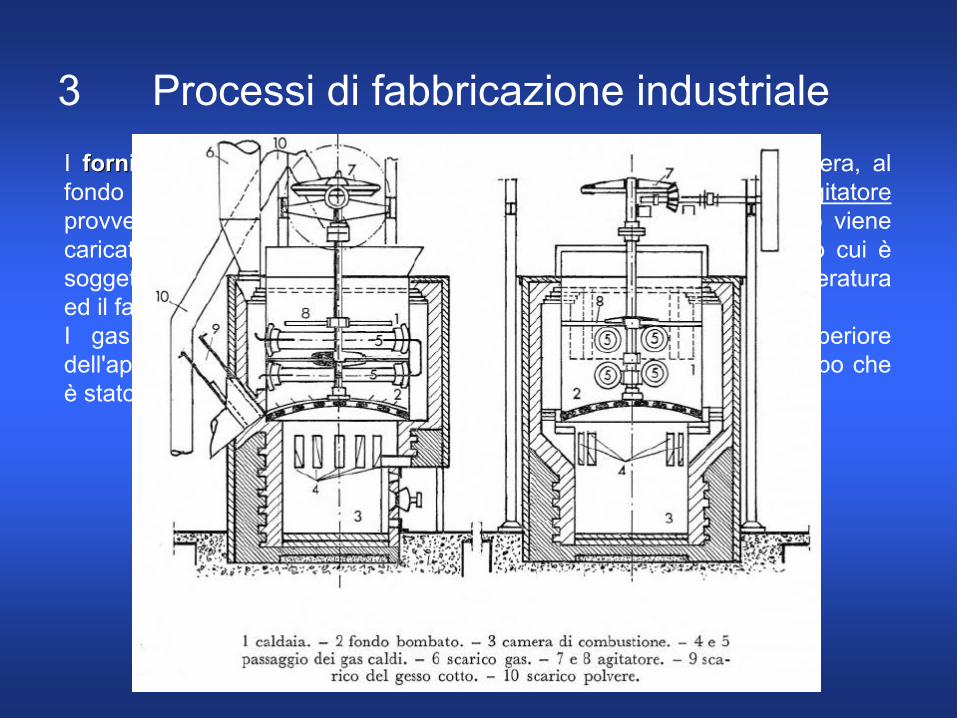
3 Processi di fabbricazione industrialeI forni a marmittaforni a marmitta
sono costituiti da un recipiente cilindrico in lamiera, al
fondo del quale è posto un focolare in muratura. All'interno un agitatore provvede a rimescolare la massa durante la disidratazione. Il gesso viene
caricato in polvere fine nella marmitta
ed il continuo rimescolamento cui è soggetto consente di realizzare una distribuzione uniforme della
temperatura
ed il facile allontanamento del vapore d'acqua che si sviluppa.I gas caldi ed il vapor d'acqua si scaricano dalla parte superiore dell'apparecchiatura. Il prodotto cotto viene scaricato inferiormente dopo che è stato raggiunto il grado di cottura desiderato.
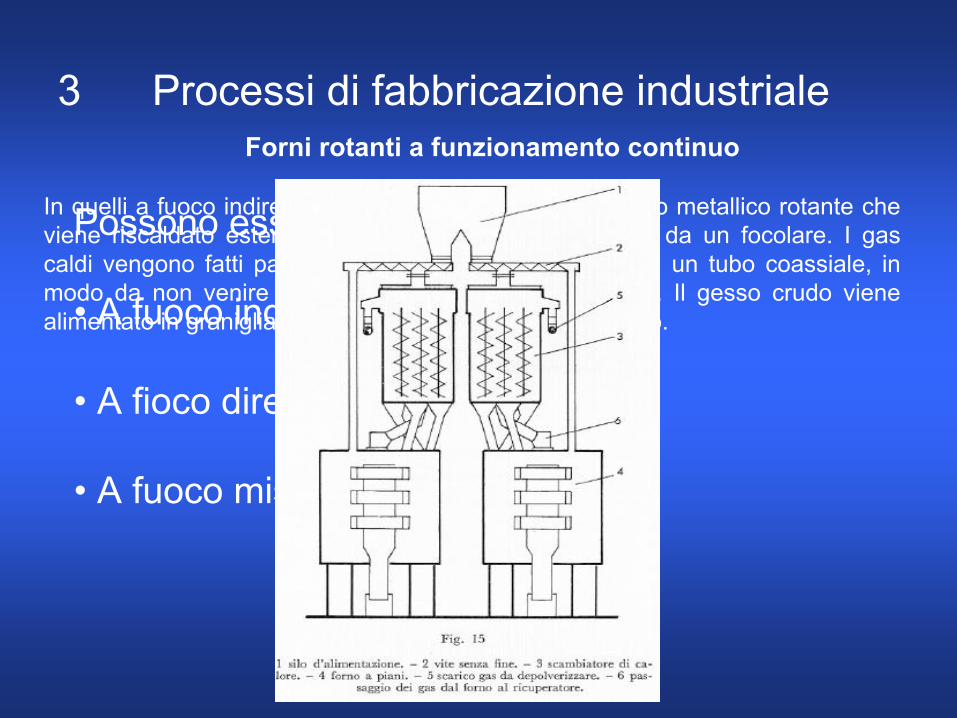
3 Processi di fabbricazione industrialeForni rotanti a funzionamento continuo
Possono essere:
• A fuoco indiretto
• A fioco diretto
• A fuoco misto
In quelli a fuoco indiretto il forno è costituito da un cilindro
metallico rotante che viene riscaldato esternamente dai gas caldi provenienti da un focolare. I gas caldi vengono fatti passare anche all'interno del forno in un tubo coassiale, in modo da non venire a contatto col materiale in cottura. Il gesso
crudo viene
alimentato in graniglia ed il prodotto deve essere macinato.

3 Processi di fabbricazione industrialeForni rotanti a funzionamento continuo
In quelli a fuoco direttofuoco diretto
il forno è costituito da un cilindro metallico rotante in cui i gas caldi di combustione vengono a contatto direttamente col gesso.
In quelli a fuoco indirettofuoco indiretto
il forno è costituito da due cilindri concentrici in cui parte del gesso è cotto a fuoco diretto e parte a fuoco indiretto.
Forni rotanti a funzionamento discontinuo
Sono costituiti da un cilindro metallico rotante disposto orizzontalmente che viene riscaldato a fuoco indiretto. La carica, costituita da gesso macinato, viene introdotta nel forno dove viene rimescolata con opportuni agitatori.Lo scarico del materiale cotto si fa invertendo il senso di rotazione del forno. Generalmente dopo ogni ciclo si scarica una quantità di materiale pari alla metà della carica introdotta.

3 Processi di fabbricazione industriale
Il gesso non va immagazzinato per lunghi periodi, perché possono verificarsi alterazioni.
Tuttavia un insilamento
non prolungato porta ad un miglioramento delle caratteristiche del gesso cotto:
•
Diminuzione della quantità di acqua necessaria per ottenere una pasta lavorabile
• Aumento della velocità di indurimento
Gli effetti dell'invecchiamento naturale possono essere prodotti
anche artificialmente mediante il cosidetto
processo di ""aridizzazionearidizzazione""
che
consiste nell' aggiungere alla pietra da gesso prima o subito dopo la calcinazione una piccola quantità (0,01-0,05%) di cloruro di calcio

4 La presa
I solfati di calcio semiidrato
e anidro solubile, posti in presenza di acqua, sono capaci di riidratarsi. Si ottiene così il gesso biidrato, il cui costituente essenziale, ossia il solfato di calcio biidrato
è identico a quello del gesso naturale.
CaSO4
·1/2H2
O + 3/2H2
O → CaSO4
·2H2
O
CaSO4
+2H2
O → CaSO4
·2H2
O
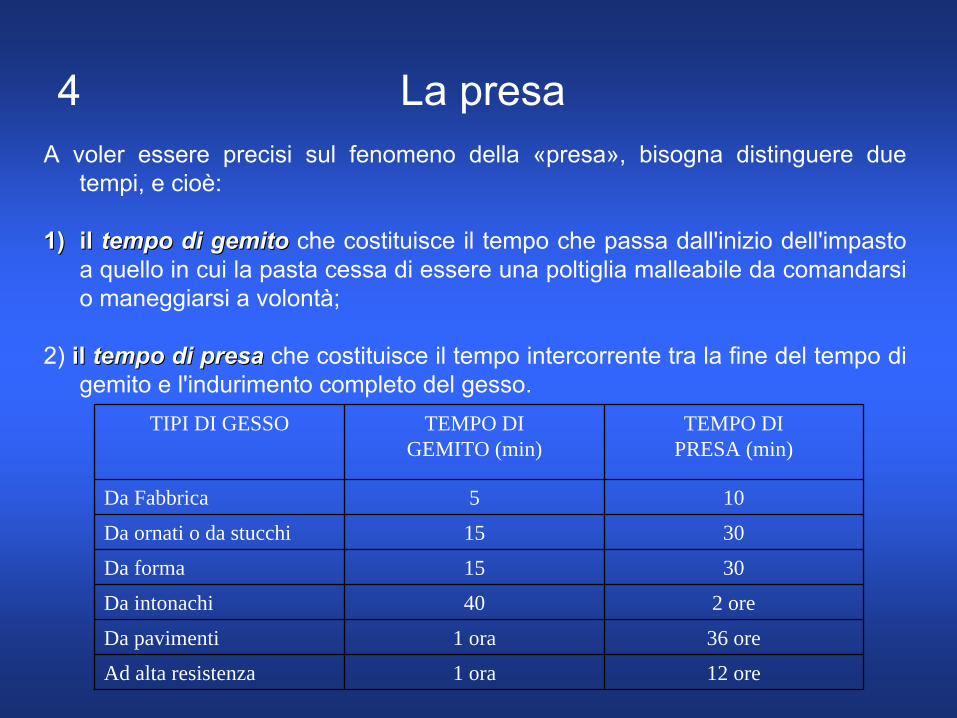
4 La presaA voler essere precisi sul fenomeno della «presa», bisogna distinguere due
tempi, e cioè:
1)1)
il il tempo di gemitotempo di gemito
che costituisce il tempo che passa dall'inizio dell'impasto a quello in cui la pasta cessa di essere una poltiglia malleabile da comandarsi o maneggiarsi a volontà;
2) il il tempo di presatempo di presa
che costituisce il tempo intercorrente tra la fine del tempo di gemito e l'indurimento completo del gesso.
TIPI DI GESSO TEMPO DIGEMITO (min)
TEMPO DI PRESA (min)
Da Fabbrica 5 10
Da ornati o da stucchi 15 30
Da forma 15 30
Da intonachi 40 2 ore
Da pavimenti 1 ora 36 ore
Ad alta resistenza 1 ora 12 ore

La presaVariazione del tempo di presa
Affinchè
si possa manifestare un ritardo nella presa del gesso è necessario che il rapporto di solubilità tra il solfato di calcio emidrato
e biidrato
sia il più basso possibile e tendente all’unità.
Per raggiungere questo risultato è necessario:
Diminuire la solubilità dell’emidrato
Aumentare quella del biidrato
In linea generale la solubilità di un sale diminuisce quando viene addizionato di un altro sale a ioni comuni.

4 La presaVariazione del tempo di presa
Agenti che influiscono sul tempo di presa del gesso:a) RitardantiRitardantiPrimo gruppo: sostanze che diminuiscono la solubilità del gesso: glicerina, alcool, acetone, etere, zucchero, acido acetico, borico, citrico, fosforico, lattico e loro ,sali.Secondo gruppo: composti organici a peso molecolare elevato che agiscono da colloidi protettori: cheratina, caseina, pepsina, albumina, gomma arabica, gelatina, proteine idrolizzate, melassa, prodotti di idrolisi da
residui animali,
prodotti di reazione di acidi amminici con formaldeide, tannini.Terzo gruppo: sostanze che influiscono sulla struttura cristallografica del gesso: acetato di calcio ed anche carbonato di calcio e di magnesio.b) AccelerantiAccelerantiTutti i solfati ad eccezione del solfato di ferro, gli acidi solforico, cloridrico e nitrico; i cloruri, bromuri e ioduri alcalini; il solfato di calcio biidrato, il cloruro d'ammonio, il bicromato
di potassio, i tartrati e gli ossalati
in concentrazione
elevata.

La presaVariazione della resistenza meccanica
Variazione di resistenza a compressione con la quantità di acqua
d'impasto
R = K(l/A)n
dove K ed n sono delle quantità che variano col tipo di gesso e A è il rapporto fra acqua d'impasto e volume dell'impasto.

4 La presa
La presenza di impurità o di particelle mal cotto nuocciono alla
presa del gesso, il quale assorbe meno acqua.
Rallentamento anidre solubile
Danno alla presa gesso non completamente cotto
non tutta l'acqua di idratazione si è cristallizzata nel tempo normale della presa e la parte rimasta inerte inizia a cristallizzarsi per effetto di parti di gesso non completamente cotte, aiutata anche dal calore emesso dalla presa, prima di essere troncata. Le conseguenze di ciò sono intuibili; il secondo tempo di presa con la relativa temperatura riesce a formare una nuova cristallizzazione, la quale va a ingrovigliarsi
ed incunearsi in quella avvenuta nel primo tempo,
disorganizzandola, rompendola e deformandola.Pertanto ogni volta che si constata la presenza nel gesso di impurità superiori al 3% è opportuno scartarlo dall' uso per manufatti e trasferirlo a
quello di
concimazione.

4 La presa
36,3675,2
100=
Variazione di volume
•
α-emidrato
100,0 gH2
O 18,7 gbiidrato
118,7 g
•
Volume dell’α-emidrato
= cm3
H2
O 18,7 cm3
Volume del biidrato
= cm3
•
Volume iniziale dell’impasto: 36,36 + 18,7 = 55,06 cm3
Volume finale = 51,16 cm3
3,9 cm3
Diminuzione del volume corrispondente al 7%In pratica si osserva invece un aumento di volume che mediamente
è compreso tra
il 2 ed il 5%. Ciò è dovuto agli additivi che agiscono sul volume e sulla distribuzione dei micropori
che restano tra gli elementi aghiformi della struttura di cristallizzazione.
16,5132,2
7,118=

Altri additivi del gessosostanze che reagiscono con il solfato di
Agenti modificanti l’indurimento
calcio o sostanze capaci di riempire ivuoti dell’impasto. (Resine sintetiche)
a) aggiungere al gesso sostanze con esso reagenti e formanti composti resistentiall'acqua;
Impermealizzazione
del gesso
b) aggiungere al gesso sostanze con essoreagenti e formanti composti difficilmentesolubili;c) impiegare sostanze idrofobe reagenticon CaO;d) impiegare sostanze idrofobe nonreagenti con CaO.
Fluidificanti Sostanze ioniniche
e non ioniche

Additivo del cemento
Il gesso può essere:
• Aggiunto al clinker Ritardo della presa
• Aggiunto alla miscela cruda “mineralizzazione”
Trisolfallumato
di calcioGesso + alluminato tricalcico
Monosolfallumato di calcio
I solfati avvolgono i granuli di cemeto
ritardandone l’idratazione.
Effetti su: Tempo di presa, resistenza a compressione, ritiro durante Tempo di presa, resistenza a compressione, ritiro durante l’essiccamento, espansione ritardata del calcestruzzo.l’essiccamento, espansione ritardata del calcestruzzo.

Intonaco
L’intonaco è uno strato di rivestimento dellemurature.
Legante + sabbia + additivi Intonaco
La finezza del gesso usato influisce su resistenzae compattezza
Rinzaffo: 1 p di gesso granuloso + 1 p di sabbia fine quarzosa
Stabilitura: solo gesso da intonachi miscelato con 50÷60% di
acqua
Per un intonaco
di
maggiore
durezza
e resistenza: 1p di
gesso da
intonachi
+ 2÷3pDi
calce
bianca
(grassello)
L’intonaco
per esterni, che
necessita
di
resistenza
all’acqua, è come il
precedentecon l’aggiunta
di
piccole
quantità
di
cemento
Portland.
Pavimentazioni in gesso
Poco usato a causa della poca resistenza a compressione.
Viene adoperato nei leganti, mastici e cementi perpavimentazioni di fabbricati rurali ed industriali.
Vantaggi:
• Attenuazione dei rumori negli edifici industriali.
• Ottimo sottofondo per coperture in gomma e laminati plastici in
genere.

Condotte per impianti di condizionamento
Per la realizzazioni di queste condotte viene utilizzato gesso finissimo e resine sintetiche per migliorare le caratteristiche meccaniche ed ottenere superfici piùomogenee e compatte.La resistenza è assicurata da un materassino di fibre vegetali e
di un’armatura
in ferro zincato per aumentare la rigidezza e garantire l’agganciamento alla struttura muraria.
Caratteristiche:
Condotte esteticamente perfette
Eliminazione della trasmissione del rumore (fattore di assorbimento 0,7)

Blocchi per tramezze
Malta per la realizzazione dei blocchi:
1 p. di sabbia finesabbia fine
lavata e depurata6÷10 p. di
gesso gesso comunecomune
10-20% di
calcecalce
grassagrassa
spentaspentaMaterialiMateriali
didi
rinforzorinforzo
Misure standard in cm
Peso e m2 in ogni bancale
abbattimento acustico in dB
Resistenza e reazione al fuoco
Coefficiente isolamento termico
Trasmittenza
unitaria K parete
finita
50x66,6x640 kg/m2
13,33 m2
per bancale
33 a 500 Hz
36 a 1000 Hz
R.E.I.
120
CLASSE 0 0,36 kcal/h c 2,79 kcal/h c
Resistenti al fuoco Termoisolanti Fonoassorbenti
Resistenza da 90 a 180 minuti (REI 90-180) certificata; reazione al fuoco: classe 0 (non
combustibile) certificata con relativa omologazione ministeriale; resiste alla fiamma
ossidrica diretta; non produce fumi; non si deforma con l'esposizione al fuoco
L'ottimo coefficiente K isola sia dal caldo che dal freddo ed aiuta a risparmiare energia in modo
rapido ed economico
L'alto valore di abbattimento acustico contribuisce a rendere più
confortevoli le abitazioni
Stabilizzatori di umidità Idrorepellenti per ambienti umidi Monoliticità
Le ottimali caratteristiche igrometriche
del gesso assorbono l'umidità
in eccesso negli ambienti, restituendola in situazioni di aria secca
I blocchi sono tutti disponibili in versione idrorepellente, particolarmente indicati per
ambienti umidi sotterranei, locali da bagno o da cucina e come prima fila di contatto per
pavimenti umidi
L'incastro maschio/femmina sui quattro lati garantisce la massima monoliticità
e robustezza della parete finita
Rapidi nel montaggio Scanalature facili Pronti per rasatura e tocco finale
Il sistema ad incastro, l'assenza di tempi morti e la superficie planare garantiscono rapidità
e risparmio nella messa in opera
Le tracce per impianti elettrici e termoidraulici
sono di facile esecuzione e si realizzano
mediante apposita fesa, sfruttando anche le cavità
del manufatto
Operazione particolarmente rapida è
la rasatura a velo. A rasatura ultimata la parete è
pronta a ricevere i rivestimenti (tinteggiatura o
altro tipo di finitura)
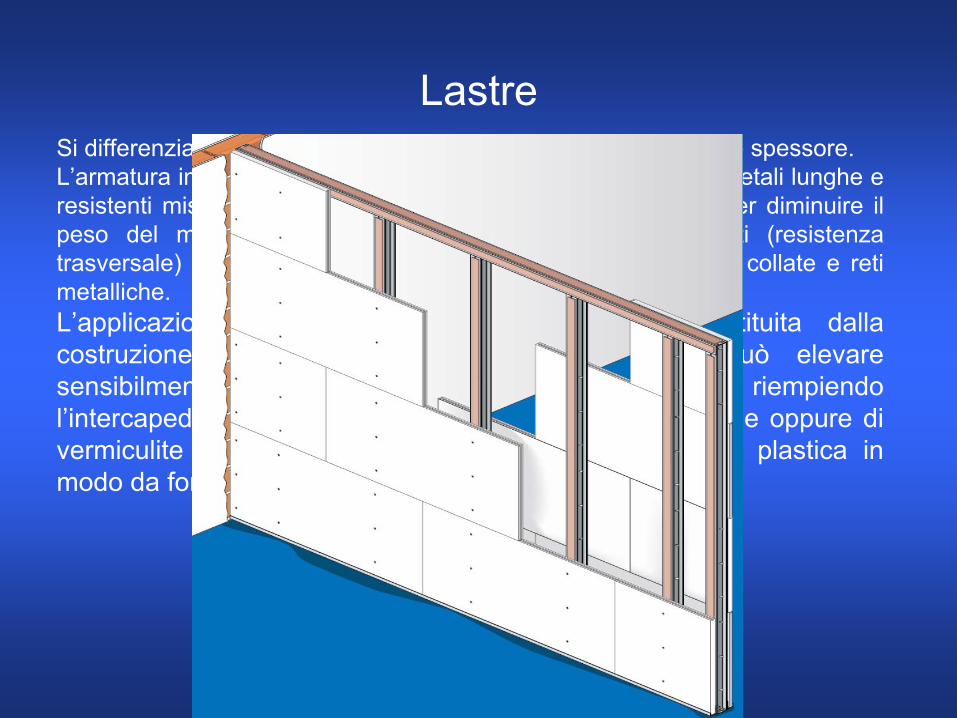
LastreSi differenziano dai blocchi per le maggiori dimensioni e il minore spessore.L’armatura interna delle lastre è costituita da intrecci di fibre vegetali lunghe e resistenti miste eventualmente a granuli ed a fibre più corte per diminuire il peso del manufatto. Per accrescere la resistenza agli urti (resistenza trasversale) ed alle vibrazioni si impiegano carte speciali, tele collate
e reti
metalliche.L’applicazione più interessante delle lastre è costituita dalla costruzione delle doppie pareti, nelle quali si può elevare sensibilmente il potere isolante e fono-assorbente riempiendo l’intercapedine con materassini di lana di vetro o minerale oppure di vermiculite o perlite espansa (racchiuse in involucri di plastica in modo da formare una specie di cuscinetto).
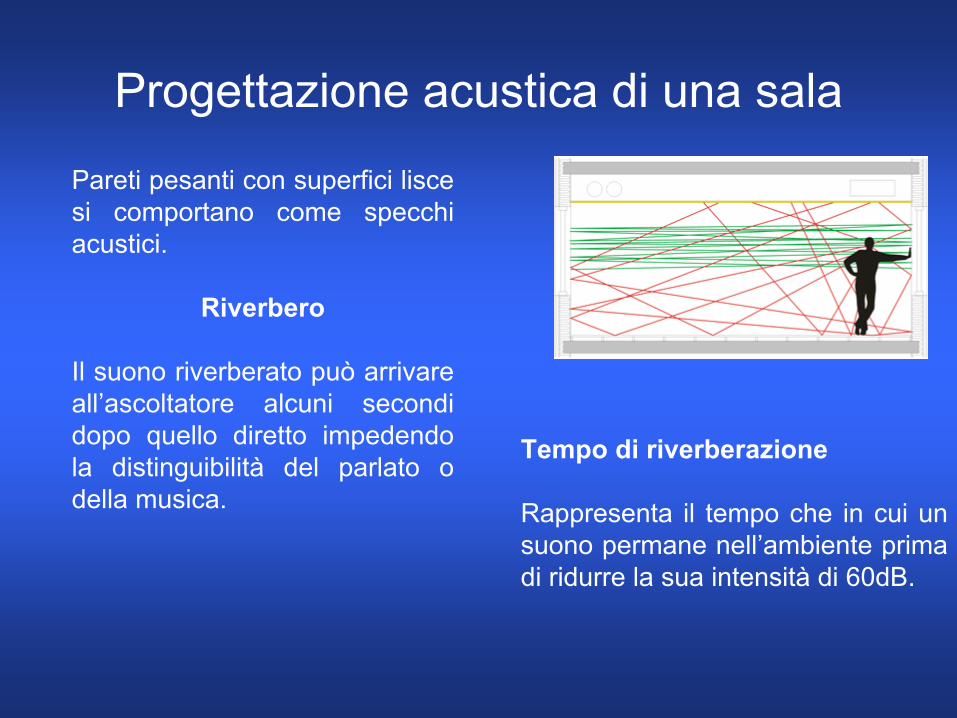
Progettazione acustica di una sala
Pareti pesanti con superfici lisce si comportano come specchi acustici.
Riverbero
Il suono riverberato può arrivare all’ascoltatore alcuni secondi dopo quello diretto impedendo la distinguibilità
del parlato o
della musica.
Tempo di riverberazione
Rappresenta il tempo che in cui un suono permane nell’ambiente prima di ridurre la sua intensità di 60dB.

Progettazione acustica di una salaIl tempo di riverberazione dipende da:
• Assorbimento acustico delle superfici
• Area e volume della sala
Ottimizzare acusticamente una sala significa garantire un tempo di riverberazione ottimale per la sua destinazione d’uso.
Progettazione acustica di una salaIl tempo di riverberazione di una sala si calcola come:
Triv
=0,16*V/A dove V è il volume della sala e A=Σ(αi*Si) è
un indice di assorbimento sonoro complessivo della sala.
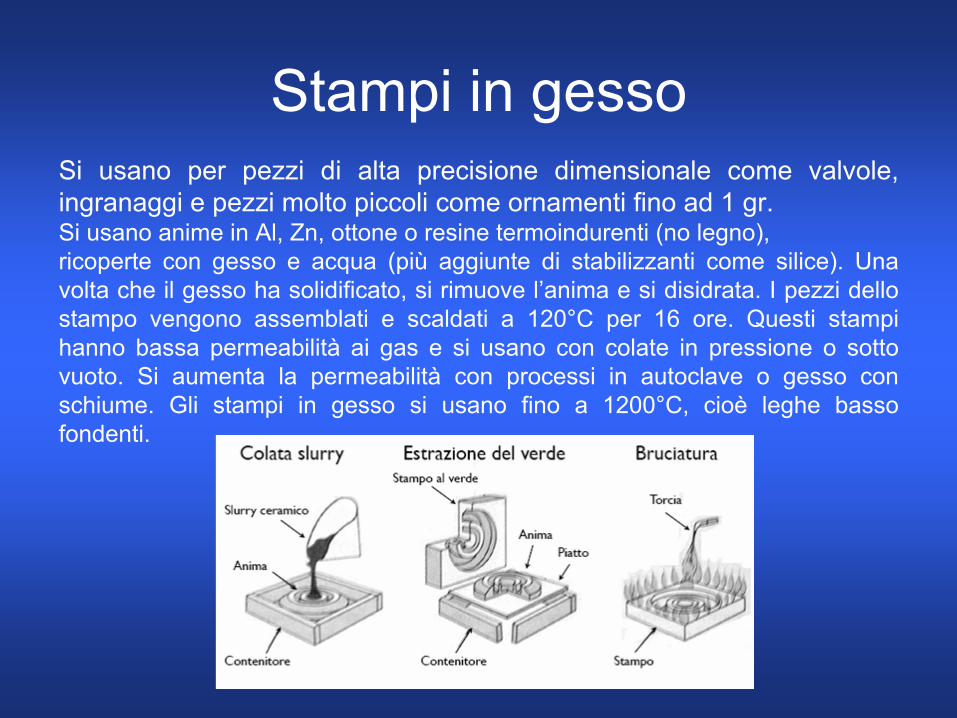
Stampi in gessoSi usano per pezzi di alta precisione dimensionale come valvole,
ingranaggi e pezzi molto piccoli come ornamenti fino ad 1 gr. Si usano anime in Al, Zn, ottone o resine termoindurenti (no legno),ricoperte con gesso e acqua (più aggiunte di stabilizzanti come silice). Una volta che il gesso ha solidificato, si rimuove l’anima e si disidrata. I pezzi dello stampo vengono assemblati e scaldati a 120°C per 16 ore. Questi stampi hanno bassa permeabilità ai gas e si usano con colate in pressione o sotto vuoto. Si aumenta la permeabilità con processi in autoclave o gesso con schiume. Gli stampi in gesso si usano fino a 1200°C, cioè leghe basso fondenti.

Gesso nell’odontotecnicaViene utilizzato per la realizzazione di impronte e modelli
Come gesso per impronta si utilizza l’alabastro gessoso o gesso precipitato in polvere finissima.
Caratteristiche richieste:
• Basso costo
• Facilità di impiego
• Rapidità di presa aggiunta di catalizzatori (solfato di potassio, cloruro dipotassio, l’allume, ecc.)
• Sapore gradevole sostanze aromatiche
• Tenero sabbia arenaria, pietra pomice in polvere finissima, perlite, ecc.
Composizione di gesso per modelli:
• Gesso da dentisti: p 95
• Borace: p 0,05
• Solfato di potassio: p 0,5
• Marmo in polvere finissima: p 1,5
• Quarzo in polvere finissima: p 3
Caratteristiche richieste:
•
molto duro in modo da resistere alle varie sollecitazioni a cui va soggetto durante le fasi di preparazione della protesi.

Cemento magnesiaco o Sorel
3MgO·MgCl2
·xH2
MgOsi può ottenere calcinando il carbonato di magnesio e le caratteristiche del prodotto sono legate alla temperatura raggiunta nella calcinazione, alla grossezza delle particelle, alle impurezze
presenti
La presenza di calce abbassa le caratteristiche meccaniche del legante
L’impasto si mette in opera in maniera analoga a quello degli altri leganti
La massa fa presa ed indurisce in poche ore
Resistenze dell’ordine di 400-600 kg/cm2
L’umidità non danneggia sensibilmente le caratteristiche del materiale.
Le soluzioni cloridriche presenti possono provocare corrosione alle parti ferrose che vanno protette con guaine o vernici.
Può legare tra loro materiali differenti.
IMPIEGHI •Pannelli
•Marmi artificiali
•Pannelli per soffittature
•Isolanti termici
La calce
Col nome di calce si indica correntemente sia l'ossido di calcio
(o calce vivacalce viva), ottenuto dalla cottura dei calcari, sia l'idrato di calcio (o calce spentacalce spenta), ottenuto dalla idratazione dell'ossido di calcio.
Per la preparazione della calce si parte dai calcari costituiti essenzialmente da carbonato di calciocarbonato di calcio, CaCO3
.
CalciteCalcari
Aragonite
Il carbonato di calcio è un costituente fondamentale delle rocce
sedimentarie formatesi per precipitazione da acque, salate o dolci, o per accumulo di resti fossili più o meno metamorfosati. Si distinguono sostanzialmente due gruppi di rocce calcaree, quelle ad elevato ad elevato tenore di calcitetenore di calcite
e quelle dolomitichedolomitiche, contenenti fino al 45% di carbonato di
magnesio; queste rocce sono sempre accompagnate da percentuali più o meno piccole di impurezze: ossidi di ferro, fosfati, solfati, sostanze organiche
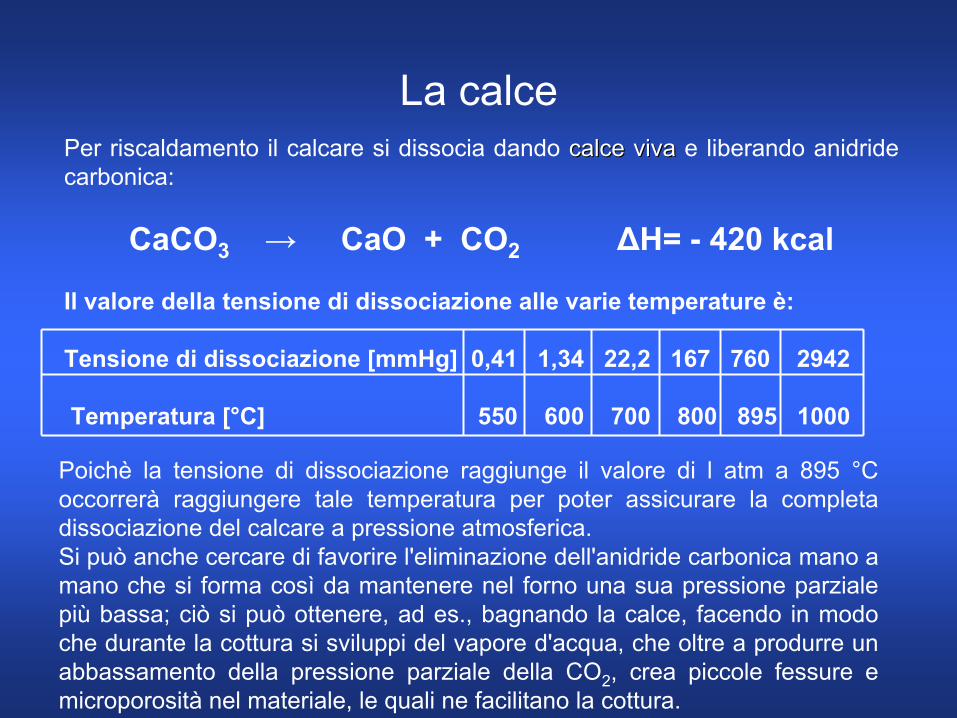
La calcePer riscaldamento il calcare si dissocia dando calce vivacalce viva
e liberando anidride
carbonica:
CaCO3
→ CaO
+ CO2
ΔH= -
420 kcal
Il valore della tensione di dissociazione alle varie temperature
è:
Tensione di dissociazione [mmHg] 0,41 1,34 22,2 167 760 2942
Temperatura [°C] 550 600 700 800 895 1000
Poichè
la tensione di dissociazione raggiunge il valore di l atm
a 895 °C occorrerà raggiungere tale temperatura per poter assicurare la completa dissociazione del calcare a pressione atmosferica.Si può anche cercare di favorire l'eliminazione dell'anidride carbonica mano a mano che si forma così da mantenere nel forno una sua pressione parziale più bassa; ciò si può ottenere, ad es., bagnando la calce, facendo in modo che durante la cottura si sviluppi del vapore d'acqua, che oltre
a produrre un
abbassamento della pressione parziale della CO2
, crea piccole fessure e microporosità
nel materiale, le quali ne facilitano la cottura.
La calceLa calcinazione dei calcari non è mai completa perchè, specie se
i pezzi sono
relativamente grossi, le parti centrali si calcinano con maggior
difficoltà (dato che il calcare è cattivo conduttore del calore), ed anche per la
tendenza alla
ricarbonatazione, cioè le parti esterne, superficiali, trovandosi esposte ai gas di combustione, ricchi di CO2
, reagiscono con questa riformando CaCO3
.
Le caratteristiche del prodotto sono:
• Densità
• Porosità
• Grandezza e distribuzione dei pori
A parità di altre condizioni aumentando la temperatura di calcinazione e prolungandola nel tempo si verifica un graduale progressivo aumento della densità apparente del prodotto, un ingrossamento dei cristalli, una diminuzione della porosità e tutto ciò porta ad una diminuzione della reattività del materiale.
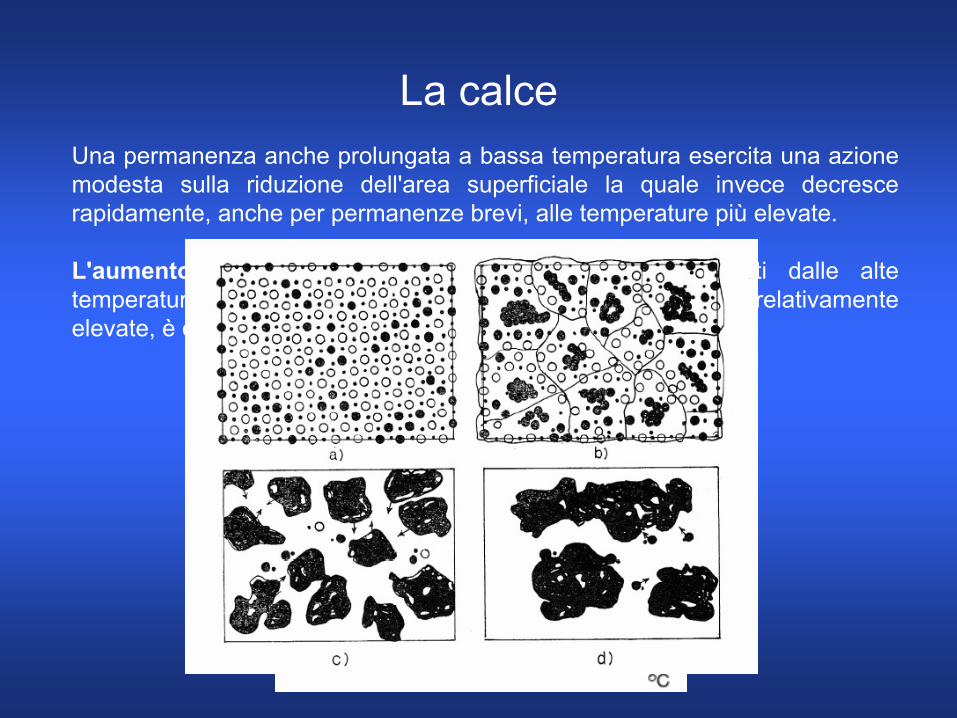
La calceUna permanenza anche prolungata a bassa temperatura esercita una
azione
modesta sulla riduzione dell'area superficiale la quale invece decresce rapidamente, anche per permanenze brevi, alle temperature più elevate.
L'aumento della densità,
quindi i maggiori ritiri prodotti dalle alte temperature e dalla maggiore permanenza a temperature relativamente elevate, è dovuto ad un graduale aumento dei cristalliti
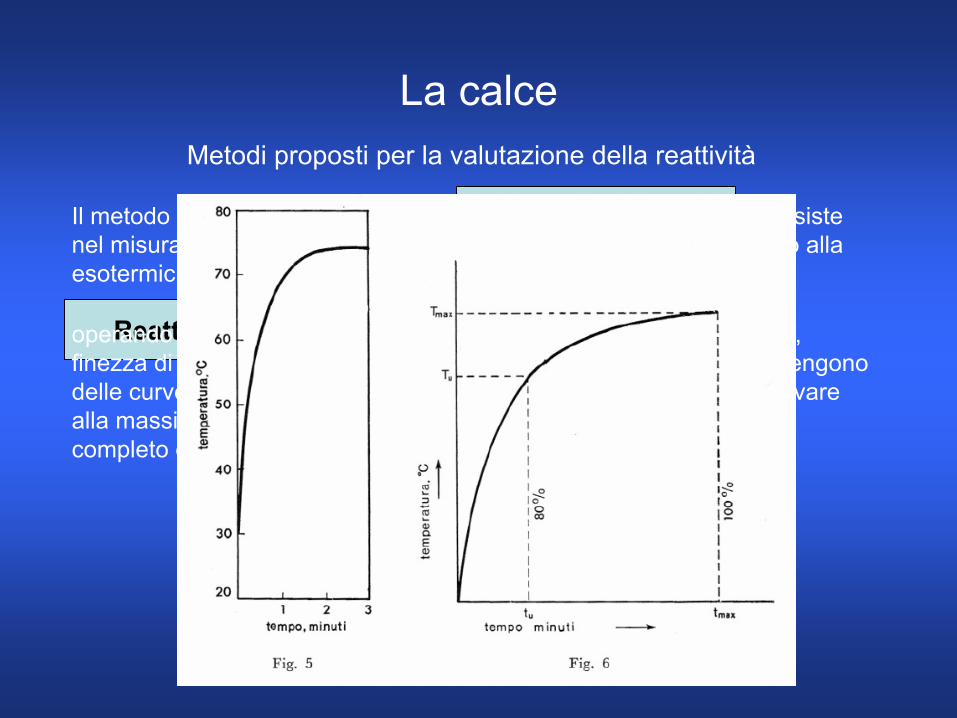
La calceMetodi proposti per la valutazione della reattività
Reattività
Determinazione pesospecifico
Misura della velocitàdi dissoluzione
Curva temperatura-tempodi spegnimento
Il metodo basato sull’andamento della curva temperatura-tempo consiste nel misurare, in funzione del tempo, l'aumento di temperatura dovuto alla esotermicità
della reazione:CaOCaO
+ H+ H22
O O CaCa(OH)(OH)2 2 ΔΔH=15,3 KcalH=15,3 Kcaloperando lo spegnimento in condizioni standard (tipo di apparecchio, finezza di macinazione del prodotto, rapporto CaO/H20, ecc.). Si ottengono delle curve dalle quali si ricava il tempo in minuti necessario
per arrivare
alla massima temperatura (tmax) raggiungibile a spegnimentocompleto e quello per avere una trasformazione dell'80% (tu).

La calceLa quantità di acqua necessaria allo spegnimento, che dalla reazione precedente risulta essere del 32% per l'ossido di calcio puro, in pratica cresce sensibilmente e per avere uno spegnimento completo occorre usarne un quantitativo superiore, fino anche al 50%, perchè una parte di essa evapora causa l'innalzamento di temperatura prodotto dalla esotermicità
dell'idratazione
e perchè parte rimane
come acqua libera presente sotto forma di film attorno alle particelle di idrato.
Anche se gran parte del calcare non raggiunge una alta temperatura durante la cottura, ci possono essere alcuni pezzi che per surriscaldamenti
locali, ecc.,
vengono portati ad una temperatura molto più elevata. Durante lo
spegnimento queste particelle sinterizzate
non riescono a reagire con l'acqua, rimangono
così nella massa della calce idrata dei granuli di CaO; una volta che questa calce verrà utilizzata, tali granuli sinterizzati reagiranno molto lentamente con l'acqua d'impasto, così che la loro idratazione si effettuerà quando la restante parte è già indurita e poichè
essa avviene con sensibile aumento di volume si potranno
verificare fessurazioni
nei manufatti
Lo spegnimentoParametri che influenzano le caratteristiche della calce prodotta:
• TemperaturaTemperatura
•• GranulometriaGranulometria
•• Rapporto acqua/calceRapporto acqua/calce
Industrialmente per lo spegnimento si usano dispositivi a marcia
continua
costituiti da una camera cilindrica, verticale od orizzontale, munita di agitatori o, nel caso di quelli orizzontali, di trasportatori ad elica che spostano la calce da un'estremità all'altra rimescolandola mentre viene spruzzata la necessaria quantità di acqua;

Durante la fase dell’idratazione le particelle di ossido di calcio , a causa dell’aumento di volume si rompono, polverizzandosi dando luogo ad una massa soffice, questo dipende sia dalla calce che dalle modalità di spegnimento; l’azione di entrambi questi fattori contrasta con la tendenza di
delle particelle di
idrato di raccogliersi in agglomerati.
IL GRASSELLO (massa pastosa untuosa al tatto) si forma se alla calce idrata viene aggiunta altra acqua o se lo spegnimento viene fatto con una quantità di acqua superiore a quella necessaria per ottenere l’idrato.A seconda della quantità di acqua libera esso apparirà più o meno molle.
La preparazione del grassello si fa nei cantieri dove deve essere impiegato, irrorandolo con acqua viva entro recipienti di legno a forma di trapezio aventi il lato minore mobile e munito di rete filtrante che lascia passare solo
la poltiglia diluita ma
non i pezzi o i granuli non ancora spenti;

Il rapporto tra volume del grassello e peso della calce viva prende il nome di
resa in grassello (mc/t)
In base a questo rapporto si distinguono:
Calci grasse
Calci Magre
•
Resa in grassello > a 2,5•
Si idratano rapidamente
•
Derivano da calcari più puri•
Sono più plastiche
•
Resa non < a 1,5•
Derivano da calcari impuri (CaO
< 94%)
•
Si idratano più lentamente•
MgO
una delle impurezze
più
diffuse e contribuisce a rendere magre le calci
Quando la calce viene a contatto con l'acqua si forma inizialmente una soluzione soprassatura
di idrato di calcio che dà origine alla formazione di più o meno grandi
quantità di nuclei di cristallizzazione.
Un grassello di elevata plasticità presenta la capacità di trattenere una forte quantità di acqua; la formazione di un maggior volume di grassello, a parità di calce di partenza, riveste importanza dal punto di vista pratico poichè
nelle malte il
grassello impiegato viene misurato a volume.
Latte di calceSi ottiene quanto la quantità di acqua aggiunta alla calce è ancor più elevata di quella necessaria per formare il grassello.
LA COTTURA
•
Piccola potenzialità•
Lungo periodo di cottura 50-100 ore
•
Forte spesa di manodopera•
Calce non di buona qualità a causa della non perfetta distribuzione della temperatura
In passato si realizzava in forni in muratura
Oggi si adoperano forni continui Verticali
Rotanti
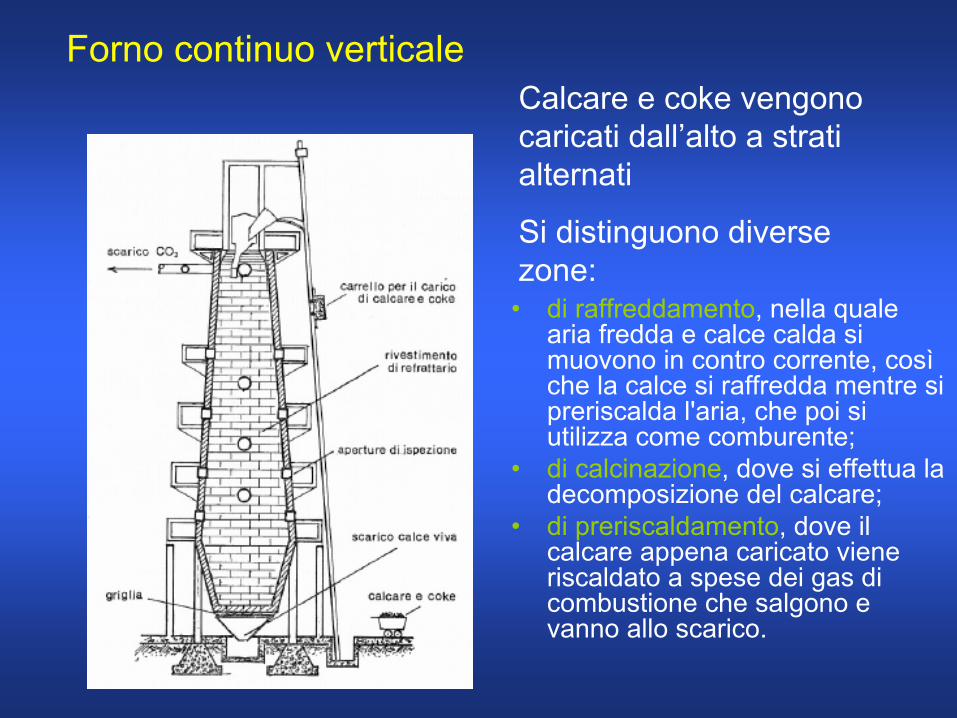
Forno continuo verticaleCalcare e coke vengono caricati dall’alto a strati alternati
Si distinguono diverse zone:
•
di raffreddamento, nella quale aria fredda e calce calda si muovono in contro corrente, così che la calce si raffredda mentre si preriscalda
l'aria, che poi si
utilizza come comburente;•
di calcinazione, dove si effettua la decomposizione del calcare;
•
di preriscaldamento, dove il calcare appena caricato viene riscaldato a spese dei gas di combustione che salgono e vanno allo scarico.

•
La calce scaricata risulta frammista alle ceneri ciò può essere controproducente
Si possono disporre uno o più focolari laterali alimentati con combustibili
Griglia ruotante che consente uno scarico più regolare del materiale ed una migliore separazione della calce
Per ridurre questo fenomeno:
Forni con gas di gassogeno, metano o gas naturali
- h 15 ÷ 20 m; diametro 3 ÷ 5 m,- produzioni 40 ÷ 50 t/giorno- consumo combustibile 10-20kg/100kg di calce- I gas uscenti hanno una percentuale del 30% di CO2
Si possono usare anche :
FORNI ROTATIVI
da cemento•
Lunghezza da 20 a 120 m
•
Diametro da 2 a 3,5 m•
Capacità produttiva 300 ton/giorno
•
Bassa richiesta di manodopera•
Costo di istallazione elevato
•
Efficienza termica più bassa rispetto ai forni ad asse verticale
•
Rapporto lunghezza diametro 1:(20÷ 30) •
Inclinazione 3% 5%
•
Velocità di rotazione 1÷ 2 giri/minuto
Ad esempio un forno L=55 m ø =2,5 m; Produce 250 t/giorno di calce
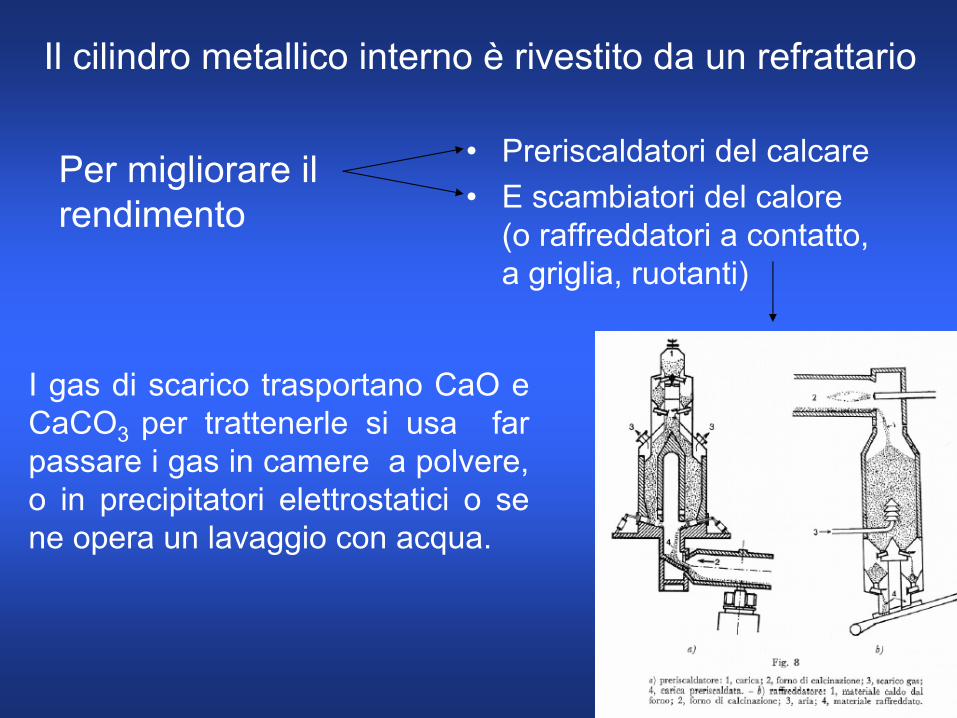
Il cilindro metallico interno è rivestito da un refrattario
Per migliorare il rendimento
•
Preriscaldatori
del calcare•
E scambiatori del calore (o raffreddatori a contatto, a griglia, ruotanti)
I gas di scarico trasportano CaO
e CaCO3 per trattenerle si usa far passare i gas in camere a polvere, o in precipitatori elettrostatici o se ne opera un lavaggio con acqua.

La quantità di calore teoricamente necessaria è di 420 kcal/kgBisogna aggiungere le perdite:
-Nella combustione
-Nel solido scaricato
-Per irraggiamento, etc.
L’efficienza varia tra 40 e 80%. Naturalmente i valori più bassi si avranno nei forni senza recupero di calore.
In tabella sono riportati i bilanci termici di due forni ruotanti. Uno con sistema di recupero calore(a) e l’altro no (b).

Malte di calceNelle costruzioni la calce viene usata per formare le malte di calce e sabbia capaci di indurire e far presa all'aria.Siccome la solubilità del carbonato di calcio che si forma è minore di quella dell'idrato mano a mano che si realizza la carbonatazione
della
calce si avrà precipitazione del carbonato, sotto forma di cristallini che si interpongono fra gli elementi della sabbia aderendo ad essi e legandoli sotto forma di una massa che via via assume consistenza e durezza sempre maggiore. Per ottenere una buona malta di calce e sabbia oltre alle caratteristiche della calce occorre tener conto di quelle della sabbia e dell'acqua d'impasto.
naturale o artificiale, deve risultare costituita da granuli resistenti, non provenienti da rocce decomposte o gessose
La sabbia
devono essere limpide e dolci. Le acque
La quantità di calce da usare nella preparazione della malta affinchè
possa richiudere tutti i vuoti presenti fra i granuli della sabbia usata, di solito 30-40%, è dell'ordine di 1volume di grassello per 2÷3 volumi di sabbia, nel caso delle calci in polvere,di 15 kg per 100 kg di sabbia.
NORME
a)
Calce grassa in zolle;b)
Calce magra in zolle;
c)
Calce idrata in polvere che comprende i due tipi: fiore di calce e calce idrata da costruzione.
In Italia l’impiego dei leganti, sia aerei che idraulici,è regolato da norme di legge
Queste ultime vengono messe in commercio in sacchi di carta, per lo più da 33 kg,che recano impresso il nomedella ditta fabbricante ed il tipo di prodotto contenutovi.
Per le calci aeree tali Norme prevedono i seguenti tipi:

Per i vari tipi di calce sono fissati i requisiti riportati in tabella:
Inoltre tutti questi tipi devono corrispondere, alla prova di stabilità di volume, che consiste nel formare con la calce in esame una malta
di
buona plasticità che distesa su di una lastra di vetro viene lasciata far presa in ambiente bene areato e poi esposta per 6 ore in ambiente circondata di vapore vivo. Non devono comparire fessurazioni, distorsioni, ecc. che sarebbero l'indice della presenza nella calce di ossido
di calcio
stracotto non idratato e che si idrata nella prova accelerata.

Altri impieghi della calce
•
per trattare le acque per ridurre l’acidità•
nella depurazione per rimuovere i fosfati
ed altre impurità (flocculante) e
per desolforizzare
i gas di scarico•
nella fabbricazione della carta
per dissolvere le fibre di legno
•
come candeggiante e sbiancante•
per disinfettare
ambienti
•
in agricoltura
per correggere i terreni acidi•
in chimica
è usato per purificare l'acido citrico
ed il glucosio, come
essiccante e assorbitore
di anidride carbonica
La calce usata nelle costruzioni rappresenta solo una frazione di quella prodotta
La calce viva è usata:
La produzione mondiale di calce è di poco inferiore ai 100 milioni di tonnellate/anno; i maggiori produttori sono URSS, USA, Francia, Giappone; la produzione italiana si aggira sulle 6.000 t/anno.
•
come materiale da costruzione
unita alla sabbia (stabilitura)•
mescolato al cemento
per produrre una malta
plastica adatta per gli
intonaci•
nella concia
delle pelli
•
nell'industria petrolchimica
per produrre additivi per lubrificanti•
per la produzione dello stereato
di calcio
•
per la neutralizzazione e l'assorbimento di inquinanti•
per il trattamento dell'acqua usata nell'industria alimentare
•
per correggere l'acidità dei terreni •
in agricoltura, unita al solfato di rame
è usato come anticrittogamico
(miscela bordolese)•
nell'industria farmaceutica per preparare sali di calcio
e magnesio
•
in odontoiatria
come medicamento nei sottofondi e nell'endodonzia
La calce spenta è usata :
La calce idraulicaUn calcare contenente sostanze argillose, da per cottura una calce magra
Se la temperatura è più alta di quella che regna in un normale forno a calce, si ottiene:
LA CALCE IDRAULICA
Oltre l’ossido di calcio contiene:
-Silicati
-Alluminati
-Ferriti (di calcio)
L’idraulicità
è legata alla presenza di questi costituenti
Indice di IdraulicitàCaO
illaI arg= MgOCaO
OFeOAlSiOI+
++= 32322oppure

In base al valore di I si distinguono:
•
Per calci aeree I < 0,1
Come materia prima per la produzione di una calce idraulica si usa generalmente un calcare argilloso nel quale l'argilla risulta disseminata in maniera possibilmente omogenea.

Le Norme italiane distinguono i seguenti tipi:•
calce idraulica naturale in zolle,che rappresenta il prodotto di cottura di calcari argillosi di natura tale da risultare di facile spegnimento;
•
calce idraulica naturale e artificiale in polvere, che risulta dalla cottura di marne naturali o di mescolanze intime ed omogenee di calcare e di materiale argilloso seguita da estinzione, stagionatura e macinazione;
•
calce eminentemente idraulica, naturale o artificiale in polvere, come la precedente, ma con valore più elevato dell'indice di idraulicità
(0,4÷0,5). A differenza di quanto si fa per i cementi
per la preparazione di calci idrauliche di solito non risulta tecnologicamente ed economicamente conveniente partire da miscele di calcare e argilla.
•
calce idraulica artificiale pozzolanica, in polvere, costituita da una miscela omogenea ottenuta dalla macinazione di pozzolana e calce aerea idrata.
•
calce idraulica siderurgica, risulta da una miscela omogenea ottenuta per macinazione di loppa basica di alto forno granulata e di calce aerea idrata.

Temperatura di cottura 1000 –
1200 °C
Se la temperatura è troppo bassa, i componenti dell'argilla non hanno modo di reagire con la calce, vengono a formare un inerte ed il prodotto risultante è una calce magra; se la temperatura è troppo alta l'ossido di calcio in eccesso rispetto ai costituenti dell'argilla si spegne difficilmente e impastato con acqua fa presa tanto più lentamente quanto più alta è stata la temperatura raggiunta
I Forni
• Verticali
(come quelli delle calci aeree)
Fenomeni che avvengono durante la cottura:
•Eliminazione dell’acqua
•Decomposizione dei materiali argillosi e del carbonato di silicio
•Reazione dell’ossido (o del carbonato) di calcio con la silice e con l’allumina
A differenza del cemento non può essere presente i silicato tricalcico
che si forma a temperature più alte.

La formazione dei composti idraulici impegna solo una parte della calce totale.Il resto è presente come CaO.
Una volta scaricato dal Forno:
Il materiale deve essere trattato con acqua
Stagionare (per convertire tale ossido di calcio in idrato)
Spegnimento •
Strati 15-20 cm•
innaffiandola
L’elevata temperatura raggiunta dalla calce durante la cottura fa si che lo spegnimento sia lento
Esempio: La Calce eminentemente idraulica richiede 15-20 gg

La calce si sbriciola e successivamente si setaccia per separarla dai grappier
Grappier
•Elevate temperatura durante la cottura
•Maggiore densità
•Grado di idraulicità
più alto
•Possono essere macinati a parte e messi in commercio come cementi
•O addizionati alle calci•PESANTI
•LEGGERE (SENZA)

Calce idraulica artificialecostituite da miscele intime, ottenute per
macinazione, di calce aerea e di pozzolana o di loppa basica di alto forno granulata.
presentano la proprietà di fissare la calce con formazione di composti idraulici
L'indurimento delle calci idrauliche messe in opera sott'acqua è
dovuta all'idratazione dei silicati e degli alluminati presenti.
Se induriscono in aria si verifica anche la carbonatazione
della calce idrata presente, analogamente a quanto si ha per le calci aeree.
Resistenza a compressione
Su provini di malta normale plastica
dopo 28gg di stagionatura
Devono soddisfare i requisiti di
• Stabilità del volume
Agglomeranti cementizi
PRESA•LENTA
•RAPIDA
In pratica si producono solo quelli a presa lenta
Fanno parte di questa categoria tutti quei leganti idraulici che non rientrano nelle norme stabilite per i cementi.
•100≤Resistenza a compressione≤160 kg/cm2 a 7 e 28gg
Dal punto di vista chimico
- SO3
≤ 3,5%
- MgO ≤ 4 %





























