Embed Size (px)
Citation preview

1
INDICE
1. ANTECEDENTES GENERALES DE LA EMPRESA. ...................................................................... 3
2. DESCRIPCION DEL PROYECTO ...................................................................................................... 8
3. MARCO TEORICO. ............................................................................................................................ 11
4. DESARROLLO ..................................................................................................................................... 15
5. RESULTADOS. .................................................................................................................................... 25
6. CONCLUSIONES Y RECOMENDACIONES. ................................................................................. 25
ANEXOS .................................................................................................................................................... 26
BIBLIOGRAFÍA. ........................................................................................................................................ 33

2
Introducción
C.F.E. Comisión Federal de Electricidad es una empresa dedicada a la generación de
energía eléctrica en México ha estado dedicada al mejoramiento de sus servicios es
por eso que en los últimos años a tratado de ser considerada una empresa de clase
mundial centrándose en el mejoramiento de sus procesos así como de agregar valor de
calidad a sus trabajadores, lamentablemente muchas veces los trabajadores no buscan
integrarse a un sistema integral de calidad por el simple hecho de que cambia su forma
de realizar las cosas es por eso que estas residencias se busco dar un seguimiento
adecuado al sistema integral de calidad para que el ya existente se lleve a cabo con
franqueza y honestidad

3
1. ANTECEDENTES GENERALES DE LA EMPRESA.
1.1 historia.
Fue el 2 de diciembre de 1933 cuando se decretó que la generación y distribución de
electricidad son actividades de utilidad pública.
En 1937 México tenía 18.3 millones de habitantes, de los cuales únicamente siete
millones contaban con electricidad, proporcionada con serias dificultades por tres
empresas privadas.
En ese momento las interrupciones de luz eran constantes y las tarifas muy elevadas,
debido a que esas empresas se enfocaban a los mercados urbanos más redituables,
sin contemplar a las poblaciones rurales, donde habitaba más de 62% de la población.
La capacidad instalada de generación eléctrica en el país era de 629.0 MW.
Para dar respuesta a esa situación que no permitía el desarrollo del país, el gobierno
federal creó, el 14 de agosto de 1937, la Comisión Federal de Electricidad (CFE), que
tendría por objeto organizar y dirigir un sistema nacional de generación, transmisión y
distribución de energía eléctrica, basado en principios técnicos y económicos, sin
propósitos de lucro y con la finalidad de obtener con un costo mínimo, el mayor
rendimiento posible en beneficio de los intereses generales. (Ley promulgada en la
Ciudad de Mérida, Yucatán el 14 de agosto de 1937 y publicada en el Diario Oficial de
la Federación el 24 de agosto de 1937).
1.2 Productos y servicios que ofrece.
La central termoeléctrica Manuel Álvarez Moreno se dedica a la generación de energía
eléctrica para la satisfacción de los clientes como lo son hogares e industria siendo la
industrial el de mayor demanda de la central, esta energía es entregada al Sistema
Eléctrico Nacional el cual se encarga de satisfacer la demanda del país y distribuirla a
todos los clientes de la empresa.

4
1.3 Clientes y proveedores.
La Energía Eléctrica generada es entregada al Sistema Eléctrico Nacional
mediante la interconexión con la Subestación Manzanillo I y las Líneas de
Transmisión de 400 Y 230 KV., a las Subestaciones de Colomos, Acatlan y
Atequiza.
Por su situación geográfica corresponde al Área de Control Occidente el cual provee
energía eléctrica a estados como Jalisco, Colima, Nayarit, Aguascalientes, parte del
Bajío y el Distrito Federal, siendo las empresas dedicadas a la transformación de
productos y vienes las que demandan más consumo de energía eléctrica.
1.4 Proceso de producción o de servicio.
En la figura 1.1 se muestra el proceso de la generación de energía eléctrica de principio
hasta que es distribuida a los clientes.
La generación de energía eléctrica, por medio de termoeléctricas ha sido de una
importancia relevante en nuestro país, ya que requiere de varios procesos para
transformar la energía del combustible en energía eléctrica.
Estos procesos a su vez se realizan conjuntando varios sistemas de trabajo para:
*Transferir, manejar y acondicionar el combustible para quemarlo adecuadamente y
extraer su energía calorífica por medio de calderas.
* Tratar y acondicionar el agua, para que aprovechando la energía calorífica del
combustible al quemarlo, se realice la producción de vapor y aprovechar su energía
cinética y calorífica para convertirla en energía mecánica por medio de la turbina.
*Que la operación del generador eléctrico, sea adecuada, para convertir la energía
mecánica en energía eléctrica y transportarla a las subestaciones por medio de
transformadores que acondicionan y facilitan su transmisión.

5
AGUA DULCE
GENERADOR
DE
VAPOR
AIRE
EL COLOMO AGUA DE
ENFRIAMIENTO
CIRCULACIÓN
PPAL. LAGUNA
AGUA DE MAR
SISTEMA AGUA DE
CONDENSADO
SISTEMA AGUA DE
ALIMENTACIÓN
ÁREA DE
PEMEX
NOX, SOX, CO2, CENIZAS
OXIGENO
ÁREAS DE
CONSUMO
TURBINA
GENERADOR
ELÉCTRICO
300 MW
VTF
CERRO DE
TEPALCATES
TANQUE
DECANTADOR
BBA. DE
POZO
PROFUNDO
TANQUE
AGUA DE
SERVICIOS BBA´S. AGUA
DE
SERVICIOS
BBA´S. AGUA
SV. INCENDIOS
CASA DE BOMBAS
Y DE COMPRESORES
ENFRIAMIENTO
DE EQUIPO
AUXILIAR
BBA´S. CIRCUITO
CERRADO
TANQUE
AGUA DM.
TANQUE
REPUESTO DE
CONDENSADO BBA´S. CIRCUITO
ABIERTO
BBA´S. PRINCIPALES
DE ENFRIAMIENTO
TANQUE DE
AMORTIGUAMIENTO
CONDENSADO
R
PRINCIPAL
PEMEX
TANQUE ALMTO.
DE COMB.
TANQUE
DE DÍA
BBA´S. DE
TRASIEGO
BBA´S. DE
TRANSFERENCIA
BBA´S. PRINCIPALES
CAL. PRINCIPAL
COMBUSTIBLE
TANQUE
DE DIESEL
BBA. DE
TRASIEGO
BBA´S. DIESEL
PILOTOS/QUEMADORES DIESEL
Figura 1.1 esquema del proceso de generación de energía eléctrica

6
1.5 Organización.
La central está dividida en varios departamentos entre los cuales se encuentran los
departamentos mecánico, eléctrico, civil, operación, instrumentación, químico y de
seguridad e higiene los cuales están subordinados a la superintendencia de
producción, en este proyecto nos enfocaremos al departamento de operación el cual es
el encargado de ver todo el proceso de generación de electricidad en la figura 1.2 se
muestra un organigrama del departamento de operación.
Figura 1.2 Organigrama del departamento de operación

7
1.6 Localización.
La central termoeléctrica Gral. Manuel Alvarez Moreno se encuentra localizada en el
domicilio conocido Ejido de Campos S/N Manzanillo Colima la central está localizada al
Sur del Puerto de Manzanillo Colima y al norte de la Central Termoeléctrica Manzanillo
II y consta de 10 Unidades, en la figura 1.3 se muestra un mapa de la ubicación de la
central.
Figura 1.3 Mapa de la ubicación de la central

8
2. DESCRIPCIÓN DEL PROYECTO O PROBLEMA.
El sistema Integral de calidad en la central Manuel Álvarez Moreno está enfocado a
cumplir con las necesidades de eficiencia térmica que se ve reflejado mayormente en el
aprovechamiento de los recursos disponibles, en la figura 2.1 se muestra una tabla
donde se plasman las metas de eficiencia y los resultados obtenidos el 01 de julio de
2013.
Figura 2.1 tabla de resultados de eficiencia comparados con la meta anual
El sistema integral de calidad abarca varios aspectos para lograr los objetivos
deseados dentro de la central y busca sacar la mayor eficiencia de los recursos con los
que dispone para lograr las metas planteadas como lo son equipos y personal.
CFE cuenta con un sin fin de metodologías ya establecidas para todas las actividades
que se realizan dentro de la planta termoeléctrica, que van desde tareas diarias de los
trabajadores hasta llegar a mantenimientos mayores de los equipos, la realidad es que
muchas veces no se le da importancia a todas las metodologías ya establecidas por
ignorancia de los trabajadores o confianza en la experiencia que ellos poseen.

9
2.1 Objetivo del proyecto
Dar el seguimiento adecuado y detallado al sistema integral de calidad para el
mejoramiento de esta en todos los aspectos.
2.1.1 Objetivos específicos
Dar el seguimiento adecuado al SISST Sistema Informático de Seguridad y
Salud en el Trabajo
Realizar actividades del SIG Sistema Integral de Gestión
Realizar el chequeo adecuado de los equipos
2.2 Alcance del proyecto
Disminuir la cantidad de errores humanos así como las fallas en los equipos principales
pertenecientes al departamento de operación aumentado a si la eficiencia térmica de
las unidades y la vida útil de los equipos.

10
2.3 Cronograma de actividades
En la tabla 2.2 se muestra el cronograma de actividades.
Actividades Semanas
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Aplicación de encuesta por parte del SIG “ conocimiento del Sistema integral de gestión” Presentación de video a los trabajadores sobre el SISST Seguimiento del SISST Evaluación de el estatismo de las unidades Chequeo de equipos después de mantenimiento mayor Levantamiento de anuncios sobre equipos que necesitan mantenimiento Elaboración de relatorios para operadores de los nuevos módulos Maniobras pertenecientes al departamento de operacion
Reporte Final Tabla 2.2 cronograma de actividades
11
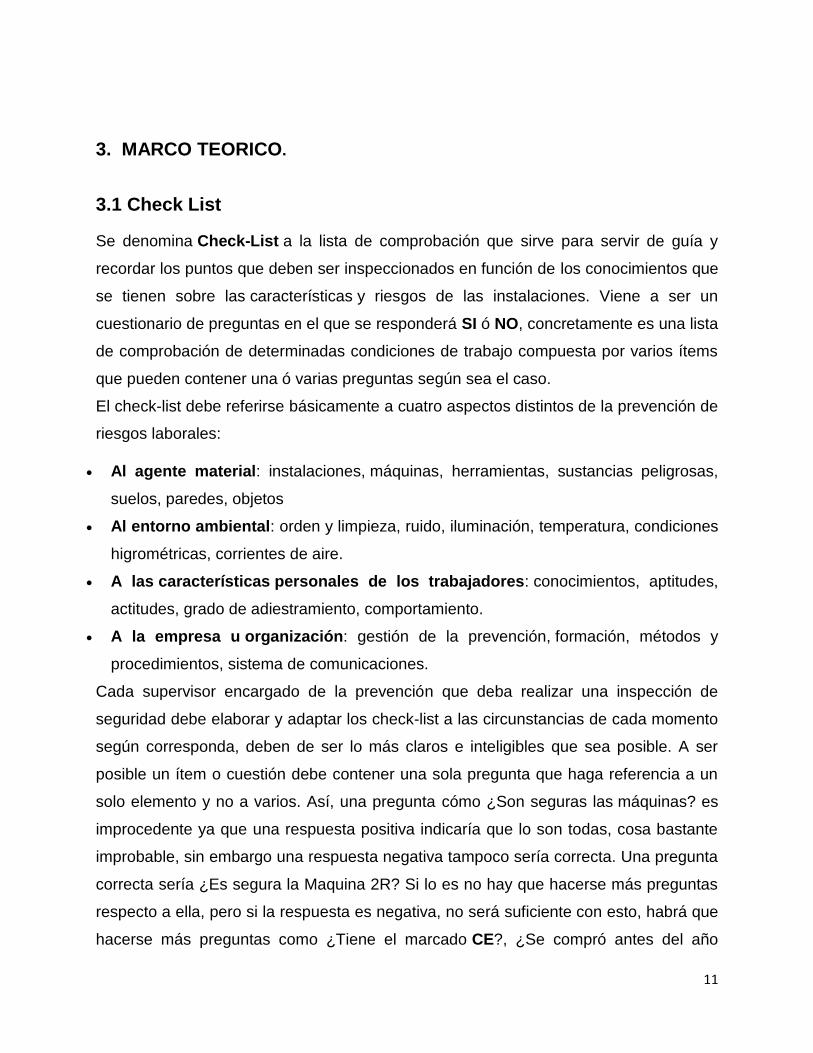
3. MARCO TEORICO.
3.1 Check List
Se denomina Check-List a la lista de comprobación que sirve para servir de guía y
recordar los puntos que deben ser inspeccionados en función de los conocimientos que
se tienen sobre las características y riesgos de las instalaciones. Viene a ser un
cuestionario de preguntas en el que se responderá SI ó NO, concretamente es una lista
de comprobación de determinadas condiciones de trabajo compuesta por varios ítems
que pueden contener una ó varias preguntas según sea el caso.
El check-list debe referirse básicamente a cuatro aspectos distintos de la prevención de
riesgos laborales:
Al agente material: instalaciones, máquinas, herramientas, sustancias peligrosas,
suelos, paredes, objetos
Al entorno ambiental: orden y limpieza, ruido, iluminación, temperatura, condiciones
higrométricas, corrientes de aire.
A las características personales de los trabajadores: conocimientos, aptitudes,
actitudes, grado de adiestramiento, comportamiento.
A la empresa u organización: gestión de la prevención, formación, métodos y
procedimientos, sistema de comunicaciones.
Cada supervisor encargado de la prevención que deba realizar una inspección de
seguridad debe elaborar y adaptar los check-list a las circunstancias de cada momento
según corresponda, deben de ser lo más claros e inteligibles que sea posible. A ser
posible un ítem o cuestión debe contener una sola pregunta que haga referencia a un
solo elemento y no a varios. Así, una pregunta cómo ¿Son seguras las máquinas? es
improcedente ya que una respuesta positiva indicaría que lo son todas, cosa bastante
improbable, sin embargo una respuesta negativa tampoco sería correcta. Una pregunta
correcta sería ¿Es segura la Maquina 2R? Si lo es no hay que hacerse más preguntas
respecto a ella, pero si la respuesta es negativa, no será suficiente con esto, habrá que
hacerse más preguntas como ¿Tiene el marcado CE?, ¿Se compró antes del año

12
1997?, y otras preguntas para determinar la causa de su inseguridad, a fin de tener
toda la información posible relacionada a ese equipo. (Sistemas integrados de Gestión.
2013)
3.2 PLC
El Controlador Lógico Programable (PLC) nació como solución al control de circuitos
Complejos de automatización. Por lo tanto se puede decir que un PLC no es más que
un aparato electrónico que sustituye los circuitos auxiliares o de mando de los
sistemas automáticos. A él se conectan los captadores (finales de carrera, pulsadores,
etc.) por una parte, y los actuadores (bobinas de contactores, lámparas, pequeños
receptores, etc. por otra.
Los Controladores Lógicos Programables son maquinas secuénciales que ejecutan
Correlativamente las instrucciones indicadas en el programa de usuario almacenado en
su memoria, generando unas órdenes o señales de mando a partir de las señales de
entrada leídas de la planta (aplicación): al detectarse cambios en las señales, el
autómata reacciona según el programa hasta obtener las órdenes de salida necesarias.
Esta secuencia se ejecuta continuamente para conseguir el control actualizado del
proceso. (Elementos y equipos eléctricos. 2013)
3.3 SIG (Sistema Integral de Gestión de Calidad)
La CFE como una decisión estratégica decidió establecer, documentar, implementar y
mantener un sistema integral de gestión que incluye aspectos: calidad, ambiental y
seguridad y salud en el trabajo, basados en los requisitos establecidos en las normas
vigentes ISO 9001, 14001, y la NMX-SAST-001, para la mejora continua de la
eficiencia y la eficacia de la CFE.
En todos los Centros de Trabajo de la CFE se debe tener estructurado el orden de
clasificación de la documentación, actualmente se maneja un sistema llamado
“achiever”, el cual tiene como objetivo principal clasificar la documentación
electrónicamente. La clasificación es por niveles de registros: nivel 1 son el manual
principal que cuenta con todos los procesos de nuestra organización, nivel 2
documentación normativa, externos e instructivos, nivel 3 procedimientos operativos y

13
externos de cada proceso (desarrollo de actividades detalladas por procesos), nivel 4
registros.
Como se puede apreciar la CFE es una organización la cual busca que todas las
actividades que llevan a generar energía eléctrica sean con metodologías y sistemas
de apoyo para el control y orden para demostrar con hechos y datos el porqué la CFE
se encuentra actualmente Certificada en las tres normas ISO 9001, 14001 y NMX-
SAST-001. (Manual Institucional SIG DDO CFE, 2009)
La política del SIG tiene como principal objetivo proporcionar al servicio público de
energía eléctrica y otros servicios relacionados de acuerdo a los requerimientos de la
sociedad, con base en el desempeño competitivo de los procesos de la Dirección de
Operación buscando cumplir con los siguientes compromisos.
Formar y desarrollar el capital humano, incluyendo la cultura de equidad de
género.
Controlar los riesgos para prevenir lesiones y enfermedades a la persona y
daños a las instalaciones.
Cumplir con la legislación, reglamentación y otros requisitos aplicables.
Prevenir la contaminación y aprovechar de manera responsable los recursos
naturales.
A continuación se muestran algunos de los ámbitos generales del Sistema Integral de
Gestión que cubre los Sistemas de Gestión de Calidad, Sistema de Gestión Ambiental
y el Sistema de Administración de Seguridad y Salud en el Trabajo
P-1020-001.- Procedimiento para Control de Documentos y Registros.
P-1020-002.- Procedimiento para Revisión por la Dirección.
P-1020-003.- Procedimiento para Auditorías Internas del SIG.
P-1020-004.- Procedimiento para Consulta, Comunicación y Toma de
Conciencia.

14
P-1020-005.- Procedimiento para Producto No conforme, No conformidades,
Acciones Preventivas y Correctivas.
P-1020-006.- Procedimiento para Identificar y Tener Acceso a los Requisitos
Legales y Otros.
P-1020-007.- Procedimiento para Identificación de Aspectos e Impactos
Ambientales, Peligros y Riesgos de Seguridad.
P-1020-008.- Procedimiento para Establecer Objetivos, Metas y Programas en
Materia Ambiental y de Seguridad.
P-1020-009.- Procedimiento para Control Operacional en Materia Ambiental y
Seguridad.
P-1020-010.- Procedimiento para Preparación y Respuesta a Emergencias.
P-1020-011.- Procedimiento para Seguimiento, Medición y Vigilancia del
Desempeño en materia Ambiental y Seguridad.
P-1020-012.- Procedimiento para Investigación de Accidentes e Incidentes.
P-1020-015.- Calificación de Auditores Internos.
Para el cumplimiento y seguimiento Sistema de Administración de Seguridad y Salud
en el Trabajo conforme a las NMX-SAST-001 se posee el Sistema mecanizado
denominado SISST (Sistema Informático de Seguridad y Salud en el Trabajo), que
administra el programa de Seguridad y Salud en el trabajo en el cual se lleva un
registro de las incidencias reportadas en el año así como las medidas que se
generaron para estas mismas.
3.4 SAP / R3
SAP es el líder mundial en el suministro de soluciones colaborativas con 36,000
instalaciones que presentan servicio a 10 millones de usuarios de 13,500 empresas en
120 países de todo el mundo. SAP es una sistema de racionalización de operaciones
para empresas, en SAP se solucionan problemas mediante el establecimiento de
comunicación en tiempo real entre todos los módulos afectados para cada una de las
operaciones que se realizan.
15
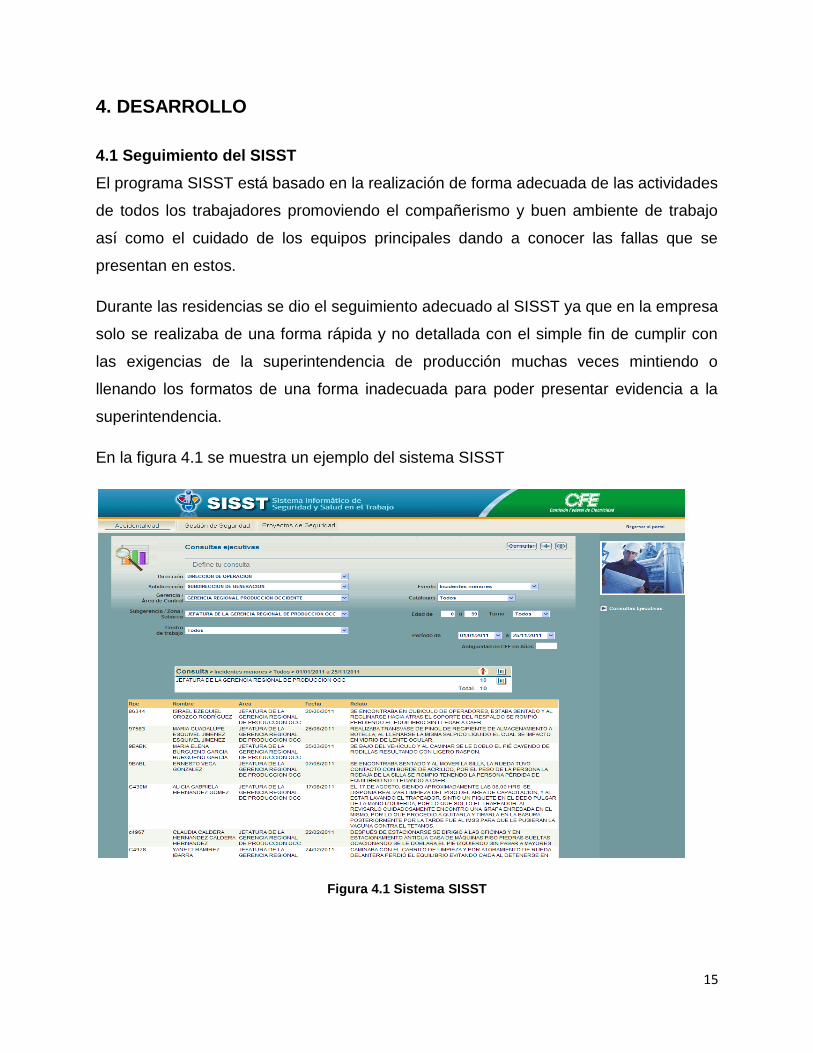
4. DESARROLLO
4.1 Seguimiento del SISST
El programa SISST está basado en la realización de forma adecuada de las actividades
de todos los trabajadores promoviendo el compañerismo y buen ambiente de trabajo
así como el cuidado de los equipos principales dando a conocer las fallas que se
presentan en estos.
Durante las residencias se dio el seguimiento adecuado al SISST ya que en la empresa
solo se realizaba de una forma rápida y no detallada con el simple fin de cumplir con
las exigencias de la superintendencia de producción muchas veces mintiendo o
llenando los formatos de una forma inadecuada para poder presentar evidencia a la
superintendencia.
En la figura 4.1 se muestra un ejemplo del sistema SISST
Figura 4.1 Sistema SISST

16
El programa SISST se basa en una serie de check- list donde se registran varios
aspectos como lo son.
Análisis de tareas criticas
Equipos de protección de los trabajadores
Higiene industrial
Inspecciones de equipos
Reglas y normas
Reuniones de grupos
Programas contra contingencias
En la figura 4.2 se muestra el tabla de las actividades programadas del año que deben
ejecutarse y registrase a su vez debe existir evidencia física y electrónica de las
actividades realizadas.
Figura 4.2 tabla de tareas del SISST

17
4.1.1 Análisis de tareas criticas
El análisis de las tareas criticas ayuda a que los trabajadores se den cuenta del peligro
o importancia de las actividades que realizan así como dar a conocer al jefe de turno si
los trabajadores están capacitados para realizar la operación y si hay algún otro detalle
que se deba mencionar.
Durante las residencias se acompaño a los trabajadores a las maniobras que
realizaban y se llenaba el formado adecuado para el análisis de estas tareas.
En la figura 4.3 se muestra un ejemplo del formato realizado para el análisis de tareas
críticas.
Figura 4.3 formato del análisis de tareas criticas

18
4.1.2 Equipos de protección de los trabajadores
En la parte de equipos de protección de los trabajadores se reviso durante las
reuniones de inicio de jornada que todos los trabajadores contaran con todo el quipo
necesario para realizar sus actividades diarias, en el formato se tacho si algún equipo
falto por parte de los trabajadores, el formato se entregaba el jefe de turno para que
estuviera enterado de los resultados. En la figura 4.4 se muestra el formato
correspondiente.
Figura 4.4 Formato de inspección de uso de equipo y protección personal

19
4.1.3 Higiene industrial
En esta parte se daba a conocer a los trabajadores sobre aspectos de la higiene y
seguridad industrial mediante pláticas o videos, para esto se les pide que firmen una
lista de asistencia a la plática, en la figura 4.5 se muestra el formato de la lista con un
tema referente a la seguridad auditiva.
Figura 4.5 lista de asistencia a la plática de seguridad auditiva

20
4.1.4 Inspecciones de equipos
En el apartado de equipo se analizo que las inspecciones a todos los equipos fueran
adecuadas y que se llenaran los formatos de forma correcta para dar a conocer al jefe
de turno fallas en los equipos de cada formato, en la figura 4.6 se presenta el formato
para la inspección de equipos.
Figura 4.6 formato de inspecciones de equipos

21
4.1.5 Reglas y Normas
En el apartado de reglas y normas se da a conocer a los trabajadores sobre las reglas
y normas que están plasmadas en el libro de derechos y obligaciones de los
trabajadores capitulo 300, donde se plasman detalladamente las obligaciones de cada
trabajador dentro de la empresa, en este proyecto de residencias se le dio un artículo
de este capítulo a los trabajadores una vez al mes y los trabajadores firmaban de
recibida la información y se les realizaron preguntas sobre el capitulo para afirmar que
se está analizando la información, en la figura 4.7 se muestra la lista de los
trabajadores que recibieron la información.
Figura 4.7 lista de trabajadores que recibían la información

22
4.1.6 Reuniones de grupos
En las reuniones de grupos se da una plática a los trabajadores de los asuntos
pendientes a realizar durante el turno así como un saludo y la motivación para el
trabajo en equipo, en la figura 4.8 se muestra el formato para la evaluación de las
reuniones de grupo donde se muestra la hora de inicio y la hora de terminación ya que
se deben realizar todos los días al inicio de la jornada.
Figura 4.8 formato de evaluación de las reuniones de inicio de jornada

23
4.2 Elaboración de relatorio para operadores de los módulos I y II
Con la repotenciación se hizo un cambio en las unidades y numeración ya que antes se
contaba con 4 unidades aumentando ahora a 10 unidades, 6 turbinas de gas, 2
turbinas de vapor pertenecientes al ciclo combinado y 2 turbinas de vapor
convencionales.
Las primeras 8 unidades forman los módulos I y II que se dividen en 3 turbinas de gas y
una turbina de vapor para el modulo I y de igual manera 3 turbinas de gas y otra turbina
de vapor para el modulo II, los operadores de los dos módulos no contaban con un
archivo relatorio para estos módulos y debían pasar las novedades y las condiciones
operativas de las maquinas en formatos que llenaban a mano y se le pasaba a los jefes
de turno que subían estas condiciones a una plataforma que se encarga de analizar
todos los datos de operación.
Se realizo un documento en Excel el cual se encontraba en un disco común entre las
computadoras de los operadores y los jefes de turno donde los operadores podían
llenar de forma sencilla todas las condiciones operativas y pasarlas a los jefes de turno.
En el anexo 1 se muestra un ejemplo del relatorio elaborado para los operadores.
4.3 Maniobras de mantenimiento
Durante todo el semestre se realizaron maniobras de mantenimiento a los equipos
pertenecientes a la central, para esto se realizaba todos los días un recorrido por toda
la planta buscando nuevo desperfectos los cuales se convertían en avisos para el
departamento de mantenimiento el cual se encargaba de atenderlos según su
gravedad.
A continuación se muestran algunas de las maniobras de mantenimiento que se
supervisaron durante el mantenimiento mayor a la unidad 10 turbina de vapor la cual
entro en mantenimiento del 30 de septiembre al 15 de noviembre.
Del anexo 2 al 11 se muestran algunas de las principales maniobras de mantenimiento.

24
4.4 SAP/ R3
En las residencias se realizaron actividades de registro de avisos de mantenimiento de
equipos mediante el sistema SAP, en este se hacía registro de mantenimientos
urgentes para equipos y de mantenimientos que se llevarían a cabo en los
mantenimientos mayores de la central.
En la figura 4.9 se muestra la página principal del sistema SAP y en la imagen 4.10 se
muestra un ejemplo de la generación de avisos de mantenimiento a equipos
Imagen 4.9 pagina de inicio del sistema SAP
Imagen 4.10 Generación de avisos de mantenimiento a través del sistema SAP

25
5. RESULTADOS.
Al final del semestre se evaluaron nuevamente varios aspectos como se venían
haciendo mes con mes y se nota un cambio favorable en la eficiencia de la unidad 10 y
en muchas de las otras unidades lo cual se refleja en los estatismos de las unidades y
a su vez en la eficiencia de las unidades.
En el anexo 13 y 14 se muestra una diferencia entre los meses de agosto y noviembre
y se ve una gran diferencia
Los trabajadores se han ido acostumbrando a llenar los formatos y realizar las
actividades con más dedicación así como tienen más conocimiento de lo que es el
sistema integral de calidad y los beneficios que trae para la empresa como para ellos el
cumplir con estos requerimientos.
6. CONCLUSIONES Y RECOMENDACIONES.
Con base a los objetivos específicos planteados y al interés de aportar un adecuado
seguimiento al sistema integral de calidad se nota mayor interés por los trabajadores y
por el personal del departamento de operación de integrarse a la mentalidad de la
empresa, querer conocer sobre todo lo que incluye el sistema integral de gestión y
querer a la empresa como si fuera suya.
26
ANEXOS

27
ANEXO 2 Cambio de manómetros a enfriadores de aceite
28
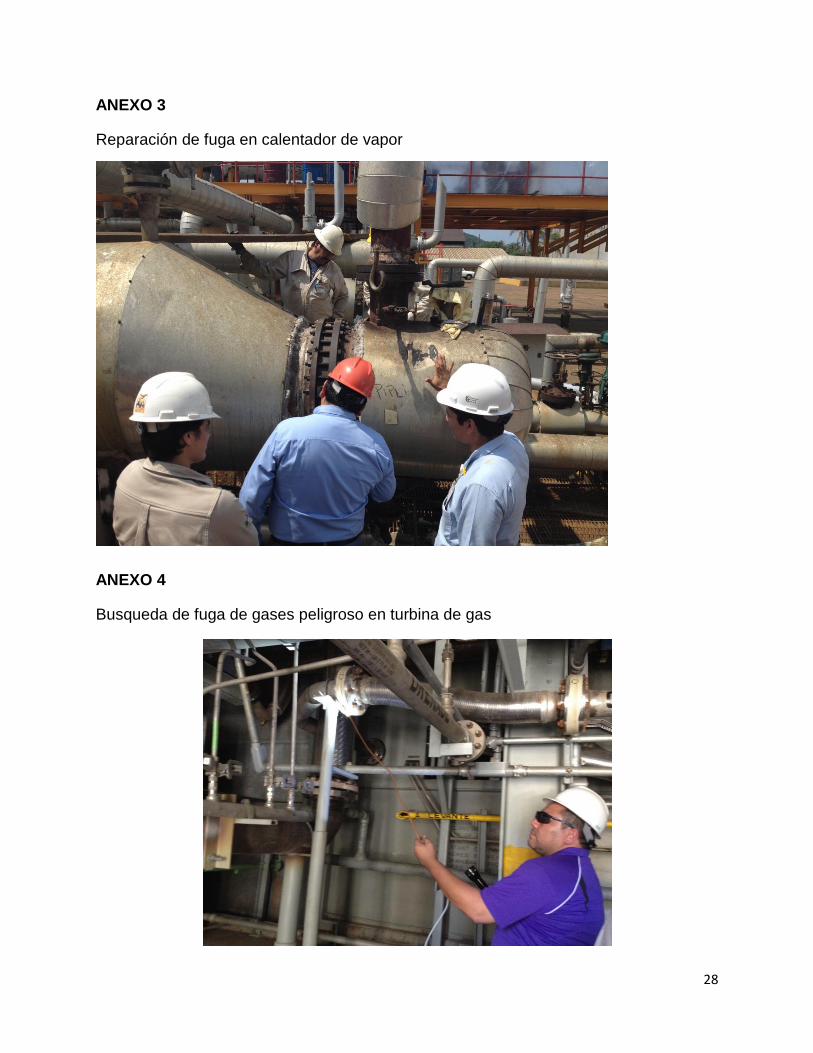
ANEXO 3
Reparación de fuga en calentador de vapor
ANEXO 4
Busqueda de fuga de gases peligroso en turbina de gas
29
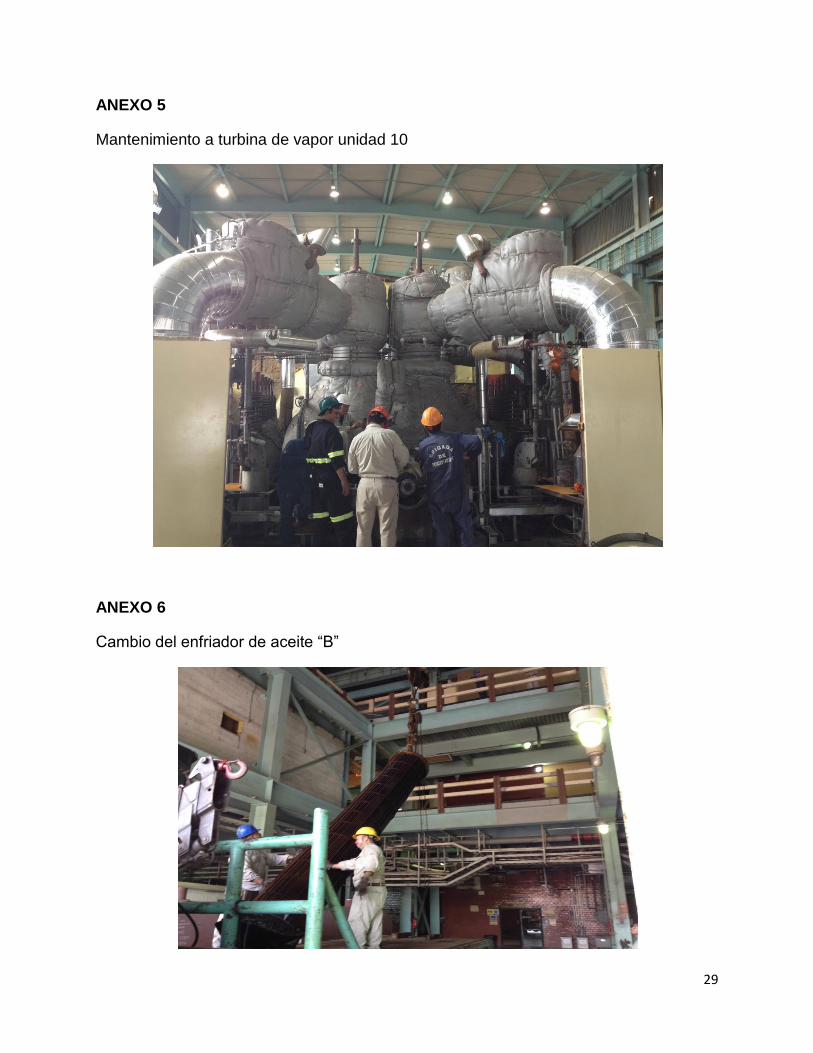
ANEXO 5
Mantenimiento a turbina de vapor unidad 10
ANEXO 6
Cambio del enfriador de aceite “B”

30
ANEXO 7
Reparacion a bomba de aceite lubricacion de turbina
ANEXO 8
Reparacion de fuga de chapopote en linea de llegada

31
ANEXO 9
ANEXO 10
Drenado de calentador de agua a la salida del condensador
32
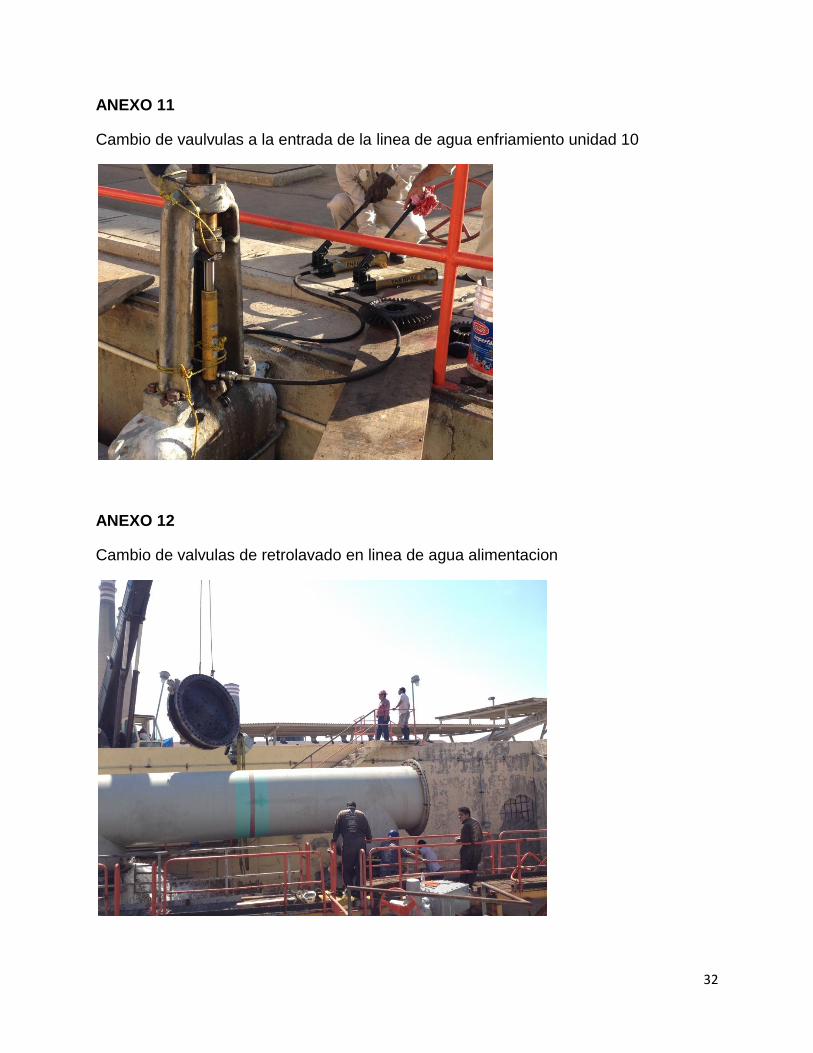
ANEXO 11
Cambio de vaulvulas a la entrada de la linea de agua enfriamiento unidad 10
ANEXO 12
Cambio de valvulas de retrolavado en linea de agua alimentacion
33
BIBLIOGRAFÍA.
Sistemas integrados de gestión 2013 recuperado de
http://www.implementacionsig.com/index.php/identificacion-de-riesgos/44-listas-de-chequeo-check-
list el 05 de diciembre de 2013
Sistemas eléctricos 2013 recuperado de
http://www.efn.uncor.edu/departamentos/electro/cat/eye_archivos/apuntes/a_practico/CAP%209%20
Pco.pdf el 10 de diciembre de 2013
Calidad total y productividad, Humberto Gutiérrez Pulido, Primera edición 1997,
Editorial: Mc Graw Hill.
SIG DDO CFE, Última revisión 31 julio 2009. Manual Institucional