Embed Size (px)
Citation preview
SOLDADURA EN ESTADO SÓLIDO
“Soldadura por forja, Soldadura por frio, Soldadura por rodillos, Soldadura por presión, Soldadura por difusión y
Soldadura explosiva”
Profesor: Alfredo GallardoIntegrantes:
Richard Buono-CoreMarco Bouffanais
Pía OlavarríaFrancisca González.
Fecha16/10/2013
Introducción:
En teoría soldar es el proceso de unir o juntar materiales (generalmente metales o termoplásticos), donde se calientan las piezas de metal hasta que se fundan y se unan entre sí o también se calientan a una temperatura inferior a su punto de fusión y se unan o liguen con un metal fundido como relleno (metal o plástico). Otro método es calentarlas hasta que se ablanden lo suficiente para poder unirlas con un martillo a presión.
El único proceso de soldadura que se conocía hasta el final del siglo XIX era el de “Soldadura de fragua”, consta de juntar metales calentándolos y golpeándolos. Luego le siguen la soldadura por arco y la soldadura a gas que estaban entre los primeros procesos en desarrollarse tardíamente en el siglo, siguiendo poco después la soldadura por resistencia. La soldadura avanzó rápidamente durante el principio del siglo XX ya que la Primera Guerra Mundial y la Segunda Guerra Mundial condujeron la demanda de métodos de junta confiables y baratos.
La soldadura es un proceso importante hoy en día la industria por diferentes motivos ya que proporciona una unión permanente y las partes soldadas se vuelven una sola unidad; además la unión soldada puede ser más fuerte que los materiales originales si se usa un material de relleno que tenga propiedades de resistencia superiores a la de los metales originales y se aplican las técnicas correctas de soldar, también es la forma más económica de unir componentes.
En el siguiente informe nos centraremos en la soldadura en estado sólido, en especial hablaremos con detalle de las soldadura por forja, por frio, por rodillo, por presión, difusión y explosiva.
Soldadura en Estado Sólido
Se refiere a los procesos de unión en los cuales la fusión proviene de la aplicación de presión solamente o una combinación de presión y calor. Si se usa calor, la temperatura del proceso está por debajo del punto de fusión de los metales que se van a soldar. No se utiliza un metal de aporte en los procesos de estado sólido.
En la mayoría de los procesos de soldadura en estado sólido se crea una unión metalúrgica con muy poca o ninguna fusión de los metales base. Para unir metalúrgicamente dos metales similares o diferentes, debe establecerse un contacto íntimo entre los dos metales para que sus fuerzas atómicas cohesivas se atraigan una a la otra. En el contacto físico normal entre dos superficies, la presencia de películas químicas, gases, aceites y similares prohíbe tal proximidad. Para que tenga éxito la unión atómica, deben removerse estas películas y demás sustancias. En la soldadura por fusión (al igual que en otros procesos de unión, tales como la soldadura fuerte y la soldadura blanda), las películas se disuelven o se queman mediante altas temperaturas para establecer una unión atómica mediante la fusión y la solidificación de los metales en estos procesos. Pero en la soldadura de estado sólido, deben removerse las películas y otros contaminantes mediante otros métodos para permitir que ocurra la unión metalúrgica. En algunos casos, se hace una completa limpieza de las superficies justo antes del proceso de soldadura; en otros casos, la acción de limpieza se realiza como una parte integral del acercamiento de las superficies de las partes. En resumen, los ingredientes esenciales para una soldadura de estado sólido exitosa son que las dos superficies deben: 1) estar muy limpias y 2) ponerse en contacto estrecho una con la otra para permitir la unión atómica.
Los procesos de soldadura que no implican una fusión tienen varias ventajas sobre los procesos de soldadura por fusión. Si no ocurre la fusión, no hay una zona afectada por el calor, por lo que el metal que rodea conserva sus propiedades originales. Muchos de estos procesos producen uniones soldadas que incluyen toda la interfase de contacto entre las dos partes, y no solo en puntos o engargolados señalados, como en la mayoría de las operaciones de soldadura por fusión.
Asimismo, algunos de estos procesos son aplicables para unir metales distintos, sin tomar en consideración las expansiones térmicas relativas, las conductividades y otros problemas que surgen normalmente durante la fundición y solidificación de distintos metales.
Procesos de Soladura de Estado Sólido
Soldadura por Forja:
El soldado por forja tiene importancia histórica en el desarrollo de la tecnología de manufactura. El proceso data alrededor del año 1000 a.C., cuando los herreros del mundo antiguo aprendieron a unir dos piezas de metal. El soldado por forja es un proceso en el cual los componentes que se van a unir se calientan a altas temperaturas de trabajo y después se forjan juntos por medio de un martillo u otro medio. Se requiere bastante habilidad del artesano que lo realiza para obtener una buena soldadura bajo las normas actuales. El proceso tiene interés histórico; sin embargo, actualmente posee una importancia comercial menor.
- Proceso:
El proceso consiste en el calentamiento de las piezas a unir en una fragua hasta su estado plástico, con el aumento de temperatura se disminuye en límite de fluencia del material, lo que se traduce en un aumento del área de contacto metal-metal para una presión dada. Posteriormente por medio de presión o martilleo (forjado) se logra la unión de las piezas.
En este procedimiento no se utiliza metal de aporte y la limitación del proceso es que solo se puede aplicar en piezas pequeñas y en forma de lámina. La unión se hace del centro de las piezas hacia afuera y debe evitarse a toda costa la oxidación, para esto se utilizan aceites gruesos con un fundente [1], por lo general se utiliza bórax [2 combinado con sal de amonio.
Adicionalmente, se prepara la superficie de manera de eliminar la mayor cantidad posible de óxido. Para ello se puede emplear alguno(s) de los siguientes mecanismos:
- El calor aplicado puede fundir al óxido de la capa superficial. En este caso el punto de fusión del óxido debe ser menor que el punto de fusión del metal, como es el caso de los aceros, cuyo óxido funde a 1.421 °C. Esto no puede hacerse con el aluminio dado el alto punto de fusión de su óxido
- Se puede disminuir el punto de fusión del óxido adicionando algún compuesto que forme con el óxido una mezcla de bajo punto de fusión (Si O2 con el OFe resulta en una mezcla con T=1.200 °C de punto de fusión)
- Se puede disolver el óxido en una sal de bajo punto de fusión
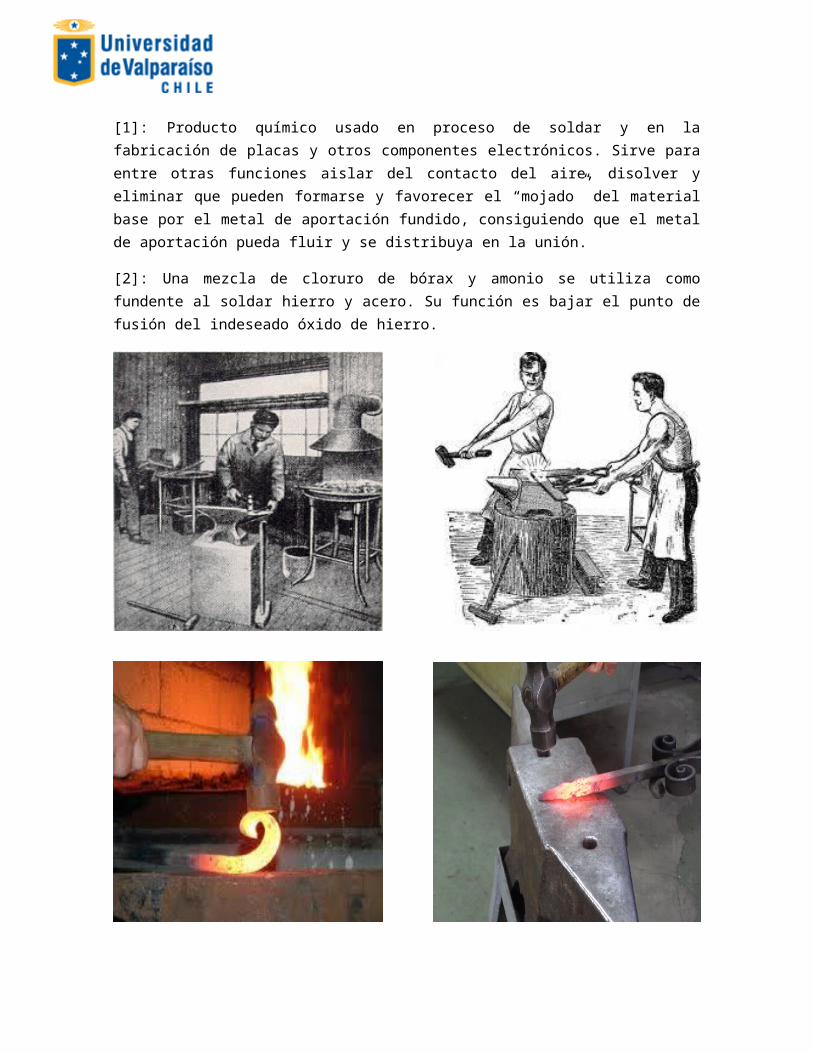
[1]: Producto químico usado en proceso de soldar y en la fabricación de placas y otros componentes electrónicos. Sirve para entre otras funciones aislar del
contacto del aire, disolver y eliminar que pueden formarse y favorecer el “mojado” del material base por el metal de aportación fundido, consiguiendo que el metal de aportación pueda fluir y se distribuya en la unión.
[2]: Una mezcla de cloruro de bórax y amonio se utiliza como fundente al soldar hierro y acero. Su función es bajar el punto de fusión del indeseado óxido de hierro.
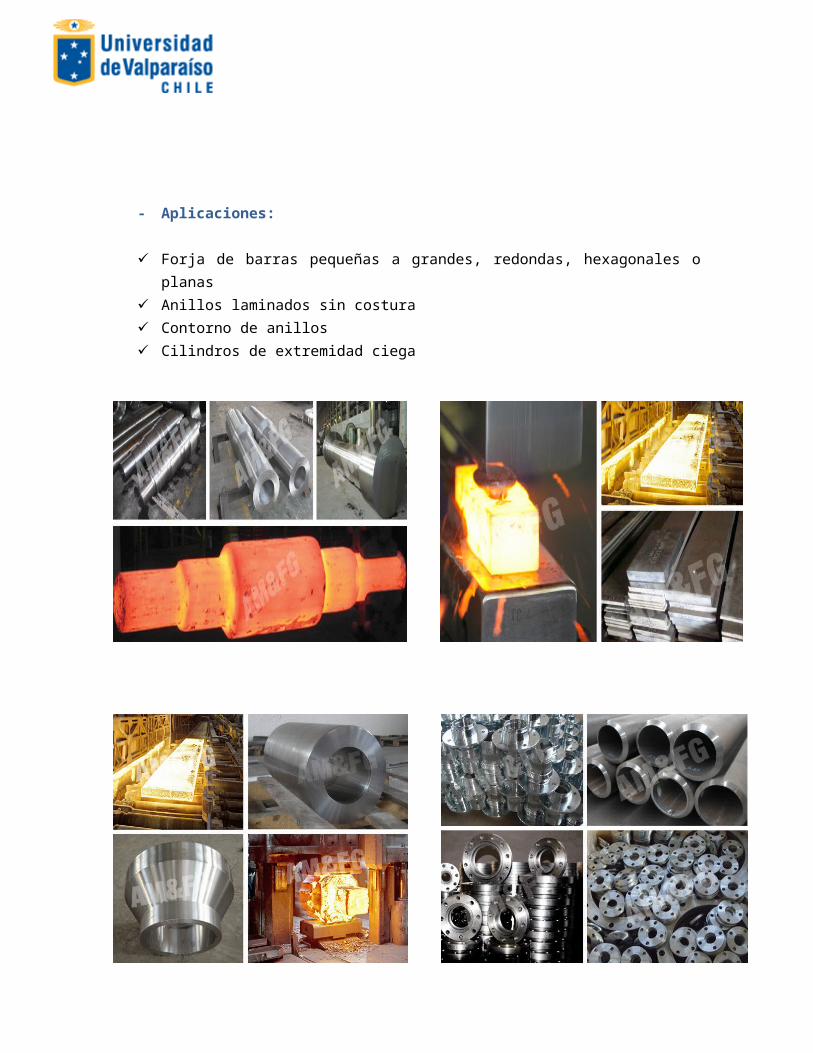
- Aplicaciones:
Forja de barras pequeñas a grandes, redondas, hexagonales o planas
Anillos laminados sin costura Contorno de anillos Cilindros de extremidad ciega
- Ventajas:
Trascendencia histórica en la evolución de la tecnología manufacturera
Método de unión económicamente ventajoso para producción de volúmenes pequeños
Proceso muy sencillo puesto que no requiere incurrir en mayores costos
- Desventajas:
De menor importancia comercial en la actualidad a excepción por sus variantes
Elevada dificultad para la separación Requiere de personal calificado en la realización del proceso Introduce deformaciones no deseables Sólo se puede aplicar en piezas pequeñas y en forma de láminas
Soldadura por frio:
Tenemos entendido que la soldadura por frio o también por contacto, es un proceso de soldadura en estado sólido que lleva a cabo la unión de dos partes a soldar. A diferencia de la soldadura por fusión, el proceso en frio, se realiza sin que ningún liquido esté presente en la articulación de las dos piezas que se soldaran.La soldadura en frio fue conocida como un verdadero fenómeno de los materiales, alrededor del 1940, mostrando que dos partes planas y limpias de materiales parecidos, se adhieren fuertemente si se colocan en contacto, aplicándose vacío y la presión necesaria.
- Proceso:
Desarrollando el proceso de la soldadura en frio, se observa que al tratar de unir dos superficies, el área de contacto inicial es muy diminuta debido a la dirección al azar de cada grano de las dos superficies en cuestión. Adicionalmente, cuando se habla de dos superficies metálicas, éstas están separadas por capas de óxido.Aplicando presión, por un lado, el metal se deformara plásticamente y los óxidos, que son frágiles, se comenzaran a fragmentar permitiendo el contacto de metal-metal y, que además, el área de contacto de los granos aumentara, debido a la alta presión ejercida sobre la superficie. Si ésta presión es muy grande, se comenzaran a deformar las asperezas a través de toda la superficie, hasta llegar a un momento en que las piezas entren en contacto total. Cuando todo esto ocurre, se produce la soldadura teniendo ésta
zona una mayor resistencia que el metal original, debido a la alta deformación ocurrida en el lugar.Para poder obtener uniones satisfactorias, es necesario aplicar deformaciones verdaderamente mayores que uno, cuando se sueldan aluminio, cobre o hierro.
Es importante la realización de una limpieza adecuada de las superficies antes del inicio del proceso (desengrasado y limpieza con cepillo). Para mayor eficiencia, es recomendable que al menos uno de los metales a soldar o ambos sean muy dúctiles y libres de endurecimiento por deformación.
- Aplicaciones
Une pequeñas piezas de metales blandos y dúctiles Unir cables de almacenaje o conexiones eléctricas Muy utilizado en la industria automotriz para soldar varillas de
suspensión, amortiguadores, engranes, árboles de transmisión, cigüeñales, válvulas para motores de combustión interna, árboles de levas, entre otros
Palancas de fuerza, brocas, machos de rosca (dos materiales diferentes) También se lo utiliza para soldar componentes de motores de aeronaves
- Ventajas
Proceso de bajo costo. Resiste de buena manera el mecanizado, lo que quiere decir que tolera
de buena manera altas temperaturas (hasta los 120°). Resiste muy bien al agua, las grasas, aceites, gas, hidrocarburos y
corrosión de distintos tipos. Puede ser tratado y manipulado, sin deformarse y perder su equilibrio Es muy limpio, debido a que en este proceso no hay gases
contaminantes
- Desventajas:
El mantenimiento de los equipos de soldadura para este tipo de proceso, es muy costoso
Una de las piezas de trabajo debe ser cilíndrica y poder girar alrededor de su eje de rotación
Soldadura por Rodillos
Soldadura también conocida como de costura, en la que se produce una serie de soldaduras de puntos traslapadas por medio de electrodos rotatorios, haciendo girar la pieza de trabajo, o por ambos métodos. Este tipo de soladura puede ser en frio o caliente.
En frio, se llama cuando no se proporciona calor externo, y se habla de caliente cuando se suministra calor al rodillo.
- Proceso:
El tipo de soldadura a rodillo, se realiza por medio de maquinas estacionarias y móviles, que sean equipadas con dispositivos especiales para poder sujetar los rodillos.
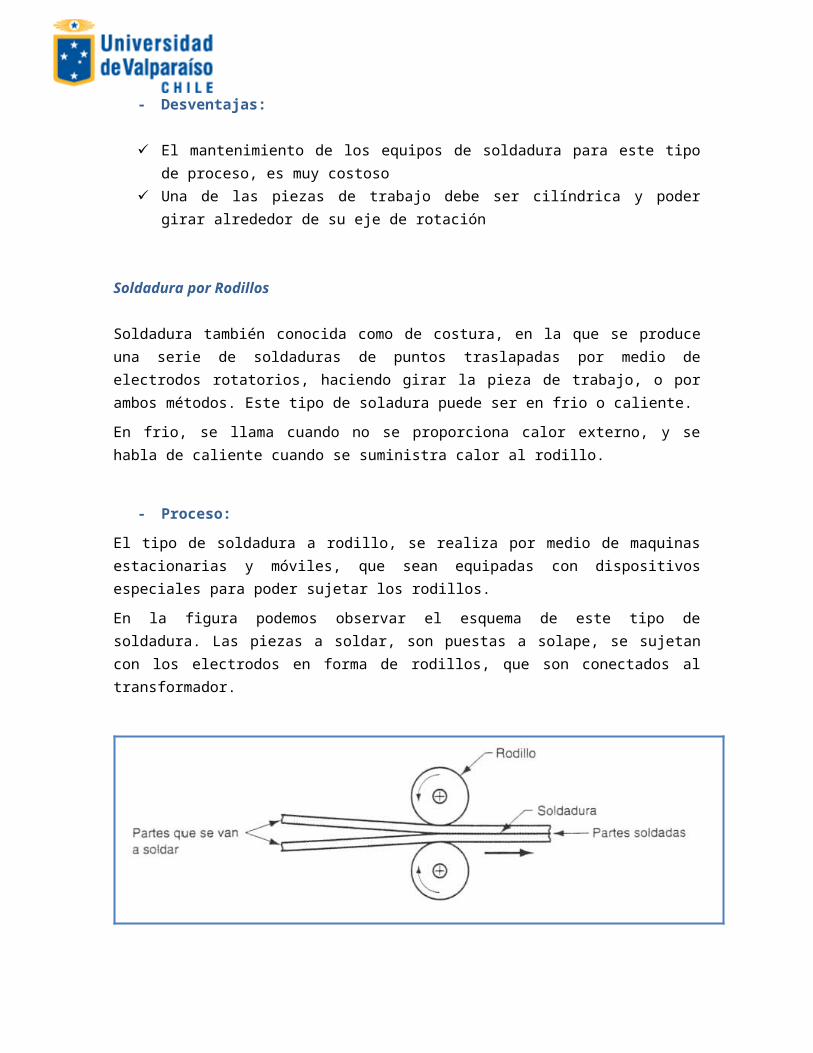
En la figura podemos observar el esquema de este tipo de soldadura. Las piezas a soldar, son puestas a solape, se sujetan con los electrodos en forma de rodillos, que son conectados al transformador.
Siguiendo con el proceso, el rodillo superior gira, gracias a una fuerza motriz y el inferior, que va montado sobre un eje que gira libremente. Después de sujetar el material con los rodillos, se conecta a la corriente y la soldadura se efectúa según la línea generatriz de los rodillos. La soldadura puede ser continua o intermitente. Para lograr una soldadura (en intervalos) se emplea interruptores de corriente. La soldadura intermitente asegura una alta calidad
en la unión soldada, sin embargo esta unión es de peor pureza que la de soldadura continua.
Por lo general los diámetros de los rodillos son de 50 a 350 mm. Los rodillos de mayor diámetro tienen por lo general una mayor estabilidad durante la soldadura.
Los rodillos se enfrían ininterrumpidamente con agua durante el funcionamiento de ellas; la velocidad en que trabajan estos rodillos con los electrodos rodantes es de 3,5 m/min.
- Aplicaciones
Este tipo de soldadura se aplica para obtener una unión continua y compacta
Se emplea para soldar depósitos para aceite, gasolina o agua, también tubos y una serie de piezas de acero y de aleaciones no ferrosas.
La soldadura a rodillo, incluye también un revestimiento con acero inoxidable para aleaciones medias o bajas para poder conseguir una resistencia a la corrosión.
- Ventajas
Mayor resistencia en el material. Unión más sólida en la soldadura. Especial para fabricación de construcciones de esfuerzo. Difícil maniobrabilidad.
Alto costo.
SOLDADURA POR PRESIÓN:
Para soldar dos metales, generalmente se utiliza calor, sin embargo, si los metales son fácilmente deformables, ellos se pueden soldar simplemente comprimiendo el uno con el otro, estando incluso a temperatura ambiente. En el caso de que estos metales no sean fácilmente deformables, se puede aplicar calor, de esta forma se crean otros métodos que derivan de este, por ejemplo, uno de los métodos más utilizados en la antigüedad por herreros y artesanos, es el de fragua, en donde los metales se unen efectivamente bajo el método de presión, pero se les aplica calor, para luego ser unidos mediantes golpes con martillos. Por otra parte, este método se puede aplicar sin ningún aporte de otro tipo de metal, así como también con el resto de métodos que se hacen mediante presión.
- Proceso:
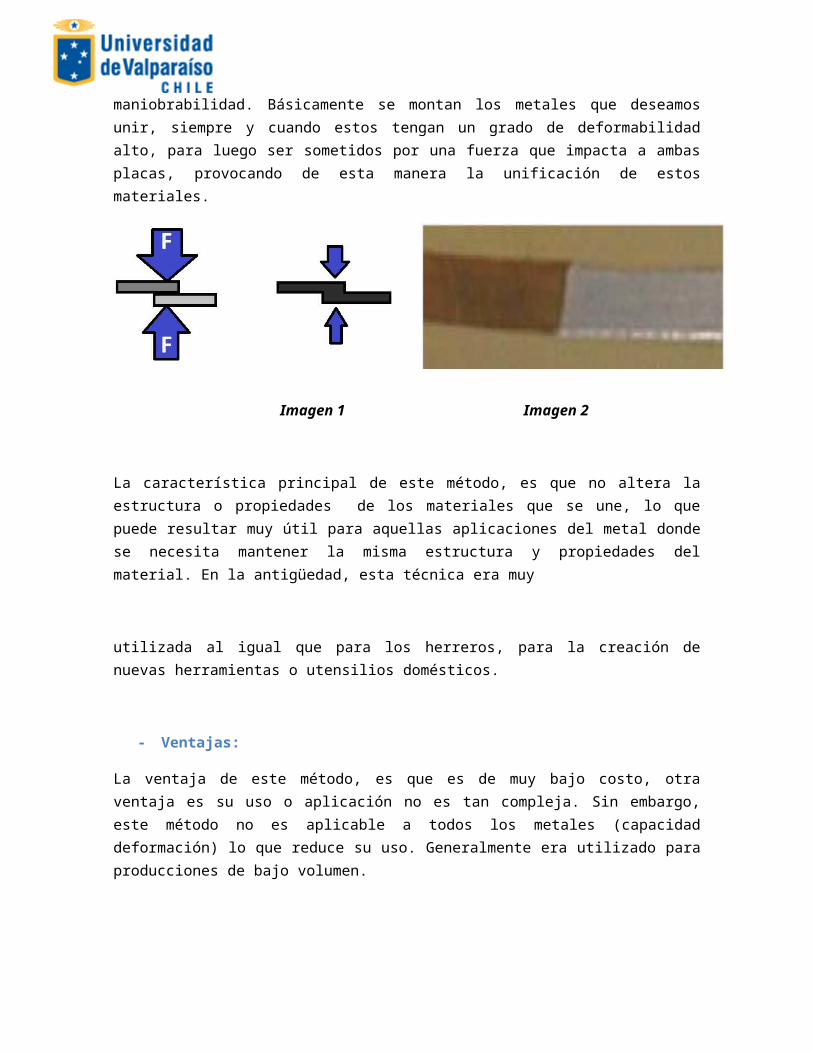
El proceso por el cual se lleva a cabo la soldadura por presión es esencialmente sencillo, debido a su poca complejidad y maniobrabilidad. Básicamente se montan los metales que deseamos unir, siempre y cuando estos tengan un grado de deformabilidad alto, para luego ser sometidos por una fuerza que impacta a ambas placas, provocando de esta manera la unificación de estos materiales.
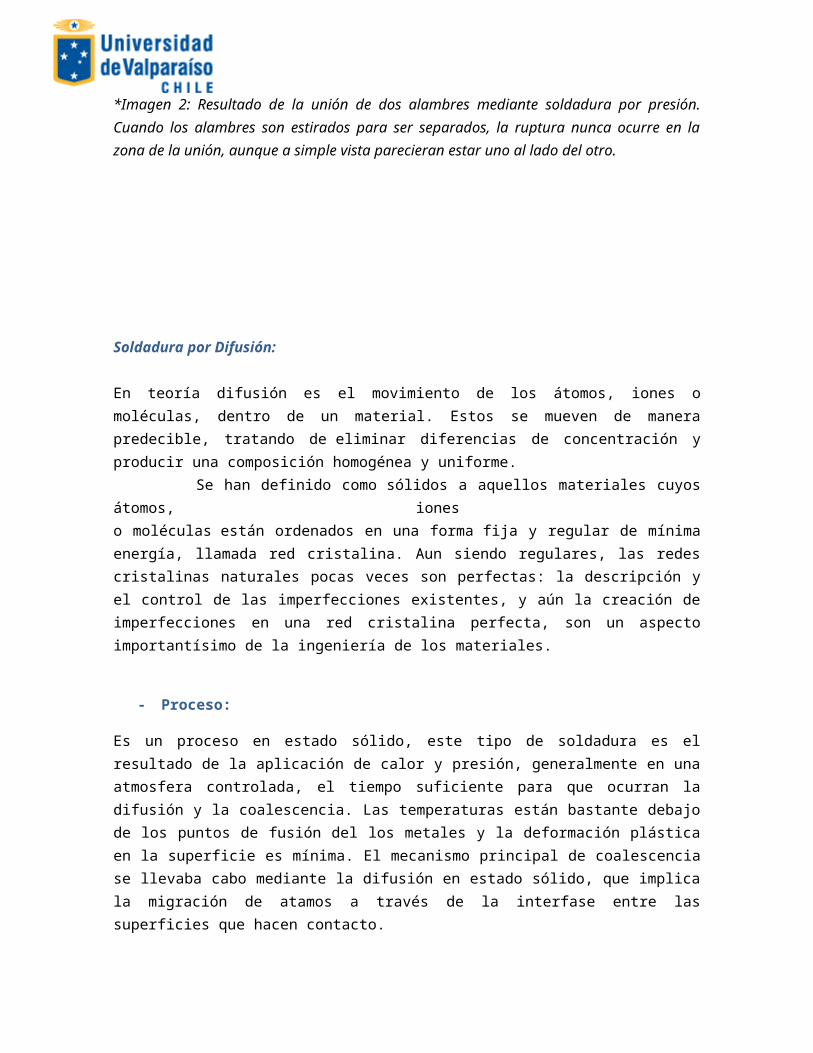
Imagen 1 Imagen 2
La característica principal de este método, es que no altera la estructura o propiedades de los materiales que se une, lo que puede resultar muy útil para aquellas aplicaciones del metal donde se necesita mantener la misma estructura y propiedades del material. En la antigüedad, esta técnica era muy

utilizada al igual que para los herreros, para la creación de nuevas herramientas o utensilios domésticos.
- Ventajas:
La ventaja de este método, es que es de muy bajo costo, otra ventaja es su uso o aplicación no es tan compleja. Sin embargo, este método no es aplicable a todos los metales (capacidad deformación) lo que reduce su uso. Generalmente era utilizado para producciones de bajo volumen.
*Imagen 2: Resultado de la unión de dos alambres mediante soldadura por presión. Cuando los alambres son estirados para ser separados, la ruptura nunca ocurre en la zona de la unión, aunque a simple vista parecieran estar uno al lado del otro.
Soldadura por Difusión:
En teoría difusión es el movimiento de los átomos, iones o moléculas, dentro de un material. Estos se mueven de manera predecible, tratando de eliminar diferencias de concentración y producir una composición homogénea y uniforme. Se han definido como sólidos a aquellos materiales cuyos átomos, iones o moléculas están ordenados en una forma fija y regular de mínima energía, llamada red cristalina. Aun siendo regulares, las redes cristalinas naturales pocas veces son perfectas: la descripción y el control de las imperfecciones existentes, y aún la creación de imperfecciones en una red cristalina perfecta, son un aspecto importantísimo de la ingeniería de los materiales.
- Proceso:
Es un proceso en estado sólido, este tipo de soldadura es el resultado de la aplicación de calor y presión, generalmente en una atmosfera controlada, el tiempo suficiente para que ocurran la difusión y la coalescencia. Las temperaturas están bastante debajo de los puntos de fusión del los metales y
la deformación plástica en la superficie es mínima. El mecanismo principal de coalescencia se llevaba cabo mediante la difusión en estado sólido, que implica la migración de atamos a través de la interfase entre las superficies que hacen contacto.
Este proceso se lleva a cabo en tres procedimientos:
1. Hace que las dos superficies se suelden a alta temperatura y presión, aplanando las superficies de contacto, fragmentando las impurezas y produciendo un área grande de contacto de átomo con átomo.
2. Una vez obtenidas las superficies lo suficientemente comprimidas a temperaturas altas, los átomos se difunden a través de los límites del grano, este paso suele suceder con mucha rapidez aislando los huecos producidos por la difusión en los límites del grano.
3. Por último se eliminan por completo los huecos mencionados en el segundo paso, produciéndose una difusión en volumen, la cual es muy lenta.
La difusión tiene lugar a través de la masa del metal por un mecanismo en el que intervienen los límites del grano, siendo muy importante a temperatura elevada. El proceso de difusión viene dado por la expresión:
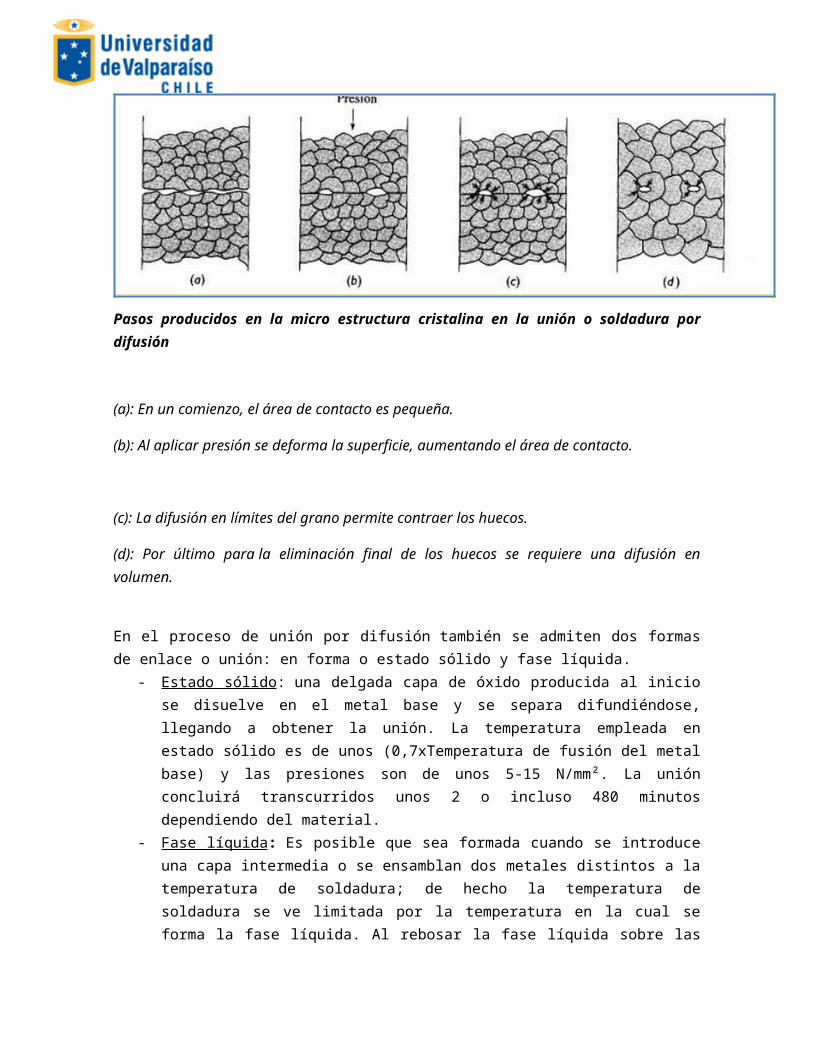
Pasos producidos en la micro estructura cristalina en la unión o soldadura por difusión
(a): En un comienzo, el área de contacto es pequeña.
(b): Al aplicar presión se deforma la superficie, aumentando el área de contacto.
(c): La difusión en límites del grano permite contraer los huecos.
(d): Por último para la eliminación final de los huecos se requiere una difusión en volumen.
En el proceso de unión por difusión también se admiten dos formas de enlace o unión: en forma o estado sólido y fase líquida.
- Estado sólido : una delgada capa de óxido producida al inicio se disuelve en el metal base y se separa difundiéndose, llegando a obtener la unión. La temperatura empleada en estado sólido es de unos (0,7xTemperatura de fusión del metal base) y las presiones son de unos 5-15 N/mm². La unión concluirá transcurridos unos 2 o incluso 480 minutos dependiendo del material.
- Fase líquida : Es posible que sea formada cuando se introduce una capa intermedia o se ensamblan dos metales distintos a la temperatura de soldadura; de hecho la temperatura de soldadura se ve limitada por la temperatura en la cual se forma la fase líquida. Al rebosar la fase líquida sobre las caras de contacto esta ayuda a la limpieza de dichas caras y proporciona un medio de enlace entre las superficies; esto favorece que se vea reducida la necesidad de deformación en las superficies de contacto y la soldadura pueda obtenerse a presiones muy pequeñas
- Aplicaciones:
Las aplicaciones de la soldadura por difusión son la unión de metales refractarios y de alta resistencia en las industrias aeronáuticas, la aeroespacial y la nuclear.
Las más importantes dentro de la industria son:
Colocación de puntas de aleaciones duras y carburos en herramientas de corte.
Fabricados de titanio, desde sencillas piezas para reemplazar piezas forjadas a grandes estructuras, muy utilizado en la industria aeroespacial.
Combinación de metales diferentes para aplicaciones eléctricas y criogénicas.
Recubrimiento superficial de superficies o planchas para evitar el desgaste, la corrosión, el calor aumentando con ello su resistencia, esta aplicación es la más utilizada.
Unión de multitud de piezas complejas huecas, múltiples en acero y otros materiales.
Resolución de problemas en los machos complicados en piezas fundidas o ángulos a contradespulla en piezas forjadas.
Dispositivos médicos Dispositivos electrónicos Aleaciones de soldadura fuerte de alta presión de vapor (Cu, Ag, etc.)
- Usos:
El proceso se usa para unir metales similares y diferentes y, en este último caso con frecuencia se introduce entre los metales distintos una capa de relleno para promover la difusión de los dos metales base.
Metales soldables:Los materiales más comúnmente utilizados en este proceso de soldadura son:
Titanio Cerámicas Carburos Principales elementos de aleación de acero inoxidable: hierro, cromo
y níquel. Cobre Aluminio
- Ventajas:
Tiene la capacidad de unión de metales diferentes incluyendo aquellos que son difíciles de unir por procesos convencionales de fusión (Materiales no metálicos, como por ejemplo la cerámica o productos de metal sinterizado podían ensamblarse a los metales de una forma extraordinariamente resistente que nunca antes había sido posible de realizar).
La capacidad de soslayar dificultades metalúrgicas mediante un ensamblaje de varios materiales a través de una capa intermedia de níquel muestra una ventaja importante en este proceso.
La soldadura por difusión nos permite un nuevo concepto de soldadura a si como nuevos retos de unión sobre formas de unir materiales con una gran fiabilidad y resistencia
También cabe destacar que no hay un límite en el número de uniones que se puedan realizar de una sola operación, esto nos ayuda a abaratar los costes de tiempo.
Limpieza: la reducción de los óxidos de la superficie del material de base mejora la limpieza y la integridad de la unión soldada.
- Desventajas:
Una limitación del proceso puede ser el tiempo requerido para que ocurra la difusión entre las superficies empalmantes, este tiempo puede variar de segundos a horas.
Soldadura Explosiva:
La ejecución exitosa de la soldadura por explosión, generalmente está relacionada con dos parámetros principales:
γ = Ángulo de colisión νc = Velocidad del punto de contacto. Según el investigador V.P. Petuskov (2000), este fenómeno se describe mediante un modelo hidrodinámico que se basa en el estudio de la colisión oblicua. Dicho modelo asocia de manera directa o indirecta varios parámetros, tales como la resistencia, densidad de los metales que colisionan, punto difusión, capacidad de absorción de calor y velocidad de la unión, entre otros.
- Proceso:
Es un proceso de estado sólido en el cual se produce una rápida coalescencia de dos superficies metálicas mediante la detonación de un explosivo.
El proceso para revestir una placa de metal sobre otra se puede observar en la imagen a continuación; donde las dos placas están en una configuración paralela y a una cierta distancia de separación, con el explosivo encima de la
parte superior, denominada placa volátil. Con frecuencia se usa una capa amortiguadora (hule o plástico) entre el explosivo y la placa volátil para proteger la superficie. La placa inferior denominada “metal de soporte”, descansa en un yunque para apoyo. Al iniciar la detonación la carga explosiva se propaga de un extremo de la placa volátil al otro, como se muestra en la parte 2 de la imagen a continuación. Este proceso es una reacción progresiva, muy rápida que se propaga a una velocidad de hasta de 28000 pies/seg. La parte de alta presión resultante impulsa la placa volátil para que esta choque con el metal de soporte en forma progresiva a alta velocidad, por esto tiene una forma angular conforme avanza la explosión; como se ilustra en la imagen. La placa superior permanece en su posición en la región donde el explosivo aun no a detonado. Debido a que la colisión ocurre a alta velocidad y en una forma progresiva y angular, provoca que se vuelvan inestables las superficies en el punto de contacto y las películas de superficie son expelidas hacia delante desde el vértice del Angulo. Por lo tanto, las superficies que chocan están químicamente limpias, y el comportamiento del fluido del metal, que implica una cierta fusión interfacial, proporciona un contacto íntimo entre las superficies y conduce a la unión metalúrgica. Las variaciones en la velocidad de choque y en ángulo de impacto durante el proceso pueden provocar unan rizada entre los dos metales. Este tipo de interfase fortalece la unión, debido a que aumenta el área de contacto y tiende a entrelazar mecánicamente las dos superficies por esta razón es muy utilizada.

- Usos:
Se usa para unir dos metales distintos, en particular para revestir un metal sobre una base metálica en aéreas grandes.
- Aplicaciones:
Entre las reducidas aplicaciones de esta soldadura esta:
Producción de materias primas de laminas y placas resistentes a la corrosión destinada a la fabricación de esquipo de procesamiento en las industrias químicas y del petróleo.
Calderería, para la fabricación de recipientes a presión, y la industria eléctrica, para la fabricación de juntas de transición donde entran en juego materiales difícilmente soldables entre sí como por ejemplo el aluminio y el cobre.
- Desventajas:
Los principales inconvenientes que tiene este tipo de procedimiento son
Es muy peligroso; ya que para realizarlo se requiere una licencia y titulación para manipular los explosivos y además se requiere tener las instalaciones adecuadas para llevarlo a cavo.
Otra desventaja que posee este tipo de soldadura es que es lento, solo se puede soldar una plancha a la vez, y después de hacerlo hay que esperar varias horas a que el polvo que se produce se disipe.
Altamente costoso, ya que para cada combinación de metales se usan explosivos específicos, ya que cada tipo de explosivo tiene una velocidad de detonación determinada que optimiza el proceso en base a la densidad, dureza y demás características de los metales a unir.
Conclusión:
Los métodos de soldadura, han sido fundamentales en el desarrollo de las industrias a nivel mundial, avanzando a gran escala y en conjunto de la tecnología y mejoras en las técnicas, el humano ha podido descubrir nuevos métodos según lo que demandan los tiempos. Hoy en día, tenemos métodos en cada área de producción, con productos especificados para el requerimiento solicitado.
Sin duda, los métodos de soldadura en estado sólido, han sido primordiales en el descubrimiento de nuevas técnicas de unificación de materiales, siendo el de presión y sus derivados, los métodos más utilizados en la antigüedad, debido al conocimiento que se tenía en ese entonces, y los bajos costos que estos implicaban.
La primera y segunda guerra mundial, provocaron un avance significante en el desarrollo de nuevas metodologías, así como también día a día, investigación tras investigación, nos irán aportando cada vez más nuevos conocimientos en esta área, implicando mejorías en las técnicas y descubrimientos de nuevos métodos.





























