Embed Size (px)
Citation preview

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 1/67
KAYNAK HATALARI
Kaynak , malzemelerin snrl bölgelerine s uygulayarak birbirlerine
birletirme yöntemidir.
Teknolojik olarak, basnç ve ergitme kayna olmak üzere iki ana
gruba ayrlr. Basnç kaynanda, malzemelerin birleme yüzeylerine
s ile birlikte basnç uygulanr. Gereken s yakt, elektrik direnci veya
sürtünme ile salanr.
Ergitme kaynanda ise, birleme bölgelerinin ve ilave metalin s etkisi
ile ergitilmesi suretiyle malzemeler birletirilir. Burada s kayna,
oksihidrojen alevi, oksiasetilen alevi veya elektrik ark olabilir. malat
sanayinde kullanlan en yaygn birletirme yöntemi elektrik ark
kaynadr. 1/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 2/67
Kaynak Bölgesinin Yapsal Özellikleri
Ergitme kayna ile birletirilen malzemelerin kaynak bölgesi, kaynak
metali ve s tesiri altndaki bölge (ITAB) olmak üzere iki bölgeden
oluur.
Kaynak Metali
Kaynak ssnn etkisiyle ergiyen ana metalin ve ilave metalin
katlamasyla oluan kaynak metali, malzemelerin birbirleriyle
birlemesini salar.
Kaynak metalinin bileimi, ilave metalin ve ana metalin homojen
karmyla belirlenir.
2/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 3/67
Katlama, ergimemi komu ana metal tanelerinde balayp, kolonsal
yapda ilerler.
Katlama srasnda birbirine zt kenarlardan balayarak büyüyen
taneler, kaynak metalinin orta ksmnda birleir. En son katlaan bu
bölge empüritelerin ve porozitelerin topland bölgedir
3/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 4/67
Is Tesiri Altndaki Bölge
ITAB kaynak metalinin hemen yannda bulunan ve kaynak ssndan
etkilenerek birtakm metalurjik reaksiyonlarn gerçekletii ana metal bölgesidir.
Kaynak metalinden ana metale doru olan s akyla yüksek scaklklara
snan ITAB¶n geniliini, o metalde metalurjik reaksiyonlarngerçekleebilecei en düük scaklk belirler.
Örnein, haddelenmi sade C¶lu çeliklerde 600º¶nin altndaki scaklklarda
önemli bir metalurjik deiim olmaz. Bu nedenle normalize edilmi sade
karbonlu çeliklerde ITAB, kaynak srasnda 600º C¶nin üstündeki
scaklklara snan bölgeleri kapsar. Su verilip 300º C¶de temperlenmi
çeliklerde ise, ITAB snrn kaynak srasnda 300º C¶ye snan bölgeler
belirler. 4/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 5/67
5/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 6/67
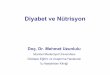
¶lu çeliklerde ITAB¶da meydana
dönüümler; Kaynak metaline
olan 1 nolu bölgede, kaynak ss
e çeliin ergime scaklna yakn
lara çkldndan iri östenit
i oluur ve kaynak sonrasnda iri
taneleri kolaylkla martensite
r. Daha düük scakllara snan
aneli ostenitin olutuu 2 nolue, martensit oluumu souma
baldr. 3 nolu bölgede baz
ostenite dönüürken bazlar
ez. Ostenit scaklna snmayan

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 7/67
Souk ilem uygulanm metaller
(örnein, ostenitik paslanmaz
çelikler) kaynak ile
birletirildiinde ITAB¶daki
scaklk art souk ilem yapsn
bozarak yeniden kristallemi bir
yap oluturur.
ITAB¶deki yeniden kristalleen
tanelerin boyutu bulunduklar
bölgenin snd scakla baldr.
Kaynak metaline yakn yerde,
scaklk artnn daha fazla olmas

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 8/67
Souk ilem uygulanm düük C¶lu
ve az alaml çeliklerde ise,
ITAB¶de iki farkl yeniden
kristalleme bölgesi bulunur.
lk yeniden kristalleme bölgesi,
souk ilem görmü ferritin düük
scaklkta (T<723º C) yeniden
kristallemesi ile oluur.
kinci yeniden kristalleme zonu ise,
kaynak metaline daha yakn olup,
ferritin ostenite dönümesi sonucu
ortaya çkar 8/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 9/67
Kaynak srasnda iç gerilme olumas
Souma srasnda, kaynak dikiinin kendini çekerek büzülmesi ve ana
metalin buna direnç göstermesi kaynakl parçalarda çatlama,
krlma ve çarplma gibi hatalarla sonuçlanabilen iç gerilme
olumasna neden olur.
Kaynak iç gerilmelerini, uygun dizayn ve kaynak öncesi ve/veya
sonrasnda yaplacak sl ilem ile azaltmak mümkündür.9/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 10/67
Kaynakl Yaplarda Hasar
Kaynakla birletirilmi çelik yaplarda, servis koullarna (gerilme
iddeti, gerilme türü ve ortam) bal olarak kaynak bölgesinde ortaya
çkan hasarlar; gevrek krlma, yorulma ve korozyon olmak üzere
üç ana grupta toplanabilir.
Statik yükler altndaki kaynakl yaplarn kaynak bölgesinden gevrek
krlmasnda, kaynak hatalar ve iç gerilmelerin yan sra kaynak
bölgesinin mikroyaps da önemli rol oynamaktadr. Kaynak
metalinin ve ITAB¶nin mikroyaps, kaynak bölgesinin tokluunu ve
dolays ile çatlak ilerleme hzn kontrol etmektedir.
10/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 11/67
Dinamik yüklemelere maruz kalan kaynakl parçalarda yorulma
ömrü kaynak bölgesinin yüzey düzgünlüüne kar ar
duyarldr.
Bunun yan sra yüzey poroziteleri, yanma oluklar, ergime venufuziyet eksiklii gibi kaynak hatalar, kaynakl parçalarn
yorulma dayanmn önemli derecede azaltmaktadr
11/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 12/67
Kaynakl parçalarda, kaynak bölgesinin korozyon direnci ana
metalinkine e deer olmasna ramen, kaynak bölgesindeki bileim
ve mikroyap farkllklar bu bölgede baz korozyon problemlerine
neden olabilir. Kaynakl yaplarda; galvanik korozyon, aralk
korozyonu, taneler aras korozyon ve gerilmeli korozyon kaynak
bölgesinde en sk görülen korozyon türleridir
12/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 13/67
KAYNAK HATALARI
Elektrik ark kaynanda karlalan balca kaynak hatalar ve bunlarn oluum nedenleri;
Nüfuziyet Azl (Lack of Penetration)
Kaynak srasnda ergimenin bütün malzeme kalnlnda olmamassonucunda balantnn alt ksmlarnda krlmaya neden olabilecek
oyuk ve çentiklerin olumas. Bu hata üç ekilde görülebilir. (i)
Pasolar esas metalin kök ksmnda kalnlk içine nüfuz etmezse, (ii)Zt iki paso karlkl atld zaman birbirlerine nüfuz etmezlerse,
(iii) ³T´ tipi bir kaynakta esas metale nüfuziyet olmamas köprü
eklinde görülmesi olaydr. 13/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 14/67
Elektrik ark kaynanda nufuziyet azlnn olumas aadaki
etkenlerden kaynaklanr. Bunlar;
yBirletirme yerinin ekline uygun bir elektrot çapnn seçilmemi
olmas
yAkm iddetinin uygun seçilmemi olmas
yUygun bir kaynak aznn açlmam olmas
yKök pasosunun kötü çekilmesi
y Çözüm:
y Kaynak ssnn arttrlmasy Kaynak azn temizlemek
y Uygun çapta elektrot kullanmak
y Kaynak dikiinin hatal bölgesini veya tamamn söküp tekrar
birletirmek 14/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 15/67
15/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 16/67
16/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 17/67
Birletirme azl (Yetersiz ergime) ;
Kaynak metali ile esas metal veya üs tüste ylan kaynak
metaline ait pasolar arasnda birlemeyen ksmlarn bulunmas sonucunda
bu hata ortaya çkar.
Birleme azlna genellikle curuf, oksit, kav ve dier demir
olmayan yabanc maddelerin varl neden olur. Bu maddeler, esas metal
veya ek kaynak metalinin tamamen ergimesine engel olduundan yetersiz
bir birleme ortaya çkar. Nedenleri;
y
Kirli kaynak az yan yüzleri, Yetersiz s girdisi,
y Hatal bir teknik uygulanmas, Kötü az dizayn,
y Çok büyük kaynak az genilii,
y Yüksek s girdisi ile çok hzl kaynak uygulamas, 17/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 18/67
18/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 19/67
19/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 20/67
Yanma oluklar veya çentikler;
Bu hata ana malzemede ve dikiin kenarnda oyuk veya çentik eklinde
ortaya çkar. Oluklar diki boyunca, sürekli veya kesintili olarak devam
eder. Yanma oluklar kaynak dikii kesitini zayflattklarndan ve çentik
etkisi yaptklarndan özellikle, dinamik zorlamalarn etkisi altndaki
balantlarda istenmezler. Nedenleri;
y Akm iddetinin yüksek seçilmesi,
y Kaynakçnn ar hzla çalmas,
y Elektrodun fazla zig-zag hareketler yapmas,
y Kaynak srasnda elektrodun yanl açyla tutulmas,
y Esas metalin ar derecede pasl olmas20/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 21/67
21/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 22/67
Kalntlar
Ergiyen elektrod ile gazalt kaynanda iki tür kalnt ile karlalr. Bunlar
curuf ve oksit kalntlardr.
Kalntlar gerek kaynak kesitini zayflatmalar ve gerekse çatlak
balangcna neden olduklarndan arzu edilmezler.
MG-MAG kaynak yönteminde curuf kalnts problemi, örtülü elektrodkullanldnda büyük bir sorun deildir. Çünkü, kaynak banyosu curuf
örtüsü yerine bir koruyucu gaz atmosferi tarafndan korunmaktadr. Ancak
özellikle çeliklerin kaynanda kullanlan baz tür elektrodlar diki
üzerinde çok az miktarlarda cams bir curuf olutururlar. Çok pasolu
kaynakta bir sonraki pasoya balamadan önce bunlarn temizlenmesi
özellikle önerilen bir konudur. Bu olaya kaynak hzn azaltp ark
gerilimini yükselterek engel olunabilir. 22/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 23/67
23/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 24/67
Çatlaklar
Kaynak hatalarnn en tehlikelisi çatlaklar olup, çatlak içeren bir
kaynakl balantnn gerek dinamik ve gerekse statik zorlanmasna
izin verilmez.
Çatlaklara genellikle dikiteki bölgesel gerilmeler neden olmaktadr.
Kaynak srasndaki çarplma ve çekmelere kar koyan kuvvetler, iç
gerilmelerin dalmasnda önemli rol oynar. Bu yüzden parçalarn
olabildiince serbest hareket edebilecek konumda olmalar istenir.
Kaynak yerinin bir hava akm ile çabuk soutulmas veya düük
ortam scaklklar çatlama eilimini artrr. Yumuak çeliklerde
kükürt gibi baz alam elementlerinin fazlal da çatlamaya neden24/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 25/67
Çatlaklar ya kaynak metalinde ya s etkisi altndaki bölgede
(ITAB) veya esas metalde bulunurlar. Balcalar da
y a) Uzunlamasna çatlaklar (Longitudinal cracks)
y
b) Enlemesine çatlaklar (Transverse cracks)y c) Krater çatlaklar (Crater Cracks)
y d) Klcal çatlaklar
Sebepleri : Diki içerisindeki iç gerilmeler, kaynak esnasnda
çekme ve çarplmalara kar koyan kuvvetler genel çatlama
sebepleridir.
25/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 26/67
26/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 27/67
y Kaynak metalinde oluan çatlaklar
Çatlaklar oluum ekline göre de kaynak banyosu katlamaya
balad anda oluan scak çatlaklar ve kaynak metali katlatktan
sonra ortaya çkan souk çatlaklar olarak da gruplandrlrlar.
Scak çatlaklar; çeliklerde ana metalin fazla kükürt, fosfor ve kurun
içermesi, demir d metallerde de kükürt ve çinko içermesi sonucu
meydana gelir.
Ayrca kaynak diki kesitinin ana metalin kalnl yannda çok
küçük olmas da bu çatlaklara neden olur. Scak çatlaklarn
oluumunu engellemek için;27/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 28/67
y Scak çatlak oluumunu tevik eden elementler içermeyen esas
metal kullanmak,
y Çeliklerde yüksek manganl kaynak elektrodu kullanmak,
y Kaynak dikiinde oluan gerilmeleri azaltmak amac ile
önstma uygulamak,
y Temiz koruyucu gaz kullanmak,
y Kaynak dikiinin (kök pasonun) boyutlarn arttrmak,
y Kaynak az geometrisini ve diki biçimini deitirmek.
28/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 29/67
y Esas metalde oluan çatlaklar
Ana metalde oluan çatlaklara sade karbonlu ve az alaml
yumuak çeliklerde çok az, yüksek karbonlu ve alaml
çelikler ile yüksek mukavemetli çeliklerde daha sk olarak
rastlanr.
Bu olaya kaynaktan sonra sdan etkilenen bölgenin sertlemesi
neden olmaktadr. Ana metalin bileimi, souma hz ve çekme
gerilmeleri bu tür çatlaklarn balca nedenleridir. Bu
çatlaklarn oluumunu önlemek için;29/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 30/67
y Kaynak edilecek parçalara kaynaktan önce ve sonra tavlama
uygulanmaldr,
y Parçaya verilen s miktar arttrlmaldr. (yüksek akm iddeti ile
geni pasolar çekilmelidir),
y Çok pasolu kaynaklarda, parçaya verilen snn çabuk dalmas
önlenmelidir,
y Sertleme eilimi fazla çeliklerin kaynanda, önceden tavlama
ilemi uygulanmad durumlarda, puntalama ileminden ve ark
kaynak aznn dnda tututurmaktan kaçnlmaldr.
y Ortam scaklnn 0°C ve altnda bulunduu durumlarda yap
çeliklerinin kaynanda dahi hafif bir önstmaya gerek vardr.30/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 31/67
Kaynak dikiinin tamas
Kaynak metalinin esas metal üzerine birleme olmadan tamas
durumudur. Bu tama ya tek tek bölgeler halinde ya da bütün diki
boyunca ortaya çkmaktadr.
MG-MAG kaynanda yanl ilemler de tamaya neden olur. Özellikle,
yatay ve düey düzlemdeki, yatay dikilerin (korni) kaynanda
torçun tutu açsna ve el hareketine dikkat edilmelidir. Gereinden
fazla kaln elektrod kullanmaktan kaçnlmaldr.
Tamann önlenmesinde, akm iddetinin uygun seçilmesi ve ksa ark
boyu ile çallmasnn da önemli etkisi vardr. Tamalar özellikle
dinamik zorlamalarda tehlikelidir, çünkü bu noktalarda bir gerilme
ylmas olutururlar. 31/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 32/67
32/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 33/67
Gözenekler
Ergiyen elektrod ile gazalt kaynak yönteminde en sk karlalankaynak hatas gözeneklerdir. Çok çeitli oluum nedeni olan
gözenekler kaynak banyosunda skp kalan gazlarn oluturduu
boluklardr.
Bunlar gaz kabarc denilen tek tek yuvarlak veya gaz kanal diye
adlandrlan uzunlamasna boluklar halinde diki içinde yer
alrlar. Gözenekler dikiin tayc kesitini azaltt için dayanmdeerlerini de düürür ve ayn zamanda yerel gerilme
birikmelerine neden olurlar
33/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 34/67
34/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 35/67
Hatal kaynak biçimi ve boyutu
Genellikle, dier bakmlardan hatasz fakat dikiin biçim ve boyutu bakmndan farkl kaynaklar bu gruba girer.
Bu hatalar; fazla içbükey veya dbükey, yüzey bozukluu,
kalnlk azl ve eit olmayan diki uzunluu ekillerinde
olabilmektedir.
Bu tür hatalara nedenler olarak; Yanl çalma teknii, kaynak azlarnn iyi hazrlanmamas, elektrod çapnn uygun
seçilmemesi, uygulanan akm iddeti, çekilen pasolarn says ve
kaynak hz gösterilir. 35/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 36/67
Sçrantlar (spatter)
Kaynak srasnda çeitli nedenlerle oluan patlamalarn etkisiyle
oluan küçük metal parçacklarnn çevreye sçrantsdr. Bunlar
gerek kaynak dikiinin gerekse ana metalin yüzeyinde istenmeyen
ve kesinlikle temizlenmesi gereken küresel kabarcklar olutururlar.
Ar sçrant kaynak dikiinin görünüünü bozduu gibi gereksiz
elektrod tüketimine de neden olur. Genel olarak CO2 koruyucu gaz
kullanlmas halinde, dier gazlara göre daha fazla sçrant görülür.
Bu hatann balantnn dayanm yönünden görünür bir etkisi
yoktur. Sçranty yok etmek için , kaynak metalini veya ana metali
bir keski veya tel frça ile temizlemek gerekir bu da zaman kaybna
ve ar ann hasarna neden olabilir. 36/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 37/67
37/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 38/67
Çarplma hatas:
38/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 39/67
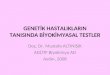
Genel kaynak hatalarnn radyografik görüntüleri
Kaynaklarn radyografilerinin deerlendirmesinde ³Dupont NDT
Systems Radiographer¶s Weld Interpretation Reference ³
fotoraflarndan yararlanlmtr.
39/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 40/67
40/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 41/67
41/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 42/67
42/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 43/67
43/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 44/67
44/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 45/67
45/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 46/67
v
Grup 1 ÇatlaklarGrup 2 Boluklar
Grup 3 kalntlar
Grup 4 Yetersiz ergime nufuziyet azl
Grup 5 D yüzey (ekil) hatalar
Grup 6 çeitli hatalar

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 47/67
47/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 48/67
48/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 49/67
49/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 50/67
50/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 51/67
51/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 52/67
52/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 53/67
53/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 54/67
54/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 55/67
55/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 56/67
56/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 57/67
57/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 58/67
58/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 59/67
59/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 60/67
60/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 61/67
61/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 62/67
62/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 63/67
63/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 64/67
64/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 65/67
65/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 66/67
66/67

8/8/2019 kaynak hataları, tahribatsız testler
http://slidepdf.com/reader/full/kaynak-hatalari-tahribatsiz-testler 67/67