Upload
milicagrahovac
View
59
Download
5
Embed Size (px)
DESCRIPTION
Dobijanje ploca vlaknatica- suvim postupkom
Citation preview
249
Ploe vlaknatice srednje gustine (MDF ploe), predstavljaju inenjerski drvni proizvod izra-en od finih ligno-celuloznih vlakana, oblepljenih sintetskim vezivom, koji pod dejstvom priti-ska i temperature formiraju gotovu plou. Najee korien lignocelulozni materijal jeste drvo, meutim, mogua je i upotreba drugih nedrvnih biljaka, poput eerne trske, itarica i slame. Standard SRPS EN 316, koji definie MDF ploe, takoe navodi i mogunost izrade ploa sa do-datnim svojstvima, poput vlago- i vatrootpornosti ili otpornosti prema biolokom dejstvu (gljiva i insekata), to se postie izmenom recepture sintetskog veziva ili uvoenjem drugih aditiva.
MDF ploe izrauju se u debljni od 2 do 100 mm i u irokom opsegu formata. Gustina ovih ploa kree se od 500 do 900 kg/m3; pri tome, gustina ima tendenciju rasta sa smanjenjem de-bljine ploe. Povrina ploa je glatka, sa veom gustinom u spoljnim slojevima, dok je njena boja uobiajeno u rasponu od svetlo braon do tamno braon, osim ukoliko u procesu proizvodnje nisu dodavane boje (Irle and Barbu, 2010). Klasifikacija i tehniki zahtevi za kvalitet ovih ploa pro-pisani su standardom SRPS EN 622 - 5, prema kome se MDF ploe dele na ploe opte namene (izrada nametaja, elemenata enterijera i sl.) i na nosee ploe, dok su prema uslovima sredine tokom primene, dalje svrstane u ploe za suve i vlane uslove. Pored toga, pomenuti standard takoe propisuje i posebne zahteve za MDF ploe, koje se koristite kao elementi pregradnih zidova ili krovnih konstrukcija.
7. SUVI POSTUPAK- PROIZVODNJA PLOA VLAKNATICA SREDNJE GUSTINE
7.1. FAZE PROCESA PROIZVODNJE MDF PLOA
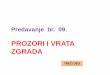
Razovrsnost kvaliteta i mogunosti primene MDF ploa, doveli su do toga da su one danas glavne konkurente ploama ivericama. Slino kao i u poroizvodnji iverica, krajnja primena MDF ploa zahteva paljivi izbor polazne sirovine (vrsta drveta, karakteristike vlakana, tip i dodatak veziva, aditivi i sl.), kao i podeavanje proizvodnih parametara. Usled neprestanog razvoja i inovacija u suvom postupku proizvodnje, fabrike MDF ploa mogu se razlikovati prema stepenu unapreenja pojedinih ureaja ili sistema proizvodnog procesa. Jedna od karakteristinih savremenih linija za proizvodnju MDF ploa, prikazana na slici 7.1, podrazumeva sledee faze:
Faza pripreme vlakana, zapoinje operacijom okoravanja trupaca i izrade seke zadate veliine, to ukljuuje prosejavanje, preiavanje, pranje, parenja i hidrotermiku obradu seke, a zavrava se sa razvlaknjavanjem seke u rafinerima (defibratorima).
250 251
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
7.2. PRIPREMA VEZIVA
Slika 7.1. Osnovne operacije na proizvodnoj liniji MDF ploa [Metso Panelboard].
Faza pripreme veziva, podrazumeva pripremu rastvora pojedinanih komponenti kao to su smola (adheziv), katalizator i parafin, njihovo odmeravanje i meanje u hemijskim mealica-ma, a prema odgovarajuoj recepturi i konano, doziranje pripremljenog veziva na vlakna u odreenom odnosu. Doziranje veziva u suvom postupku obavlja se najee u izduvnoj liniji, a u dananje vreme i dodatno u oblepljivaicama, nakon suenja delimino oblepljenog iverja.
Faza izrade ploa sadri operacije suenja vlakana, natresanja tepiha, pretpresovanja i vre-log presovanja.
Faza zavrne obrade podrazumeva hlaenje ispresovane ploe u zvezdastim rotacionim ureajima, njihovo bruenje i formatno obrezivanje, te skladitenje gotovih ploa. Ova faza ta-koe ukljuuje i kontrolu kvaliteta.
Tabela 7.1. Prednosti i nedostatci tri osnovna tipa adheziva na bazi formaldehidnih smola (Katsampas, 2006).Tabela 7.1. Prednosti i nedostatci tri osnovna tipa adheziva na bazi formaldehidnih smola
(Katsampas, 2006).
Tip veziva Svojstvo
UF MF FF
Cena Niska Visoka Srednja Potrebna temperatura ovravanja
Niska Srednja Visoka
Vreme presovanja Kratko Srednje Srednje / Dugo Podlonost uticaju drvne vrste Visoka Srednja Niska Otpornost prema hidrolizi Niska Visoka Visoka Upotreba u vlanim uslovima Ne Da Da Emisija formaldehida iz gotove ploe
E1 klasa E0 klasa Bez emisije
*povoljno; * srednje povoljno; * nepovoljno;
U cilju obezbeenja ekonominosti proizvodnje ploa na bazi drveta, neophodno je da to-kom faze vrelog presovanja vezivo veoma brzo ovrsne, to okvirno predstavlja period izmeu 1 i 5 minuta. Sa druge strane, radno vreme veziva iznosi 20 - 30 min i vie, pri emu je poeljno da ono bude to due, kako bi se izbeglo prevremeno ovravanje veziva, posebno u sluajevima kratkotrajnih zastoja u proizvodnji. Ovakvi zahtevi proizvodnog procesa, kao i zahtevi za kvalitet gotove ploe, postiu se korienjem termoreaktivnih adhezivnih sistema, odnosno veziva koja ovravaju pod dejstvom toplote (Irle and Barbu, 2010). Najpogodnija veziva za primenu u proizvodnji MDF ploa iverica, predstavljaju adhezivni sistemi na bazi formaldehidnih smola, sa ueem od preko 95 % u ukupnoj potronji adheziva u oblasti industrije ploa na bazi drveta. Pri tome, sa ueem od oko 85 % ubedljivo prednjae urea formaldehidna (UF) veziva, za kojima slede melamin formaldehidna (MF) sa ueem od oko 10 % i fenol formaldehidna (FF) sa ueem ispod 5% (Katsampas, 2006). Ostali tipovi veziva ine neznatan udeo u globalnim razmerama, gde se od industrijskog znaaja mogu jo izdvojiti i veziva na bazi izocijanatnih smola. U tabeli 7.1 date su opte upotrebne karakteristike osnovnih tipova formaldehidnih adheziva. Prednost UF veziva ogleda se prvenstveno u tome to je ono relativno jeftino, stvara belu liniju lepljenja, omoguuje dobru vrstou u suvim uslovima i sa sobom nosi veoma bogato iskustvo u proizvodnji i primeni. Sa druge strane, UF adhezivi poseduju odreene nedostatke, koji se pre svega ogledaju u slaboj otpronosti u uslovima poveane vlanosti vazduha, kao i u emisiji formaldehida iz ploe (tabela 7.1). Otpornost prema vlagi UF adheziva pospeuje se obogaivanjem sa melaminom, ime se dobija melamin-urea formaldehidno vezivo (MUF). Ovi adhezivi su ekoloki istiji i izdrljivi, ali imaju i veu cenu. Razlika u ceni izmeu modifikovanog i nemodifikovanog UF adheziva zavisi
od nivoa dodatka melamina, pri emu treba imati u vidu da je ist MF adheziv tri puta skuplji od UF adheziva. Iako je problem emi-sije formaldehida manji kod MF i MUF adheziva, odreeni nivo emisije prisutan je i kod njih. Sa druge strane, fenol formal-dehidni (FF) adhezivi poseduju znatno veu otpornost na spolj-ne uslove i nemaju problem na-knadne emisije formaldehida. Meutim, znatno su skuplji (ta-bela 7.1), i to oko dva puta vie od cene UF adheziva. Takoe, postoji miljenje da tamno crve-na boja ovrsnute FF smole ima lo estetski uticaj na izgled plo-
252 253
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
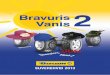
Svaka od dozirnih pumpi poseduje ekscentrinu vijanu pumpu u cilju obezbeenja rav-nomernog protoka. Pumpe, koje transportuju vezivo do sistema dizni, mogu da ostvare pri-tisak od 18 bara. U sluaju promene recepture veziva vri se kratkotrajno ispiranje, kako bi se spreio nastanak zaepljenja. Sistem je potpuno automatski, pri emu se dodatak veziva i para-fina preraunava na osnovu protoka vlakana. Primer protoka komponenti veziva s obzirom na njihovu gustinu i veliinu dodataka prikazan je u tabeli 7.3. Vezivo se mea sa vodom, kataliza-
torom, hvataem i us-porivaem u rezervoa-ru za pripremu veziva. Nakon dodatka boje, komponente veziva konano se sjedinju-ju u statikoj mealici. Ovako pripremljeno vezivo odvodi se na dizne u izduvnoj liniji i rasprava na vlakna. Parafin se prethodno dodaje direktno na ulaz u rafiner.
Naini pripreme veziva mogu biti kontinualni (in-line priprema) ili arna priprema. Konti-nualna ili in-line priprema veziva koristi se u fabrikama velikog kapaciteta. Umeavanje kom-ponenti prema datoj recepturi, vodi se i kontrolie pomou kompjuterskog sistema. Kod kon-tinualne pripreme veziva, sve komponente se istovremeno dodaju u mainu za oblepljivanje vlakana. Pouzdanost i tanost merenja i odmeravanja omoguuju visoku fleksibilnost u pro-meni proizvodnih parametara i predstavljaju osnovne preduslove za kvalitetno oblepljivanje, a samim tim i za ujednaen kvalitet ploe. arna priprema veziva koristi se u fabrikama malog i srednjeg kapaciteta, kod kojih jedna proizvodna serija due traje ili koje zahtevaju estu pro-menu formulacije veziva. Tokom arne pripreme veziva, sve komponente propisane receptu-rom (osim katalizatora), umeavaju se u jedan rezervoar. Rastvor katalizatora se tokom samog oblepljivanja prvi raspruje na iverje (slika 7.2).
U proizvodnji MDF ploa korisiti se nekoliko naina odmeravanja komponenti veziva. Naje-e se primenjuju tri metode: Merenje masenog protoka prema Koriolisovom (Coriolis) principu, to je pogodno za sve medijume sa promenljivom gustinom, viskozitetom ili provodljivou. Ovaj sistem meri stvarni maseni protok. Magnetno-induktivno merenje protoka koristi elektrinu provodnost medijuma i primen-ljivo je za vodene rastvore sa konstantnom provodnou. Merenje masenog protoka sa diferencijalnim mernim vagama pokazalo se kao pouzdan i visoko taan merni i odmeravajui metod. Podjednako je pogodan kako za tena, tako i za prakasta veziva. Metoda je takoe pogodna za sve tipove medijuma, kao i za sve brzine pro-toka. Oprema se jednostavno kalibrie i proverava.
e. Ovo ne mora da predstavlja nedostatak , imajui u vidu da se mnoge ploe oplemenjuju me-laminskim dekor-papirima ili furnirima. Bitniji nedostatak ipak ine proizvodni problemi vezani za primenu ovog adheziva. Za njegovo ovravanje potrebna je via temperatura i due vreme presovanja. Ovo ne samo da smanjuje produktivnost, ve dovodi i do znaajne penetracije FF adheziva u drvno tkivo, pri emu deo adheziva koji je absorbovan od strane iverja, ne uestvuje u meusobnom slepljivanju iverja, to rezultuje slabom vrstoom ploe. Za izradu vlagootpornih MDF ploa, neke fabrike koriste veziva na bazi izocijanata (MDI). Meutim, uee ovog adheziva jo uvek je na niskom nivou i skoro zanemarljivo posmatrano u odnosu na formaldehidnu grupu veziva. U stvarnim uslovima MDI adhezivni sistemi predstav-ljaju polimerne oblike metilen-difenil diizocijanata (pMDI). Iako imaju veoma visoku nabavnu cenu, MDI veziva poseduju odline performanse, tako da se ploa odgovarajuih svostava moe proizvesti sa znatno manjim utrokom ovog veziva u odnosu na formaldehidna veziva. Ipak, njihova upotreba u proizvodnji zahteva veliku panju u fazama pripreme veziva i vrelog preso-vanja, usled problema slepljivanja za eline limove prese. Trokovi nabavke veziva u odnosu na ukupne trokove proizvodnje MDF ploa iznose iz-meu 20 30 %. Imajui u vidu maseni udeo adheziva u ploi (2 10 % u odnosu na suvu drv-nu supstancu), moe se zakljuiti da male promene njihovog utroka ili cene imaju znaajan
uticaj na profit fabrike. Tip i koliina veziva zavise od tipa ploe (unutra-nja ili spoljna upotreba), karakteristi-ka vlakana, uslova vrelog presovanja i dr. (tabela 7.2). Primer jednog protonog siste-ma za pripremu veziva, sa dozirnim pumpama i meraima protoka za ve-zivo i aditive, dat je na slici 7.2. Ova-kav sistem omoguava brzu prome-nu recepture uz minimalni gubitak materijala.
Slika 7.2. ematski prikaz sistema za pripremu veziva kompanije
Metso (Sundin, 2007)
Tabela 7.2. Uobiajene vrednosti dodatka razliitih tipova veziva u proizvodnji MDF ploa (Irle i Barbu, 2010)2010).
Tip veziva Dodatak (%) Uslovi oblepljivanja
UF 8 - 14
UF 6 - 10
MUF 8 - 12
MDI 4 - 10
oblepljivanje u izduvnoj liniji, oblepljivanje suvih vlakana i za HDF ooring kvalitet
Paran 0,3 - 2 Primenjuje se kao mikrokristalna emulzija ili kao teni paran
Tabela 7.3. Gustina komponenti smee veziva, protok vlakana i veziva i koncentracija vezivai koncentracija veziva
Komponenta Gustina (kg/l) Protok (l/min) Odnos odmeravanja
Vlakna (suva) 1200 - 800* 28**
Smola 1 i Smola 2 1,28 67,3 12 % u odnosu na vlakna
Hvata 1,11 4,7 3,7 % u odnosu na vezivo
Ovriva (katalizator) 1,23 2,5 2,2 % u odnosu na vezivo
Voda 1 45,6
Paran 0,94 9 1 %
Smea veziva 1,19 117,6 40 % suve supstance veziva
*Gustina vlakana kg/m3; **Protok vlakana u t/h.
254 255
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Na poetku razvoja industrije ploa na bazi drveta, faza oblepljivanja predstavljala je jedno-stavan proces koji je podrazumevao dodavanje i umeavanje veziva, parafina i drugih adititva u masu usitnjenog drvnog materijala. Malo informacija znalo se o parametrima koji utiu na kvalitet ploa, kao to su distribucija veziva, veliina kapi, vrsta drveta, veliina i geometrija drvnih estica i dr. Nakon brojnih istraivanja i daljim razvojem ove proizvodnje, otkrivana su mnoga osnovna i neophodna saznanja za makar delimino razumevanje optimalnog voenja procesa oblepljivanja. Jedno od osnovnih pitanja vezanih za razvoj suvog procesa proizvodnje ploa vlaknatica (MDF proces), odnosilo se na problem efikasnog i kvalitetnog nanoenja emulzije veziva na suva drvna vlakna. Prvobitna reenja bila su zasnovana na tehnici oblepljivanja primenjenoj u ve postojeoj proizvodnji ploa iverica, gde su maine za oblepljivanje, u vidu rotacionih oblepljivaica ili mealica, uglavnom radile na principu rasprivanja veziva na iverje koje je pod-vrgnuto konstantnom mehanikom meanju, to je doprinosilo zahtevanoj distribuciji veziva. Meutim, u odnosu na iverje, koje je krupnije i tee, drvna vlakna karakteriu male dimenzije i mala nasipna masa. Imajui u vidu lepljivost veziva, i efekte mehanikog meanja tokom oble-pljivanja, primena iste tehnologije dovodila bi do meusobnog slepljivanja vlakana i stvaranja grudvi. Da bi se ovo spreilo, oblepljena vlakna dodatno su prolazila kroz mlin za rastresanje, gde bi se nagomilane grudve vlakana ponovo dezintegrisale u fine estice. Navedena tehnika uticala je na proizvodnju ploe glatke povrine i ujednaenih fizikih svojstava, meutim, po-kazala se nedovoljno efikasnom da sprei stvaranje sitnih mrlja na povrini i u strukturi ploe. U pokuaju da se rei i ovaj, prevashodno kozmetiki defekt ploe, poveavan je intenzitet me-anja, uz istovremeno smanjenje vremena zadravanja vlakana u oblepljivaici. Jedno od svojevre-meno uspenijih reenja za pomenute probleme, zasnivalo se na smanjenju vremena zadravanja vlakana u oblepljivaici i upotrebi veziva sa niskim stepenom lepljivosti i viskozitetom. Oblepljiva-ice su modifikovane na taj nain da se ubrizgavanje veziva odvijalo putem radijalno rasporeenih dizni, pri emu je vreme zadravanja vlakana u oblepljivaicama smanjeno izmeu 1 - 3 s. Vezivo je dodavano u koliini od 8 10 % apsolutno suve supstance veziva u odnosu na masu apsolutno suvih vlakana (attro/attro). Meutim, i ovi postupci nisu doveli do znaajnijeg uspeha.
7.3.1. Tipovi oblepljivanja u suvom postupku
Oblepljivanje veziva u procesu proizvodnje MDF ploa moe se ostvariti sleeim postupcima: oblepljivanjeuizduvnojliniji(mokrooblepljivanje), suvooblepljivanjei kombinovano(dvostepeno)oblepljivanje
Oblepljivanje u izduvnoj liniji podrazumeva ubrizgavanje veziva na vlana i zagrejana vla-kna pre njihovog ulaska u suaru. Ovaj nain oblepljivanja karakterie visoka turbulencija i kva-litetno umeavanje veziva sa vlaknima u izduvnoj liniji. Vezivo se ravnomerno rasporeuje po povrini vlakana, to omoguava stvaranje kvalitetne adhezivne veze. Meutim, potrebna je i
relativno vea koliina veziva za postizanje istog kvaliteta MDF ploe u odnosu na postupak suvog oblepljivanja. Takoe, postoji miljenje da poviene temperature u izduvnoj liniji i suari mogu da dovedu do pojave preranog ovravanja adheziva. Iako ove temperature premauju minimalnu temperaturu ovravanja UF adheziva (> 65 C), vreme zadravanja oblepljenih vlakana u ovim sistemima veoma je kratko (nekoliko sekundi), ime se znaajno ograniava efekat preranog ovravanja veziva. Suvo oblepljivanje vlakana odigrava se nakon njihovog prolaska kroz suaru, ime je izbe-gnuta mogunost preranog ovravanja veziva. Sa druge strane, ovaj postupak zahteva pri-menu posebnih oblepljivaica relativno kompleksne konstrukcije, dok izduvna linija sama po sebi predstavlja deo procesa (transport vlakana iz rafinera u suaru), bilo da se koristi u svrhu oblepljivanja ili ne. Takoe, ranije koriene rotacione (bubanj) oblepljivaice, brzog dejstva, nisu uspeno reavale problem stvaranja mrlja veziva na gotovim MDF ploama. Savremeni dizajn ureaja za suvo oblepljivanje zasniva se na principu mlaznog oblepljivanja vlakana. U dvostepenom sistemu oblepljivanja, deo veziva se ubrizgava na vlakana u izduvnoj liniji, dok se drugi deo koristi za suvo oblepljivanje u rotacionim oblepljivaicama.
7.3.2. Oblepljivanje u izduvnoj liniji
Sredinom 70-ih godina prolog veka poinju prvi eksperimenti na sistemu oblepljivanja u izduvnoj liniji. Ova radikalna ideja zasnivala se na oblepljivanju vlanih vlakana neposredno po izlazku iz rafinera. To je istovremeno podrazumevalo da e u suaru biti dovedena ve oble-pljena vlakna, to je odmah imalo utacaja na promenu parametara suenja, kao i na drugaiju formulaciju veziva. Oblepljena vlakna se potom dopremaju u suaru, gde uslovi poveane tem-perature zahtevali drugaiju formulaciju veziva. Iako je ova tehnologija u poetku zahtevaju vei utroak veziva, njena uspenost u uklanjanju mrlja na gotovoj ploi uslovila je kasnije i njenu iru primenu u procesu proizvodnje MDF ploa. Izduvna linija predstavlja u osnovi cevnu konstrukciju prenika 80 - 120 mm koja povezuje rafiner sa suarom, pri emu oblik njene putanje zavisi od meusobnog poloaja pomenutih ureaja. Para, koja pod pritiskom prolazi kroz defibrator i ulazi u izduvnu liniju transportuje vlakna do suare. Oblepljivanje vlakana u izduvnoj liniji pod visokim pritiskom obezbeuje ravnomernu dis-tribuciju veziva. Ovo je omogueno naglom ekspanzijom pare koja stvara turbulentno kretanje i visoke brzine (preko 100 m/s), to utie na razdvajanje vlakana. Kao vezivo obino se koriste smole na bazi formaldehida (najee UF). Vezivo se zajedno sa drugim aditivima (voda, kata-lizator, parafin, boje itd.) ubrizgava u izduvnu liniju preko hidraulinih dizni prenika 3 - 5 mm, koje rade pod visokim pritiskom (12 - 14 bara) i koje se hlade vodom. Koliina dodatog veziva iznosi izmeu 8 i 15 % (attro/attro) u zavisnosti od zahtevane klase ploe. Osnovni nedostatak oblepljivanja u izduvnoj liniji jeste injenica da oblepljena vlakna treba da prou kroz cevnu suaru (110 140 C), to predstavlja rizik od preranog ovravanja dela veziva. Da bi se ovo kompenzovalo povean je dodatak veziva (u odnosu na suvo oblepljivanje). Jedan od problema pri dizajnu izduvne linije predstavlja njena fleksibilnost u pogledu zah-teva proizvodnje jedne fabrike. Konkretno, od nje se oekuje da omogui nesmetani rad defi-bratora unutar opsega od 25 do 100 % njegovog proizvodnog kapaciteta. Pri smanjenju ovog kapaciteta smanjuje se i pritisak pare, a samim tim i brzina protoka unutar cevi izduvne linije.
7.3. OBLEPLJIVANJE VLAKANA U SUVOM POSTUPKU
256 257
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Ovo moe da utie na lo kvalitet oblepljivanja usled sniene turbulencije unutar cevi, stvaraju-i nepovoljne uslove rasprivanja za dati dizajn dizne, to na kraju dovodi do raznih negativnih posledica na dalji tok proizvodnje. Ispusni ventil predstavlja segmentni ventil koji regulie brzinu protoka kroz izduvnu liniju, ali takoe i pritisak u defibratoru. Poto ne poseduje dovoljnu osetljivost podeavanja, pritisak iza ispusnog ventila regulie manji ventil koji kontrolie koliinu pare koja ulazi u kontinualni kuva i u defibrator. Razlika u pritisku izmeu defibatora i suare dovodi do nagle ekspanzije pare, pri emu se kod nekih izduvnih linija dostiu brzine protoka i do 300 m/s. Velika brzina protoka predstavlja prednost poto spreava nagomilavanje veziva i vlakana. Koliina vlakana i pare, koja izlazi iz rafinera i ulazi u izduvnu liniju, zavisi od kapaciteta proi-zvodnje jedne fabrike. Na osnovu poznatog kapaciteta proizvodnje moe se izraunati potreb-na koliina vlakana i pare, zajedno sa utrokom energije potrebnom za rad rafinera. Preporu-eni zapreminski odnos vlakana i pare treba da iznosi proseno oko 0,2 % (Gran, 1982), meutim, problem predstavlja utvrivanje stvarnog protoka vlakana. Energija, potrebna za obezbeenje odgovarajueg protoka vlakana koja ulaze ili naputaju rafiner, izraunava se iz odnosa mase i specifine energije razvlaknjavanja. Kod fabrika kod kojih su poznate dimenzije izduvne linije, kao i vrednosti pritiska i temperature du izduvne linije, mogue je priblino izraunati vrednosti brzine i protoka vlakana i pare.
Primer parametara izduvne linije za fabriku kapaciteta od 30 t/h MDF ploa je sledei: Duina:priblino20m, Pritisak:8baranaizlazuizcevidefibratoradoatmosferskogpritiskausuari.Ukupanpadpritiska od ispusnog ventila do ulaska u suaru iznosi 4 do 5 bara. Temperatura:175-100C.Temperaturavlaknastemaseveajenapoetkuizduvnelinije,azavisi od karakteristika rafinera i zadatih parametara procesa razvlaknjavanja. Brzina:naizlaskuizrafinerapoetnabrzinavlakanaiparejepriblino100m/s,amoesepoveati do 200 - 300 m/s na ulazu u suaru. Protok: TurbulentnokretanjeprivrednostimaRejnoldsovogbrojaznaajno iznadRe>>2300 (Re, veliina odnosa inertnih i viskoznih sila u zavisnosti od uslova protoka, koja predstavlja proizvod linearne brzine kretanja fluida i prenika cevi u odnosu na kinetiki viskozitet fluida).
Teorije oblepljivanja u izduvnoj liniji
Tokom projektovanja izduvne linije treba uzeti u obzir nekoliko faktora, pri emu jedan od osnovnih jeste efikasno i kvalitetno oblepljivanje vlakana vezivom. Kvalitetno oblepljivanje sma-njuje utroak veziva i njegovo nagomilavanje na zidovima cevi. Optimizacija oblepljivanja u uzduvnoj liniji predstavlja veoma kompleksan zadatak, imajui u vidu da je ova tehnologija relativno nova, te da postoji veliki broj nepoznanica u samom pro-cesu. Shodno tome, veoma je oteano modelovanje stvarnih uslova u izduvnoj liniji, to pred-stavlja problem pri korienju kompjuterskih simulacija. Meutim, razvijeno je nekoliko teorija koje su zasnovane na aproksimativnim proraunima i eksperimentima. Neke od ovih teorija za-snovane su na sledeem: princip kapilarnog kretanja (Maxwell et al, 1984), modifikovano takasto spajanje (Robson, 1995; Haguew et al, 1999), teorija crne kutije (Chapman i Jordan, 2002; Chapman, 1999) i distribucija veziva (elijski zid) (Grigsby et al, 2006).
Kapilarno kretanje
Kao primer kapilarnih materijala mogu se navesti industrijske tkanine, koje imaju sposobnost da upijaju tenost sa povrine koe i transportuju je ka spoljnoj povrini tkanine gde tenost is-parava. U sluaju oblepljivanja u izduvnoj liniji, vezivo niskog viskoziteta u vidu estica dolazi u kontakt sa povrinom vlakna, odakle poinje da prodire unutar njegove strukture. Nakon toga, u suari dolazi do isparavanja vode iz vlakana, pri emu kretanje pare uzrokuje i kretanje veziva nazad ka povrini, ali utie i na neujednaenu pokrivenost vlakana, zbog toga to na mestima izlaska para uklanja vezivo. Po izlasku vlakana iz suare vezivo na povrini se i dalje sui, pri emu se temperatura oblepljenih vlakana smanjuje sa priblino 100 C na oko 50 C usled isparavanja vode. Prema ovoj teoriji nanoenje (rasprivanje) veziva treba da se obavi na poetku izduvne linije, kako bi vreme oblepljivanja (distribucije veziva na vlakna i prenoenja veziva izmeu vlakana) bilo to due (Maxwell et al, 1984). Poviena temperatura u sistemu utie na snienje viskoziteta veziva to predstavlja prednost, meutim, istovremeno utie na prerano ovravanje i hidrolizu veziva to je nepoeljno. Jaka turbulencija pogoduje distribuciji veziva sniavajui njegov viskozitet, dok voda praktino ima ulogu toplotnog izolatora, spreavajui prerano ovravanje veziva.
Modifikovano takasto spajanje
Ova teorija pretpostavlja da jedna manja kapljica veziva povezuje dva vlakna ili da se vee kapljice razlivaju u tankom sloju preko povrine vlakana (Robson, 1995; Haguew et al, 1999). Nepoeljan uslov pritom predstavlja sluaj kada se na povrini vlakna nalazi vei broj kapljica suvie malih dimenzija, to dovodi do nejednake distribucije veziva na vlakna, i do slabe veze izmeu vlaka-na. Samim tim, veliina kapljice veziva istie se kao kritini parametar koji utie na mehaniku vrstou gotove ploe. Dobro oplepljivanje postie se takastim spajanjem putem kapljica od-govarajue veliine ili razlivanjem. ematski prikaz principa takastog spajanja dat je na slici 7.3. Pri definisanju kvaliteta distribucije veziva na vlakna, pored parametra veliine kapljica vezi-va, ova teorija uzima u obzir i nivo turbulentnog kretanja unutar izduvne linije. Za dobro obleplji-vanje potrebno je obezbediti dobru atomizaciju veziva (rasprivanje u dovoljno male kapljice), ili da se u sluaju krupnijih kapljica veziva povea intenzitet turbulencije. Jaka turbulencija znatno uveava broj sudara izmeu vlakana to pospeuje distribuciju veziva, a samim tim omoguuje zadovoljavajui kvalitet gotove ploe uz snieni utroak veziva.
Slika 7.3. Modifikovano takasto spajanje
258 259
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Slika 7.5. Ishod sudara vlakana
Slika 7.4. Chapmanov model optimizacije rada izduvne linije
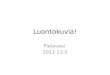
Slika 7.8. MDF vlakna tretirana rastvorom akriflavina snimljena fluorescentnim mikroskopom pri uveanju od 50x: a) - oblepljena vlakna i b) neoblepljena vlakna (Scot, 2001)
Teorija crne kutije Ova teorija je razvijena u cilju optimizacije rada izduvne linije i smanjenja potronje veziva, a zasnovana je na modelu prikazanom na slici 7.4 (Chapman i Jordan, 2002). Ovaj model pretpostavlja da su jedna ili nekoliko kapljica veziva dovoljne za meusobno spajanje vlakana, ime omogu-uju zadovoljavajui kvalitet gotove MDF ploe. Pri tome, veliina kapljice predstavlja veoma bitan parametar. Takoe, poeljna je dalja atomizacija veziva u struji pare kako bi se proizvele kapljice odgovarajue veliine za dati protok vlakana. Kapljice veziva bie onoliko malih dimen-zija koliko je to mogue dobiti atomizacijom, a vrlo je vano da zadre istu veliinu ak i u sluaju smanjenja dotoka veziva. Rezultat primene navedenog modela najee uslovljava smanjenje prenika izduvne linije kako bi se obezbedila vea brzina protoka u cevi i tako poveao nivo turbulencije, smanjujui istovremeno utroak veziva za 20 25 % (Chapman, 1999).
Zavrni korak u pomenutom modelu pokazuje rezultate agregacije i separacije vlakana (slika 7.5). Da li e kontakt izmeu vlakana biti dovljno jak da uzrokuje njihovo nagomilava-nje (agregacija), ili e vlakna nakon meusobnog kontakta teiti da se razdvoje (separacija), zavisi prevashodno od veliine kapljica veziva. Krupnije kapljice veziva favorizuju agregaciju vlakana time to utiu na vei otpor smicanju. Sa druge strane, smanjenje dimenzija kapljica zajedno sa poveanjem brzine i turbulencije u izduvnoj liniji, pospeuje separaciju vlakana. Ovde treba imati u vidu i uticaj veliine samih vlakana. Vea vlakna utiu na vee sile smicanja, a samim tim i na veu verovatnou separacije.
Distribucija veziva (elijski zid)
Primena savremenih metoda instrumentalne analize prua mogunosti za sticanje novih saznanja u vezi sa operacijom oblepljivanja, omoguujui neposredniji uvid u karakter kon-takta veziva i vlakana. Jednu od uspeno primenjenih tehnika u sagledavanju ove proble-matike predstavlja konfokalna laserska skenirajua mikroskopija (CLSM), koja je koriena za snimanje pokrivenosti vlakana vezivom i praenje prodiranja veziva kroz povrinski sloj vla-
kana (slika 7.6). Snimanja su obavljena u tri razliite faze u procesu proizvodnje MDF ploa i to: nakon izduvne linije, na izslasku iz suare i u gotovoj plo-i, pri emu su menjani pritisak u dizni, kapacitet proizvodnje vlakana i protok pare kroz defibrator. Tim eksperimentima je utvreno da poveanje ni-voa turbulencije u izduvnoj liniji znaajno pospe-uje pokrivenost vlakana vezivom, to ukazuje da protok pare i vlakana ima kljunu ulogu u kvalitetu i efikasnosti oblepljivanja (Grigsby et al, 2006).
Usled niskog viskoziteta veziva koja se koriste za oblepljivanje u izduvnoj liniji, postoji mo-gunost penetracije veziva u lumene vlakana i u sam elijski zid vlakna. Deo veziva koji ue-stvuje u penetraciji ne doprinosi efektivnom procesu adhezije. Primer penetracije veziva u
elisjku strukturu vlakana da je na fotografi-jama snimljenim CLSM metodom (slika 7.7). Praenje distribucije veziva u odree-noj masi vlakana mogue je ostvariti upo-trebom sistema koji se zasnivaju na prime-ni metode fluorescentne mikroskopije. Pri tome, promena nivoa osvetljenosti vlakana ukazuje na kvalitet oblepljivanja datog uzor-ka. Karakteristina fotografija oblepljenih i neoblepljenih vlakana snimljenih fluores-centnim mikroskopom data je na slici 7.8.
Slika 7.6. CLSM fotografije pokrivenosti vlakana vezivom
Slika 7.7. CLSM fotografije penetracije UF veziva u individualno vlakno smre (Picea spp.): Zelena boja
- vlakno; uta boja - UF vezivo (Cyr et al., 2008).
260 261
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
7.3.3. Dizne za atomizaciju veziva
Veliina kapljica aerosola u fazi oblepljivanja predstavlja osnovni parametar pri izboru tipa dizne. Pored toga, dizajn dizne treba da bude u skladu sa svojstvima primenjenog veziva, kao to su: povrinski napon, viskozitet i gustina. Povrinksi napon tei da zadri celovitost date te-nosti, odnosno oteava njeno rasprivanje u sitnije kapi. Slian efekat na vezivo ima i viskozitet, dok gustina veziva utie na inerciju kapljica u struji vazduha. Efekat razliitih tipova atomizacije na veliinu kapljica veziva dat je u tabeli 7.4.
Hidrauline dizne (atomizacija pod pritiskom)
Atomizacija pod pritiskom predstavlja vid rasprivanja tenosti koja pod pritiskom prolazi kroz jedan ili vie malih otvora na dizni (slika 7.9). Veliina proizvedenih kapljica aerosola zavisi od protoka i razlike u pritisku unutar dizne, kao i od prenika i oblika otvora. Drugi vid atomiza-cije pod pritiskom podrazumeva usmeravanje dva ili vie mlaza tenosti jednih na druge, tokom ega takoe dolazi do stvaranja aerosola.
Prednosti:jednostavandizajn,netroisedodatnaenergijazaatomizacijuidozvoljenveinivoprotoka.
Nedostaci:U ciljudobijanjamalih kapljicapotrebna jevelika razlika pritiska (80 do 100 bara).Nemakontrolenadveliinomkapiveziva,toje veoma vano pri smanjenju protoka ili pro-meni viskoziteta.
Pneumatske dizne
Atomizacija veziva kod pneumatskih dizni izazvana je dejstvom komprimovanog vazduha. Vazduh pod pritiskom ulazi u diznu, gde pri velikom ubrzanju raspruje vezivo u fine kapljice. U odnosu na mesto umeavanja vazduha sa vezivom i nastanka atomizacije, postoje dizne sa spoljnom i unutranjom atomizacijom (slika 7.10).
Prednosti: Kaogaszaatomizacijumoeseuupotrebitiparaiz
defibratora. Dobarkvalitetatomizacije. Moguepodeavanjeveliinekapi.
Nedostaci: Potrebnajedodatnaenergijazaatomizaciju,kom-
primovani vazduh ili para.
Jedan od inovativih pristupa oblepljivanju u iz-duvnoj linij predstavlja upotreba pneumatskih dizni umesto standardnih hidraulinih. Dijagram na slici 7.11 prikazuje efekat primene pneumatskih dizni na smanjenje veliine kapljice veziva. Pored toga, sma-
njenje prenika cevi izduvne linije utie na vei nivo turbulentnog kretanja vlakana i pare, to dovodi do daljeg poveanja efikasnosti atomizacije, odnosno do smanjenja veliine kapljica ve-ziva, a takoe i do uspenije distribucije veziva na vlakna. Za fabriku koja proizvodi 300 m3/dan MDF ploa preporuuje se ugradnja 8 penumatskih dizni.
Tip atomizacije Veliina kapi (m) Napomena
Pritisak 20-1000 visok nivo pritiska
Pneumatski 50-500 ogranien odnos vezivo/vazduh
Rotacioni 10-200 360o polje rasprivanja
Ekspandovani gas 20-140 Vezivo ulazi u vazdui dovod
Ultrazvuna atomizacija 1,5; 30-60 55 kHz pri 0,12 l/min; 50 kHz
Elektrostatika 0,1-1000 Elektrina svojstva veziva
Tabela 7.4. Tipovi atomizacije veziva i njihov uticaj na veliinu kapi
Slika 7.9. Izgled hidraulinih dizni (za atomizaciju veziva pod pritiskom)
Slika 7.10. Izgled i opti princip rada pneumatskih dizni: a) sa spoljanjom
atomizacijom i b) sa unutranjom atomizacijom
Slika 7.11. Efekat primene penumatske dizne i smanjenja prenika izduvne cevi na veliinu kapljice veziva (levo) i slika pneumatske dizne za primenu u izduvnoj liniji [Dieffenbacher]
262 263
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Rotaciona atomizacija (mehanika)
Rotaciona atomizacija (mehanike dizne) koristi rotacioni disk na koji se dovodi vezivo. Cen-trifugalne sile stvaraju tanak film veziva, koji se na spoljnim krajevima diska razbija u kapljice (slika 7.12).
Prednosti: Veliinakapivezivakontrolieseputembrzineobrtanjadiska, Dobarkvalitetatomizacije.
Nedostaci: Veliinadizne, Stalniradmotora.
Ekspandirajui gas
Ovaj vid atomizacije zasniva se na ubacivanju ekspandirajueg gasa u vezivo neposredno ispred dizne, stvarajui tako smeu gasa i veziva. Na izlasku iz dizne naglo irenje gasa raspruje vezivo. Dizna namenjena za ovaj vid atomizacije, prikazana je na slici 7.13.
Prednosti: Dobarkvalitetatomizacije; Visoknivopodeavanja; Upotrebapareizsistemazadefibraciju.
Nedostaci: Parapredajetoplotuvezivu i moe uzrokovati prerano ovravanje, i zaepljenje dovoda veziva, Pulsirajuiefekti.
Ultrazvuna atomizacija
Ultrazvuna atomizacija zasniva se na elektromehanikom ureaju koji vibrira pri visokim frekvencijama (slika 7.14). Vezivo prolazi preko vibrirajue povrine koja razbija vezivo u kapi aerosola.
Prednosti: Veomamalekapljice.
Nedostaci: Iskljuivozaveziva niskog viskoziteta, Maliprotok(manjiod 1 l/min).
Slika 7.12. Rotaciona atomizacija i izgled mehanikih dizni
Slika 7.13. Dizna za atomizaciju sa ekpandirajuim gasom
Slika 7.14. Ureaj za ultrazvunu atomizaciju
Elektrostatika atomizacija
Elektrostatika atomizacija veziva obavlja se u uslovima jakog elektrinog polja stvorenog izmeu naelektrisanog rasprivaa i radne povrine. Elektrini naboj prelazi na tenost koja po-tom biva privuena uzemljenom povrinom, kao to je ematski prikazano na slici 7.15. Odbojne sile izmeu rasprivaa i tenosti, kao i izmeu samih kapljica tenosti, pospeuju rasprivanje i spreavaju aglomeraciju (Okuda i Kelly, 1996).
Prednosti: Nemapotrebezaveimbrojemdizniiposebnim usmeravanjem u cilju boljeg nanoenja spreja estica. Praktinoneogranienemogunostiatomizacije, odnosno kontrola veliina kapi u irokom opsegu.
Nedostaci: Oteanaprimenaovetehnikeudatimuslovima oblepljivanja. Primenjivozamaleprotoke.
Slika 7.15. Princip elektrostatike atomizacije
264 265
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
7.3.4. Tipovi sistema za rasprivanje veziva
Oblepljivanje u izduvnoj liniji podrazumeva raspravanje pripremljenog veziva pomou di-zni postavljenih na cevi linije, pri emu turbulentno kretanje pare obezbeuje distribuciju veziva na vlakna. Protok veziva kroz diznu zavisi od njegove recepture i od protoka vlakana. Najee se u ovom tipu oblepljivanja koriste dizne za atomizaciju pod pritiskom (hidrauline dizne). Mesto postavljanja dizni u izduvnoj liniji zavisi od tipa veziva. Kod brzoovravajuih veziva, dizne se postavljaju dalje unutar izduvne linije, da bi se spreilo prerano ovravanje veziva u suari. Kod nekih fabrika dizajn izduvne linije podrazumeva manji prenik cevi u zoni oblepljiva-nja, ime se poveava brzina protoka, a smanjuje rizik od nagomilavanja vlakana. Neki od naina postavljanja dizni na izduvnoj liniji, prikazani su na slici 7.16.
Kod ranih sistema za oblepljivanje u izduvnoj liniji, hidraulina dizna i ispusni ventil defibratora inili su jednu celinu. Same dizne pozicionirane su neposred-no iza ispusnog ventila, odnosno na sa-mom ulazu u izduvnu liniju, gde su nivo turbulencije i brzina protoka najvii. To je ujedno inilo i jedini element poboljanja ovakvog dizajna. Meutim, veliina otvo-ra dizne bila je fiksna i odreena prema kapacitetu date fabrike. U sluaju povea-nja kapaciteta proizvodnje, odnosno pro-izvodnosti defibratora, postojee dizne nisu bile u mogunosti da obezbede za-htevano poveanje protoka veziva, te su morale biti zamenjene. Ovo, kao i faktor oteanog odravanja ovakvog sistema, uslovili su iznalaenje novih reenja.
Sledeu generaciju predstavljale su hidrauline dizne sa mogunou regulacije protoka, po-stavljene dublje unutar izduvne linije. Veliina otvora dizne kontrolisana je pomou zavojnice kojom se ujedno podeava pad pritiska unutar dizne, a samim tim i veliina kapi. Postrojenja zasnovana na Metso Panelboard tehnologiji obino koriste dve do etiri hidrau-line dizne sa vodenim hlaenjem. Razlika u pritisku unutar dizne isnosi od 3 do 6 bara, dajui kapljice veziva veliine 0,8 do 1 mm. Sistem koji isporuuje kompanija IMAL zasnovan je na po-stavljanju ak i vie od 10 hidraulinih dizni, ravnomerno rasporeenih oko cevi izduvne linije na duini od 2 metra (slika 7.17). Ideja za upotrebu veeg broja dizni zasnovana je na mogu-nosti iskljuenja odreenog broja u sluaju smanjenja proizvodnje. Svaka dizna povezana je sa izduvnom linijom preko zasebnog kuglinog ventila, ije zatvaranje omoguava demontau i ienje dizne u toku proizvodnje. Dizne takoe imaju mogunost vodenog hlaenja.
Kompanija Dieffenbacher izporuuje sisteme za oblepljivanje u izduvnoj liniji, tipa ProJet (slika 7.18), koji umesto hidraulinih koriste specijalne pneumatske dizne (slika 7.11). Kao gas za atomizaciju veziva kod ovih dizni upotrebljava se para. Na taj nain omogueno je postizanje veoma sitnih kapljica, bez obzira na protok veziva, pritisak u dizni ili temperaturu. Dizna takoe poseduje pneumatski klip koji spreava stvaranje na-slaga veziva, a time i zae-pljenje dizne. Poboljanja u ovom dizajnu odnose se na kontrolu veliine kapi, kao i na mogunost sopstvenog ienja u toku rada. Pored toga, ovaj sistem omogu-ava smanjenje dodatka veziva, kao i smanjenje utroka vode, zbog toga to dizne mogu da rade sa vezivom vee koncentraci-je (tabela 7.5). Sa druge strane, potreba za dodatnom energijom za rasprivanje, kao i stalna kontrola pneu-matskog klipa, predstavljaju nedostatke ovog sistema. Toplota koju para predaje vezivu takoe predstavlja problem usled mogunosti pojave preranog ovravanja veziva, poto ove dizne ne poseduju vodeno hlaenje.
Slika 7.17. Izduvna linija sa radijalno i poduno postavljenim diznama [IMAL]
Slika 7.16. eme izduvnih linija na mestima oblepljivanja vlakana
Tabela 7.5. Primer smanjenja dodatka veziva pri proizvodnji MDF ploa debljine 16 mm i zapreminske mase od 750 kg/m3, upotrebom sistema ProJet [Sunds MDF Dieffenbacher]Dieenbacher]
Sistem oblepljivanja Dodatak UF veziva attro/attro
(%)
Sadraj suve supstance pripremljenog veziva
(%) Standardno oblepljivanje 12,5 42
ProJet 11,3 55
Slika 7.18. ematski prikaz ProJet sistema za oblepljivanje u izduvnoj liniji sa pneumatskim diznama [Sunds MDF Dieffenbacher]
266 267
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Sa druge strane, potreba za dodatnom energijom za rasprivanje, kao i stalna kontrola pneu-matskog klipa, predstavljaju nedostatke ovog sistema. Toplota koju para predaje vezivu takoe predstavlja problem usled mogunosti pojave preranog ovravanja veziva, poto ove dizne ne poseduju vodeno hlaenje.
7.3.5. Suvo oblepljivanje
Proizvodnja MDF ploa sa estetskim, pa ak i sa fizikim defektima, pradstavljala je jedan od osnovnih razloga za zamenu sistema suvog oblepljivanja sa sistemom oblepljivanja u izduv-noj liniji. Ovaj drugi princip, koji je podrazumevao pomeranje operacije oblepljivanja ispred operacije suenja vlakana, ujedno je zahtevao neto vei utroak veziva. Meutim, ovi dodatni trokovi bili su opravdani kvalitetnijim oblepljivanjem i postizanjem znatno boljeg kvaliteta gotove ploe. Ureaj tipa EvoJet (Sunds MDF - Dieffenbacher) savremeni je sistem za potpuno suvo oble-pljivanje vlakana u vazdunoj suspenziji, kojim se postie kvalitet oblepljivanja na nivou siste-ma zasnovanih na primeni izduvne linije, ali bez ranije pomenutih nedostataka koji suvi sistem oblepljivanja prate. Sistem EvoJet u osnovi podrazumeva oblepljivanje iroko razvijene zavese vlakana, stvarajui tako veliku povrinu oblepljivanja (slika 7.19). Visok nivo fluidizacije i homoge-nizacije vazdune suspenzije vlakana postie se pomou rastresnih valjaka, ija duina odgovara irini natresne linije. Pri rotacionoj brzini od 2 000 min-1 pomenuti valjci uspeno razbijaju grud-ve sakupljenih vlakana, ime se odrava homogenost protoka sve do take primene veziva.
Ovaj sistem takoe prua mogunost recirkulacije vlakana. Viak oblepljenih vlakana na liniji za formiranje tepiha, koji bi inae predstavljao gubitak materijala, vraa se u sistem EvoJet, na poziciju iza take oblepljivanja i zajedno sa svee oblepljenim vlaknima odlazi dalje u proces proizvodnje. Princip recirkulacije vlakana, zajedno sa upotrebom veziva vee koncentracije i sa
Slika 7.19. Sistem EvoJet za suvo oblepljivanje vlakana [Sunds MDF Dieffenbacher]
Slika 7.20. Suvo oblepljivanje vlakana: gore levo - rotaciona oblepljivaica [IMAL]; dole levo - sistem rotirajuih lopatica; desno - otvoren ulazni deo sa prstenasto rasporeenim
pneumatskim diznama
preciznim pozicioniranjem dizni, mogue je postii smanjenje utroka veziva i do 50 %. Jo jed-na od prednosti ovog sistema ogleda se u smanjenoj emisiji tetnih gasova iz suare, imajui u vidu da se oblepljivanje obavlja nakon prolaska vlakana kroz suaru.
7.3.6. Kombinovano oblepljivanje Novo reenje za oblepljivanje vlakana predstavlja kombnacija mokrog i suvog oblepljivanja vlakana. Shodno tome, operacija oblepljivanja odvija se u dve faze:
prva faza - vlakna se oblepljuju u izduvnoj liniji, gde se ubrizgava 1/3 od ukupne koliine veziva namenjene za oblepljivanje. Na taj nain, dodatak veziva u ovoj fazi oblepljivanja sma-njen je na nivo od oko 3 5 % attro/attro veziva. Parafin se takoe dodaje vlaknima u ovoj fazi, odmah na izlazu iz rafinera. druga faza - predstavlja suvo oblepljivanje vlakana koje se odigrava u posebnoj maini oblepljivaici. Ostatak veziva (2/3 ukupne koliine veziva) rasprava se na vlakna pomou kom-primovanog vazduha iz pneumatskih dizni prstenasto postavljenih na proelje ulaznog dela bubnja oblepljivaice (slika 7.20). Rotirajue lopatice stvaraju turbulentan protok vlakana u cilju efektivnog nanoenja veziva. Oblepljivaica i izlazna cev imaju vodeno hlaenje ime se sprea-va ovravanje veziva i stvaranje naslaga vlakana. Nakon druge faze oblepljivanja vlakna bivaju podvrgnuta blagom reimu suenja do zahte-vane vlanosti vlaknaste mase. Ovim postupkom oblepljivanja mogua je uteda od oko 35 % veziva u odnosu na konvencionalne sisteme oblepljivanja.
268 269
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Slika 7.22. Konvencionalni sistemi suenja vlakana
Slika 7.23. Dvostepena suara sa recirkulacijom vazduha (Metso)
Slika 7.21. ematski prikaz dovoda vlakana iz izduvne linije u suaru
Osnovni zadatak operacije suenja vlakana jeste ujednaavanje sadraja vlage vlaknaste mase i njeno dovoenje na zahtevanu vrednost. Sa druge strane, velika veina fabrika MDF plo-a primenjuje princip oblepljivanja u izduvnoj liniji, to podrazumeva da u operaciju suenja dolaze ve oblepljena vlakana. Samim tim, veoma je vano da reim suenja bude paljivo iza-bran da ne bi dolo do preranog ovravanja veziva. Smea vodene pare i oblepljenih vlakana naputa izduvnu liniju i preko dovodne cevi direktno ulazi u cev suare (slika 7.21). Sa ovog me-sta vlakna bivaju noena radnim medijumom du cele duine suare, pri emu medijum suenja mogu biti vreli gasovi ili pregrejana para. Pneumatske cevne suare relativno su jednostavne konstrukcije, pri emu se oblik i veliina suare odreuju na osnovu kapaciteta, ali i drugih zah-teva datog procesa proizvodnje. Takoe, suare u fabrikama vlaknatica mogu biti jednostepene ili dvostepene (slika 7.22).
7.4.1. Suenje vrelim gasom
Vlana oblepljena vlakna provode se kroz protonu cevnu suaru brzinom oko 30 m/s. Suara ima prenik od oko 1 - 3 m i dugaka je preko 100 m. Cikloni (prenika 3 - 5 m) na kraju suare odvajaju osuena vlakna od pare. Sadraj vlage vlakana nakon suenja iznosi priblino 8 - 12 %. Uobiajeno se protona suara direktno zagreva gasovima iz kotlarnice. Ovi gasovi se pre ulaska u samu suaru hlade do temperaturnog nivoa ispod 200 C, kako bi se u to veoj meri izbegla pojava preranog ovravanja veziva. Protone suare mogu biti dizajnira-ne kao jednostepene (vea duina i manja kontrola temperature) ili kao dvostepene suare. Ovaj drugi tip suara zahteva ugradnju dva ciklona i dva ventilatora (600 kWh i 300 kWh), troi vie energije; meutim, obezbeuje vei kvalitet suenja uz manji uticaj na samo veziva (slika 7.23). Sadraj vlage vlakana na izlazu iz prve sekcije dvostepene suare iznosi oko 40 %, dok je temperatura gasa u drugoj sekciji niska (
270 271
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Upotreba pregrejane pare kao medijuma suenja, umesto vrelih gasova, predstavlja na-predak u korienju protonih cevnih suara. Prednosti ovog sistema mogu se sagledati u sledeem: Zatvoreni sistem suenja eliminie potrebu za nabavkom skupih instalacija za preia-vanje izlaznog gasa. Istovremeno, postie se znaajna uteda energije suenja, pri emu po-vratak toplotne energije iznosi 60 - 80 % (visoka energetska efikasnost). Suenje parom. Medijum suenja je identian isparenoj vodi iz vlakana, to dovodi do toga de je medijum po zavretku suenja i dalje 100 % para, koja se ponovo moe pregrejati i vratiti u sistem. Inertan sistem. U procesu suenja nema kiseonika, te ne postoji opasnost od eksplozija i vatre, ime se eliminie potreba za ureajima za detekciju varnica i gaenje poara. Bolji prenos toplote. Koeficijent prenosa toplote pare vei je nego kod vazduha. Usled bolje fazne tranzicije, dozvoljena je manja duina cevi suare. Vei toplotni kapacitet. Para ima veu specifinu toplotu u odnosu na vazduh, to dozvo-ljava manji maseni protok, a time i nie zahteve za elektrinom energijom. Niskizahtevizaodravanjemimogunostugradnjesistemazasuvooblepljivanje.
Kako su uslovi stanja pregrejane pare znatno iznad linije zasienja, para je potpuno suva, to u teorijskom smislu podrazumeva da e sva isparena voda iz vlakana biti absorbovana parom sve dok se uslovi pare nalaze iznad take rose. Para koja dolazi iz rafinera i isparavanjem vlage iz vlakana, stvara viak pare u sistemu. Ovaj viak pare moe biti upotrebljena u druge svrhe u tehnolokom procesu, kao na primer: pranje seke, hidrotermiku obradu seke, stvaranje pare u rafineru ili u drugim delovima procesa. Zagaenje iz postrojenja za suenje pregrejanom parom predstavlja otpadna voda, odno-sno vodeni kondenzat sa ekstrahovanim neistoama, za razliku od konvencionalnog sistema na bazi vrelih gasova koji emitiju tetne aerosole. Zamena sistema za preiavanje otpadnog
vazduha, sa sistemom za preiavanje otpadnih voda, u ovom sluaju ne predstavlja nedo-statak. Postrojenje za suenje pregrejanom parom ima nisku emisiju efluenata i to oko 1 m3 otpadne vode za 1000 kg suvih vlakana. Shodno tome, fabrika koja proizvodi 15 t/h suvih vlakana stvarae 15 m3/h otpadne vode. Pri istoj proizvodnosti fabrike, postrojenja za suenje vrelim vazduhom proizvodi 300 t/h (> 290 000 m3/h) otpadnog vazduha. Nedostatak suenja pregrejanom parom odnosi se, pre svega, na vee trokove poetnih investicija, zbog toga to se zahteva ugradnja dodatnih ureaja poput toplotnog izmenjivaa, rotacionog ventila, sistema za kontrolu pritiska i ciklona.
Slika 7.24. Proces suenja pregrejanom parom [Dieffenbacher]
Slika 7.25. Linija za vazdunu separaciju vlakana (levo) i izdvojeni prikaz Z-sita (desno) [Z-sifter, Dieffenbacher]
7.5. PROSEJAVANJE VLAKANA
Zadatak operacije prosejavanja vlakana jeste dobijanje frakcije pogodne za dalju proizvod-nju, odnosno uklanjanje lakih i tekih neistoa kao to su drvni opiljci, grudve veziva, naslage vlakana, minerali i metali, lateks i slino. Osim to pomenute neistoe imaju nepovoljan uti-caj na kvalitet proizvoda, naroito u procesu proizvodnje tankih ploa, njihovim uklanjanjem titi se oprema u daljem toku tehnolokog procesa. Ureaji za prosejavanje vlakana rade na principu vazdune separacije. Jedan od karakte-ristinih predstavnika ovih ureaja jeste Z-sito (Sunds MDF - Dieffenbacher), vazduni separator koji karakterie ploasta konstrukcija u cik-cak rasporedu (slika 7.25). Namenjen je iskljuivo za pri-menu u proizvodnji vlaknatica suvim postupkom (MDF). Neke od prednosti Z-sita ogledaju se u mogunosti potpunog automatizovanja i integirisanja u sistem upravljanja proizvodnjom, kao i u visokoj fleksibilnosti u uslovima promene protoka vlakana (promena kapaciteta proi-zvodnje ne zahteva naknadna podeavanjima sita). Kapacitet sita kree se i do 45 t/h apsolut-no suvih vlakana. Ovo sito takoe poseduje mogunost nadogradnje sa sistemima za zagrevanje i vlaenje vlakana, ime se znaajno poveava proizvodnost vrele prese. Opcionim zagrevanjem vlaka-na postie se temperatura vlaknastog tepiha na ulazu u vrelu presu od priblino 50 C.
272 273
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Na slici je prikazan opti princip prosejavanja u Z-situ. Vlakna se dovode na donji deo sita gde se susreu sa vazduhom dovedenim preko izduvne linije. Stvorena vazduna suspenzija vlakana prolazi ispod horizontalne aerodinamine sekcije ija je zakrivljena povrina privlai prema gornjem delu sita, dok krupnije estice, usled vee inercije, naputaju tok struje vaz-duha. Smea vazduha i vlakana nastavlja da prolazi uspravno kroz sistem nagnutih ploa sita, gde se odvija dalje odvajanje krupnijih estica koje se skupljaju na unutranjoj povrini ploa. Po izlasku iz sita sa gornje strane, struja vazduha sa sobom nosi prosejana vlakna (slika 7.26).
Slika 7.26. Princip prosejavanja vlakana u Z-situ [Dieffenbacher]
Vazduna suspenzija vlakana naputa Z-sito preko zakrivljene povrine, gde biva izdvojena iz opteg toka vazdune struje. Neistoe koje se izdvajaju iz mase vlakana sakupljaju se u ko-ritu. Gornje puno vreteno odvodi krupnije neistoe, dok donji pu prihvata i odvodi prainu koja je prola kroz vibrirajue distribuiciono sito.
Proces formiranja tepiha u suvom postupku zasniva se na principu natresanja vlakana u vazdunoj sredini. Neke od karakteristinih potekoa koje prate ovaj proces proizilaze iz slede-ih injenica: Vlaknakojasutokomnatresanjanoenastrujomvazduhaimajutendencijusamoklasifiko-vanja. Vazdunasuspenzijavlakananestrujiupravnonapovrinunatresnetrake. Tokomnatresanja javlja sekarakteristinapojavastvaranjagrudvivlakana (aglomeracijavlakana) u sluaju kada koncentracija vlakana u vazdunoj suspenziji pree odreenu graninu vrednost.
Slika 7.27. Natresna stanica za kontinualno formiranje vlaknastog tepiha u vakuumu (Suchsland and Woodson, 1986)
7.6. FORMIRANJE TEPIHA
Natresni sanduk smeten je iznad perforirane, beskonane, natresne trake. Vlaknasta masa ulazi u sanduk preko njiueg oluka, koji je ravnomerno nasipa itavom irinom komore. Vlakna-sta masa prvo pada na eljasti rastresni valjak, koji uz veliku brzinu rotacije, dodatno mea i rastresa vlakna stvarajui efekat "snene oluje". Vlakna, pod dejstvom gravitacije, slobodno padaju po irini natresne trake i konano sleu se pod dejstvom vakuuma, stvarajui tepih ujed-naene debljine i natresne mase od oko 32 kg/m3. U zavisnosti od konane debljine ploe, deblji-na tepiha kree se u opsegu od 100 do 300 mm. Broj oscilacija oluka i brzina natresne trake podeavaju se u zavisnosti od gustine i debljine konane ploe. Na izlazu iz natresanog sanduka nalazi se valjak za poravnavanje tepiha koji skida suvian sloj vlakana i time ujednaava debljinu tepiha. Ovaj volumetrijski princip kontrole natresanja tepiha omoguuje ujedanenost gustine ili debljine ploe jedino u sluaju kada ne postoji znaajna varijacija u nasipnoj masi vlaknastog materijala.
274 275
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
U savremenim fabrikama, suva vlakna pneumatski se dovode do natresnih stanica za formi-ranje tepiha preko sistema za prosejavanje vlakana (slika 7.28). Natresne stanice dizajnirane su tako da formiraju ravnomerni tepih vlakana (bez slojeva) preko kontinualno pokretne trake. Brzi-na trake varira u odnosu na debljinu gotove ploe. Postoji samo jedna natresna glava za natresa-nje homogenog vlaknastog tepiha. Natresna stanica sastoji se od dozirnog sanduka sa integrisanom mernom vagom, i sistema za natresanje (natresna glava). Dozirni i merni sanduk ima ulogu da obezbedi ujednaen protok vlakana, kako bi se izbeglo njihovo nagomilavanje u natresnoj glavi. Povratni eljasti transpor-ter, postavljen na vrhu sanduka, obezbeuje konstantnu visinu vlaknaste mase u trenutku dola-ska na valjke za pranjenje. Brzina pranjenja kontrolie se promenom brzine na donjem tranom transporteru. Zidovi sanduka izraeni su najee od perploa, da bi se izbegla kondenzacija na unutranjim povrinama, i stvaranje elektrostatikog naboja koji privlai vlakna.
Distribucija vlakana za natresanje tepiha zapoinje jo u natresnom sanduku iz koga se vlaknasti materijal odvodi pomou donje dozirne trake i valjaka za pranjenje, smetenih na izlaznom kraju, odnosno u zoni pranjenja sanduka. Valjci za pranjenje distribuiraju i dezinte-griu nagomilana vlakna u kontinualni tok. Brzina valjaka za pranjenje podeava se u skladu sa zahtevima kapaciteta pogona i smanjenja turbulencije vazduha na meru koja ne ometa kontinualni tok vlakana. Naime, drvna vlakna imaju tendenciju aglomerisanja u grudve, koje se formiraju preteno meudejstvom i sudaranjem vlakana. Verovatnoa sudara i balans izmeu jaine grudve i dinamikih sila vazduha koje deluju na grudve, odredie da li je sistem sklon aglomerisanju ili ne. Iz tih razloga brzina rotacije valjaka podeava se s obzirom na intenzitet turbulencije vazduha koji izazivaju svojim okretanjem. Vlakna se, preko dva rastresna valjka za dezintegraciju, odvode na mehaniku naresnu glavu koja sadri nazubljene valjke za natresanje. Podeavanjem nagiba i brzine ovih valja-ka, kontrolie se protok vlakana i obezbeuje se ujednaeno natresanje tepiha na natresnoj traci, kako u podunom pravcu, tako i popreno na kretanje trake (slika 7.29). Optimalni efekat
Slika 7.28. Natresna stanica za kontinualno formiranje vlaknastog tepiha [Siempelkamp]
Slika 7.29. Valjani sistemi za kontinualno formiranje tepiha: a) Metso Panelboard, b) Star Former [Siempelkamp] i c) valjani sistem sa vakuumom
natresanja postie se podeavanjem ugla zakoenja i visine natresne glave. Neposrdno nakon natresne glave, na liniji se nalazi glava za nivelaciju, sa razliitim valjcima za nivelisanje. Njihov zadatak je da obezbede homogen raspored vlakana u tepihu, odnosno, ujednaenu povrin-sku masu tepiha, nezavisno od njegove visine i nasipne mase. Nakon tih valjaka slede valjci za poravnjavanje koji dezintegriu grudve vlakana da bi se dobila ujednaena i glatka povrina vlaknastog tepiha (slika 7.29). Potom tepih prolazi ispod detektora visine tepiha i valjka za skidanje vika natresa. Ovaj valjak kalibrie visinu formiranog tepiha i zajedno sa vagom za kontrolu teine tepiha obezbeuje potpunu kontrolu procesa formiranja tepiha. Formiranje vlaknastog tepiha esto je potpomognuto ugradnjom vakuum sekcije ispod natresne trake (slika 7.29, c), zbog paperjaste prirode vlakana, koja oteava njihovo taloenje i sleganje.
Ovakvim sistemom formiranja tepiha se obezbeuje: Visokapreciznostformiranjatepihaiujednaenadistribucijapovrinskemasetepihapoduini i irini natresne trake. Optimalnadistribucijavlakanaunatresnojglavi,kojaomoguujekontroluprocesanatre-sanja tepiha. Upotrebuglavezanivelacijuumestoskalperaiskljuujepotrebuzarecirkulacijomvlaka-na nazad u ureaj za natresanje, ime je smanjen broj pneumatskih transportnih sistema. Smanjenupotronjuelektrineenergije. Tipian tepih za MDF plou 18 mm debljine jeste 680 mm i nasipne mase od 23 kg/m3 (Thoemen et al., 2010).
276 277
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
malnog svetlog otvora prese i povrinske mase ploe za razliite nasipne mase vlakana i pri proizvodnji ploa gustine 750 kg/m3, prikazan je na slici 7.31. Svetli otvor prese je ipak neto manji u odnosu na maksimalnu debljinu tepiha, imajui u vidu da pre ulaska u vrelu presu tepih prolazi kroz fazu pretpresovanja.
7.7.2. Transport tepiha
Natresna traka prenosi vlaknasti tepih celom duinom natresne linije za formiranje tepi-ha, sve do ulazne zone vrele prese. Na tom mestu, tepih prihvataju transportne eline trake kontinualne prese (slika 7.32) ili u sluaju diskontinualnih presa, sistem za punjenje etaa. Sve do ovog mesta mogue je reagovati u sluaju pojave nepravilnosti u vlaknastom tepihu. Ove nepravilnosti mogu se javiti u vidu uoljivih oteenja na povrini tepiha ili u vidu varijacija u povrinskoj masi tepiha, koje se registruju kontinualnim mernim vagama postavljenim ispod natresne trake, a na izlazu iz natresne stanice. Ovakve nepravilnosti uglavnom nastaju kao posledica greke u operaciji formiranja tepiha, a u krajnjem ishodu imaju proizvodnju ploa neujednaenog kvaliteta. Da bi se spreili ovi nepotrebni gubici u proizvodnji, oteeni delovi tepiha uklanjaju se sa proizvodne linije i vraaju nazad na operaciju formiranja.
Oteeni delovi tepi-ha uklanjaju se na izla-znom kraju natresne linije, neposredno pre ulaska u vrelu presu. Na ovom mestu, natresna traka prelazi preko pominog stola, i vraa se nazad sa donje strane natresne lini-je. Ispod pominog stola nalaze se valjci za zateza-nje trake i hidraulini cilin-dar za kontrolu pomeranja nosee ploe. U normal-nom reimu rada linije, pomini sto je potpuno izvuen (slika 7.32, a), a zazor izmeu natresne trake i transportne eli-ne trake vrele prese je minimalan. Uklanjanje oteenih delova tepiha obezbeuje se uvlaenjem ploe stola, pri emu tepih propada izmeu natresne i transportne trake prese i sakuplja se u prihvatnom
Proces proizvodnje MDF ploa zahteva izradu vlakana veoma niske nasipne mase (oko 30 kg/m3), koja obezbeuje stvaranje dovoljno jakih ahezivnih veza tokom presovanja tepiha do
konane gustine ploe. Ovakva vlaknasta masa iskljuivo se proizvodi u postupku razvlaknjavanja pod pritiskom, obja-njenim u poglavlju 4. Sa druge strane, niska nasipna masa vlakana predstavlja specifian problem u operacijama rukovanja, transporta i skladitenja, a pored toga, zahteva i dovoljno veliki svetli otvor vrele prese, kako bi se u nju uneo tepih relativno velike debljine. Odnos izmeu mini-
7.7.1. Pretpresovanje tepiha
Nakon operacije natresanja, formirani vlaknasti tepih odvodi se do predprese gde se sabi-janjem poveava gustina tepiha, odnosno smanjuje sadraj komponente vazduha u tepihu. Na taj nain, smanjuje se vreme potrebno za proces vrelog presovanja. Pretpresovanjem se takoe spreava uruavanje tepiha prilikom ulaska u kontinualnu vrelu presu. Karakteristian izgled pretprese dat je na slici 7.30.
7.7. PRETPRESOVANJE, TRANSPORT I PREDGREVANJE TEPIHA
Slika 7.30. Predpresa za sabIjanje vlaknastog tepiha [Metso]
Slika 7.32. Ureaj za izbacivanje neodgovarajueg tepiha
Slika 7.31. Zavisnost minimalnog svetlog otvora prese u odnosu na povrinsku masu ploe i nasipnu masu vlakana
(Suchsland, 1986)
278 279
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
sanduku (slika 7.32, b). Tepih se potom alje nazad u proces proizvodnje, najee u natresni sanduk ili na izlaz iz oblepljivaice, a u zavisnosti od tehnolokog reenja linije. Ovakav sistem uklanjanja tepiha sa proizvodne linije koristi se i u sluajevima zastoja u radu vrele prese.
7.7.3. Predgrevanje unutranje zone tepiha
Sistem tipa CoreHeater - Metso (Annon, 2002), koristi se iskljuivo u proizvodnji MDF ploa, i to za predgrevanje unutranje zone vlaknastog tepiha, pre ulaska u kontinualnu vrelu presu. Moe se primeniti za tepihe ija debljina odgovara debljini ispresovane ploe od 12 mm i vie. Osnovu ovog ureaja ini seivo, postavljeno popreno na liniju transporta tepiha. Seivo preseca tepih uzduno, po njegovoj irini, pomou ugraene trane pile. Pritom, donji deo tepiha ostaje na natresnoj traci, dok gornji deo tepiha prelazi preko gornje povrine seiva, klinastog preseka. Ovakvo deljenje tepiha nema neeljene efekte na jainu unutranjih veza u gotovoj ploi.
Para se ubrizgava u tepih kroz seriju dizni postavljenih popreno sa gornje i donje strane seiva, zagrevaju-i unutrannjost tepiha do temperature od 40 do 60 C. Koliina dovedene pare podeava se na osnovu brzi-ne proizvodne linije, debljine tepiha i zahtevanog stepena zagrevanja. Nakon prelaska preko seiva, gornji deo tepi-ha ponovo se sjedinjuje sa donjim delom, a tepih kao jedinstvena celina ulazi u vrelu presu. Da bi se obezbedilo to ravnomernije zagrevanje unutranjosti tepiha, para se ubrizgava na krajnjoj, izlaznoj zoni seiva, to omoguuje pari da se pravilno rasporedi u vazdunom depu tepiha neposredno iza seiva. Kao rezultat predgrevanja,
poveava se sadraj vlage unutranje zone tepiha, ime se poboljava transfer toplote tokom vrelog presovanja i smanjuje povratno-opruni efekat nakon izlaska ploe iz vrele prese. Tako-e, ovim se poboljava debljinsko bubrenje gotove ploe. Meutim, jedna od osnovnih pred-nosti upotrebe ovog sistema, ogleda se u poveanju produktivnosti, ak do 20 %.
U procesu proizvodnje kompozitnih ploa na bazi drveta, ukljuujui i vlaknatice, vrelo presovanje predstavlja kljunu operaciju, tokom koje dolazi do formiranja konanih svojstava ploe. Pored toga, vrele prese ine najskuplji deo opreme u jednoj fabrici ploa, kako u pogle-du nabavke, tako i u pogledu operativnih trokova, pri emu njihova produktivnost najee odreuje i maksimalni kapacitet itave tehnoloke linije proizvodnje (Thoemen i Humphrey, 2006). Vrelo presovanje je najznaajnija piezotermika operacija u proizvodnji vlaknatica, jer se u njoj odvija kvalitativna transformacija rastresitog vlaknastog tepiha u uguenu i vrstu plou. Osnovni zadatak vrelog presovanja jeste da u definisanom vremenskom periodu i pod dejstvom pritiska i temperature: sabije vlaknasti tepih do eljene debljine, istovremeno pove-avajui njegovu gustinu; meusobno povee vlakna u jaku plou ovravanjem veziva i da odstrani viak vodene pare iz tepiha nakon to je ona obavila prenos toplote i plastifikaciju iverja. Kombinacija toplote i pritiska obezbeuje ovravanje veziva u trenutku kada se vlakna nalaze u sabijenom stanju, istovremeno formirajui adhezivne veze izmeu njih. Nakon otva-ranja prese, ovrsnuti adheziv i ostvarene adhezivne veze obezbeuju integritet ispresovanoj ploi (Zomboril et al, 2003; Dai i Yu, 2004; Thoemen et al, 2006). Ploe vlaknatice proizvode se na diskontinualnim ili kontinualnim vrelim presama. Diskontinualne prese dalje se dele na jednoetane i vieetane prese. Ciklus presovanja kod diskontinualnih presa predstavlja zbir vremena ulaganja tepiha, zatvaranja prese, postizanja maksimalnog pritiska, istog presovanja, smanjenja pritiska, otvaranja prese i izlaganja goto-ve ploe. Kod kontinualnih presa jedan ciklus presovanja definisan je vremenom prolaska jedne take tepiha kroz itavu duinu prese. Kao medijum za zagrevanje vrelih ploa prese nejee se koriste vrela voda ili vrelo ulje. Pregrejana para se ree koristi, zbog toga to se na taj nain tee postie konstantnost i ujed-naenost temperature po povrini prese. Upotreba elektrine energije primenjuje se iskljuivo kod laboratorijskih presa, usled relativno visoke cene elektrine energije, i zbog toga to kod velikih presa ovaj vid zagrevanja moe usloviti znaajne temperaturne varijacije. Temperatura predstavlja veoma vaan parametar kojim se kontrolie reaktivnost adhezi-va u toku procesa presovanja. Temperature vrelih ploa prese kreu se uobiajeno u opsegu izmeu 140 i 200 C, dok kod novijih tipova kontinualnih presa, temperatura presovanja iznosi i do 220 C. Maksimalne temperature presovanja uslovljene su prevashodno karakteristikama drvne komponente, odnosno mogunou pojave pirolitike razgradnje drvnog tkiva i degra-dacije povrine gotove ploe. Specifian pritisak presovanja kree se u granicama od oko 0,5 do 5 MPa, to u najveoj meri zavisi od gustine i debljine gotove ploe, ali i od karakteristika vlakana (dimenzije, drvne vrste i dr.).
Slika 7.33. Ureaj za predgevanje vlaknastog tepiha tipa CoreHeater [Metso]
7.8. VRELO PRESOVANJE
280 281
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
7.8.1. Diskontinualne prese
Jednoetane diskontinualne prese proizvode jednu ispresovanu plou po jednom ciklusu presovanja. Kako bi se poveao kapacitet ovih presa, one se izrauju sa relativno velikim dui-nama vrelih ploa i to oko 25 m i vie (slika 7.34). Jedna od najduih jednoetanih diskontinu-alnih presa imala je duinu od 52 m, a koriena je do 2009 godine, u fabrici Egger u Engleskoj, kada je zamenjena kontinualnom presom (Irle i Barbu, 2010).
Prednost sistema jednoetanih presa ogleda se u jednostavnosti njene izrade, kao i jedno-stavnim rukovanjem i odravanjem. Ove prese karakterie vrsta konstrukcija, to ih ini pogodnim za primenu u tekim uslovima. Jednoetane prese takoe imaju veu preciznost presovanja, te su i tolerancije pri bruenju manje u odnosu na vieetane prese, i obino izno-se oko 0,7 - 1,4 mm. Zatvaranje prese obezbeuje se sputanjem gornje etae to olakava operacije ulaganja tepiha i izlaganja ispresovane ploe. Veoma su efikasne pri malim i srednjim kapacitetima proizvodnje, i za proizvodnju tanjih ploa. Za ekonominu izradu debljih MDF ploa neophodna je ugradnja sistema za ubrizgavanje pare, ime je omogueno presovanje ploa debljih od 50 mm. Vieetane diskontinualne prese mogu da sadre od 4 do 16 etaa, sa duinom vrelih ploa od 5 do 7 m i irinom do 2,5 m. Njihov kapacitet je znatno vei u odnosu na jednoetane prese. Na primer, standardna vieetana presa sa 8 etaa i duinom vrelih ploa od 5 m, imae duplo vei kapacitet po jednom ciklusu presovanja u odnosu na jednoetanu presu duine 20 m. Osnovni zahtev kod vieetanih presa jeste da se sve etae pune i prazne istovremeno, i da u svakoj etai vladaju isti reimi pritiska i temperature. Shodno tome, kod vieetanih presa ugrauje se sistem za simultano (istovremeno) zatvaranje i otvaranje prese. Slika 7.35. prikazu-
je sistem ruki i poluga, pomou kojih se obavlja simultano zatvaranje i otvaranje prese (ovaj sistem se ne ugrauje u jednoetane prese).
Slika 7.34. Jednoetana diskontinualna presa (Dieffenbacher)
Slika 7.36. Kontinualna gusenina Bartrev presa (irina trake 1,27 m) (Maloney, 1993)
Osnovni nedostatak vieetanih presa jeste zahtev za relativno veom nadmerom za brue-nje, to u zavisnosti od debljine ploe iznosi oko 1,0 do 2,5 mm.
7.8.2. Kontinualne prese
Dva osnovna tipa kontinualnih presa koje se koriste u proizvodnji MDF ploa, jesu krune i ravne prese. Ove druge prese imaju daleko veu primenu i danas praktino predstavljaju jedi-nu opciju pri ugradnji novih kapaciteta kontinualnog presovanja. Prva kontinualna presa, koja je imala industrijsku primenu u proizvodnji kompozitih ploa na bazi drveta, proizvedena je jo davne 1955. godine u kompaniji Bartrev u Engleskoj (slika 7.36).
282 283
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Primena ove prese prethodila je samom razvoju MDF ploa, te se koristila iskljuivo za proizvodnju ploa iverica. Princip rada zasnivao se na presovanju tepiha izmeu dve eline trake od kojih je svaka oslonjena na gusenini sistem, izraen od ravnih elinih segmenata. Gusenice su pogonjene valjcima sa oba kraja prese. Usled problema sa intenzivnim trenjem izmeu elinih segmenata gusenica i vrelih ploa, ovaj princip je naputen tokom 60-ih godina prolog veka. Znaajan komercijalni uspeh, ali iskljuivo u proizvodnji tankih MDF ploa, imalo je uvoe-nje valjane kontinualne prese zasnovane na Bison-Mende postupku (slika 7.37). Ova kruna presa prvi put je putena u rad 1971. godine, a do danas je isporueno blizu 100 ovakvih presa od kojih mnoge jo uvek rade. Jedna od osnovnih karakteristika ovog sisema prese jeste kruni princip presovanja. elina traka prese dolazi na prozvodnu liniju prolazei prvo kroz natresnu stanicu, da bi zatim formirani tepih dovela sa donje strane zagrejanog bubnja prese, prenika od 3,4 do 5 m. Ulazei u zonu presovanja, elina traka biva pritisnuta na povrinu bubnja preko sistema pritisnih i zateznih valjaka, prenosei tako pritisak na vlaknasti tepih. Sa gornje strane prese izlazi beskonana traka tanke MDF ploe. Kao to je prethodno reeno, presa je ograniena iskljuivo na proizvodnju tankih ploa, maksimalne debljine od 12 mm, mada se najee proizvode ploe u debljinskom opsegu izmeu 2 i 8 mm. Postrojenje kontinualne valjane prese prikazano je na slici 7.38.
Slika 7.37. Prikaz sistema valjane krune prese: crveno - pritisni valjci; zeleno - valjci za zatezanje eline trake (Bison-Mende)
Slika 7.38. Beskonana traka ploe koja izlazi sa gornje strane valjane konetinualne prese i odlazi na sistem za protono bruenje i prerezivanje (nije prikazano na slici) (Bison-Mende)
Slika 7.39. Princip rada vrele prese (levo) i valjani sistem za smanjenje trenja izmeu vrelih ploa i eline trake (desno) (Irle i Barbu, 2010)
Slika 7.40. Poslednja generacija kontinualnih presa tipa Contipress
Ravne kontinualne prese, kakve se danas koriste, nastale su krajem 70-ih godina prolog veka i tada su predstavljale znaajan tehnoloki napredak. Princip presovanja slian je kao i kod ranijih guseninih presa, meutim, umesto gusenica sa elinim ploama, koriene su valja-ne trake (valjani lanci). Ovo je omoguilo efektivan prenos pritiska i toplote sa vrelih ploa na elinu traku, a potom i na presovani vlaknasti tepih (slika 7.39).
Prvu kontinualnu presu, u kojoj je primenjen sistem valjanih traka, proizvela je nemaka kompanija Kusters, 1977. godine. Na samom poetku treeg milenijuma, kompanija Kusters postaje sastavni deo Metso grupacije, a Kusters presa menja ime u Contipress. Kompanija Siem-plekamp tokom 1984. godine proizvodi kontinualnu presu pod nazivom Contiroll i svrstava je u sopstvenu ponudu linija za proizvodnju ploa na bazi drveta. Ista kompanija preuzima 2007. godine i pogone fabrike Kusters, preuzimajui zadatak modernizovanja Contipress presa (slika 7.40). Jo jedan od vodeih isporuilaca opreme i proizvodnih linija za ploe na bazi drveta, Dieffenbacher, proizvodi kontinualne prese pod nazivom CPS (Continual Panel System).
Iako su ravne kontinualne prese imale mnotvo prednosti, a pre svega relativno vei kapa-citet od diskontinualnih presa, karakterisao ih je veoma spori tempo uvoenja u komercijalnu proizvodnju. Naime, kompanija Kusters, koja je u poetku bila jedini proizvoa ovih konti-nualnih presa, nije proizvodila i ostale ureaje i opremu za proizvodnju ploa vlaknatica ili iverica. Nudei iskljuivo presu, ova kompanija nije imala ravnopravan poloaj na tritu u odnosu na kompanije koje su nudile itave proizvodne linije ili delove linija. Sa druge strane, firme koje su koristile prve Kusters prese nisu bile spremene da prue podatke o njihovim
284 285
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
performansama. Daljim razvojem i inovacijama, kontinualne prese polako su poele da imaju prednost pri izgradnji novih proizvodnih kapaciteta, i pri modernizaciji postojeih. Na primer, evolutivni razvoj elinih traka, vee debljine i visoke zatezne vrstoe, omoguio je bolju kontrolu reima preso-vanja, visoku temperaturnu uravnoteenost sistema i veu otpornost prema habanju. Prednost kontinualnog postupka vrelog presovanja u odnosu na diskontinualni, ogleda se u visokoj fleksibilnosti ovog sistema. Veliki broj hidraulinih cilindara, postavljenih po irini proizvodne linije, zajedno sa tanjim vrelim ploa-ma prese, utiu na efikasnije otputanje pare iz presova-nog tepiha, ime se postie bolja ujednaenost svojstava ispresovanih ploa. Veliki broj ramova sa vrelim ploama omoguuje fino podeavanje pritiska i temperature itavom duinom prese, ime se prua vei nivo kontrole svojstava gotove ploe (slika 7.41).
Kontinualna presa sastoji se od niza ramova (slika 7.42), izlivenih kompletno u jednom delu, to oslikava modularni karakter itave konstrukcije prese i po potrebi omoguuje njeno proirenje jednostavnim dodavanjem novih ramova. Izmeu ramova ima dovoljno prostora za neometan pristup grejnim ploama i hidraulinim cilindrima, a time je olakano i ienje i odravanje ramova.
U slobodnom tumaenju, kontinualne prese mogu se smatrati presama koje su stalno "zatvorene", ime se postie visoka tanost proizvodnje. Ovo u krajnjem ishodu omoguuje postizanje veoma niskih nadmera na bruenje i to oko 0.4 - 0,6 mm i predstavlja znaajno poboljanje u odnosu na diskontinualne prese (ova nadmera iznosi 0,7 - 1,4 mm za jednoeta-ne i 1,0 - 2,5 mm za vieetane prese). Kontinualne prese ekonomino troe elektrinu i toplotnu energiju. One zahtevaju mini-malnu primenu hidrauline sile i to jedino u cilju odravanja pritiska i po potrebi njegovih
blagih korekcija, dok se kod diskontinualnih presa pritisak menja od nulte do maksimalne vrednosti. Utroak elektrine energije kod kontinualne prese znaajan je samo pri njenom pokretanju i drastino se smanjuje tokom njenog rada. Pored toga, sam princip kontinualnog presovanja odgovara kontinualnom karakteru ostalih operacija na tehnolokoj liniji, kao to su oblepljivanje, formiranje tepiha i pretpresovanje. Shodno tome, ne postoji potreba za poseb-nom opremom za prihvatanje i unoenje tepiha u presu, kao to je to sluaj kod diskontinu-alnih presa; samim tim nema zaustavnog vremena za ulaganje tepiha, niti dodatnog utroka energije za obavljanje ove operacije. Imajui u vidu da presa radi bez praznog hoda, smanjen je i utroak toplotne energije. Poput diskontinualnih presa, tako i kontinualne prese mogu da proizvode ploe irokog opsega debljina. Ipak, jedna od osnovnih karakteristika kontinualnih presa jeste ta to iz njih ispresovana ploa izlazi u vidu beskonane trake. Na taj nain omogueno je razrezivanje ploa u duine koje e odgovarati razliitim zahtevima kupaca. Proizvodni kapacitet ovih presa moe se izraunati mnoenjem irine i debljine ploe sa brzinom prolaska tepiha kroz presu (izraz 7.1). Zbog toga to tanje ploe zahtevaju manji utro-ak toplote, one e e prolaziti kroz presu znatno veom brzinom (npr. 120 m/min za ploe debljine od 3 mm) u odnosu na deblje ploe (na pr. 5 m/min za ploe debljine od 38 mm).
gde je: v - brzina prolaska tepiha/ploe (m/min); bpl - irina ploe (m) i dpl - debljina ploe (m).
Brzina prolaska tepiha moe se izraunati na osnovu odnosa duine prese i vremena prola-ska tepiha kroz presu, koje predstavlja zbir vremena sabijanja tepiha i istog vremena preso-vanja (izraenog faktorom presovanja (izraz 7.2):
gde je: L - duina prese (m); ' - vreme sabijanja tepiha do debljine ploe (min) i x - faktor presovanja (min/mm).
U teoriji se proizvodnost kontinualnih presa ne menja znaajno sa promenom deblji-ne ploe, dok kod diskontinualnih presa prozivodni kapacitet znaajno opada smanjenjem debljine ploe. irina zone presovaja kod kontinualnih presa uobiajeno se kree izmeu 2 - 3 m, a u retkim sluajevima i preko 3 m. Pri daljem poveanju irine prese problem bi se javio u pogledu obez-beenja kvalitetne distribucije pritiska i odvoenja pare iz tepiha. Dodatni ograniavajui faktor predstavlja i stabilan dizajn ramova. Meutim, prostoji jak trend ka poveanju duine prese, pri emu maksimalna duina prese za proizvodnju MDF ploa iznosi 50 m. Vea duina prese omoguuje bri prolazak tepiha a time i vei proizvodni kapacitet, koji kod savremenih presa dostie vrednost i do 2500 m3/dan.
Slika 7.41. Karakteristina kriva specifinog pritiska u kontinual-
noj presi (Annon, 2009)
Slika 7.42. Ramovska konstrukcija kontinualne prese
286 287
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Hidraulini sistem kontinualne prese
Sistem hidraulike predstavlja jo jednu karakteristiku ovih presa. Svaki ram posebno je kontrolisan pomou propusnog ventila i mernog sistema koji detektuje rastojanje izmeu vrelih ploa (slika 7.43), ime se postie adekvatna kontrola itave operacije presovanja. Sistem hidraulinih pritisnih cilindara radi u kombinaciji sa hidraulinim ventilom, tako da se postie isti pritisak po celoj irini prese. Ovo dalje omoguava uravnoteen profil gustine i ujednae-nu debljinu po irini ploe. Otpusni cilindri smeteni su sa obe lateralne strane, donje ploe, kod svih ramova u kalibracionom delu prese, ali takoe i kod nekih ramova na ulazu u presu. Ovo je razumljivo s obzirom na to da se u ovoj fazi vri otputanje pritiska zbog isparavanja gasova iz tepiha. Takoe, prednost ovog sistema je korienje zemljine gravitacije prilikom otvaranja prese.
Slika 7.43. Elementi rama kontinualne prese [Metso Panelboard]
Slika 7.44. Ulazna zona kontinualne prese [Metso Panelboard]
Slika 7.45. Ulazni ureaj za sabijanje tepiha: a) za ploe velike debljine (i do 80 mm) i b) za ploe standardne debljine [Dieffenbacher]
U zoni koja obuhvata prvih sedam ramova, donje pritisne ploe su izuzetno fleksibilne i savitljive. Pritisni cilindri deluju u smeru odozdo i stvaraju ulazni profil gustine u irokom opsegu. Za proizvodnju tanjih ploa, tepih je u kontaktu sa ploama prese neposredno posle prvog rama prese (slika 7.44). Kompletna ulazna zona, ija je duina 4 m, pozicionirana je tako da su gornja i donja ploa pod veoma malim uglom, dajui izuzetno glatku povrinu ploe. Imajui u vidu veliku brzinu kretanja tanjih ploa, kompresija je dovoljno brza za odgovarajuu povr-insku masu tepiha. Za proizvodnju debljih ploa, tepih je u kontaktu sa iroko otvorenim vrelim ploama ispred prvog rama prese, kako bi se omoguilo brzo sabijanje do zadate debljine ploe. ak i pri malim brzinama kretanja tepiha vee debljine, kompresija je dovoljno brza za postizanje eljene gustine bez preranog ovrivanja veziva na povrini tepiha. Geometrija i tehniki detalji ulazanog dela prese zavise od proizvoaa. Najvei deo konso-lidacije tepiha dogaa se ba u ovom delu prese, stoga i veliki deo smee vazduha i vode-ne para nastaje u ovoj fazi, suprotstavljajui se kretanju ploe. Obino se oblik ulaznog dela
prese moe podeavati do odreenog stepena. Podeavanjem zakoenja postie se kontrola suprotnosmernog kretanja gasa (back flow), kao i kontrola mehanizmama koji diktiraju profil gustine ploe. Sabijanje tepiha pri ulasku u kontinualnu presu moe se ostvariti i ugradnjom posebnih sistema (slika 7.45).
288 289
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Prenos toplote
Oblepljeni vlaknasti tepih horizontalno se transportuje kroz presu izmeu elinih traka. Toplota koja se stvara u vrelim ploama prese prenosi se na eline trake preko sistema rotira-juih valjaka , odnosno valjanih traka (slika 7.46). S obzirom na to da se rotirajui valjci i eli-na trake kreu kroz presu zajedno sa tepihom, toplota ne samo da migrira vertikalno u tepih, ve se i prenosi horizontalno u smeru kretanja. Sve ovo zahteva paljivu kontrolu temperature u vrelim ploama. Samim tim, sistem valjaka, koji se kreu izmeu vrelih ploa i eline trake, predstavlja znaajnu komponentu transfera toplote i pritiska na tepih. Valjane trake osmilje-ne su tako da omoguuju gotovo besprekorno kretanje tepiha kroz presu uz mali procenat trenja. One nisu pogonjene posebnim mehanizmom ve su voene elinom trakom. Valjci savremenih kontinualnih presa imaju standardni prenik od 12,5 mm, koji je vei u odnosu na valjke kod presa ranijeg dizajna, dajui tako veu kontaktnu povrinu izmeu vrelih ploa i eline trake. Na taj nain smanjuje se razlika u temperatiri izmeu vrelih ploa i eline trake.
7.8.3. Uslovi u vlaknastom tepihu tokom vrelog presovanja
Pre ulaska u presu, vlaknasti tepih karakterie ujednaena temperatura i gustina. Sadr-aj vlage je takoe ujednaen, osim u sluajevima kada se primenjuje prethodno vlaenje povrine tepiha kako bi se pospeio prenos toplote tokom presovanja. Samim tim, pre same operacije presovanja u tepihu ne postoji gradijent vodene pare, niti temperature, kao ni bilo kakva unutranja naprezanja u vlaknastom materijalu. Sa poetkom presovanja, svi pomenuti faktori poinju da se menjaju razliitim brzinama i u razliitim zonama tepiha. Poloaj svakog individualnog vlakna pri tome odreuje uslove kojima e ono biti podvrgnuto, a kao posledi-ca toga javlja se neujednaenost fizikih svojstava gotove ploe. Primer promene parametara vrelog presovanja tokom prolaska tepiha kroz kontinualnu presu, prikazan je na slici 7.47.
Slika 7.46. Transport tepiha kroz presu izmeu elinih traka i valjaka (levo) i sistem za dovod grejnog medijuma (desno)
Slika 7.47. Promena parametara tokom operacije presovanja MDF ploe u kontinualnoj vreloj presi (Thoemen et al, 2006)
Slika 7.48. Uticaj parametara presovanja na temperaturu u unutranjem sloju tepiha(Sunds, Metso)
Minimalno vreme presovanja odreuje se vremenom koje je potrebno za ovravanje veziva u unutranjem sloju tepiha. Toplota se sa vrelih ploa prese prenosi na tepih zrae-njem, kondukcijom i konvekcijom (kretanjem vodene pare), od kojih je ovaj poslednji meha-nizam dodminantan u ranim fazama presovanja (Bolton et al., 1989). Osnovni razlog tome je to je drvo kvalitetan izolator, te se poetni protok vodene pare odigrava odmah nakon stvaranja gradijenta njenog pritiska (usled zagrevanja povrine tepiha). Slika 7.48 islustruje razvoj toplo-te tokom vrelog presovanja.
290 291
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
Vrelo presovanje, u irem smislu, predstavlja veoma sloenu tehnoloku operaciju koja podrazumeva brojne mehanike, fizike i hemijske pojave u samom vlaknastom tepihu (slika 7.49). Ove pojave ukljuuju: prenos mase i toplote, reoloke procese i hemijske reakcije umre-avanja veziva i razvoja jaine unutranjih veza. Prenos mase i toplote predstavlja veoma vanu pojavu u fazi vrelog presovanja, koja je odgovorna ne samo za dovoenje potrebne toplote za ovravanje veziva, ve i za omeka-vane, plastifikaciju drvnog materijala (iverja, vlakana i dr). Na samom poetku, nakon zatvara-nja prese, dolazi do prelaska toplote sa vrelih ploa na tepih, to dovodi do daljeg stvaranja gradijenata vlage i temperature u tepihu, koji su prostorno i vremenski zavisni (Hemphrey i Bolton, 1989). Vertikalni gradijent vlage uslovljen je kretanjem vodene pare od spoljnih, zagrejanih slojeva, ka unutranjosti tepiha. Ovo kretanje pare, kao nosioca toplote, veoma je vano sa aspekta skraivanja vremena ovravanja adheziva u zonama udaljenim od vrelih ploa. Osim po debljini tepiha, dolazi i do stvaranja horizontalnog gradijenta vlage i temperatu-re. Njegova pojava uglavnom je vezana za unutranje slojeve tepiha, koji nakon poetnog zagrevanja belee isvestan period stalne temperature od oko 100 C, to odgovara tempera-turi kljuanja vode, jo uvek prisutne u vidu sadraja vlage drvne komponente. Tokom ovog perioda dolazi do porasta pritiska gasa u tepihu to pomae difuziji vodene pare ka njegovim ivicama, nakon ega i temperatura u unutranjosti tepiha postepeno raste do nivoa pribli-nog temperaturi presovanja (Zomboril et al, 2003; Dai i Yu, 2004). Sabijanje tepiha podrazumeva sloene reoloke procese koji se nastavljaju i nakon posti-zanja zahtevane debljine ploe. Ponaanje tepiha prilikom presovanja u velikoj meri zavisi od njegove strukture, odnosno od karakteristika vlakana (veliina, sadraj vlage, fibrilizovanost, drvna vrsta, mehanika svojstava i dr). Samim tim, viskoelastine pojave u tepihu sloenije su nego kod masivnog drveta, imajui u vidu poroznost tepiha i njegovu heterogenu struk-turu. Toplota i vlaga dovode do deliminog omekavanja drvnog materijala, dok vrele ploe istovremeno prenose pritisak na tepih, smanjujui upljine u njegovoj strukturi i dovodei do deformacije vlakana. Ove deformacije jednim delom ine trajne viskozne deformacije, dok odreeni deo zaostalih elastinih deformacija utie na relaksacione pojave u tepihu, odnosno dovodi do opruno-povratnog efekta tokom i nakon ciklusa vrelog presovanja. Veina nasle-ene nestabilnosti presovanih MDF ploa potie od upravo od tenje vlakana da vrate oblik u stanje pre sabijanja. Pri svemu tome, gradijenti vlage i temperature utiu na razliite visko-elastine pojave u pojedinim slojevima tepiha, to zajedno sa procesom umreavanja adhe-ziva i jaanjem adhezivnih veza dovodi do trajnog stvaranja karakteristinog profila gustine po debljini drvno-kompozitne ploe (slika 7.50). Pored zaostalih elastinih deformacija, priti-sak pare u tepihu takoe doprinosi ukupnim unutranjim naprezanjima (Hemphrey i Bolton, 1989; Zomboril et al, 2003; Dai i Yu, 2004). Ovravanje veziva ima presudan znaaj za efikasnost procesa presovanja i za kvalitet gotove ploe. Jedan od osnovnih ciljeva vrelog presovanja jeste ubrzavanje reakcija umre-avanja adheziva i stvaranje jakih adhezivnih veza izmeu vlakana. Ukoliko ostvarene adhe-zivne veze nisu dovoljno visoke da nadjaaju zaostala unutranja naprezanja u presovanom tepihu, tada neminovno dolazi do degradacije strukture tepiha u toku faze smanjenja pritiska ili do pojave raspuklina u gotovoj ploi neposredno nakon otvaranja prese. ak i bez uoljivih oteenja, ploa moe da poseduje izrazito niske vrednosti vrstoe prema raslojavanju (Chen i Beall, 2000; Kelly, 1977).
7.8.8. Vertikalni profil gustine
Raspored gustine po debljini ploe (vetikalni profil gustine) predstavlja veoma vanu karakeristiku ploe koja odreuje svojstva njene povrine, ali i performanse pri tehnolokoj obradi. Visoka gustina spoljnih slojeva stvara ravnu i glatku povrinu, to MDF plou ini kvali-tetnom podlogom za oblaganje dekorativnim papirima i laminatima. Sa druge strane, ujedna-eni vertikalni profil gustine prua dodatni kvalitet u pogledu profilisanja ivica ploe ili izrade reljefa na njenoj povrini. Razvoj vertikalnog profila gustine zavisi od mnogih faktora. Raspored gustine je u osnovi simetrian u odnosu na centralnu osu ploe, sa veom gusti-nom spoljnih slojeva, odnosno manjom gustinom unutranjeg sloja. Ovaj profil gustine nasta-je meusobnim dejstvom razliitih faktora, o kojima je prethodno reeno. Ono to karakterie MDF ploe jeste mogunost podeavanja ovog svosjtva ploe, menjajui odreene parame-tre proizvodnje, kao na primer, karakteristike tepiha (vlanost tepiha, geometrijske i struktur-ne karakteristike vlakana, vrsta drveta) i upotrebljenog veziva ili parametre reima presovanja,
Slika 7.49. Mehanizam odigravanja razliitih pojava u vlaknastom tepihu tokom operacije vrelog presovanja (Humphrey, 1994)
292 293
7. Suvi postupak - Proizvodnja ploa vlaknatica srednje gustine
kao to su: pritisak presovanja, vreme zatvaranja prese, temperatura i dr. Slika 7.50 prikazuje razliite vertikalne profile MDF ploe, debljine 12,7 mm i gustine 770 kg/m3, pri ulaznoj vla-nosti tepiha od 9 %. Na datom primeru moe se uoiti da visok poetni pritisak uz brzo zatva-ranje prese (90 % od konane debljine ploe) dovodi do pojave izraenog profila gustine. U tom sluaju proizvode se ploe ije spoljne slojeve karakteriu visoke vrednosti gustine, dok e gustina u unutranjem sloju biti relativno niska. Sa druge strane, nizak poetni pritisak i sporo zatvaranje prese (160 % u odnosu na konanu debljinu ploe), dovode do proizvodnje ploe uravnoteene gustine po itavoj njenoj debljini.
7.8.5. Zona za hlaenje
Jedno od znaajnih unapreenja u dizajnu ravnih kontinualnih presa predstavlja zona za hlaenje, u kojoj se temperatura prese sa preko 200 C u zoni zagrevanja, sputa na oko 80 - 100 C. Kod ovog sistema, prvih 70 % duine prese predstavlja zonu sa konvencionalnim zagrevanjem, odnosno zonu u kojoj se toplotna energija namenjena za ovravanje lepka dovodi u tepih. Ostali deo, koji ini oko 30 % duine prese, izgraen je kao posebna zona za hlaenje, koja ima ulogu da izvlai toplotu sa povrine ploe (slika 7.51).
Slika 7.50. Profil gustine MDF ploe u odnosu na stepen poetnog zatvaranja prese, za plou debljine 12,7 mm, srednje gustine 770 kg/m3 i pri sadraju vlage tepiha od 9 % (Cai et al, 2006)
Slika 7.51. ema kontinualne prese sa zonom za hlaenje [Metso]
Zona za hlaenje izvedena je kao poseban toplotni i mehaniki segment, to je olakano modularnom strukturom kontinualne prese. Ona podrazumeva posebne ramove sa vrelim ploama i poseban sistem valjaka koji ine takozvani vreli i hladni krug prese. Pritom su eli-ne trake, koje nose tepih, jedini element prese koji prolazi celom njenom duinom (slika 7.52). Kritino mesto u ovom sistemu predstavlja udaljenost vrelih ploa izmeu vrele i hladne zone,
odnosno razmak na kome jedino eline trake svojim zatezanjem zadravaju unutranji priti-sak gasa u tepihu. Usled malog prenika valjaka i fleksibilnosti samih valjanih traka, ovaj razmak je sveden na svega 100 - 120 mm. Imajui u vidu da su zone zagrevanja i hlae-nja efektivno podeljene u dva zasebna toplotna sistema, nema znaajnog gubitka toplote usled prelaska tepiha izmeu zona, poto sistem valjaka u svakoj zoni ostaje unutar datog reima zagreva-nja ili hlaenja. Jedini element u presi koji, osim vlaknastog tepiha, trpi toplotna naprezanja pri prelasku izmeu pomenutih zona, jeste elin