-
8/13/2019 Lijepljeni lamelirani nosaci
1/65
7 Lijepljeni lamelirani nosai
-
8/13/2019 Lijepljeni lamelirani nosaci
2/65
PROIZVODNJA LIJEPLJENIH LAMELIRANIH NOSAA
TEHNOLOKI SLIJED
MATERIJAL: I KLASA (V 15%)
1. Sjea: obaranje, skidanje grana, rezanje u trupce, skidanje
kore2. Suenje trupaca u umi, transport, suenje trupaca u tvornici3.
Piljenje na dimenzije lamele sa nadmjerom4. Suenje sirovih lamela
(prirodno, prisilno u suarama)5. Ulaz u proizvodni pogon,
odleavanje cca 7 dana ujednaenje V
6. Uzduno spajanje lamela7. Blanjanje lamela ( 0,1 mm)8.
Nanoenje ljepila (otvoreno vrijeme)9. Slaganje nosaa u kalupu
projektirane geometrije10. Ovrenje ljepila (zatvoreno vrijeme)11.
Kontrola kvalitete
12. Zavrna obrada13. Zatita premazima14. Priprema za transport i
transport15. Montaa
-
8/13/2019 Lijepljeni lamelirani nosaci
3/65
Sjea
- Golosjea- Selektivna sjea- Sanitarna sjea (podruja pod
zatitom, parkovi prirode i sl.)
Posebni uvjeti za trupce etinara i hrastovine:
etinari sijeku se samo zimi i ljetiJela i smreka, isporuuju se
mijeano, bez obzira na koliinski odnos
jedne vrste, pod imenom etinaraKora mora biti skinuta, kvaliteta
u skladu sa HRN vidno oznaena
Hrastovina sijee se samo zimiIsporuka do 30. travnja, kvaliteta
u skladu sa HRN vidno oznaena
-
8/13/2019 Lijepljeni lamelirani nosaci
4/65
Hrast lunjak Slavonija (golosjea)
-
8/13/2019 Lijepljeni lamelirani nosaci
5/65
Selektivna sjea borovine
-
8/13/2019 Lijepljeni lamelirani nosaci
6/65
Skidanje kore
-
8/13/2019 Lijepljeni lamelirani nosaci
7/65
Suenje trupaca u umi, transport, suenje trupaca u tvornici
Suenje trupaca u umi nije preporuljivo, prakticira se iskljuivo
radiolakanja transporta (smanjenje teine zbog gubitka vlage).
Trupci se izvoze iz ume kamionskim ili traktorskim transportom
umskimputovima, umskom eljeznicom, iarama, splavarenjem rijekom
(ako za topostoje uvjeti) ili ivotinjskom snagom.
Nakon dovoenja u tvornicu, klasificiraju se i odlau na stovarite
trupaca dopada vlage na optimalnu razinu za daljnju obradu
(piljenje). Kvalitetnijimaterijal se zatiuje od oborina, pucanja na
glavama itd.
-
8/13/2019 Lijepljeni lamelirani nosaci
8/65
-
8/13/2019 Lijepljeni lamelirani nosaci
9/65
-
8/13/2019 Lijepljeni lamelirani nosaci
10/65
-
8/13/2019 Lijepljeni lamelirani nosaci
11/65
-
8/13/2019 Lijepljeni lamelirani nosaci
12/65
-
8/13/2019 Lijepljeni lamelirani nosaci
13/65
Piljenje na dimenzije lamele sa nadmjerom
Trupci se pile cirkularom ili gaterom, danaszbog ekonominosti
najee gaterom satehnikom piljenja "u cijelo" (odjednom u nizlamela
iste ili razliite debljine)
Gater je niz lisnatih pila uvrenih u eliniokvir. Razmak listova
odreuje se premadebljini lamele.
-
8/13/2019 Lijepljeni lamelirani nosaci
14/65
Ovako dobivene lamele kraje se cirkularnim
pilama na potrebnu irinu.
U tvornicama koje u proizvodnom asortimanuimaju osim LLN i
ostale proizvode mogue sui neke druge tehnike piljenja, posebno ako
seradi o hrastovoj grai. Sa ciljem to boljeg
iskoritenja visokokvalitetne i najvrjednijepilanske sirovine
razvile su se specijalnetehnike piljenja.
-
8/13/2019 Lijepljeni lamelirani nosaci
15/65
-
8/13/2019 Lijepljeni lamelirani nosaci
16/65
-
8/13/2019 Lijepljeni lamelirani nosaci
17/65
-
8/13/2019 Lijepljeni lamelirani nosaci
18/65
Suenje sirovih lamela (prirodno i prisilno)
Nakon piljenja lamele se odlau na stovaritepiljene grae sloene u
vitlove gdje zapoinjeproces suenja. U vitlovima je taj proces
prirodan, lamele su tako sloene da jemogua cirkulacija zraka i
prozraivanjesvake pojedine lamele, a itav sloanj jezatien pokrovom
od padalina.
Brzina prirodnog suenja ovisi o nizu faktora(temperaturi,
relativnoj vlazi i brzini strujanjazraka, vrsti drva, poloaju u
presjeku debla,debljini lamele i nainu piljenja, vlazi u
startu,nainu slaganja itd) i ne moe se preciznoizraunati. Koliina
vlage se prati i ovaj nain
suenja smatramo gotovim kad postotakvlage padne na 25 do 30 %
(takozvanaotpremna suhoa) cca 4-8 mjeseci odpoetka suenja za
piljenu grau.
-
8/13/2019 Lijepljeni lamelirani nosaci
19/65
Nakon zavrenog procesa prirodnog suenja lamele se otpremaju na
prisilno suenje usuionice. Prisilno suenje danas se vri strujom
toplog zraka propisane temperature i relativnevlanosti u razliitim
reimima suenja ovisno o vrsti i dimenzijama materijala koji se
sui.
Za suenje manjih koliina koriste se komore za suenje (6-12 m
duine). Tuneli za suenjekoriste se za suenje veih koliina etinara,
dugi su do preko 100 m. Materijal se provlai kroztunele za suenje
na vagonetima.
Komore za suenje
-
8/13/2019 Lijepljeni lamelirani nosaci
20/65
Tunel za suenje
-
8/13/2019 Lijepljeni lamelirani nosaci
21/65
Ulaz u proizvodni pogon, ujednaenje vlanosti (egalizacija)
Nakon zavretka procesa suenja a kada vlanost padne ispod 15%
lamele
se uvode u proizvodni pogon. Temperatura zraka u pogonu u kojem
e selijepiti elementi mora iznositi 20 C uz relativnu vlanost od
cca 60%. Pogonmora biti dobro ventiliran a tehnoloke linije moraju
imati ugraene sistemeza direktno odvoenje piljevine, strugotine i
praine u adekvatne silose vanpogona.
U ovakvim uvjetima materijal mora ostati makar 7 dana u kom se
vremenuujednauje vlanost lamela po principu higroskopne ravnotee.
Ovim senastoje smanjiti na minimum parazitni naponi u lijepljenim
rekama koji bi semogli pojaviti u eksploataciji nosaa kod promjene
uvjeta okoline ukoliko bisusjedne lamele bile razliite
vlanosti.
-
8/13/2019 Lijepljeni lamelirani nosaci
22/65
Uzduno spajanje lamela
Svaka lamela poprenog presjekaizrauje se iz veeg brojasegmenata
uzduno spojenih
lijepljenjem. Spajanje moe bitiizvedeno:
- sueonim spojem- klinastim spojem
- zupastim spojem
Prva dva naina spajanja gotovoda se vie ne upotrebljavaju
uproizvodnji nosaa, tehnolokelinije su prilagoene izvedbinastavaka
zupastim spojem.(Osim lamela ovakvim spojemmogu se nastavljati
stupovi, gredei okviri.)
-
8/13/2019 Lijepljeni lamelirani nosaci
23/65
-
8/13/2019 Lijepljeni lamelirani nosaci
24/65
-
8/13/2019 Lijepljeni lamelirani nosaci
25/65
-
8/13/2019 Lijepljeni lamelirani nosaci
26/65
Blanjanje lamela (0,1 mm)
Prije uzdunog spajanja elementi lamela se blanjaju sa tonou
obrade povrine od 0,1 mm.Blanjanje se izvodi posebnim alatom koji
obrauje obje strane lamele odjednom proputajuikonstantnu
debljinu.
-
8/13/2019 Lijepljeni lamelirani nosaci
27/65
-
8/13/2019 Lijepljeni lamelirani nosaci
28/65
-
8/13/2019 Lijepljeni lamelirani nosaci
29/65
Nanoenje ljepila, slaganje nosaa u kalupe i ovrenje ljepila
Nakon izrade lamela i ovrenja uzdunih spojeva pristupa se
lijepljenjunosaa. Kao to je prije reeno danas se LLN lijepe
rezorcinskim ljepilom pase dole navedeni podaci odnose na
rezorcine.
Poetak lijepljenja je priprema ljepila: katalizator se pomalo uz
mijeanjedodaje ljepilu do omjera 1 : 5 u teinskim dijelovima.
Mijeanje je strojno a
nakon dodatka cijele koliine katalizatora traje jo 10 min. do
homogenosti.Temperatura smjese mora ostati u granicama 15 do 20
C.
Temperatura znatno utjee na proces lijepljenja i upotrebno
vrijeme ljepila:
Temperatura smjese ( C) 10 15 20 25 30 35Upotrebno vrijeme
(h/min) 7/00 4/00 2/00 1/00 0/40 0/10
Ljepilo se strojno, gumenim valjcima, nanosi na obje povrine
koje se lijepe.Nanos se kree u granicama 0,20 do 0,35 kg/m,
obostrano znai 0,40 do
0,70 kg/m lijepljenog spoja.
Prva lamela se premazuje sa jedne, ostale sa obje a zadnja opet
sa jednestrane. Jasno, nepremazane strane su vanjska lica nosaa.
Nakonpremazivanja ljepilom lamele se redom slau u kalup
projektirane geometrije.
-
8/13/2019 Lijepljeni lamelirani nosaci
30/65
-
8/13/2019 Lijepljeni lamelirani nosaci
31/65
-
8/13/2019 Lijepljeni lamelirani nosaci
32/65
-
8/13/2019 Lijepljeni lamelirani nosaci
33/65
Otvoreno vrijeme ljepila je vrijeme od nanoenja ljepila na
lamelu pa dospajanja sa drugom premazanom lamelom.
Zatvoreno vrijeme je maksimalno vrijeme od spajanja lamela bez
pritiska.
Vrijeme preanja je vrijeme u kojem nosamora biti pod
pritiskom.
Sva ova vremena ovise o materijalu a za navedene uvjete u pogonu
vrijediorijentaciono :
Temperatura ( C) 10 15 20 25 30 35Otvoreno vrijeme (min) 50 40
25 15 10 5
Zatvoreno vrijeme (min) 240 120 80 50 20 10Vrijeme preanja
(h/min) 15/00 10/00 5/00 4/00 2/00 1/15
Pritisak preanja kree se u granicama:- za meka drva 30 60 N/cm-
za tvrda drva 60 90 N/cm
Nakon oslobaanja pritiska nosau je potrebno odleavanje od 24
sata (dopremjetanja ili daljnje obrade). Punu vrstou lijepljeni
spojevi postiu nakon5-7 dana.
Kontrola kvalitete
-
8/13/2019 Lijepljeni lamelirani nosaci
34/65
Kontrola kvalitete
Svaki proizvedeni nosa mora imati popratnudokumentaciju sa
dokazima kontrole kvalitete a u nju se
unose slijedei podaci:
- vrsta drva i klasa- vlanost lamela u fazi lijepljenja- vrsta
ljepila i atestna dokumentacija
proizvoaa ljepila
- najmanje i najvee debljine lamela- temperatura i vlanost zraka
pogona
(polikondenzacija ljepila)- ostvareni pritisak u fazi
polikondezacije ljepila- ostvarena geometrija u odnosu na projekt-
rezultati ispitivanja posmine vrstoe ljepila- kod izuzetnih
konstrukcija rezultate ispitivanja
vlane vrstoe ljepila i uzdunih spojevalamela
Pod izuzetnim konstrukcijama podrazumijevaju se
konzole preko 15 m, ravni nosai preko 30 m i lukovipreko 60 m
duine.
Navedena ispitivanja posmine vrstoe ljepila vre sena uzorcima
koji se uzimaju sa svakog nosaa (vanprojektiranih dimenzija).
Ispitivanja do loma se provode
prema HRN D.A1.053 na uzorcima prema skici.
Zavrna obrada, zatita i priprema za transport
-
8/13/2019 Lijepljeni lamelirani nosaci
35/65
, p p p
Pod zavrnom obradom podrazumijeva se konano blanjanje i bruenje
lica nosaa i svi
zahvati na nosau koje je projektom predvieno izvesti u tvornici.
Nakon zavrne obradenosai odlaze u dio pogona u kojem se premazuju
zatitnim sredstvima prema projektu.Nanose se najmanje dva sloja
odgovarajueg zatitnog premaza a trei, zavrni sloj nanosi senakon
definitivne montae.
Nosai se nakon ove operacije pakiraju u PVC da bi se zatitili od
vlage u narednim fazama, a
ako se radi o teim transportima mogu se zatititi i od mehanikih
oteenja.
-
8/13/2019 Lijepljeni lamelirani nosaci
36/65
-
8/13/2019 Lijepljeni lamelirani nosaci
37/65
-
8/13/2019 Lijepljeni lamelirani nosaci
38/65
-
8/13/2019 Lijepljeni lamelirani nosaci
39/65
Transport i montaa
Planom transporta prikazuje se i opisuje nain transporta te
dokazuje mehanika otpornost istabilnost kod kritinih operacija i
specifinih naina oslanjanja ili poloaja LLN. Transportniputovi
moraju biti utvreni, pri emu se mora voditi rauna o radijusima
krivina premazahtjevima specijalnih vozila i postojeim slobodnim
profilima.
-
8/13/2019 Lijepljeni lamelirani nosaci
40/65
-
8/13/2019 Lijepljeni lamelirani nosaci
41/65
Montaa se mora provesti prema planumontae. Plan montae
ovjerava
projektant konstrukcije.Meustanja konstrukcije u fazi
montaepotrebno je provjeriti vodei rauna omjestima i nainima
hvatanja/oslanjanja ufazama podizanja i montae. Posebnu
panju treba posvetiti osiguranju stabilnostiu fazama i
elementima koji kod montaeimaju naprezanja suprotna od oekivanih
ueksploataciji
Mjesta hvatanja potrebno je osigurati od
oteenja.
-
8/13/2019 Lijepljeni lamelirani nosaci
42/65
-
8/13/2019 Lijepljeni lamelirani nosaci
43/65
-
8/13/2019 Lijepljeni lamelirani nosaci
44/65
-
8/13/2019 Lijepljeni lamelirani nosaci
45/65
-
8/13/2019 Lijepljeni lamelirani nosaci
46/65
-
8/13/2019 Lijepljeni lamelirani nosaci
47/65
-
8/13/2019 Lijepljeni lamelirani nosaci
48/65
-
8/13/2019 Lijepljeni lamelirani nosaci
49/65
-
8/13/2019 Lijepljeni lamelirani nosaci
50/65
-
8/13/2019 Lijepljeni lamelirani nosaci
51/65
-
8/13/2019 Lijepljeni lamelirani nosaci
52/65
-
8/13/2019 Lijepljeni lamelirani nosaci
53/65
IZVEDBA NOSAA UVJETI ZA I KLASU
-
8/13/2019 Lijepljeni lamelirani nosaci
54/65
U proraun mehanike otpornosti i stabilnosti uvode se
geometrijske karakteristike homogenogpoprenog presjeka u svemu
prema vaeim HRN U.C9.300 ako su ispunjeni slijedei uvjeti
kod izrade nosaa:
Raspored materijala po visini poprenog presjeka
Za izradu LLN koji su podvrgnuti utjecaju savijanja sa ili bez
uzdune sile (uz uvjet da su naponiu vanjskim etvrtinama razliitog
predznaka) moe se u srednjem dijelu nosaa upotrijebitimaterijal II
klase.
Ovako izvedeni nosai mogu se deklarirati kao I klasa.
-
8/13/2019 Lijepljeni lamelirani nosaci
55/65
Dimenzije poprenog presjeka
Najvea irina jedne lamele moe iznositi poHRN 200 mm (prema EC5
do 220 mm).
Prema tome irina poprenog presjekanosaa moe iznositi najvie 20
cm. Ako sezahtijeva vea irina lamele se moraju izvestiiz dva dijela
meusobno spojena uzdunimlijepljenjem. irina poprenih presjeka
ovakoizvedenih nosaa moe iznositi do najvie 30
cm (prema EC5 - 28 cm). Popreni preklopi udva susjedna sloja
moraju biti vei od dvijedebljine lamele.
Alternativno, vee irine presjeka odnosnokrutosti nosaa dobiju se
slaganjem 2 ili 3
nosaa u blok ili izvoenjem komponiranihpoprenih presjeka.
Debljina lamela
-
8/13/2019 Lijepljeni lamelirani nosaci
56/65
Najvea debljina lamele smije iznositi kod etinara 32 mm (iznimno
42 mm).
Kod upotrebe tvrdog drva doputa se debljina lamele do 20
mm.Minimalne debljine lamela nisu ograniene.
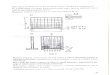
Zakrivljeni lijepljeni nosai
Zakrivljeni nosai radijusa zakrivljenosti lamele Ri 200hi
(hi-debljinalamele) tretiraju se kao ravni nosai.
Ako je radijus zakrivljenosti 150hi Ri 200hi debljinu lamele
potrebno jeodrediti prema priloenom dijagramu.Manji radijusi
zakrivljenosti od Ri = 150hi doputeni su uz uvjet da se
smanjedoputeni naponi prema HRN t.8.13.
Uzduno nastavljanje lamela
Lamela mora biti neprekinuta na cijeloj duljini nosaa to se
ostvaruje uzdunim nastavcima.
-
8/13/2019 Lijepljeni lamelirani nosaci
57/65
U susjednim slojevima nastavci moraju biti izmaknuti prema
priloenoj skici i tablici.Ukoliko je ovaj uvjet ostvaren smatra se
da popreni presjek nije oslabljen.
-
8/13/2019 Lijepljeni lamelirani nosaci
58/65
Orijentacija lamela
-
8/13/2019 Lijepljeni lamelirani nosaci
59/65
Desnom stranom lamele nazovimo stranu blie srcu, lijevom blie
kori.
Suenjem odnosno poveanjem vlanosti lamela se deformira.
Pogledajmomogua stanja u dvije susjedne lamele.
-
8/13/2019 Lijepljeni lamelirani nosaci
60/65
Osnovni doputeni naponi za lijepljene lamelirane nosae (V = 15
%)
-
8/13/2019 Lijepljeni lamelirani nosaci
61/65
Koeficijenti za optereenja :
G1 1,00G2 1,15G3 1,50
-
8/13/2019 Lijepljeni lamelirani nosaci
62/65
Za slobodno oslonjene nosae visine poprenog presjeka > 30 cm
potrebno
e smanjiti osnovni doputeni napon na savijanje mnoenjem sa
faktorom kh :
( )21
9/1
130
cch
kh ++
=
-
8/13/2019 Lijepljeni lamelirani nosaci
63/65
Proraun deformacija
-
8/13/2019 Lijepljeni lamelirani nosaci
64/65
j
Principi prorauna isti su kao kod klasinih konstrukcija od
monolitnog drva aosnovne vrijednosti modula dane su u HRN:
Koeficijent redukcije za vlanost 15 % :
= 0,85 za vlanost od 15 18 %= 0,75 za vlanost od 18 22 %
-
8/13/2019 Lijepljeni lamelirani nosaci
65/65
Metalni elementi
Za izvedbu metalnih elemenata drvenihkonstrukcija u pravilu se
koristi elik kvaliteteN 24 (0361), rjee N 36 (0561).
Kod prorauna vrijede doputeni naponi kao uelinim konstrukcijama
umanjeni za 10 %.
Elementi sa navojem proraunavaju se prekoneto poprenog presjeka
sa doputenimvlanim naponom od 10 kN/cm.