Embed Size (px)
Citation preview

KATA PENGANTAR
Puji syukur kami panjatkan kehadirat ALLAH SWT atas cinta kasih dan karunia-Nya penulis
dapat menyelesaikan tugas ini tepat pada waktunya dengan judul “Proses Pengerjaan Logam Surface
hardening” disusun dalam rangka memenuhi tugas mata kuliah ILMU BAHAN DAN
PENGERJAAN LOGAM semester ganjil 2015/2016 .Dalam kesempatan ini penulis juga ingin
mengucapkan rasa terimakasih kepada berbagai pihak yang telah banyak membantu penulis selama
pengerjaan sehingga selesai pada waktunya, adapun berbagai pihak adalah sebagai berikut :
1. Irfan Syarif, ST. MT.
2. Mahasiswa Jurusan Teknik Sistem Perkapalan
Penulis berharap laporan ini dapat bermanfaat kepada berbagai pihak umumnya dan mahasiswa
walaupun penulis menyadari bahwa laporan ini masih jauh dari kesempurnaan. Penulis menyadari
kekurangan dan keterbatasan kemampuan, wawasan dan pengalaman yang penulis miliki. Untuk itu
penulis mengharapkan kritik dan saran yang membangun dari semua pihak demi perbaikan laporan
ini untuk selanjutnya. Akhir kata penulis ucapkan terimakasih.
Surabaya, 1 Januari 2016
Penulis
ANDRI INDRIAWAN 4214100088 I
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

DAFTAR ISI
HALAMAN JUDUL............................................................................................................................................
KATA PENGANTAR ......................................................................................................................................... i
DAFTAR ISI ...................................................................................................................................................... ii
BAB I PENDAHULUAN..................................................................................................................................
I.1. Latar Belakang.........................................................................................................................................1
I.2. Perumusan Masalah..................................................................................................................................1
I.3. Tujuan.......................................................................................................................................................1
I.4. Manfaat.....................................................................................................................................................2
BAB II PEMBAHASAN.................................................................................................................................
II.1 Tujuan dan manfaat dan manfaat proses surface hardening......................................................3
II.2 Proses Pengerjaan dengan surface hardening............................................................................3
II.3 Keuntungan dan Kelebihan proses surface hardening.............................................................13
II.4 Aplikasi proses surface hardening di industri..........................................................................13
BAB III PENUTUP..........................................................................................................................................
III.1 Kesimpulan............................................................................................................................................15
DAFTAR PUSTAKA.......................................................................................................................................16
ANDRI INDRIAWAN 4214100088 II
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

BAB 1
PENDAHULUAN
1.1 Latar Belakang
Proses laku panas khususnya surface hardening dilakukan untuk meningkatkan sifat tahan aus. Pengerasan dilakukan dengan cara memanaskan baja sampai daerah austenit lalu mendinginkan dengan cepat sehingga terbentuk martensit yang keras.
Dalam pemakaian suatu elemen mesin atau perkakas seringkali diperlakuakan permukaan logam yang keras dengan bagian inti yang lebih lunak dan tangguh. Permukaan yang keras tersebut dapat diperoleh dengan cara pengerasan permukaan (case hardening). Flame hardening merupakan salah satu metode yang bertujuan meningkatkan kekerasan permukaan. Sehingga disini saya akan membahas tentang Surface hardening (Pengerasan Permukaan).
1.2 Perumusan Masalah
Dari latar belakang diatas dapat dilakuakan perumusan masalah yaitu:
1. Apa tujuan dan manfaat proses dari surface hardening?
2. Bagaimana proses pengerjaan dengan surface hardening?
3. Apa saja keuntungan dan kekurangan dari proses surface hardening?
4. Apa saja aplikasi proses surface hardening di industri?
1.3 Tujuan
. 1. Mengetahui tujuan dan manfaat proses dari surface hardening.
2. Mengetahui proses pengerjaan dengan surface hardening.
3. Mengetahui keuntungan dan kekurangan dari proses surface
Hardening.
4. Mengetahui aplikasi proses surface hardening di industri.
ANDRI INDRIAWAN 4214100088 1
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

1.4 Manfaat
1. Mahasiswa dapat mengetahui tujuan dan manfaat proses dari surface
Hardening.
2. . Mahasiswa dapat mengetahui proses pengerjaan dengan surface
Hardening.
3. . Mahasiswa dapat mengetahui saja keuntungan dan kekurangan dari
proses surface hardening.
4. Mahasiswa dapat mengetahui aplikasi proses surface hardening di
Industri.
ANDRI INDRIAWAN 4214100088 2
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

BAB II
PEMBAHASAN
II. 1 Tujuan dan Manfaat Surface Hardening
Pengerasan permukaan adalah sebuah metode yang digunakan untuk memperbaiki sifat material, namun hanya pada permukaannya saja. Jadi,pada bagian dalam material tetap memiliki sifat yang sama seperti sebelumnya. Contohnya :Kita menginginkan baja AISI 1020 tidak hanya ulet saja, namun juga keras. Maka kita Melakukan surface hardening, sehingga diperoleh permukaan yang keras, namun bagian dalamnyatetap lunak.
Tujuan dari surface hardening yaitu:
1. Untuk meningkatkan kekuatan.
2. Untuk meningkatkan Ketangguhan.
3. Meningkat sifat tahan aus.
4. Untuk Meningkatkan sifat tahan korosi.
II.2 Proses Pengerjaan Surface hardening
Ada 5 cara yang banyak dilakukan dalam Case Hardening :
1. Carburising
2. Nitriding
3. Cyaniding/ carbonitriding
4. Pengerasan api (flame hardening)
5. Pengerasan induksi (induction hardening)
Tiga yang teratas dengan merubah komposisi kimia, dua cara berikutnya
dengan membuat martensit hanya pada permukaan saja (shallow hardening methods,
syarat kadar karbon tidak kurang dari 0.30%)
1. CARBURISING
Cara paling murah dan metode paling sering yang digunakan dalam pengerasan
permukaan. dilakukan Pada baja dengan keuletan tinggi, yang memiliki kadar
karbon =< 0.2%.
ANDRI INDRIAWAN 4214100088 3
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

Karena kadar karbon rendah maka harus ditambah dengan mendifusikan karbon
melalui permukaannya sehingga mampu dikeraskan dengan quenching
(pembentukan martensit).
Tahapan carburising :
a. Penembahan carbon
b. Pengerasan
a. Penembahan karbon (carburising)
Pemanasan pada temperatur cukup tinggi di lingkungan yang mengandung
karbon aktif dimana atom karbon berdifusi ke dalam baja sampai kadar tertentu &
kedalaman tertentu
Selanjutnya proses quenching
Ada 3 cara penambahan karbon (carburising):
i. Solid carburising,
ii. gas carburising,
iii. liquid carburising
i. Solid carburising
Benda kerja dimasukkan dalam suatu kotak ditimbun dengan
carburising compound, kotak ditutup (kedap udara), dipanaskan sampai 900-
950oC selama beberapa jam, kotak dikeluarkan dari dapur, dibiarkan dingin,
dibongkar & benda kerja dibersihkan kemudian dipanaskan kembali untuk
pengerasan (quenching).
Carburising compound
Berupa serbuk arang kayu/coke 70-80%, barium/natrium karbonat20-
25%, kalsiumkarbonat2,5-3,5%. Selama pemanasan udara yang terperangkap
dalam kotak akan bereaksi dengan arang menjdi CO:
2C + O2 -----> 2CO
Selanjutnya CO akan berdissosiasi menjadi karbon aktif(C.at) yang dapat
berdifusi ke dalam baja:
2CO -----> CO2 + C.at
(C.at) ini adalah atom karbon aktif, yang dapat berdifusi ke dalam baja, karbon
aktif pada carburisingcompound berfugsi sebagai energizer atau activator yang
ANDRI INDRIAWAN 4214100088 4
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

mempercepat proses carburising yaitu dengan menghasilkan sejumlah CO2
dari reaksi dekomposisinya:
BaCO3 ----> BaO+ CO2
Yang kemudian bereaksi dengan carbon membentuk CO.
Karena pada temperatur tinggi baja mampu melarutkan banyak karbon maka
dalam waktu singkat permukaan baja akan menyerap karbon hingga mencapai
batas jenuhnya.
Mengingat bahwa bagian dalam baja hanya mengandung sedikit
karbon maka karbon akan berdifusi masuk lebih kedalam. Tebal lapisan
permukaan yang mengalami penambahan karbon(case depth) ini tergantung
pada temperatur pemanasan dan panjangnya holding time pada temperatur
pemanasan itu.
ii. Gas Carburising
Baja dipanaskan dalam dapur dengan atmosfernya banyak
mengandung gas CO dan/atau gas hydrokarbon yang sudah berdekomposisi
pada temperatur carburising (900-950 C) akan berdekomposisi menghasilkan
(C.at) yang nantinya berdifusi ke dalam baja
Reaksi dekomposisinya:
2CO <----> C.at + CO2
CH4 <----> C.at + H2
CO + H2 <----> C.at + H2O
Diffusion Period
Pada gas carburising lapisan hypereutektoid dapat dihilangkan dengan
memberikan suatu diffusion period yaitu dengan menghentikan aliran gas
carburising tetapi mempertahankan temperatur pemanasan.
Dengan demikian karbon akan berdifusi lebih kedalam dan merata pada
lapisan kulit. Benda kerja akan lebih bersih sehingga dapat langsung diquench,
sehingga dapur lebih efisien
ANDRI INDRIAWAN 4214100088 5
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

iii. Liquid Carburising
Pemanasan dilakukan dalam saltbath yang tadi campuran sodium
cyanide (NaCN) atau potassium cyanide (KCN) yang berfungsi sebagai
carburising agent yang aktif, dengan sodium carbonat (Na2CO3) yang berfungsi
sebagai energiser.
4 NaCN + 2O2 ----> 4 NaCNO
4 NaCNO ----> 2NaCN + Na2CO3 + CO + 2 N.at
2 CO ----> CO2 + C.at
Terlihat bahwa selain atom carbon, atom nitrogen juga ikut berdifusi
ke dalam baja. Nitrogen ini bereaksi membentuk nitrida yang juga keras.
Tebal kulit pengerasan (case depth) juga tergantung pada kandungan cyanide
dalam saltbath (biasanya digunakan campuran dengan 40-50% NaCN),
sedangkan selama pemakaian kandungan cyanide ini terus berkurang, karena
itu secara periodik komposisi saltbath harus selalu diperiksa/dipertahankan
konstan.
b. Pengerasan (Quenching)
Setelah lapisan kulit mengandung cukup karbon, proses dilanjutkan
dengan pengerasan (quenching) untuk mencapai kekerasan yang tinggi &
tempering, untuk mengurangi kegetasan & tegangan sisa yang berlebihan.
Pada pack carburising quenching dilakukan setelah pemanasan kembali, tetapi
pada gas & liquid carburising quenching dapat dilakukan langsung sesudah
pemanasan untuk penambahan karbon.
Saat carburising baja dipanaskan pada temperatur cukup tinggi di daerah
austenit, sehingga kemungkinan terjadi pertumbuhan butir yang berlebihan
coarse grained steel
Jika langsung diquench maka material menjadi getas/terdistorsi.
Baja yang mengandung unsur paduan dapat mencegah terjadi nya
pertumbuhan butir fine grained steel(yang dapat langsung diquench)
ANDRI INDRIAWAN 4214100088 6
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

2. NITRIDING Nitriding dilakukan dengan memanaskan baja di dalam dapur dengan atmosfer yang
mengandung atom nitrogen aktif yang akan berdifusi ke dalam baja dan bereaksi
dengan unsur dalam membentuk nitrida.
Nitrida yang terbentuk sangat keras dan stabil, nitrigen aktif diperoleh dari gas
amonia yang bila dipanaskan pada temperatur nitriding (500-600C) akan
berdissosiasi menjadi nitrogen aktif dan gas hidrogen:
2 NH3 ------> 2 N.at + 3 H2
Pada dasarnya smua baja dapat dinitriding, tetapi hasil yang baik akan
diperoleh bila baja mengandung unsur paduan yang membentuk nitrida (nitride
forming element) seperti aluminium, chrom atau molybden.
Benda kerja dimasukkan dalam dapur yang kedap udara, gas amonia dialirkan
secara kontinyu selama proses pemanasan pada temperatur 500-600C.
Proses nitriding berlangsung lama (bisa dalam beberapa hari). Kekerasan
yang dihasilkan sangat tinggi (sehingga tidak perlu quenching) sehingga benda kerja
terhindar dari distorsi, retak atau tegangan sisa. Nitrida yang terbentuk sangat stabil,
kekerasannya tidak berubah selama pemanasan walaupun sampai dengan suhu 600C.
Walaupun proses nitriding berlangsung lama sekali tetapi tebal kulit yang
terjadi tipis sekali. Baja untuk dinitriding tidak boleh terlalu lunak (>= 0,3-0,4%C)
agar mampu mendukung kulit yang sangat tipis tadi.
Benda kerja setelah dinitriding disarankan tidak dilakukan proses machining (selain
polishing/lapping). Baja hasil nitriding mempunyai sifat tahan aus yang sangat baik,
mempunyai sifat tahan terhadap kelelahan dan juga tahan terhadap korosi.
3. CYANIDING & CARBONITRIDINGCyaniding menyerap karbon dan nitrogen dengan perbandingan yang lebih
seimbang. Proses cyaniding merupakan modifikasi liquid carburising, proses dengan menggunakan saltbath tetapi dengan konsentrasi garam cyanide yang lebih rendah dan temperatur pemanasan yang lebih rendah, sehingga diffusi nitrogen cukup banyak.
Saltbath mengandung 25-45% NaCN pada 550-600C dan holdingtime 5-30men didapatkan kulit (case) yang sangat tipis (0.02-0.04mm). Kulit tipis ini tahan aus dan kekerasan sangat tinggi, sering dilakukan terhadap baja perkakas (HSS, high speed steel).
ANDRI INDRIAWAN 4214100088 7
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

Pada cyaniding komposisi saltbath dan temperatur pemanasan sangat berpengruh
terhadap tebal dan kompss kimia dari kulit. Dengan temperatur pemanasan makin
tinggi dan kandungan NaCN dalam saltbath yang makin rendah akan menghasilkn
case depth yang makin besar, dan kadar karbon dari kulit yang makin tinggi (kadar
nitrogen makin rendah)
Untuk proses yang menghasilkn kulit dengan kadar karbon yang cukup tinggi (>0.4%C)
perlu dilakukan quenching dan tempering.
Corbonitriding merupakan modifikasi proses gas carburising, dengan menggunakan
campuran gas-gas tadi karbonmonoksida dan gas hidrokarbon yang diperkaya dengan
gas amonia. Sehingga yang berdifusi tidak hanya karbon tetapi juga nitrogen, proses
berlangsung dengan temperatur yang lebih rendh.
Kekerasan yang dihasilkan dari cyaniding ataupun carbonitriding (sesudah quenching)
akan lebih stabil daripada yang diperoleh dari carburising, lebih tahan terhadap
pemanasan, tidak mudah menjadi lunak karena pemanasan.
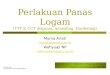
4. FLAME HARDENING Pada flame hardening dan induction hardening komposisi kimia dari
permukaan benda kerja tidak berubah. Pengerasan dilakukan dengan
memanaskan hanya bagian permukaan. Flame hardening dilakukan dengan
menyembulkan api dengan intensitas tinggi ke permukaan, biasanya api dari
brander oxyacetylene (sehingga sebelum panas sempat menjalar ke bagian
dalam di bagian permukaan sudah mencapai temperatur austenitising,
kemudian segera diquench. Sehingga bagian permukaan terbentuk martensit
sedang di bagian dalam tetap seperti semula.
Benda kerja (baja) harus mempunyai hardenability yang memadai
kadar karbonnya (0,3-0,6%C) Proses sederhana (manual), menggunakan
welding torch (brander las oxyasetylen), permukaan dipanaskan sampai
temperatur austenitising kemudian dicelupkn dalam air/minyak. Hanya bisa
untuk ukuran benda kerja kecil. Kekerasan kulit terutama tergantung pada
kadar karbon dari baja, sedangkan tebal kulit tergantung pada seberapa tebal
bagian permukaan yang mengalami pemanasan sampai menjadi austenit dan
didinginkan dengan laju pendinginan kritis. Pada proses pemanasan
tergantung intensitas pemanasan, jarak permukaan benda kerja dengan
ANDRI INDRIAWAN 4214100088 8
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

brander, lamanya pemanasan, kecepatan gerakan antara brander dan benda
kerja.
Gambar Flame Hardening
ANDRI INDRIAWAN 4214100088 9
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

ANDRI INDRIAWAN 4214100088 10
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

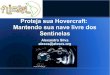
5. INDUCTION HARDENING Pada prinsipnya
sama dengan flame hardening, hanya saja pemanasan ditimbulkan oleh arus
induksi yang terjadi karena adanya medan magnet yang berubah-ubah dengan
sangat cepat (di sekitar konduktor yang dialiri arus listrik akan timbul medan
magnet yang besar dan arahnya tergantung pada besar dan arah arus yang
mengalir). Arus induksi ini akan menimbulkan panas, karena arus induksi ini
terjadi di permukaan maka panas akan terjadi di permukaan (panas yang timbul
akan sangat intens jika arus induksi ditimbulkan oleh arus bolak-balik dengan
frekwensi tinggi.
Untuk menimbulkan pemanasan yang merata pada permukaan maka benda
kerja diletakkan di dekat koil yang dialiri arus bolak-balik frekwensi tinggi. Tebal
kulit tergantung pada tebalnya permukaan yang mengalami pemanasan sampai ke
temperatur austenit sebelum diquench. Baja yang di-induction hardening akan
memperlihatkan distorsi lebih sedikit daripada yang diquench dari dapur. Baja
yang telah diquench & ditemper dapat dikeraskan dengan kulit yang sangat tipis
dan kekerasan yang cukup tinggi.
ANDRI INDRIAWAN 4214100088 11
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

6.
ANDRI INDRIAWAN 4214100088 12
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

II.3 Keuntungan dan Kekurangan Proses Surface Hardening
Keuntungan:
1. Permukaan logam yang dibentuk lebih keras.
2. Lebih ekonomis dalam pembuatan.
3. Sifat aus yang dimiliki logam lebih kuat.
4. Logam akan lebih tangguh.
5. Tidak memerlukan pengawasan kerja yang ketat.
Kerugian :
Sedangkan kerugian dari metode ini adalah kurang cocoknya metoda ini untuk diterapkan pada benda kerja dengan ukuran kecil dan benda kerja harus bebas dari tegangan (Gruber dan Schonmetz, 1977).
II.4 Aplikasi Proses surface Hardening di Industri
1. Pembuatan logam di pandai besi.
2. Pembuatan alat pertanian
ANDRI INDRIAWAN 4214100088 13
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

3. Industri peralatan dapur
ANDRI INDRIAWAN 4214100088 14
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

BAB III
PENUTUP
4.1 Kesimpulan
Pengerasan permukaan adalah sebuah metode yang digunakan untuk memperbaiki sifat material, namun hanya pada permukaannya saja. Jadi,pada bagian dalam material tetap memiliki sifat yang sama seperti sebelumnya. Contohnya :Kita menginginkan baja AISI 1020 tidak hanya ulet saja, namun juga keras. Maka kita Melakukan surface hardening, sehingga diperoleh permukaan yang keras, namun bagian dalamnyatetap lunak.
Tujuan dari surface hardening yaitu:
1. Untuk meningkatkan kekuatan.
2. Untuk meningkatkan Ketangguhan.
3. Meningkat sifat tahan aus.
4. Untuk Meningkatkan sifat tahan korosi.
Ada 5 cara yang banyak dilakukan dalam Case Hardening :
1. Carburising
2. Nitriding
3. Cyaniding/ carbonitriding
4. Pengerasan api (flame hardening)
5. Pengerasan induksi (induction hardening)
Keuntungan: 1. Permukaan logam yang dibentuk lebih keras. 2. Lebih ekonomis dalam pembuatan. 3. Sifat aus yang dimiliki logam lebih kuat. 4. Logam akan lebih tangguh.
ANDRI INDRIAWAN 4214100088 15
Ilmu Bahan dan Pengerjaan Logam [ME 141306]

5. Tidak memerlukan pengawasan kerja yang ketat.Kerugian :
Sedangkan kerugian dari metode ini adalah kurang cocoknya metoda ini untuk diterapkan pada benda kerja dengan ukuran kecil dan benda kerja harus bebas dari tegangan (Gruber dan Schonmetz, 1977).
Aplikasi di bidang industri yaitu:- Pembuatan logam di pandai besi- Pembuatan peralatan dapur- Pembuatan peralatan pertanian, dll.
DAFTAR PUSTAKAhttp://www.slideshare.net/mn_hidayat/surface-hardening
http://081993038562.blogspot.co.id/2014/11/proses-pengerasan-permukaan-surface.html
http://wira-atmawijaya.blogspot.co.id/2010/03/proses-pengerasan-permukaan-surface.html
https://www.google.co.id/url?sa=t&rct=j&q=&esrc=s&source=web&cd=4&cad=rja&uact=8&ved=0ahUKEwiz9ouZnIXKAhWJJI4KHUd3BfsQFggvMAM&url=http%3A%2F%2Feprints.ums.ac.id%2F10096%2F1%2FD200050106.pdf&usg=AFQjCNGDtvGs01_H9nAHK9eKxz-gCfe3UA&bvm=bv.110151844,d.c2E
ANDRI INDRIAWAN 4214100088 16
Ilmu Bahan dan Pengerjaan Logam [ME 141306]