Embed Size (px)
DESCRIPTION
AZERBAIJAN STATE OIL ACADEMY COURSE WORKMECHANICAL ENGINEERING
Citation preview
1
AZƏRBAYCAN DÖVLƏT NEFT AKADEMİYASI
Əlyazması hüququnda
HÜSEYNOV ELVİN MÜBARİZ OĞLU
FONTAN ARMATURUNUN İŞGÖRMƏ QABİLİYYƏTİNİN TƏDQİQİ
İxtisas: 050625.1 – “Texnoloji maşınların və avadanlığın mühəndisliyi”
MAGİSTR DİSSERTASİYASI
Elmi rəhbər: t.e.n., dosent Mustafayev S.D.
Bakı - 2015
2
REFERAT
Magistr dissertasiyası girişdən, dörd fəsildən, nəticədən və ədəbiyyat
siyahısından ibarətdir.
Birinci fəsildə fontan quyusunun ağız avadanlığı kompleksi, armaturanın
konstruksiyalanması prinsipləri, onlara qoyulmuş tələblər şərh edilmişdir. Burada
fontan armaturalarının mövcud konstruksiyalarının icmalı, bir quyudan iki layın
ayrılıqda istismarı üçün iki lüləli armaturlar barədə də məlumatlar verilmişdir.
Ikinci fəsildə, fontan armaturasının və onun siyirtmələrinin işqabiliyyətinə
baxılmışdır, onlara qoyulmuş texniki və istismar tələbləri işlənmişdir, eyni zamanda
onların konstruktiv parametrləri əsaslandırılmışdır. Digər tərəfdən, armaturanın
etibarlığının və detallarının davamlılığının artırılması yolları göstərilmişdir və
avadanlığın iş qabiliyyətini təmin etmək üçün tədqiqat istiqamətləri təyin edilmişdir.
Üçüncü fəsildə, müxtəlif meyarlar üzrə armaturların iş qabiliyyəti təyin
edilmişdir; bu iş həm də siyirtmələr üçün yerinə yetirilmişdir. Burada həm də
siyirtmənin ayrı-ayrı detallarının möhkəmliyə hesabatları verilmişdir.
Dördüncü fəsildə, fontan armaturasının istismarı zamanı müşahidə edilən
nasazlıqlar və mürəkkəbləşmələr şərh edilmişdir, onların yaranma səbəbləri
göstərilmişdir və onların aradan qaldırılması üçün konkret təkliflər tövsiyyə
olunmuşdur; armaturların istismarı və təmiri zamanı təhlükəsizlik texnikasına əməl
edilməsi qaydaları da verilmişdir.
3
ABSTRACT
Master's thesis introduction, four chapters, the result is a list of literature.
The first chapter of the fountain complex in the mouth of the well, fittings
constructions principles, set out the requirements imposed on them. A review of
existing structures fittings the fountain, a well of two-barrel fittings for the operation
of two layers were also reported separately.
In the second chapter, fittings and valves the ability to work considered fountain,
they developed the technical and operational requirements, but also based on their
structural parameters. On the other hand, fittings ways to increase the reliability and
durability of parts and equipment efficiency has been appointed to ensure that the
research directions.
In the third chapter, the ability to work on different criteria has been appointed
fittings; Both valves have been carried out for this study. There were also reports of
valve strength of separate details.
In the fourth chapter, the observed defects and complications during the operation of
the fountain has been interpreted fittings, their causes, and their removal has been
recommended for the specific proposals; the observance of safety rules during the
operation and maintenance of fittings are also given.
4
MÜNDƏRİCAT
səh.
Giriş . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1. FONTAN QUYUSUNUN AVADANLIQ KOMPLEKSİ . . . . . . . . . . . 7
1.1 Fontan armaturasının konstruksiyalandırılması prinsipləri . . . . . . . . . . 8
1.2 Armaturanın konstruksiyasına qoyulmuş əsas tələblər . . . . . . . . . . . . . . 18
1.3 Armaturaların mövcud konstruksiyalarının icmalı . . . . . . . . . . . . . . . . . 22
1.4 Bir quyudan iki layın ayrılıqda istismarı üçün fontan armaturaları . . . . . 24
2. FONTAN AVADANLIĞININ İŞQABİLİYYƏTLİYİ . . . . . . . . . . . . . . 34
2.1 Fontan armaturaları siyirtmələri və onların işqabiliyyətliyi . . . . . . . . . . 37
2.2 Fontan armaturasına qoyulan texniki və istismar tələblərinin işlənməsi. 42
2.3 Fontan armaturasının konstruksiya parametrlərinin əsaslandırılması . . . 43
2.4 Fontan armaturasının etibarlığı . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.5 Fontan armaturası detallarının davamlılığının artırılması. . . . . . . . . . . . . 55
2.6 Avadanlığın işqabiliyyətini təmin etmək üçün tədqiqat istiqamətləri. . . 56
3. MÜXTƏLİF MEYARLAR ÜZRƏ AVADANLIĞIN İŞ
QABİLİYYƏTİNİN TƏYİNİ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.1 Fontan armaturası siyirtməsi iş qabiliyyətinin möhkəmlik meyarı üzrə təmin edilməsi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.2 Siyirtmə detallarının möhkəmliyə hesabı . . . . . . . . . . . . . . . . . . . . . . . . 59
3.2.1 Sipər . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
3.2.2 Yəhər (yəhər halqası) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3.2.3 Şpindel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
3.2.4 Ştok . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3.2.5 Ştanq . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
3.2.6 Silindr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.2.7 Dayaq şaybası . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
3.2.8 Qapaq şaybası . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
4. FONTAN ARMATURASININ İSTİSMARI VƏ TƏMİRİ . . . . . . . . . . 70
4.1 Fontan armaturası üzrə təhlükəsizlik texnikası . . . . . . . . . . . . . . . . . . . . 70
NƏTİCƏ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
5
ƏDƏBİYYAT SİYAHISI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
ƏLAVƏLƏR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
GİRİŞ
6
Mövzunun aktuallığı. Son illərdə ölkəmizdə neft və qaz hasilatı durmadan art-
maqdadır və yaxın gələcəkdə bu karbohidrogenlərin hasilatlarının daha da yüksəldil-
məsi neft strategiyası siyasətimizin mühüm məsələsidir. Mədənlərdə tətbiq edilən
istismar üsullarından birincisi fontan üsuludur ki, bunun da təzə kəşf edilmiş yataq-
larda, o cümlədən dəniz neft və qaz yataqlarının mənimsənilməsində böyük rolu
vardır. Fontan armaturası fontan istismarı neft və qaz quyularının ağzında qurulan
avadanlıqdır və neft və qazı hasil edilmək üçün təyin edilmişdir. Fontan armaturası
uzunömürlü, etibarlı və yüksək işqabiliyyətli olmalıdır.
Hazırki magistr dissertasiyasında həmin bu çox mühüm məsələlərin tədqiqi və
həlli nəticələri şərh edilmişdir. Odur ki, dissertasiyanın mövzusu aktualdır.
Işin məqsədi. Fontan armaturasının siyirtmələrinin yeyilməyə davamlığını
artırmaqla onun işgörmə qabiliyyətinin və uzunömürlülüyünün artırılması..
Tədqiqatın əsas məsələləri. Fontan armaturalarının, onların siyirtmələrinin
mövcud konstruksiyalarının şərh edilməsi, onların etibarlığının, davamlılığının və iş
qabiliyyətinin tədqiqat istiqamətlərinin göstərilməsi məsələləridir.
Bundan başqa, müxtəlif meyarlar üzrə fontan armaturasının iş qabiliyyətinin
təyin edilməsi üsullarının şərh edilməsidir.
Qoyulmuş məsələlərin həlli yolları. Fontan armaturasının istismarı zamanı,
müşahidə olunan nasazlırların və mürəkkəbləşmələrin yaranması səbəblərini təhlil
edərək öyrənməkdir və onların aradan qaldırılması məqsədilə lazımi tədbirlərin töv-
siyyə olunmasıdır. Armaturun özünün və onun siyirtmələrinin hər hansı bir hissəsi-
nin tez-tez sıradan çıxmaması üçün, vaxtlı-vaxtında profilaktik tədbirlərin və təmir
işlərinin həyata keçirilməsinin mühüm və əhəmiyyətli olması göstərilmişdir.
Bunlardan başqa fontan armaturası siyirtmələri detallarının möhkəmliyə
hesabatları təqdim edilmişdir və fontan armaturası üzrə təhlükəsizlik texnikası
məsələləri şərh edilmişdir.
1. FONTAN QUYUSUNUN AVADANLIQ KOMPLEKSİ
7
Fontan quyusunun avadanlıq kompleksi iki komplektdən ibarət olur:
1) quyuüstü avadanlıq komplekti;
2) quyu daxili avadanlıq komplekti.
Tam kompleksə quyunun özü də ayrı bir obyekt kimi aiddir.
Işləyən, yəni istismarda olan fontan quyusunun konstruksiyasına daxil olan
qoruyucu borular kəmərlərilə birlikdə onun digər hissələri də daxil olmaqla bu
avadanlıq kompleksi ən mürəkkəb neft-qaz-mədən avadanlıq komplekslərindən
biridir və onun özünəməxsus bir sıra konstruktiv və keyfiyyət xüsusiyyətləri vardır
ki, bunlar da digər neft-qaz-mədən avadanlıq komplekslərindən aşağıdakı fərqli
konstruktiv xüsusiyyətlərilə xarakterizə olunurlar:
1) kompleksin bir detalı on digər detalından bir və ya bir neçə kilometr
məsafədə yerləşə bilər, məsələn, fontan yolkasının hissəsi və quyudaxili axını kəsən
klapan;
2) kompleks detallarından birinin ölçüləri, materialı və həndəsi forması
digərinin uyğun parametrlərindən kəskin fərqlənir, məsələn, qaldırıcı boru, istismar
kəməri borusu və flans birləşməsi detalları;
3) kompleksdə hasil edilən mühitin (məhsulun) təzyiqi altında işləyən “metal-
metal” tipli kipləndiricilərin çox olması, məsələn, axın bağlayıcıları (siyirtmələr,
tıxaclı kranlar), klapanlar, flans birləşmələri və s.
Fontan quyusunun tam avadanlıq kompleksinin digərlərindən fərqli keyfiyyət
xüsusiyyətləri aşağıdakılardır:
1) kompleksin keyfiyyət göstəricilərini şərtləndirən iş şəraitlərinin tənzimlən-
məsi onun idarəedicilərinin imkanı daxilində deyildir;
2) tam avadanlıq kompleksinin bir detalı təyinatlı şəraitdə işləyirsə, digər
detalı təyinatsız, tamamilə təsadüfi parametrlərə malik şəraitdə işləyir.
Bu səbəblərə görə də avadanlığın keyfiyyəti əvvəlcədən bilinmir və onun
imtinasız işləmək ehtimalını dəqiqləşdirəndə onu müəyyən etməyə imkan vermir.
İstismar şəraitləri tənzimlənmədikləri üçün, bu kompleksin keyfiyyət və etibarlıq
səviyyələri də tənzimlənmirlər. Avadanlığın detalları təyinatsız (təsadüfi və

8
əvvəlcədən məlum olmayan yüklərin təsiri altında) şəraitlərdə işlədikləri üçün,
onların iş payları da çox geniş sərhədlər arasında dəyişirlər.
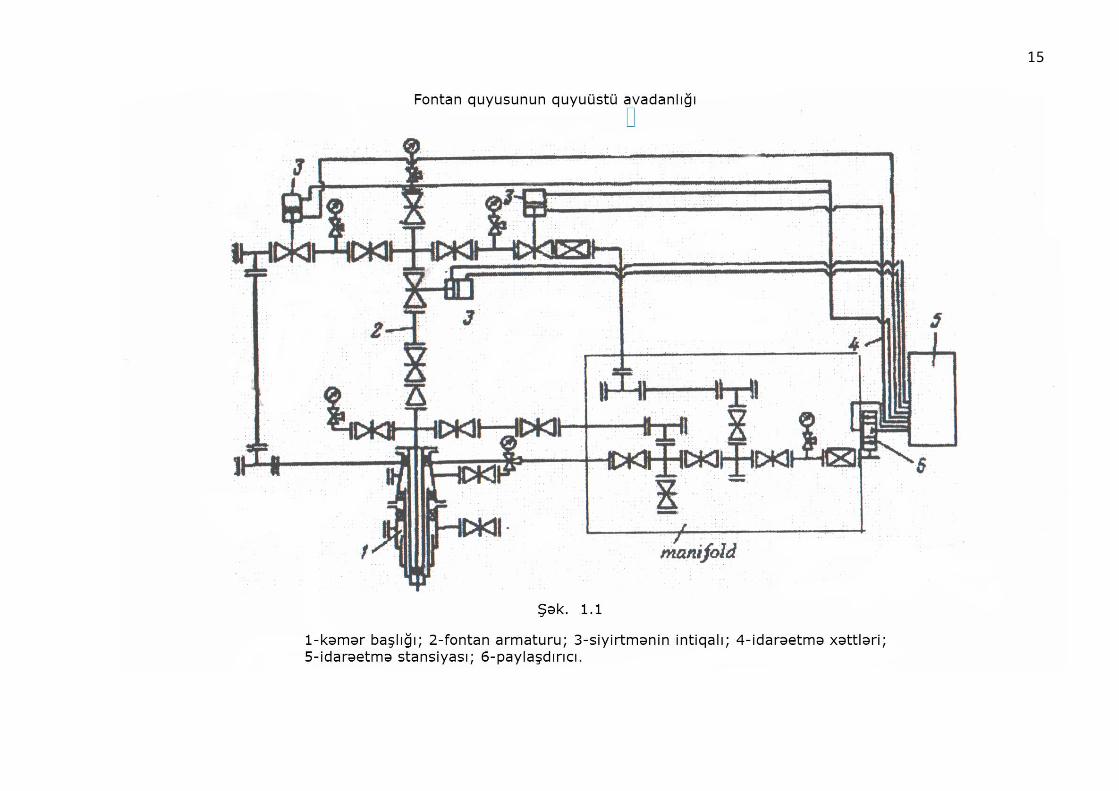
Burada əsas məqsəd quyuüstü avadanlıq kompleksinin (şək.1.1) konstruksiya-
landırma məsələlərinə baxmaqdır.
1.1. Fontan armaturasının konstruksiyalandırılması prinsipləri
Fontan quyularının ağzını kipləşdirmək, açıq fontanın qarşısını almaq, quyu-
dan yüksək təzyiq altında çıxarılan nefti, qazı və digər qarışıqları (suyu, mexaniki
qarışıqları) lazımi istiqamətlərə yönəltmək, quyunun iş rejimini tənzimləmək üçün
təyinatlanmış fontan armaturalarının müxtəlif konstruksiyaları vardır və mədənlərdə
tətbiq edilirlər. Bu fontan armaturlarının bağlayıcı qurğularının (tərtibatlarının)
konstruksiyaları da çox müxtəlifdirlər. Həmin konstruksiyaların təhlili, tədqiqi və
daha da yüksək işgörmə qabiliyyətinə və etibarlığa malik olan konstruksiyaların
yaradılması olduqca çox aktual və perspektivli məsələdir. Bütövlükdə fontan
armaturalarının yüksək keyfiyyətli olmasını onun bağlayıcı tərtibatlarının (düz axınlı
siyirtmələrinin, tıxaclı kranlarının, ventillərinin və s.) etibarlığı şərtləşdirir.
Fontan armaturası fontan, kompressor, qazlift quyularını kipləşdirmək, onların
iş rejimlərini tənzimləmək və nəzarət etmək üçün təyin edilmişdir. Fontan
armaturasını kəşfiyyat quyularının mənimsənilməsi və sınanılması prosesində, həm
də quyuların fontan etməsi dövründə qoruyucu kəmər sarğısı (şək.1.1-də, 1,2,3)
üstündə quraşdırırlar.
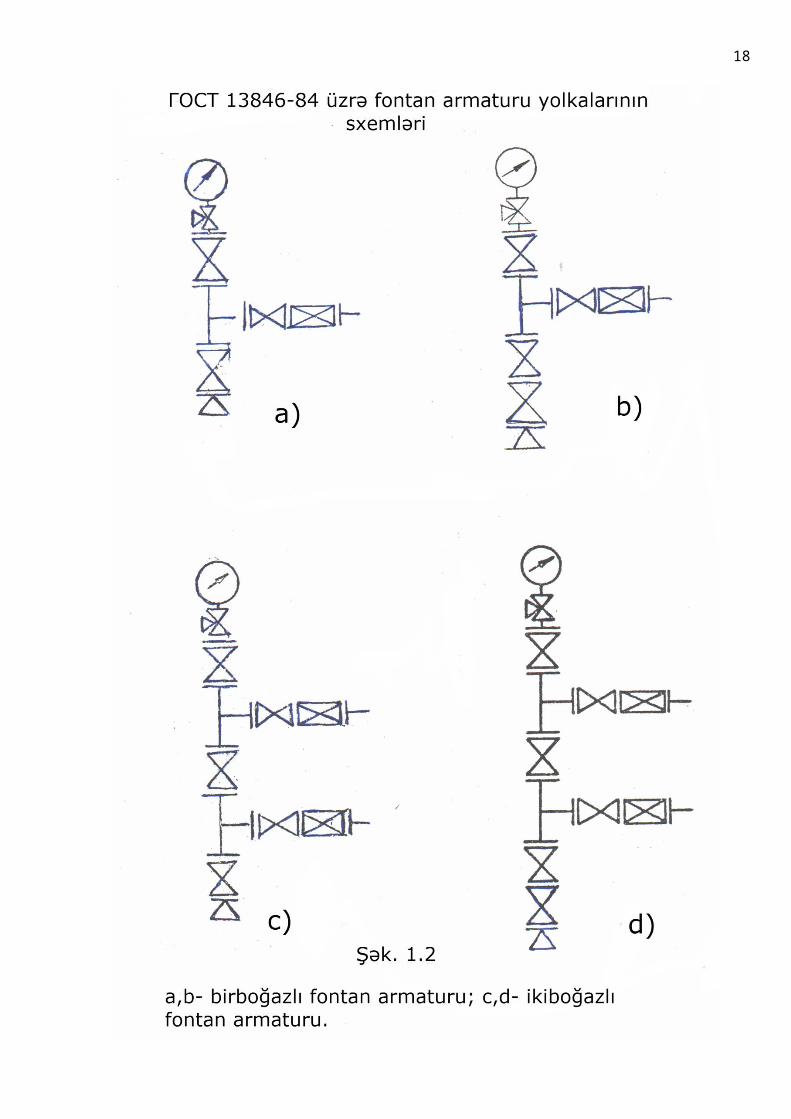
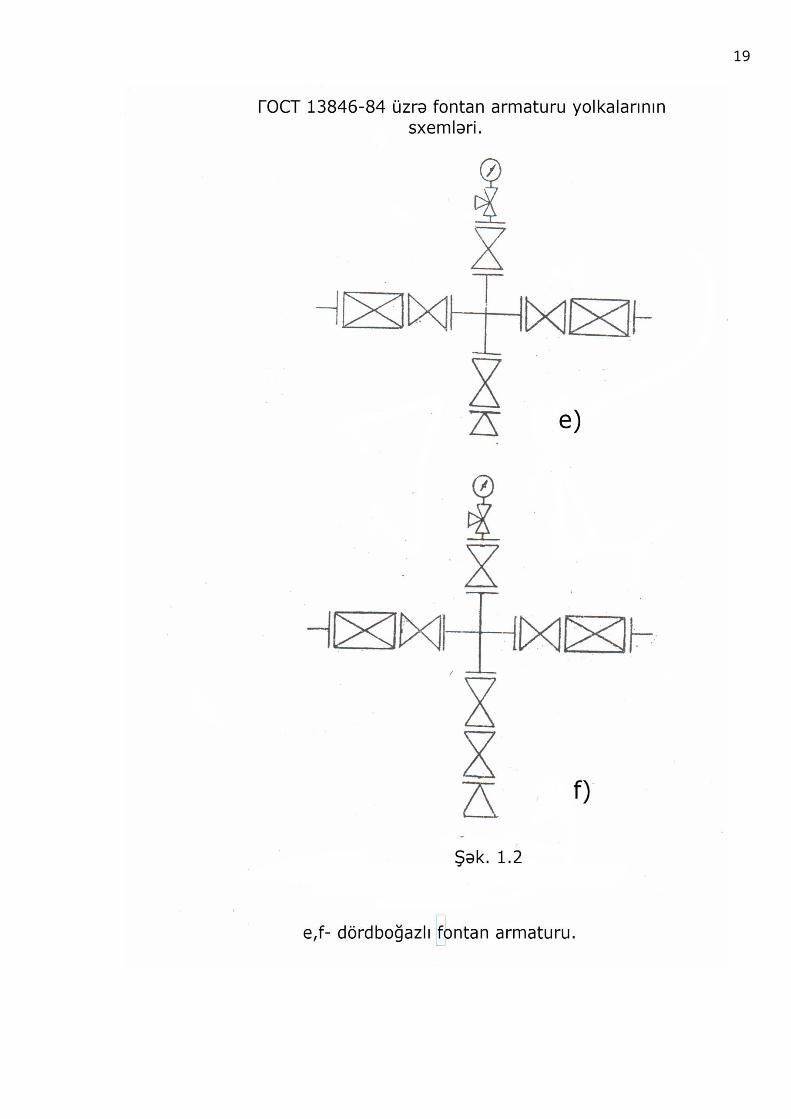
Fontan armaturalarının tipik sxemləri və əsas parametrləri ГОСТ 13846-84
dövlət standartı ilə tövsiyyə olunmuşdur (şək.1.2-yə bax).
Fontan armaturasının konstruksiyası fontan yolkasının yuxarı buferində
təzyiqin, həm də yolkanın və boru başlığının yan çıxışa aparanın buferi üstündə
mühitin təzyiqinin və temperaturunun ölçülməsini təmin edir. Standartla bloklu
fontan armaturlarının hazırlanması, eləcə də lazım gəldikdə onların avtomatik ilkin
9
10
mühafizə edicilərdə və məsafədən idarəedilən bağlayıcı tərtibatlarla
komplektləş-dirilməsi nəzərdə tutulmuşdur.
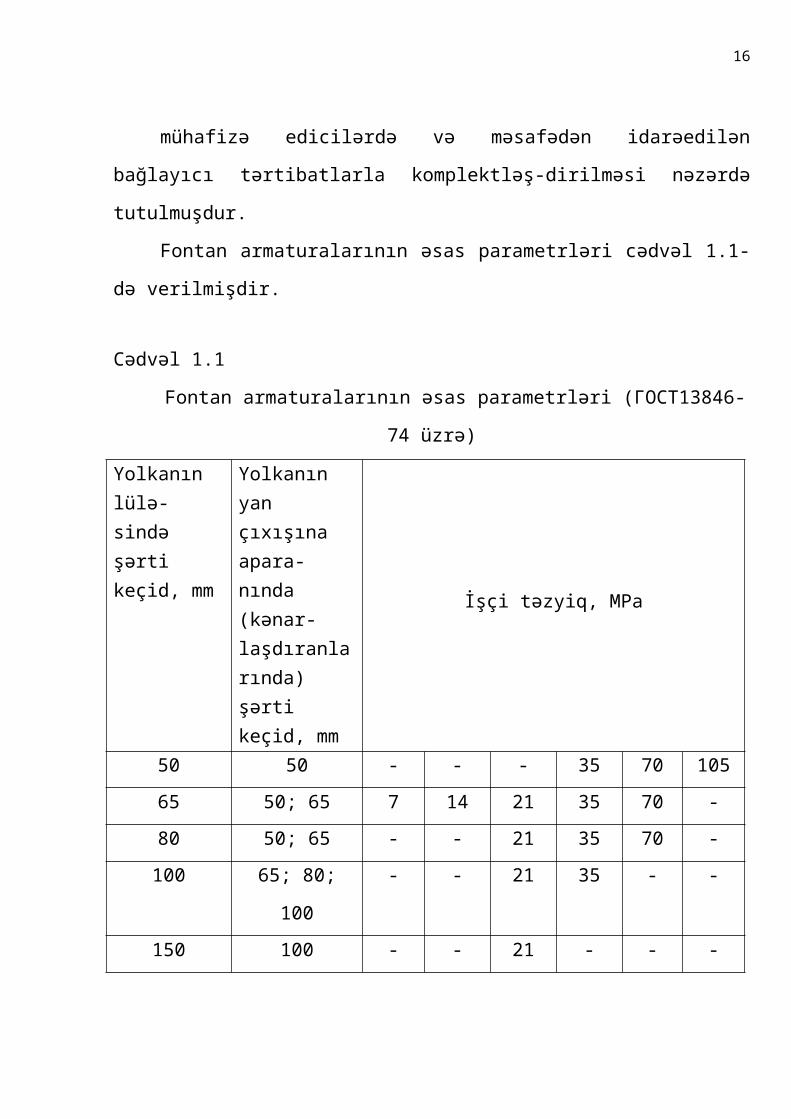
Fontan armaturalarının əsas parametrləri cədvəl 1.1-də verilmişdir.
Cədvəl 1.1
Fontan armaturalarının əsas parametrləri (ГОСТ13846-74 üzrə)
Yolkanın lülə-sində şərti keçid, mm
Yolkanın yançıxışına apara-nında (kənar-laşdıranlarında) şərti keçid, mm
İşçi təzyiq, MPa
50 50 - - - 35 70 105
65 50; 65 7 14 21 35 70 -
80 50; 65 - - 21 35 70 -
100 65; 80; 100 - - 21 35 - -
150 100 - - 21 - - -
Kəmər sarğısı üstündə qərarlaşdırılmış boru sarğısı nasos-kompressor yaxud
qoruyucu kəməri asmaq və kipləşdirmək, boruarxası fəzada təzyiqə nəzarət etmək və
quyunu mənimsəmə, ani sınama, istismar və təmir prosesində bir sıra texnoloji
əməliyyatları aparmaq üçün təyin edilmişdir. Boru sarğısı (şək.1.2) dörd keçidlidən
(dördboğazdan), yaxud üçkeçidlidən (üçboğazdan), muftalı asqıdan (quyu boru
kəmərini iki cərgəli boru sarğısında və ölçükeçirici sarğacdan yivlə asmaq olar) və
manifolddan ibarətdir. Iki konsentrik qaldırıcı borular kəmərlərini asarkən iki boru
başlığı istifadə edilir. Bu halda daxili (kiçik diametrli) II cərgə borular kəməri birinci
boru başlığının içərisindəki sarğacdan asılır; xarici I cərgə qaldırıcı borular kəməri
isə - ikinci boru başlığının üçboğazının içərisindəki sarğacdan asılır.
Quyu boru kəmərini boru sarğısı üstündə qərarlaşdırılmış preventor üzrə
endirirlər. Quyunu boru sarğısı üstündə fontan yolkası üzrə istismar edirlər. Muftalı
asqı quyu axınkəsəni üçün qanov ilə borututucudan, sıxıcı qaykadan, halqadan,
11
12
13
14
kipləşdirici halqalardan, mühafizə edici qısa borudan, yaylı halqadan, ölçükeçirici-
dən, kipləşdiricilərdən, keçidçidən və qaykadan ibarətdir.
Boru sarğısının manifoldu dördkeçidlinin çıxışa aparanlarının birinin üstündə
qərarlaşdırılmış bir yaxud iki əl ilə intiqallı bağlayıcı tərtibatdan və ikinci çıxışa
aparanın üstündə bir bağlayıcı tərtibatdan, arabölücüdən, ventildən və manometrdən
ibarətdir (şək.1.3).
Fontan yolkası istismar rejimini tənzimləmə, işçi mühitin təzyiqinə və
temperaturuna nəzarət etmək, həm də bir sıra texnoloji əməliyyatları aparmaq üçün
təyin edilmişdir (şək.1.4).
Bufer flansı, yaxud fontan yolkasının bağlayıcı tərtibatının köməyilə quyuda
tədqiqat və təmir işləri aparılan yağla kipləndirici (lubrikator) qərarlaşdırmaq olur
Fontan armaturasını işarələmək üçün şifrləmə sistemi qəbul edilmişdir ki, bu
da onun sxemindən, konstruksiyasından, siyirtmələrinin idarə olunma üsulundan,
şərti keçidinin diametrindən, təzyiqdən, iqlim icrasından və korroziyaya davam-
lığından asılı olaraq bir neçə həriflə və şifrli işarə ilə göstərilir.
Fontan arnaturasının tam şifri ümumi şəkildə belə təsvir edilir: АФХ1 Х2 Х3 Х4
Х5 Х6 Х7. Burada A – armatura, Ф – fontan, Х1 – konstruktiv icra deməkdir.
Flanslı birləşmələrlə işarələnmiş (ən çox yayılmışdır); qaldırıcı kəmərin boru
başlığı ölçü keçiricisindən asqısı - yiv üstdə – K;
qaldırıcı kəmərin boru başlığında asqısı mufta üstündə işarələnmişdir;
elektrik mərkəzdənqaçma nasosu qurğusu (EMNQ) olan quyuların istismarı
üçün – Ə;
Х2 – armaturanın sxeminin nömrəsi; ikicərgəli konsentrik asqıda sxemin
nömrəsinə “a” hərifi əlavə edilir;
Х3 – siyirtmələrin idarəedilməsi üsulu; əl ilə idarəetmə işarələnməmişdir;
məsafədən və avtomtik – B; avtomatik – A.
Х4 – şərti keçidin diametri, mm. Əgər fontan yolkası lüləsinin şərti keçidi yan
çıxışa aparanlarının keçidindən fərqlənirsə, onda rəqəmli işarələnməni kəsir üzrə
göstərirlər;
Х5 – işçi təzyiqdir, MPa ilə;
15
16
17
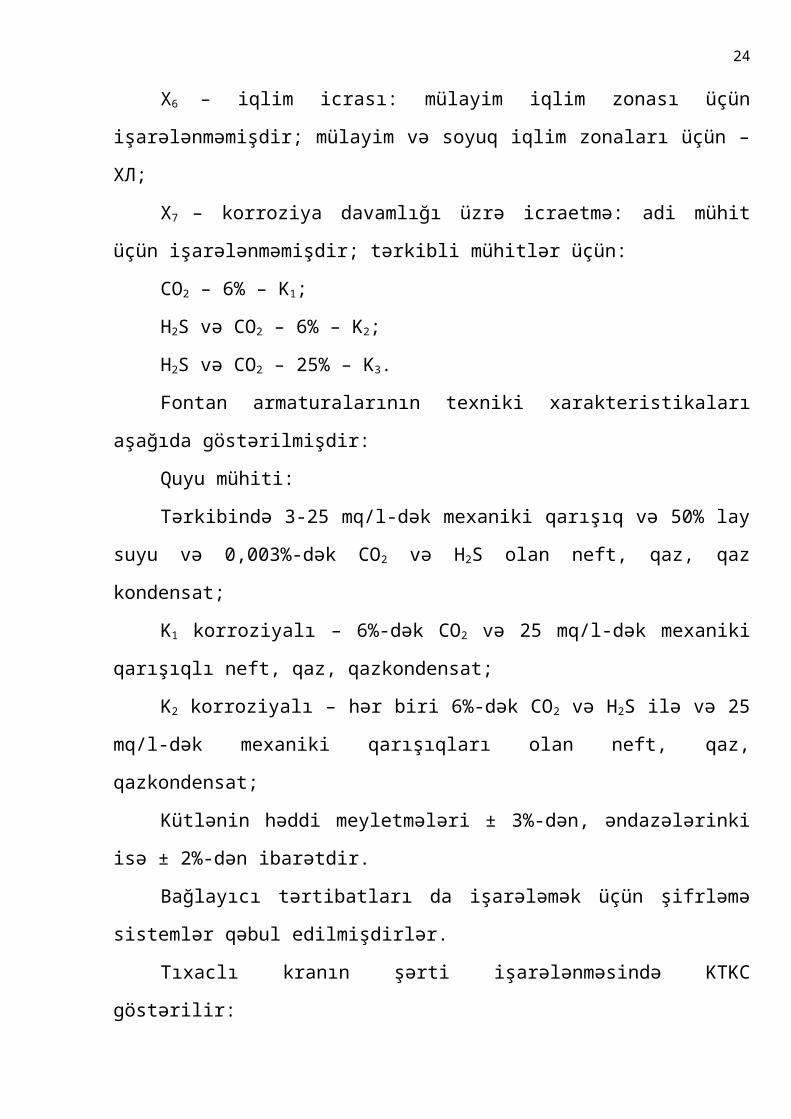
Х6 – iqlim icrası: mülayim iqlim zonası üçün işarələnməmişdir; mülayim və
soyuq iqlim zonaları üçün – ХЛ;
Х7 – korroziya davamlığı üzrə icraetmə: adi mühit üçün işarələnməmişdir;
tərkibli mühitlər üçün:
CO2 – 6% – K1;
H2S və CO2 – 6% – K2;
H2S və CO2 – 25% – K3.
Fontan armaturalarının texniki xarakteristikaları aşağıda göstərilmişdir:
Quyu mühiti:
Tərkibində 3-25 mq/l-dək mexaniki qarışıq və 50% lay suyu və 0,003%-dək
CO2 və H2S olan neft, qaz, qaz kondensat;
K1 korroziyalı – 6%-dək CO2 və 25 mq/l-dək mexaniki qarışıqlı neft, qaz,
qazkondensat;
K2 korroziyalı – hər biri 6%-dək CO2 və H2S ilə və 25 mq/l-dək mexaniki
qarışıqları olan neft, qaz, qazkondensat;
Kütlənin həddi meyletmələri ± 3%-dən, əndazələrinki isə ± 2%-dən ibarətdir.
Bağlayıcı tərtibatları da işarələmək üçün şifrləmə sistemlər qəbul
edilmişdirlər.
Tıxaclı kranın şərti işarələnməsində KTKC göstərilir:
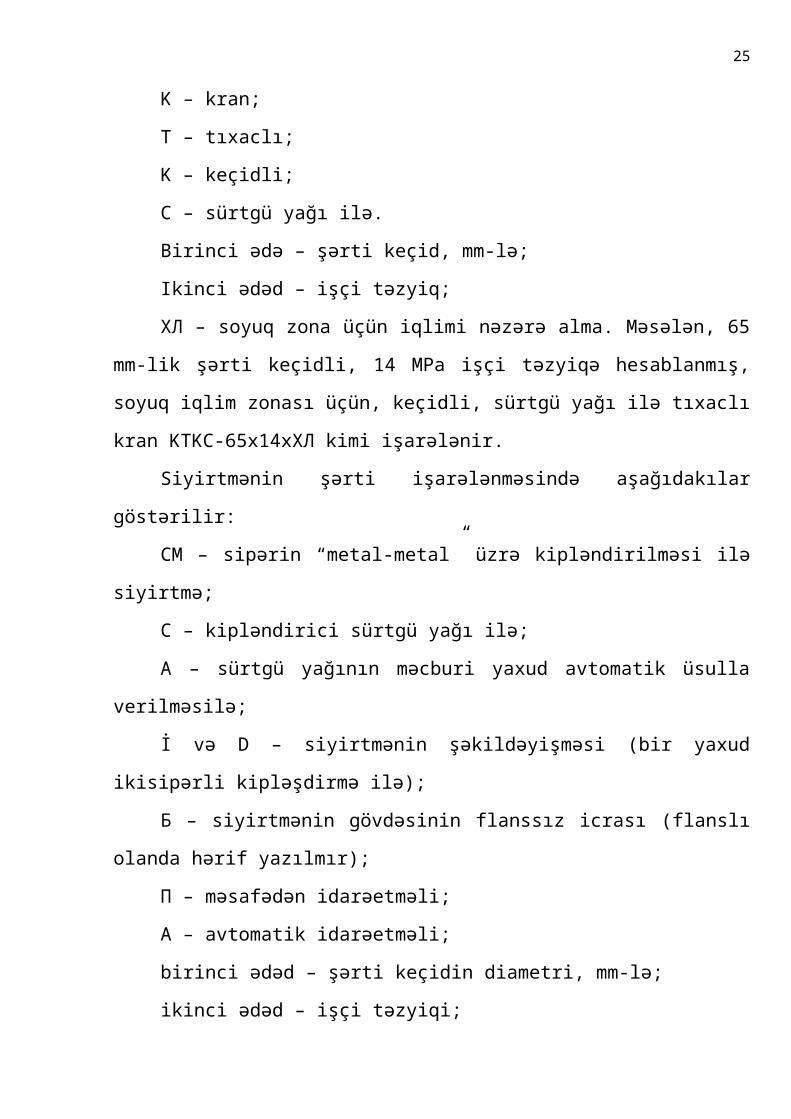
K – kran;
T – tıxaclı;
K – keçidli;
C – sürtgü yağı ilə.
Birinci ədə – şərti keçid, mm-lə;
Ikinci ədəd – işçi təzyiq;
ХЛ – soyuq zona üçün iqlimi nəzərə alma. Məsələn, 65 mm-lik şərti keçidli,
14 MPa işçi təzyiqə hesablanmış, soyuq iqlim zonası üçün, keçidli, sürtgü yağı ilə
tıxaclı kran KTKC-65x14хХЛ kimi işarələnir.
Siyirtmənin şərti işarələnməsində aşağıdakılar göstərilir:
CM – sipərin “metal-metal” üzrə kipləndirilməsi ilə siyirtmə;
18
C – kipləndirici sürtgü yağı ilə;
A – sürtgü yağının məcburi yaxud avtomatik üsulla verilməsilə;
İ və D – siyirtmənin şəkildəyişməsi (bir yaxud ikisipərli kipləşdirmə ilə);
Б – siyirtmənin gövdəsinin flanssız icrası (flanslı olanda hərif yazılmır);
П – məsafədən idarəetməli;
A – avtomatik idarəetməli;
birinci ədəd – şərti keçidin diametri, mm-lə;
ikinci ədəd – işçi təzyiqi;
şifrin sonunda korroziya dayanıqlığı üzrə icralama göstərilir.
Tərkibində 6%;-dək CO2 olan mühit üçün – K1;
Tərkibində hər birindən 6%-dək H2S və CO2 olan mühit üçün, quyuda
korroziya inhibitoru işlətməklə azlegirlənmiş və alçaq karbonlu poladdan hazırlanmış
– K2И. Məsələn, sipəri “metal-metal” üzrə kipləndirmə ilə, ikilaylövhəli sipərlə
sürtgü yağının avtomatik verilməsilə, 50 mm şərti keçidli, 70 MPa işçi təzyiqə
hesablanmış, 6%-dək H2S və CO2 olan mühit üçün siyirtmə CMAD-50x70K2 kimi
işarələnir.
Şək.1.6 -da, keçidli tıxaclı kran KTKC-65x14ХЛ göstərilmişdir.
Bu keçidli tıxaclı kranla 14MPa işçi təzyiqə hesablanmış fontan armaturlarını
komplektləşdirirlər.
Tıxaclı kranların texniki xarakteristikası:
Şifr KTTC-65x14 KTKC-65x14ХЛ
Şərti keçidi, mm 65
İşçi təzyiq, MPa 14
Kranın idarə olunması əl ilə
Quyu mühiti Tərkibində 25 mq/l-dək mexaniki qarışıq və 0,003%-dək CO2 və H2S və 50%-dək lay suyu (neft, qaz, qaz kondensat) olan mühit. ГОСТ 16350-80 üzrə makro iqlimli
19
rayon, mülayim, soyuq;
Quyu mühitin ən yüksək temperaturu, C 120
Uzunluğu, mm 330
Eni, mm 205
Hündürlüyü, mm 385
Kranların kütləsi, kq:
yığılmış görünüşdə 51
tam dəstin 52
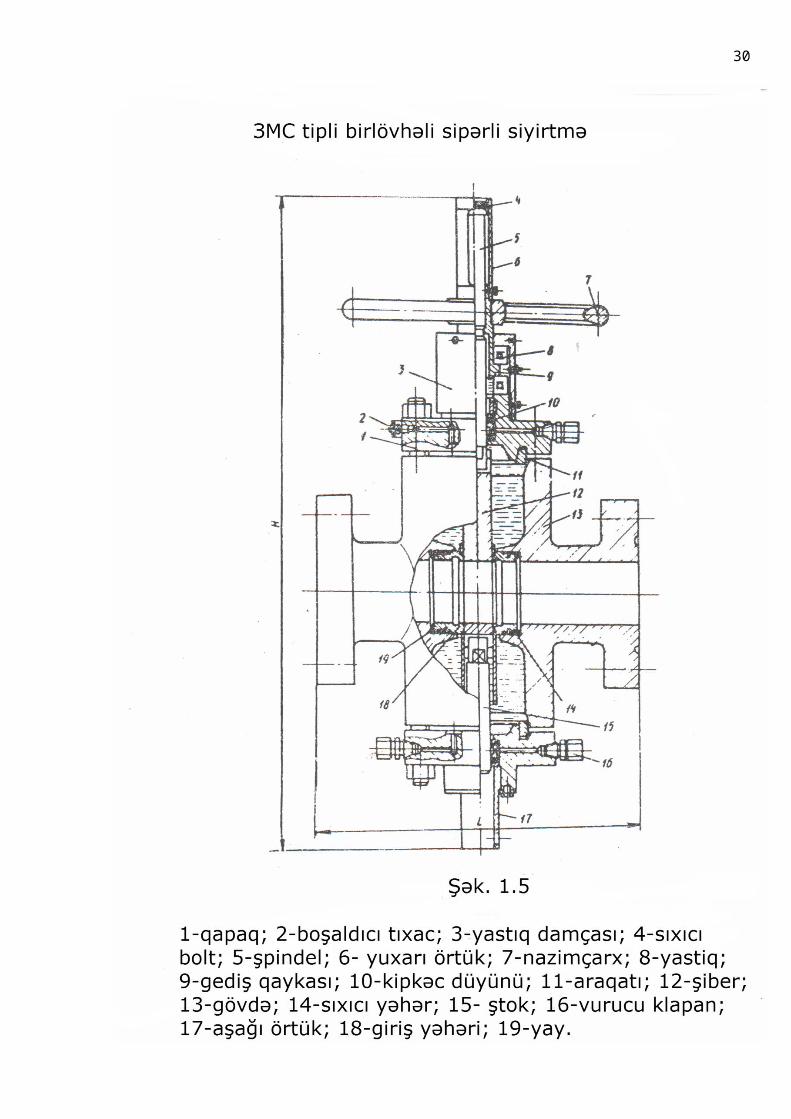
Şək.1.5 -də ЗМС tipli birlövhəli sipərli siyirtmə təqdim edilmişdir.
Tıxaclı kran gövdə 8-dən, konusvari tıxac 7-dən, qapaq 10-dan, manjetlə
kipləndirilən tənzimləyici vint 12-dən, aşağı bolt 3-dən, dəstəkdən, spindeldən,
qulaqcıqlı muftadan, qrundbuksdan, itələyicidən ibarətdir.
Tənzimləyici vintin köməyilə tıxacı gövdədə cüzi araboşluğu ilə
qərarlaşdırırlar. Tıxacın idarə olunması qulaqcıqlı mufta ilə birləşdirilmiş şpindel
üzrə dəstəklə həyata keçirilir.
Kranların sürtgü yağı ilə yağlanması olmadan istismarına yol vermək olmaz.
İstismar prosesində kranı açanda və bağlayanda sürtgü yağının keçidə atılmasının
izilə, kran ЛЗ-162 sürtgü yağı ilə işləyəndə hər 40-50 tsikldən (dövretmədən) bir,
“Armatol-238” sürtgü yağı ilə uşləyəndə isə hər 150-180 tsikldən bir sürtgü yağı
vurucusunun köməyilə kranı sürtgü yağı ilə doldururlar.
Dəstəyin üstündəki oxlar-göstəricilər şpindelin yan səthindəki cihazlarla tuş
olmalıdır. Oxla göstəricinin kranın gövdəsinin keçid deşiyinin oxu ilə tuşluğu kranın
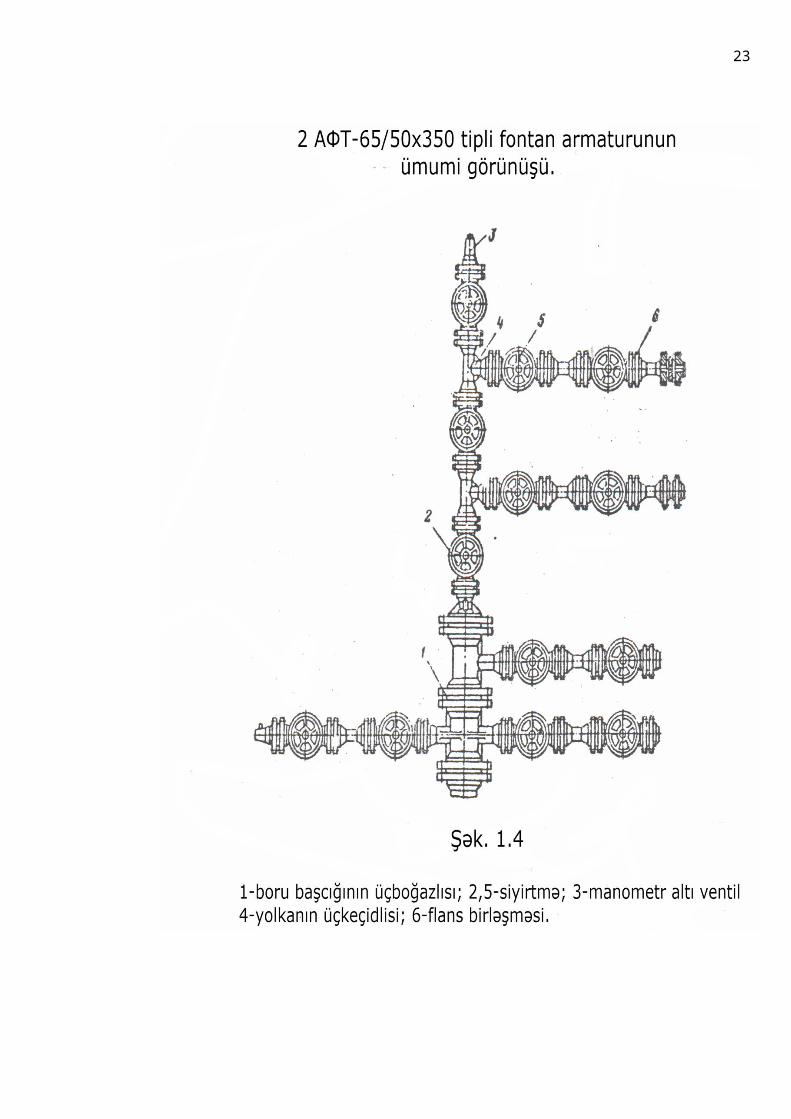
açıq yatırılmasına uyğun gəlir. Fontan armaturları həm kranlı, həm də siyirtməli
olurlar; məsələn şək.1.4-də, 2АФT-65/50x350 tipli fontan armaturasının ümumi
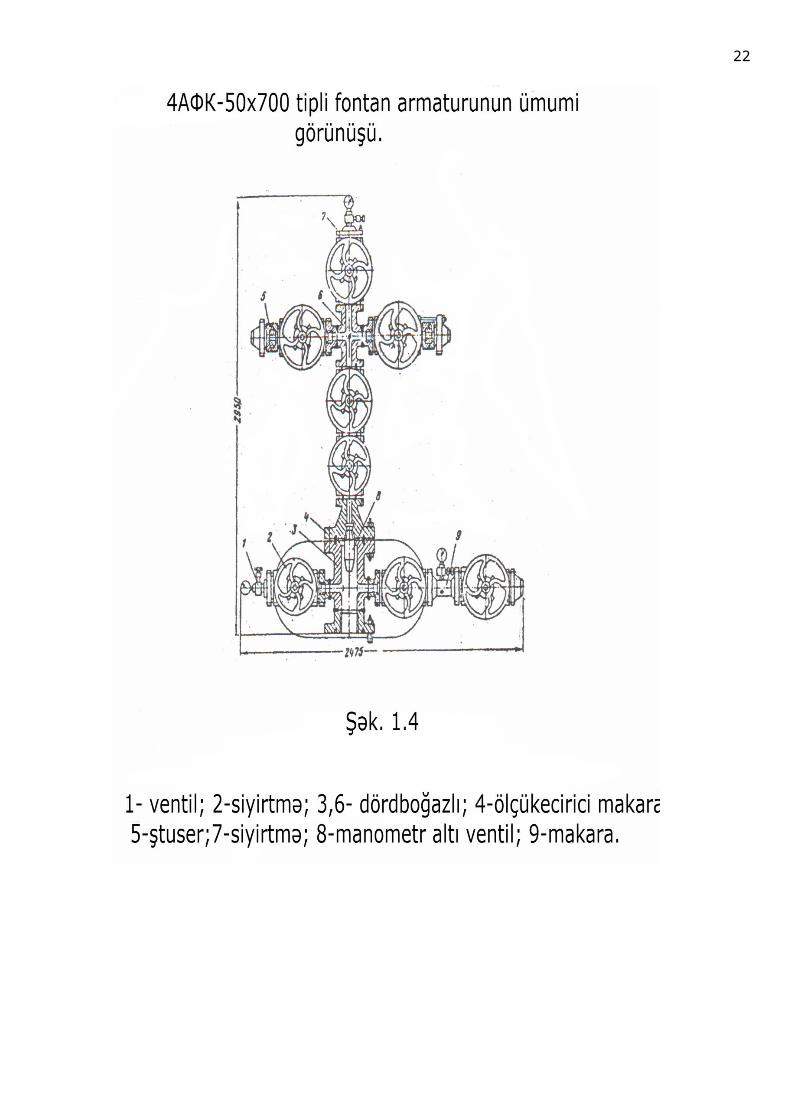
görünüşü göstərilmişdir; şək.1.3-də isə 4AФK-50x700 tipli fontan armaturasının
ümumi görünüşü verilmişdir.
1.2. Armaturanın konstruksiyasına qoyulmuş əsas tələblər
20
Boru başlığı və fontan yolkasından ibarət olan fontan armaturası fontan edən
21
22
quyunun ağzının mütləq kipliyini təmin etməklə yanaşı, uzun müddət (quyunun
fontanetmə dövründə) xidmət etməlidir.
Fontan armaturasının yüksək etibarlığını və iş görmə qabiliyyəti xassələrini və
halını təmin etmək üçün bütövlükdə armaturanın və onun bağlayıcı tərtibatlarının
konstruksiyası aşağıdakı tələblərə cavab verməlidir:
1) kiplik “metal-metal” təmas səthləri arasında yaradılmalıdır;
2) “metal-qeyri-metal” konstruksiyalı kipləndirilən düyünlər sürtgü yağı ilə
doldurulmalıdır;
3) mühitin (quyu məhsulunun) metal səthlərlə təmasda olduğu sahələr
mümkün qədər az olmalıdır;
4) fontan armaturası asan və məsafədən idarə edilən olmalıdır;
5) 21, 35 və 70 MPa təzyiqlərə hesablanmış fontan armaturalarını 3MC tipli
birlay lövhəli sipərli siyirtmələrlə komplektləşdirilirlər.
Siyirtmə tıxacının kipliyi sipərin və yəhərin kipləndrici səthlərində zəruri
təzyiq yaratmaq hesabına təmin edilir.
Ilk əvvəlki təzyiq boşqabvari yaylarla yaradılır.
Araboşluğun kipləndirilməsi siyirtmənin gövdəsinin orta hissəsindəki vurucu
klapan üzrə kipləndirici sürtgü yağı materialı ЛЗ-162 verməklə bərpa edilir (3m-
65x21-dən başqa digər siyirtmələr üçün).
Gövdənin və qapağın kipliyi metal araqatı ilə sancaqları qaykalarla dartmaq
nəticəsində əldə edilir.
Sipərin və gövdənin keçid deşiklərinin tuşoxluğunun tənzimlənməsinə
tənzimləyici qaykaların köməyilə nail olunur. Sipərin düzgün yatırılması nəzarəti
qayka ilə yerində saxlanılır.
Siyirtmənin gövdəsinə vurucu klapan üzrə verilən müdafiəedici sürtgü yağı ilə
örtülmüşdür ki, bu da onu çirklənməkdən və korrozyadan mühafizə edir. Kürəcikli
yastıqları dövraşırı sürtgü yağı ilə yağlamaq üçün yağlayıcı, bu düyündən sürtgü
yağının kənara çıxmasının qarşısını almaq üçün isə rezin halqa qərarlaşdırılmışdır.
Açıq vəziyyəti müəyyənləşdirmək üçün siyirtmənin örtük qabığının üstündəki yuxarı
cızıq, bağlı vəziyyəti - örtük qabığının üstündəki aşağı cizgi xidmət edir.
23
Nazimçarxı fırlandırmaqla şpindelə nəzərən sipərə irəli-geri hərəkəti verilir,
nəticədə, siyirtmənin keçid deşiyini açır yaxud bağlayır.
Keçid diametri 65 mm, işçi təzyiqi 21 MPa və keçid diametri 50 mm, işçi
təzyiqi 70 MPa olan siyirtmələr konstruksiyaca təsvir olunmuş siyirtmədən qapağın
gövdə ilə yivli birləşmələrilə, birinci isə - həm də tıxayıcının sürtgü yağsız olması ilə
fərqlənirlər. Onların iş prinsipi yuxarıda izah olunmuşla analojidir.
3MAD tipli ikilaylövhəli siyirtmələrlə 70 MPa təzyiqə hesablanmış fontan
armaturalarını komplektləşdirirlər.
Siyirtmə daxilində iki məxsusi kipləndirici sürtgü yağı üçün çəncik və sürtgü
yağının kipləndirilən səthlərə doğru keçməsi üçün novlar sistemi olan kipləndirici
üzlər 14 yatırılmış gövdə 1-dən ibarətdir.
Kipləndirici üzlər arasında, altı silindrik yayla və kipləndirici oymaqla
yığılmış, iki pilətəlövhə 13 qərarlaşdırılır. Pilətə lövhələr 13-ün şpindel 2 ilə və
tənzimləyici ştok 17 ilə birləşdirilməsi üçün xüsusi yonulmuş oyuqları vardır.
Şpindel 2 kipgəc 11-in gövdəsində qərarlaşdırılmışdır. Şpindel yivli hissəsilə,
diyircəkli yastıqlar 9 ilə yastıq qapağı 10-da yatırılmış. Gediş qaykası 4 ilə
birləşdirilmişdir. Gediş qaykası 5-in altıbucaqlısı üstündə örtükqabıq 7 ilə bərkidilən
nazimçarxı 5-in quraşdırırlar. Örtükqabığın yuxarı hissəsinə siyirtmənin açıq
vəziyyətində pilətəlövhələrin və yanaqların (üzlərin) deşiklərinin həmoxluğu
tənzimlənən bolt 6 ilə vintlənib bağlanmışdır.
Siyirtmə tıxayıcısının kipliyi siyirtmənin gövdəsindəki mühitin təzyiqi
hesabına avtomatik tıxayıcının səthinə doğru verilən xüsusi “Armatol-228” sürtgü
yağının hesabına yüksəldilir.
Yanaqcıqlardakı çənciklər siyirtmənin gövdəsindəki iki əks-klapan sürtgü yağı
ilə doldurulurlar.
Siyirtmənin açıq vəziyyətdə gövdədəki mühitin təzyiqi pistoncuq 12-yə görə
həlqəvi və yanaqcıqlardakı silindrik novçaları dolduran sürtgü yağı üstə dəyən təsir
edir. Siyirtməni bağlayanda lövhədəki cib yanaqdakı deşiklə həm yerləşən kimi,
pistoncuğa dəyib təsir göstərən mühitin təzyiqi sürtgü yağını qanovlar üzrə yenidən
yerləşməyə və onları yenidən doldurmağa məqbul edir.
24
Dibdə yerləşdirilmiş əks klapan üzrə daxili iç boşluğunda palçığın və işçi
mühitin toplanmasının qarşısını alan sürtgü yağı “Armatol-238” gövdəyə doldurulur.
Şpindeli və əksştoku kipləndirən manjetlər 16-nın mühiti buraxdığı hallarda
əksklapan 3 üzrə kipgəc düyününə kipləndirici pasta vurulur.
Pastanı vurmaq üçün əksklapan 4-ün qapağını vintləyib açmaq və sürtgü
yağını vurub birləşdirmək lazımdır. Klapanın gövdəsindəki deşik üzrə pasta təzyiq
altında yayı sıxaraq kürəciyin və istiqamətləndirici oymağın yerini dəyişir,
qrundbuksa nəzərən manjetlərin iç boşluğina girir və onları aralayıb genişləndirir.
Pastanı vurub qaçırdıqdan sonra yayın təzyiqi altında kürəcik ilk başlanğıc
vəziyyətinə geri dönüb deşiyi bağlayır.
Istiqamətləndirici yanaqlar arasında altı silindrik yayla və önmühafizəli
ftoroplast oymaqla yazılmış iki piltəlövhə yerləşdirilir.
Silindrdə yandan ştutseraltı iki deşik vardır. Pnevmatik silindrin işboşluqları
hava aparıcılar (boru xətləri) vasitəsilə pilotla (sürücü ilə) və armaturanın idarəedici
stansiyası СУАП ilə birləşdirirlər.
Beləliklə, nazimçarxı fırlanmaqla şpindellə birləşdirirlər ki, siyirtmənin
açılması və ya bağlanması həyata keçirilsin.
3MADП tipli siyirtmənin tərkibində həm də aşırma qayka, yuxarı örtükqabıq,
yastığın qapağı, kipləndirici pistonvari halqalar, şpindel kipləndiriciləri, piston,
halqa, dayaq halqası, qandarştokun örtükqabığı, son uc açarlayıcısı, manjet, halqa,
araqatı, kipgəcin gövdəsi, əksklapan, yastıq vardır.
Ventil gövdəsində, şpindel və seyrəldici-boşaldıcı tıxac vintlənib bağlanır.
Şpindelin gövdə ilə kipliyi bürüncdən və ftoroplastdan hazırlanmış, üstdən sıxıcı
oymaq üzrə aşırma qayka ilə sıxılan kipləndirici halqalar hesabına həyata keçirilir.
1.3. Fontan armaturaların mövcud konstruksiyalarının icmalı.
Son yüz il müddətində, ümumiyyətlə XX əsirdə Azərbaycan neft sənayesinin
inkişafı neft maşınqayırma sənayesinin yüksəlməsinə güclü təkan vermişdir. Bu
müddətdə çoxlu sayda müxtəlif kostruksiyalı fontan armaturları və onları
25
komplektləşdirmək üçün müxtəlif siyirtmələr yaradılmışdır və sənaye miqyasında
mədənlərdə tətbiq edilmişdir.
Digər neftçıxarma ölkələrində də, xüsusilə ABŞ-da, müxtəlif konstruksiyalı
fontan armaturları istehsal edilmişdir. Bundan başqa hal-hazırda Kanadanın,
Fransanın, İtaliyanın, Rusiyanın, Yaponiyanın, Norveçin istehsal eydiyi fontan
armaturaları beynəlxalq sərgilərdə nümayiş etdirilir və dünya bazarına çıxarılır.
Burada həm quru ərazilərdə, həm də dənizdə işlədilən fontan armaturaları
haqqında qısa məlumat verilmişdir.
Dənizdə qazılmış quyunun quyuüstü avadalığının yerləşdirilməsi quru
ərazidəki quyuüstü avadanlığın yerləşdirilməsindən az fərqlənir.
Quyuların qazılması şəraitləri onların istismarı üçün yaradılmış avadanlığın
konstruksiyasına və komplektləşdirilməsinə əhəmiyyətli dərəcədə təsir göstərmir.
Ona görə də fontan üsulunun tətbiqi baxımından qazıma şəraitinin öyrənilməsinə
geniş yer verilmir.
Azərbaycanda dəniz neft yataqlarının istismar şəraitləri digər ölkələrin dəniz
yataqlarının istismar şəraitlərindən kəskin surətdə fərqlənmirlər. Dənizdə mədən
işlərinin təşkili göstərir ki, dəniz nəqliyyatı istismar proseslərinin aparılması üçün
mühüm rol oynayır. Digər mühüm məsələ istismar meydançasından səmərəli istifadə
etməkdir. Dənizdə istehsal meydançasının (platformanın) ölçüləri məhdud
olduğundan, istismar avadanlığının ölçüləri də bu şərəitə uyğunlaşdırılır.
Xarici ölkə firmalarının istehsal etdyi təkbloklu fontan armaturaları, əsasən,
armaturaların əndazə ölçülərinin azaldılması məqsədini güdür.
Fontan armaturası iki və çox sütunlu (çoxsıralı) olduğundan, onun qabarit
ölşülərinin düzgün seçilməsi olduqca çox əhəmiyyətə malikdir.
Fontan quyusunun quyuüstü avadanlıq kompleksi fontan armaturasından və
sütun sarğısından ibarətdir. Fontan armaturası qaldırıcı borular kəmərinin (nasos-
kompressor borularının) və istismar qoruyucu borular kəmərinin (istismar sütunun)
ağzını (üstünü) kipləşdirir, çıxarılan məhsulu lazım olan istiqamətə yönəldir və
məhsulun təzyiqini tənzimləyir.
26
Bir quyudan bir neçə layın eyni zamanda və ayrılıqda istismarı üçün quyuüstü
avadanlıq da fontan armaturasından (boru başlığı, fontan yolkası və manifold) və
sütun sarğısından ibarətdir. Burada da siyirtmələr işlədilir.
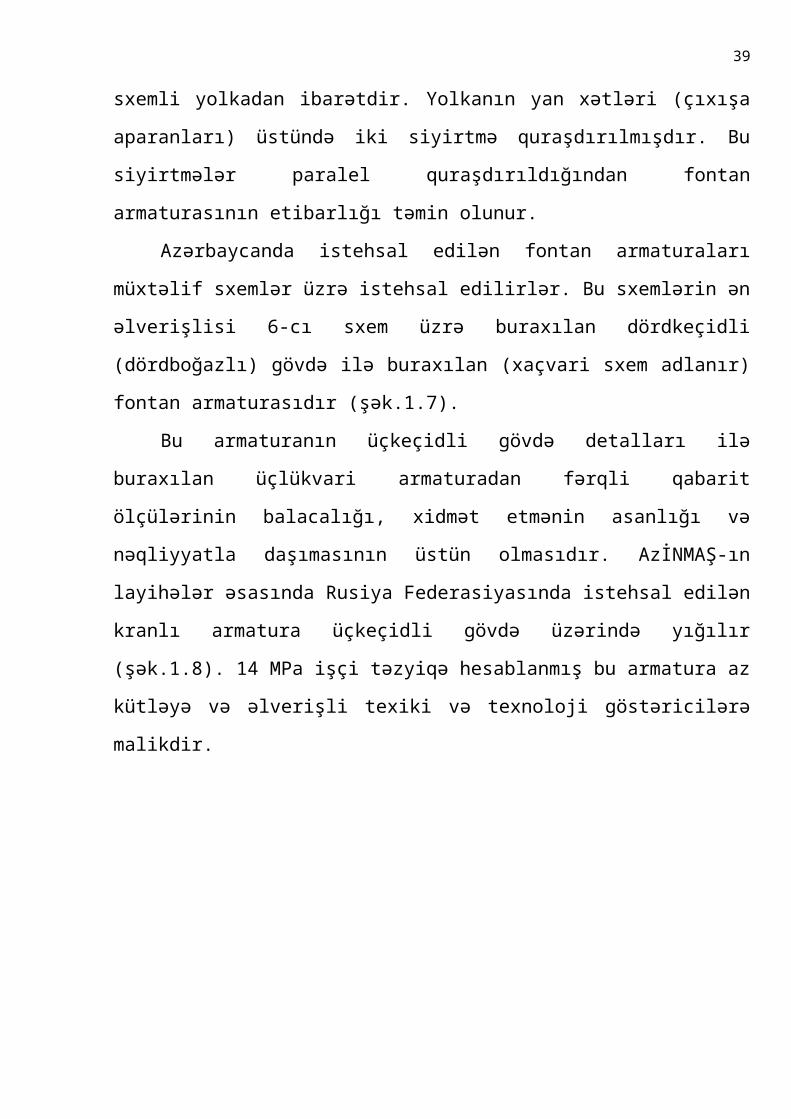
1.4. Bir quyudan iki layın ayrılıqda istismarı üçün fontan armaturaları
Eyni zamanda həm yerləşdirmə, iki layın bir quyudan ayrılıqda istismarı üçün
ikilüləli fontan armaturasının işçi cizgiləri 1964-cü ildə təshih edilmişdir və
AzİNMAŞ-ın Elmi Texniki Şurasında (ETŞ) müzakirə edilmişdir. İУФ 60x48-168
tipli bu armaturanın işçi layihəsi 1963-cü ildə AzİNMAŞ-da işlənib hazırlanmışdır.
Fontan armaturasının təcrübi nümunəsi AzİNMAŞ-ın təcrübi sınaq
emalatxana-sında hazırlanmışdır, onun hissələri stend şəraitində və hissəvi olaraq
(qismən) mədən şəraitlərində sınaqdan keçirilmişdir. Fontan armaturasının gövdə
detalları döymə-qaynaq variantında hazırlanmışdırlar. Siyirtmə tıxayıcısının
etibarlığını artırmaq məqsədilə detalların səthi möhkəmləndirilmişdir.
Bu fontan armaturasının sxemi şək.1.6-də təqdim edilmişdir.
İkilüləli fontan armaturasının hər bir yolkası təkbloklu boru başlığı üzərində
qərarlaşdırılmış üçlük sxemli yolkadan ibarətdir. Yolkanın yan xətləri (çıxışa
aparanları) üstündə iki siyirtmə quraşdırılmışdır. Bu siyirtmələr paralel
quraşdırıldığından fontan armaturasının etibarlığı təmin olunur.
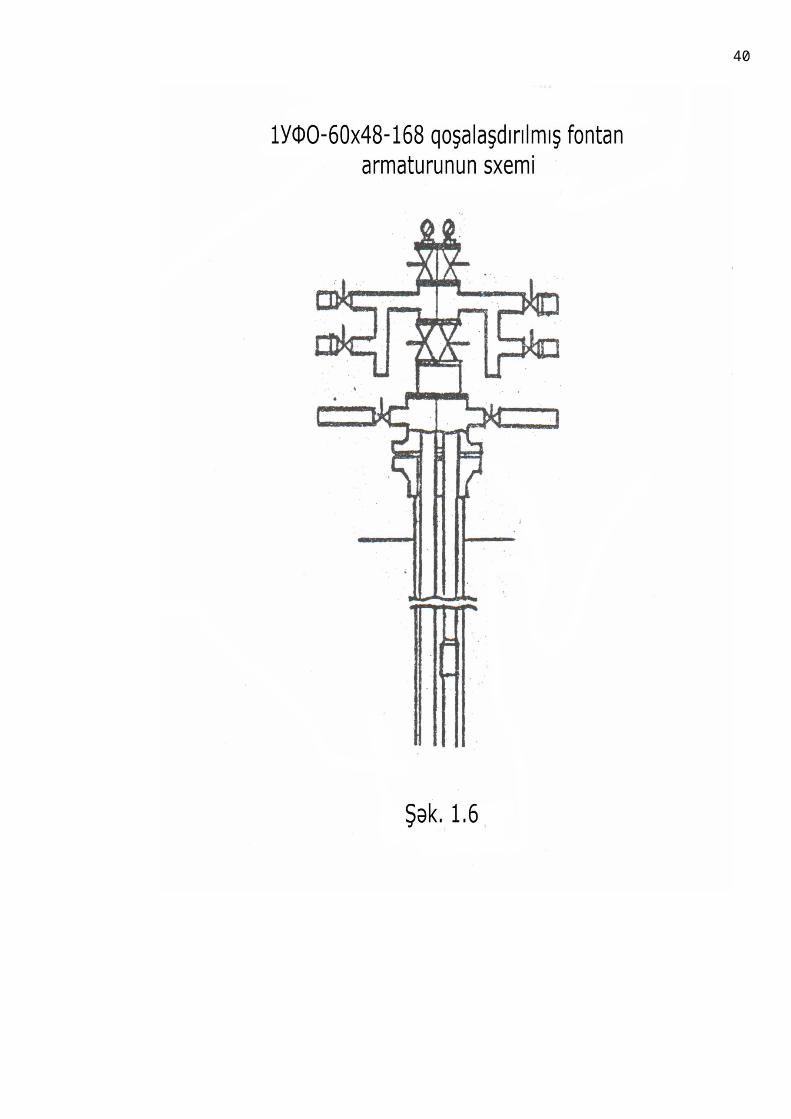
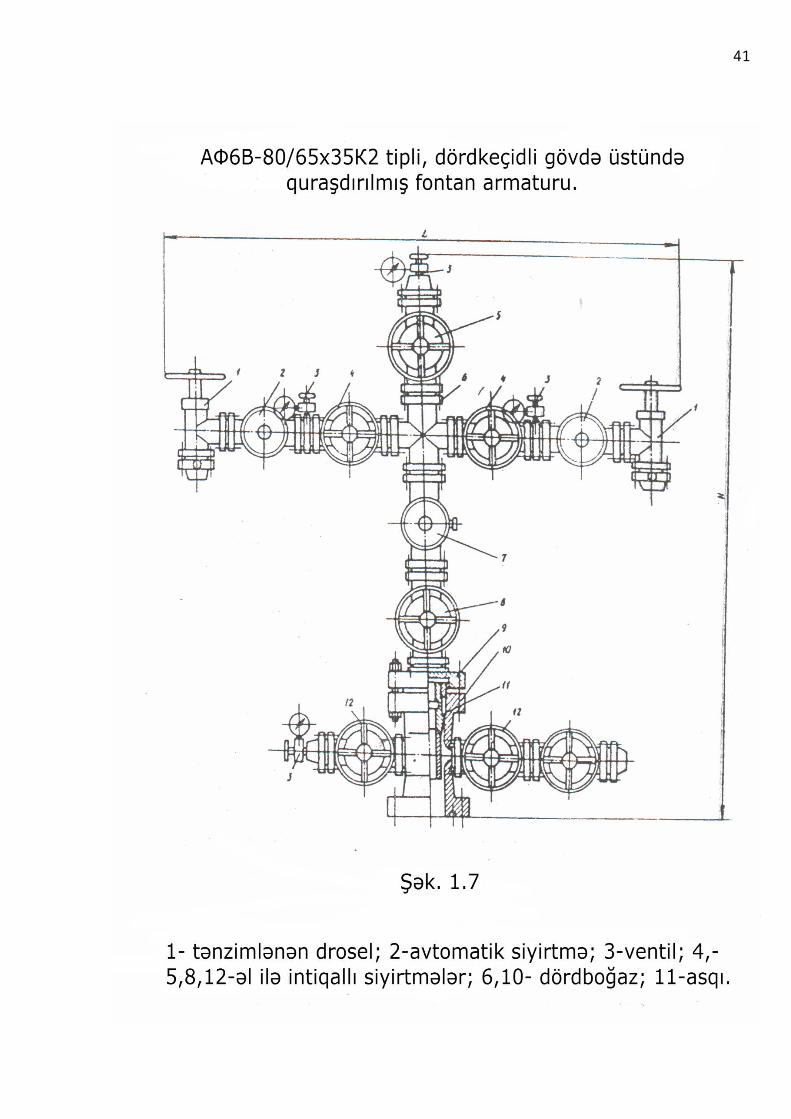
Azərbaycanda istehsal edilən fontan armaturaları müxtəlif sxemlər üzrə
istehsal edilirlər. Bu sxemlərin ən əlverişlisi 6-cı sxem üzrə buraxılan dördkeçidli
(dördboğazlı) gövdə ilə buraxılan (xaçvari sxem adlanır) fontan armaturasıdır
(şək.1.7).
Bu armaturanın üçkeçidli gövdə detalları ilə buraxılan üçlükvari armaturadan
fərqli qabarit ölçülərinin balacalığı, xidmət etmənin asanlığı və nəqliyyatla
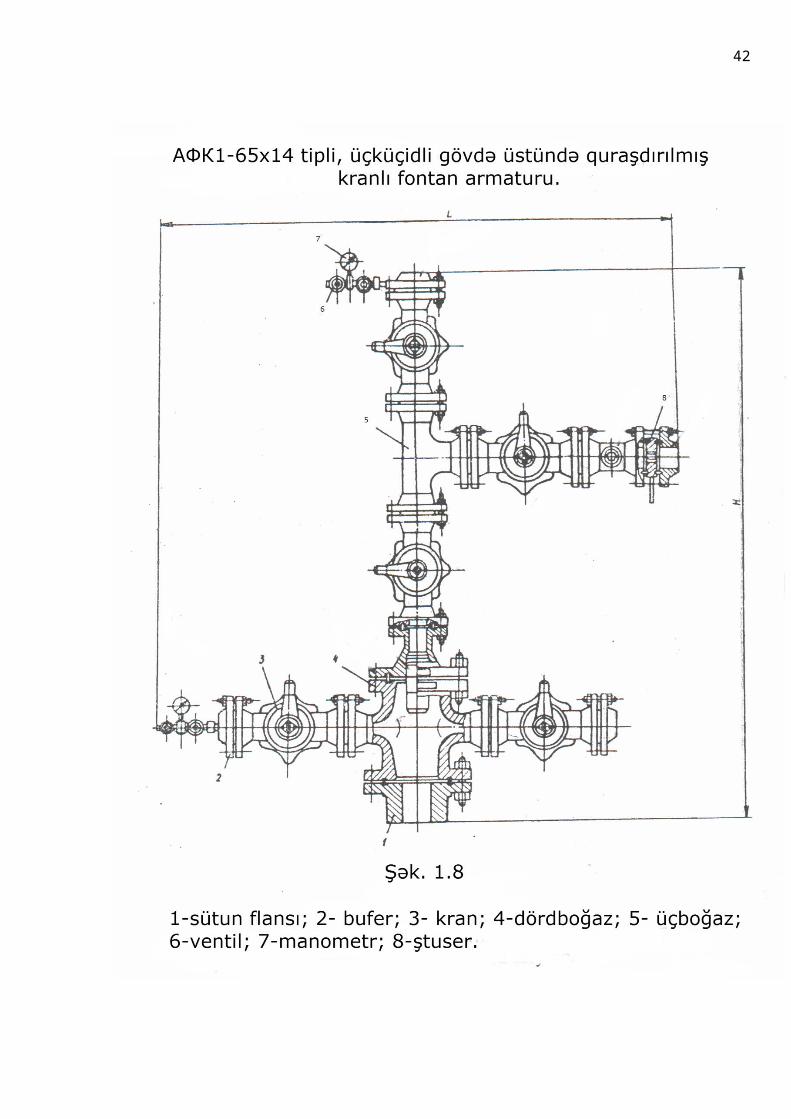
daşımasının üstün olmasıdır. AzİNMAŞ-ın layihələr əsasında Rusiya
Federasiyasında istehsal edilən kranlı armatura üçkeçidli gövdə üzərində yığılır
(şək.1.8). 14 MPa işçi təzyiqə hesablanmış bu armatura az kütləyə və əlverişli texiki
və texnoloji göstəricilərə malikdir.
27
28
29
30
Aşağıda Kameron, FMC və W-K-M firmalarınınvə şirkətlərinin istehsal etdiyi
müxtəlif konstruksiyalı bir sıra fontan armaturalarının sxemləri və qısa izahı
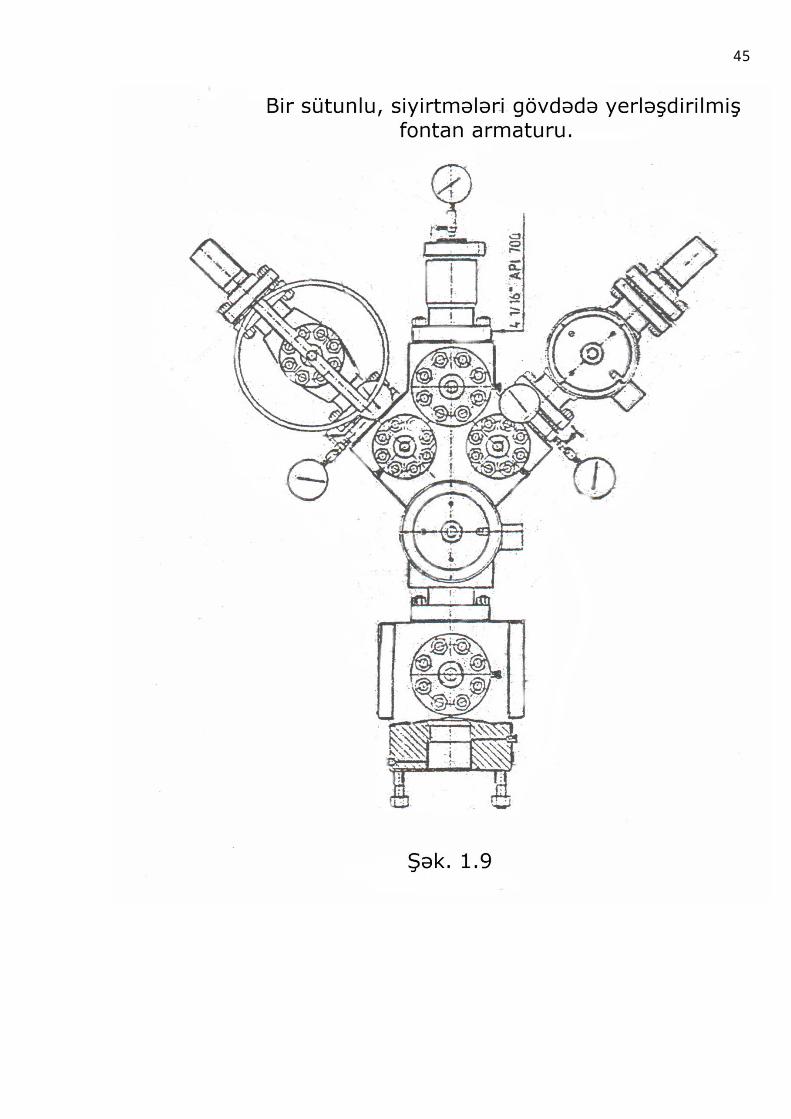
verilmişdir. Şək.1.9-də Kameron (Cameron) firmasının buraxdığı bir lülədən iki
layın (horizontun) istismarı üçün iki sıralı qaldırıcı borular kəmərinin asılması ilə
ayrılıqda icra etmək üçün konstruksiyalandırılmış fontan armaturasının sxemi
göstərilmişdir. Bu armaturanın fontan yolkası üçboğazlı icrada layihələndirilmişdir.
Hər bir qaldırıcı borular kəmərini ayrılıqda kipləşdirən boru başlığının üstündə iki
ədəd üçlü fontan yolkası quraşdırılmışdır. Hər bir yolka iki siyirtmə ilə (biri lülənin
üstündə, digəri isə yan xəttin, çıxışa aparan xəttin üstündə yerləşdirilmişdir)
komplektləşdirilmişdir. Yolkanın yan xətlərinin biri digərinin əksiə (180 altında)
yönəldilmişdir.
Sxemdən göründüyü kimi boru asqısı yivli icrada konstruksiyalandırılmışdır
və təzyiq altında dəyişdirilə bilən əksqapaqla təchiz edilmişdir.
Qabarit etibarilə bu fontan armaturası müəyyən üstünlüklərə malikdir.
Kameron firmasının istehsal etdiyi, bir layın istismmar edilməsi üçün qaldırıcı
borular kəmərinin asılması ilə təkbloklu icrada konstruksiyalandırılmış fontan asqısı
yivlidir və istismar kəmərinin asqısı üstündə yerləşdirilmiş boru kəmərinin
asılmasına imkan verir. Fontan yolkası iki hissədən ibarətdir. Hər hissədə bir
məsafədən idarə olunan siyirtmə (bir mərkəzli siyirtmə) gövdənin içərisində
konstruksiyalandırılmışdır. Gövdənin üstündə bərkidilmiş üçkeçidli yan xətləri
birləşdirir. Hər bir xəttin üstündə bir siyirtmə və bir drossel quraşdırılmışdır.
Bu fontan armaturası dəniz quyuları üçün əlverişlidir. Armaturanın əndazə
ölçüləri balacadır, idarə olunması üçün yanaşılması asandır.
FMC firmasının bir quyudan iki layın eyni zamanda və ayrılıqda istismar
edilməsi üçün istehsal etdiyi fontan armaturası konstruksiyasına görə digər firmaların
armaturalarından fərqlənir.
Şək. -də göstərilmiş fotan armaturaları bir quyuda və iki istismarı üçün
nəzərdə tutulmuşdur. Bu armaturada hər bir qaldırıcı borular kəməri üçün ayrıca üçlü
(üçkeçidli) fontan yolkası quraşdırılmışdır. Göstərilən firmanın çoxbloklu
31
32
armaturaları da mövcuddurlar. Lülədən iki layın istismarı üçün qoşalaşdırılmış
fontan armaturası təkbloklu halda istehsal edilir.
Bir quyudan: a) bir və b) iki layın istismarı üçün təkbloklu fontan armaturaları
bir sıra üstünlüklərə malikdirlər.
Yolkanın üstündə iki ədəd lülə (mərkəzi) və iki ədəd yan xətti (yanda çıxışa
aparan) siyirtmə vardır. Konstruksiyası sadə olan ikisıralı fontan armaturasının yan
xətləri üstündə drossellər qoyulmuşdurlar. Hər iki yolka bir flans üstündə
bağlanmışdırlar.
Yolkanın yuxarı hissəsindəki təkblok iki üçkeçiddən ibarət işlənmişdir. Bu
təkblok alt və üst tərəfdən flanslar vasitəsilə kipləşdirilir. Quyuüstü təzyiqi ölçmək
üçün manometrlər üst flansın üstündə quraşdırılmıdır. Üst blokun yan deşiklərinə yiv
vasitəsilə yan xəttlər (çıxışa aparanlar) biri digərinə əks istiqamətdə quraşdırılmışdır.
Hər xəttin üstündə iki siyirtmə və bir drossel qurulmuşdur.
Boru asqısıın üstündə boyunduruq vasitəsilə bağlanmış ölçükeçici (bir ölçüdən
digərinə keçirən) – perevodnik qoyulur. Axırıncının üstündə fontan yolkası qoyulub
boyunduruq vasitəsilə bərkidilir. Boru asqısında iki sıra qaldırıcı borular sütunu
asılır. Qaldırıcı boruların asılması mufta icrasındadır.
W-K-M firmasının istehsal etdiyi təkbloklu, iki sıra boru kəmərini paralel
asmaq üçün layihələndirilmiş fotan armaturası məlumdur. Bu armaturanın lülə
hissəsində hər bir kəmər üçün iki siyirtmə quraşdırılmışdır. Bunlardan daha
etibarlıdır. Kataloqda siyirtmələrin konstruksiyası ayrılıqda göstərilir.
Ikisütunlu fontan armaturlarında quyuların eyni zamanda və ayrılıqda istismarı
üçün qaldırıcı borular kəmərləri asqılarının ikideşikli və üçdeşikli konstruksiyaları
vardır. O.C.T. firmasının istehsal etdiyi bu borular asqıları kipliyi və etibarlığı təmin
eidr, yiv birləşməsi borunun qalınlaşdırılmış ucu ilə gövdə içərisində yerləşdirilmiş
asqının vahidliyini və möhkəmliyini təmin edir. Asqı ilə gövdə arasındakı kiplik
manjet vasitəsilə əldə edilir.
33
Qeyd edildiyi kimi – təksütünlu (təklüləli) və qoşa sütunlu (iki lüləli) fontan
armaturalarını ABŞ-dan başqa Fransa, İtaliya, Yaponiya, Rumıniya şirkətləri də
istehsal edir.
Fransanın Malbrann firması fontan armaturaları istehsalında özünəməxsus
uğurlar qazanmışdır. Malbrann firmasının dördkeçidli (dördboğazlı) göv-də detallar
üzrə yığılmış təhlükəli (bir sütunlu) fontan armaturasının sxemi göstərilmişdir
1960-cı illərdən başlayaraq AzİNMAŞ-da tamamlanmış işlərin nəticələri
göstərir ki, Azərbaycanda mövcud olan neft yataqlarının əksəriyyəti çoxlaylıdırlar
(çoxhorizontlu – çoxtəbəqəli) və yataqların istismar dövrünü qısaltmaq üçün
müxtəlif istismar üsullarının tətbiqi zəruridir.
Dəniz quyularının mənimsənilməsi baha qiymətli əsaslar vasitəsilə
aparıldığından, avadanlığa və quyuların qazılmasına çəkilən xərcləri azaltmaq üçün
ən əlverişli üsullardan biri fontan üsulunun tətbiqidir. Eyni zamanda və ayrılıqda
istismar üsulunun tətbiqi üzrə mövcud sxemlərin – fontan-fontan və sairlərin
müqayisəsi göstərir ki, dəniz yatağı üçün ən əlverişli sxem fontan-fontandır.
Bir quyudan iki layın “fontan-fontan” üsulu ilə eyni zamanda və ayrılıqda
istismarı üçün quyuüstü avadanlıq istehsal etmək üzrə Səttarxan adına maşınqayırma
zavodunun müsbət təcrübəsi olmuşdur.
Amerika Birləşmiş ştatlarının “Drossel”, “ФMC”, “Грей”, “MakEboy”,
“Apmko”, “B-K-M”, “Kynep” və sair firmalarının layların bir quyudan ayrılıqda
istismarı üzrə çoxillik avadanlıq istehsal təcrübəsi vardır.
Dəniz yatağının istismarı üçün avadanlıq seçərkən, müasir firmaların istehsal
etdiyi avadanlıqlar müqayisəli şəkildə təhlil edilmişdir.
Səttarxan adına Maşınqayırma zavodunda üçboğazlı (üçkeçidli) və
dördboğazlı (dördkeçidli) gövdə əsasında yığılmış sxemlər üzrə yaranmış fontan
armaturaları istehsal edilir.
Həmin sxemlərin qoşalaşdırılmış, yaxud üçləşdirilmiş variantları ayrılıqda
işləyən quyuların quyuüstü avadanlıqlarında tətbiq edilə bilər.
İkisütunlu paralel nasos - kompressor boruları olan fontan armaturası
34
qoşalaşdırılmış iki yanbayan quraşdırılmış üçkeçidli gövdəli fontan yolkasından
ibarət olar.
“Azneftkinyamaş” Dövlət Şirkətinin zavodlarında quyuüstü fontan
avadanlığının yaradılmasının həm tarixi, həm də texniki-iqtisadi əsası vardır.
Quyunun üstündə АФТ 2/2-250 tipli ikilüləli fontan armaturası qoyulmaqla
iki layın bir armatura vasitəsilə istismarı təcrübəsi də olmuşdur.
Sonradan Səttarxan adına zavod 21 və 35 MPa təzyiqli və keçidinin diametri
50,65,80 və 100 mm olan birlüləli fontan armaturalarının və müxtəlif ölçülü sütun
sarğılarının (kəmər başlıqlarının) istehsalını mənimsəmiş və bu növ avadanlığı
istehsalı üzrə ixtisaslaşdırılmışdır.
“Azneftkimyamaş” DŞ-nin müxtəlif zavodlarında yataqların bir quyudan eyni
zamanda və ayrılıqda istismarı üçün müxtəlif avadanlıq növləri istehsal edilmişdir.
Ayrılıqda istismar üçün avadanlığın tərkibi əsasən fontan armaturalarından,
məsafədən, idarəetmə sistemindən və başqalarından ibarətdir.
Bu avadanlıq konstruksiyasına görə prinsipcə ənənəvidir. Avadanlığın texniki-
iqtisadi əsaslandırılması “Azneftkimyamaş” DŞ və xarici firmalarda istehsal edilən
avadanlıqla müqayisədə müəyyən edilə bilər.
Bundan başqa Səttarxan adına zavodun istehsal etdiyi 35 MPa təzyiqli
armaturanın satış qiymətini (19300 min manat) nəzərə almaq lazımdır.
Bu zavodun istehsal etdiyi fontan avadanlığı dəsti qiymətini analoji xarici
avadanlığın təxmini qiymətlərilə müqayisəsi göstərir ki, yerli zavodların istehsal
etdiyi avadanlıq dəsti xarici analoquna nisbətən 5 dəfə ucuz başa gəlirdi, yəni iqtisadi
cəhətdən daha səmərəli idi. Lakin nəzərə almaq lazımdır ki, ilk avadanlıq
nümunələrinin keyfiyyət göstəriciləri xarici analoqların göstəricilərindən aşağıdır. Bu
göstəricilərin yaxşılaşdırılması tələb olunur.
Müxtəlif konstruksiyalı quyuüstü fontan avadanlığının öyrənilməsi və
müqayisəli təhlili texniki-iqtisadi cəhətdən daha əlverişli avadanlıq seçilməsi
məqsədilə müəyyən informasiya materialı toplanmışdır. Avadanlığın ədəbiyyatlı
icmalı göstərir ki, “ФМС”, “Греу”, “Мак Eboy”, “Kuper-Kameron”, “WKM”,
35
“Kвернер-Нешпл”, “Ингрум Кактус” və s. xarici firmaların müxtəlif fontan
avadanlığı istehsal etmək üzrə çoxillik təcrübəsi vardır.
Bundan başqa 1995-ci ildə 6 quyu avadanlığını məsafədən idarəetmə sistemi
işlənmişdir. Bu sistem istifadə edilən fontan avadanlığının idarəetmə sisteminin
yaradılmasında əsas götürülmüşdür.
“Azərneftkimyamaş” DŞ zavodlarının nəzərdə tutulmuş fontan avadanlığını
istehsal etmək imkanı vardır. Bu həmin zavodların çoxillik təcrübəsinə əsaslanır.
Şirkətin müəssisələri yaxın zamanlarda tamamilə APİ (ABŞ) sisteminə keçməyi
planlaşdırır. Əsas məqsəd dünya standarları səviyyəsində avadanlıq istehsal
etməkdir. Ona görə də fontan avadanlığının seriya nümunələrinin keyfiyyət
göstəricilərinin yüksək olacağına şübhə yoxdur.
“Azərneftkimyamaş” DŞ-nin maşınqayırma zavodlarında yeni ikisıralı
(ikilüləli) quyuüstü fontan avadanlığının mənimsənilməsi, yeniləşdirilmiş
avadanlığın hazırlanma keyfiyyətinin yaxşılaşdırılması, yeni hazırlama
texnologiyasının tətbiqi və sair məqsədlər üçün müəyyən həcmdə investisiya
(sərmayə) tələb edir. Bu halda avadanlığın işqabiliyyətlik səviyyəsi bütün meyarlar
üzrə təmin edilir.
36
2. FONTAN AVADANLIĞININ İŞQABİLİYYƏTLİYİ
Bütövlükdə avadanlığın və onun düyünlərinin, detallarının işqabiliyyətliyi bir
neçə meyarın və ölşüləbilən göstəricilərinin köməyilə qiymətləndirilir. Bu
meyarlardan ən başlıcaları aşağıdakılardır: möhkəmlik, yeyilməyə davamlılıq,
sərtlik, istiyə davamlılıq, titrəyişə davamlılıq, korroziyaya davamlılıq və s.
Avadanlığın keyfiyyətli olması üçün bu meyarlar və göstəricilər
optimallaşdırılmalıdır.
Keyfiyyətli avadanlıq ilk növbədə işqabiliyyətli halda olmalıdır.
Konstruksiyalandırma mərhələsində fontan avadanlığı işqabiliyyətliliyi-
nin təmin edilməsi. Konstruksiyalandırma məsələləri və konstruksiyaların
keyfiyyətinin qiymətləndirilməsi meyarları bir sıra mərhələləri və mövzuları əhatə
edir.
Beləliklə, neft və qazçıxarma sənaye sahələri üçün yeni, mükəmməl
maşınların konstruksiyalanması bu sahələrin inkişafının əsasını təşkil edir.
Bu sahədə konstruktor qarşısında duran məsələlər olduqca məsul və
mürəkkəbdir.
Avadanlığın səmərəliliyini bir sıra göstəricilərlə müəyyən edirlər. Onların
içərisində aşağıdakılar da vardır:
- maşınların kifayət qədər etibarlığı, kiçik kütləsi və qabariti, yüksək
məhsuldarlığı;
- istismar və təmir işlərinin həcmi və dəyəri;
- fontan armaturasının işinin avtomatlaşdırılması dərəcəsi;
- defisit (qıt) materialların sərfi və onun hazırlanmasına çəkilən xərclər.
Avadanlıq, onun qiymətləndirilməsinin iqtisadi meyarında əks olunan texniki
edtetikanın və digər göstəricilərin texniki səviyyəsinin tələblərini ödəməlidir.
Ona görə də fontan avadanlığını konstruksiyalandırarkən mühəndis-
konstruktor qarşısında qoyulan ümumi məsələ bir sıra məsələlərə ayrılıb üzvlənir,
bunlara da konstruktor onların qarşılıqlı əlaqəsində həll etməlidir.
37
Başlıca parametrlər adətən çox deyildir. Onlar avadanlığın əsas təyinatını
miqdarca səciyyələndirir. Fontan armaturası üçün əsas parametrlər bunlardır: şərti
keçid və işçi təzyiq. Bundan əlavə vaxt kəsiyndə verilən (çıxarılan) mayenin həcmi
və armaturanın çıxışındakı təzyiq; fontan armaturası üçün keçid qanovlarında təzyiq
və bu qanovların diametri məlum olmalıdır.
Quyuüstü avadanlığın konstruksiyasına hazırlanmanın texnoloji əla
hiddəlikləri və təmirlə, iqlim şəraiti və avadanlığın yerləşdirilmə konstruksiyaları
meyarları ilə şərtlənmiş tələblərə görə baxaq.
Avadanlığı layihələndirərkən avtomatlaşdırılmış xətlərdən istifadə etməklə
detalların seriya ilə hazırlanmasının müasir metodlarını, proqramlı idarəetməli
dəzgahları, həm də detalları müasir möhkəmləndirmə metodlarını hesaba almaq
zəruridir.
Detalların ölçüləri ən sadə və etbarlı nəzarətə, məsələ, keçidli və keçidsiz
tıxacları (tıxac-qəliblərin), qəliblərin, optiki avtomatikanın köməkliyilə nəzarətə
tərtibatlandırılmalıdır.
Detalların hazırlanmasına vaxt sərfini azaltmaq, onların dəyərini azaltmaq,
ölçülərinə, səthlərinin keyfiyyətinə nəzarəti sadələşdirmək məqsədilə onların
konfiqurasiyası maksimum sadələşdirilməlidir.
Layihələndirilən məmulatın hamısı müəyyən iqlimli rayonlarda və onların
yerləşdirilmə üsulu şəraitlərində verilmiş hədlərdə və müddətlərdə öz parametrlərini
saxlamalıdır. Məmulun icrası müəyyən mikroiqlimli rayona uyğun olmalıdır.
Iqlimli rayonlar havanın orta illik mütləq temperatur maksimumlarından və
minimumlarından, nisbi nəmlikdən yaxud rayonun yatırıldığı yerdən asılı olaraq
ГОСТ24482-80, 25650-83, 25870-83-lara uyğun bölünürlər.
Məmulun icrası aşağıdakı əsas iqlimli rayonlarla şərtləndirilmişdir.
Havanın göstərilən temperaturu +40-dan -45C-dək hədlərdə tapılan iqlimli.
Şifrlə işarələnməsi – Y.
Havanın həmin temperaturu -45C-dən aşağı enən soyuq havanın temperaturu
20C, nisbi nəmliyi isə 80%-ə bərabər və yüksək olmasının 2-dən – 12-dək fasiləsiz
38
ay ərzində təqribən 42 saat yaxud daha çox saat müşahidə olunur. Şifrdə işarələnməsi
– TB.
Havanın orta maksimum temperaturu 40C-dən yüksək olan və nəmli tropik
iqlimli rayonlara aid edilməyən quru tropik iqlimli. Şifrdə işarələnməsi – TC.
Tropik iqlimli. Bu halda məlumat həm quru, həm də nəmli tropiki iqlimlər
üçün yararlı icrada olmalıdır. Şifrdə işarələnməsi – T.
Quruda, yuxarıda göstərilmiş bütün iqlimli rayonlar üçün. Şifrdə işarələnməsi
– O.
Mülayim soyuq dəniz iqlimli (30C şimal endən şimal – və 30C cənub endən
cənubda sərilmiş (yatmış) dənizlərdə və okeanlarda üzən dəniz gəmiləri üstündə
qərarlaşdırmaq üçün təyin edilmiş məlumat). Şifrdə işarələnməsi – M.
Tropik dəniz iqlimi (30 şimal enin və 30 cənub enin arasında sərilmiş
dənizlərdə və okeanlarda üzən dəniz gəmiləri üstündə qərarlaşdırmaq üçün təyin
edilmiş məlumat). Şifrdə işarələnməsi – TM.
Üzmə rayonları məhsusiyyətsiz olan gəmilərin üstündə qərarlaşdırmaq üçün
təyinatlanmış məlumat. Şifrdə işarələnməsi – OM.
Quruda və dənizdə hamı iqlim rayonlarında istismar üçün təyinatlanmış
məlumat. Şifrdə işarələnməsi – B.
Istismar edərkən avadanlığın yerləşdirilmə yerindən (məntəqəsindən) asılı
olaraq onu aşağıdakı kateqoriyalar üzrə hazırlayırlar:
Açıq havada işləmək üçün 1-ci kateqoriya.
Məmulata günəş radiasiyasının və atmosfer göstəricilərinin düz gələn təsiri
(dəyən təsiri) olmadıqca (çadırda, kuzovda, hərarət təcridsiz metallı yerləşdirilib
örtmədə, asma çarpazda), havanın temperaturu və nəmliyi açıq havadakı bu
parametrlərdən mühüm olmaya fərqlənən yerləşdirilib örtmələrdə işləmək üçün. 2-ci
kateqoriya.
Açıq havadakına görə temperatur dəyişmələri, nəmlik, toz və qum mühüm az
olan (temperatur təridli metallı örtüklərilə, daşlı, betonlu, ağaclı yerləşdirilib-
örtmələrdə), təbii ventilyasiyalı örtülü yerləşdirib-örtmələrdə işləmək üçün. 3-cü
kateqoriya.
39
Süni tənzimlənən iqlim şəraitli yerləşdirib örtmələrdə işləmək üçün. Bu
yanacaqla yaxud soyudulan, ventilyasiyalı əsaslı yerləşdirib örtmələrdir. 4-cü
kateqoriya.
Yüksək nəmlikli yerləşdirib örtmələrdə (vetilyasiyasız və yanacaqla isitməsiz
yeraltı yerləşdirib örtmələr, çadırlar, gəmi ambarları, hansılarda ki, suyun
uzunmüddətli olması yaxud tez-tez həmin divarlar və tavan üstda kondensasiyası
mümkündür) işləmək üçün. Neft və qaz sənayesində bu kateqoriyaya daldırıla və
quyudaxili avadanlıq aid edilir. 5-ci kateqoriya.
Beləliklə, Qərbi Sibirin şimalında, açıq havada işləmək üçün təyinatlanmış
avadanlığın XDİ işarələnməsi ola bilər. Mərkəzdənqaçma elektrik nasosunun
daldırılan mühərrikinin şifrində B5 işarələnməsi vardır.
2.1. Fontan armaturası siyirtmələri və onların işqabiliyyətliyi
Fontan quyularının adi üsulla istismarı üçün konstruksiyalandırılmış siyirt-
mələr təyinatlıq, etibarlıq və təhlükəsizlik göstəricilərinə gorə müasir tələblərə cavab
verirlər. AzİNMAŞ-da işlənilmiş konstruksiyalar Bakı Neft-Mədən Maşınqayırma
zavodunda və Səttarxan adına Maşınqayırma zavodunda mənimsənilmiş və seriya ilə
istehsal edilmişdir. Müxtəlif konstruksiyalı və MS-DYX 35N-1, MS-DYX 1x35-1,
MS-DYX 35K2-1 tipli siyirtmələr AHИ standartlarının tələblərinə uyğundur. Bu
siyirtmələr tətbiq edilən fontan armaturalarının komplektləşdirilməsində işlədilə
bilər. Ona görə də ayrılıqda və eyni zamanda istismar üçün fontan armaturalarını
komplektləşdirmək üçün də siyirtmə seçmək çətinlik yaratmır.
Aşağıda bir sıra siyirtmələr üzrə müəyyən məlumatlar və onların konstruktiv
siyahılarının icmalı verilmişdir.
Fontan armaturalarının istehsalçı firmalarına uyğun siyirtmələr göstərilir.
Əl ilə və pnevmo (hidro) intiqalla məsafədən idarə olunan siyirtmələrin qısa
icmalı aşağıdakı kimidir:
quyuüstü fontan avadanlığının tərkibində iki görünüşlü (iki növ) siyirtmə
işlədilir:
- əl ilə intiqallı
40
- pnevmo
Ikiləşdirici keyfiyyətində stasionar yaxud söküləbilən ən intiqallı nəzərdə
tutulur.
Xarici firmalar həm çıxışa hərəkətli (nazimçarxa doğru irəliləyən), həm də
çıxışa hərəkətsiz şpindelli əl ilə intiqallı siyirtmələri mənimsəmişdirlər.
Birinci halda (çıxışa hərəkətli şpindellə) mühitin təzyiqindən qalxan və
şpindelə oxboyu təsir edən qüvvəni müvazinətləşdirmək üçün siyirtmənin qarşı ştoku
vardır.
Ikinci qarşı ştok tələb olunmur, belə halda təzyiq ən qalxan qüvvə gediş
qaykasına ötürülmür, yalnız dayaq yatağına təsir (dəyən təsir) edir. Bu düyünün f.i.ə.
gediş qaykası – şpindel cütü yivinin f.i.ə.-dan əhəmiyyətli dərəcədə yüksəkdir.
Xarici firmaların pnevmo (hidro) intiqallı siyirtmələrinin yaylı qayıdışları
vardır, yəni siyirtməni açmaq üçün sıxılmış hava pistonüstü içboşluğa verilir, təzyiqi
azaltmaqda isə yayın və şpindelin en kəsik sahəsi üstündəki təzyiqdən qalxan
qüvvənin təsiri altında bağlanır. Məsafədən idarəolunan siyirtmə pnevmatik yaxud
hidravlik intiqallı (şək.1.5-a bax) 3MC tipli əl ilə idarə olunan və pnevmo (hidro)
intiqallı siyirtmələr müxtəlif konstruksiyalı buraxırlar.
Çeçenistanın “Красный молот” zavodu yalnız çıxışa doğru hərəkətli şpindelli
və qarşıştoklu, əl ilə intiqallı siyirtmələr buraxır. Pnevmo intiqallı siyirtmələr, onları
açıb və bağlamaq üçün sıxılmış havanın pistonüstü, yaxud pistonaltı təsirlidir.
Havanı pnevmointiqalla vermək üçün iki boru kəmərlərini çəkib aparmaq tələb
olunur.
Siyirtmə konstruksiyalarının qısa icmalı belədir: Kameron firmasının əl ilə
idarə olunan siyirtməsi (şək.1.9) gediş qaykası vasitəsilə birlövhəli sipər ilə əlaqə-
lənmiş çıxışa hərəkətsiz idarə edəndə kənara çıxmayan şpindellə tamamlanmışdır.
Gediş qaykası sipərlə T-şəkilli pazda birləşmişdir. Yəhərlər gövdədəki qısaldılmış
içyonulmuş yerdə oturdulmuşdurlar. Gövdə aşağıdan bağlıdır. Siyirtmə bağlı olanda
sipərin keçid deşiyi səviyyəsində qalxanlarda deşiklər tamamlanmışdırlar. Şpindel iki
dayaq yastığı üzərində oturdulmuşdur, aşağıdan hərəkətdə məhdudlaşdırıcı çiyinlə
tərkiblənmişdir. Yastıq düyünü altdan axınları uzaqlaşdırmaq üçün deşikli
41
edilmişdir, nazim çarx tezsöküləndir. Şpindelə fırlanma hərəkəti cəftədən keçməklə
ötürülür. Tıxacıyının son uc qaydalarının göstəricisi yoxdur. Son uc qaydaları nazim
çarxın fırlanmalarının qiyməti üzrə müəyyənləşdirilir.
“Греу” firmasının siyirtməsi ikilövhəli sipərlidir, yəhərlər hər iki tərəfdən yan
səth kipləndiricilərilə təchiz olunmuşdur.
“Malbrank” firmasının siyirtməsi birlövhəli sipərinin deşiyinə daxil edilmiş
gediş qaykası ilə və yəhərlər gövdə üzrə yan səth-radial kipləndiricilərlə təmin
edilmişdir.
Tıxayıcının kipləndiricisi “metal-metal” tiplidir. Şpindel stəkan vasitəsilə iki
dayaq yastığı üzərində oturdulmuşdur. Nazimçarx ştamplanmalıdır, şpindelə
fırlanma cəftəsilə ötürülür.
“ФМС” firmasının siyirtməsi yan səth və radial kipləndiricilərlə təmin
edilmişdir. Radial kipləndirmə bir tərəfli təsirli (dəyən təsirli) çevron manjetlə təmin
olunmuşdur. Yan səth kipləndirmə içyonuşun dib tərəfindən elastomer halqa və
yanakı mərkəz yanı çıxıntılar növündə tamamlanmışdır (“metal-metal”).
Şpindelin nazimçarx oymağı altında burulmasının özünü kəsmək üçün
çivsancaq qoyulmuşdur. Nazimçarx tətbiq edilən qüvvə hesabi qüvvəni aşarsa, onda
çivsancaq kəsilir və şpindel burulmur. Şpindeli kipləndirmə düyünün konstruksiyası
daha ətraflı təqdim edilmişdir.
“Kameron” firması pnevmointiqallı siyirtməsinin konstruksiyası (şək.1.9) hər
tsikl (hər açılıb-bağlanma) işləmədə yaharin dönməməsi üçün xüsusi çax-çaxlı
mexanizmin olması ilə fərqlənir. Son illərdə bu mexanizmdən az istifadə edilir.
Daha yüksək təzyiqlərə doğru tətbiq etmək üçün “Kameron” firması
nazimçarx üstdə zəruri qüvvəni azaltmaq üçün xüsusi dişli reduktorlu siyirtmə
tövsiyə edir.
Quyuüstü avadanlığın konstruksiyasına hazırlanmanın texnoloji əlahiddəlikləri
və təmirlə, iqlim şəraiti və avadanlığın yerləşdirilmə konstruksiyaları meyarları ilə
şərtlənmiş tələblərə görə baxaq.
Detalların ölçüləri ən sadə və etbarlı nəzarətə, məsələ, keçidli və keçidsiz
tıxacları (tıxac-qəliblərin), qəliblərin, optiki avtomatikanın köməkliyilə nəzarətə tər-
42
tibatlandırılmalıdır.
Detalların hazırlanmasına vaxt sərfini azaltmaq, onların dəyərini azaltmaq,
ölçülərinə, səthlərinin keyfiyyətinə nəzarəti sadələşdirmək məqsədilə onların
konfiqurasiyası maksimum sadələşdirilməlidir.
Fontan armaturasını layihələndirərkən, dəyişdirilə və tezyeyilən düyünlərə və
detallara, maşının digər hissələrinin izafi söküb-ayırmadan çatışmalığı əvvəlcədən
görmək zəruridir.
Layihələndirilən məmulatın hamısı müəyyən iqlimli raonlarda və onların
yerləşdirilmə üsulu şəraitlərində verilmiş hədlərdə və müddətlərdə öz parametrlərini
saxlamalıdır. Məmulun icrası müəyyən mikroiqlimli rayona uyğun olmalıdır.
Iqlimli rayonlar havanın orta illik mütləq temperatur maksimumlarından və
minimumlarından, nisbi nəmlikdən yaxud rayonun yatırıldığı yerdən asılı olaraq
ГОСТ24482-80, 25650-83, 25870-83-lara uyğun bölünürlər.
Məmulun icrası aşağıdakı əsas iqlimli rayonlarla şərtləndirilmişdir.
Havanın göstərilən temperaturu +40-dan -45C-dək hədlərdə tapılan iqlimli.
Şifrlə işarələnməsi – Y.
Havanın həmin temperaturu -45C-dən aşağı enən soyuq havanın temperaturu
20C, nisbi nəmliyi isə 80%-ə bərabər və yüksək olmasının 2-dən – 12-dək fasiləsiz
ay ərzində təqribən 42 saat yaxud daha çox saat müşahidə olunur. Şifrdə işarələnməsi
– TB.
Havanın orta maksimum temperaturu 40C-dən yüksək olan və nəmli tropik
iqlimli rayonlara aid edilməyən quru tropik iqlimli. Şifrdə işarələnməsi – TC.
Tropik iqlimli. Bu halda məlumat həm quru, həm də nəmli tropiki iqlimlər
üçün yararlı icrada olmalıdır. Şifrdə işarələnməsi – T.
Quruda, yuxarıda göstərilmiş bütün iqlimli rayonlar üçün. Şifrdə işarələnməsi
– O.
Mülayim soyuq dəniz iqlimli (30C şimal endən şimal – və 30C cənub endən
cənubda sərilmiş (yatmış) dənizlərdə və okeanlarda üzən dəniz gəmiləri üstündə
qərarlaşdırmaq üçün təyin edilmiş məlumat). Şifrdə işarələnməsi – M.
43
Tropik dəniz iqlimi (30 şimal enin və 30 cənub enin arasında sərilmiş
dənizlərdə və okeanlarda üzən dəniz gəmiləri üstündə qərarlaşdırmaq üçün təyin
edilmiş məlumat). Şifrdə işarələnməsi – TM.
Üzmə rayonları məhsusiyyətsiz olan gəmilərin üstündə qərarlaşdırmaq üçün
təyinatlanmış məlumat. Şifrdə işarələnməsi – OM.
Quruda və dənizdə hamı iqlim rayonlarında istismar üçün təyinatlanmış
məlumat. Şifrdə işarələnməsi – B.
Istismar edərkən avadanlığın yerləşdirilmə yerindən (məntəqəsindən) asılı
olaraq onu aşağıdakı kateqoriyalar üzrə hazırlayırlar:
Açıq havada işləmək üçün 1-ci kateqoriya.
Məmulata günəş radiasiyasının və atmosfer göstəricilərinin düz gələn təsiri
(dəyən təsiri) olmadıqca (çadırda, kuzovda, hərarət təcridsiz metallı yerləşdirilib
örtmədə, asma çarpazda), havanın temperaturu və nəmliyi açıq havadakı bu
parametrlərdən mühüm olmaya fərqlənən yerləşdirilib örtmələrdə işləmək üçün. 2-ci
kateqoriya.
Açıq havadakına görə temperatur dəyişmələri, nəmlik, toz və qum mühüm az
olan (temperatur təridli metallı örtüklərilə, daşlı, betonlu, ağaclı yerləşdirilib-
örtmələrdə), təbii ventilyasiyalı örtülü yerləşdirib-örtmələrdə işləmək üçün. 3-cü
kateqoriya.
Süni tənzimlənən iqlim şəraitli yerləşdirib örtmələrdə işləmək üçün. Bu
yanacaqla yaxud soyudulan, ventilyasiyalı əsaslı yerləşdirib örtmələrdir. 4-cü
kateqoriya.
Yüksək nəmlikli yerləşdirib örtmələrdə (ventilyasiyasız və yanacaqla isitməsiz
yeraltı yerləşdirib örtmələr, çadırlar, gəmi ambarları, hansılarda ki, suyun
uzunmüddətli olması yaxud tez-tez həmin divarlar və tavan üstda kondensasiyası
mümkündür) işləmək üçün. Neft və qaz sənayesində bu kateqoriyaya daldırıla və
quyudaxili avadanlıq aid edilir. 5-ci kateqoriya.
Beləliklə, Qərbi Sibirin şimalında, açıq havada işləmək üçün təyinatlanmış
avadanlığın XDİ işarələnməsi ola bilər. Mərkəzdənqaçma elektrik nasosunun
daldırılan mühərrikinin şifrində B5 işarələnməsi vardır.
44
2.2. Fontan armaturasına qoyulan texniki və istismar tələblərinin
işlənməsi
Fontan armaturuna göstərilən müxtəlif texnik, texnoloji, istismar və digər
tələblər müvafiq normativ sənədlərdə-standartlarda, hazırlamaq üzrə texniki
şərtlərdə, armaturanın pasportunda, istismar üzrə texniki şəraitlərdə, armaturanın
pasportunda, istismar üzrə təlimatda əsaslandırılır və verilir.
Fontan armaturalarının konstruksiyalandırma, hazırlanma və istismar təcrübəsi
göstərir ki, ona göstərilən texniki və istismar tələblərinə ciddi sərhəd qoyulmur.
Çünki bəzi texniki tələblər eyni zamanda istismar tələbləri kimi qəbul edilirlər.
Məsələn, fontan armaturasının işçi təzyiqi Piş. Bu əsas parametr armaturanın texniki
həllin, onun detallarının və kipləndirilən nümunələrinin konstruksiyasını şərtləndirən
əsas parametr olduğundan texniki tələbdir. Fontan armaturasının bu parametr
olduğundan texniki tələbdir. Bu texniki parametr kimi onun şifrində göstərilir. Digər
tərəfdən fontan armaturasının işçi təzyiqini təmin etməsi tələbi – istismar tələbidir.
Bu tələb istismar prosesində ödənilir. Buna baxmayaraq fontan armaturanın şifrinə
daxil olan əsas parametrlər – işçi təzyiq Piş=35MPa və keçid diametri 80mm-ə
bərabər texniki tələblər sırasına daxil edilir. Həmin texniki tələblərin ödənilməsi
zəruridir.
Fontan armaturasının gövdə detallarının (dördkeçidlilərin) və siyirtmələrin
(lülə üzrə) keçid diametri 80mm-ə bərabərdir, yan atqı xətləri (çıxışa aparanlar) üzrə
keçid diametri 65mm-ə bərabərdir.
Fontan armaturasının bütövlükdə işçi təzyiqi Piş=35MPa.
Fontan yolkasının lüləsi üstdə boru başlıqcığından sonra 2-ci siyirtmə
(dördkeçidlinin altındakı siyirtmə) 80mm-ə bərabərdir; şərti keçidli, məsafədən idarə
olunan pnevmatik intiqallı siyirtmədir. Yan atqı xətləri üstündə 2-ci siyirtmə 65mm-ə
bərabər şərti keçidli, məsafədən idarə olunan pnevmatik intiqallı siyirtmədir.
Pnevmatik intiqallı siyirtmələr СУАП tipli idarəetmə stansiyasındakı
kompressor vasitəsilə 1MPa təzyiqlə işə salınırlar.
45
Flans birləşmələrinin və siyirtmələrin digər düyünlərinin kipliyi metal
araqatılar, metalftoroplast kiplədiricilər və “metal-metal” təmaslar vasitəsilə təmin
edilir. Armaturanın flans birləşmələri boltlar vasitəsilə bərkidilirlər.
Yuxarıda göstərilən texniki tələblər fontan armaturasının material icrasını da
əhatə edir.
Istismar şəraitində fontan armaturası bir sıra tələbləri ödəməlidir. Bu tələblər
fontan armaturasının rahat (az qüvvə və əmək sərf etməklə) idarə olunması, verilmiş
vaxt ərzində imtinasız işləməsi, istismar prosesində və həddi hala çatmış yaxud iş
qabiliyyətini itirmiş detalların quyu üstündə (fontan armaturasının işini dayandır-
madan) dəyişdirmə imkanları ilə əlaqədardır.
Siyirtmən idarə edərkən onun nazim çarxına tətbiq edilən burucu moment –
150Nm -dək olmalıdır. Burucu moment bu həddi aşdıqda siyirtmənin işqabiliyyət-
liyi azalmış sayılaraq bu azalmanın səbəbi hazırlayıcı zavodu mütəxəssisləri tərəfin-
dən araşdırılmalıdır.
2.3. Fontan armaturasının konstruksiya parametrlərinin əsaslandırılması
Neft-mədən avadanlığının, o cümlədən fontan armaturalarının iş qabiliyyətini
və keyfiyyətini təmin etmək üçün onun konstruktiv parametrlərini əsaslandırmaq
lazımdır.
Fontan armaturasının konstruksiya parametrləri dedikdə, ilk növbədə onun
aşağıdakı göstəriciləri nəzərdə tutulur:
- armaturanın bütövlükdə və onun hissələrinin forması və həndəsi ölçüləri;
- armaturanın konstruksiya quruluşunu nəzərə almaqla istismar şəraitində onun
hissələrində yaranan mexaniki gərginliklər;
- hissələrin materialı, onların möhkəmləndirici emal üsulları, ilkin möhkəmlik,
bərklik səviyyələri və daxili gərginlikli vəziyyəti;
- ayrı-ayrı hissələrin funksiyaları üzrə onların armaturada ardıcıl yaxud paralel
birləşdirilmə strukturu (armaturanın struktur sxemi).
46
Armaturanın hissələrinin ölçüləri onların materialının mexaniki xassələrindən
və istismar şəraitində təsir edəcək yüklərin qiymətindən (səviyyəsindən) asılı olaraq
müəyyən edilir. Bəzi hallarda hissənin plçüləri konstruksiyasından asılı olaraq artır.
Bu halda adətən, həmin hissə üçün müəyyən edilmiş möhkəmliyin ehtiyat əmsalı və
məmulatın kütləsi də artır.
Möhkəmliyin ehtiyat əmsalı materialın həddinə görə hesablanırsa, onda buraxı
bilən gərginlik axıcılıq həddindən möhkəmliyin ehtiyat əmsalı qədər az olmalıdır.
Istismar şəraitində armaturanın hissələrinə təsir edən işçi gərginlik σ 0 buraxıla
bilən gərginlikdən azdır. σ ax> [ σ ]>σ0.
Qeyd etmək lazımdır ki, eyni bir hissənin müxtəlif gərginlikli en kəsiklərinin
ən gərgin (ən qorxulu) yerində σ ax>σ0 olduğundan, bu hissənin az gərginlikli
kəsiklərində ehtiyat əmsalının qiyməti daha böyük olur. Hissələrin ardıcıl və ya
paralel birləşməsi hər hissənin avadanlığının iş qabiliyyətinə necə təsir etməsi ilə
müəyyən edilir. Əgər hissələrdən biri sıradan çıxdıqda (imtina etdikdə) avadanlıq
yaxud məmulat (armatura) bütövlükdə öz iş qabiliyyətini, onda deməli, hissələr
ardıcıl birləşdirilmişdirlər.
Məlumdur ki, fontan armaturasının ən məsul qovşaqlarından biri siyirtmədir.
Əgər siyrtmədə şpindel kipləndiricisi, sipər, yəhər, yayı və digər hissələrindən biri
işləməzsə, onda siyirtmə öz qabiliyyətini itirə bilər. Ona görə də bu hissələr ardıcıl
qoşulmuş sayılır və onun imtinasız işləmə ehtimalı aşağıdakı düsturla hesablanır:
Pc ( t )=P ş(t) ∙Pk (t)∙ Pşib (t) ∙ P j(t) ∙P yay (t), (2.1)
burada Pc (t ) - siyirtmənin, Pş( t), Pk (t ), Pşib (t), P j(t), Pyay (t ) - uyğun olaraq şpin-delin,
şiberin, yəhərin, yayın t vaxtı ərzində imtinasız işləmə ehtimalıdır. t - norma-tiv-
texniki sənəddə qəbul edilmiş zəmanət müddətidir; t=20 aydır.
Müxtəlif gövdə hissələrindən, boru başlıcığından, drosseldən və siyirtmə kimi
qovşaqlardan ibarət olan fontan armaturasında atqı xətləri üstündə ardıcıl yerləşdiril-
miş siyirtmələrdən birinin işdən çıxması armaturun iş qabiliyyətinin pozulmasına
səbəb olur, çünki siyirtmələrdən sıradan çıxdıqda, onun yanındakı işlək (ehtiyat) və
imtinaları birincidən asılı olmayan siyirtmə armaturanın istismarının davam
47
etdirilməsinə imkan verir. Bu halda armaturanın iki siyirtməsini, ardıcıl quraşdırılmış
bir atqının imtinasız işləmə ehtimalını aşağıdakı düsturla hesablamaq olar:
Pσ (t )=P1 ( t )+P2 ( t )−P1(t) ∙ P2( t), (2.2)
burada Pσ (t ) - armaturanın bir atqısının, P1 ( t ), P2 ( t ) - atqıda quraşdırılmış iki
siyirtmənin imtinasız işləmə ehtimalıdır.
Siyirtmə üçün P1 (t )=P2 (t )=0,95 qəbul edilmişdir. Bu qiymətləri düsturda yerinə
yazıb, fontan armaturasının bir atqısı üçün aşağıdakı qiyməti alırıq:
Pσ (t )=0,9975. (2.3)
Bu ədəd göstərir ki, 20 ay ərzində quyu üstünə qoyulmuş 1000 fontan armatura-
sından yalnız 2-də yaxud 3-də işçi atqısı iş qabiliyyətini itirə bilər. Bu halda
armaturanın mərkəzindəki (lülə üstündə) siyirtmə bağlanır, qüsurlu atqısındakı
siyirtmələr dəyişdirilir.
Buradan görünür ki, əgər atqıda yalnız bir ədəd siyirtmə olsaydı, onda atqının
imtinaz işləmə ehtimalı 0,95 olardı (20 ay ərzində 1000 armaturadan 50-nin atqısı öz
iş qabiliyyətini itirərdi).
Hesablamalar göstərir ki, fontan armaturasında ehtiyat işçi siyirtmələrinin
olması, onun etibarlığını artırır və onu tam xidmət müddəti (9 il) ərzində təhlükəsiz
iş istismar etməyə imkan verir. Qəza halları yalnız istsmar üzrə təlimat pozulduqda
baş verə bilər.
Armaturanın iş şəraiti vaxtdan asılı olaraq dövri və ya qeyri-dövri şəkildə
dəyişir. Bu da quyunun parametrlərindən və başqa amillərdən asılıdır. Etibarlıq
göstəricilərini müəyyən etdikdə, bu dəyişmələri dəqiq nəzərə almaq mümkün olmur.
“Şirvanneft” NMİ-də quyuların fontanvurma müddətləri öyrənilmişdir. NMİ-
nin 1,2 və 4-cü mədənlərində quyular istifadəyə verildiyi vaxtdan 1969-cu ilin may
ayınadək fontanvurma müddəti qurtarmış, 203 quyuya dəlillər toplanmışdır. Bu
quyu-larda fontanvurma dayandıqdan sonra, armaturalar sökülüb çıxarılmış və işə
yararlı detallar və qovşaqlar (siyirtmələr) başqa məqsədlər üçün işlədilmişdir.
Əgər bir qayda olaraq, hər yeni fontan qurğusu üzərinə yeni armatura
qoyulduğu nəzərə alınarsa o zaman çoxdavamlı (1-ci əsaslı təmirə qədər xodmət
48
müddəti 15-20 il olan) fontan armaturaları hissələrinin layihələndirilməsi üçün çox
əmək sərf etməyin iqtisadi səmərəsi olmadığı aşkar edilir.
Quyuların fontanvurma müddətlərinin qurtarmasının nisbi azalma tezliyinin
(armaturanın əsaslı təmirə çıxarma tezliyinin) zamandan asılılıq əyrisi şək. , b-də
göstərilmişdir. Şək.2.1, b-də fontanvurma müddətlərinin qurtarmasının intensivliyi
(armaturaları əsaslı təmirə çıxarma intensivliyi) əyrisi göstərilmişdir. Əyridən
görünür ki, 1800 gündən (5 ildən) sonra fontanvurmadan dayanma intensivliyi daha
sürətlə artır.
Fontan armaturasının işqabiliyyətinn azalması digər amillərdən də asılıdır.
Fontan armaturası və ümumi fontan qurğusu etibarlılıq göstəriciləri 1-ci əsaslı təmirə
qədər müəyyyən edilməlidir.
“Əzizbəyovneft” NMİ-nin 3-cü mədəninin kompressor quyularında aparılmış
125 siyirtmənin sınaqlarından alınan nəticələr onların kipləndirici səthlərinin
dağılma səbəblərinə görə bir çox neft rayonlarına aiddir.
Istismar şəraitində səthlər korroziya, hidroabraziv yeyilmə və eroziya
proseslərinin mürəkkəb təsiri nəticəsində dağılır. Hidroabraziv yeyilməyə səbəb
çıxarılan məhsulun tərkibində çoxlu miqdarda qumun olmasıdır.siyirtmənin açmanın
əvvəlində və bağlamanın son mərhələsində pazın boşluq yarandığından qum
dənəcikləri bu boşluğa girərək, orada ilişib qalır və pazın sonrakı hərəkəri zamanı
səthləri cızır. Səth bütün eni boyunca cızıldıqda, siyirtmənin tam bağlı vəziyyətində
səthlər arasında ensiz boşluqlar əmələ gəlir. Quyudan çıxarılan maye həmin
turblentliyi yüksək olduğundan səthlərə olan cızıqlar tezliklə böyük yüyülmalara
çevrilir. Bu hal vaxtında aşkar edildikdə, kipləndirici qovşaq detalları təmir edilərkən
bərpa olunub yenidən istifadə edilir. Lakin, dağılmanın başlanğıc vəziyyəti əksər
hallarda aşkar olunmur, işçi səthlər sürətlə yuyulduğundan paz və siyirtmənin
gövdəsi bərpa olunmayan vəziyyətə düşür. Siyirtmələrdə tam bağlanma və açılma
olmadıqda, bucaq altında axan qumlu maye onun qarşısını kəsən hissəni yuyur.
49
50
Yuxarıda göstərildiyi kimi, fontan armatru detallarının dağılmasının müxtəlif
səbəbləri vardır. Lakin. “Əzizbəyovneft” NMİ-nin çoxqumlu kompressor
quyularında armatura detallarının tez dağılmasına səbəb hidroabraziv yeyilmə və
eroziya prosesləridir. Quyudan çıxarılan mayenin korroziyaya uğratma aktivliyi isə
dağılmanın sürətini daha da artırır. Hasil edilən məhsulun tərkibində lay suyunun
olması avadanlığın korroziyasını daha çox gücləndirir. Aparılmış sınaqlar bunu
təsdiq edir.
Siyirtmə detallarının yeyilməsinə çox amil təsir edir. Siyirtmə detallarının
yeyilməsini sürətləndirən digər amillər bunlardır: yüksək təzyiq, səthaltı qüsurları
olan metal hissələr, korroziya, daxili gərginlik və s.
Beləliklə, fontan armaturasının kipləndirici qovşağının detallarını hazırlamaq
üçün işlədilən 4OX markalı polad, məhsulun tərkibində çoxlu miqdarda qm və ya
korroziyaedici qazlar və maye olan quyuların tələbini ödəmir.
Odur ki, etibarlığı artırmaq və şəraitə uyğun polad seçilməlidir. Bundan başqa
kipləndirici səthlərinin cızılmağa qarşı davamlılığını da artırmaq lazımdır.
Yeyilməyə davamlığın müxtəlifliyini cədvəl 2.1-də göstərilmiş sınaq
nəticələrin-dən görmək olar.
Siyirtmələrin xidmət müddətlərinin, onların açılıb-bağlanmalarının tezliyindən
asılılığının miqdarını müəyyən etmək məqsədilə, yuxarıda göstərilmiş mədənin
quyusunda sınaqdan keçirilmiş polad 4OX və ЦМ-332 markalı mineral keramikdən
hazırlanmış ştser oymaqları üçün alınmış nəticələr cəd. 2.1-də verilmişdir.
Cədvəldən görünür ki, açılıb-bağlanmalarının tezliyindən 10 dəfə azaltdıqda
(oymağın davamlılığını 10 dəfə artırdıqda), siyirtmələrin orta xidmət müddəti 3
dəfədən də çox artır.
Maraqlıdır ki, müxtəlif şəraitlərdə işlədilən armaturalar, təkcə detallarının
xidmət müddətlərilə deyil, eyni zamanda dağılmanın səciyyəvi görünüşlərilə də
fərqlənirlər.
Aparılan tədqiqat göstərir ki, hazırda ştuser oymaqları üçün ən davamlı
material mineral keramikadır. Mineral keramik oymaqlar, ancaq qumlu quyularda
51
işlədikdə siyirtmələrin və bütün fontan armaturalarının etibarlığını yüksəldir və
beləliklə də böyük iqtisadi səmərə verir.
Mineral keramika kövrək olduğundan oymaq deşildikdə və ya ölçmək üçün
çıxarıldıqda sınır. Onun dəyişdirilməsi (quyunun iş rejini dəyişdirildikdə) və ya
diametrinin ölçülməsi materialın davamlığından asılı olmayaraq mədənlərdə
vaxtaşırı aparılır.
Cədvəl 2.1.
Ştuser oymağının materialı
Sın
ağın
baş
lan-
ğıcı
nda
oym
ağın
di
amet
ri, m
m
Oym
ağın
ort
a xi
dmət
müd
dəti
, sa
at
Gir
işdə
Çıx
ışda
NMİ, quyuların №-si və oymaqların sınanma şəraiti
ЦМ-332 marka-lı mineral keramika
8 24 0 2,26 “Əzizbəyov” NMİ, 793Qn=35 m3/gün;Qs=3 m3/gün;H2S=0,29-0,37 %;CO2=1,52,0 %;Qum=1,5-2,0 %P=25 kQ/sm2
Polad-4OX (HRS46-50)
8 4 0 3,2
Polad ШХ-15 (HRS58-60)
10 10 0 3,8
Poliamid-68 8 2 0 3,5URP-1293 markalı rezin
10 6 0 3,4
Polad-4OX (HRS46-50)
12 756 3,1 3,2 “Kransodarneftqaz” birliyi, 6,12,23,37;Qq=300 min m3/gün;Qkond=6 m3/gün;Qs=4,0 m3/gün;CO2=4,0 %;P=250-300 kQ/sm2;Temperatur =140C
Poliamid-68 9 2280 0 3,2 Suraxanı NMİ, 271, 281Qn=175 m3/gün;Parafin = 10-15%;Temperatur = 60C;P=75 kQ/sm2
52
Bu vəziyyət nəzərə alınarsa, qumsuz və parafinli quyularda mineralkeramik
oymaqların işlədilməsi iqtisadi cəhətdən əlverişli deyildir. Oymaqlar üçün
armaturanın iş şəraitinə uyğun materiallar seçilməsi daha əlverişlidir.
2.4. Fontan armaturasının etibarlığı
Tələb olnan vaxt ərzində yaxd tələb olunan iş payı üstündə özünün istismarı
göstəricilərini saxlayaraq verilmiş funksiyaları tamamlamaq qabiliyyətilə şərtlənmiş
avadanlığın etibarlığı maşınları istismar edərkən onların keyfiyyətini qiymətləndir-
məyin meyarıdır. Maşını istismar edərkən onun xidmətinə və təmirinə sərf olnan
vəsaitlər və vaxt avadanlığın etibarlığından onun uzun müddət sınmadan. Qırıl-
madan, yeyilmədən tez-tez profilaktiki baxmağa və təmirə dayanmadan işləmək
qabiliyyətindən təmirinin əmək tutumundan, eləcə də maşının işə gündəlik
hazırlığından asılıdır.
Etibarlıq-avadanlığın işdə imtinasızlığı, davamlığı, təmirə yararlığı saxlamaq
qabiliyyəti və sair xassələri daxil olan kompleks anlayışdır.
Imtinasızlıq – müəyyən vaxt ərzində, yaxud iş payı üstdə avadanlığın
işqabiliyyətidir. İş payı tsikllərlə yaxud qaçış kilometrlərilə ola bilər. Bu xassələrə
əsasən, fontanlı quyu avadanlığı onun təmirləri arasında müəyyən vaxt dövründə
imtinasız işləyə bilər.
Davamlıq – qərarlaşdırılmış xidmət etmə və təmir sistemi varikən avadanlığın
həddi halı çatanadək – onun iş qabiliyyətinin saxlanması davamiyyətidir
(müddətidir). Həddi hal istismarın təhlükəsizliyi tələblərilə yaxud parametrlərin
qərarlaşdırılmış hədləri aşıb meyillənməsi, istismarın səmərəliyinin azalması ilə
şərtləndirilir. Davamlıq meyarları fontan armaturasının istismarının əlverişsizliyinin
qalmasını və onun yenisilə əvəz edilməsinin işlənməsi müddətini qiymətləndirməyə
imkan verir.
Saxlanışlıq (saxlanma qabiliyyətlik) – avadanlığın saxlanması vaxtı yaxud
nəql edərkən və onlar sonunclandıqdan sonra iş qabiliyyətlik halını saxlamaq
xassəsidir.
53
Təmirə yararlıq – imtinanın artma səbəblərini aşkar edilməyə doğru, eləcə də
imtinanın səbəblərinin iz buraxıcılığının kənarlaşdırılmasına doğru yönəldilməsilə
bağlı xassədir.
Təsadüfi aydınlıqları yaxud hadisələri öyrənən ehtimal nəzəriyyəsi etibarlıq
nəzəriyyəsinin bazası kimi xidmət edir.
Təsadüfi hadisə ehtimalının ən sadə riyazi ifadəsini
P ( A )=R /S (2.4)
sinfi bərabərliyi verir.
Burada P ( A ) - A hadisəsinin, yaxud A hadisəsinin hansısa çoxluqaltının ehtimalıdır;
R/ S - hadisələrin ümumi ədədindən A hadisəsinin mənşələndiriməsinin
nəticələrindən hadisələr ədədidir.
Etibarlıq meyarının bir neçə terminini və riyazi ifa gətirək.
Imtina – iş qabiliyyətliyin pozulmasında tələblərin istənilən pozulması (imtina
gətirməyənlər də, məsələn, boya örtüyünün pozulması daxil edilməklə).
Imtinanın iş payı – birinci imtinayadək məmulun işlədiyi vaxt. Sonradan şərti
olaraq yalnız iş payı vaxtı haqqında danışılacaqdır, bunun altında yükün dəyişmələri
tsikllərinin (dövrlərinin) sayı, kilometrlərlə qaçış və sair də nəzərdə tutulur.
Imtinasız işləmə ehtimalı – məmulun işinin müəyyən vaxt intervalında
imtinanın olmaması ehtimalı P (t )−(τ>t) ehtimalıdır.
Burada τ - birinci imtinayadək vaxtdır.
Imtinanın ehtimalı – məmulun işinin müəyyən t vaxt intervalında imtinanın
olması ehtimalı
Q (t )−{τ<t } (2.5)
ehtimalıdır.
Fontan armaturasının detallarından etibarlıq səviyyəsi ən aşağı olan
siyirtmənin sipəridir.
Sipər əsas etibarı ilə işçi səthin yeyilməsi nəticəsində işdən çıxır. Yeyilmə
səbəbindən imtina edən detalların imtinayadək iş payları normal qanun üzrə paylanır.
54
55
Normal qanunun funksiyası normallaşdırılmış və mərkəzləşdirilmiş paylanma
üçün cədvəlləşdirilmiş funksiyadır:
F ( t )=Ф0( t−mσ ), (2.6)
burada t - iş payının cari qiyməti; m - sivrilərin iş paylarının orta qiyməti, m=1;
σ - paylanmanın (səpələnmənin) dispersiyasıdır.
Fontan armaturasının ilk imtinaları sipərin yeyilməsi nəsicəsind\ə baş verir.
Ona görə də armaturanın imtinaları siyirtmənin işdən çıxması nəticəsində baş verir.
Siyirtmə isə tıxayıcı qovşağın imtinası nəticəsində işdən çıxır. Bu səbəbdən də
fontan armaturası üçün “imtinayadək orta iş payı” “hər imtinanın orta iş payına”
yaxın qiymət alır. Yəni
t 0≈ t (2.7)
Fontan armaturasının etibarlığını öyrənmək məqsədilə toplanmış statistik
dəlillər nəticəsində müəyyən edilmişdir ki, sipərin, siyirtmələrin və ümumiyyətlə
armaturasının “imtinasının iş payı” iki ildən artıqdır:
t ≥ 17500 saat (2.8)
Qəbul edilmişdir:
t=17500 saat (2.9)
Sipər üçün dispersiya (orta kvadratik yayınma):
σ=3000 …3300 saat (2.10)
təşkil edir.
Bu halda variasiya əmsalı olacaq:
V=σt= 3300
15000=0,22 (2.11)
t -nin, V -nin qiymətlərinə əsasən fontan armaturasının “qərarlaşdırılmış imtinasız iş
payını” müəyyən edirik [7]:
t oy=0,5 t=0,5 ∙15000=7500 saat . (2.12)
Digər tərəfdən, normal səpələnmə qanununda t−3σ vaxt ərzində, yəni
1500−3∙ 3300=5100 saat ərzində əməli cəhətcə imtina baş verir. İş payı t oy=7500 saat
tamamilə əsaslandırılmış göstəricidir.
56
Fontan armaturasının zəmanətli xidmət müddəti 18 ay müəyyən edilmişdir. Bu
halda t zəm=12960 saat, həmin müddətdə fontan armaturası tamamilə imtinasız işləyir:
57
m=t=15000 saat; (2.13)
σ=3300 saat (2.14)
məlum olduğundan:
F ( t )=Ф0( t−150003300 ) (2.15)
düsturundan t-nin istənilən qiymətində fontan armaturasının işləmə əmsalının
qiymətini tapa bilərik.
2.5. Fontan armaturası detallarının davamlılığının artırılması
Məlumdur ki, fontan armaturası siyirtmələrindəki kipləndirici qovşağın
detallarında ilkin zədələnmələr (cızıqlar) əsasən, siyirtmələrin açılıb-bağlanmaları
zaman baş verir. Hər açılıb-bağlanma zamanı əmələ gələn zədələnmələr getdikcə
böyüyür və müəyyən vaxtdan sonra siyirtmələrin sıradan çıxmasına səbəb olur.
Beləliklə, siyirtmələrin vahid zamanda açılıb-bağlanmalarının sayı ilə onların
davamlılığı arasında müəyyən asılılığın olduğu aşkara çıxır. Belə asılılıq
siyirtmələrin mədən şəraitindəki sınağı zamanı müəyyən olunmuşdur. Açılıb-
bağlanması yüksək olan siyirtmələrdə davamlılığın aşağı olduğu təsdiq edilmişdir.
Fontan aramturalarının istismar şəraitlərinin təhlili və 12 müxtəlif materialdan
hazırlanmış oymaqların sınağı, müxtəlif qrup şəraitlər üçün aşağıdakı materialları
təklif etməyə imkan verir:
1. Çıxarılan məhsulun tərkibində neft, su, korroziyaedici qazlar (H2S, CO2 və
s.) və 0,5%-dən çox qum olduqda, ştuser oymaqları üçün ЦМ-332 markalı
mineralkeramika və 38XMЮА markalı azotlaşdırılmış poladın işlədilməsi
məqsədəuyğundur. Belə şəraitdə göstərilən materialdan hazırlanmış oymaqlar orta
hesabla, 40 saat işləyir ki, bu da hələlik ən yüksək nəticədir.
2. Çıxarılan məhsulun tərkibində qaz-kondensat, su, çoxlu miqdarda qazlar və
0,5%-dək qum olduqda ştuser oymaqlarını hazırlamaq üçün 3X13 markalı poladdan
və A3-4 markalı bərk xəlitədən (ərintidən) istifadə edilməlidir. Belə oymaqların
göstərilən şəraitdə işləmə müddəti, orta hesabla, 2500 saata çatır.
58
3. Çıxarılan məhsulun tərkibində neft, su, çoxlu miqdarda parafin və 0,5-dək
qum olduqda ştuser oymaqları 3X13, ШХ-15 və 65Г markalı poladlardan
hazırlanmalıdırlar. Bu şəraitdə 40X-dan hazırlanmış oymaqlar da davamlıdır,
Qurğunun sxemi şək. -də göstərilmişdir. Qurğu, şəkildə göstərilən sxem üzrə
birləşdirilmiş 2KM-6 növlü mərkəzdənqaçma nasosu 1-dən, elektrik mühərriki 2-dən
və qapaq 4-lə örtülən, içərisində hidroabraziv maye qarışığı doldurulmuş çən 3-dən
ibarətdir. Çənin dibinə maili vəziyyətdə qaynaqlanmış metal təbəqə 5, abraziv
hissəciklərin asanlıqla sürüşüb, nasosun qəbul borusu 6-ya doğru hərəkət etməsinə
imkan verir.
Qurğudan istifadə edərək fontan armaturalarının ştuser oymaqları üçün
yeyilməyə davamlı material və konstruksiya seçilmişdir. Hazırda daha davamlı
materiallar tapılması üzərində iş aparılır.
Qurğu AzETNMİ-da 1970-ci ildən işləyir. O, müəlliflik şəhadətnaməsinə
(№351133, 7 iyun 1972-ci il) layiq görülmüşdür. Quruluşca çox sadə olan bu
qurğudan elmi axtarışda istifadə edilməsi, sınaq vaxtını və sınaq üçün tələb olunan
maddi vəsait xərclərin xeyli azaldır,
2.6. Avadanlığın işqabiliyyətini təmin etmək üçün tədqiqat istiqamətləri
Istismar şəraitində fontan avadanlığının detallarına müxtəlif istiqamətli və
qiymətli mexaniki və digər (elektrik, istilik, kimyəvi və s.) yüklər təsir edirlər. Ona
görə də əsas tədqiqatlar lazımi möhkəmliyə və sərtliyə malik metallar seçməyə
yönəldilir.
Məlumdur ki, bir çox hallarda bəzi maşın hissələrinə periodik olaraq yorulma
həddindən böyük gərginlik təsir edir. Belə hallarda detalın yorulma möhkəmliyi onu
hazırlamaq üçün işlədilmiş metalın yorulma həddi və plastik deformasiyaya
dözməsilə xarakterizə olunur. Metalın plastik deformasiyayadözməsini təyin etmək
üçün ondan hazırlanmış nümunəyə yorulma həddindən yuxarı qiymətli tıkrar dəyişən
gərginliyə uyğun yük tətbiq edilir və tenzometr vasitəsilə nümunədə yaradılmış
plastik deformasiya ölçülür.
59
Bu üsulla metalların təkrar plastik deformasiyaya davamlılığını təyin etmək
çətinliklər törədir.
Sınaqları bu üsulla aparmaq üçün МУИ-6000 tipli yorucu maşın
təkmilləşdirilmiş və ona yükü müntəzəm artıran mexanizm əldə olunmuşdur.
Yorucu maşının barabanları 1-də yaylı oymaqlar vasitəsilə bərkidilmiş
nümunə 2, müntəzəm yükləmə mexanizminin lingi 3 üzərindəki vint 4-ün köməyilə
hərəkət edən yük 5-in təsirindən əyilir. Vint ling üzərində yerləşdirilmiş reduktorlar
sistemi 6 vasitəsilə hərəkətə gətirilir. Nümunənin əyintisi çarxlar 8-dən keçirilmiş və
yük 9-la tarımlanmış sap 10-la pero 11-ə ötürülür.
Yorucu maşının gövdəsi üzərində yerləşdirilmiş elektrik mühərriki 13 elastik
val 14-ün köməyilə sınama müddətində nümunəyə dəqiqədə 3000 dövr tezliklə
fırlanma hərəkəti verir.
Sınaq anında nümunəyə təsir edən gərginliyin (σ max - dövri möhkəmlik həddi)
yorulma həddi σ w-ya nisbətinə həqiqi artıq yükləmə əmsalı desək və onu m-lə işarə
etsək alarıq:
m=σmax /σw. (2.16)
Əyintinin AB hissəsi (şək. -a, bax) parabola qanunu üzrə dəyişdiyindən,
koordinat başlanğıcını A nöqtəsində götürməklə onu təxmini olaraq δ=α (σ−σw )2
ifadəsilə göstərsək ABC=S sahəsini aşağıdakı kimi tapa bilərik:
S=∫σw
σmax
α (σ−σ w)2dσ , (2.17)
burada δ - cari əyinti; σ - cari gərginlik; σ w - yorulma həddi; α - metalın mexaniki
xassələrindən asılı olan sabit əmsaldır.
3. MÜXTƏLİF MEYARLAR ÜZRƏ AVADANLIĞIN
İŞ QABİLİYYƏTİNİN TƏYİNİ
60
Fontan avadanlığının və onun detallarının iş qabiliyyəti müxtəlif meyarlar üzrə
təmin edilir. Məsələn, möhkəmlik meyarı üzrə, sərtlik, yeyilməyə davamlılıq, istiliyə
davamlıq, korroziyaya (paslanmaya) davamlıq, titrəyişə dayanıqlıq və s.
Bir sıra hallarda məmulun bir meyar üzrə iş qabiliyyətinin təmin edilməsi,
bütövlükdə onun iş qabiliyyətini təmin etməyə imkan verir.
3.1. Fontan armaturası siyirtməsi işqabiliyyətinin möhkəmlik meyarı üzrə
təmin edilməsi
Hal-hazırda seriya ilə buraxılan 14,21,35 və 70MPa təzyiqə hesablanmış ve
keçidinin diametri 50,65,80,100mm olan fontan armaturalarının istismar
təcrübəsindən məlumdur ki, siyirtmənin iş qabiliyyəti bir neçə mühüm meyar üzrə
təmin edilmişdir. Bu meyarlar ən başlıcası siyirtmə hissələrinin möhkəmliyidir.
Şpindelə təsir edən oxboyu qüvvə θ0 yiv vidəsinin (profilinin) α ölçüsünə
yaxın en kəsik sahəsində əyilmə σ a gərginliyi yaradır:
σ a=MW 0
=6 θ0 ( H i−l )
d La2 , (3.1)
burada H i - yiv vidəsinin hündürlüyü, H i=35mm; l - yiv vidəsinin kökündə θ0
qüvvəsinin tətbiq olunduğu nöqtəyədək məsafə, l=2mm, a - yiv vidəsinin zirvəsində
kəsiyin eni, a=2,191mm; La baxılan kəsikdə yiv vidəsinin açılmış uzunluğu:
La=π ∙ d=3,14 ∙ 36 mm (3.2)
Yiv vidəsinin kökündə b ölçüsünə yaxın kəsikdə əyici gərginlik σ b olur:
σ b=6θ0 l
b Lb
, (3.3)
burada b - yv vidəsinin kökündə (oturacağında) kəsiyin eni; b=4,071mm; Lb- yiv
vidəsinin kökündə açılmış uzunluğu, Lb=π d y=3614 ×29mm.
Yivin zirvəsində və kökündə əyici gərginliklərin bərabərliyi şərtindən σ a=σ b
müəyyənləşdiririk:
6 θ0 ( H i−l )
a La2 = 6 θl
(a+H i tgα2 )∆3
2
(3.4)
61
tgα2=
a (2l−H )H i ( H i−l )
, (3.5)
a -nın, l, H i –nin yuxarıda göstərilmiş qiymətlərini düsturla yerinə yazıb, müəyyən
edirik:
tgα2=2,086 ∙10−1;
α2=12° . (3.6)
Yiv vidəsinin en kəsiyinin mailliyini göstərən α bucağının 12 ° qiymətində
əyici gərginlik vidənin en kəsiyinin hündürlüyü boyunca bərabər paylanır ki, bu da
gediş cütünün iş qabiliyyətini təmin edir. Standart üzrə α2=15 ° qəbul edilmişdir ki,
bu da lazımi ölçüyə yaxındır.
Şpindel ЭП-543 markalı poladdan (xəlitədən) hazırlanır ki, bu materialın da
axıcılıq həddi 685 MPa-dır. Deməli, şpindel materialının möhkəmliyi onun yivinə
təsir edən gərginlikdən 8,9 dəfə çoxdur.
3.2. Siyirtmə detallarının möhkəmliyə hesabı.
3.2.1. Sipər
Material – polad 38X2MЮA, ГОСТ5632-72. Materialın axıcılıq həddi
σ ax=880 MPa qəbul edilmişdir. РГ-12Н-02 markalı toz ilə, ТШ48-10-389-84, sipərin
işçi səthi əridilir.
Siyirtmənin giriş tərəfində olan mühit işçi Piş=35 MPa təzyiqilə sipəri çıxış
tərəfdə olan yəhərə doğru sıxır. Bu halda sıxıcı qüvvə:
θ sıx=π Dk . x
4∙ Piş+θкг ,(3.7)
burada θ sıx - işçi təzyiqinin yaratdığı sıxıcı qüvvə; Dk . x - yəhər kipləndiricisinin xarici
diametri; Piş - işçi təzyiq; θкг - giriş tərəfdə yerləşdirilmiş yəhər kipləndirici-sinin
qalıcı qüvvəsidir.
Sipər θ sıx qüvvə ilə çıxış tərəfdəki yəhər halqasına sıxılır. Bu halda sipərin
mərkəz oxu zonasında bərabər paylanmış yüklə yüklənmiş və kontur üzrə sərbəst
söykənmiş dairəvi lövhə kimi, maksimum ərintisi W c' lövhə nəzəriyyəsi üzrə
müəyyən edilir:
62
W c' =
Piş ∙ D0
1024 D∙5+μ1+μ
, (3.8)
burada W c' - sipərin mərkəz oxu zonasındakı ərintisi; D0 - sipər söykəndiyi çevrə
konturunun diametri D0=D ş qəbul edirik; D - sipər lövhəsinin sərtliyi; μ - sipər
materialı üçün Puasson əmsalıdır.
Lövhənin silindrik sərtliyi:
D= E h3
12 (1−μ ),(3.9)
burada E - sipər materalının boyuna (dartılma) elastiklik modulu; h - sipərin
qalınlığıdır.
Sipərin öz həndəsi ölçülərinin nisbəti üzrə qismən aid olduğu qalın lövhə
nəzəriyyəsinə görə [3], onun maksimum əyintisi (mərkəzdə):
W =W c' [1+0,7( 2h
D0)
2](3.10)
Tıxayıcı detalların siyrilmə dayanıqlığının təmin edilməsi şərtilə sipərin
buraxıla bilən ərintisi müəyyən edilir:
[ W ]=2 W c'
D xj √ 8 θ sıx
π qm
,(3.11)
burada D xj - sipərlə yəhərin çıxış tərəfdə təmas səthinin (yəhərin) xarici diametri; qm
- tıxac detallarının siyrilməyə dayanıqlıq nisbi təmas gərgnliyi, təcrübi yolla
müəyyənləşdirilir, qm=260 M Pa.
Sipərin mərkəzində (mərkəz oxu üzrə) çevrəvi və radial gərginliklərin
maksimum qiyməti:
σ г=σ p=3 (3+μ ) P iş ∙ D 0
32h2 ,(3.12)
burada σ г - sipərin mərkəzində çevrəvi (çevrə üzrə) əyici gərginlik; σ p - sipərin
mərkəzində radial (radius üzrə) əyici gərginlik.
Sipərin səthinə normal (perpendikulyar) təsir edən mühitin təzyiqini hesaba
almaqla ekvivalent gərginlik:
σ ekv .=σ г+P iş . (3.13)
63
Sipərin mərkəz oxu zonasında əyici gərginlik təsir edərkən materialın axıcılıq
həddi üzrə möhkəmliyinin ehtiyat əmsalı:
nc=σax
σ ekv .
(3.14)
Sipərin möhkəmliyinin ehtiyat əmsalı onun sərtliyini təmin edir və təzyiq
altında formasını dəyişmir (deformasiyaya uğramır).
Sürtünmə zamanı istilik yaranması və istilik mübadiləsi proseslərinin analizi
nəticəsində qovuşanın iş rejimini dəyərləndirmək üçün keyfiyyət göstəriciləri təyin
olunmuşdur.
İş zamanı hissələrin sürtünən səthlərinin orta temperaturunun dəyişməsi
qanunauyğunluğu enerjinin saxlanması qanununa əsasən almaq olar. d τ vahid
zamanda səthlərin qarşılıqlı təsiri nəticəsində ayrılan istilik miqdarı F t d τ. Bu istilik
hissəsinin qızmasına və ətraf mühitə ötürülməsinə sərf olunur. Bu halda istilik
balansı tənliyi aşağıdakı kimi yazıla bilər:
F t d τ=C d t +A t d τ
Burada: F t-istilik axını, F t=Qτ ;
C-hissənin ümumi istilik tutumu, CK ;
A-istilik axını VtK .
İşçi səthlərin qərarlaşmış maksimal temperaturu tmax hissənin kütləsindən,
başlanğıc temperaturundan asılı olmur, ancaq vahid zamanda ayrılan istilik
miqdarından və istilik ötürmə şəraitindən asılı olur.
t=tmax(1-e−τT )=tmax¿)=t 0 e
−τT
Əgər istilik balansının əsas tənliyində F t=0 qəbul etsək soyuma tənliyini
aşağıdakı kımi alarıq:
C d t+ A t d τ=0
t=tmax-e−τT
3.2.2. Yəhər (yəhər halqası)
64
Material – polad 20X13, ГОСТ5632-72. Materialın axıcılıq həddi σ ax=540
MPa. Yəhərin səthi azotlaşdırma vasitəsilə termiki-kimyəvi üsulla möhkəmləndirilir.
Yəhərin işçi səthində təmas gərginlyi. Çıxış tərəfdəki yəhərin səthindəki təmas
gərginliyi θ sıx qüvvəsinin (3.1) təsirindən yaranır:
q jr=4 θ sıx
π (D xj2 −D gj
2 ),(3.15)
burada D xj❑ və D gj
❑ - yəhərin işçi səthinin xarici və daxili diametrləridir.
Tıxacın (yəhər ilə sipərin) metal-metal səthinin kipliyinin təmin olunma və
siyrilməyə davamlıq şərti belədir:
qk ≤ q jr ≤ qm , (3.16)
burada qk - yəhərin işçi səthindəki təmas təzyiqinin təxacın kipliyini təmin edən
minimal qiymətidir. Təcrübə üsulu ilə müəyyən edilmişdr. q jr - işçi təzyiqinin
tıxacının çıxış tərəfində (bağlı halda) yaratdığı nisbi təmas təzyiqi; qm - tıxayıcının
işçi səthindəki nisbi təmas təzyiqinin maksimal qiyməti, hansı ki, işçi səthlərin
siyrilməyə dayanıqlığını təmin edir və iş qabiliyyətini pozmur. Təcrübi üsulla
müəyyən edilmişdir.
Dş=65 mm və Dş=80 mm siyirtmələr üçün
51<74,5<260 MPa və
51<89,45<260 MPa (3.17)
şərti ödənildiyindən hər iki tıxayıcının kipliyi (iş qabiliyyətliyi) təmin olunur.
Bağlı halda tıxayıcı sipərinin çıxış tərəfdəki yəhərə sıxıldığından, yalnız çıxış
tərəfdəki sürtünmə qüvvəsi Fm hesaba alınır:
Fm=θ sıx ∙ f m , (3.18)
burada θ sıx - düstur (3.1)-dəki kimi götürülür.
Yeyinti yeyilmənin nəticəsi olub müəyyən vahidlərlə təyin olunur. Yeyinti mütləq və
ya nisbi olmaqla yeyilmə nəticəsində həndəsi ölçülərin, kütlənin yaxud hissənin
həcminin dəyişməsini xarakterizə edir və uyğun vahidlərlə ölçülür.Buraxılan yeyinti
həmişə qiymətcə həddi yeyintidən az olur.
Yeyilmə sürəti V j yeyintinin İ, yeyilmə baş verən zaman müddətinə olan nisbətidir.
V j=İτ
65
Yəhərin yeyilmə intensivliyi isə yeyintinin yeyilmə baş verdiyi yola, yaxud həcmə
olan nisbətinə deyilir.
Y=İL
Müəyyən sürtünmə şəraitində yəhərin yeyilməyə müqavimət göstərmək xassəsi
yeyilməyə davamlılıqla xarakterizə olunur.
Işin başlanğıc dövründə hissələrin tez yeyintisi müşahidə olunur. Bu dövrün
davam etməsi səthlərin keyfiyyət və mexanizmin iş rejimi ilə əlaqədardır və
sürtünmə düyünün iş ehtiyatının adətən 1.5....2%-ni təşkil edir. Sürtünmə
sərhədlərində temperaturun yüksəlməsi materialın səth laylarında fiziki- mexaniki
xassələrin dəyişməsini törədir.
3.2.3. Şpindel
Material - 20X13 DÜİST 5632-72. Materialın axıcılıq həddi σ г=800 MPa.
Şpindelin yivli hissəsi (M22x1,5).
Şpindelə təsir edən ox boyu qüvvə, əsasən iki qüvvənin cəmindən ibarətdir:
- mühitin təzyiqinin şpindelə nazim çarxa doğru itələyici qüvvəsi;
- bağlı dibinə doğru hərəkət etdirərkən yəhərlə sipər arasında nazimçarxa
doğru yönəlmiş sürtünmə qüvvəsi:
θ ş .o=Q n+ f m . , (3.19)
burada θ ş .o - şpindelə təsir edən oxboyu qüvvə; Qn - şpindeli nazim çarxa doğru
itələyici qüvvədir:
Qn=π ∙d s
2
4∙ Piş . (3.20)
Hissələrinin hesabından alınan nəticələrin əyanəliyi üçün aşağıda bir tip-
ölçüdə siyirtmə üçün hesabın ədədi qiymətləri də verilir:
Qn=3,14 ∙ 0.025❑
2
4∙35=0,017 MN (3.21)
d s❑ - şpindelin hamar (kipləndirilən) səthinin diametridir
θ ş .o=0,01+0,0105=0,0205 MN . (3.22)
Şpindel yivinin ən çox yüklənmiş vidəsində əyici gərginlik olacaq:
66
σ əy=3 K Qn (d x−dd )
2 π dd ∙ hb2 , (3.23)
burada d x və dd - şpindelin metrik yivinin xarici və daxili diametrləridir.
d x=0,022 m; dd=0,020376m. hb❑ - yiv vidəsinin kök hissəsindəki qalınlığı-dır.
hb❑=0,001125m. K - ən çox yüklənmiş vidənin yüklənmə əmsalıdır.
σ əy=3 ∙0,617 ∙ 0,01 (0,022−0,020 )
2∙ 3,14 ∙0,020 ∙0,0011252=66,72 MPa. (3.24)
Şpindelin metrik yivinin ən çox yüklənmiş vidəsində kəsici gərginlik:
τ k=K Qn
π ∙ dd ∙ hb
= 0,17 ∙ 0,013,14 ∙0,020 ∙ 0,001125
=24 MPa. (3.25)
Ən çox yüksəlmiş vidənin kökündə ekvivalent gərginlik:
σ ekv .=√σaj+3 τ k=√66,722+3 ∙ 24=67,26 MPa. (3.26)
Şpindel yivi möhkəmliyinin ehtiyat əmsalı
n j=σт
σekv .
, (3.27)
burada σ т - şpindel materialının axıcılıq həddidir, σ т=800 MPa:
n j=800
67,26=11,9 . (3.28)
3.2.4. Ştok.
Material - polad 20X13, ГОСТ5632-72. Materialın axıcılıq həddi σ т=540
MPa. Materialın kəsilmədə axıcılıq həddi τ=315 MPa.
Ştokun sipərlə birləşdirilən ucu (T-şəkilli konstruksiya) dartılmaya işləyir. T-
şəkilli ucun çıxıntıları əyilməyə və kəsilməyə işləyir. Ucun boynuna dartıcı qüvvə
təsir edir.
Tıxayıcıda sürtünmə qüvvəsi:
F=Qsıx ∙ μs .m , (3.29)
burada Qsıx - sipəri yəhərə sıxan qüvvə; μs . m - tıxayıcıda (sipərlə) yəhər arasında
sürtünmə qüvvəsi μs . m=0,1.
F=0,105 ∙ 0,1=0,0105 mN . (3.30)
Ştokun ucundakı kəsici gərgnlik (siyirtmə açıldığı anda):
67
τ ş=Qş . d
2Sş
, (3.31)
burada Qş . d - ştoka təsir edən dartıcı qüvvədir, Qş . d=0,01105 MN; Sş - ştokun uc
çıxıntılarının dibində en kəsik sahəsidir:
Sş=hi ∙ Bi (3.32)
burada hi - ştokun ucundakı çıxıntının qalınlığı, hi=0,013 m.
Bi=d ş ∙ cosα ∙ Bi - çıxıntının uzunluğu, Bi=0,0322 m.
Sş=0,013 ∙ 0,0322=0,00042 m olur. (3.33)
Onda
τ ş=0.0105
2∙0,00042=12,5 MPa. (3.34)
Ştokun T-şəkilli ucunda kəsilməyə işləyən en kəsiyində möhkəmliyin ehtiyat
əmsalı:
nş=τт
τ ş
= 31512,5
=25,2 . (3.35)
Bu hissəyə təsir edən ən çox yük tıxayıcıda və ştok kipləndiricisində yaranan
sürtünmə qüvvələrilə ştoku itələyici mühit təzyiqi qüvvəsinin fərqindən ibarətdir.
Ucda yivin çıxışında ştokun diametri d ş. j=19 mm və Qş . m qüvvəni ikiqat ehtiyat
əmsalı ilə saxlayır. Qş . m=0,04293 MN .
Ştokun başlıqcığını dartan qüvvə Qş . d . b .=Q ş .k+Q ş. m−Q ş .u.
Əvvəldə müəyyən edilmiş f m qüvvəsini Qş . m -yə bərabər götürürük
f m=Q ş .m=0,0105 MN (3.36)
Qş . m=f m+Qş . k (3.37)
Mühitin təzyiqilə ştoku itələyici qüvvə:
Qş . n=π d 4
2
4∙ Pn , (3.38)
burada d4 - ştokun kipləndirilən hissəsinin diametridir, d4=0,035 m
Qş . n=3,14 ∙0,0352
4∙ 20=0,0192 MN . (3.39)
Ştok kipləndricisinin sürtünmə qüvvəsi
Qş . k=K ∙ π ∙d4 ∙ hk ∙ Pn ∙ μk , (3.40)
68
burada K - yan təmas təzyiqinn mühit təzyiqindən artıqlığını hesaba alan əmsal
K=1,07 qəbul edilir; hk - kipləndiricinn hündürlüyü, hk=0,001 m; μk - ştok
kipləndiricisində sürtünmə əmsalıdır, μk=0,05 qəbul edilir.
Qş . k=1,07 ∙3,14 ∙ 0,035∙ 0,01 ∙ 20∙ 0,05=0,00118 MN ; (3.41)
Qş . d=0,0105+0,00118=0,0177 MN ; (3.42)
Qş . d . b=0,00118+0,04293−0,0192=0,0251 MN . (3.43)
Ştokun boynunda dartıcı gərginlik
σ ş .d=4 ∙ 0,0251
3,14 ∙0,0192=88,2 MPa. (3.44)
d3=0,019 m - ştok boynunun diametridir.
nş .b=σт
σ ş .d
= 54088,2
=6,12 . (3.45)
Ştokun boynunda materialın axıcılıq həddi üzrə möhkəmliyn ehtiyat əmsalı
nş .b=6,12 -dir.
3.2.5. Ştanq
Material - polad 20X13 ГОСТ 5632-72. Materialın axıcılıq həddi σ т=540
MPa. Materialın kəsilmədə axıcılıq həddi τ т=315 MPa.
İşçi təzyiq altında siyirtməni başlayanda sipər pnevmointiqala doğru hərəkət
etdikcə ştanqa təsir edən qüvvəartaraq son həddə tıxayıcıdakı və ştokun kipləndiri-
cisindən sürtünmə qüvvələrilə ştoku itələyici qüvvələrinin fərqinə bərabər olur:
Qş . o=Q ş .d . b , (3.46)
burada Qş . o - ştanqa təsir edən oxboyu dartıcı qüvvə, Qş . o=0,0251 MN .
Ştanqın T-şəkilli ucunun kəsilməyə işləyən en kəsiyində sürüşdürüb kəsmə
gərginliyi:
τ ş .b=Q ş .d . b
Sş .k
=Q ş .o
π d3 ∙ hi
, (3.47)
burada Sş. k - ştanqın sürüşdürülüb kəsilməyə işləyən en kəsik sahəsidir,
Sş. k=π d3 ∙ hi , (3.48)
69
d3=0,020 m - ştanqın T-şəkilli uxunda diametri; hi=0,010 m - ştanqın T-şəkilli çıxıntı
hissəsinin qalınlığıdır:
Sş. k=3,14 ∙ 0,020 ∙ 0,010=0,000628 m2; (3.49)
τ ş .b=0,0251
0,000628=39,97 MPa. (3.50)
Ştanqın T-şəkilli enli hissəsinin kəsilmə möhkəmliyinin ehtiyat əmsalı
nş .h=τт
τ ş .b
= 31539,87
=7,88 . (3.51)
Ştanqın birləşdirici detalla ilişdiyi yerdə birləşdirici detalın dartıldığı halda
onun nazikləndirilmiş en kəsiyində dartıcı gərginlik:
σ d=Qş . o
Sş .b
, (3.52)
burada Qş . o=Q ş .d . b=0,0251 MN - ştanqa və birləşdiriciyə təsir edən oxboyu dartıcı
qüvvə; Sş. b - birləşdiricinin nazik yerində en kəsik sahəsi
Sş. b=π (d1
2−d22 )
4−h3
d1❑−d2
❑
2; (3.54)
d1❑=0,036 m - birləşdiricinin xarici diametri; d2
❑=0,028 m - birləşdiricinin nazik divarlı
en kəsyində daxili diametri; h3=d2+1mm - ştanqın T-şəkilli ucunun keçməsi üçün
birləşdiricinin frezlənmiş keçidinin uzunluğudur.
Sş. b=3,14 (0,0362−0,0282 )
4−0,029
0,036−0,0282
=0,00032 m2 (3.55)
σ d=0,0251
0,00032=78,43 MPa. (3.56)
Birləşdirici ştanqın ucu ilə ilişdiyi silindrik hissənin burtunda frezlənmiş
oymaq şəkilli halqanın kökündə kəsici gərginliyi
τ b .k=Qş . o
So . h
, (3.57)
burada τ b .k - birləşdiricidə kəsici gərginlik; So . h - oymaq şəkilli halqanın kəsilən en
kəsiyinin sahəsidir
So . h=π d2∙ h2−d1−d3
2d3∙ h2 ; (3.59)
d3=0,020 m - ştanqın diametri; h2=0,010 m - oymaq şəkilli halqanın qalınlığıdır:
70
So . h=3,14 ∙0,028 ∙ 0,010−0,036−0,0202
0,020 ∙ 0,01=0,0008776 m2 . (3.60)
3.2.6. Silindr
Material – polad 40 ГОСТ1050-88. Materialın axıcılıqq həddi σ ax=245 MPa.
Pnevmointiqalın işlənməsi üçün havanın təzyiqini 1,0 MPa qəbul edirik. Pnev-
mointiqalın silindrinin kipliyini yoxlamaq üçün havanın təzyiqi 1,5 MPa götürülür.
Silindrin konstruksiyasını nəzərə alaraq,pnevmointiqallı detallarını 1,5 MPa
təzyiqin yaratdığı yüklərə hesablayırıq.
Silindri eninə genişləndirən radial yük:
Qs . r=Ph ∙ Ds .d ∙ H s , (3.61)
burada Qs . r - silindri onun radiusu istiqamətində genişləndirən cəmlənmiş yük;
Ph=1,5 MPa - havanın təzyiqi; Ds . d=0,32 m - silindrin daxili diametri;
H s=0,215 m - silindrin hündürlüyüdür.
Qs . r=1,5 ∙0,32 ∙0.215=0,1032 MN. (3.62)
Silindrin gövdəsində tangensial gərginlik
σ=Q s .r
Ss
, (3.63)
burada Ss - silindrin gövdəsinin mərkəz oxundan keçən müstəvi üzrə en kəsiyidir
Ss=( Ds . x−D s .d )∙ H s , (3.64)
burada Ds . x=0,340 m - silindrin xarici diametridir.
Ss=(0,340−0,320 ) ∙0,215=0,0043 m . (3.65)
Onda
σ=0,10320,0043
=24 MPa. (3.66)
3.2.7. Dayaq şaybası
Material – polad cm.3. Materialın axıcılıq həddi σ т=175 MPa. Pnevmointi-qalın
pistonu silindrin dibinə oturduğu halda şaybası maksimum yüklə kəsilməyə işləyir.
Dayaq şaybasını maksimum kəsc qüvvə
71
Qd .k=π D ş .d
4∙Pn , (3.67)
burada Dş . d və Pn-ın qiymətlərini yerinə yazsaq:
Qd .k=3,14 ∙ 0,322
4∙1,5=0,12 MN . (3.68)
Dayaq şaybasında kəsici gərgnlik:
τ d . ş=Qd .k
π Dd .ş ∙ H d . ş
, (3.69)
burada H d .ş - dayaq şaybasının kəsilən en kəsiyindəki qalınlığı, H d .ş=0,008 m.
Dşd .ş=0,325 m - dayaq şaybasının hesab olunan en kəsiyinn diametridir
τ d . ş=0,12
3,14 ∙0,325 ∙ 0,005=23,52 MPa . (3.70)
3.2.8. Qapaq şaybası
Material – polad cm.3. Materialın axıcılıq həddi σ т=175 MPa. Qapaq
şaybasının iş prinsipi dayaq şaybası kimidir. Bu şaybanın qalınlığı 0,005 m
olduğundan, dayaq şaybasında olduğu kimi τ d .q kəsici gərginliyi müəyyən edilir:
H q . ş=0,005 ; Qd .k=0,12; Dd .ş=0,325 .
Onda
τ d .q=0,12
3,14 ∙0,325 ∙ 0,005=23,52 MPa. (3.71)
4. FONTAN ARMATURASININ İSTİSMARI VƏ TƏMİRİ
Düz axınlı siyirtmələrdə kiplyi artırmaq üçün manivel işlətmək qəti
qadağandır, çünki, qüvvəni artırmaqla kiplik artmır, belə ki, astı lövhələr
müstəvidirlər. Bu qüvvələr şpindelin sınmasına gətirirlər.
Düzaxınlı siyirtmələri armaturanın istismar prosesində üç aydan bir şpindelin
yastıqlarını УС markalı solidolla yağlamaq tələb olunur. Həm də ştuser üzrə
siyirtmənin gövdəsi dibinə D3-162 markalı sürtgü yağı vurmaq lazımdır.
Bu siyirtmələrin istismarında nasazlıqlar baş verir:
72
1) şpindelin sıxıcı kipləndiricisində buraxma, bunun səbəbi – manjet
dəyişməli.
2) siyirtməni açıb-bağlayanda, burucu moment kəskin artır; səbəbi – T-şəkilli
oyuq sınmışdır; tədbir – siyirtməni dəyişməli; digər səbəbləri – şpindelin dayaq
yastıqları sınmışdır və ya gövdədə maye donmuşdur;
3) vurucu klapan buraxır, özü də konusvari yiv üzrə; səbəbi – yiv boşalmışdır;
tədbir – yivi dartmalı, axma davam edərsə klapanı dəyişməli; digər səbəbi – konus-
kürə cütünün kipliyi səthdən dağılmışdır; tədbir – yalnız kürəciyi yaxud klapanı
dəyişmək; mərkəzi qapayıcını ucu dişlə kipləndirənədək qapağı burub döndərmək;
4) nazim çarxı fırladanda sipər hərəkət etmir; səbəbi – şpindelin yaxud sipərin
T-şəkilli oyuğu sınmışdır; tədbir – siyirtməni dəyişməli;
5) tıxayıcının kipliyi səthdən dağılmışdır; səbəbi – həmin səthlər yeyilmişdir;
tədbir – tıxayıcıya kipləndrici sürtgü yağını təmin etmək; digər səbəbi – nimçəvari
yay sınmışdır; tədbr – təmir emalatxanasında yayı dəyişmək.
4.1. Fontan armaturası üzrə təhlükəsizlik texnikası
Fontan armaturasını kəmər başlığı üzərində quraşdıranda, flanslar üzərindəki
kipləndirici qanovlar təmiz olmalıdır, düzgün yatırılmalıdırlar. Flansların çəpliyinin
olmaması üçün, sancaqları bərabər dartmaq lazımdır. Fontan yolkasını NKB-nı
quyuya endirdikdən və boru başlığını qoyduqdan sonra qərarlaşdırırlar. Fontan
yolkasını quraşdırmaq üçün işlədilən qaldırıcı mexanizmdən asılı olaraq işin
təhlükəsizliyin təmn etmək üçün tərtibatlar hazırlanmalıdır.
Armaturu quraşdırdıqdan sonra atqı xəttini birləşdirmək üçün işləri
tamamlayırlar. Belə ki, işlər yüksəldkdə və narahat halda aparıldığı üçün
körpücüklərin yaradılması lazımdır.
Fontan quyusunu istismar edərkən, fontan armaturasının, manometrlərin, flans
birləşmələrinin, drosselin və siyirtmələrin kipgəc kipləndiricilərinə müntəzəm
nəzarət aparılmalıdır.
73
Bunlardan hər birinin sıradan mıxması və onun vaxtında aradan
qaldırılmaması ciddi qəzalar törədə bilər.
Armaturanı quyunun üstündə quraşdırdıqdan sonra bağlayıcı qurğuların sürtgü
yağının vurulmasını və tıxayıcının işinin düzgünlüyünü yoxlamaq tələb olunur.
Armaturada təzyiq olanda, quraşdırma, söküb-açma, nasazlıqları aradan
qaldırma, tez yeyilən və vaxtlı əvəzedilən detalların dəyişdirilməsi işlər qadağan
olunur.
Manometrlər nasaz olanda yaxud onlar olmayanda, həm də qurğularda
klapanlar nasaz olanda armatura stismara buraxılmır. Dövri olaraq tamamlayıcı
manivel işlətmədən aşırma açarların köməyilə flans birləşmələrin dartmaq vacibdir.
NƏTİCƏ
1. Fontan armaturasının və düzaxınlı siyirtmənin qısa xülasəsi, onların
təyinatları, konstruktiv quruluşları və xüsusiyyətləri, iş prinsipləri və tətbiq
sahələri şərh edilmişdir.
2. Bir quyudan iki layın ayrılıqda istismarı üçün fontan armaturları da təsvir
edlmişdirlər.
74
3. Fontan armaturaları və siyirtmələrinin iş qabiliyyətləri təhlil və tədqiq
edilmişdir.
4. Fontan armaturasının konstruksiya parametrləri əsaslandırılmışdır.
5. Baxılan avadanlığın etibarlığının və davamlılığının artırılması yolları
göstərilmişdir.
6. Müxtəlif meyarlar üzrə avadanlığın iş qabiliyyəti təin edilmişdir. Siyirtmənin
detallarının möhkəmliyə hesabatları aparılmışdır.
7. Fontan armaturasının istismarında müşahidə edilən nasazlıqlar və
mürəkkəbləşmələr göstərilmişdir,onların yaranma səbəbləri şərh edilmişdir,
eyni zamanda onların aradan qaldırılması tədbirləri tövsiyyə edilmişdir.
8. Fontan armaturasının istismarı zamanı təhlükəsizlik texnikası məsələləri izah
edilmişdir.
ƏDƏBİYYAT SİYAHISI
1. Бухаленко Е.И. «Нефтепромысловое оборудование». М. Недра,
1990, 559с.
2. Шуров В.И. «Технология и техника добычи нефти». М. Недра, 1983,
510с.
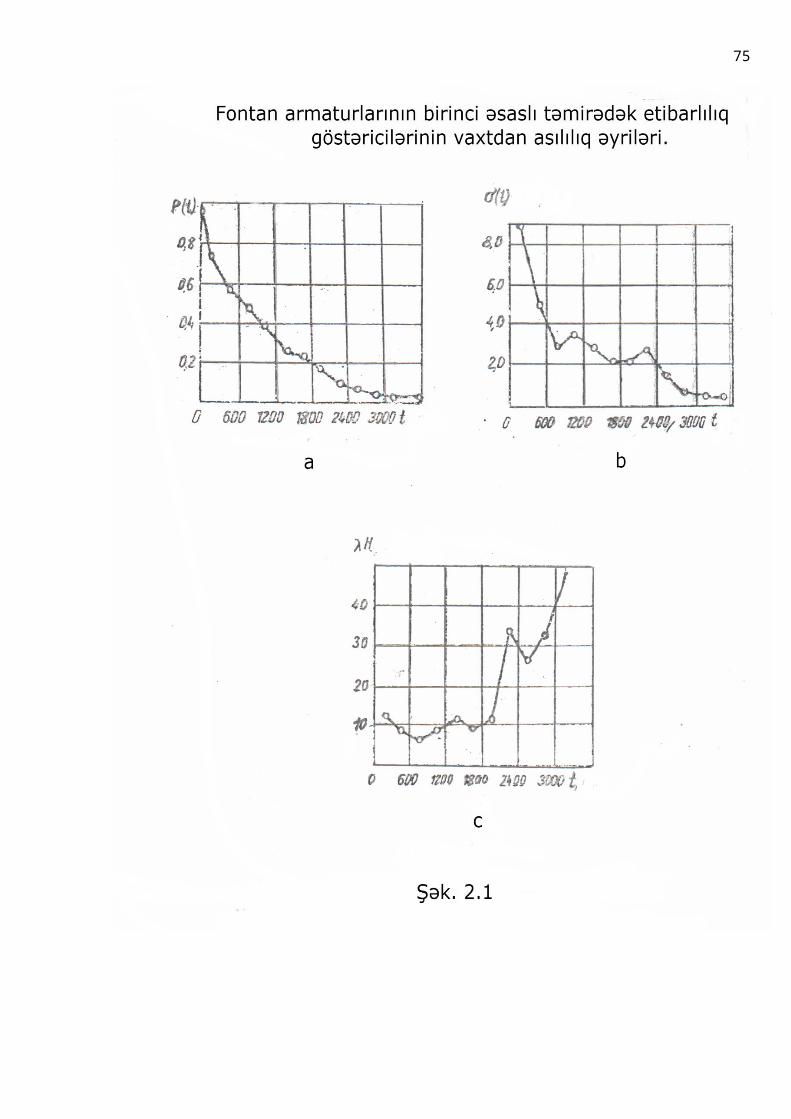
75
3. Раабен А.А., Шевалдин П.Е., Максутов Н.Х. «Ремонт и монтаж
нефте-промыслового оборудования». М. Недра. 1985, 383с.
4. Справочная книга по добыче нефти. Под ред. Гиматудинова Ш.К.
М. Недра, 1974. 702с.
5. Vahidov M.A., Kərimov Ö.M., Eyvazova Z.E. “Neft-qaz istehsalı
texnikası”. Bakı: Azərnəşr, 2008, 440s.
6. Canəhmədov Ə.X. və başqaları. “Fontan armaturunun
konstruksiyalandırıl-ması və işqabiliyyətliyi”. Bakı-ELM-1977. 136səh.
7. Чичеров Л.Г. «Нефтепромысловые машины и механизмы». Москва
«Недра», 1983, 308 с.
8. Шульга В.Г., Бухаленко Е.И. Устьевое оборудование нефтяных и
газовых скважин. Москва «Недра», 1979, 271 с.
9. Чичеров Л.Г. Расчет и конструирование нефтепромыслового
оборудования. Москва «Недра», 1987, 424 с.





























