Embed Size (px)
Citation preview
TABLERO DE
MEJORA
CONITNUA
MEJORA CONTINUA
ANA CECILIA GONZÁLEZ MORENO
2
MANUAL
INSTRUCTOR
CURSO: TABLERO DE MEJORA CONTINUA
3
INDICE
1. OBJETIVO …………………………………………………………………………………….… 4
2. MEJORA CONTINUA ………………………………………………………………………. 4
3. KAIZEN ………………………………………………………………………………………..… 7
4. METODOLOGÍA PDCA …………………………………………………………………….. 10
4.1 MÉTODO PDCA Y LA MEJORA CONTINUA …………………………………. 12
5. LOS 7 DESPEDICIOS ………………………………………………………………………… 14
6. METODOLOGÍA 5´S ………………………………………………………………………… 18
6.1 NECESIDAD DE LA ESTRATEGIA 5´S …………………………………………... 20
7. TABLERO DE MEJORA CONTINUA …………………………………………………… 22
MEJORA CONTINUA Manual Instructor
4
1. Objetivo
El participante identificará los beneficios del tablero de mejora continua, logrará
manejarlo y llevarlo a cabo dentro del área laboral. Conocerá la importancia de los
temas que el tablero maneja: 7 desperdicios, metodología PDCA y 5´s.
2. Mejora continua
El Proceso de mejora continua es un concepto que pretende mejorar los productos,
servicios y procesos.
Postula que es una actitud general que debe ser la base para asegurar la
estabilización del proceso y la posibilidad de mejora. Cuando hay crecimiento y
desarrollo en una organización o comunidad, es necesaria la identificación de todos
los procesos y el análisis mensurable de cada paso llevado a cabo. Algunas de las
herramientas utilizadas incluyen las acciones correctivas, preventivas y el análisis
de la satisfacción en los miembros o clientes. Se trata de la forma más efectiva de
mejora de la calidad y la eficiencia en las organizaciones.
Hablar del Mejoramiento Continuo es hablar de calidad; y hablar de calidad es
hablar de ciencia, educación y paradigmas o la de la forma que tenemos de ver las
cosas.
La mejora continua permite, entre otras ventajas reducir costos, reducir
desperdicios, reducir el índice de contaminación al medio ambiente, reducir
tiempos de espera, aumentar los índices de satisfacción de los clientes, aprovechar
al máximo la capacidad intelectual de todos los empleados, manteniéndolos al
mismo tiempo motivados y comprometidos con la organización, etc.
MEJORA CONTINUA Manual Instructor
5
Ahora bien, se reconoce que existen varias barreas que se interponen en la buena
implementación del proceso de mejoramiento continuo, tanto en los individuos
como en las organizaciones. En primer lugar nuestra propia educación que nos ha
impuesto la cultura de no cuestionar paradigma alguno y detenernos en la
búsqueda de una mejora solución al encontrar la primera respuesta correcta; esto
nos lleva a la segunda barrera que es la falta de exigencia de un aprendizaje
continuo y permanente. La mayoría de los individuos huye a todo lo que tenga que
ver con libros, capacitación, evaluaciones, etc., y solo acuden a ellos cuando son
obligados; esto nos lleva a una tercera barrera: la necesidad de compromiso,
persistencia y disciplina que la mejora continua requiere, conceptos que en muchos
individuos no se encuentran muy arraigados. Y por último, aunque tal vez sea la
barrera principal, tenemos el miedo al cambio, el cual ciega a individuos y
organizaciones impidiéndoles darse cuenta que lo que ayer les funciono hoy ya los
está retrasando en este mundo que se mueve y avanza más rápido cada día.
Vencer estas barreras no es fácil ni rápido. Se requiere tiempo, recursos de todas
las clases y, sobre todo, se requiere compromiso. Lo principal es entender que este
proceso no se trata solo de mejorar lo que siempre se ha hecho sino encontrar
nuevas formas de hacerlo. Esto implica muchos cambios, como el hecho de
aprender a trabajar en equipo dejando a un lado el viejo esquema en donde uno
piensa y los demás trabajan y adoptando otro donde todos piensen y trabajen para
mejorar.
Lo más importante de todo esto es no ver a la mejora continua como una forma o
procedimiento laboral, sino como una forma de vida. Al hacerlo podremos crecer
como individuos y por ende las organizaciones también crecerán. El camino es
arduo, pero al final vale la pena intentarlo.
MEJORA CONTINUA Manual Instructor
6
Alcanzar los mejores resultados, no es labor de un día. Es un proceso progresivo en
el que no puede haber retrocesos. Han de cumplirse los objetivos de la
organización, y prepararse para los próximos retos.
Lo deseable es mejorar un poco día a día, y tomarlo como hábito, y no dejar las
cosas tal como están, teniendo altibajos. Lo peor es un rendimiento irregular. Con
estas últimas situaciones, no se pueden predecir los resultados de la organización,
porque los datos e información, no son fiables ni homogéneos. Cuando se detecta
un problema, la respuesta y solución, ha de ser inmediata. No nos podemos
demorar, pues podría originar consecuencias desastrosas
La mejora continua implica tanto la implantación de un sistema como el
aprendizaje continuo de la organización, el seguimiento de una filosofía de gestión,
y la participación activa de todo las personas.
Las empresas no pueden seguir dando la ventaja de no utilizar plenamente la
capacidad intelectual, creativa y la experiencia de todas sus personas. Ya se ha
pasado la época en que unos pensaban y otros sólo trabajaban. Como en los
deportes colectivos donde existía una figura pensante y otros corrían y se
sacrificaban a su alrededor, hoy ya en los equipos todos tienen el deber de pensar y
correr. De igual forma como producto de los cambios sociales y culturales, en las
empresas todos tienen el deber de poner lo mejor de sí para el éxito de la
organización. Sus puestos de trabajo, su futuro y sus posibilidades de crecimiento
de desarrollo personal y laboral dependen plenamente de ello.
MEJORA CONTINUA Manual Instructor
7
3. Kaizen
La esencia de las prácticas administrativas más "exclusivamente japonesas" ya sean
de mejoramiento de la productividad, actividades para el Control Total de la
Calidad, círculo de control de calidad, entre otros, puede reducirse a una palabra:
KAIZEN.
El Kaizen se puede definir como aquella forma que buscan las empresas para
realizar un mejoramiento continuo en base a pequeños cambios. El término Kaizen
proviene del japonés, en el que “Kai” se traduce al español como “cambio”, y “Zen”
que se entiende como “mejoramiento”.
La idea del Kaizen no es realizar grandes cambios, si no que a partir de pequeñas y
simples modificaciones, poder mejorar la calidad y reducir los costos de
producción. De este modo, se cambian todos aquellos aspectos que no permiten
mejorar el servicio a los clientes ni mejorar la calidad de los productos. La idea es ir
realizando mínimas modificaciones a diario, ya que, a fin de cuentas se habrán
realizado más de 300 mejoras en solo un año.
Kaizen es el concepto de una sombrilla que involucra numerosas prácticas y
herramientas que dentro de dicho marco filosófico y estratégico, permiten una
mejora continua en la organización.
El gran objetivo es lograr el óptimo en materia de calidad, costos y entrega (QCD,
quality, cost, delivery).
Calidad no sólo hace referencia a la calidad de los productos o servicios
terminados, sino también a la calidad de los procesos que se relacionan con dichos
productos o servicios.
Costo se refiere al costo total, que incluye diseño, producción, venta y suministro
de productos o servicios.
MEJORA CONTINUA Manual Instructor
8
Entrega significa despachar a tiempo el volumen solicitado. De tal forma cuando se
cumplen las tres condiciones de calidad, costo y entrega, los clientes están
plenamente satisfechos.
Entre los instrumentos, métodos y herramientas que contribuyen a ser realidad la
mejora continua y el alto nivel de competitividad se encuentran:
1. Orientación al cliente
2. Control Total de Calidad
3. Robótica
4. Círculos de Control de Calidad
5. Sistemas de sugerencias
6. Automatización
7. Disciplina en el lugar de trabajo
8. Inteligencia colectiva
9. Mantenimiento Productivo Total
10. Kanban
11. Mejoramiento de la calidad
12. Just in Time
13. Cero Defectos
14. Función de Pérdida de Taguchi
15. Actividades en grupos pequeños
16. Relaciones cooperativas trabajadores – administración
17. Mejoramiento de la Productividad
18. Control Estadístico de Procesos
19. Benchmarking
20. Herramientas de gestión de calidad
21. Análisis e ingeniería de valor
MEJORA CONTINUA Manual Instructor
9
22. Coste objetivo
23. Costeo Basado en Actividades
24. Seis Sigma
25. Sistema Matricial de Control Interno
26. Cuadro de Mando Integral
27. Presupuesto Base Cero
28. Organización de Rápido Aprendizaje
29. Curva de Experiencia
30. Sistema para la Detección, Prevención y Eliminación de Desperdicios
31. Despliegue de la Función de Calidad
32. AMFE
33. Autonomatización (Jidohka)
34. Ciclo de Deming (PREA ‐ EREA)
35. Las 5 S
MEJORA CONTINUA Manual Instructor
10
4. Metodología PDCA
PDCA es un proceso problem‐solving four‐step iterativo usado típicamente adentro
de control de calidad. También se conoce como Ciclo de Deming, Shewhart ciclo,
Rueda de Deming, o Plan‐Estudiar‐Actúe.
Esta metodología PDCA fue hecha popular por el Dr. W. Edwards Deming, que es
considerado por muchos ser el padre del control de calidad moderno; sin embargo
fue referido siempre por él como el “ciclo de Shewhart.” Más adelante en la carrera
de Deming, él modificó PDCA “para planear, estudio, acto” (PDSA) que describe
mejor sus recomendaciones.
El concepto de PDCA sale de Método científico, según lo convertido del trabajo de
Francis Bacon (Novum Organum, 1620). El método científico puede ser escrito
como “lo hace la evaluación” de la “hipótesis” ‐ “experimento” ‐ o el plan, y
cheque.
Shewhart describió la fabricación bajo “control” ‐ bajo control estadístico ‐ como
proceso de tres pasos de la especificación, de la producción, y de la inspección. Él
también relacionó específicamente esto con el método científico de hipótesis, de
experimento y de evaluación. Según Deming durante sus conferencias en Japón en
los comienzos de los años 50 los participantes japoneses acortaron los pasos al plan
ahora tradicional, cheque, acto. Deming prefirió plan, estudio, acto porque el
“estudio” tiene connotaciones en inglés más cercano al intento de Shewhart que
“cheque.”
Un principio fundamental del método, es iteración ‐ una vez que se confirme (o se
niega) una hipótesis, ejecutar el ciclo ampliará otra vez el conocimiento más lejos.
MEJORA CONTINUA Manual Instructor
11
La repetición del ciclo puede traernos más cercano a la meta, generalmente una
operación y una salida perfectas.
PDCA se debe poner en ejecución en varias ocasiones en los espirales del
conocimiento de aumento del sistema que convergen en la última meta, cada ciclo
más cercano que el anterior. Uno puede prever un muelle en espiral abierto, con
cada lazo siendo un ciclo del método científico ‐ PDCA, y cada ciclo completo que
indica un aumento en nuestro conocimiento del sistema bajo estudio. Este
acercamiento se basa en la creencia que nuestro conocimiento y habilidades son
limitados, solamente mejorar.
El índice de la mejora es un factor competitivo dominante en mundo de hoy. PDCA
permite “saltos importantes” en el funcionamiento (“brechas” deseadas a menudo
en un acercamiento occidental), así como Kaizen (mejoras pequeñas frecuentes
asociadas a un acercamiento del este). El método y los PDSA científicos se aplican a
todas las clases de proyectos y de actividades de la mejora.
MEJORA CONTINUA Manual Instructor
12
4.1 Método PDCA y la mejora continua
La mejora continua de la capacidad y resultados, debe ser el objetivo permanente
de la organización. Para ello se utiliza un ciclo PDCA, el cual se basa en el principio
de mejora continua de la gestión de la calidad. Ésta es una de las bases que
inspiran la filosofía de la gestión excelente.
El ciclo PDCA de mejora continua se basa en los siguientes apartados:
Plan (planificar) = Organización lógica del trabajo:
Identificación del problema y planificación.
Observaciones y análisis
Establecimiento de objetivos a alcanzar
Establecimiento de indicadores de control
Do (hacer) = Correcta realización de las tareas planificadas:
Preparación exhaustiva y sistemática de lo previsto
Aplicación controlada del plan
Verificación de la aplicación
Check (comprobar) = Comprobación de los logros obtenidos:
Verificación de los resultados de las acciones realizadas.
Comparación con los objetivos
Adjust (ajustar) = Posibilidad de aprovechar y extender aprendizajes y experiencias
adquiridas en otros casos:
Analizar los datos obtenidos
MEJORA CONTINUA Manual Instructor
13
Proponer alternativa de mejora
Estandarización y consolidación
Preparación de la siguiente etapa del plan
MEJORA CONTINUA Manual Instructor
14
5. Los 7 desperdicios
Se han identificado 7 tipos de desperdicios que no agregan valor al proceso de
manufactura. El objetivo principal es minimizar el desperdicio.
MUDA (palabra japonesa cuyo significado es desperdicio) es todo aquello que no
agrega valor y por lo que el cliente no está dispuesto a pagar.
Desperdicio # 1
Defectos y Retrabajos. Este es el mayor tipo de derroche, que es la cantidad de
trabajo que necesita volverse a hacer, con la consecuente reutilización de recursos
para llevarlo a cabo (otra vez). La necesidad de reacondicionar partes en proceso o
productos terminados, como así también reciclar o destruir productos que no
reúnen las condiciones óptimas de calidad provocan importantes pérdidas. A ello
debe sumarse las pérdidas generadas por los gastos de garantías, servicios
técnicos, recambio de productos, y pérdida de clientes y ventas. Es lo que en
materia de Costos de Mala Calidad se denomina costos por fallas internas y costos
por fallas externas.
Desperdicio # 2
Procesamiento Incorrecto. Este tipo de producto no mejora el producto y se trata
de pasos innecesarios o procedimientos/elementos de trabajo (trabajo que no
agrega valor al producto). Desperdicios generados por fallas en materia de layout,
MEJORA CONTINUA Manual Instructor
15
disposición física de la planta y sus maquinarias, errores en los procedimientos de
producción, incluyéndose también las fallas en materia de diseño de productos y
servicios.
Desperdicio # 3
Sobreproducción. Este tipo de derroche origina material procesado o producto final
que no es requerido. La misma es el producto de un exceso de producción,
producto entre otros factores de: fallas en las previsiones de ventas, producción al
máximo de la capacidad para aprovechar las capacidades de producción (mayor
utilización de los costos fijos), lograr un óptimo de producción (menor coste total),
superar problemas generados por picos de demandas o problemas de producción.
Cualquiera sea el motivo, lo cual en las fábricas tradicionales suelen ser la suma de
todos estos factores, el coste total para la empresa es superior a los costes que en
principio logran reducirse en el sector de operaciones. En primer lugar tenemos los
costos correspondientes al almacenamiento, lo cual conlleva tanto el espacio físico,
como las tareas de manipulación, controles y seguros. Pero además debe tenerse
muy especialmente en cuenta los costos financieros debidos al dinero con escasa
rotación acumulada en altos niveles de sobreproducción almacenados.
Desperdicio # 4
Inventario. Se refiere al material que se acumula en el lugar de trabajo, entre
procesos, o como producto final que podría ser entregado al cliente. Tiene muchos
motivos, y en el se computan tanto los inventarios de insumos, como de repuestos,
MEJORA CONTINUA Manual Instructor
16
productos en proceso e inventario de productos terminados. El punto óptimo de
pedidos, como el querer asegurarse de insumos, materias primas y repuestos por
problemas de huelgas, falta de recepción a término de los mismos, remesas con
defectos de calidad y el querer aprovechar bajos precios o formar stock ante
posibles subas de precios, son los motivos generadores de este importante factor
de desperdicio. En el caso de productos en proceso se forman stock para garantizar
la continuidad de tareas ante posibles fallas de máquinas, tiempos de preparación
y problemas de calidad. A los factores apuntados para la sobreproducción deben
agregarse las pérdidas por roturas, vencimiento, pérdida de factores cualitativos
como cuantitativos.
Desperdicio # 5
Movimiento. Movimientos sin valor agregado de gente, materiales, piezas o
maquinaria. Se hace referencia con ello a todos los desperdicios y despilfarros
motivados en los movimientos físicos que el personal realiza en exceso debido
entre otros motivos a una falta de planificación en materia ergonómica. Ello no
sólo motiva una menor producción por unidad de tiempo, sino que además
provoca cansancio o fatigas musculares que originan bajos niveles de
productividad. Una estación de trabajo mal diseñada es causa de que el personal
malgaste energía en movimientos innecesarios, constituyendo el sexto tipo de
despilfarros. Así por ejemplo situar los departamentos que prestan asistencia al
trabajo de valor añadido en oficinas alejadas de las personas productoras de valor
agregado aumenta los movimientos innecesarios. Las herramientas, los equipos,
los materiales y las instrucciones que se necesitan para realizar el trabajo han de
colocarse en el lugar más conveniente para que el operario ahorre energía. En las
MEJORA CONTINUA Manual Instructor
17
empresas de categoría mundial el personal de primera línea no ha de ir a buscar
ayuda, sino que la reclama para que ésta vaya a ellos.
Desperdicio # 6
Espera. Tener que esperar a que otro proceso termine antes de empezar el trabajo.
Motivado fundamentalmente por: los tiempos de preparación, los tiempos en que
una pieza debe esperar a otra para continuar su procesamiento, el tiempo de cola
para su procesamiento, pérdida de tiempo por labores de reparaciones o
mantenimientos, tiempos de espera de órdenes, tiempos de espera de materias
primas o insumos. Los mismos se dan también en las labores administrativas.
Todos estos tiempos ocasionan menores niveles de productividad.
Desperdicio # 7
Transportación. Se presenta cuando materiales, información, herramientas o
partes no necesarios para la producción JIT se desplazan de un lugar a otro.
Despilfarro vinculado a los excesos en el transporte interno, directamente
relacionados con los errores en la ubicación de máquinas, y las relaciones
sistémicas entre los diversos sectores productivos. Ello ocasiona gastos por exceso
de manipulación, lo cual lleva a una sobre‐utilización de mano de obra, transportes
y energía, como así también de espacios para los traslados internos.
MEJORA CONTINUA Manual Instructor
18
6. Metodología 5’S
Este concepto no debería resultar nada nuevo para ninguna empresa, pero
desafortunadamente si lo es. El movimiento o de las 5´s es una concepción ligada a
la orientación hacia la calidad total que se originó en el Japón bajo la orientación de
W. E. Deming hace mas de 40 años y que está incluida dentro de lo que se conoce
como mejoramiento continuo o gemba kaizen.
Surgió a partir de la segunda guerra mundial, sugerida por la Unión Japonesa de
Científicos e Ingenieros como parte de un movimiento de mejora de la calidad y sus
objetivos principales eran eliminar obstáculos que impidan una producción
eficiente, lo que trajo también aparejado una mejor sustantiva de la higiene y
seguridad durante los procesos productivos.
Su rango de aplicación abarca desde un puesto ubicado en una línea de montaje de
automóviles hasta el escritorio de una secretaría administrativa.
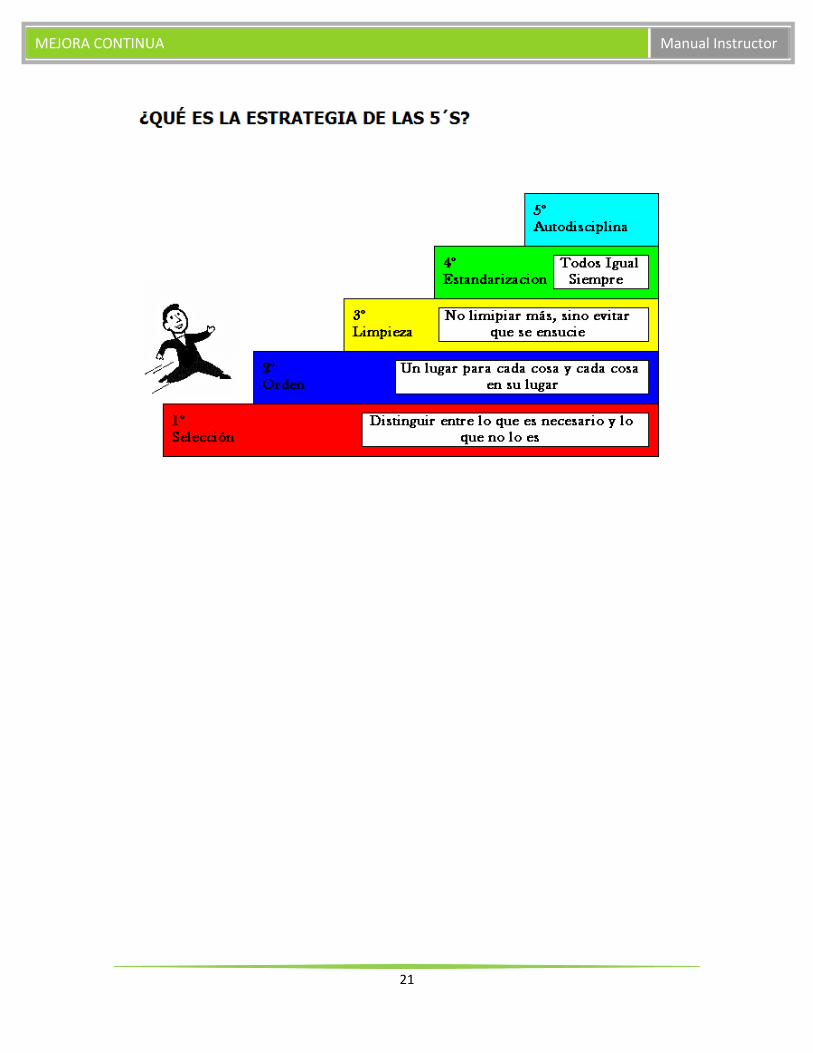
Se llama estrategia de las 5S porque representan acciones que son principios
expresados con cinco palabras japonesas que comienza por S. Cada palabra tiene
un significado importante para la creación de un lugar digno y seguro donde
trabajar. Estas cinco palabras son:
∙ Clasificar. (Seiri)
∙ Orden. (Seiton)
∙ Limpieza. (Seiso)
∙ Limpieza Estandarizada. (Seiketsu)
∙ Disciplina. (Shitsuke)
MEJORA CONTINUA Manual Instructor
19
Las cinco "S" son el fundamento del modelo de productividad industrial creado en
Japón y hoy aplicado en empresas occidentales. No es que las 5S sean
características exclusivas de la cultura japonesa. Todos los no japoneses
practicamos las cinco "S" en nuestra vida personal y en numerosas oportunidades
no lo notamos. Practicamos el Seiri y Seiton cuando mantenemos en lugares
apropiados e identificados los elementos como herramientas, extintores, basura,
toallas, libretas, reglas, llaves etc.
Cuando nuestro entorno de trabajo está desorganizado y sin limpieza perderemos
la eficiencia y la moral en el trabajo se reduce.
Son poco frecuentes las fábricas, talleres y oficinas que aplican en forma
estandarizada las cinco "S" en igual forma como mantenemos nuestras cosas
personales en forma diaria. Esto no debería ser así, ya que en el trabajo diario las
rutinas de mantener el orden y la organización sirven para mejorar la eficiencia en
nuestro trabajo y la calidad de vida en aquel lugar donde pasamos más de la mitad
de nuestra vida. Realmente, si hacemos números es en nuestro sitio de trabajo
donde pasamos más horas en nuestra vida. Ante esto deberíamos hacernos la
siguiente pregunta....¿vale la pena mantenerlo desordenado, sucio y poco
organizado?
Es por esto que cobra importancia la aplicación de la estrategia de las 5S. No se
trata de una moda, un nuevo modelo de dirección o un proceso de implantación de
algo japonés que "dada tiene que ver con nuestra cultura latina". Simplemente, es
un principio básico de mejorar nuestra vida y hacer de nuestro sitio de trabajo un
lugar donde valga la pena vivir plenamente. Y si con todo esto, además, obtenemos
mejorar nuestra productividad y la de nuestra empresa por qué no lo hacemos?
MEJORA CONTINUA Manual Instructor
20
6.1 Necesidad de la estrategia 5´s
La estrategia de las 5S es un concepto sencillo que a menudo las personas no le dan
la suficiente importancia, sin embargo, una fábrica limpia y segura nos permite
orientar la empresa y los talleres de trabajo hacia las siguientes metas:
∙ Dar respuesta a la necesidad de mejorar el ambiente de trabajo, eliminación de
despilfarros producidos por el desorden, falta de aseo, fugas, contaminación, etc.
∙ Buscar la reducción de pérdidas por la calidad, tiempo de respuesta y costes con
la intervención del personal en el cuidado del sitio de trabajo e incremento de la
moral por el trabajo.
∙ Facilitar crear las condiciones para aumentar la vida útil de los equipos, gracias a
la inspección permanente por parte de la persona quien opera la maquinaria.
∙ Mejorar la estandarización y la disciplina en el cumplimiento de los estándares al
tener el personal la posibilidad de participar en la elaboración de procedimientos
de limpieza, lubricación y apriete
∙ Hacer uso de elementos de control visual como tarjetas y tableros para mantener
ordenados todos los elementos y herramientas que intervienen en el proceso
productivo.
∙ Conservar del sitio de trabajo mediante controles periódicos sobre las acciones de
mantenimiento de las mejoras alcanzadas con la aplicación de las 5S
∙ Poder implantar cualquier tipo de programa de mejora continua de producción
Justo a Tiempo, Control Total de Calidad y Mantenimiento Productivo Total
∙ Reducir las causas potenciales de accidentes y se aumenta la conciencia de
cuidado y conservación de los equipos y demás recursos de la compañía.
MEJORA CONTINUA Manual Instructor
21
MEJORA CONTINUA Manual Instructor
22
7. Tablero de mejora continua
El tablero de Mejora Continua es un espacio donde puedes colocar ideas para
mejorar tú área de trabajo basándose en la Metodología PDCA (Planificar,
Desarrollar, Controlar y Asegurar).
Existen 2 tipos de Ideas:
‐ Las que involucran orden, limpieza y seguridad, que se anotan en el Formato Azul
de 6´S.
‐ Las que facilitan tú operación ó aseguran que el producto se encuentre contra las
especificaciones establecidas por el cliente, para evitar generar defectos en el
proceso, se anotan en el Formato Amarillo de Mejora Continua.
Después de llenar su tarjeta de acción, se debe reportar al líder, para que de
inmediato les notifique al Gerente VSM y Supervisor.
Seguimiento de la Tarjeta de Acción:
Paso No. 1
Colocar la tarjeta de acción en la columna de Idea a Mejorar. El Supervisor o
Gerente VSM, revisaran diariamente el tablero.
Paso No. 2
Al revisar la tarjeta de acción por el Supervisor o Gerente VSM, se decidirá si la idea
se puede desarrollar o no. Si la respuesta es positiva se colocará en la columna de
Por Hacer, si la respuesta es negativa se le notificará a la persona que la haya
MEJORA CONTINUA Manual Instructor
23
propuesto, y se le invitará a realizar una nueva idea, se colocará la tarjeta de acción
en el canastillo del lado derecho superior. Se tienen sólo dos días para decidir si la
idea se puede desarrollar o no.
Nota: Las ideas propuestas pueden modificarse por el Supervisor o Gerente VSM,
siempre y cuando se mantenga la idea central de la mejora.
Paso No. 3
La tarjeta de acción se colocará en la columna de En Proceso, después de haber
colocado las acciones, el departamento o área a mejorar y una fecha compromiso.
Se tienen sólo siete días para colocar la tarjeta de acción en la columna
mencionada, a partir de su publicación.
Paso No. 4
La tarjeta de acción permanecerá en la columna de En Proceso y se revisará el
avance de la actividad, en caso que no se cumpla se identificará con una etiqueta
Roja y se notificará al Gerente VSM.
Paso No. 5
Pasará la tarjeta de acción a la columna de Mejora Aplicada, cuando ya se haya
realizado la actividad, y podrá cerrarse la tarjeta de acción con una etiqueta Verde,
indicando que se ha concluido.
Paso No. 6
MEJORA CONTINUA Manual Instructor
24
En la columna de Mejora Aplicada, permanecerá la tarjeta de acción durante un
mes publicada.
Paso No. 7
Se realizará un Formato Kaizen A‐3 y se publicará en el tablero de Mejora Continua
del lado derecho, el cual se documentara en una carpeta para su control y registro
de las mejoras aplicadas.
MEJORA CONTINUA Manual Instructor