Embed Size (px)
Citation preview
Perfil de Superficie - Una comparación de los métodos de mediciónpor David Beamish, DeFelsko Corporación
Resumen: el desempeño del recubrimiento está relacionada con la altura de perfil en una superficie de acero. Hay tres tipos de dispositivos están disponibles para tomar medidas de este perfil de la superficie: cinta de réplica, micrómetros de profundidad equipados con sondas puntiagudas y probadores de rugosidad stylus. Este trabajo presenta los resultados de un reciente análisis de las mediciones realizadas por los tres tipos de dispositivo en acero chorreado con una variedad de medios de chorro y se propone un nuevo método de medición micrómetro de profundidad llamada media de los picos máximos.
INTRODUCCIÓN
Las superficies de acero se limpian frecuentemente por impacto abrasivo antes de la aplicación de revestimientos protectores. Este proceso elimina los recubrimientos anteriores y hace rugosa la superficie para mejorar la adherencia del recubrimiento. El perfil de la superficie resultante, o un patrón de anclaje, se compone de un complejo patrón de picos y valles que debe evaluarse con precisión para asegurar el cumplimiento de las especificaciones de la obra o del contrato.
Profesionales de recubrimiento protector tienen varios métodos de prueba a su disposición para determinar el monto de perfil de superficie. Poca información ha estado disponible para ayudarles a seleccionar un instrumento o comparar los resultados de diferentes métodos.
MÉTODOS DE MEDIDA
Una superficie de acero después de la limpieza con chorro consiste en irregularidades aleatorias con picos y valles que no se caracterizan fácilmente. Los instrumentos que pueden medir este perfil con un alto grado de precisión, como microscopios electrónicos de barrido, son adecuados sólo para uso en laboratorio. Los métodos de campo son deseables. Rangos de perfil de la superficie se especifican con frecuencia y el perfil de la superficie recomendada es diferente para diferentes tipos de recubrimientos.
La determinación del perfil de la superficie depende de su definición. ISO 8503-1 1 2 define como la altura de los picos principales en relación con los principales valles. ASTM D7127 3 4 describe como las desviaciones verticales positivos y negativos medidos a partir de una línea media, aproximadamente en el centro del perfil que se está evaluando. ASTM D4417-11 5 actualmente no define el perfil en absoluto, sino que
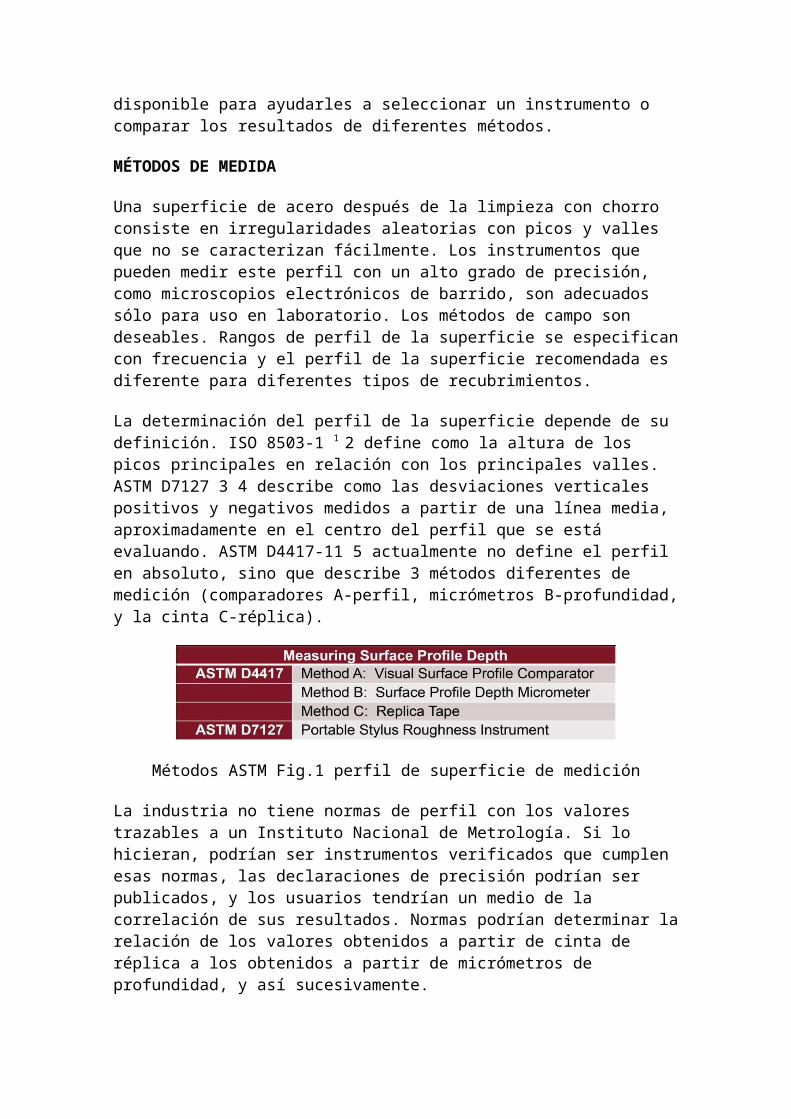
describe 3 métodos diferentes de medición (comparadores A-perfil, micrómetros B-profundidad, y la cinta C-réplica).
Métodos ASTM Fig.1 perfil de superficie de medición
La industria no tiene normas de perfil con los valores trazables a un Instituto Nacional de Metrología. Si lo hicieran, podrían ser instrumentos verificados que cumplen esas normas, las declaraciones de precisión podrían ser publicados, y los usuarios tendrían un medio de la correlación de sus resultados. Normas podrían determinar la relación de los valores obtenidos a partir de cinta de réplica a los obtenidos a partir de micrómetros de profundidad, y así sucesivamente.
No tener estándares físicos, la industria ha optado por un método de arbitraje. NACE 6 , ASTM e ISO describir superficie de perfil de la altura como la distancia medida desde la parte superior del pico más alto a la parte inferior del valle más bajo en el campo de visión de un microscopio óptico. Un microscopio se centra en el pico más alto dentro del campo de visión. La distancia recorrida por el objetivo con el fin de centrarse en el valle más bajo dentro del mismo campo de visión es de una sola medición de la altura del perfil. La media aritmética de dichas mediciones 20 resultados en la altura media máxima de pico a valle. En otras palabras, la media de los picos máximos.
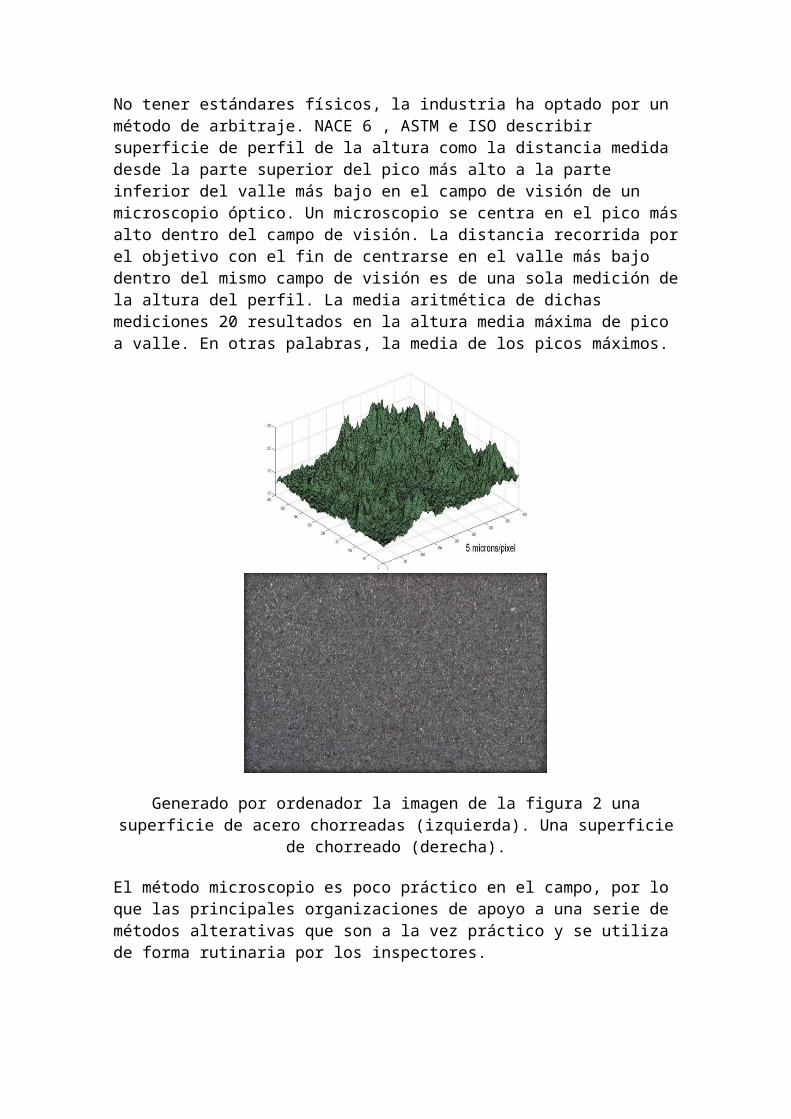
Generado por ordenador la imagen de la figura 2 una superficie de acero chorreadas (izquierda). Una superficie de chorreado (derecha).
El método microscopio es poco práctico en el campo, por lo que las principales organizaciones de apoyo a una serie de métodos alterativas que son a la vez práctico y se utiliza de forma rutinaria por los inspectores.
ISO fabrica superficiales perfil comparadores para el acero arenado por disparo o de grano abrasivos 7 que se basan en el método de microscopio de enfoque. El uso de medios visuales o táctiles, el usuario compara la superficie del acero con el perfil de cada segmento del comparador para aplicar una clasificación apropiada de "fina", "medio" o "gruesa". Anexo B de la norma ISO 8503-5 muestra que hay una buena correlación entre estos comparadores y medición de cinta de réplica y los métodos de lápiz. No hay ningún método ISO para micrómetros de profundidad ni se debe utilizar micrómetros de profundidad para medir en comparadores perfil debido a la falta de planeidad de los comparadores.
NACE RP0287 también muestra 8 cinta de réplica y las medidas de microscopio de enfoque de acuerdo dentro de sus límites de confianza (dos desviaciones estándar) en 11 de 14 casos.
CINTA DE REPLICA
Cinta de réplica es simple, relativamente barato, y muestra una buena correlación con los resultados de enfoque del microscopio. No es de extrañar entonces que se ha convertido sin duda el método de campo más popular para medir el perfil de superficie.
Cinta de réplica consiste en una capa de espuma compresible, fijada sobre un sustrato de poliéster incompresible de espesor muy uniforme (2 milésimas de pulgada 0,2 mils 9 ). Cuando se presiona contra una superficie de acero rugosa, la espuma se colapsa y se forma una impresión de la superficie. La colocación de la cinta comprimido entre los yunques de un medidor de espesor micrométrico y restando la contribución del sustrato incompresible, 2 milésimas de pulgada, da una medida del perfil de la superficie.

Fig.3 Replica Tape
De acuerdo con la norma ISO 8503-5 "Este método mide un perfil de media máxima de pico a valle 'porque los yunques de la micrómetro aplanar el perfil réplica ligeramente de modo que la lectura equivale a un valor máximo de la media, aunque esta no es la misma como una media aritmética. "Así que de nuevo, tenemos un método que básicamente mide el promedio de los picos máximos.
En los últimos años, otros dos métodos de medición del perfil han ganado popularidad: el probador lápiz rugosidad (Stylus - ASTM D7127) y el micrómetro de profundidad (Método ASTM D4417 B). Las versiones electrónicas de estos instrumentos tienen la ventaja de la reducción influencia del operador y la recopilación y análisis de los datos de medición digital.
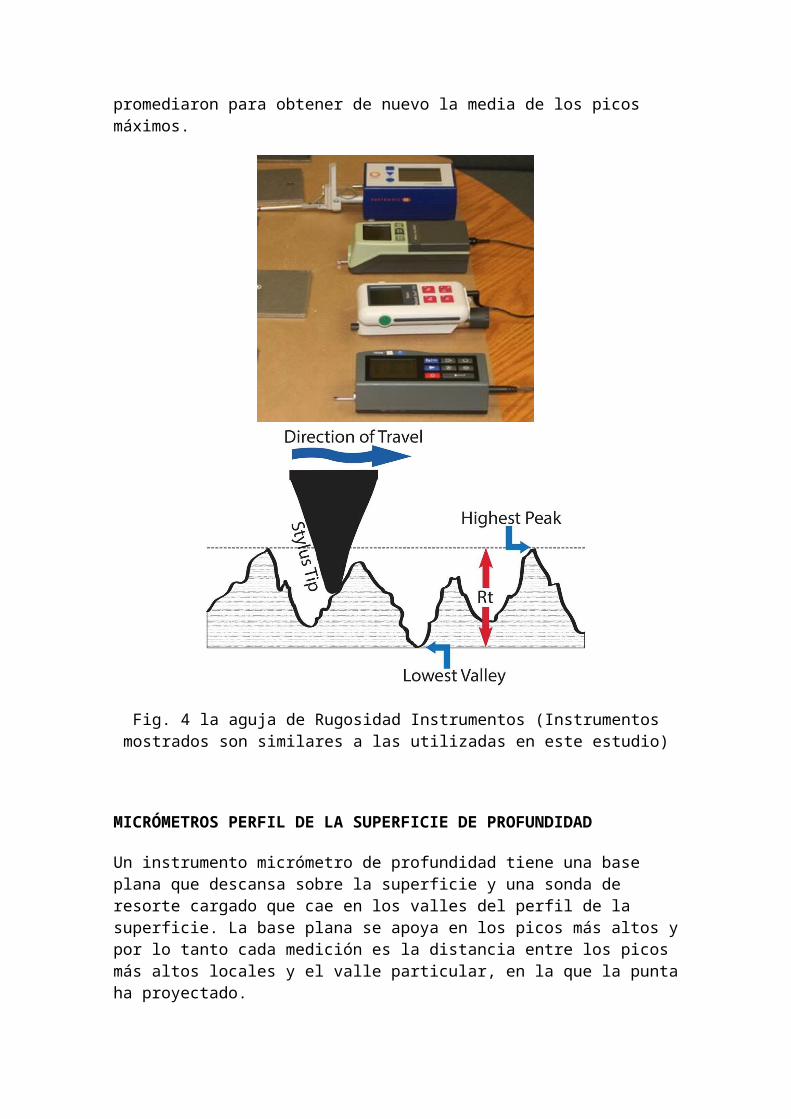
STYLUS RUGOSIDAD INSTRUMENTOS
Una superficie de la aguja rugosidad portátil dispositivo de medición opera por un lápiz de dibujo a una velocidad constante a través de la superficie. El instrumento registra el arriba y abajo aleja el lápiz se desplaza a medida que atraviesa toda la superficie. Mide Rt en el cumplimiento de la norma ISO 4287 10 , donde Rt es la distancia vertical entre el punto más alto y el valle más bajo dentro de cualquier longitud de evaluación dada de 0,5 pulgadas. Cinco de estas huellas se hacen y los valores Rt promediaron para obtener de nuevo la media de los picos máximos.
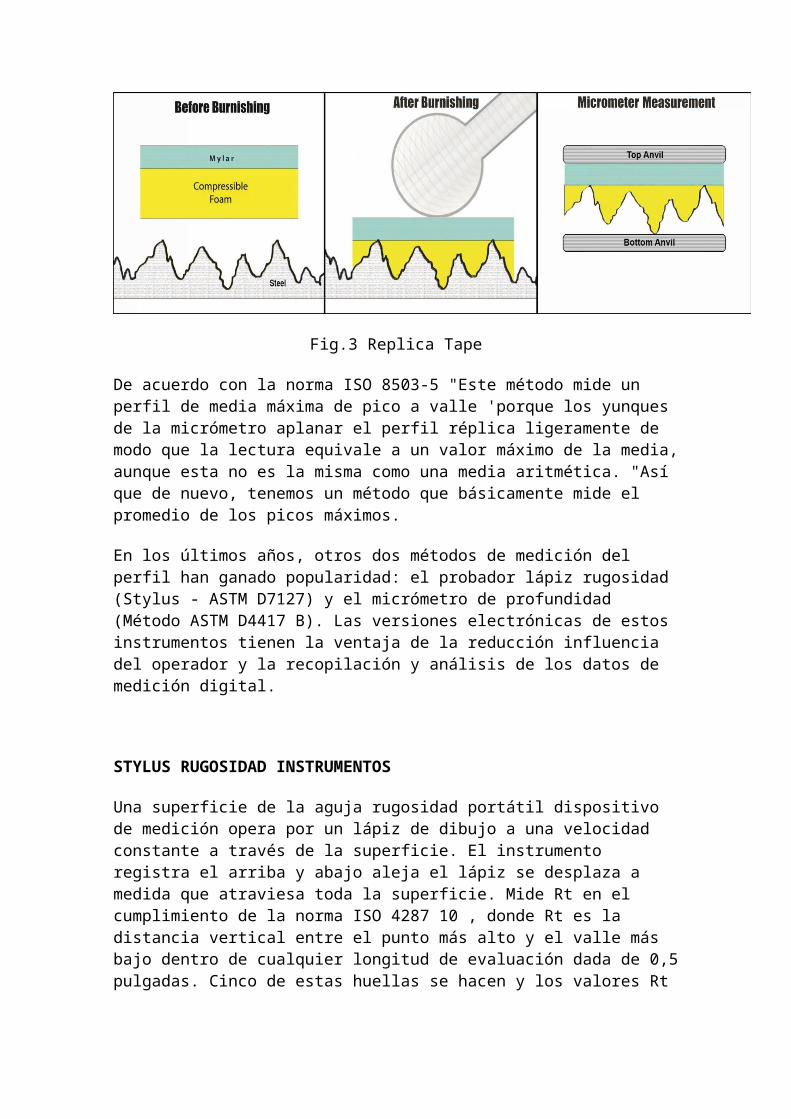
Fig. 4 la aguja de Rugosidad Instrumentos (Instrumentos mostrados son similares a las utilizadas en este estudio)
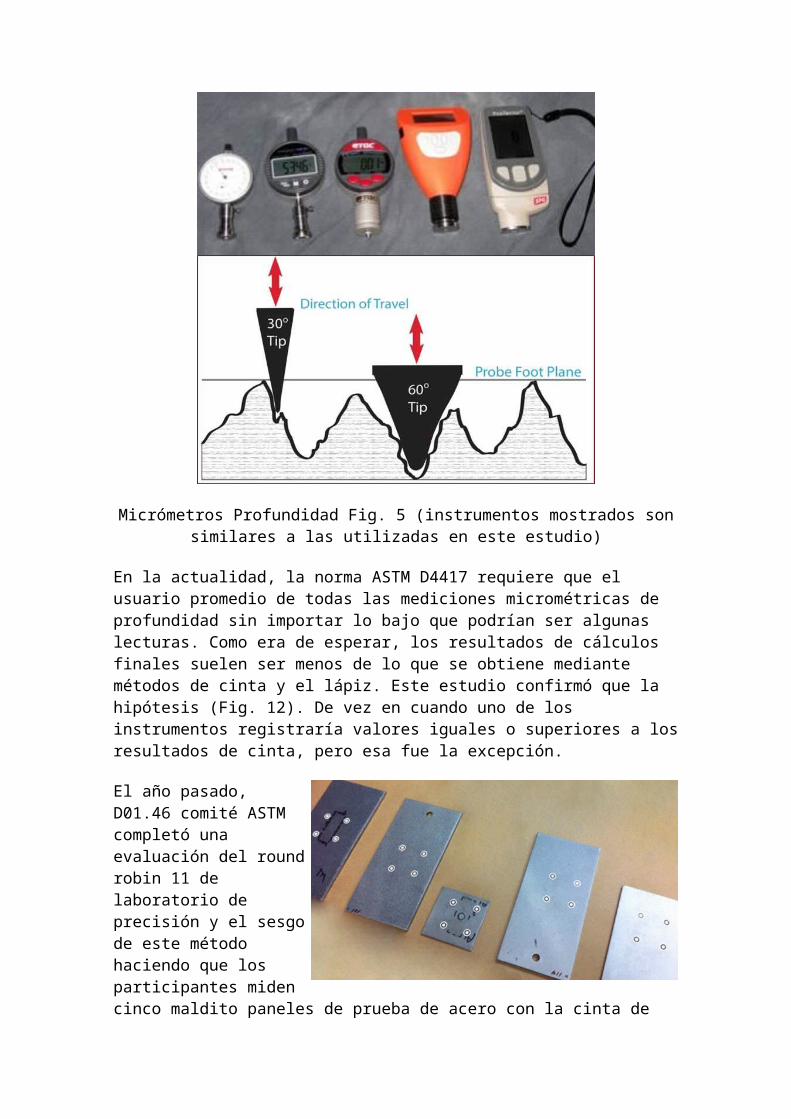
MICRÓMETROS PERFIL DE LA SUPERFICIE DE PROFUNDIDAD
Un instrumento micrómetro de profundidad tiene una base plana que descansa sobre la superficie y una sonda de resorte cargado que cae en los valles del perfil de la superficie. La base plana se apoya en los picos más altos y por lo tanto cada medición es la distancia entre los picos más altos locales y el valle particular, en la que la punta ha proyectado.
Micrómetros Profundidad Fig. 5 (instrumentos mostrados son similares a las utilizadas en este estudio)
En la actualidad, la norma ASTM D4417 requiere que el usuario promedio de todas las mediciones micrométricas de profundidad sin importar lo bajo que podrían ser algunas lecturas. Como era de esperar, los resultados de cálculos finales suelen ser menos de lo que se obtiene mediante métodos de cinta y el lápiz. Este estudio confirmó que la hipótesis (Fig. 12). De vez en cuando uno de los instrumentos registraría valores iguales o superiores a los resultados de cinta, pero esa fue la excepción.
El año pasado, D01.46 comité ASTM completó una evaluación del round robin 11 de laboratorio de precisión y el sesgo de este método haciendo que los participantes miden cinco maldito paneles de prueba de acero con la cinta de réplica y tres instrumentos de lápiz. Seleccionaron instrumentos de lápiz que tenían rango vertical adecuada para ser útil para la medición de las superficies relativamente rugosas de interés para los recubrimientos y revestimientos de la industria. Aun así, el perfil en algunos de los paneles supera los límites de medición de algunos de los instrumentos seleccionados.
Los resultados preliminares confirman una estrecha relación entre la cinta de réplica y los métodos de rugosidad lápiz como ISO concluyó. Cuando se publiquen los resultados
del próximo año, los profesionales del sector tendrán acceso a los datos de correlación fiables.
Eso deja sólo el método micrómetro de profundidad sin un estudio de comparación. Proporcionar correlación entre los tres tipos de dispositivos, este documento propone que las mediciones micrométricas de profundidad se analizaron mediante un método que produce resultados similares a cinta y lápiz resultados y es coherente con sus objetivos de medición, un método llamado "promedio de los picos máximos".
Para obtener este valor, el perfil se mide en un número suficiente de posiciones para caracterizar la superficie, típicamente cinco. En cada lugar, se toman diez lecturas y la lectura más alta se registra. El promedio (media) de todos los lugares se reporta como el perfil de la superficie.
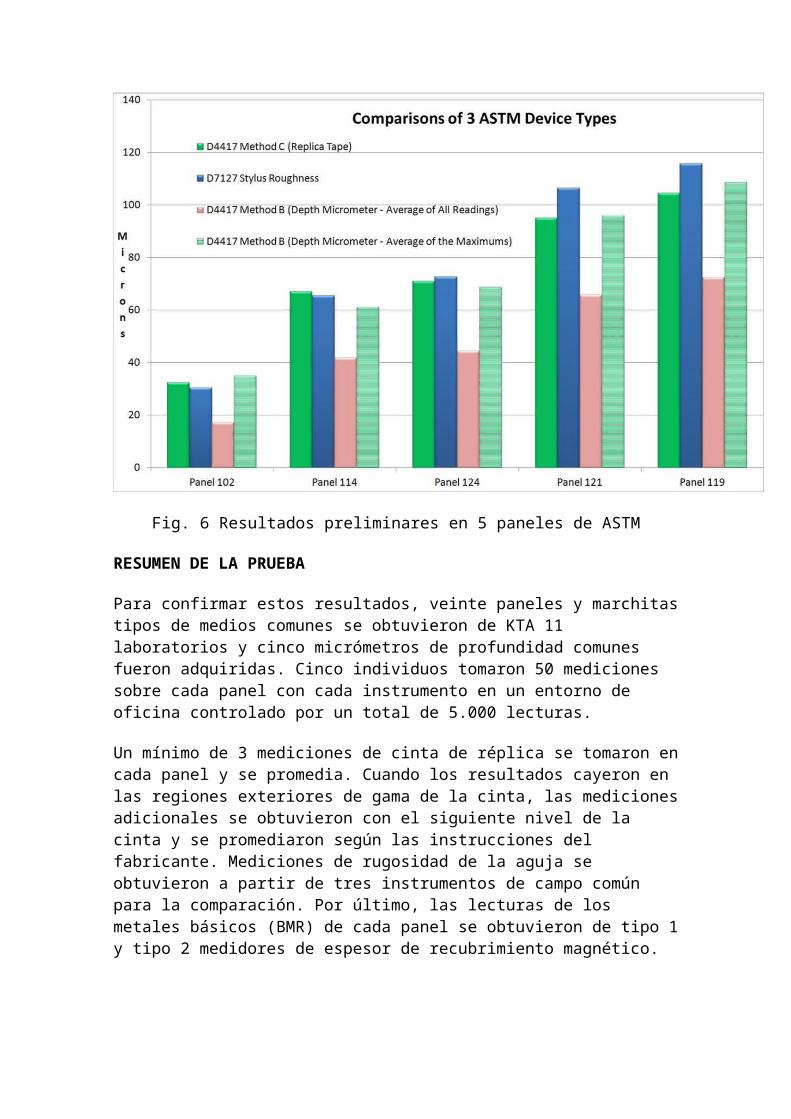
Impulso para este estudio provino de las pruebas preliminares del año pasado en los paneles de la ASTM con un solo instrumento micrómetro de profundidad. Como se muestra en la figura 6, cuando se utilizó el promedio de el método de máxima picos de análisis, micrómetros de profundidad resultados alineados estrechamente con la cinta y de la aguja resultados.
Fig. 6 Resultados preliminares en 5 paneles de ASTM
RESUMEN DE LA PRUEBA
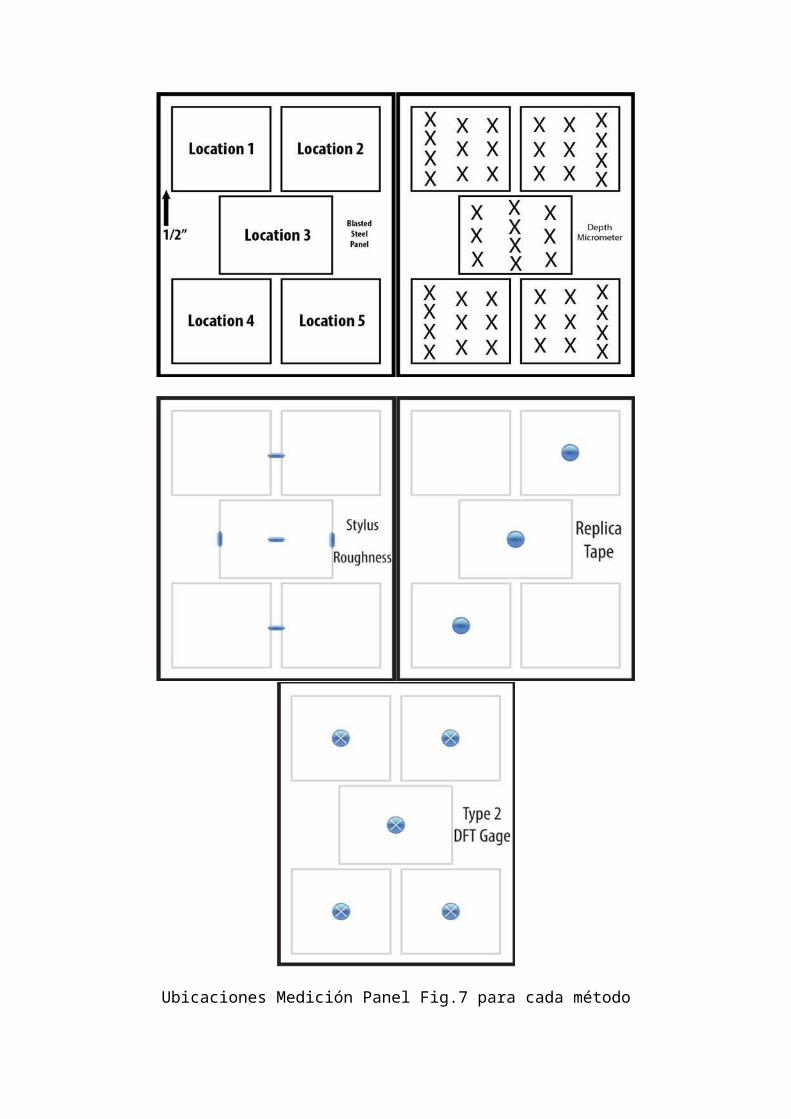
Para confirmar estos resultados, veinte paneles y marchitas tipos de medios comunes se obtuvieron de KTA 11 laboratorios y cinco micrómetros de profundidad comunes fueron adquiridas. Cinco individuos tomaron 50 mediciones sobre cada panel con cada instrumento en un entorno de oficina controlado por un total de 5.000 lecturas.
Un mínimo de 3 mediciones de cinta de réplica se tomaron en cada panel y se promedia. Cuando los resultados cayeron en las regiones exteriores de gama de la cinta, las mediciones adicionales se obtuvieron con el siguiente nivel de la cinta y se promediaron según las instrucciones del fabricante. Mediciones de rugosidad de la aguja se obtuvieron a partir de tres instrumentos de campo común para la comparación. Por último, las lecturas de los metales básicos (BMR) de cada panel se obtuvieron de tipo 1 y tipo 2 medidores de espesor de recubrimiento magnético.
Ubicaciones Medición Panel Fig.7 para cada método
INSTRUMENTOS DFT
DFT sondas miden la distancia desde su punta de la sonda con respecto al plano magnético en el acero. En el plano de acero liso magnético es coincidente con la superficie del acero. En cuanto al acero bruto el plano magnético se encuentra en algún lugar entre el pico más alto y el valle más bajo en el perfil, un lugar que puede ser diferente según el tipo de instrumento. Por lo tanto la rugosidad generalmente causa instrumentos DFT para leer de alta, o un valor positivo.
SSPC-PA 2 y otras normas requieren un factor de corrección se aplica con el fin de compensar este efecto de rugosidad. Comúnmente, una cuña de plástico se coloca sobre el perfil desnudo y mide con el medidor de la DFT. El medidor se ajusta de modo que el resultado coincide con el espesor de la cuña. La cuña simula la acumulación de pintura sobre los picos y el ajuste asegura mediciones del espesor de pintura se toman desde el nivel promedio de los picos del perfil, en lugar de desde el plano magnético.
Para cuantificar el efecto del perfil de medidores DFT, se tomaron medidas en todos los paneles de tipo 1 (mecánica pull-off) y tipo 2 (instrumentos electrónicos) después de haber sido comprobado-cero en acero lisa y plana. El resultado promedio de cinco mediciones se registró para cada panel.
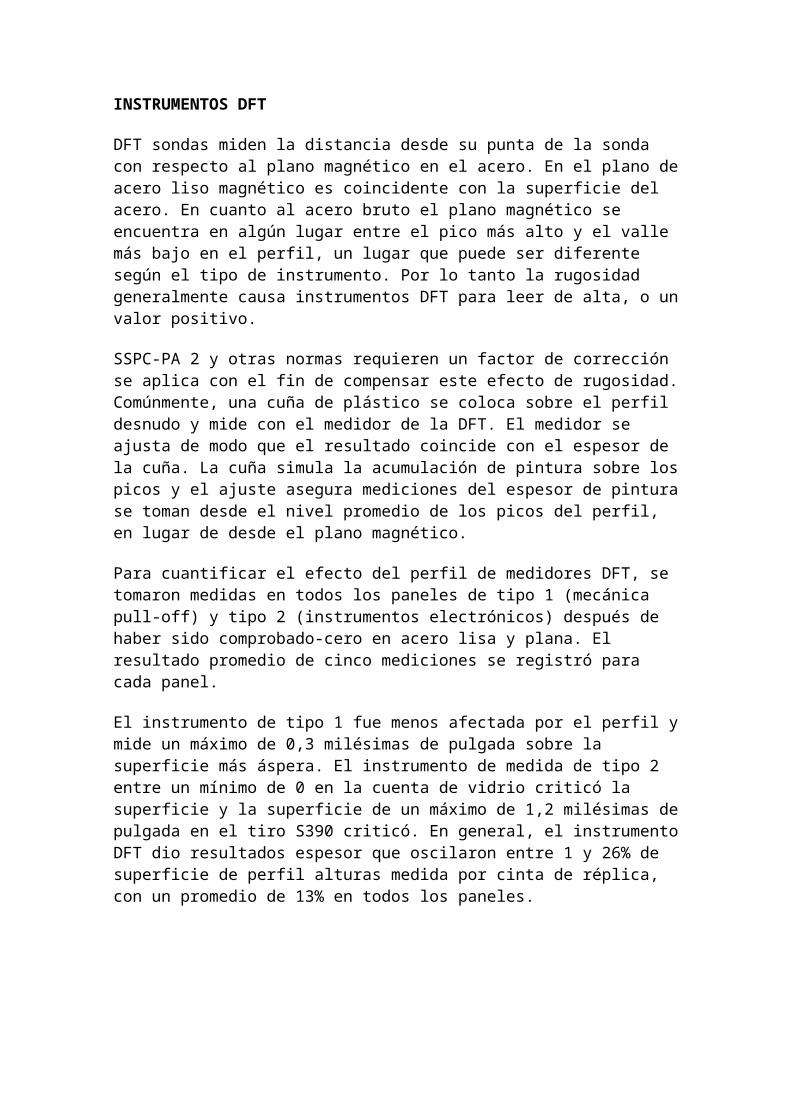
El instrumento de tipo 1 fue menos afectada por el perfil y mide un máximo de 0,3 milésimas de pulgada sobre la superficie más áspera. El instrumento de medida de tipo 2 entre un mínimo de 0 en la cuenta de vidrio criticó la superficie y la superficie de un máximo de 1,2 milésimas de pulgada en el tiro S390 criticó. En general, el instrumento DFT dio resultados espesor que oscilaron entre 1 y 26% de superficie de perfil alturas medida por cinta de réplica, con un promedio de 13% en todos los paneles.
Fig.8 DFT Gage Resultados En comparación con la reproducción de cintas Resultados
OBSERVACIONES GENERALES - PERFIL DE LA SUPERFICIE DE MEDIDA
Algunos rugosidad de la superficie es superior a las capacidades de medición de los métodos de la cinta y el lápiz. La buena práctica sugiere que los grados comerciales de medición permiso de cinta de media perfiles de pico a valle de entre 0,5 a 5,0 milésimas de pulgada. Todos los micrómetros de profundidad utilizados en el estudio se habían extendido los intervalos adecuados para la medición de superficies de acero chorreadas y no lo hizo "max" sobre cualquiera de los paneles.
Varios grupos especiales tienen áreas donde todos los tipos de instrumentos producen valores de alto perfil. Estas variaciones podrían haber sido debido a la naturaleza
inconsistente de voladura a mano. Se puede suponer superficies más grandes tendrían irregularidades similares.
No fue posible realizar pruebas con cada dispositivo en la misma ubicación exacta en cada panel (Fig. 7). Cinta Réplica examinó un área relativamente grande por lo que requiere un menor número de mediciones para caracterizar adecuadamente la superficie. Métodos Stylus y profundidad micrómetro han sondas que muestra un área de superficie mucho más pequeña con punta fina y requiere más mediciones para caracterizar adecuadamente una superficie, por lo tanto. ISO, ASTM, NACE y SSPC guías toman esto en cuenta.
Todos los métodos requieren la configuración inicial y la verificación de la precisión antes de que comenzara la prueba.
El método requerido cinta de réplica exactitud micrómetro se comprueba con un espesor conocido, tal como una cuña de plástico y su línea retroceder 2 milésimas de pulgada para dar cuenta de la capa de plástico no comprimible. Ajustes menores tuvieron que ser hechas durante la prueba para compensar la deriva micrómetro.
Probadores de rugosidad Stylus requiere más configuración. La longitud adecuada evaluación fue de entrada, la presentación de informes parámetros tales como RPC (recuento de pico) y Rt (altura máxima de pico a valle en una longitud de evaluación) se establecieron, y el instrumento tenía que ser colocado con cuidado sobre la superficie del acero chorreado.
Micrómetros de profundidad fueron controlados en cero en una placa de vidrio y de una cuña de espesor conocido antes y después de cada serie de 50 mediciones. Ningún instrumento deriva de cero durante todo el ensayo.
Círculos se observaron en algunos paneles después de la prueba con cinta de réplica. Se cree que eran el resultado de partículas microscópicas conseguir impresionado en la espuma y dejarse llevar cuando la espuma se desprendió. Los rasguños se observaron en algunos paneles después de probar con los instrumentos de lápiz. Se cree que la superficie de acero se modificó ligeramente a medida que el lápiz con punta de diamante fue arrastrado sobre los picos (Fig. 9).
Fig.9 A 400x Magnified Foto del acero chorreado-granate con un rasguño
Se hace evidente durante las pruebas que los resultados de la medición perfil de superficie individuales son menos repetible y tienen una mayor variación que los usuarios han llegado a esperar de las otras formas de medición de la industria tales como el grosor de película seca (DFT), la temperatura o las pruebas de brillo. Si bien podría esperarse que dos mediciones DFT que estar muy cerca, dos mediciones del perfil de superficie pueden diferir considerablemente. Tal es la naturaleza de una superficie de chorro.
Por ejemplo, en un panel de chorreado con una mezcla de arenas Estaurolita gruesas y finas, las mediciones de cinta réplicas oscilaron entre 1,8 y 2,9 milésimas de pulgada, instrumentos de lápiz entre 1,8 y 2,8 milésimas de pulgada, y micrómetros de profundidad entre 0 y 5,6 milésimas de pulgada. Sin embargo, los tres métodos dieron "la media de los picos máximos" Resultados Finales de aproximadamente 2,5 milésimas de pulgada.
Con la misma frecuencia, sin embargo, los tres métodos produjeron resultados que no estaban tan cerca. Resultados de cinta y lápiz a veces variaban hasta en un 30%. En 2 paneles abatidas S280 tiro y el n º 100 de óxido de aluminio de malla, cinta de réplica leer 2,7 milésimas de pulgada en ambos, mientras que el método de lápiz promedió 2,2 milésimas de pulgada más bajos en ambos. Por el contrario el BX-40 arena de sílice, cinta de réplica leer 1,5 milésimas, mientras que el método de lápiz promedió más altos 1.9 mils. Los valores medios obtenidos a partir de tres instrumentos de lápiz eran más altos que los valores de la cinta de réplica en los 4 paneles de arena malditos e inferior en todo el óxido y los paneles de tiro chorreado. Ver Figura 12 para un resumen de cinta de réplica frente a los resultados del lápiz óptico.
OBSERVACIONES - MEDICIÓN MICRÓMETRO PROFUNDIDAD
Se observaron los siguientes puntos al realizar mediciones del perfil de superficie con los micrómetros de profundidad:
1. Loose Contaminante Superficie: Varios paneles generan mediciones de alta atípicos que no se utilizaron en el análisis final. Los participantes informaron de los instrumentos "sacudieron" en la superficie. Esto les alertó sobre la cuestión de los contaminantes de la superficie y por lo tanto evita esas áreas.
2. Lectura Variaciones: Hubo una menor variación de medida en los paneles malditos de arena en comparación con los paneles chorreadas con cuentas de vidrio. De 250 mediciones tomadas con un instrumento en un "x6" x1 / 8 "panel 4 abatidas Garnet, los resultados variaron desde 0,2 hasta 1,9 mm. Cuando se promediaron sólo las lecturas más altas, las 1,2 milésimas de pulgada resultan estaba cerca de la cinta y lápiz resultados.
Bajo lecturas cercanas al cero se registran de vez en cuando. Ellos fueron probablemente causadas cuando un pico grande empujó la punta de la sonda hasta cerca del plano del pie del instrumento. Un promedio de sólo los valores máximos evita estas lecturas bajas de influir en el resultado final.
La lectura más alta en el ejemplo anterior de 1,9 milésimas es también de interés. Esto parecería indicar una sola, en el fondo del valle en el que la punta de la sonda descendía, un gran pico en el perfil que eleva el pie del micrómetro de profundidad, o la ondulación de la superficie. De cualquier manera, fue sólo uno de los resultados de los muchos que se promedian para obtener una medición del perfil significativo.
3. Número de mediciones para el análisis: Cuando sólo 3 lecturas fueron tomadas en cada lugar en los paneles, los resultados no se correlacionan estrechamente con los resultados de cinta, lo que sugiere un número insuficiente de lecturas. Cuando se utilizaron 5 lecturas por ubicación, los resultados finales estaban más cerca de los resultados de cinta. Aumentar el número de lecturas a 10 por ubicación (por ASTM) elimina la aleatoriedad aparente en los resultados y proporciona mejor correlación con los métodos de cinta y de la aguja. Más mediciones hicieron poco para mejorar los resultados.
La reducción del número de localizaciones 5-3 hizo poca diferencia a los resultados generales. Esto sugiere un mínimo de 10 lecturas en cada uno de 3 ubicaciones caracteriza suficientemente una superficie chorreada perfil.
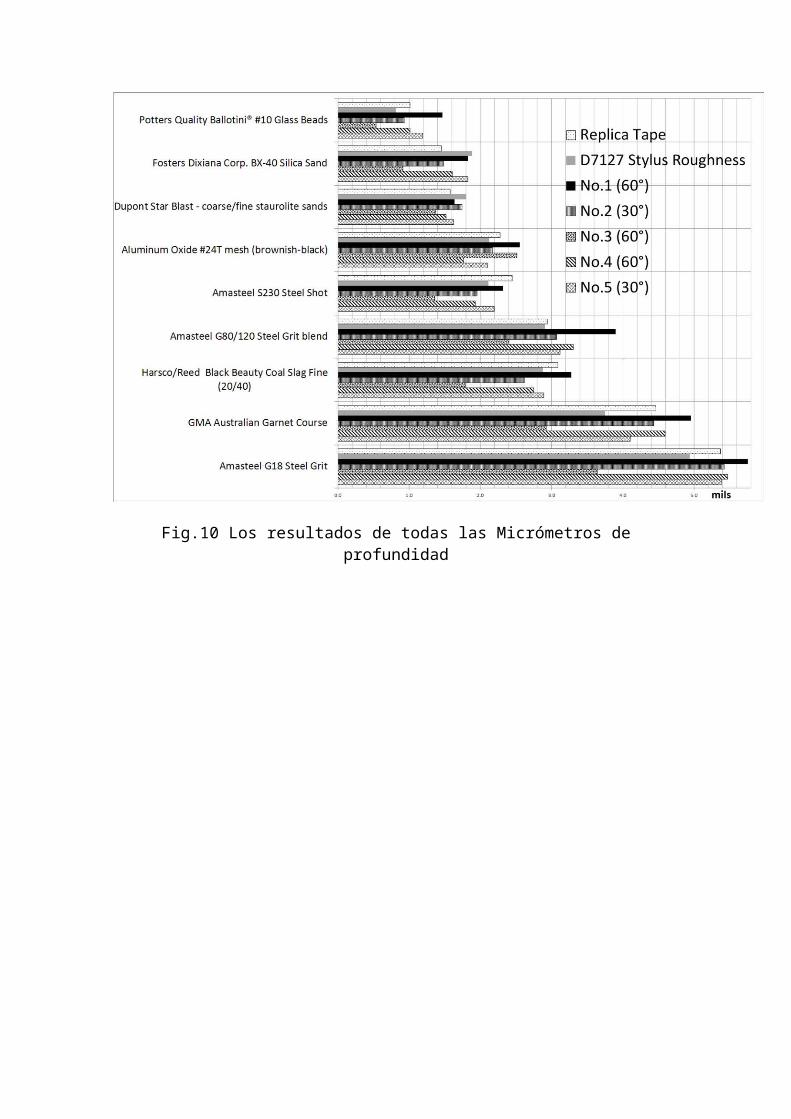
4. Diferencia en los resultados entre Micrómetros de profundidad: Los micrómetros de profundidad utilizados en este estudio tenía puntas de las sondas que fueron mecanizadas a 30 ° y 60 ° ángulos incluidos. Sus presiones de primavera eran entre 70 y 125 g de fuerza. Los instrumentos con 30 ° sondas a menudo producen resultados más bajos que los instrumentos con 60 ° sondas. Los instrumentos con las fuerzas de la sonda débiles en general, producen resultados más bajos que los instrumentos con grandes fuerzas de la sonda. Esto sugiere ángulo de punta de la sonda y la fuerza en la punta de la sonda pueden afectar los resultados de medición (Fig. 10).
Se examinaron las fotos de alta resolución de las puntas de las sondas. Todas las puntas miden correctamente 30 o 60 ° como se anuncia, pero su radio de punta variaba considerablemente. Algunos fueron detenidos correctamente. Otros mostraron extremos aplanados o cincelados (Fig. 11).
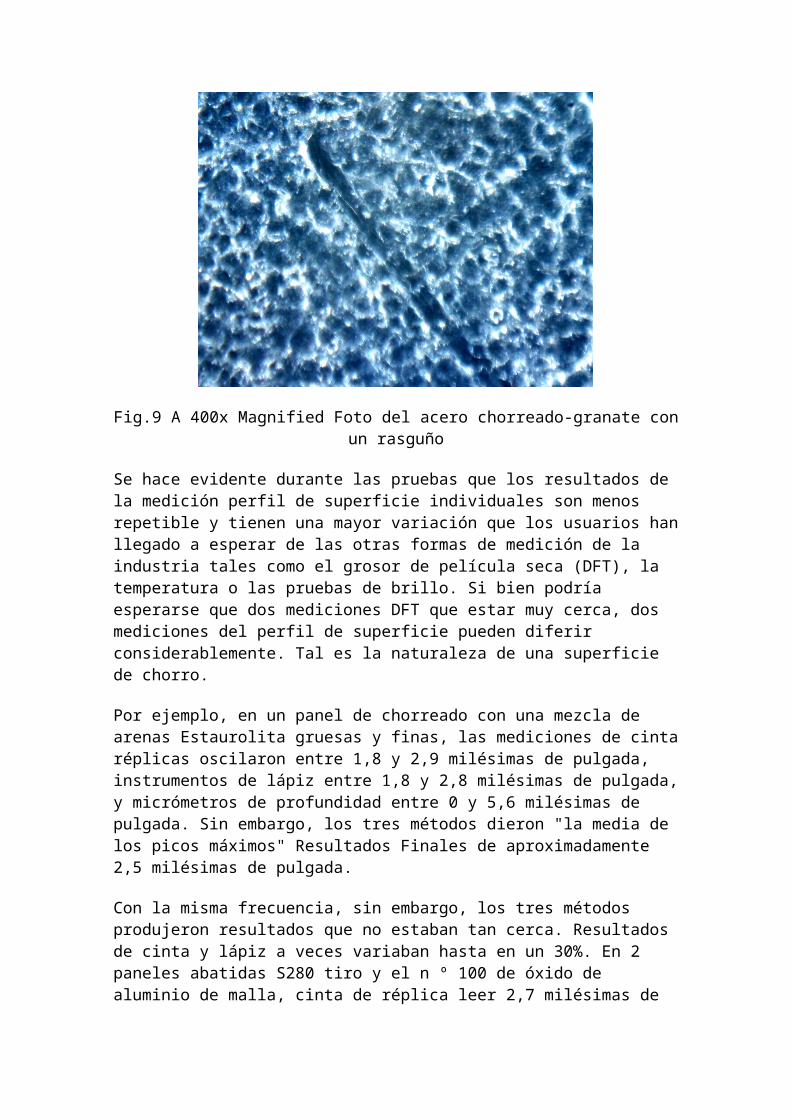
Fig.10 Los resultados de todas las Micrómetros de profundidad

Fig.11 Lo y Hi Res Fotos de Varios Consejos micrómetro de profundidad
5. Métodos de análisis: Cuando 50 lecturas de cada micrómetro de profundidad se promedian según la norma ASTM D4417, las mediciones de la altura del perfil resultantes eran casi siempre más bajos que tanto la cinta y el lápiz. Cuando sólo los valores máximos de cada lugar se promediaron los resultados mejor correlacionados tanto con la cinta y el lápiz óptico (Fig. 12).
Fig. 12 Comparación de los métodos de medición de resultados de todos los instrumentos de un tipo se combinan
CONCLUSIONES Y DEDUCCIONES
Los resultados de este estudio confirman una estrecha relación entre la cinta y las mediciones del lápiz como se muestra por primera vez por ASTM round robin prueba del año pasado. Los resultados también revelaron información interesante sobre el tipo de dispositivo tercera medición, el perfil de la superficie micrómetros de profundidad, lo que logra resultados comparables a la cinta y de la aguja cuando se utilizó "promedio de la máxima picos" enfoque de análisis (Fig. 12).
La superficie del acero chorreado en cualquier punto es una variación aleatoria, por lo que un número de lecturas deben ser tomadas. El objetivo es hacer la evaluación pico máximo a las determinaciones del valle. Mediciones individuales de la superficie de una superficie de metal con chorro de abrasivo varían considerablemente de una zona a otra a través de una superficie dada. ¿Cómo se combinan estas mediciones depende del parámetro requerido para el trabajo que podría ser la altura media de pico a valle, su máximo, o incluso algo más. Mediante el empleo de la "media de la máxima picos" enfoque de análisis, un micrómetro de profundidad da mediciones de perfiles de superficie fiables que se corresponden estrechamente con cinta de réplica y lápiz rugosidad resultados probador.
1. Organización Internacional de Normalización (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginebra 20, Suiza
2. Preparación de sustratos de acero antes de la aplicación de pinturas y productos relacionados - características de la superficie de rugosidad de los substratos de acero chorreadas - Parte 1: Especificaciones y definiciones de la ISO comparadores perfil de la superficie para la evaluación de las superficies de arenado abrasivo
3. ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 194284. ASTM D7127 "Método de prueba estándar para la medición de la rugosidad de
la superficie del chorro abrasivo limpiado las superficies metálicas con un instrumento electrónico portátil Stylus" (West Conshohocken, Pensilvania: ASTM)
5. ASTM D4417 "Métodos de prueba estándar para la medición de campo de perfil de superficie de acero chorreadas" (West Conshohocken, Pensilvania: ASTM)
6. De la norma NACE RP0287-2002, "Medición del campo de perfil de superficie de abrasivos Superficies de acero arenado Uso de una cinta de la reproducción". (Houston, TX: NACE, 2002)
7. ISO 8503-2 Preparación de sustratos de acero antes de la aplicación de pinturas y productos relacionados - Características de rugosidad superficial de los sustratos de acero arenado - Parte 2: Método para la clasificación de perfil de la superficie de acero arenado abrasivo - Procedimiento Comparador
8. Los resultados del grupo de trabajo de la NACE T-6G-19 pruebas round robin. Comité Técnico NACE Reportar 6G176 (retirado). "Limpieza y Anchor Patrones disponibles mediante centrífuga limpieza a chorro de Nueva Steel" (Houston, TX: NACE International). (Disponible a partir de NACE Internacional, ya que sólo un documento histórico.)
9. Con este resumen estadístico se realizó con unidades imperiales. Para convertir a las unidades métricas, utilice 1 mil = 25,4 micrones (micras).
10. ISO 4287: 1997 Especificaciones Geométricas producto de textura (GPS)-Surface: Perfil Método de-Términos, definiciones y parámetros de superficie
11. KTA-Tator, Inc. (KTA), 115 Tecnología Drive, Pittsburgh, PA 15275 EE.UU..
DAVID BEAMISH es Presidente de DeFelsko Corporation, un fabricante con sede en Nueva York, de instrumentos de prueba de revestimiento de mano que se venden en todo el mundo. Él tiene una licenciatura en Ingeniería Civil y cuenta con más de 25 años de experiencia en el diseño, fabricación, y comercialización de estos instrumentos de la prueba en una variedad de industrias internacionales, incluyendo la pintura industrial, inspección de calidad, y la fabricación. Él lleva a cabo seminarios de formación y es un miembro activo de varias organizaciones, entre ellas la NACE, SSPC, ASTM e ISO.