Embed Size (px)
DESCRIPTION
Skripta za predmet.
Citation preview

Универзитет у Београду Машински факултет
К А Т Е Д Р А З А П Р О И З В О Д Н О М А Ш И Н С Т В О
АУДИТОРНЕ ВЕЖБЕ ИЗ МЕНАЏМЕНТА КВАЛИТЕТОМ
Предметни наставник
Проф. др Видосав Мајсторовић, дипл. маш.инж.
Кабинет 246, Консултације: среда, 930-1030 час. Асистент Славенко Стојадиновић, дипл. маш.инж.
Кабинет 257/3, Консултације: среда, 10-12 час.
Октобар 2011.

КАТЕДРА ЗА ПРОИЗВОДНО МАШИНСТВО ЗИМСКИ СЕМЕСТАР 2011/12. г. – ПЕТА ГОДИНА
Распоред извођења аудиторних вежби и прегледа самосталних задатака из предмета
МЕНАЏМЕНТ КВАЛИТЕТОМ Радна недеља
Аудит. вежба
Самост. задатак
Преглед задатака Тема аудиторне вежбе Обим у
шк.час. 1 1 1,2 Једностука линеарна регресија и аналитички метод 3 2 - - 3 3 2 3,4 Тестирање хипотеза и контролне карте 3 4 - - 3 5 3 5 Планови пријема 3 6 - - 3 7 4 6 Мерни ланци 3 8 - - 3 9 5 - Аналитички метод 2 3 10 - - 3 11 6 - Метод статистичког тестирања хипотеза 3 12 - - 3 13 7 - Метод статистичких оцена и контролне карте 2 3 14 - - 3
Напомена: У радним недељама 9,11 и 13 преостало време биће посвећено прегледу самосталних задатака.
Потребна литература за израду самосталних задатака из предмета МЕНАЏМЕНТ КВАЛИТЕТОМ
Станић, Ј., Управљање квалитетом производа - методи I, Машински факултет Београд.
Станић, Ј., Управљање квалитетом производа - методи II, Машински факултет Београд.
Станић, Ј., Основи теорије мерних ланаца, Машински факултет Београд. Нешић, Н., Скрипта - аудиторне вежбе и решени испитни задаци из предмета Управљања квалитетом производа.
Аудиторне вежбе и преглед самосталних задатака из предмета Менаџмент квалитетом, одржаваће се сваке недеље у сали 239 (Cent), уторком од 10:00 до 12:45 часова. Консултације за израду самосталних задатака из предмета Менаџмент квалитетом поред наведених термина у табели, одржаваће се и средом од 10 до 12 часова у кабинету 257/3 (Cent).
Организатор вежби из МК асист. Славенко Стојадиновић
У Београду, 2.10.2011.

АУДИТОРНА ВЕЖБА БР. 1. ЈЕДНОСТРУКА ЛИНЕАРНА РЕГРЕСИЈА И
АНАЛИТИЧКИ МЕТОД

Nenad Nešić IE 04/05 UKP1 – AudVež1
Prva auditorna vežba iz Upravljanja kvalitetom proizvoda 1
JEDNOSTRUKA LINEARNA REGRESIJA I ANALITIČKI METOD (preporuke za izradu 1. i 2. samostalnog zadatka)
1. Jednostruka linearna regresija (1. samostalni zadatak)
Tekst: Istraživanjem međusobne zavisnosti između parametara kvaliteta konformnosti (tačnost obrade i habanje alata), na jednoj NUMA, došlo se do sledećih zavisnosti (tabela 1):
TABELA 1
x [µm] 26 29 33 39 43 y [µm] 4 5 6 8 9 10 11 12 13 15 16 17 19 20 21
Potrebno je: (a) odrediti i nacrtati krivu regresije; (b) proveriti adekvatnost jednačine regresije; (c) odrediti interval poverenja u tački x = 43, za Pgs = 95%.
Rad: (a) Određivanje i crtanje krive regresije Potrebno je prvo izračunati koeficijent korelacije, da bi se odredilo o kakvoj se regresiji radi. Za taj proračun, kao i za kasnija izračunavanja, formiramo pomoćnu tabelu (tabela 2, na narednoj strani). Ukupan broj uzoraka iznosi:
( ) ( ) 15I1n =Σ=Σ= . Broj različitih vrednosti karakteristike x iznosi: m = 5. Aritmetičke sredine karakteristika x i y su:
n m
j j i ij 1 i 1
1 1 (2)x f x f x 34n m (1)= =
Σ= = = =
Σ∑ ∑ mµ m4.12)I()II(yf
n1y
n
1jjj µ=
ΣΣ
== ∑=
Standardne devijacije (varijanse, disperzije):
( )
( ) m30157.5y)I()III(yny
n1yy
n1
m26099.6x)1()3(xnx
n1xx
n1
22n
1j
2j
n
1j
2jy
22m
1i
2i
m
1i
2ix
µ=−Σ
Σ=⎟
⎟⎠
⎞⎜⎜⎝
⎛−⎟⎟
⎠
⎞⎜⎜⎝
⎛=−=σ
µ=−ΣΣ
=⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟
⎠⎞
⎜⎝⎛=−=σ
∑∑
∑∑
==
==
Kovarijacija slučajnih tačaka:
( )( ) ( )( )
2m
1i
n
1jjiji
m
1i
n
1jjiij
m
1i
n
1jjiijxy m6.32yx
15yxyfx
n1yxnyxf
n1yyxxf
n1C µ=⋅−
ΣΣ
=⋅−⎟⎟⎠
⎞⎜⎜⎝
⎛=⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅⋅−=−−= ∑ ∑∑∑∑∑
= == == =
Koeficijent korelacije:
98213.0C
ryx
xyxy =
σσ=
Pošto je 0.95 ≤ 0.98213 = rxy ≤ 1 sledi da postoji praktično funkcionalna zavisnost između x i y i to linearna.
1 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
TABELA 2
xi i=(1, ... , m) KORELACIONA TABLICA 26 29 33 39 43
fj( I )
fj⋅yj( II )
fj⋅yj2
( III ) 4 1 0 0 0 0 1 4 16 5 1 0 0 0 0 1 5 25 6 1 0 0 0 0 1 6 36 8 0 1 0 0 0 1 8 64 9 0 1 0 0 0 1 9 81 10 0 1 0 0 0 1 10 100 11 0 0 1 0 0 1 11 121 12 0 0 1 0 0 1 12 144 13 0 0 1 0 0 1 13 169 15 0 0 0 1 0 1 15 225 16 0 0 0 1 0 1 16 256 17 0 0 0 1 0 1 17 289 19 0 0 0 0 1 1 19 361 20 0 0 0 0 1 1 20 400
yj
j=(1, ... , n)
21 0 0 0 0 1 1 21 441 fi (1) 3 3 3 3 3 Σ(1)= Σ(I)=15 Σ(II)=186 Σ(III)=2728
iixf (2) 78 87 99 117 129 Σ(2)=510 2iixf (3) 2028 2523 3267 4563 5547 Σ(3)=17928
∑=
n
1jjijyf (4) 15 27 36 48 60 Σ(4)=186
∑=
=n
1jjijiij yfxy (5) 390 783 1188 1872 2580 Σ(5)=6813
iy (6) 5 9 12 16 20
(videti izraz ispod tablice) (7) 2 2 2 2 2 Σ(7)=10
fi–1 (8) 2 2 2 2 2 Σ(8)=10 2i1s (9) 1 1 1 1 1
iy (10) 5.747 8.242 11.568 16.558 19.885 2
ii )yy( − (11) 0.558 0.575 0.186 0.312 0.013 Σ(11)=1.6439 2
iii )yy(f − (12) 1.674 1.724 0.559 0.935 0.040 Σ(12)=4.93162
ii )xx(f − (13) 192 75 3 75 243
( ) ( ) 2f
2 s1fyyi
⋅−=−
Pvr
Zaza
U
sl
i1i1j
iij∑=
otrebno je proveriti signifikantnost dobijenog koeficijenta regresije. Najpre određujemo računsku ednost parametra t (tr), prema sledećem obrascu:
8165.18r12nrt 2xy
xyr =−−
=
Pgs = 0.95 i broj stepeni slobode k = n – 2 = 15 – 2 = 13, prema tab.IV, UKP M2 (koristimo tablice Studentovu raspodelu, jer je n < 30), dobijamo teorijsku vrednost parametra t (tt):
tt = 2.16. poređujemo računsku i teorijsku vrednost parametra t. Pošto je:
tr = 18.8165 > tt = 2.16 edi da je rxy signifikantan, tj. između odnosnih karakteristika postoji određena korelacija.
2 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
Opšti oblik krive regresije glasi:
xaay 10 +=
pri čemu koeficijente a0 i a1 izračunavamo prema:
8755.15xaya
83163.0ra
10
x
yxy1
−=−=
=σ
σ=
Tako dobijamo jednačinu regresije: x83163.08755.15y ⋅+−=
Vrednosti regresione funkcije u karakterističnim tačkama su izračunate i date u tabeli 3. TABELA 3
x [µm] 26 29 33 39 43 y [µm] 5.7470 8.2418 11.5684 16.5582 19.8847
Dijagram prave regresije prikazan je slikom 1.
Slika 1: Prava regresije
0
5
10
15
20
25
25 30 35 40 45x (u mikrometrima)
y (u
mik
rom
etrim
a)
3 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
(b) Provera adekvatnosti jednačine regresije Adekvatnost jednačine regresije proveravamo pomoću Fišerovog testa. Najpre izračunavamo računski Fišerov parametar (Fr), prema sledećem obrascu:
21
22
r ssF =
gde se nepoznate disperzije i računaju prema obrascima: 22s 2
2s
( )
( )( )( ) 1
11
87
1f
s1fs m
1ii
2i1
m
1ii
21 ==
ΣΣ
=−
⋅−=
∑
∑
=
= ( ) ( ) 6439.1
2m12
2m
yyfs
m
1i
2iii
22 =
−Σ
=−
−=
∑=
pri čemu su:
( )
( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( ) 113
202120202019S
113
161716161615S
113
121312121211S
113
9109998S
113
565554S
yy1f
1s
222215
222214
222213
222212
222211
f
1j
2iij
i
2i1
i
=−
−+−+−=
=−
−+−+−=
=−
−+−+−=
=−
−+−+−=
=−
−+−+−=
−−
= ∑=
Disperzija predstavlja ocenu nepoznate disperzije rasporeda osnovnog skupa slučajnih veličina y
21s 2
yσ
j. Ova disperzija je u vezi sa greškama postavke eksperimenta, ili greškama merenja – dakle sa greškama identifikacije parova karakteristika x i y.
Disperzija predstavlja ocenu nepoznate disperzije 22s 2
yσ empirijskog niza ( )m,...,1iyi = u odnosu na odgovarajuće regresione (modelske) vrednosti. Tako dobijamo računsku vrednost Fišerovog parametra:
6439.1ssF 2
1
22
r ==
Teorijsku vrednost Fišerovog parametra (Ft) nalazimo na osnovu tab.X, UKP M2, za stepene slobode:
k1 = m – 2 = 3 i 10515mfkk
1ii2 =−=−= ∑
=
kao i za zadatu vrednost praga značajnosti:
α = 1 – Pgs = 1 – 0.95 = 0.05. Tako dobijamo sledeću vrednost teorijskog Fišerovog parametra:
Ft = 3.71. Pošto je Ft > Fr možemo zaključiti da se hipoteza o adekvatnosti linearne regresije prihvata.
4 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
(c) Određivanje intervala poverenjaNajpre ocenjujemo disperziju rasporeda osnovnog skupa u odnosu na respektivne vrednosti : iy
( )
( ) ( )( ) ( )
( ) 64278.013
6439.1102mm1
117
2m1f
yys)1f(s m
1ii
m
1i
m
1i
2ii
2i1i
23 =
−=
−+−ΣΣ−Σ
=−+−
−+⋅−=
∑
∑ ∑
=
= = .
Statističke granice tolerancije eksperimentalne veličine y se nalaze na sledećem rastojanju od regresione linije:
3pty σ⋅=∆ .
Veličinu disperzije osnovnog skupa definišemo jednačinom: σ3 = γ·s3, a vrednost parametra γ nalazimo prema jednačini:
1.35785 152
96.11 n2
z1 =⋅
+=⋅
+=γ α
gde je Zα = 1.96, prema tab.III, UKP M2, uz napomenu: Zα = t iz pomenute tablice. Vrednost parametra tp određujemo na osnovu Pgs = 2S(tp,k) = 0.95, prema tab.IV, UKP M2, za broj stepeni slobode: k = 15 – 2 = 13. Na osnovu tih podataka dobijamo:
tp = 2.16
35144.264278.035785.116.2stty 3p3p =⋅⋅=⋅γ⋅=σ⋅=∆ .
Donja i gornja granica intervala poverenja za eksperimentalnu veličinu y određene su jednačinama:
x8316.05240.1335144.2x8316.08755.15yyGG
x8316.02269.1835144.2x8316.08755.15yyDG
y
y
+−=++−=∆+=
+−=−+−=∆−=
Vrednosti granica intervala u tački x = 43 µm iznose:
2361.223514.28847.19yyGG
5333.173514.28847.19yyDG
43y
43y
=+=∆+=
=−=∆−=
odnosno, za x = 43 µm: 17.5333 < y43 < 22.2361.
Granice intervala poverenja za regresionu karakteristiku nalazimo prema: y
yyDG
yyGG
y
y
∆−=
∆+= ( )
( )2m
1ii
m
1i
2i
22p
xxn
xxn12n
sty
⎟⎠⎞
⎜⎝⎛−
−+⋅
−
⋅=∆
∑∑==
Prethodno je potrebno odrediti sledeću standardnu devijaciju, prema izrazu:
( )∑∑= =
−=m
1i
n
1j
2iij yy
n1s .
5 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
Kad se u taj izraz zamene konkretne vrednosti dobija se:
( ) ( ) ( )( ) ( ) ( )( ) ( ) ( )( ) ( ) ( )( ) ( ) ( )
997719.0
8847.19218847.19208847.1919
5582.16175582.16165582.1615
5684.11135684.11125684.1111
2418.8102418.892418.88
7469.567469.557469.54
151s
222
222
222
222
222
=
⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
−+−+−+
−+−+−+
−+−+−+
−+−+−+
−+−+−
= .
Ova vrednost disperzije omogućava da se izračuna vrednost širine intervala poverenja za regresionu karakteristiku , u okolini tačke x = 43 µm: y
( )( ) ( )
6815.0
32
3315
3443151215
997719.016.2y 2
22
43 =
⎟⎠⎞
⎜⎝⎛ Σ
−Σ
⋅
−+⋅
−⋅
=∆ ,
pa odgovarajuće granice intervala iznose:
5662.206815.08847.19yyGG
2032.196815.08847.19yyDG
434343y
434343y
=+=∆+=
=−=∆−=
odnosno:
19.2032 < < 20.5662. 43y
Preostaje još samo da se na dijagramu regresione prave docrtaju dobijene granice intervala poverenja za eksperimentalnu (duž čitave regresione prave) i regresionu karakteristiku (samo u okolini tačke x = 43 µm). Slika 2: Prava regresije sa ucrtanim intervalima poverenja
0
5
10
15
20
25
25 30 35 40 45
x (u mikrometrima)
y (u
mik
rom
etrim
a)
yDG
43yDG
43yGGyGG
6 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1 2. Analitički metod (2. samostalni zadatak) DECEMBAR 2000, Gr1, Zad2
Tekst:
Na automatu se uzdužnim struganjem obrađuje otvor , dužine 60 mm, sa sledećim režimom: v = 60 m/min, s = 0.15 mm/o i a = 2 mm. Alat je regulisan na radnu meru x
mm 52 x 06.0 04.0
+−∅=
r = 25 mm. Ostali uslovi obrade su:
• Alat je regulisan metodom probnih komada sa nPK = 6, ∆p = 0.015 mm i ∆m = 0.01 mm; • Slučajna greška: ∆sl = 0.03 mm = const.; • Otpor prodiranja: F2 = 300·a·s 0.6 [N]; • Krutost obradnog sistema u kritičnom preseku: KS = 3·104 N/mm; • Temperaturna dilatacija noža: ∆L = 0.02 mm; i • Zavisnost parametra habanja BL [mm] (širina pojasa habanja na leđnoj površini noža) od
vremena rezanja t [min] data je obrascem: BL = 4·10–5·tn; • Nož je izrađen od specijalnog materijala, čija postojanost iznosi više od 500 min; i • Leđni ugao noža: α = 6o50`.
Potrebno je: a) Skicirati krivu habanja alata ako je do prvog periodičnog regulisanja alata obrađeno ukupno 500
komada radnih predmeta; b) Utvrditi novu vrednost xr pri kojoj se može obraditi maksimalna količina tačnih izradaka; i c) Izračunati maksimalni broj komada iz prethodne tačke.
Rad: a) Ukupna greška obrade se računa prema sledećem obrascu:
2n
2m
2p
2.slhe ∆+∆+∆+∆+∆−∆+∆=∆ θ .
Greška usled elastičnih deformacija noža se računa prema obrascu:
3000015.023002
KksaC2
KF2 6.01
s
Fyx
2
s
2e
2
22 ⋅⋅⋅=
⋅=
⋅=∆ ,
i iznosi: 0128.0e =∆ mm.
Greška usled toplotnih dilatacija noža se računa prema obrascu:
02.02l2 ⋅=∆⋅=∆θ , i iznosi:
04.0=∆θ mm.
Greške postavljanja alata, metoda merenja i slučajna greška su zadate, i iznose, sukcesivno: 015.0p =∆ mm, 01.0m =∆ mm, 03.0.sl =∆ mm.
Greška metoda probnih komada se računa prema obrascu:
603.0
nPK
.sln =
∆=∆ ,
i iznosi: 01225.0n =∆ mm.
7 / 10
Nenad Nešić IE 04/05 UKP1 – AudVež1 Ukupna slučajna greška se računa prema obrascu:
22222n
2m
2p
2.slII 01225.001.0015.003.0 +++=∆+∆+∆+∆=∆ ,
i iznosi: 0371.0II =∆ mm.
Proveravamo sledeći uslov:
0499.00371.00128.004.0 IIe =+=∆+∆<=∆θ [mm]. Pošto vidimo da je pomenuti uslov ispunjen, a radi se o prostrugivanju, zaključujemo:
dr xx −≤∆ , odnosno:
( ) 04.004.02525 ≤∆⇒−−≤∆ mm. Kada se ovaj zaključak primeni na obrazac za izračunavanje ukupne greške obrade, dobija se vrednost greške usled habanja noža:
0371.004.00128.004.0 h +−∆+= koja iznosi:
0301.0h =∆ mm. Sada imamo sve podatke za izračunavanje širine pojasa habanja na leđnoj površini noža, preko obrasca:
1260.0`506tg
20301.0
tg2
tgBB o
h
rL ==
α
∆
=α
= mm.
Vreme rezanja određujemo prema sledećem obrascu:
15.01000605006025
vsNlDt max
⋅⋅⋅⋅π⋅
=⋅
⋅⋅π⋅= ,
i ono iznosi: 799.261t = min.
U izrazu koji daje vezu između BL i t nepoznat je koeficijent n, koji dobijamo sledećim transformacijama:
⇒−+⋅=⇒⋅⋅= − 54logtlognBlogt104B Ln5
L
8.261log54log1260.0logn +−
= ,
i koji iznosi: 447.1n = .
200100 300 400 500 6000
200
100
300
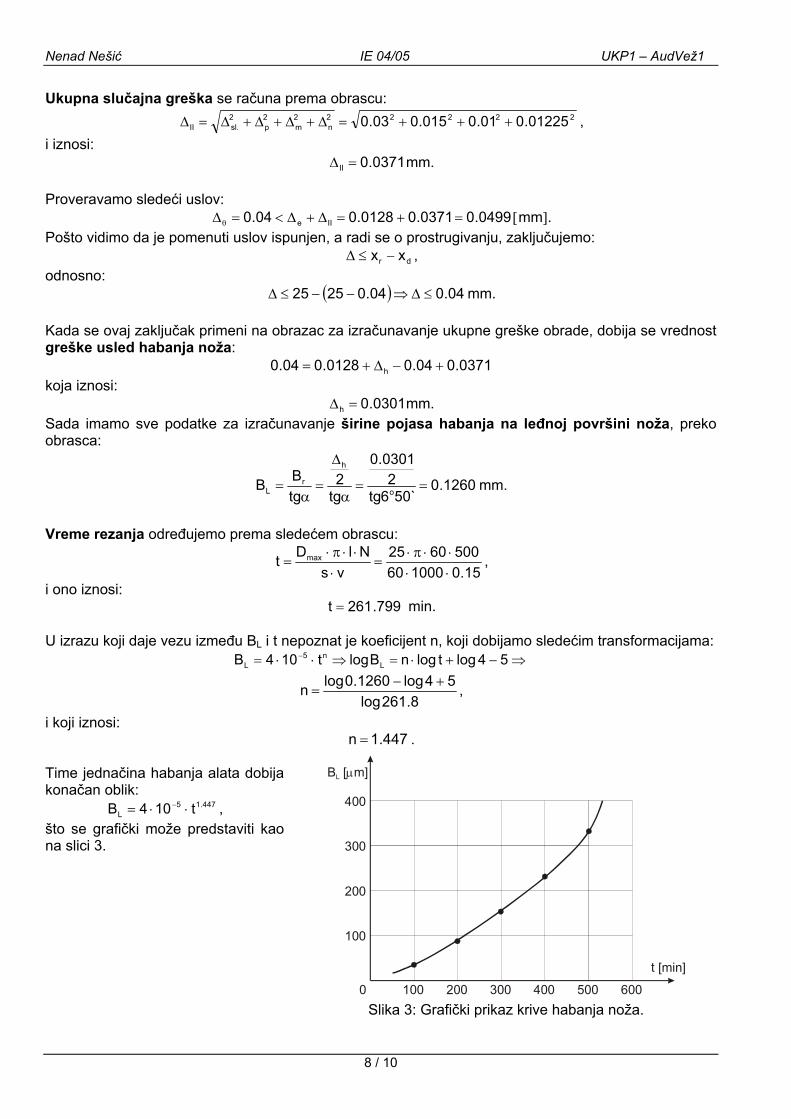
Time jednačina habanja alata dobija konačan oblik:
400
B [ m]L µ
t [min]
, 447.15L t104B ⋅⋅= −
što se grafički može predstaviti kao na slici 3.
Slika 3: Grafički prikaz krive habanja noža.
8 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1 b) Nova radna mera pri kojoj će biti napravljen maksimalan broj tačnih izradaka jednaka je gornjoj graničnoj meri i iznosi:
06.25xx gnovar == mm.
Do ovog zaključka se može doći zato što je ispunjen uslov: IIe ∆+∆<∆θ ,
što znači da će se, tokom vremena, usled habanja noža, mera koja će se ostvarivati na radnom komadu pomerati od gornje ka donjoj graničnoj meri (pogledati sliku 4).
Slika 4: Greška obrade kod unutrašnjeg uzdužnog struganja.
e∆ h∆
θ∆
gx
dx
rx
II∆
rB
2F
a
maxD
c) Uslov za maksimalni broj komada (Nmac) iznosi: ⇒≤∆−∆+∆+∆ θ T
MAXhIIe 1.004.00371.00128.0
MAXh ≤−∆++ . Tako dobijamo grešku habanja koja odgovara maksimalnom broju izradaka:
0901.0MAXh =∆ mm.
Parametar leđnog habanja koji odgovara maksimalnom broju izradaka iznosi:
3764.0tg2tg
BB MAXMAX
MAX
hrL =
α⋅
∆=
α= mm.
Zatim određujemo vreme rezanja do prvog periodičnog regulisanja alata, koje odgovara maksimalnom broju komada:
3.557104
3764.0104
Bt
447.11
5
n1
5L
maxMAX =⎟
⎠⎞
⎜⎝⎛
⋅=⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅
=−− min,
što odgovara napomeni iz teksta zadatka da se radi o veoma postojanom alatu. Najzad, dobijamo maksimalni broj komada, iz jednačine:
36.10646025
15.0600003.557lD
svtNmax
maxmax =
⋅π⋅⋅⋅
=⋅π⋅
⋅⋅= komada.
Maksimalni broj komada uvek zaokružujemo na prvi manji ceo broj, pa napokon dobijamo: 1064Nmax = komada.
9 / 10

Nenad Nešić IE 04/05 UKP1 – AudVež1
SA ČIME UPOREĐUJEMO UKUPNU GREŠKU? RAZLIKUJEMO 4 SLUČAJA:
2T
≤∆(1) Ako je dato l, a nije zadata radna mera x : ∆ r
T<∆(2) Ako je ∆l = 0 i nije zadata radna mera x :r
IIe ∆+∆<∆θrg xx −≤∆
dr xx −≤∆(3) Ako je zadata radna mera i važi uslov:UN.STR.
SP.STR.
dr xx −≤∆
rg xx −≤∆(4) Ako je zadata radna mera i važi uslov:SP.STR.
UN.STR.
e∆ h∆
θ∆
gx
dx
rx
II∆
rB
2F
a
maxD
UNUTRAŠNJEUZDUŽNO
STRUGANJE
e∆ h∆
θ∆
2Fgx
dx rx
a
II∆
rB
maxD
SPOLJAŠNJEUZDUŽNO
STRUGANJE
2n
2m
2p
2.slhe ∆+∆+∆+∆+∆−∆+∆=∆ θ
II∆I∆
OSNOVNI OBRAZAC
SISTEMATSKEGREŠKE
SLUČAJNEGREŠKE
UKUPNAGREŠKA
l2 ∆⋅=∆θ
GREŠKA USLED TOPLOTNIHDEFORMACIJA NOŽA
l∆ ← temperaturska dilatacijanoža najčešće zadata
s
2e K
F2=∆
GREŠKA USLED ELASTIČNIHDEFORMACIJA ELEMENATA
OBRADNOG SISTEMA
2
22F
yx22 ksaCF = ← otpor prodiranju noža
rh B2 ⋅=∆
sNlDtvL max
uk⋅⋅π⋅
=⋅=
a2dDmax +=DDmax =
rB
LB
leđni parametarhabanja
skraćenje vrha nožau pravcu F2
leđni ugao
GREŠKA USLEDHABANJA ALATA
α⋅= tgBB Lr
tfBL =
uk0rrpr LBBB ⋅+=
ϕ= tgB 0r
k.rezr tAB ⋅= k,A
Parametar habanja B semože izraziti na više načina:
r
1.
← Ova je zavisnost datajednačinom, tablicom ili dijagramom
rBt
tBL
BL
t
2.
BL
t
III
III
ukL ← ukupna dužina obradedo prvog regulisanja alata
3. ← koeficijenti
.rezt ← ukupno vreme rezanja
4. tBB rr =
Tablicom je zadata direktnazavisnost parametra habanja B odvremena. Skicira se dijagram. Ako jetačka na l inearnom delu krive,nepoznata koordinata se određujel i n e a r n o m i n t e r p o l a c i j o m .
r
Nepoznata u izrazima 1. do 4. (B ili t) se određuje uvođenjem u
sistem još jedne jednačine:r
N broj komada do prvog regulisanjaalata. Ako je ova veličina bila nepoznata
zaokružuje se na prvi manji ceo broj!
←
← spoljašnja obrada← unutrašnja obrada
2.sl d
R6 ⋅=∆
2d
R ← aritmetička sredina rasponauzoraka; najčešće je zadata.
SLUČAJNAGREŠKA
← parametar, određuje se pomoćutab.6, str.242, UKP metode II, zaodgovarajući obim uzorka (n ). uz
PK
.sln n
∆=∆ GREŠKA METODE
PROBNIH KOMADA
PKn ← broj probnih komada. Ako jeova veličina bila nepoznata, a dobije
se rešenje manje od 5, mora se usvojiti: .)10...5(nPK ∈
Ako se u drugom delu zadatka tražimaksimalan broj komada N , pro-veravamo uslov(ukoliko ga već nismo proverili u prvomdelu zadatka) i, ako je on ispunjen, tadamaksimalni broj komada nalazimo izjednačine: = T.
max
∆
IIe ∆+∆<∆θ
∆ ∆p m (GREŠKA POSTAVLJANJA ALATA) (GREŠKA METODA MERENJA)i su zadate tekstom zadatka, ili se na osnovu zadatog mernog pribora određuju
iz tab.6.3. (str.167) i tab.6.4 (str.168), UKP metode I.
ANALITIČKI METODNAPOMENE ZA IZRADU
2. SAMOSTALNOG ZADATKA
IIe ∆+∆>∆θOvaj slučaj nije realan, ne javlja se u praksi.
sK ← krutost obradnog sistema u, sa stanovišta tačnosti obrade, kritičnom preseku
10 / 10

АУДИТОРНА ВЕЖБА БР. 2. ТЕСТИРАЊЕ ХИПОТЕЗА И КОНТРОЛНЕ КАРТЕ

Nenad Nešić IE 04/05 UKP1 – AudVež2
Druga auditorna vežba iz Upravljanja kvalitetom proizvoda 1
TESTIRANJE HIPOTEZA I KONTROLNE KARTE (preporuke za izradu 3. i 4. samostalnog zadatka)
1. Testiranje hipoteze o normalnosti uzorka (3. samostalni zadatak)
Tekst: Pri serijskoj obradi glodanjem na unutrašnju meru x = 57+0.1 [mm], izvučen je uzorak od 100 komada. Rezultati merenja prikazani su tabelom 1.1. Potrebno je: (a) skicirati histogram empirijske raspodele uzorka, (b) proveriti hipotezu o normalnosti osnovnog skupa pomoću Henrijeve prave, χ2-testa i λ-testa, (c) izračunati procenat netačno obrađenih komada i nacrtati dijagram škarta, i (d) odrediti novu vrednost gornjeg (donjeg) graničnog odstupanja pri kojoj se može smatrati da je
proces obrade tačan za uobičajeni nivo statističke tolerancije.
Rad:
a) Histogram empirijske raspodele uzHistogram empirijske raspodele uzorkaempirijskih frekvencija može se pretpost
0
5
10
15
20
25
30
35
56.995 57.005 57.015 57.02
fi Histogram em
Slika 1.1. His
xi [mm] 57.00 57.01 57.02fi 2 4 11
Tabela 1.1. 57.03 57.04 57.05 57.06 57.07 57.08
19 30 17 10 5 2
orka prikazan je na slici 1.1. Na osnovu oblika krive raspodele
aviti da se uzorak pokorava normalnom zakonu raspodele.
5 57.035 57.055 57.065 57.075 57.085
x [mm]
teorijske frekvencije(normalni raspored)
empirijske frekvencije
pirijske raspodele uzorka
togram empirijske raspodele uzorka.
1 / 9

Nenad Nešić IE 04/05 UKP1 – AudVež2 b) Provera hipoteze o normalnosti osnovnog skupa na osnovu datog uzorka ... ... pomoću Henrijeve prave Za proveru normalnosti osnovnog skupa pomoću Henrijeve prave, odnosno za njeno konstruisanje na “normalnom papiru”, neophodno je izračunati kumulativne verovatnoće F(x) nakon pojedinih intervala vrednosti u izvučenom uzorku, za šta nam koristi tabela 1.2.
Tabela 1.2. Tabela kumulativnih verovatnoća.
redni broj xi [mm] fi fi rel F(x) 1. 57 2 0.02 0.02 2. 57.01 4 0.04 0.06 3. 57.02 11 0.11 0.17 4. 57.03 19 0.19 0.36 5. 57.04 30 0.30 0.66 6. 57.05 17 0.17 0.83 7. 57.06 10 0.10 0.93 8. 57.07 5 0.05 0.98 9. 57.08 2 0.02 1
Σ 100 1 U prethodnoj tabeli figurišu još i sledeće veličine: • xi [mm] ≡ aritmetičke sredine pojedinih intervala vrednosti karakteristike kvaliteta, • fi i fi rel ≡ apsolutna i relativna učestanost pojavljivanja vrednosti karakteristike kvaliteta u pojedinim
intervalima. Na dijagramu (slika 1.2, na sledećoj strani) su nanete tačke za pojedine, prethodno izračunate kumulativne verovatnoće F(x) empirijskog rasporeda u funkciji od veličine x, a zatim je povučena Henrijeva prava. Skala za kumulativnu verovatnoću preuzeta je iz knjige UKP, metode 2, str.148, sl.2. Pri crtanju Henrijeve prave nije uzeta u obzir poslednja tačka jer ona odgovara situaciji x→∞. Vidi se da tačke dobro slede pravu, raspoređujući se u njenoj neposrednoj okolini, pa se otud može zaključiti, bez strogog dokaza, da je osnovni skup normalan, tj. da empirijski skup sledi normalan raspored. Sa dijagrama na sl.1.2 nalazimo vrednosti x koje odgovaraju vrednostima kumulativne verovatnoće 0.5 i 0.8413. Prva od njih predstavlja vrednost aritmetičke sredine uzorka dobijenu grafičkim putem ( .grx ), a njihova razlika predstavlja vrednost standardne devijacije uzorka dobijenu grafičkom metodom (σgr.). Da bismo odredili odgovarajuće računske vrednosti parametara lokacije i disperzije uzorka, koristimo tabelu 1.3.
Tabela 1.3. Pomoćna tabela za izračunavanje računskih vrednosti arit. sredine i stand. devijacije. redni broj xi [mm] fi xi –a (xi –a)2 (xi –a)⋅fi (xi –a)2⋅fi
1. 57 2 -0.04 0.0016 -0.08 0.0032 2. 57.01 4 -0.03 0.0009 -0.12 0.0036 3. 57.02 11 -0.02 0.0004 -0.22 0.0044 4. 57.03 19 -0.01 0.0001 -0.19 0.0019 5. 57.04 30 0 0.0000 0 0 6. 57.05 17 0.01 0.0001 0.17 0.0017 7. 57.06 10 0.02 0.0004 0.20 0.0040 8. 57.07 5 0.03 0.0009 0.15 0.0045 9. 57.08 2 0.04 0.0016 0.08 0.0032
Σ 100 Σ -0.01 0.0265
gde je: a = 57.04 mm ≡ vrednost karakteristike kvaliteta sa najvećom frekvencijom.
2 / 9

Nenad Nešić IE 04/05 UKP1 – AudVež2
0.99
99
0.99
9
0.99
5
0.99
0.95 0.9
0.84 0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.05
0.00
1
0.01
0.00
5
0.00
0157
.00
57.0
257
.03
57.0
457
.01
57.0
557
.06
57.0
757
.08
Xgr
σ gr=
0.0
17 m
m
= 57
.035
mm
Slika 1.2. Provera normalnosti osnovnog skupa pomoću Henrijeve prave.
3 / 9

Nenad Nešić IE 04/05 UKP1 – AudVež2 Računsku vrednost aritmetičke sredine uzorka dobijamo prema sledećem obrascu:
( )[ ] ( ) 0399.5701.0100
104.57faxN1ax iirac =−⋅+=⋅−Σ+= mm,
a standardnu grešku prema:
[ ] ( ) ( ) 0163.004.5704.570265.0100
1axf)ax(N1 22
i2
irac =−−⋅=−−−Σ⋅=σ mm.
Da bismo tačnost izvedene grafičke metode mogli smatrati prihvatljivom, proveravamo koliko vrednost standardne devijacije dobijene grafičkim putem odstupa od one dobijene računskim putem:
rac gr
rac
0.0163 0.0170.043 4.3% 10%.
0.0163σ − σ −
= = =σ
<
Pošto vidimo da je to odstupanje manje od 10 %, zaključujemo da smo ispravno primenili grafičku metodu. ... pomoću χ2-testa Provera hipoteze o normalnosti osnovnog skupa pomoću χ2-testa, vrši se prema tabeli 1.4:
Tabela 1.4. Pomoćna tabela za primenu χ2-testa.
r.br. xi [mm] xxi − σ
−=
xxt i ( )
π=ϕ
−
2et
2t2
( )tndft ϕ⋅σ⋅
= fe te ff − t
2te
fff −
1. 57.00 0.0399 2.448 0.020 1.2232. 57.01 0.0299 1.834 0.074 4.550
6 0.227 0.009
3. 57.02 0.0199 1.221 0.189 11.616 11 0.616 0.0334. 57.03 0.0099 0.607 0.332 20.353 19 1.353 0.0905. 57.04 0.0001 0.006 0.399 24.475 30 5.525 1.2476. 57.05 0.0101 0.620 0.329 20.200 17 3.200 0.5077. 57.06 0.0201 1.233 0.187 11.443 10 1.443 0.1828. 57.07 0.0301 1.847 0.073 4.4499. 57.08 0.0401 2.460 0.019 1.187
7 1.364 0.330
Σ 99.496 100 χ2= 2.398
Teorijske frekvencije su izračunate pomoću izraza: ( )tndt ϕ⋅
σ⋅
= , gde su: f
• d = 0.01 ≡ širina grupnog intervala, i • n = 100 ≡ ukupan broj uzoraka. Kao krajnji rezultat proračuna dobija se: χ2= 2.398. Kod normalnog teorijskog rasporeda, broj stepeni s9 – 2 – 3 = 4, gde je n ≡ broj početnih grupnih inteproračunu označava da imamo tri dodatna uslova: ΣPrema UKP, metode 2, tab.VIII, str.243, za k = 4, do• P(2.195) = 0.70, i • P(3.357) = 0.50, pa pošto je 2.195 < 2.398 < 3.357, tačnu vrednost vP(2.398) = 0.665. Dobijena verovatnoća P(2.398) = 0.665, koja oznaveća je od 5%, što, prema UKP, metode 2, str.90teorijskih frekvencija slučajne i da je hipoteza o nose. Dakle, empirijski skup se podvrgava teorijskom nNapomena: strogo uzev, dobijeni rezultati ne pokazuju da
4
NAPOMENA: One intervale u kojima je fe manje od 5 sažimamo sa prvim susednim tako da u svakom grupnom intervalu fe bude najmanje 5.
lobode je definisan opštim izrazom: k = n – n1 – 3 = rvala, n1 ≡ broj sažetih grupnih intervala. Brojka 3 u fe = 100, x = 57.0399 , i σ = 0.0163. bijamo:
erovatnoće dobijamo interpolacijom i ona iznosi:
čava da za 66.5 % može biti premašeno χ2= 2.398, , ukazuje na to da su razlike između empirijskih i rmalnosti empirijskog rasporeda istinita, tj. prihvata ormalnom zakonu. se hipoteza prihvata, već da se ne može odbaciti.
/ 9

Nenad Nešić IE 04/05 UKP1 – AudVež2 ... pomoću λ-testa Provera hipoteze o normalnosti osnovnog skupa pomoću λ-testa, vrši se prema tabeli 1.5:
Tabela 1.5. Pomoćna tabela za primenu λ-testa.
r.br. xi [mm] xxi − σ
−=
xxt i ϕ(t) ( )tndft ϕ⋅
σ⋅
= fe Ne Nt te NN −
1. 57.00 0.0399 2.4479 0.0199 1.2234 2 2 1.2234 0.77662. 57.01 0.0299 1.8344 0.0742 4.5504 4 6 5.7739 0.22613. 57.02 0.0199 1.2209 0.1893 11.6162 11 17 17.3901 0.39014. 57.03 0.0099 0.6074 0.3317 20.3526 19 36 37.7427 1.7427
5. 57.04 0.0001 0.0061 0.3989 24.4745 30 66 62.2172 3.7828
6. 57.05 0.0101 0.6196 0.3293 20.1999 17 83 82.4171 0.58297. 57.06 0.0201 1.2331 0.1865 11.4427 10 93 93.8598 0.85988. 57.07 0.0301 1.8466 0.0725 4.4488 5 98 98.3086 0.30869. 57.08 0.0401 2.4601 0.0194 1.1871 2 100 99.4958 0.5042
Σ 99.4958 100
Vrednosti za ϕ(t) su izračunate pomoću formule, kao kod prethodnog testa. One mogu biti uzete i prema UKP, metode 2, tab.I, str.237, ali se računski metod više preporučuje, jer je lakši (izbegava se korišćenje interpolacije) i tačniji. Ostale veličine korišćene u ovoj tabeli su:
• teorijska frekvencija empirijskog rasporeda:
( ) ( ) ( )t34969.61t0163.0
10001.0tndft ϕ⋅=ϕ⋅⋅
=ϕ⋅σ⋅
= ,
• d = 0.01 ≡ širina grupnog intervala, • n = 100 ≡ broj elemenata u uzorku, • Ne ≡ kumulativna empirijska frekvencija, • Nt ≡ kumulativna teorijska frekvencija.
Pošto maksimalna razlika kumulativnih empirijskih i teorijskih frekvencija iznosi: { } 3.7828NNmax te =− ,
to se iz sledeće jednačine dobija vrednost veličine λ:
{ }37828.0100
1007828.3n
nNNmax te =⋅=⋅
−=λ
Prema UKP, metode 2, tab.VII, str.242, interpolacijom dobijamo: P(λ) = P(0.37828) = 0.9983.
Pošto je P(λ) =0.9983 očigledno veće od 0.6 (videti UKP, metode 2, str.87), to se hipoteza o normalnosti osnovnog skupa može smatrati istinitom, odnosno normalni empirijski skup pripada modelu normalne raspodele. Važi ista završna napomena kao kod prethodnog testa.
5 / 9

Nenad Nešić IE 04/05 UKP1 – AudVež2 c) Analiza tačnosti i veličine škarta
Zadata tolerancija procesa iznosi: T = xg – xd = 0.1 – 0 = 0.1 mm.
Prirodnu toleranciju procesa računamo prema obrascu: Tp = 6σ = 6·0.0163 = 0.0978 mm.
Koeficijent tačnosti procesa iznosi:
1978.01.0
0978.0TTp
1 <===µ ,
na osnovu čega zaključujemo da je prvi uslov tačnosti ispunjen. Koeficijent tačnosti regulisanja:
05.572
571.572
xxx dg
s =+
=+
= mm, 101.01.0
05.570399.57T
xx s2 =
−=
−=µ ,
je veći od dozvoljenog:
21
d2 101.0011.02978.01
21
µ=<=−
=µ−
=µ ,
na osnovu čega zaključujemo da drugi uslov tačnosti nije ispunjen, što se grafički može predstaviti kao na slici 1.3.
T
Tp
q2
Xg XdXs X
Slika 1.3. Dijagram škarta – grafički prikaz odnosa zadatog i prirodnog intervala tolerancije.
Procentualnu vrednost komada koji nisu usaglašeni izračunavamo prema sledećim formulama:
( ) 00011352.049988648.05.0687.35.00163.0
0399.571.575.0xx
5.0q g1 =−=Φ−=⎟
⎠⎞
⎜⎝⎛ −
Φ−=⎟⎟⎠
⎞⎜⎜⎝
⎛σ
−Φ−= ,
odnosno:
( ) 00726436.049273564.05.0448.25.00163.0
570399.575.0xx5.0q d2 =−=Φ−=⎟
⎠⎞
⎜⎝⎛ −
Φ−=⎟⎠
⎞⎜⎝
⎛σ−
Φ−= .
Neusaglašeni komadi sa karakteristikama iznad gornje granične vrednosti (q1 = 0.01%) predstavljaju škart koji se ne može doraditi, jer se radi o unutrašnjoj obradi. Ipak, njihov broj je manji od 0.27%, odn. od onog broja defekata koji se toleriše kod modela 3σ (uslovi tehničke tačnosti – Statistical Process Control), tako da bi tim delom neusaglašenosti u suštini mogli da budemo zadovoljni.
6 / 9
Kada je reč o komadima čija je analizirana karakteristika kvaliteta ispod donje granične vrednosti, njihov procentualni udeo iznosi q2 = 0.73% i taj deo škarta se može doraditi. d) Nova vrednost intervala tolerancije za postizanje 3σ nivoa tačnosti

Nenad Nešić IE 04/05 UKP1 – AudVež2 Novu vrednost intervala tolerancije za postizanje 3σ nivoa tačnosti predstavlja, već izračunati “prirodni interval tolerancije”:
0978.00163.066Tp =⋅=σ⋅= mm,
a novu gornju i donju dozvoljenu graničnu meru dobijamo sim m raspoređivanjem po polovine etričniprirodnog intervala tolerancije oko aritmetičke sredine posmatrane karakteristike u izrađenoj seriji:
0888.570163.030399.573xxnovag =⋅+=σ+= mm,
mm. 9910.560163.030399.573xxnovad =⋅−=σ−=
Međutim, ako želimo da zadržimo sredinu propisanog tolerancijskog polja, tada postavljeni zadatak
rešavamo na sledeći način – treba da budu zadovoljeni uslovi:
1TTp
1 <=µ , i (1)
d22 µ<µ , (2) ri čemu ispunjenje uslova (2) garantuje i ispunjenje uslop va (1), pa se i (1) i (2) svode na:
d22 µ<µ , odnosno:
⇒−
=µ−
<−
2TT
1
21
Txx nova
p
1nova
s
⇒⋅−
<−
nova
nova
nova T20978.0T
T05.570399.57
118.0Tnova = mm. Zaključujemo da se ovakvim pristupom dobija nešto već a novog intervala tolerancije, a samim tim
raničnu meru sada dobijamo simetričnim raspoređivanjem po polovine
a širini tačnost nešto viša od tehničke. Novu gornju i donju dozvoljenu gnovodobijenog intervala tolerancije oko sredine prvobitno zadatog intervala tolerancije:
109.572118.0Tnova
nova =+=+= 05.572
xx sg mm,
991.562118.005.57
2Txx
nova
snovad =−=−= mm.
Ovakav zahtev će u praksi biti retko postavljen pred konstruktore – u najvećem broju slučajeva konstruktoru funkcionalnost dela neće dozvoliti da menja konstrukcioni dokument samo zato da bi se “veštački” smanjio procenat neusaglašenosti u izrađenoj seriji delova.
REFERENCE:
lica 7.3,
-
χ2-test: 2:
receptura, ,
.
λ-test: M2:
receptura, ,
.
- UKP o str.86, o str.88, zadatak 2.1
tablica 2.1 (primer), o str.237, tablica I, φ(t)
- UKP Mo str.87, o str.88, zadatak 2.1
tablica 2.2 (primer), o str.237, tablica I, φ(t)
Henrijeva prava:- UKP M1:
, tabo str.219o str.221, slika 7.6.b, o str.222, slika 7.7; UKP M2:
, zadatak 8. o str.146
7 / 9
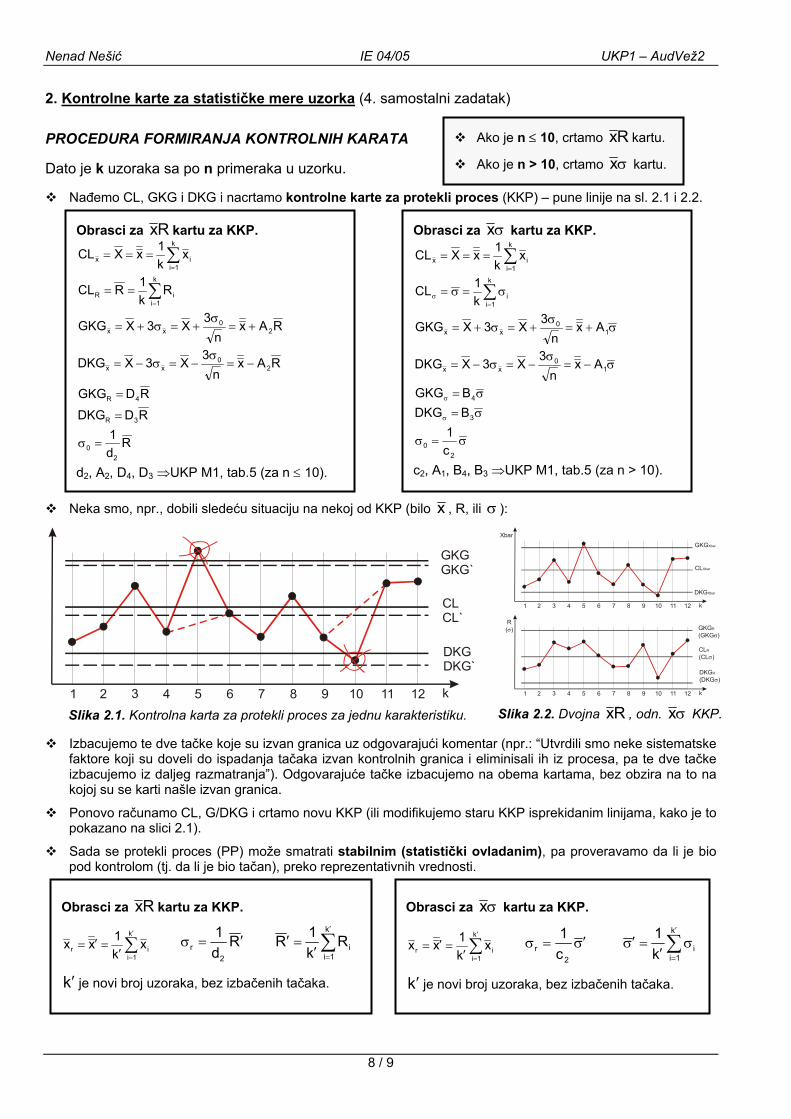
Nenad Nešić IE 04/05 UKP1 – AudVež2 2. Kontrolne karte za statističke mere uzorka (4. samostalni zadatak) PROCEDURA FORMIRANJA KONTROLNIH KARATA
Dato je k uzoraka sa po n primeraka u uzorku.
Nađemo CL, GKG i DKG i nacrtamo kontrolne karte za protekli proces (KKP) – pune linije na sl. 2.1 i 2.2.
Ako je n ≤ 10, crtamo Rx kartu.
Ako je n > 10, crtamo σx kartu.
Obrasci za σx kartu za KKP.
σ=σ
σ=
σ=
σ−=σ
−=σ−=
σ+=σ
+=σ+=
σ=σ=
===
σ
σ
=σ
=
∑
∑
20
3
4
10
xx
10
xx
k
1ii
k
1iix
c1
BDKGBGKG
Axn
3X3XDKG
Axn
3X3XGKG
k1CL
xk1xXCL
c2, A1, B4, B3 ⇒UKP M1, tab.5 (za n > 10).
Obrasci za Rx kartu za KKP.
Rd1
RDDKG
RDGKG
RAxn
3X3XDKG
RAxn
3X3XGKG
Rk1RCL
xk1xXCL
20
3R
4R
20
xx
20
xx
k
1iiR
k
1iix
=σ
=
=
−=σ
−=σ−=
+=σ
+=σ+=
==
===
∑
∑
=
=
d2, A2, D4, D3 ⇒UKP M1, tab.5 (za n ≤ 10).
Neka smo, npr., dobili sledeću situaciju na nekoj od KKP (bilo x , R, ili σ ):
1 2 3 4 5 6 7 8 9 10 11 12
GKG(GKG )
R
σ
k
1 2 3 4 5 6 7 8 9 10 11 12 k
GKGXbar
CLXbar
DKGXbar
CL(
R
σCL )
DKG(DKG )
R
σ
R( )σ
Xbar
Slika 2.2. Dvojna Rx , odn. σx KKP.1 2 3 4 5 6 7 8 9 10 11 12
GKGGKG`
CLCL`
DKGDKG`
k
Slika 2.1. Kontrolna karta za protekli proces za jednu karakteristiku.
Izbacujemo te dve tačke koje su izvan granica uz odgovarajući komentar (npr.: “Utvrdili smo neke sistematske faktore koji su doveli do ispadanja tačaka izvan kontrolnih granica i eliminisali ih iz procesa, pa te dve tačke izbacujemo iz daljeg razmatranja”). Odgovarajuće tačke izbacujemo na obema kartama, bez obzira na to na kojoj su se karti našle izvan granica.
Ponovo računamo CL, G/DKG i crtamo novu KKP (ili modifikujemo staru KKP isprekidanim linijama, kako je to pokazano na slici 2.1).
Sada se protekli proces (PP) može smatrati stabilnim (statistički ovladanim), pa proveravamo da li je bio pod kontrolom (tj. da li je bio tačan), preko reprezentativnih vrednosti.
Obrasci za Rx kartu za KKP.
∑′
=′=′=
k
1iir x
k1xx R
d1
2r ′=σ ∑
′
=′=′
k
1iiR
k1R
k′ je novi broj uzoraka, bez izbačenih tačaka.
Obrasci za σx kartu za KKP.
∑′
=′=′=
k
1iir x
k1xx σ′=σ
2r c
1 ∑′
=
σ′
=σ′k
1iik
1
k′ je novi broj uzoraka, bez izbačenih tačaka.
8 / 9

Nenad Nešić IE 04/05 UKP1 – AudVež2
Razlikujemo tri slučaja tačnosti PP (xg i xd su granična dozvoljena odstupanja kontrolisane karakteristike x): 1. Protekli proces nije bio tačan: grr x3x >σ+ i / ili drr x3x <σ− .
Ne crtamo kontrolnu kartu za tekući proces (KKT), već dajemo odgovarajući komentar.
2. Protekli proces je bio tačan: grr x3x <σ+ i drr x3x >σ− .
Crtamo KKT, prema sledećim obrascima:
Obrasci za σx kartu za KKT.
r1R
r2R
rrx
rrx
r2R
rx
BDKGBGKG
AxDKGAxGKG
cCLxxCL
σ=
σ=
σ−=
σ+=
σ=σ′=
=′=
A, B2, B1 ⇒ UKP M1, tab.6 (za n > 10).
Obrasci za Rx kartu za KKT.
r1R
r2R
rrx
rrx
r2R
rx
DDKGDGKG
AxDKGAxGKG
dRCLxxCL
σ=
σ=
σ−=
σ+=
σ=′=
=′=
A, D2, D1 ⇒ UKP M1, tab.6 (za n ≤ 10).
3. Protekli proces je bio granično tačan: grr x3x =σ+ i drr x3x =σ− .
Crtamo KKT, prema sledećim obrascima:
Obrasci za σx kartu za KKT.
6cc
6BB
6BB
6AA
TBDKGTBGKG
TAxDKGTAxGKG
)xx(cTcCL2
xxxCL
22
11
22
1
2
srx
srx
dg22
dgsrx
=′=′=′=′
′=
′=
′−=
′+=
−′=′=
+==
σ
σ
σ
A, B2, B1 ⇒ UKP M1, tab.6 (za n > 10). c2 ⇒ UKP M1, tab.5 (za n > 10).
Obrasci za Rx kartu za KKT.
6dd
6DD
6DD
6AA
TDDKGTDGKG
TAxDKGTAxGKG
)xx(dTdCL2
xxxCL
22
11
22
1R
2R
srx
srx
dg22R
dgsrx
=′=′=′=′
′=
′=
′−=
′+=
−′=′=
+==
A, D2, D1 ⇒ UKP M1, tab.6 (za n ≤ 10). d2 ⇒ UKP M1, tab.5 (za n ≤ 10).
Izgled dvojne kontrolne karte za tekući proces prikazan je slikom 2.3.
9 / 9
Ponekad se u kontrolne karte unose i gornja i donja granica upozorenja (GGU i DGU), koje označavaju trenutak kada se proces suviše približio kritičnim vrednostima i predstavljaju signal da bi trebalo preduzeti odgovarajuće korektivne mere da se proces vrati u “normalu”, pre nego dođe do pojave neusaglašenosti. GGU i DGU, na primer, za aritmetičku sredinu, izračunavamo prema obrascu:
RA32x
n2X2XDKG/G 2
0xx ±=
σ±=σ±=
a analogno i za ostale karakteristike (raspon i stand. devijaciju).
1 2 3 4 5 6 7 8 9 10 11 12
GKG(GKG )
R
σ
k
1 2 3 4 5 6 7 8 9 10 11 12 k
GKGXbar
CLXbar
DKGXbar
CL(
R
σCL )
DKG(DKG )
R
σ
R( )σ
Xbar
Slika 2.3. Dvojna kontrolna karta za tekući proces.
REFERENCE: - Postavke metoda KK:
o UKP M1, str.229-259- Primeri:
o UKP M1, str.259-262o UKP M2, str.159-194
NAPOMENA: Ova pro-cedura se odnosi samona rešavanje 4. projekt-nog zadatka. Na ispituse javljaju i ostali tipovikontrolnih karata, pa jeneophodno proraditi sveprimere iz desno nave-dene literature.

АУДИТОРНА ВЕЖБА БР. 3. ПЛАНОВИ ПРИЈЕМА
Nenad Nešić IE 04/05 UKP1 – AudVež3
Tre a auditorna vežba iz Upravljanja kvalitetom proizvoda 1
PLANOVI PRIJEMA (preporuke za izradu 5. samostalnog zadatka i rešeni ispitni zadaci)
1. Jednostruki planovi prijema za atributivne karakteristike kvaliteta
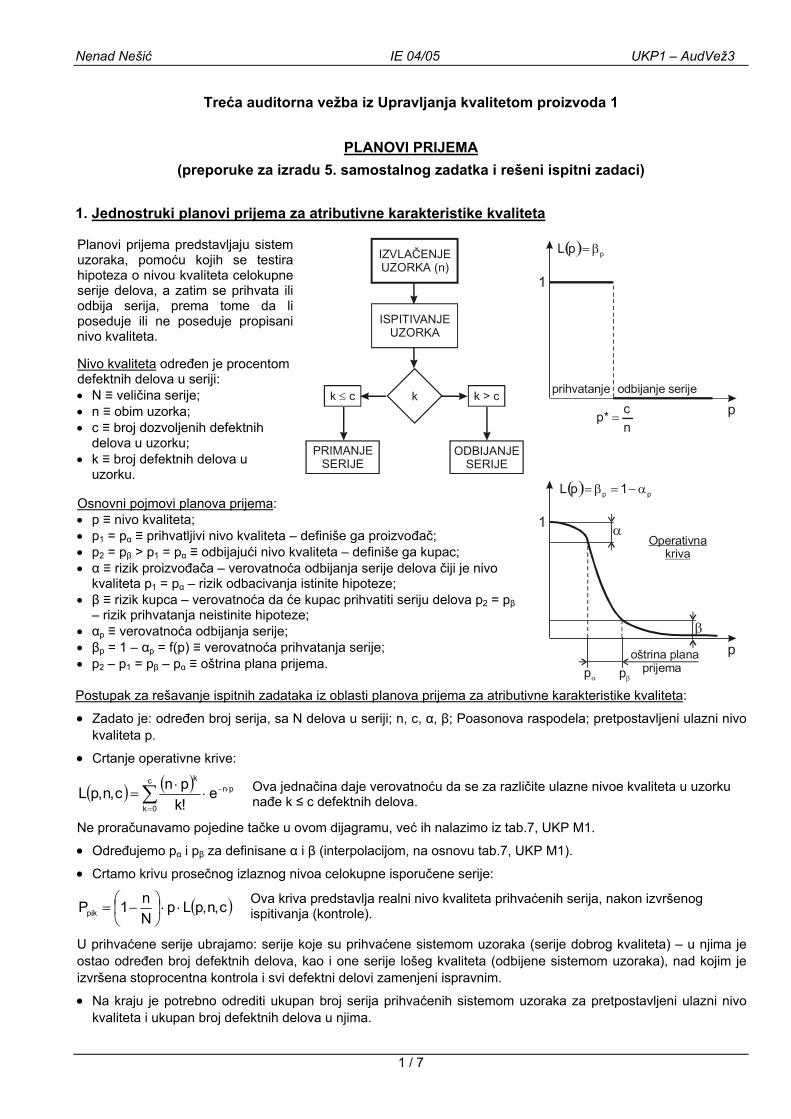
Nivo kvaliteta određen je procentom defektnih delova u seriji: • N ≡ veličina serije; • n ≡ obim uzorka; • c ≡ broj dozvoljenih defektnih
delova u uzorku; • k ≡ broj defektnih delova u
uzorku.
Planovi prijema predstavljaju sistem uzoraka, pomoću kojih se testira hipoteza o nivou kvaliteta celokupne serije delova, a zatim se prihvata ili odbija serija, prema tome da li poseduje ili ne poseduje propisani nivo kvaliteta.
IZVLAČENJEUZORKA (n)
ISPITIVANJEUZORKA
k c≤ k > ck
PRIMANJESERIJE
ODBIJANJESERIJE
Postupak za rešavanje ispitnih zadataka iz oblasti planova prijema za atributiv
ppL β=
Osnovni pojmovi planova prijema: • p ≡ nivo kvaliteta; • p1 = pα ≡ prihvatljivi nivo kvaliteta – definiše ga proizvođač; • p2 = pβ > p1 = pα ≡ odbijajući nivo kvaliteta – definiše ga kupac; • α ≡ rizik proizvođača – verovatnoća odbijanja serije delova čiji je nivo
kvaliteta p1 = pα – rizik odbacivanja istinite hipoteze; • β ≡ rizik kupca – verovatnoća da će kupac prihvatiti seriju delova p2 = pβ
– rizik prihvatanja neistinite hipoteze; • αp ≡ verovatnoća odbijanja serije; • βp = 1 – αp = f(p) ≡ verovatnoća prihvatanja serije; • p2 – p1 = pβ – pα ≡ oštrina plana prijema.
• Zadato je: određen broj serija, sa N delova u seriji; n, c, α, β; Poasonova rakvaliteta p.
• Crtanje operativne krive:
( ) ( ) pnc
0k
k
e!kpnc,n,pL ⋅−
=
⋅⋅
= ∑ Ova jednačina daje verovatnoću da se za različinađe k ≤ c defektnih delova.
Ne proračunavamo pojedine tačke u ovom dijagramu, već ih nalazimo iz tab.7
• Određujemo pα i pβ za definisane α i β (interpolacijom, na osnovu tab.7, UK
• Crtamo krivu prosečnog izlaznog nivoa celokupne isporučene serije:
( )c,n,pLpNn1Ppik ⋅⋅⎟⎠⎞
⎜⎝⎛ −= Ova kriva predstavlja realni nivo kvaliteta prihvać
ispitivanja (kontrole).
U prihvaćene serije ubrajamo: serije koje su prihvaćene sistemom uzoraka (ostao određen broj defektnih delova, kao i one serije lošeg kvaliteta (odbijenizvršena stoprocentna kontrola i svi defektni delovi zamenjeni ispravnim. • Na kraju je potrebno odrediti ukupan broj serija prihvaćenih sistemom uz
kvaliteta i ukupan broj defektnih delova u njima.
1 / 7
ne karakteristike kvaliteta:
nc*p =
1
pprihvatanje odbijanje serije
1
p
Operativnakriva
α
β
βpαpoštrina plana
prijema
pp 1pL α−=β=
spodela; pretpostavljeni ulazni nivo
te ulazne nivoe kvaliteta u uzorku
, UKP M1. P M1).
enih serija, nakon izvršenog
serije dobrog kvaliteta) – u njima je e sistemom uzoraka), nad kojim je
oraka za pretpostavljeni ulazni nivo
Nenad Nešić IE 04/05 UKP1 – AudVež3 Primer: (JANUAR 2000, Grupa 1, Zadatak 3) Postavka: Prijemnoj kontroli je isporučeno 100 serija sa po 10 000 delova delova. Prijemna kontrola se obavlja jednostrukim planom prijema, čiji su parametri: n = 350, c = 4. Potrebno je da se odredi:
a) Kriva operativne karakteristike, polazeći od Poasonovog rasporeda; b) Prihvatljivi i odbijajući nivo kvaliteta za definisane vrednosti rizika prve (4%) i 2. vrste (10%); c) Kriva prosečnog izlaznog nivoa kvaliteta celokupne isporučene serije; d) Ukupan broj defektnih delova u svih 100 isporučenih serija delova pretpostavljenog ulaznog
kvaliteta od 0.020.
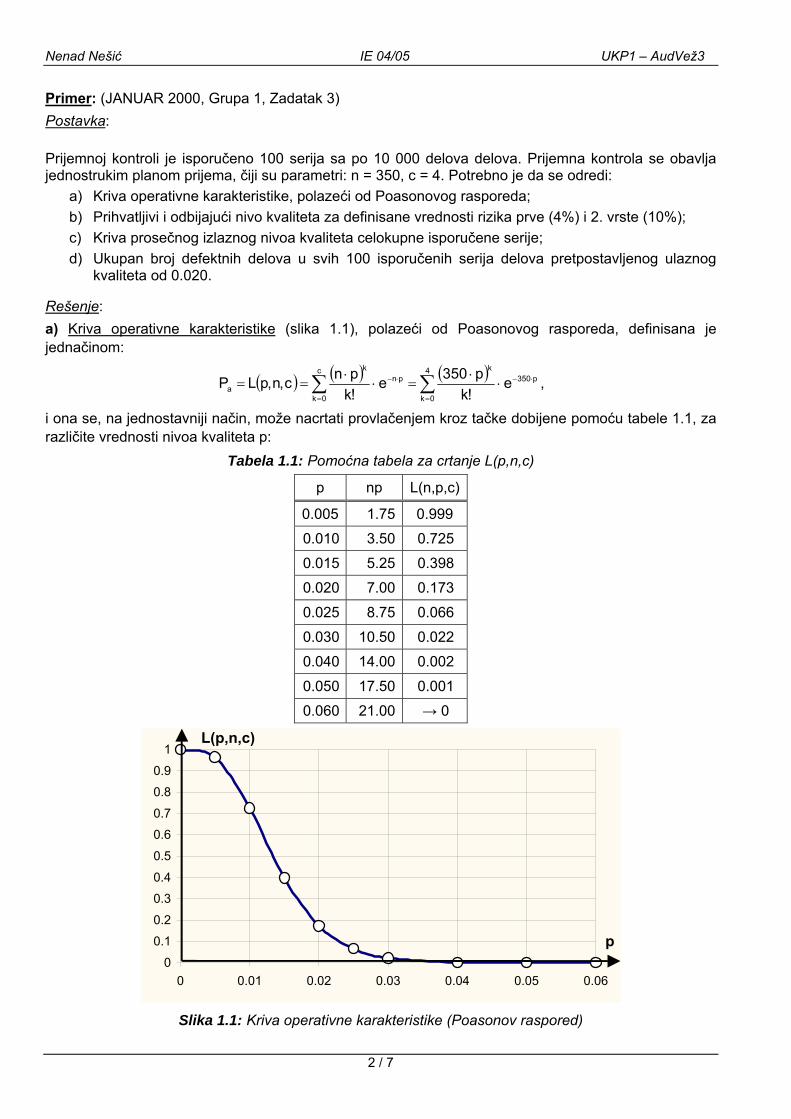
Rešenje: a) Kriva operativne karakteristike (slika 1.1), polazeći od Poasonovog rasporeda, definisana je jednačinom:
( ) ( ) ( ) p3504
0k
kpn
c
0k
k
a e!kp350e
!kpnc,n,pLP ⋅−
=
⋅−
=
⋅⋅
=⋅⋅
== ∑∑ ,
i ona se, na jednostavniji način, može nacrtati provlačenjem kroz tačke dobijene pomoću tabele 1.1, za različite vrednosti nivoa kvaliteta p:
Tabela 1.1: Pomoćna tabela za crtanje L(p,n,c)
p np L(n,p,c)
0.005 1.75 0.999
0.010 3.50 0.725
0.015 5.25 0.398
0.020 7.00 0.173
0.025 8.75 0.066
0.030 10.50 0.022
0.040 14.00 0.002
0.050 17.50 0.001
0.060 21.00 → 0
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.01 0.02 0.03 0.04 0.05 0.06
p
L(p,n,c)
Slika 1.1: Kriva operativne karakteristike (Poasonov raspored)
2 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež3 b) Prihvatljivi i odbijajući nivo kvaliteta: Na osnovu rizika 1. i 2. vrste dobijamo odgovarajuće vrednosti verovatnoće Poasonovog rasporeda: • α = 0.04 (rizik 1. vrste) ⇒ L (p1, n = 350, c = 4) = 1 – α = 0.96, • β = 0.10 (rizik 2. vrste) ⇒ L (p2, n = 350, c = 4) = β = 0.10, a odatle, interpolacijom, na osnovu UKP M1, tab.7, dobijamo: • prihvatljivi nivo kvaliteta: p1 ≈ 0.0053 = 0.53%, odn. • odbijajući nivo kvaliteta: p2 ≈ 0.0229 = 2.29%. c) Kriva prosečnog izlaznog kvaliteta celokupne isporučene serije crta se na osnovu opšte jednačine:
( ) ( ) ( )c,n,pLp965.0c,n,pLp10000
3501c,n,pLpNn1Ppik ⋅⋅=⋅⋅⎟
⎠⎞
⎜⎝⎛ −=⋅⋅⎟
⎠⎞
⎜⎝⎛ −= ,
uz korišćenje pomoćne tabele 1.2, Tabela 1.2: Pomoćna tabela za crtanje Ppik
p L(n,p,c) p· L(n,p,c) Ppik
0.005 0.999 0.00500 0.00482
0.010 0.725 0.00725 0.00700
0.015 0.398 0.00597 0.00576
0.020 0.173 0.00346 0.00334
0.025 0.066 0.00165 0.00159
0.030 0.022 0.00066 0.00064
0.040 0.002 0.00008 0.00008
0.050 0.001 0.00005 0.00005
0.060 → 0 → 0 → 0
i prikazana je slikom 1.2.
0
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0 0.01 0.02 0.03 0.04 0.05 0.06
p
PpikMaksimalni (granični) prosečni izlazni nivo kvaliteta
Slika 1.2: Kriva prosečnog izlaznog nivoa kvaliteta
3 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež3 d) Ukupan broj defektnih delova u svih 100 isporučenih serija delova pretpostavljenog ulaznog kvaliteta p = 0.020 dobijamo u sledećih nekoliko koraka: • Obrazac za prosečni izlazni nivo kvaliteta u funkciji od p glasi:
( )c,n,pLpNn1Ppik ⋅⋅⎟⎠⎞
⎜⎝⎛ −= ,
koji, kada se u njega unesu podaci iz postavke zadatka i sa slike 1, dobija oblik:
( ) ( ) 00334.0173.0020.010000
35014,350,020.0L020.010000
3501020.0pPpik =⋅⋅⎟⎠⎞
⎜⎝⎛ −=⋅⋅⎟
⎠⎞
⎜⎝⎛ −== .
• Verovatnoća Pa = L(0.020,350,4) = 0.173 = 17.3% pokazuje da će 0.173 ·100 ≈ 17 serija biti prihvaćeno. Ostale 83 serije biće ispitane metodom stoprocentne kontrole, pri čemu se defektni delovi zamenjuju dobrim proizvodima.
• U isporuci od 100 serija posle procesa kontrole i zamene defektnih delova ispravnim delovima biće ukupno Ppik = 0.00334 = 0.334 % defektnih delova.
• Pošto u 83 serije nema defektnih delova (stoprocentna kontrola), računam broj defektnih delova samo u K = 17 serija, koje su prihvaćene sistemom uzoraka:
Nd = K·p·(N – n) = 17·0.020·(10000 – 350) = 3281 delova.
U praksi se javlja i sledeći slučaj (čak češće nego prethodno opisani), kada se unapred poznati α, β, pα i pβ, a treba odrediti elemente plana prijema.
Tada se dobija sledeći sistem jednačina:
( ) ( )α−=⋅
⋅= α⋅−
=
αα ∑ 1e
!kpnc,n,pL pn
c
0k
k
,
( ) ( )β=⋅
⋅= β⋅−
=
ββ ∑ pn
c
0k
k
e!k
pnc,n,pL .
Ovaj sistem jednačina se rešava iterativnim postupkom (sukcesiv-nim približavanjem veličina n i c), ili pomoću tablica u kojima su proračunati n i c za različite vrednosti rizika i nivoa kvaliteta.
Na pomenutom principu su razvijeni i standardizovani brojni modeli planova prijema (jednostrukih, dvostrukih i sekvencijalnih), od kojih su najpoznatiji: • američki vojni standard: MIL-STD-105 D, • Dodž-Romingov sistem planova prijema, • Filipsov sistem planova prijema, itd.
REFERENCE: • UKP M1 – poglavlja 7.3.1 i 7.3.2, • UKP M2 – poglavlje VI, zadatak 1.3.
2. Plan prijema za tolerisane numeri ke karakteristike sa nepoznatom serije (5. sam. zadatak)
Ovde se ne analizira procenat defektnih delova u uzorku, odnosno, ne uzima se on kao kriterijum prihvatanja, već statističke mere uzorka.
REFERENCE: • UKP M1 – poglavlja
7.4.1 i 7.4.4, • UKP M2 – poglavlje
VI, zadatak 2.3.
Tekst:
Zadati su: • α ≡ rizik proizvođača; • β ≡ rizik kupca • p1 = pα ≡ prihvatljivi nivo kvaliteta; • p2 = pβ ≡ odbijajući nivo kvaliteta; • U ≡ gornja granična mera tolerisane karakteristike, • L ≡ donja granična mera tolerisane karakteristike.
Primer: Postavka: Na automatu se izrađuje osovinica [mm]. Za kontrolu date karakteristike kvaliteta se koristi plan prijema. Poznati su:
0 1.045−φ
• rizik proizvođača: α = 4%, • rizik kupca: β = 6%, • prihvatljivi nivo kvaliteta: p1 = 3%, • odbijajući nivo kvaliteta: p2 = 5%.
Potrebno je formirati odgovarajući plan prijema.
4 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež3 Rešenje: Na osnovu zadatih podataka:
• α = 4% = 0.04, • β = 6% = 0.06, • p1 = 3% = 0.03, i • p2 = 5% = 0.05,
a prema UKP M2, tab.II, str.238, dobijamo: • kα = Ф-1(0.5 – α) = 1.75, • kβ = Ф-1(0.5 – β) = 1.56, • kP1 = Ф-1(0.5 – p1) = 1.88, i • kP2 = Ф-1(0.5 – p2) = 1.65.
Na taj način dobijamo potrebne podatke za izračunavanje konstante prijema (normalnog odstupanja):
7584.156.175.1
88.156.165.175.1kk
kkkkk 12 PP =
+⋅+⋅
=+
⋅+⋅=
βα
βα
i broja elemenata u uzorku (obim uzorka):
52829.5272k1
kkkk
n2
2
PP 21
≈=⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅⎟
⎟⎠
⎞⎜⎜⎝
⎛
−+
= βα .
Napomena: obim uzorka zaokružujemo na prvi veći ceo broj. Kriva operativne karakteristike Pa = f(p) se konstruiše na osnovu jednačina:
aPp khkk ⋅−=
gde je:
( ) ( ) 0695.015282
7584.1528
11n2
kn1h
22
=−⋅
+=−⋅
+= .
Procenat defektnih delova u seriji (p) za različite verovatnoće (Pa) izračunava se pomoću tabele 1.1:
Tabela 2.1.
Pa kPa h·kPa kp = k – h·kPa p = 0.5 – Ф(kp)
0.99 -2.3263 -0.1617 1.9201 0.0274
0.96 = 1 – α -1.7507 -0.1217 1.8801 0.0300
0.70 -0.5244 -0.0364 1.7948 0.0363
0.50 0.0000 0.0000 1.7584 0.0393
0.30 0.5244 0.0364 1.7220 0.0425
0.10 1.2816 0.0891 1.6693 0.0475
0.06 = β 1.5548 0.1081 1.6503 0.0494
0.01 2.3263 0.1617 1.5967 0.0552
5 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež3 Na osnovu podataka iz tabele 2.1 konstruišemo krivu operativne karakteristike plana prijema, prikazanu slikom 2.1.
Slika 2.1: Kriva operativne karakteristike plana prijemak=1.7584 i n=528
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.01 0.02 0.03 0.04 0.05 0.06
p
Pa
Oblast prihvatanja serije određena je graficima:
45Us1.7584x =≤⋅+ [mm] i 9.44Ls1.7584x =≥⋅− [mm],
gde su: • U ≡ gornja (upper) granična mera tolerisane karakteristike, • L ≡ donja (lower) granična mera tolerisane karakteristike, • x ≡ aritmetička sredina uzorka (ocena nepoznate aritmetičke sredine serije), i • s ≡ ocena nepoznate standardne devijacije serije.
Oblast prihvatanja može se grafički prikazati, ako se njene jednačine predstave u obliku:
7584.19.44
7584.1xs
7584.1x
7584.145s
−≤
−≤
odnosno:
5346.25x5687.0sx5687.05914.25s
−⋅≤⋅−≤
Grafici ovih uslova ili granice prihvatanja prikazane su na slici 2.2, na kojoj se vidi da oba grafika imaju zajedničku opštu tačku čije su koordinate:
( ) ( ) mm 95.44459.4421UL
21x =+⋅=+⋅= i
mm 0.0284s = .
6 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež3
Slika 2.2: Oblast prihvatanja serije
0
0.005
0.01
0.015
0.02
0.025
0.03
44.9 44.91 44.92 44.93 44.94 44.95 44.96 44.97 44.98 44.99 45
Xbar (mm)
s (mm)
L U
s ≤ 0.569 xbar – 25.535
s ≤ 25.591 – 0.569 xbar
OBLAST PRIHVATANJA
SERIJE
Data serija će biti prihvaćena samo ako odgovarajuća tačka uzorka (xbar,s) padne u oblast prihvatanja, koja se nalazi između grafika i apscisne ose. U slučaju da ova tačka padne izvan ove oblasti, serija se odbija.
Dopuna granica oblasti prihvatanja, izvodi se uvođenjem treće definicione jednačine plana prijema tolerisanih numeričkih karakteristika sa nepoznatom varijansom serije, koja glasi:
( )kpkp kkmaxLUs
′′′ +−
≤ .
Najpre određujemo veličinu kp koja odgovara verovatnoći Pa = 0.50, na sledeći način:
Pa = 0.5 ⇒ kPa = 0 ⇒ 7584.1khkkaPp =⋅−= ⇒ pk = 0.5 – Ф(kp) = 0.0393.
Veličinu pk = 0.0393 treba u nekoliko kombinacija podeliti na dva dela (pk’ i pk”), ali tako da u svakoj kombinaciji bude: pk’ + pk” = pk i pk’ ≤ pk”.
Proračun dopunskih podataka potrebnih za crtanje grafika oblasti prihvatanja serije dat je tabelom 1.2.
Tabela 1.2.
x s kp′ kp ′′
kpk′ kpk ′′
kk pp kk ′′−′ kk pp kk ′′+′
[5]:[6] b × [7]
c-[8] c+[8] a/[6]
[1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11]
0.0196 0.0197 2.06 2.058 0 4.116 0 0 44.9500 44.9500 0.0243
0.0120 0.0273 2.25 1.926 0.324 4.176 0.0776 0.0039 44.9461 44.9539 0.0239
0.0090 0.0303 2.36 1.876 0.484 4.236 0.1143 0.0057 44.9443 44.9557 0.0236
0.0050 0.0343 2.58 1.823 0.704 4.403 0.1599 0.0080 44.9420 44.9580 0.0227
0.0030 0.0363 2.74 1.798 0.942 4.538 0.2076 0.0104 44.9396 44.9604 0.0220
0.0010 0.0383 3.16 1.773 1.383 4.929 0.2806 0.0140 44.9360 44.9640 0.0203
Napomena: a = U – L = 0.1; b = (U – L)/2 = 0.05; c = (U + L)/2 = 44.95
Dopunom granica oblasti prihvatanja serije u potpunosti je definisan plan prijema date serije.
7 / 7

АУДИТОРНА ВЕЖБА БР. 4. МЕРНИ ЛАНЦИ

Nenad Nešić IE 04/05 UKP1 – AudVež4
etvrta auditorna vežba iz Upravljanja kvalitetom proizvoda 1
MERNI LANCI (preporuke za izradu 6. samostalnog zadatka)
Primer 1. Tekst: Za deo prikazan na slici odrediti srednje vrednosti tolerancije sastavnih članova mernog lanca dobijenih metodama potpune i nepotpune zamenljivosti. Zadata je mera 50±0.020 mm. Nominalne vrednosti ostalih članova lanca date su na slici. Primeniti postupak jednakih tolerancija. Kod metode nepotpune zamenljivosti stepen zamenljivosti je 98.76%, vrednosti mere završnog člana raspoređuju se po zakonu normalnog rasporeda, a sastavnih članova po Simpsonovom rasporedu. Koja od ponuđenih metoda (potpune ili nepotpune zamenljivosti) obezbeđuje niže troškove obrade?
0.09 A
50±0.02
Ø10±0
.01
Ø30 Ø
25
Ø20
10 20
110A
Slika 1. Rešenje: Na osnovu teksta zadatka zaključujemo (slika 2.):
• zbog zadate tolerancije paralelnosti ose otvora sa poprečnom površinom, njihovo rastojanje predstavlja funkcionalnu meru A∆,
• zadata širina tolerancijskog polja završnog člana: δ∆ = 0.09 mm, • uvećavajući član: A1 = 110 mm, • umanjujući članovi:
o A2 = 20 mm, o A3 = 10 mm, o A4 = 50±0.020 mm,
• broj članova mernog lanca: m = 5, • broj sastavnih članova sa zadatom širinom tolerancijskog polja: r = 1, • širina tolerancijskog polja sastavnog člana sa zadatom širinom tolerancijskog polja A4:
040.0980.49020.50AA d4g44 =−=−=δ mm,
• nominalna vrednost završnog člana A∆:
552510201102
AAAAA 4321 =−−−=−−−=∆ mm,
1 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež4
• prenosni odnosi sastavnih članova:
1a1 = , 1aa 32 −== , 21a4 −= .
NAPOMENE: 1. Uvećavajući su oni sastavni članovi čijim se povećanjem uvećava i završna mera; 2. Umanjujući su oni članovi čijim se uvećanjem smanjuje završna mera; 3. Merni lanac zatvaramo najkraćim putem, tako da sadrži minimalan broj sastavnih članova, 4. Prenosni odnosi se dobijaju pomoću sledeće formule:
( )ii
i A,AcosAAa ∆
∆ <=∂∂
= ,
5. Ukoliko se deli neki sastavni član, deli se i širina njegovog tolerancijskog polja, kao i njegov prenosni odnos i to istim deliocem.
0.09 AØ
30
A A1
A4 A3 A2
A∆
Slika 2.
a) Metoda potpune zamenljivosti Srednja vrednost tolerancije sastavnih članova, prema metodi potpune zamenljivosti i postupku jednakih tolerancija, izračunava se prema formuli:
( ) ( ) 0233.0307.0
115204.009.0
1rm2 pz
s
4
pzs =δ⇒=
−−
−=
−−
δ−δ
=δ∆
mm.
Ova vrednost se ne odnosi jedino na sastavni član A4, jer je njegova tolerancija zadata tekstom zadatka, pa napokon dobijamo:
( ) 0233.0pzs321 =δ=δ=δ=δ mm, 04.04 =δ mm.
b) Metoda nepotpune zamenljivosti Prema tekstu zadatka stepen zamenljivosti iznosi:
%76.98P = , što znači da faktor rizika iznosi:
%24.10124.09876.01P1q ==−=−= . Na osnovu te vrednosti faktora rizika, prema OTML1, tab.2, str.65, nalazimo vrednost parametra Gausove raspodele:
t = 2.5.
2 / 7
1 OTML – Osnovi teorije mernih lanaca, Joko Stanić, Mašinski fakultet, Beograd, 1990.

Nenad Nešić IE 04/05 UKP1 – AudVež4 Vrednosti koeficijenata relativnog rasturanja ki dobijaju se:
• za završni član, prema obrascu:
2.15.2
3t3k ===∆ ,
zato što je vrednost δ∆ unapred zadata (v. OTML, str.83), • za sastavne članove, prema OTML, tab.3, str.73, za Simpsonov raspored:
k1 = k2 = k3 = k4 = 1.22. Srednja vrednost tolerancije sastavnih članova, prema metodi nepotpune zamenljivosti i postupku jednakih tolerancija, izračunava se prema formuli:
( )( )
( ) 0498.0...kakaka
kak
ka
kaknz
s23
23
22
22
21
21
24
24
24
22
1rm
1i
2i
2i
r
1i
2i
2i
2i
22
nzs =δ⇒⇒
⋅+⋅+⋅
δ⋅⋅−⋅δ=
⋅
δ⋅⋅−⋅δ=δ ∆∆
−−
=
=∆∆
∑
∑mm.
Ovde takođe dajemo napomenu da se dobijena vrednost srednje tolerancije sastavnih članova ne odnosi na sastavni član A4, jer je njegova tolerancija zadata tekstom zadatka, pa napokon dobijamo:
( ) 0498.0nzs321 =δ=δ=δ=δ mm, 04.04 =δ mm.
KOMENTAR: Srednja vrednost tolerancije sastavnih članova po metodi apsolutne (potpune) zamenljivosti ( ) je dosta manja od srednje vrednosti tolerancija sastavnih članova po metodi nepotpune zamenljivosti ( ), što veoma poskupljuje troškove obrade, pa je pri zadatom faktoru rizika q = 1.24 % ekonomski više opravdano projektovati merni lanac metodom nepotpune zamenljivosti.
( )pzsδ
( )nzsδ
Primer 2. Tekst: Na delu prikazanom na slici 3 (mehanizam menjačke kutije), dimenzionisan je merni lanac. Kroz ranije eksperimentalne analize datog tehnološkog procesa utvrđeni su zakoni rasporeda mera sastavnih članova i, zajedno sa propisanim graničnim odstupanjima, dati u tabeli 1.
i 1 2 3 4 5 Ai [mm] 90±0.300 51–0.200 5–0.050 130+0.100 5–0.050
0 0 0.19 0 –0.16 Tabela 1.
k 1.21 1 1.03 1.1 1.21
a) Odrediti meru A∆ metodom potpune zamenljivosti, empirijskim postupkom.
b) Pomoću metode nepotpune zamen-ljivosti odrediti meru A∆.
c) Za podatke iz prethodne tačke i novu zadatu toleranciju δ∆ = 0.54 mm odrediti stepen zamenljivosti, od-nosno faktor rizika koji odgovara zadatoj toleranciji završnog člana mernog lanca.
Slika 3.
3 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež4 Rešenje: a) Metod apsolutne (potpune) zamenljivosti, empirijski postupak Nominalnu vrednost završnog člana mernog lanca sa slike 3, prema metodu apsolutne zamenljivosti i empirijskim postupkom određujemo na sledeći način:
( ) ( ) ( ) ( ) 1513055190AAAAAA 54321 =++−+=++−+=∆ mm,
gornju graničnu meru dobijamo prema:
( ) ( ) ( ) ( ) 4.195.413095.4513.90AAAAAA d5d4d3g2g1g =++−+=++−+=∆ mm,
a donju prema:
( ) ( ) ( ) ( ) 4.051.13058.507.89AAAAAA g5g4g3d2d1d =++−+=++−+=∆ mm.
Širinu tolerancijskog polja završnog člana možemo odrediti na dva načina:
• preko najvećih dozvoljenih vrednosti:
14.04.1AAT dg =−=−==δ ∆∆∆∆ mm,
• ili preko najvećih dozvoljenih odstupanja (εgi, εdi), odnosno širina tolerancijskih polja sastavnih članova (δi), uz pomoć tabele 2:
( ) 15
1idigi
5
1ii =ε−ε=δ=δ ∑∑
==∆ mm.
Tabela 2.
i Ai [mm] gi di i
1 90±0.300 0.300 – 0.300 0.600 2 51–0.200 0 – 0.200 0.200 3 5–0.050 0 – 0.050 0.050 4 130+0.100 0.100 0 0.100 5 5–0.050 0 – 0.050 0.050
∆ 4.06.01+
− 0.4 – 0.6 1
b) Metod nepotpune zamenljivosti, empirijski postupak Srednju vrednost završnog člana određujemo prema obrascu:
∑∑−
+==∆ ⎟
⎠⎞
⎜⎝⎛ δ
α+−⎟⎠⎞
⎜⎝⎛ δ
α+=1m
1ni
iisi
n
1i
iisis 2
A2
AA ,
gde je m ukupan broj članova mernog lanca, uključujući i završni član, a n broj uvećavajućih članova mernog lanca (v. sliku 4).
∑∑−
+==∆ ⎟
⎠⎞
⎜⎝⎛ δ
α+−⎟⎠⎞
⎜⎝⎛ δ
α+=1m
1ni
iisi
n
1i
iisis 2
A2
AA
srednja vrednostzavršnog člana
uvećavajućisastavni članovi
umanjujućisastavni članovi
Slika 4.
4 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež4 Potrebne vrednosti za primenu prethodno navedenog obrasca izračunavamo pomoću tabele 3:
Tabela 3. i Ai [mm] gi di Asi=Ai+( gi+ di)/2 i
1 90±0.300 0.300 – 0.300 90 0 0.600 2 51–0.200 0 – 0.200 50.9 0 0.200 3 5–0.050 0 – 0.050 4.975 0.19 0.050 4 130+0.100 0.100 0 130.05 0 0.100 5 5–0.050 0 – 0.050 4.975 -0.16 0.050
pa napokon dobijamo:
=⎟⎠
⎞⎜⎝
⎛ δα+−⎟
⎠
⎞⎜⎝
⎛ δα+= ∑∑
−
+==∆
1m
1ni
iisi
n
1i
iisis 2
A2
AA
⇒⎭⎬⎫
⎩⎨⎧
⎟⎠⎞
⎜⎝⎛ ⋅−+⎟
⎠⎞
⎜⎝⎛ ⋅++⎟
⎠⎞
⎜⎝⎛ ⋅+−
⎭⎬⎫
⎩⎨⎧
⎟⎠⎞
⎜⎝⎛ ⋅++⎟
⎠⎞
⎜⎝⎛ ⋅+=
205.016.0975.4
21.0005.130
205.019.0975.4
22.009.50
26.0090
899.0A s =∆ mm.
Širinu tolerancijskog polja završnog člana dobijamo prema obrascu: m 1
i ii 1
1 k 0.765k
−
∆=∆
δ = ⋅ δ =∑ mm.
U prethodnom obrascu, uzeli smo da je k∆ = 1 (kao da se radi o normalnom rasporedu), pošto, prema centralnoj graničnoj teoremi, raspored završnog člana teži normalnom ako u mernom lancu postoji dovoljno veliki broj članova (bez obzira na to po kom se zakonu raspodeljuju) i ako su međusobno nezavisni. Nominalnu vrednost završnog člana dobijamo na isti način kao i kod metoda potpune zamenljivosti:
( ) ( ) ( ) ( ) 1513055190AAAAAA 54321 =++−+=++−+=∆ mm.
Ekstremne dozvoljene vrednosti dobijamo iz obrasca:
765.021899.0
21AA s ⋅±=δ⋅±= ∆∆∆ ,
odakle slede:
• najveća dozvoljena vrednost završnog člana: A∆g = 1.282 mm,
• najmanja dozvoljena vrednost završnog člana: A∆d = 0.517 mm,
odnosno:
• gornje granično odstupanje završnog člana: ε∆g = A∆g – A∆ = 1.282 – 1 mm = 0.282 mm,
• donje granično odstupanje završnog člana: ε∆d = A∆d – A∆ = 0.517 – 1 mm = – 0.483 mm.
Prema tome, završni član razmatranog mernog lanca, prema metodi nepotpune zamenljivosti i empirijskom postupku, glasi:
282.0483.01A g
d
+−
ε+ε+∆ = mm.
5 / 7

Nenad Nešić IE 04/05 UKP1 – AudVež4 c) Određivanje stepena zamenljivosti i faktora rizika, za novu zadatu toleranciju završnog člana Nova zadata vrednost intervala tolerancije završnog člana iznosi: δ∆ = 0.54 mm. Parametar Laplasove funkcije koji odgovara toj vrednosti, određujemo preko sledećeg obrasca:
118.2k
3t1m
1i
2i
2i
nova
=δ⋅
δ⋅=
∑−
=
∆ ,
a na osnovu njega, interpolacijom, pomoću tab. 2, OTML, str.65, nalazimo:
• faktor rizika: q = 3.43 %,
• odn., stepen zamenljivosti: P = 1 – q = 96.57 %.
Napomena: umesto tablice 2, OTML, str.65, mogu se koristiti i tablica1, UKP M1, str.372 i tablica 3, UKP M2, str.239, pri čemu treba voditi računa da je:
P = 1 – 2Φ(t). Primer 3. Tekst: Za dati mašinski deo potrebno je utvrditi: a) Nominalnu vrednost i veličinu tolerancijskog polja za veličinu X; b) Nominalnu vrednost i veličinu tolerancijskog polja za veličinu Y, ako se uzme da je dimenzija A1
završni član lanca; ukoliko se dobije nelogičan rezultat, korigovati vrednosti sastavnih članova postupkom jednakih tolerancija; i
c) Utvrditi potreban kvalitet obrade za veličinu X na bazi srednjeg broja jedinica tolerancija (postupak jednakih kvaliteta).
A3A4
A2A1X
Y
Rešenje: a) Proračun završnog člana X Nominalna vrednost završnog člana mernog lanca (merni lanac zatvaram
X = A3 – A4 = 85 – 12 = 73 mm. Gornja granična mera iznosi:
Xg = A3g – A4d = 85 + 0.040 – (12 – 0.010) = 73.05Donja granična mera iznosi:
Xd = A3d – A4g = 85 + 0.010 – (12 + 0.000) = 73.01Širina tolerancijskog polja završnog člana X iznosi:
T = Xg – Xd = 73.050 – 73.010 = 0.040 mm
6 / 7
045.0000.01 76A +
+= [mm] 030.0000.02 40A +
+= [mm] 040.0010.03 85A +
+= [mm] 000.0010.04 12A +
−= [mm]
o najkraćim putem):
0 mm.
0 mm.
.

Nenad Nešić IE 04/05 UKP1 – AudVež4 b) Proračun sastavnog člana Y Najpre postavljamo jednačine tako da nam zadati završni član A1 bude na jednoj strani jednačine, a svi drugi članovi mernog lanca na drugoj strani jednačine, pri čemu od uvećavajućih oduzimamo umanjujuće članove mernog lanca. Potom, iz tih jednačina izražavamo odgovarajuće vrednosti nominalne i gornje i donje granične mere sastavnog člana Y.
A1 = Y – A2 – A3 ⇒ Y = A2 + A3 + A1 = 76 + 40 + 85 = 201 mm. A1g = Yg – A2d – A3d ⇒ Yg = A2d + A3d + A1g = 76.045 + 40 + 85.010 = 201.055 mm. A1d = Yd – A2g – A3g ⇒ Yd = A2g + A3g + A1d = 76 + 40.030 + 85.040 = 201.070 mm.
Pošto smo dobili nelogičan rezultat (donja granična mera za Y je veća od gornje), prema preporuci u tekstu zadatka korigujemo vrednosti tolerancijskih polja sastavnih članova mernog lanca postupkom jednakih tolerancija:
• završni član mernog lanca: 045.0
01 76AA g
d
++
ε+ε+∆ ==∆
∆ mm,
• širina tolerancijskog polja završnog člana mernog lanca:
045.00045.0dg =−=ε−ε=δ ∆∆∆ mm,
• ukupan broj članova mernog lanca: m = 4;
• širina tolerancijskog polja sastavnih članova prema postupku jednakih tolerancija i metodu potpune zamenljivosti:
015.014
045.01ms =
−=
−δ
=δ ∆ mm.
Sada smo, dakle, odredili nominalnu vrednost nepoznatog sastavnog člana: Y = 201 mm,
kao i širinu njegovog intervala tolerancije: TY = δs = 0.015 mm.
Konkretne vrednosti odstupanja sastavnih članova dobijamo iz sledećeg sistema od 3 jednačine: ε1g = εYg – ε2d – ε3d = 0.045 (1) ε1d = εYd – ε2g – ε3g = 0 (2) εYg – εYd = ε2g – ε2d = ε3g – ε3d = 0.015 (3)
pri čemu je očigledno da imamo tri jednačine manje nego što nam je potrebno, pošto imamo šest nepoznatih. Uvođenjem dodatnog uslova da nam u svakom sastavnom članu jedno od odstupanja bude jednako nuli i uočavanjem da to automatski sledi iz trivijalnog rešenja jednačine (2), dobijamo:
εYd = ε2g = ε3g = 0 ⇒ εYg = 0.015 mm, ε2d = – 0.015 mm, ε3g = – 0.015 mm. c) Postupak jednakih kvaliteta Na osnovu rezultata dobijenih u delu zadatka pod a), zaključujemo da širina tolerancijskog polja završnog člana X iznosi: δ∆ = δX = 0.040 mm = 40 µm. Srednji broj jedinica tolerancije za karakteristiku X nalazimo prema sledećem obrascu:
( )( )
2.121.12.2
40
A001.0A45.0X 1m
1isi
3si
s =+
=⋅+⋅
δ=α∑−
=
∆ , za A4
za A3
ML, sl.22, str.47 (na osnovu veličine
odgovarajućeg sastavnog člana) na osnovu čega zaključujemo da kvalitet mora biti finiji od N8.
7 / 7

АУДИТОРНА ВЕЖБА БР. 5. АНАЛИТИЧКИ МЕТОД 2

Nenad Nešić IE 04/05 UKP1 – AudVež5
Peta auditorna vežba iz Upravljanja kvalitetom proizvoda 1
ANALITIČKI METOD (ispitni zadaci) 1. MART 2001, Gr1, Zad3 Postavka: Istraživanjem međusobne zavisnosti između parametra habanja strugarskog noža (Br) i vremena obrade (t) karakteristike ∅80h9 (slika 1) došlo se do sledećih zavisnosti (tabela 1):
Tabela 1.
t [min] 13.0 15.0 16.5 19.0 21.5
Br [µm] 5 6 7 8 9 10 11 12 13 15 16 17 19 20 21
Potrebno je: a) naći funkcionalnu zavisnost između parametra habanja i vremena obrade Br = f(t), pod
pretpostavkom da se dobijeni rezultati odnose na zonu ustaljenog (linearnog) habanja, koristeći regresionu metodu; i
b) odrediti trenutak prvog periodičnog regulisanja alata, ako je pre početka obrade alat bio regulisan na donju graničnu meru. Greška usled elastičnosti elemenata obradnog sistema iznosi 14 µm, a ostale greške se mogu zanemariti.
Slika 1: Čaura.
1 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež5 Rešenje:
a) Linearna regresija Proračun parametara linearne regresije vršimo pomoću tabele 2.
Tabela 2: Pomoćna tabela za proračun koeficijenata linearne regresije.
xi
13.0 15.0 16.5 19.0 21.5 fj
( I ) fj⋅yj( II )
fj⋅yj2
( III )
5 1 0 0 0 0 1 5 25 6 1 0 0 0 0 1 6 36 7 1 0 0 0 0 1 7 49 8 0 1 0 0 0 1 8 64 9 0 1 0 0 0 1 9 81 10 0 1 0 0 0 1 10 100 11 0 0 1 0 0 1 11 121 12 0 0 1 0 0 1 12 144 13 0 0 1 0 0 1 13 169 15 0 0 0 1 0 1 15 225 16 0 0 0 1 0 1 16 256 17 0 0 0 1 0 1 17 289 19 0 0 0 0 1 1 19 361 20 0 0 0 0 1 1 20 400
yj j=(1, ... , n)
21 0 0 0 0 1 1 21 441
fi (1) 3 3 3 3 3 Σ(1)= Σ(I)=15 Σ(II)=189 Σ(III)=2761
iixf (2) 39.0 45.0 49.5 57.0 64.5 Σ(2)=255
2iixf (3) 507 675 816.75 1083 1386.75 Σ(3)=4468.5
∑=
n
1jjijyf (4) 18 27 36 48 60 Σ(4)=189
∑=
=n
1jjijiij yfxy (5) 234 405 594 912 1290 Σ(5)=3435
• Ukupan broj merenja: ( ) ( ) 15I1n =Σ=Σ= .
• Aritmetičke sredine:
min17)1()2(xf
n1x
n
1iii =
ΣΣ
== ∑=
,
m6.12)I()II(yf
n1y
n
1iii µ=
ΣΣ
== ∑=
.
• Standardne devijacije:
( ) min983.2x)1()3(xx
n1 2
n
1i
2ix =−
ΣΣ
=−=σ ∑=
,
( ) m031.5y)I()III(yy
n1 2
n
1i
2iy µ=−
ΣΣ
=−=σ ∑=
.
2 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež5 • Kovarijacija:
( )( ) ( )( ) mmin8.14yx15yyxx
n1C
n
1iiixy µ⋅=⋅−
ΣΣ
=−−= ∑=
.
• Koeficijent korelacije:
986.0C
ryx
xyxy =
σσ= (jaka veza).
• Koeficijenti prave regresije:
⎥⎦⎤
⎢⎣⎡ µ=
σ
σ=
minm663.1ra
x
yxy1 ,
[ ]m671.15xaya 10 µ−=−= .
• Jednačina regresije:
x663.1671.15y ⋅+−= , odnosno: . t663.1671.15Br ⋅+−=
b) Analitički metod Pošto je alat pre početka obrade bio regulisan na donju graničnu meru, a analizirana karakteristika predstavlja spoljašnju meru (v. sliku 1), zaključujemo:
( ) .m74mm074.0074.08080Txx maxdr µ==−−==∆⇒=
Ukupnu grešku izračunavamo prema obrascu:
.sluche ∆+∆−∆+∆=∆ θ ,
u kome nam je nepoznata jedino greška usled habanja strugarskog noža ∆h = 2⋅Br (greška usled elastičnosti elemenata obradnog sistema ∆e = 14 µm, a ostale greške se prema uslovu zadatka mogu zanemariti. U trenutku kada greška obrade dostigne vrednost širine tolerancijskog polja, potrebno je izvršiti prvo periodično regulisanje alata. Vrednost parametra habanja u tom trenutku iznosi:
m30B00B21474 rr µ=⇒+−⋅+= .
Na osnovu ovog podatka i funkcionalne veze između parametra habanja alata i vremena koju smo dobili u prvom delu zadatka, možemo naći trenutak prvog periodičnog alata:
m30t663.1671.15Br µ=⋅+−= ,
min463.27663.1
671.1530t .reg =+
=⇒ .
Dakle, prvo periodično regulisanje alata je potrebno izvesti nakon približno 27 minuta i 28 sekundi.
3 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež5 2. APRIL 2001, Gr1, Zad2 Postavka: Na CNC strugu se izrađuje karakteristika kvaliteta X = ∅60±0.1 mm, alatom čija je postojanost 30 min. Potrebno je, pri prvom periodičnom regulisanju alata: a) Ispitati mogućnost regulisanja alata metodom probnih komada, ako je nPK = 9; i b) Ako je regulisanje moguće, izračunati granice aritmetičke sredine probne grupe, pod uslovom da je
regulisanje pravilno izvedeno. Poznati su sledeći podaci: • Merenje je izvršeno mikrometrom, klase tačnosti 2; • Greška postavljanja alata iznosi 0.015 mm; • Apsolutne vrednosti grešaka usled elastičnosti i toplotnih dilatacija elemenata obradnog sistema su
jednake; • Zakon promene parametra habanja u vremenu glasi: Br =0.7⋅t1.1 [µm]; • Osnovni skup se pokorava zakonu normalne raspodele, sa standardnim odstupanjem σ = 0.012
mm. Rešenje: a) Ispitivanje mogućnosti regulisanja alata metodom probnih komada Dopuštena tolerancija regulisanja alata (slika 2) se dobija prema obrascu:
( ) ( )dopPK
1 1Tr T a b 6 1 200 0 59 6 12 1n 9
⎛ ⎞ ⎛ ⎞⎜ ⎟= − + − σ + = − + − ⋅ ⋅ +⎜ ⎟⎜ ⎟ ⎝ ⎠⎝ ⎠
m45Trdop µ=
u kome figurišu sledeće veličine: • T = 0.1 + 0.1 = 0.2 mm = 200 µm; • a = ∆e – ∆θ = 0 (iz uslova zadatka: ⏐∆e⏐–⏐∆θ⏐); • b = ∆h = 2 ⋅ 0.7 ⋅ t 1.1 = 1.4 ⋅ 30 1.1 = 59.01 ≈ 59 µm; • σ = 12 µm (zadato); • nPK = 9 (zadato).
Računska vrednost tolerancije (greške) regulisanja se određuje prema obrascu:
m393615Tr 222m
2prac µ=+=∆+∆=
u kome figurišu sledeće veličine: • ∆p = 15 µm (zadato); • ∆m = 36 µm (UKP M1, tab.6.4, str.168). Vidimo da je matematički uslov regulisanja alata metodom probnih komada ispunjen, jer je računska vrednost tolerancije regulisanja manja od dopuštene:
doprac Trm45m39Tr =µ<µ=
4 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež5
Ad
Ag
a bTr(dop)3σσn3 σ
n3
xr
xmin
xmax
3σ
T
Slika 2: Grafički prikaz matematičkog uslova pravilnog regulisanja alata metodom probnih komada.
b) Određivanje raspona u kome se sme kretati aritmetička sredina probne grupe za slučaj pravilno izvedenog regulisanja:
min dPK
1 1x A a 3 1 60 0.1 0 3 0.012 1 59.948 mmn 9
⎛ ⎞ ⎛ ⎞⎜ ⎟= + + σ ⋅ + = − + + ⋅ ⋅ + =⎜ ⎟⎜ ⎟ ⎝ ⎠⎝ ⎠
max gPK
1 1x A b 3 1 60 0.1 0.059 3 0.012 1 59.993 mmn 9
⎛ ⎞ ⎛ ⎞⎜ ⎟= − − σ ⋅ + = + − − ⋅ ⋅ + =⎜ ⎟⎜ ⎟ ⎝ ⎠⎝ ⎠
Dakle, aritmetička sredina probne grupe za slučaj pravilnog regulisanja se sme kretati u intervalu: mm993.59xmm948.59 << .
5 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež5 3. OKTOBAR 1999, Gr2, Zad2
Postavka:
Odstupanja vođica struga od ose glavnog vretena su: ∆y = 0.015 mm i ∆z = 0.005 mm. Na njemu se obrađuje, spoljašnjim uzdužnim struganjem, obradak prečnika Do = 140 mm i dužine L = 200 mm. Utvrditi najmanju širinu tolerancijskog polja koju mora propisati konstruktor, da bi se na ovom obradnom sistemu, uz zanemarivanje ostalih grešaka, dobila tačna mera. Odrediti gornju i donju graničnu meru u tom slučaju.
Rešenje:
Zadate su sledeće veličine (v. sliku 3): • Odstupanje vođice struga od ose GV u vertikalnom pravcu: ∆y = 0.015 mm, • Odstupanje vođice struga od ose GV u horizontalnom pravcu: ∆z = 0.005 mm, • Prečnik obratka: Do = 140 mm, i • Dužina obratka: L = 200 mm.
∆D
L
Dox
y
z
Slika 3: Oblik izvodnice obratka, za slučaj ∆y ≠ 0 i ∆z ≠ 0.
Greška obrade (priraštaj prečnika obratka u zavisnosti od polaznih grešaka izrade elemenata obradnog sistema) računa se prema obrascu:
o2
2
2z
2
oy Dx
Lrx
L2D −⋅
∆+⎟⎟
⎠
⎞⎜⎜⎝
⎛+⋅
∆=∆ ,
gde je: mm702
1402
Dr oo === poluprečnik obratka.
Maksimalan priraštaj je na kraju obratka (najdalje od stezne glave), odnosno za x = L i tada je:
=−+∆⋅⋅+∆+∆=−⋅∆
+⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅
∆=∆ o
2oyo
2z
2yo
22
2z
2
oy
max Drr22DLL
rLL
2D
.Tmm03.0D14070015.0702005.0015.02 max222 ≤=∆⇒−+⋅⋅++=
Dakle, najmanja širina tolerancijskog polja koju mora da propiše konstruktor iznosi: Tmin = 0.03 mm, pa granične mere iznose:
mm03.14003.0140D g,o =+= , , odnosno: . mm1400140D d,o =+= mm140D 03.00o+=
6 / 6

АУДИТОРНА ВЕЖБА БР. 6. МЕТОД СТАТИСТИЧКОГ ТЕСТИРАЊА ХИПОТЕЗА

Nenad Nešić IE 04/05 UKP – AudVež6
Šesta auditorna vežba iz Upravljanja kvalitetom proizvoda 1
METOD STATISTIČKOG TESTIRANJA HIPOTEZA 1. SEPTEMBAR 2000, Gr1, Zad1 (modifikovan) (provera hipoteze o slučajnosti uzorka) Postavka:
Na automatu se obrađuje čaura, na kojoj se, pored ostalih, kontroliše i dimenzija mm. Planom inspekcije izvučeno je 30 uzoraka, a merenjem su dobijene sledeće vrednosti:
25 x 045.0 010.0
++=
Ni xi Ni xi Ni xi Ni xi Ni xi Ni xi
1. 25.030 6. 25.030 11. 25.025 16. 25.035 21. 25.050 26. 25.045 2. 25.015 7. 25.010 12. 25.040 17. 25.035 22. 25.035 27. 25.035 3. 25.025 8. 25.020 13. 25.030 18. 25.020 23. 25.025 28. 25.030 4. 25.035 9. 25.020 14. 25.030 19. 25.030 24. 25.025 29. 25.025 5. 25.040 10. 25.025 15. 25.035 20. 25.045 25. 25.030 30. 25.030
Potrebno je, uz davanje odgovarajućih komentara, proveriti hipotezu o slučajnosti uzorka metodom uzastopnih razlika, za nivo značajnosti 5%. Rešenje: Veličina (obim) uzorka iznosi 30. Najpre vršimo proračun matematičkog očekivanja i standardne devijacije, pomoću tabele 1.
Tabela 1.
xi fi xi – a (xi – a)2 (xi – a)⋅fi (xi – a)2⋅fi
25.01 1 -0.02 0.000400 -0.02 0.000400 25.015 1 -0.015 0.000225 -0.015 0.000225
25.02 3 -0.01 0.000100 -0.03 0.000300 25.025 6 -0.005 0.000025 -0.03 0.000150
a = 25.03 8 0 0.000000 0 0.000000
25.035 6 0.005 0.000025 0.03 0.000150 25.04 2 0.01 0.000100 0.02 0.000200
25.045 2 0.015 0.000225 0.03 0.000450 25.05 1 0.02 0.000400 0.02 0.000400
Σ 30 0.005 0.002275 Veličina fi u tabeli 1 predstavlja empirijske frekvencije dobijene na osnovu tabele u postavci zadatka, a veličina a predstavlja karakteristiku sa najvećom frekvencijom. Na osnovu tabele 1 dobijamo sledeće vrednosti aritmetičke sredine i standardne devijacije:
( ) 030167.25005.0301030.25fax
n1ax i
n
1ii =⋅−=⋅−+= ∑
=
mm
( ) ( ) ( ) 008706639.003.25030167.25002275.0301axfax
n1 22
i
n
1i
2i =−−⋅=−−⋅−=σ ∑
=
mm
Postavljamo hipotezu da je uzorak slučajan (nulta hipoteza). Za proveru hipoteze o slučajnosti uzoraka koristimo metodu uzastopnih razlika. Potrebno je najpre formirati niz razlika aritmetičkih sredina uzastopnih uzoraka (di – tabela 2).
1 / 6

Nenad Nešić IE 04/05 UKP – AudVež6
Tabela 2. Ni xi di = ⏐xi+1 – xi⏐ Ni xi di = ⏐xi+1 – xi⏐ Ni xi di = ⏐xi+1 – xi⏐
1. 25.030 0.015 11. 25.025 0.015 21. 25.050 0.015 2. 25.015 0.010 12. 25.040 0.010 22. 25.035 0.010 3. 25.025 0.010 13. 25.030 0.000 23. 25.025 0.000 4. 25.035 0.005 14. 25.030 0.005 24. 25.025 0.005 5. 25.040 0.010 15. 25.035 0.000 25. 25.030 0.015 6. 25.030 0.020 16. 25.035 0.000 26. 25.045 0.010 7. 25.010 0.010 17. 25.035 0.015 27. 25.035 0.005 8. 25.020 0.000 18. 25.020 0.010 28. 25.030 0.005 9. 25.020 0.005 19. 25.030 0.015 29. 25.025 0.005
10. 25.025 0.000 20. 25.045 0.005 30. 25.030 Zatim se formira tabela učestanosti uzastopnih razlika (dj – tabela 3):
Tabela 3. razlika dj 0 0.005 0.010 0.015 0.020
učestanost fj 6 8 8 6 1 Na osnovu tabele 3 izračunavamo sumu kvadrata uzastopnih razlika:
00275.0ddk
1j
2j
1n
1i
2i == ∑∑
=
−
=
mm
gde je k = 5 ≡ broj grupnih intervala uzastopnih razlika. Ukoliko je uzorak izvučen iz osnovnog skupa sa parametrima x i σo, dokazuje se u matematičkoj statistici da važi relacija:
( ) ( ) 0000474138.000275.01302
1d1n2
1c1n
1i
2i
2 =⋅−⋅
=−
= ∑−
=
,
gde je sa c označena procena disperzije osnovnog skupa preko uzastopnih razlika. Disperzija osnov. skupa se može oceniti i na osnovu disperzije uzorka (σ), koju popravljamo količnikom n/(n – 1), jer je obim uzorka mali (nije veći od 30):
0000784195.0008706639.0130
301n
ns 222 =⋅−
=σ−
= .
Provera hipoteze o slučajnosti uzorka (pri nepromenjenoj disperziji osnovnog skupa σο2) izvodi se
pomoću kriterijuma da veličina:
604611.00000784195.00000474138.0
sc
2
2
===δ .
mora biti veća od granične veličine δq, za n > 20. Da bismo odredili δq potrebno je da prvo proračunamo izraz:
( ) 45.0100
55.0100
q5.0tq =−=−=Φ
odakle, prema UKP M2, tab.2, određujemo parametar tq = 1.64485. Napomena: veličina q predstavlja zadati nivo pouzdanosti, u procentima. Sada možemo odrediti i samu graničnu veličinu δq, prema izrazu:
704575434.0130
64485.111n
t1 q
q =+
−=+
−=δ .
Pošto je: δ < δq, zaključujemo da se hipoteza o slučajnosti uzorka ne može prihvatiti. Komentar: U trenutku izvlačenja uzorka došlo je do pomeranja centra grupisanja mera, odnosno do promene regulisanog položaja alata u odnosu na radni predmet (usled habanja, dilatacija i drugih poremećaja elemenata obradnog sistema).
2 / 6

Nenad Nešić IE 04/05 UKP – AudVež6 2. DECEMBAR 2000, Gr1, Zad1 (modifikovan)(provera hipoteze o postojanju grube greške u elementima datog empirijskog skupa) Postavka: Na mašinskom delu koji se serijski izrađuje kontroliše se dimenzija mm, (spoljašnja mera) za koju je izvučeno 25 uzoraka sa po 5 primeraka u uzorku. Kontrolom su dobijene sledeće vrednosti statističkih parametara:
61 x 010.0 002.0
++∅=
RB x [mm]
Mera rasipanja [µm]
RB x [mm]
Mera rasipanja[µm]
RB x [mm]
Mera rasipanja[µm]
RB x [mm]
Mera rasipanja [µm]
RB x [mm]
Mera rasipanja[µm]
1. 16.005 1 6. 16.012 2 11. 16.004 6 16. 16.005 4 21. 16.004 4 2. 16.006 6 7. 16.004 4 12. 16.006 3 17. 16.007 5 22. 16.006 4 3. 16.005 1 8. 16.005 1 13. 16.004 5 18. 16.004 6 23. 16.007 5 4. 16.006 4 9. 16.006 5 14. 16.006 4 19. 16.007 3 24. 16.003 4 5. 16.002 5 10. 16.005 4 15. 16.003 5 20. 16.005 5 25. 16.004 3
Potrebno je, uz davanje odgovarajućih komentara: a) Testirati hipotezu o postojanju grube greške u elementima datog empirijskog skupa, za nivo
značajnosti q = 2.5%; i b) Odrediti procentualnu veličinu eventualnog škarta i dati komentar o doradi.
Rešenje: a) U prvom delu ovog zadatka je potrebno proveriti hipotezu o postojanju grube greške u elementima empirijskog skupa u slučaju kada parametri lokacije i disperzije osnovnog skupa nisu poznati. Zato je neophodno najpre proceniti parametre osnovnog skupa na osnovu izvučenih k = 25 uzoraka. Aritmetičku sredinu osnovnog skupa procenjujemo aritmetičkom sredinom aritmetičkih sredina uzoraka:
0052.16131.400251x
k1xX
k
1ii =⋅=== ∑
=
mm.
Pošto je obim uzorka (5 primeraka u uzorku) manji od 10, zaključujemo da je zadata mera rasipanja raspon R, pa standardnu devijaciju osnovnog skupa ocenjujemo na sledeći način:
∑=
⋅⋅−
=⋅−
=σ⋅−
=σk
1ii
220 R
k1
d1
1kk
dR
1kk
1kk
00174.0099.0251
326.21
12525
0 =⋅⋅⋅−
=σ mm.
Napomene: • Pošto je broj uzoraka manji od 31, koristimo popravljenu ocenu disperzije osnovnog skupa; • Ovde sa X i σ0 obeležavamo ocene aritmetičke sredine i standardne devijacije osnovnog skupa; i • Koeficijent d2 određujemo prema UKP M2, tab.14, za obim uzorka n = 5.
Postavljamo hipotezu da elementi empirijskog skupa (za koji pretpostavljamo da podleže zakonu normalne raspodele), ne sadrže grubu grešku. Vrednost koja najviše odstupa od procenjene aritmetičke sredine osnovnog skupa je maksimalna vrednost aritmetičkih sredina pojedinačnih uzoraka iznosi x max = 16.012 mm. Nju upoređujemo sa kritičnom granicom uq, koja se u slučaju kada parametri osnovnog skupa nisu poznati, već procenjeni, izračunava prema obrascu:
0102.1600174.088.20052.16gXu 0qq =⋅+=σ⋅+= mm,
pri čemu se parametar gq uzima prema UKP M2, tab.12, za zadati nivo značajnosti 2.5% i veličinu uzorka k = 25 (napomena: ovde se pojedini uzorci dati u tabeli u postavci zadatka tretiraju kao elementi u ukupnom uzorku). Pošto je maxx > uq zaključujemo da se nulta hipoteza mora odbaciti, tj. elementi empirijskog skupa sadrže u sebi grubu grešku.
3 / 6
Nenad Nešić IE 04/05 UKP – AudVež6 b) Procenat delova kod kojih se ispitivana karakteristika nalazi iznad maksimalne dozvoljene granice računa se prema obrascu:
( ) 003.04970.05.076.25.000174.0
0052.16010.165.0Xx
5.0q0
g1 =−=Φ−=⎟
⎠⎞
⎜⎝⎛ −
Φ−=⎟⎟⎠
⎞⎜⎜⎝
⎛
σ
−Φ−= , odn.
%3.0q1 = i ovi se delovi, kod spoljašnjih mera, mogu doraditi. Procenat delova kod kojih se ispitivana karakteristika nalazi ispod minimalne dozvoljene granice računa se prema obrascu:
( ) 033.0467.05.084.15.000174.0
002.160052.165.0xX5.0q0
d2 =−=Φ−=⎟
⎠⎞
⎜⎝⎛ −
Φ−=⎟⎟⎠
⎞⎜⎜⎝
⎛σ−
Φ−= , odn. %3.3q2 =
i ovi se delovi, kod spoljašnjih mera, ne mogu doraditi i predstavljaju škart. 3. MART 2001, Gr1, Zad1(provera hipoteze o jednakosti aritmetičkih sredina dva osnovna skupa koji podležu zakonu norm.rasp.)
Postavka: U jednom pogonu je, na CNC strugu, u toku dve radne nedelje, napravljen veliki broj čaura, prikazanih na slici 1. Kontrolom karakteristike x = 84 mm na 86 delova napravljenih u prvoj i 158 delova napravljenih u drugoj nedelji, utvrđene su sledeće vrednosti parametara lokacije i disperzije za prvi uzorak (delovi iz prve nedelje) i drugi uzorak (delovi iz druge nedelje):
1x = 84.112 mm, s1 = 0.011 mm, 2x = 84.103 mm, s2 = 0.014 mm. Proveriti da li se vrednost radne mere na koju je regulisan alat u prvoj radnoj nedelji, promenila pri izradi delova u drugoj nedelji, pod pretpostavkom da se osnovni skupovi iz kojih su izvučeni uzorci pokoravaju normalnoj raspodeli. Rešenje: Zadati su sledeći podaci: • Prvi uzorak: n1 = 86, 1x = 84.112 mm, s1 = 0.011 mm;
• Drugi uzorak: n2 = 158, 2x = 84.103 mm, s2 = 0.014 mm. Pošto su svi delovi napravljeni na istoj mašini u relativno kratkom vremenskom roku, možemo pretpostaviti da su standardne devijacije oba osnovna skupa (prvi osnovni skup – svi delovi napravljeni u prvoj, drugi osnovni skup – svi delovi napravljeni u drugoj radnoj nedelji) jednake. Potrebno je proveriti da li se vrednost radne mere promenila u drugoj u odnosu na prvu radnu nedelju, odnosno da li su se pomerio centar grupisanja mera na izratcima. Dakle, ovde je neophodno proveriti hipotezu o jednakosti aritmetičkih sredina dva osnovna skupa koji podležu zakonu normalne raspodele, na osnovu njihovih uzoraka. Postavljamo nultu hipotezu da nije došlo do promene mere na koju je alat regulisan, odnosno da su pomenute aritmetičke sredine jednake. Za proveru ove hipoteze koristimo Studentov t-test. Potrebno je najpre izračunati vrednost parametra t1, prema obrascu:
( ) ( )( )
21
2121
222
211
211 nn
2nnnns1ns1n
xxt
+−+
−+−
−=
( ) ( )( )
1588621588615886
014.01158011.0186
103.84112.84t
221 +−+⋅⋅
⋅−+⋅−
−=
16.5t1 = Zatim izračunavamo stepen slobode: k = n1 + n2 – 2 = 86 + 158 – 2 = 242.
4 / 6
Nenad Nešić IE 04/05 UKP – AudVež6 Napokon, na osnovu UKP M2, tab.9, za k = 242 i nivo značajnosti α = 0.05, dobijamo: t = 1.96. Pošto je: 5.16 > 1.96, odnosno t1 > t, sledi da se hipoteza o jednakosti aritmetičkih sredina mora odbaciti, a to ukazuje na činjenicu da je u toku druge radne nedelje došlo do promene regulisanog položaja alata u odnosu na prvu nedelju. 4. APRIL 2000, Gr1, Zad1 (provera hipoteze o proporciji osnovnog skupa na osnovu velikog uzorka) Postavka: U prijemnu kontrolu je od dobavljača stigla velika pošiljka proizvoda sa 4% defektnih proizvoda. Proveriti hipotezu kvaliteta proizvoda ovog dobavljača ako je kontrolom utvrđeno da na uzorku od 400 proizvoda ima: a) 30 defektnih komada, b) 20 defektnih komada, c) 25 defektnih komada.
Rešenje: Ovde je potrebno proveriti hipotezu o proporciji osnovnog skupa na osnovu velikog uzorka (pogledati: UKP, metode II, pog.2.12, str.130). Po hipotezi dobavljača usvojeno je P = P0 = 4% (procenat defektnih delova u osnovnom skupu iznosi 4%), i tu hipotezu treba proveriti na uzorku od n = 400 komada. Proporciju defektnih komada u uzorku izračunavamo prema obrascu:
nmp = ,
gde je m – broj defektnih komada u uzorku. Pošto se ovde radi o tzv. dvoslojnom osnovnom skupu (komadi mogu biti ili ispravni, ili defektni), sa velikim brojem elemenata, zaključujemo da se proporcije defektnih elemenata pokoravaju zakonu normalne raspodele sa matematičkim očekivanjem (aritmetičkom sredinom) P i standardnom devijacijom koju računamo prema obrascu:
( ) ( ) 009798.0400
04.0104.0n
P1P 00p =
−⋅=
−=σ .
Na osnovu odgovarajuće proporcije za svaki uzorak izračunavamo sledeći parametar:
p
00
Ppt
σ
−= .
U zavisnosti od veličine ovog parametra izvlačimo za svaki uzorak zaključak o ispravnosti hipoteze o kvalitetu proizvoda dobavljača.
a) m = 30 57.3009798.0
04.0075.0Ppt075.0
40030
nmp
p
00 =
−=
σ
−=⇒===
Pošto je t0 = 3.57 > 3, prema UKP, metode II, zaključujemo da je razlika p i P0 visokosignifikantna, tj. netačna je hipoteza P = P0. Dakle, nije tačna tvrdnja dobavljača da u osnovnom skupu ima 4% defektnih delova – taj procenat je veći.
b) m = 20 02.1009798.0
04.005.0Ppt05.0
40020
nmp
p
00 =
−=
σ
−=⇒===
Pošto je t0 = 1.02 < 2, prema UKP, metode II, zaključujemo da je razlika p i P0 slučajna, a hipoteza o kvalitetu proizvoda dobavljača P = P0 = 4% je tačna.
c) m = 25 30.2009798.0
04.00625.0Ppt0625.0
40025
nmp
p
00 =
−=
σ
−=⇒===
Pošto je 2 < t0 = 2.30 < 3, prema UKP, metode II, zaključujemo da je razlika p i P0 signifikantna, ali ne i visokosignifikantna, te se za ovaj uzorak hipoteza P = P0 = 4% ne može ni odbaciti ni prihvatiti, već se izvlači novi uzorak pa se donosi odluka.
5 / 6

Nenad Nešić IE 04/05 UKP – AudVež6 5. JANUAR 2002, Gr1, Zad1(provera hipoteze o jednakosti proporcija elemenata dvaju osnovnih skupova na osnovu uzoraka) Postavka: Na trima mašinama se obrađuje dimenzija 28±0.04 mm, na radnim predmetima iz lansirane serije. U jednom obilasku kontrolor je izvlačenjem po jednog uzorka odredio:
a) među izratcima sa prve mašine: 100 dobrih i 4 loša komada, b) među izratcima sa druge mašine: 170 dobrih i 8 loših komada, c) među izratcima sa treće mašine: 40 dobrih i 8 loših komada.
Utvrditi na kojim se mašinama međusobno postiže statistički identičan nivo tačnosti obrade. Rešenje: Posmatrano svojstvo je neusaglašenost karakteristike kvaliteta 28±0.04 mm sa konstrukcionom dokumentacijom. Najpre izračunavamo proporcije elemenata sa posmatranim svojstvom:
• na I mašini:
038.0104
4nmp
1
11 === ;
• na II mašini:
045.0170
8nmp
2
22 === ;
• na III mašini:
167.0488
nmp
3
33 === ;
gde su: • mi (i = 1, 2, 3) – broj izradaka sa posmatranim svojstvom na svakoj od mašina; • ni (i = 1, 2, 3) – ukupan broj izradaka na svakoj od mašina.
Najpre proveravamo hipotezu o jednakosti proporcija za I i II mašinu. Za to nam je potrebno da izračunamo sledećih nekoliko veličina:
957.0043.01p1q043.017010084
nnmmp 1212
21
2112 =−=−=⇒=
++
=++
= ,
025.0178104178104957.0043.0
nnnnqps
21
21121212d =
⋅+
⋅⋅=⋅+
⋅⋅= ,
koje su nam neophodne za izračunavanje parametra t012, prema jednačini:
228.0025.0
045.0038.0s
ppt
12d
21012 <=
−=
−= .
Pošto je izračunati parametar manji od kritične veličine t0krit. = 2, zaključujemo da se na mašinama I i II postiže statistički ista tačnost. Sada proveravamo hipotezu o jednakosti proporcija za II i III mašinu.
929.0071.01p1q071.04017088
nnmmp 2323
32
3223 =−=−=⇒=
++
=++
= ,
⇒=⋅+
⋅⋅=⋅+
⋅⋅= 0424817848178929.0071.0
nnnnqps
32
32232323d 295.2
042.0167.0045.0
spp
t23d
32023 >=
−=
−= .
Pošto je izračunati parametar veći od kritične veličine t0krit. = 2, zaključujemo da se na mašinama II i III, a time, s obzirom na prethodne zaključke, i na mašinama I i III, ne postiže statistički ista tačnost.
6 / 6

АУДИТОРНА ВЕЖБА БР. 7. МЕТОД СТАТИСТИЧИХ ОЦЕНА И КОНТРОЛНЕ
КАРТЕ 2

Nenad Nešić IE 04/05 UKP1 – AudVež7
Sedma auditorna vežba iz Upravljanja kvalitetom proizvoda 1
METOD STATISTIČKIH OCENA I KONTROLNE KARTE (ispitni zadaci) 1. JUN 2000, Gr2, Zad1 (ocena tačnosti aritmetičke sredine osnovnog skupa) Postavka: Prilikom ispitivanja postojanosti jedne serije alata utvrđena je aritmetička sredina 150T = min, a na osnovu tog uzorka ocenjena je i disperzija osnovnog skupa veličinom s = 4.02 min. Ako se zna da se osnovni skup pokorava zakonu normalne raspodele, odrediti veličinu uzorka, pod uslovom da se srednja postojanost alata nalazi u granicama poverenja [148÷152] min, uz pouzdanost 96%.
Rešenje:
Verovatnoća da se srednja postojanost alata (aritmetička sredina osnovnog skupa X ) nalazi u intervalu [148÷152], prema uslovima zadatka, iznosi 96%. Ukoliko je veličina uzorka n < 30, tada važi: ( )k,tS296.0)152x148(P p==<< , (1)
gde su: • tp ≡ parametar Studentove raspodele (UKP M1, tab.3), • k = n – 1 ≡ broj stepeni slobode Studentove raspodele. Međutim, ukoliko je veličina uzorka n ≥ 30, tada važi: ( )t296.0)152x148(P Φ==<< , (2) gde su: • Tx = ≡ aritmetička sredina uzorka, • t ≡ parametar normalne raspodele (UKP M1, tab.1). Pošto je veličina uzorka nepoznata, a ne znamo čak ni da li je taj uzorak mali (n < 30) ili veliki (n ≥ 30), moramo da pretpostavimo jedan od ta dva slučaja. Ako pretpostavimo da je uzorak mali, onda bi nam u daljim proračunima bila potrebna još jedna veličina za određivanje tp, a to je broj stepeni slobode k, što uz veličinu uzorka n čini dve nepoznate, a nama na raspolaganju stoji samo jedna jednačina (1) ili (2). Zato nam ne preostaje ništa drugo nego da pretpostavimo da je uzorak veliki i primenimo jednačinu (2). Dakle: ( ) 05.2t96.0t2 =⇒=Φ . Dobijena vrednost parametra t nam omogućava da izračunamo tačnost aritmetičke sredine osnovnog skupa, na osnovu izvučenog uzorka:
nst=ε , (3)
koja se za odgovarjuću pouzdanost 96% može izračunati i kao polovina zadatog intervala poverenja:
[ ] [ ] 241481522152,148x,xX =ε⇒=−=ε⇒=ε+ε−∈ min. (4) Sada možemo izračunati traženu veličinu uzorka, na osnovu jednačina (3) i (4):
979.162
02.405.2stnnst 2
22
2
22
=⋅
=ε⋅
=⇒ε=⋅ .
Veličinu uzorka uvek zaokružujemo na prvi veći ceo broj, pa dobijamo: n = 17 alata. Vidimo da izračunata vrednost obima uzorka n = 17 nije u saglasnosti sa polaznom pretpostavkom da je uzorak veliki (n ≥ 30), što nam govori da je ipak neophodno primenjivati tablice za Studentovu raspodelu. Pošto je poznato da je tp > t za n < 30 i tp ≈ t za n ≥ 30, pretpostavićemo da je n = 18 i koristiti tabelu za Studentovu raspodelu (UKP M1, tab.3), iz koje, za n = 18 i k = n – 1 = 17, dobijamo: ( ) ( ) 26.217k,96.0Pt96.0k,tS2 gspp ===⇒= .
1 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež7 Kada tu vrednost ubacimo u jednačinu:
1n
stp−
=ε , (5)
dobijamo:
( ) 22n.zaok64.21n64.202
02.426.2st1n 2
22
2
22p =⇒=⇒=
⋅=
ε
⋅=− .
Vidimo da nam ni ova pretpostavka nije bila dobra, pa iterativnim postupkom dolazimo do pravog rešenja (tab.1): TABELA 1.
Pretpostavljeni obim uzorka
npret.
Broj stepeni slobode
k
Parametar Student. rasp.
tp
Izračunati obim uzorka
nizr.
Izračunati obim uzorka
nizr.zaok.
18 17 2.26 21.64 22 19 18 2.25 21.45 22 20 19 2.24 21.27 22 21 20 2.24 21.27 22 22 21 2.23 21.09 22
Zaključujemo da je traženi obim uzorka n = 22. 2. JANUAR 1998, Gr1, Zad2 (ocena tačnosti standardne devijacije osnovnog skupa) Postavka: Kontrolom karakteristike kvaliteta mm dobijeni su sledeći rezultati (tabela 2): 15.0
05.040++∅
TABELA 2. Xi [mm] 40.06 40.07 40.08 40.09 40.10 40.11 40.12 40.13 40.14 40.15 40.16
fi 1 1 3 6 9 11 8 5 2 2 1 a) Odrediti interval poverenja u kome se sa pouzdanošću 95% nalazi nepoznata aritmetička sredina
osnovnog skupa; i b) Odrediti tačnost ocene standardne devijacije osnovnog skupa sa pouzdanošću 99.5%, odnosno
granice intervala poverenja u kojem je sa sigurnošću 99.5% sadržana standardna devijacija osnovnog skupa.
Rešenje: a) Najpre izračunavamo aritmetičku sredinu i disperziju uzorka, pomoću tabele:
TABELA 3.
xi fi xi – a (xi – a)2 (xi – a)⋅fi (xi – a)2⋅fi
40.06 1 -0.05 0.0025 -0.05 0.0025 40.07 1 -0.04 0.0016 -0.04 0.0016 40.08 3 -0.03 0.0009 -0.09 0.0027 40.09 6 -0.02 0.0004 -0.12 0.0024 40.10 9 -0.01 0.0001 -0.09 0.0009
a = 40.11 11 0 0 0 0 40.12 8 0.01 0.0001 0.08 0.0008 40.13 5 0.02 0.0004 0.10 0.0020 40.14 2 0.03 0.0009 0.06 0.0018 40.15 2 0.04 0.0016 0.08 0.0032 40.16 1 0.05 0.0025 0.05 0.0025
Σ 49 0.0110 -0.02 0.0204 Veličina fi u tabeli 3 predstavlja empirijske frekvencije dobijene na osnovu tabele u postavci zadatka, a veličina a predstavlja karakteristiku sa najvećom frekvencijom.
2 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež7 Dobijamo sledeće vrednosti aritmetičke sredine i disperzije:
( ) 1096.4002.049111.40fax
n1ax i
n
1ii ≈⋅−=⋅−+= ∑
=
mm
( ) ( ) ( ) 0204.011.401096.400204.0491axfax
n1 22
i
n
1i
2i ≈−−⋅=−−⋅−=σ ∑
=
mm
Nepoznatu vrednost aritmetičke sredine osnovnog skupa ocenjujemo na sledeći način:
1096.40xX =≈ mm, a standardne devijacije osnovnog skupa preko obrasca: s 0.0204= σ = mm. Pošto je obim uzorka n > 30, koristimo tablice za normalnu raspodelu i jednačinu statističke pouzdanosti pišemo u obliku:
( ) 95.0t2)nstxX
nstx(P =Φ=⋅+<<⋅− .
Odatle sledi: t = 1.96 (UKP M1, tab.1). Na osnovu ovoga dobijamo granice intervala:
s 0.0204x t 40.1096 1.96 40.1039n 49
− ⋅ = − ⋅ ≈ mm,
s 0.0204x t 40.1096 1.96 40.1153n 49
+ ⋅ = + ⋅ ≈ mm.
Dakle, aritmetička sredina osnovnog skupa će se nalaziti u intervalu poverenja [40.1039, 40.1153] mm, sa pouzdanošću 95%.
b) Veličinom s = 0.0206 procenjuje se nepoznata standardna devijacija osnovnog skupa, koja se mora nalaziti u granicama σO = s ± ε, gde ε predstavlja tačnost ocene standardne devijacije osnovnog skupa. Za k = n – 1 = 49 –1 = 48 i PL = 0.995, prema UKP M1, tab.4, dvostrukom interpolacijom dobijamo vrednost veličine qs = 0.3718, tako da je tačnost ε približne jednačine σO = s jednaka: mm. sq s 0.3718 0.0204 0.0076ε = ⋅ = ⋅ =
Prema tome, sa pouzdanošću 99.5% se može tvrditi da će se nepoznata vrednost standardne devijacije σO osnovnog skupa nalaziti u granicama intervala: O0.0204 0.0076 0.0204 0.0076− < σ < + ,
O0.0128 0.0280< σ < ;
odnosno: mm. O s 0.0204 0.0076σ = ± ε = ±
3 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež7
3. APRIL 2001, Gr1, Zad1 (kontrolne karte za % defektnih delova; ocena stand. dev. dvoslojnog skupa) Postavka: U jednoj fabrici je izvršena kontrola karakteristika kvaliteta nekog obradnog procesa na jednomesečnom obimu proizvodnje. Svakog radnog dana je izvučen po jedan uzorak. Dobijeni rezultati su prikazani u tabeli 4. Potrebno je: a) Konstruisati kontrolne karte za procenat defektnih delova. Tokom narednih kontrola pomenutog obradnog procesa usvojena je prosečna veličina uzorka iz prethodnih kontrola; i b) Odrediti verovatnoću da u čitavoj seriji delova napravljenih tog meseca neće biti više od 5% defektnih delova.
TABELA 4.
RB Veličina uzorka
Broj loših
delova RB Veličina
uzorka
Broj loših
delova RB Veličina
uzorka
Broj loših
delovaRB Veličina
uzorka
Broj loših
delovaRB Veličina
uzorka
Broj loših
delova1. 841 22 6. 2161 83 11. 2094 96 16. 955 45 21. 1094 542. 1490 63 7. 2033 65 12. 1737 81 17. 887 37 22. 1969 933. 1465 57 8. 2099 59 13. 1414 51 18. 1116 39 23. 1851 814. 1291 35 9. 1975 40 14. 1766 47 19. 1546 48 24. 1813 685. 1815 78 10. 1823 66 15. 1981 36 20. 1339 36 25. 1481 59
Rešenje: a) U prvom delu zadatka se traži da se kontroliše procenat defektnih delova u uzorku; dakle, crtamo p-karte. U tu svrhu će nam poslužiti sledeća tabela:
TABELA 5. RB
uzorka ni
broj defektnih
delova
pi
[%] ∆pbar
[%] DKGpbar
[%] GKGpbar
[%] 1. 841 22 2.616 1.926 1.669 5.520 2. 1490 63 4.228 1.447 2.148 5.041 3. 1465 57 3.891 1.459 2.135 5.053 4. 1291 35 2.711 1.554 2.040 5.149 5. 1815 78 4.298 1.311 2.284 4.905 6. 2161 83 3.841 1.201 2.393 4.796 7. 2033 65 3.197 1.239 2.356 4.833 8. 2099 59 2.811 1.219 2.375 4.813 9. 1975 40 2.025 1.257 2.338 4.851
10. 1823 66 3.620 1.308 2.286 4.902 11. 2094 96 4.585 1.220 2.374 4.815 12. 1737 81 4.663 1.340 2.254 4.934 13. 1414 51 3.607 1.485 2.109 5.079 14. 1766 47 2.661 1.329 2.265 4.923 15. 1981 36 1.817 1.255 2.340 4.849 16. 955 45 4.712 1.807 1.787 5.401 17. 887 37 4.171 1.875 1.719 5.469 18. 1116 39 3.495 1.672 1.923 5.266 19. 1546 48 3.105 1.420 2.174 5.015 20. 1339 36 2.689 1.526 2.068 5.120 21. 1094 54 4.936 1.688 1.906 5.283 22. 1969 93 4.723 1.259 2.336 4.853 23. 1851 81 4.376 1.298 2.296 4.892 24. 1813 68 3.751 1.312 2.283 4.906 25. 1481 59 3.984 1.451 2.143 5.045
40036 90.513 Centralne linije i kontrolne granice u prethodnoj tabeli su dobijene na osnovu sledećih obrazaca: • centralna linija:
%621.325513.90p
251pCL
25
1iip ==== ∑
=
4 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež7 • gornja kontrolna granica:
( ) ( ) %n044.56621.3
n621.3100621.33621.3
np100p3pppGKG
iiip +=
−⋅+=
−+=∆+=
• gornja kontrolna granica: ( ) ( ) %
n044.56621.3
n621.3100621.33621.3
np100p3pppDKG
iiip −=
−⋅−=
−−=∆−=
Na osnovu dobijenih podataka crtamo kontrolnu p-kartu za protekli proces (slika 1.)
Uzorci
Pro
cena
t def
ektn
ih d
elov
a
DKG: 2.221 %
CL: 3.621 %
GKG: 5.021 %
0
0.01
0.02
0.03
0.04
0.05
0.06
5 10 15 20 25
Slika 1. Kontrolna p-karta za protekli proces
Sa kontrolne karte za protekli proces vidi se da su tačke 9 i 15 prekoračile donju kontrolnu granicu, a to označava povišen kvalitet, tako da se one ne eliminišu i protekli proces se smatra stabilnim i tačnim. Dakle, zadovoljeni su uslovi za crtanje kontrolne p-karte za tekući proces. Prema uslovu zadatka, za sve naredne kontrole će relevantan biti prosečan obim uzorka iz prethodnih ispitivanja, koji iznosi:
160244.160140036251n
251n
25
1ii ≈=⋅== ∑
=
.
Sledi izračunavanje kontrolnih vrednosti za p-kartu za tekuće procese. • Reprezentativna vrednost procenta defektnih delova:
%621.3ppr ==
• Centralna linija: ( ) %621.3pp.tekCL rp ==′=
• Gornja kontrolna granica (za n = 1602):
( ) ( ) %021.51602
621.3100621.33621.3n
p100p3p.)tek(GKGp =−⋅
+=′−′
+′=
• Donja kontrolna granica (za n = 1602):
( ) ( ) %221.21602
621.3100621.33621.3n
p100p3p.)tek(DKGp =−⋅
−=′−′
−′=
5 / 6

Nenad Nešić IE 04/05 UKP1 – AudVež7 Sada možemo nacrtati i kontrolnu p-kartu za tekući proces (slika 2).
Redni broj uzorka
Pro
cena
t def
ektn
ih d
elov
a
DKG: 2.221 %
CL: 3.621 %
GKG: 5.021 %
0
0.01
0.02
0.03
0.04
0.05
0.06
5 10 15 20 25
Slika 2. Kontrolna p-karta za tekući proces
b) U drugom delu zadatka je potrebno izračunati verovatnoću da u čitavoj seriji delova izrađenoj tog meseca neće biti više od 5 % defektnih delova. Pošto se ovde radi o dvoslojnom skupu (u njemu postoje samo ispravni i defektni delovi), koristimo odgovarajući obrazac za ocenu standardne devijacije osnovnog skupa:
( ) ( ) %467.01602
621.3100621.3n
p100ps rrp =
−⋅=
−⋅= .
Tražena verovatnoća se izračunava iz sledećeg sistema jednačina: ( ) ( )t5.0%5pP o φ+=< , i
%5stp pr =⋅+ .
Iz druge jednačine dobijamo:
953.2467.0
621.35t
5467.0t621.3
=−
=
=⋅+
Kad dobijenu vrednost parametra t unesemo u prvi uslov, dobijamo: ( ) ( ) 998425.0498425.05.0t5.0%5pP o =+=φ+=< .
Dakle, tražena verovatnoća iznosi 99.84 %.
6 / 6





























