Embed Size (px)
Citation preview

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 1

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 2
1. CONTROL DE INVENTARIOS
1.1 INVENTARIO 1.2 FUNCIONES DE LOS INVENTARIOS (ESPECULACIÓN) 1.3 COSTOS DE INVENTARIO 1.4 GRAFICAS TIEMPO INVENTARIO 1.5 CLASIFICACIÓN DE LOS MODELOS DE DECISIÓN
2. MODELO DE CANTIDAD ECONOMICA DEL PEDIDO 3. MODELO DEL LOTE ECONOMICO CON DEFICIT 4. MODELO DE LOTE ECONOMICO DE PRODUCCION 5. CANTIDAD ECONOMICA DEL PEDIDO PARA ARTICULOS MULTIPLES 6. MODELO DE CANTIDAD ECONÓMICA DEL PEDIDO CON DESCUENTOS POR CANTIDAD ORDENADA 7. MODELO DE REVISIÓN CONTINUA CON DEMANDA PROBABILÍSTICA. CALCULO DE LA CANTIDAD DE PEDIDOS Q Y DEL PUNTO DE NUEVOS PEDIDOS R. 8. MODELO DE REVISIÓN PERIÓDICA

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 3
0
1. Control De Inventarios 1.1 INVENTARIO: Es una cantidad de artículos o materiales en el control de una empresa y
mantenidos por un tiempo relativamente ocioso o en estado improductivo, esperando ser usados o vendidos.
El inventario existe debido a que el proceso de abastecimiento y demanda difiere en las tasas en que ellas respectivamente proveen o requieren materiales o artículos. Sea x(t) y d(t) el abastecimiento y la demanda con respecto al tiempo t, afectando a un dado inventario, y sea el inventario resultante al tiempo t denotado por y(t). Entonces puede expresarse;
dtd(t)] - [x(t) + y(0) = y(t)t
∫ 1.2 FUNCIONES DE LOS INVENTARIOS (ESPECULACIÓN) Explotación del mercado
- Especulación del precio - Anticipación a incrementos futuros - Declinación del mercado
Protección contra escasez
- Existe el riesgo de quedarse sin inventario, trayendo las siguientes consecuencias: Interrupción de operaciones Insatisfacción de los clientes por demanda insatisfecha Costos de expedición
Suavizamiento de las operaciones: Cambios en la demanda
Cambios en la producción Almacenamientos por períodos de alta demanda (ciclos, estaciones, etc.)
Medida del lote económico (Economía en el tamaño del lote)
Se busca un mayor número de entregas con una mínima cantidad a entregar): Descuentos por cantidad Tiempo de preparación menor de las maquinas Menor manejo de materiales y papeleo (No. de ordenes)
Economía del sistema de control
Es más económico controlar grandes inventarios y se requiere menor esfuerzo.

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 4
Instantánea Abastecimiento: tiempo de espera (T.E.): Constante
Aleatorio
Comportamiento de:
Determinística: variable, constante Demanda:
Continuamente variable Probabilística: variable:
Periódicamente variable 1.3 COSTOS DE INVENTARIO El propósito de mantener inventarios, es evitar los costos asociados con no hacerlo. Costo del material Costo de ordenar: Recepción e inspección del material
Analizar vendedores Costos de llevar unidades en inventario:
Este costo inicia con el dinero invertido que se encuentra atado en la adquisición de materiales o artículos y que se deja de obtener un mejor retorno al invertirlo en otra fuente.( A esto se le llama costo de oportunidad ).
I Costo de capital II Costo de almacenaje
Los costos de almacenaje, dependen de la cantidad y del tipo de materiales almacenados.
a) Terreno b) Edificio
- Propio Depreciación Impuestos Seguros Gastos generales
- Rentado - Arrendado
III Costo de servicio

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 5
a) Contribuciones Impuestos sobre inventarios Seguros
b) Proceso Manejo de materiales Inventario físico
IV Costos por riesgo
a) Obsolescencia b) Merma
Robo Daño Desaparición Devaluación del precio de venta Deterioro
Costos de escasez o agotamiento
Cuando la escasez ocurre, la demanda no puede ser satisfecha lo que trae consecuencias varias:
- La demanda (las ventas) pueden perderse. - La demanda insatisfecha puede ser satisfecha posteriormente (costos de papeleo, entrega, multa por entregas tardías, etc. ) - La demanda puede satisfacerse de una fuente alternativa. Si se produce internamente involucra costos de preparación de equipo, costo de mano de obra, tiempo extra, etc.
Costos del sistema Se refieren a los costos que dependen de la cantidad y la calidad del esfuerzo utilizados en controlar los inventarios. La cantidad se refiere a la frecuencia de la ejecución de los procedimientos de control y directamente afecta los costos por revisión, actualización, pronóstico, y actualización de inventarios. Calidad se refiere al nivel de satisfacción del procedimiento de control.

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 6
1.4 GRAFICAS TIEMPO INVENTARIO
1.5 CLASIFICACIÓN DE LOS MODELOS DE DECISIÓN

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 7
Número de artículos: Modelo de artículo sencillo
" " múltiple Estructura del flujo del material: Paralelo (Demanda y abastecimiento externo)
Serie (Local abastecida por fuente externa, mientras que la última esta sujeta a demanda externa.
Frecuencia de revisión: Periódica (puntos específicos en el tiempo)
Continua (ocurren en cualquier tiempo) Variabilidad en la cantidad: Fija
Variable
Variable: Continua Periódica
Tipo de demanda Determinística Uniforme Constante: (Probabilística) Normal
Horizonte de planeación:(Período de tiempo sobre Infinito el cual la demanda será reconocida).
Finito (No. exacto de períodos) Infinito Razón de abastecimiento: Finito (producción)
Infinito
Acumulada (escasez) Satisfacción de la demanda:
Perdida
Cero Atraso en la entrega:
No cero: Constante Aleatoria

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 8
2. Modelo De Cantidad Economica Del Pedido (LOTE ECONOMICO).
Las unidades en inventario son consumidas a una tasa constante D que se representa por las líneas con pendiente negativa. Cuando el inventario alcance el nivel de la línea punteada R (punto de reorden), una cantidad Q es ordenada. Después de un período fijo de espera la orden es recibida y añadida al inventario. Las líneas verticales indican la recepción del lote de inventario ordenado. La nueva orden (lote) es recibida cuando el nivel de inventario alcanza el nivel cero, por lo tanto el inventario promedio es Q/2 (Inventario promedio por unidad de tiempo) El costo total = Costo de los materiales (compra) +
Costo de ordenar+ Costo de llevar unidades en inventario
H= Costo de llevar unidades en inventario D= Demanda anual P=Precio por unidad (compra) O= Costo de ordenar
Tamaño del ciclo Qt = d
Costo por unidad de tiempo = HQ 2
Costo por ciclo = 2HQ Q H =
2 d 2d
Costo Total por Ciclo = 2HQ HQO + PQ + = O + PQ + t
2d 2

Investigación de Operaciones II Control de Inventarios
Costo Total por unidad de tiempo = dO HQ+ dP + Q 2
Se desea encontrar Q* tal que el costo total sea minimizado, entonces se encuentra la derivada del costo total con respecto a Q y se iguala a cero para encontrar en punto en el cual
ocurre un punto crítico. d CT = 0dQ
.
Se obtiene la segunda derivada del costo total con respecto a Q para determinar si ocurre un
máximo o un mínimo en el punto crítico. 2
d CTdQ
. Si este valor resulta mayor que cero es un
mínimo, caso contrario será un máximo.
0 = 2H +
QdO - =
dQCT d
2 de donde obtenemos que
H2dO = Q*
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 9

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 10
El punto de reorden es obtenido conociendo cuando la demanda que ocurra durante el periodo de espera (tiempo necesario para recibir la orden) Punto de reorden ( R )
QTE < Tamaño del ciclo (TC )d
TE < TC => (TE)d
TETE > TC => (T.E.)d - {El entero de( )} Q*TC
Demanda durante = Nivel del inventario en el + Abastecimientos que arriban el tiempo de espera momento de ordenar durante el tiempo de espera
TETE (d) = R* + Q*TC
Ejemplo: La compañía HERCULES compra 8,000 unidades de un producto cada año a un costo de $10 por unidad. El costo de ordenar es de $30 y el costo de llevar unidades en inventario por unidad por año es de $3. Cual es la cantidad económica del pedido, el costo total anual, el punto de reorden, y el número de ordenes a realizar si el tiempo de espera es de 2 semanas? H=$3 / unidad / unidad de tiempo O=$30 P=$10 / unidad
H2dO = Q*
3)2(30)(8000 = = 400 unidades
Costo Total:
dO / Q + dP + HQ / 2 = dP + HQ* = 8000(10) + 3(400) =$ 81,200 por pedido No. de ordenes = d / Q* = 8000 /400 = 20 Considerando que un año tiene 52 semanas, entonces el punto de reorden es; R = 8000(2) /52 = 307.7 unidades es decir debemos ordenar cuando el nivel de inventario alcance 92.3 unidades y esto sucede después de transcurridas 2 semanas. Tamaño del ciclo = Q*/ d = (400 / 8000) 52 = 2.6 semanas Demanda por semana = 8000 / 52 = 153.846

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 11
Ordenar cuando el nivel de inventario alcance = 0.6 (153.846) = 92.3 unidades Así el punto de reorden es;
R = 400 - 92 = 307.7

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 12
3. Modelo Del Lote Económico Con Déficit La situación que es considerada en este modelo es la siguiente: 1.- La demanda ocurre a una tasa constante de unidades por período de tiempo. Las ordenes
son recibidas inmediatamente después de que han sido ordenadas (reposición inmediata). La demanda insatisfecha es acumulada para su entrega hasta que pueda ser satisfecha.
2.- La política de ordenar es establecer una orden de Q unidades cada vez que los niveles de
inventario alcancen el nivel de inventario S. El recibimiento de la orden hace que el nivel de inventario alcance el nivel S, donde S = Q + s
3.- La efectividad del criterio de decisión es el costo por período de tiempo. Cuesta H pesos
por período por unidad mantenida en inventario y E pesos por período por unidad de demanda no satisfecha. Cuesta O pesos establecer una orden y el costo del material es de P pesos.
La representación gráfica del modelo es la siguiente:
La longitud del tamaño del ciclo cuando no existe déficit = S / d

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 13
El inventario promedio = S / 2 La longitud del tamaño del ciclo cuando existe déficit = s / d
El promedio del inventario en déficit por unidad de tiempo= (Q - S) s= 2 2
El costo de escasez por unidad de tiempo = E ( Q - S*) Es=2 2
El costo de llevar unidades en inventario por ciclo =2H S S HS
2 d 2d=
El costo por escasez por ciclo = 2E s s Es=
2 d 2d
(1) El costo por ciclo = 2 2HS EsO + PQ + +
2d 2d
El costo total por unidad de tiempo = (Costo total por ciclo) dQ
Así;
(2) El costo total por unidad de tiempo = 2 2Od HS Es + Pd + +
Q 2Q 2Q
sustituyendo en esta última ecuación Q por S - s, tenemos que;
2 2Cd HS EsCT= + Pd + +
(S-s) 2(S-s) 2(S-s)
Se obtiene la derivada de CT con respecto a (S-s) ya que se desea obtener los valores de S y s que arrojen un costo mínimo para CT.
)s-4(S) 2Od + Es + ) (S 2(H - s)2Hs-2(S =
S) (TC
2
22
∂∂ (3)
)s-4(S) 2Od + Es + ) (S 2(H - s)2Es-2(S =
s) (TC
2
22
∂∂(4)

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 14
De la simetría de las ecuaciones (3) y (4) obtenemos que -Es = HS, entonces sustituyendo s = -HS / E en la ecuación (3), obtenemos después de simplificar;
H+EE
H2Od = S (5)
Entonces sustituyendo s = HS /E en la ecuación (5) obtenemos; (6) Finalmente la cantidad Q a ordenar que produce el mínimo costo es;
H+EH
E2Od = s
EH + E
H2Od = s- S= Q (7)
H+EE 2OHd = CT Con esto el costo total:
Ejemplo: Suponga que en el problema del ejemplo anterior se permite la escasez con un costo por déficit de $.75 por unidad por año. a) Determine la cantidad óptima a ordenar b) Cual es el nivel máximo de inventario? c) Cual es la cantidad máxima en déficit d) Calcule el costo total e) Cual es el tiempo entre ordenes? f) Cuantas ordenes se realizarán para el inciso a). E=$.75 O=$30 d=8000 H=$3 a)
EH + E
H2Od = s- S= Q
.753 + .75
3)2(30)(8000 = = 173.2

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 15
b) Nivel máximo de inventario
H+EE
H2Od = S
3+.75.75
3)2(30)(8000 =
= 17.88 c) Nivel máximo en déficit
s = Q -S = 173.2 - 17.88 = 155.31 unidades en déficit
3+.75
3 .75
2(30)8000 = s = 800(.9944= 715.54
d) Costo total
H+EE 2OHd = CT
= $ 309.83
3+.75.75 )2(30)(8000 = 75.
e) Tamaño de la orden
EH + E
OH2O = T T = Q / d = .022165 de año = 7.9 días
f) Número de órdenes
H+EE
2OdH = N N = d / Q = 46.18 ordenes en el año

Investigación de Operaciones II Control de Inventarios
M.C. Héctor Martínez Rubin Celis 16
4. Modelo De Lote Económico De Producción Se asume en este modelo que la orden no es recibida completamente para artículos que son producidos internamente. Es decir que el suministro de la orden no es continuo; conforme se produce el producto este es entregado (artículos terminados pasan a formar parte del inventario). La decisión principal incluye determinar la cantidad a producir por período. La cantidad a producir por período que minimiza el costo total de unidades en inventario se le conoce como modelo de Lote Económico de Producción (LEP).
Se describe a continuación un ciclo típico de suministro de inventario en un período de tiempo t f La producción inicia en el tiempo cero y termina en el tiempo t f. En el período de tiempo t - t f , no hay producción y el inventario es reducido hasta su agotamiento. En el tiempo T, un nuevo período de producción se inicia. Si no existe demanda desde el período cero hasta t f, el inventario se incrementará a una tasa f.
Por esto; fQt = f

Investigación de Operaciones II Control de Inventarios
M.C. Héctor Martínez Rubin Celis 17
Ya que existe una demanda d, el inventario se incrementará a una tasa ( f - d ) donde f es mayor que d. Durante el período de producción cero hasta t f, el inventario se incrementa o acumula a una tasa igual a la tasa de producción menos la tasa de demanda ( f - d ). El nivel máximo de inventario es t f ( f - d ) o el tiempo de producción por la tasa a la cual el inventario es incrementado. El inventario promedio es la mitad del inventario máximo
ft ( f- d ) 2
. Ya que fQt = f
, el inventario promedio es expresado en la formula siguiente;
Inventario promedio = Q( f - d ) 2f
Longitud del ciclo = Q d
Tiempo de producción = t f = Q f
Nivel máximo de inventario = fQ dQo = t ( f - d ) = ( f- d ) = Q ( 1- ) f f
Inventario promedio = )
fd - (1
2Q = ) d - (f
2t =
2Q f0
) fd - (1
2dQ2
Inventario promedio por ciclo = Tamaño de ciclo = T = t f + t d Tiempo necesario para agotar el inventario Q0 = td = T - t f
f0d
Q Q dt= = (f - d ) = (1 - )t d d d f
Q0 = td d ;
)fd - (1
2dHQ + PQ + O = CT
2
Costo Total por ciclo (CT) Od HQ dCT = + Pd + (1 - )
Q 2Costo Total por período (CT)
f
Procediendo de igual manera a la de los anteriores modelos, diferenciando para obtener el valor óptimo de Q tal que minimice el costo total (CT), tenemos;

Investigación de Operaciones II Control de Inventarios
M.C. Héctor Martínez Rubin Celis 18
)fd - (1 2OdH = CT*
)fd - (1 H
2Od = Q*
)fd - (1 dH
2O = T*
2O
)fd - (1 dH
= N*
Ejemplo: La demanda para un artículo es de 20,000 unidades por año y hay 250 días laborales en un año. la tasa de producción es de 100 unidades por día y el tiempo de espera es de 4 días, el costo de producción por unidad es de $50, el costo de llevar unidades en inventario es de $10 por unidad por año y el costo de preparación del equipo es de $20 por corrida de producción. ¿Cual es la cantidad económica de la producción, el número de corridas por año, el punto de reorden y el costo total mínimo? d = 20000 unidades por año = 20000 / 250 = 80 unidades por día Tasa de producción = f = 100 unidades por día Tiempo de Espera = 4 días P = $50 H = $10 por unidad por año O = $20
)fd - (1 H
2Od = Q* 632.45 = )
10080 - 10(1
2(20)20000 = Q*
No. de corridas de producción = d / Q = 20000 / 632 = 31.6 por año Tamaño del ciclo = Q/d = 632.45 (250)/20000 = 7.9 días R = dL / 250 = 20000(4) / 250 = 320 unidades
$1,001,264 = 10(632)) 10080 - (1 + 20000(50) = HQ)
fd - 1 ( + dP = CT *

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 19
dP + )
fd - (1 2OdH = CT* = $ 1´001,264.91
t f = Q* / f = 632.45 / 100 = 6.32 días.
Inventario máximo = Qo = tf ( f - d ) = 126.4 unidades

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 20
5. Cantidad Económica Del Pedido Para Artículos Múltiples Frecuentemente un proveedor abastece diversos tipos de artículos y es más económico tener órdenes conjuntas. En una orden conjunta, múltiples artículos son ordenados de la misma fuente o proveedor. La cantidad de cada tipo de artículo depende del tiempo de intervalo entre órdenes para todo el grupo. el problema básico es este modelo es determinar el intervalo para ordenar, T, y el nivel máximo deseado de inventario, Ei. Si no se permite déficit en las unidades, el intervalo óptimo para ordenar se obtiene de la manera siguiente; Costo Total Anual = Costo de compra + Costo de ordenar + Costo de llevar unidades en inventario. Donde;
Di = Demanda anual para el artículo i Pi = Precio de compra del artículo i n = Número total de ordenes conjuntas O = Costo de ordenar para una orden conjunta o = Costo de ordenar asociado con cada artículo diferente T = Intervalo entre ordenes en años H = Costo de llevar unidades en inventario como una fracción del costo de compra.
El mínimo costo del intervalo óptimo es obtenido sacando la primera derivada del costo total anual CT con respecto al intervalo entre ordenes T e igualando a cero. Resolviendo la ecuación para T, se obtiene la formula para la CEP:
= Intervalo económico a ordenar en años.
El inventario máximo para cada artículo debe ser tan grande que satisfaga la demanda durante el intervalo subsiguiente de ordenar y también durante el tiempo de espera TE. La cantidad a ordenar de cada artículo individual es simplemente el nivel de inventario Ei menos la posición del inventario. El inventario máximo es determinado como sigue cuando el orden del intervalo y el tiempo de espera son expresados en días y existen N días de trabajo en el año.
2P D TH +
T) no - (O + P D = CT ii
n=1i
iin=1i
ΣΣ
0 = 2
P D H + T
) nc + (O - = dT
) d(CT iin=1i
2Σ
P D H) no + 2(O = T
iin=1i
0Σ

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 21
N
) L + (T D = E ii
Ejemplo: Una compañía ordena 7 artículos de un vendedor. Los costos de ordenar son de $1.5 por orden de compra y $.50 por artículo. Si los costos de llevar unidades en inventario son de 20% por año, cual es el intervalo para ordenar que proporciona el mínimo costo?. Si el tiempo de espera es de un mes, cual es el nivel máximo de inventario para cada artículo?. ARTICULO
DEMANDA ANUAL
COSTO / UNIDAD
COSTO DE COMPRA
A
150
$1.00
$150
B
400
0.50
200
C
125
2.00
250
D
100
3.00
300
E
800
0.50
400
F
70
50..
350
G
175
2.00
350
$2000
P D H) no + 2(O = T
iin=1i
0Σ
) (2000 .20
) 3.50 + 2(1.50 = T 0
El intervalo de ordenar de costo mínimo es .16 años o 1.92 meses. Cada 2 meses se ordenaría para los 7 artículos. TE=1; T=2
N) L + (T D = E i
i
Ei = Di ( T + TE ) / 12 = Di 3 /12 = Di / 4 Todas las variables deben estar en las mismas unidades de tiempo.

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 22
ARTICULO i
INVENTARIO MAXIMO Ei
A
37.5 o 38
B
100
C
31.25 o 31
D
25
E
100
F
17.5 o 18
G
43.75 o 44

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 23
6. Modelo De Cantidad Económica Del Pedido Con Descuentos Por Cantidad Ordenada En muchas situaciones prácticas, los proveedores ofrecen descuentos significativos por ordenar pedidos grandes. Cuando se dispone de descuentos por cantidad de un modelo EOQ en forma de distintos costos unitarios dependiendo del número de unidades ordenadas, como lo específica un intervalo de valores, la política óptima de inventario se determina de la manera siguiente: Paso 1. Por cada costo unitario p, determine la mejor cantidad a ordenar en el intervalo asociado,
de la manera siguiente:
a) Por cada intervalo y costo unitario asociado, calcule la cantidad a ordenar Q mediante la formula estándar EOQ:
piDO
HDOQ
*22* ==
b) Por cada intervalo, use el valor de Q calculado en a) para determinar la mejor cantidad de pedidos Q* cuyo valor está dentro del intervalo de la siguiente manera:
Límite inferior Si Q < límite inferior
Q*= Q Si Q está en el intervalo Límite superior Si Q > límite superior
Esto es, la mejor cantidad de pedidos Q* es Q si Q está dentro del intervalo, y el límite más cercano a Q en otras circunstancias.
Paso 2. Por cada intervalo, use la mejor cantidad de pedidos calculada en el paso 1b) junto con el
costo unitario asociado para determinar el costo total por período usando la fórmula:
Costo total = costo anual + costo anual + costo anual de llevar de ordenar de comprar unidades en inventario
OD (Ip)= +pD +Q*Q* 2
Paso 3. Identifique la cantidad de pedidos Q* del paso 3, calcules el número promedio de pedidos
por período y el punto de reorden R de la forma siguiente:

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 24
Número de ordenes = D Q*
Punto de reorden R =D*T.E.
Ejemplo: D =18,00 películas al año Tiempo de espera de 1/52 de año Un costo de capital de i =0.3 al año Un costo de ordenar O =$100 por pedido Un costo de compra de compra p basado en el número de películas pedidas de la manera siguiente: Numero pedido Costo por unidad
1 – 499 $20 500 – 999 $18 1000 o más $16
Un costo de llevar unidades en inventario H=i*p que ahora depende del numero de películas pedidas y del costo unitario asociado (p) ¿Cómo afectan estos descuentos por cantidad a la política de inventarios óptima? Costo de compra Q*
20 775 18 816 16 866
Numero pedido Costo por unidad Mejor Q Costo Total 1 – 499 20 499 $365,104.21 500 – 999 18 816 328,409.08 100 o mas 16 1000 292,200.00
El costo mínimo de $292,200 corresponde a ordenar 1000 unidades. Ahora se determina el número de pedidos y el punto de reorden
D 18000N= = = 18Q* 1000
Punto de Reorden =R = D*L =18000*(1/52)=346.15
Ejemplo:

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 25
Suponga que recientemente ha propuesto hacer descuentos a sus distribuidores, basándose en el número, Q, de llantas pedidas, de acuerdo con los siguientes costos por llantas:
$20 si Q<1200 p= $18 si 1200 ≤ Q < 1500
$16 si 1500 <Q a) Aplique la formula de EOQ para determinar la cantidad de pedidos asociada con cada precio, utilizando los datos previos. ) Está esa cantidad de pedidos dentro del intervalo permitido para ese precio? b) Encuentre la cantidad de precios óptima y el costo anual total para cada intervalo. c) Utilice la respuesta que obtuvo en el inciso b) para determinar la cantidad de pedidos óptima , el punto de pedidos nuevos y en costo anual total para este problema.
a)
1200 = 20* .25
75* 48000*2 = p*iOD*2=Q* ′
1264.91 = 18* .25
75* 48000*2 = p*iOD*2=Q* ′
1341.64 =
16* .2575* 48000*2 =
p*iOD*2=Q* ′
b ) Número de pedido Costo por unidad Mejor Q*
Costo total 1-1199 $20 1200
$102000 1200-1499 $18 1264.91
$94732.09 1500 y más $16 1500
$101400 CT = O* D´/ Q + p*D´ + Q* ( i * p) / 2 = 75*48000/1200 + 20*48000 + 1200(.25*20)/2
= 3000 + 960000 + 3000 = $966,2000 CT = 75*48000/1264.91 + 20*48000 + 1264.91(.25*18)/2
= 2846.05 + 894000 + 2846.04 = $869,692.09 CT = 75*48000/1500 + 16*48000 + 1500(.25*16)/2

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 26
= 2400 + 768000+ 3000 = $773,400 La cantidad de pedidos óptima es de Q*=1264.91 unidades c) R = D´/52 * TE = 48000/52 * 1 = 923.07
N = D´ / Q = 48000/1264.91 = 37.947 CT = 75*48000/1264.91 + 20*48000 + 1264.91(.25*18)/2
= 2846.05 + 768000 + 2846.04 = $773,400

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 27
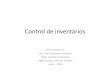
7. Modelo de Revisión Continua con demanda probabilística. Calculo de la cantidad de pedidos Q y del punto de nuevos pedidos R. Para analizar un problema que involucra una demanda probabilística, idealmente debe conocer la distribución de probabilidad de que ocurra la demanda. Incluso si pudo obtener tal distribución de probabilidad, lo que en la practica puede ser bastante difícil, la derivación de la política de inventarios óptima usando esta distribución en matemáticamente compleja y, en muchos casos, imposible. Un enfoque comúnmente usado para vencer estas dificultades es un modelo EOQ donde la demanda es probabilística es hacer lo siguiente; 1. Obtener una estimación de la demanda promedio D´ por período. 2. Calcular la cantidad de ordenes Q y el punto de reorden R usando la formula R=T.E.*D´ Esta política tiene serias desventajas. De hecho, con la demanda probabilística, el nivel de inventario varía impredeciblemente con el tiempo. En general, esta variabilidad en la demanda da a pie a dos puntos importantes: 1. El tiempo entre pedidos varía en el caso probabilístico. Esto se debe a que la cantidad de
tiempo que le toma al nivel de inventario alcanzar el punto de nuevos pedidos R depende de la demanda probabilística conocida.
2. Si la demanda durante el tiempo de espera excediera el nivel de inventario del punto de reorden, ocurriría un déficit.
RQ
Tiempo
Inventario
Déficit
TE
TE
Modelo de Revisión Continua
D´ D´D´

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 28
Un enfoque para controlar déficit cuando la demanda es probabilística es especificar un nivel de servicio α , en la forma de una probabilidad deseada mínima de satisfacer la demanda. El nivel de servicio es una fracción que representa la probabilidad de que el tomador de decisiones elija poder satisfacer la demanda durante el tiempo de espera cuando la demanda es probabilística. Nivel de servicio de α = Prob.{satisfacer la demanda durante un ciclo de inventario}
= Prob.{demanda durante el tiempo de espera ≤ R} Una forma de alcanzar la meta de un nivel de servicio especifico es teniendo existencias de seguridad (S), que es un inventario adicional disponible para cubrir las fluctuaciones en la demanda durante el tiempo de espera. Para determinar cuantas existencias de seguridad se deben tener, esta desea elegir S junto con R de forma tal que la probabilidad de no agotarse con un total R+S unidades en inventario durante el tiempo de espera sea al menos en nivel de servicio α . Esto es:
Prob.{demanda durante el tiempo de espera T.E.≤R+S}≥α El objetivo, es determinar la cantidad mínima de existencias de seguridad requeridas para satisfacer el nivel de servicio especificado. Hacerlo requiere una distribución de probabilidad de la demanda. En la práctica, se ha demostrado que es confiable el uso de la Distribución Normal para la demanda. Por lo que se debe estimar: La media μL que es la demanda promedio durante el tiempo de espera T.E., es decir μL=R La desviación estándar σL, de la demanda durante el tiempo de espera. Características Clave: Para implantar un enfoque que ha funcionado bien en la práctica, siga estos pasos:
Use la formula EOQ para calcular 2* D * OQ =
i* p′
R = D *TE′ Dada la demanda promedio D´ y la desviación estándar σ de la demanda por período, calcule la media y la desviación estándar de la demanda sobre el tiempo de espera TE de la manera siguiente;

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 29
μL = R =D´*TE
L = * TEσσ * Use el nivel de servicio α para calcular las existencias de seguridad S ( S se elige de tal
forma que prob{demanda durante el tiempo de espera ≤ R+S }=α) y,
a.) Encontrar el valor de z de forma tal que el área bajo la distribución normal estándar a la izquierda de z sea α.
b.) Calcular S = z * σTE.
TE
TE TE TE
(R+ S)- (R+ S)- R SZ = = =μσ σ σ
Así; S=Z*σTE * Calcule el punto de nuevos pedidos como R+S * Calcule el costo promedio por período como ´D QCT O + p* D + + S * i* p
Q 2
′⎡ ⎤ ⎡ ⎤⎛ ⎞= ⎜ ⎟⎢ ⎥ ⎢ ⎥⎝ ⎠⎣ ⎦⎣ ⎦
Cuando no se conoce el nivel de servicio α, este se puede obtener conociendo el costo incurrido por déficit, el cual no depende del tiempo que se tarde en reponer los faltantes y se incurre en un costo E por cada unidad en déficit. Usando la expresión siguiente se calcula el nivel de servicio α
TE
hqP ( S ) = D ED≥
′
Ejemplo Suponga, ahora, que la demanda es probabilística con un valor esperado de 48000 llantas por año y una desviación estándar de 721.11 llantas. Calcule lo siguiente: a) La cantidad óptima de pedidos b) La media y la desviación estándar de la demanda durante el tiempo de espera. c) La cantidad de existencias de seguridad necesarias para no tener más de dos faltantes durante un año. d) El costo anual total de la política óptima de inventario en continua revisión.

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 30
μ=48000, σ= 721.11, T= 4 semanas, D'=48,000/año, O=$75, P=$20, i=.25, H=$5, TE=1 emana, y α=0.95 a)
1200 = 20* .25
75* 48000*2 = p*iOD*2=Q* ′
b) μL = R = D´ * TE = 48000*(1/52) = 923.07 σL
2=σ2 * TE ; σL = σ * (TE/52)0.5 = 721.11*0.1386=100 c) S=Z*σTE = 1.645 * 100 = 164.5
´D QCT O + p* D + + S * i* p
Q 2
′⎡ ⎤ ⎡ ⎤⎛ ⎞= ⎜ ⎟⎢ ⎥
CT= 75*48000/1200 + 20*48000 + (1200/2 + 164.5)(.25*20) CT= 3000 + 960000 + 3822.5 = $ 966,822.5 Ejemplo α=0.95, T=4 semanas, D´=48000/año, σ=721.11/año, O=$75, P=$20, i=0.25, y H=$5 TE=1 semana T+TE= 5/52 de año = 0.96 /año
= 48000(5/52) = 4615.38
= 50.5 * 721.11 = 223.6 =1.645(223.6) = 367.82
= 4615.38 + (1.645 * 223.6) - 600 = 4383.20
⎢ ⎥⎝ ⎠
⎣ ⎦⎣ ⎦
= D ( T + TE )μ ′
T+TE = (T +TE)*σσ
0.95 T+TES = Z σ
T+TE0.95
T+TE
(I +q) - = Zμ
σ
0.95 T+TET+TEq = + * - IZμ σ

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 31
I+Q = 4983.2
Si la cantidad de existencias es I, entonces se ordenan 4983.2 - I llantas
1 (D * T)CT = O * + ( + S ) * i%*p + (D * p )T 2
′⎛ ⎞ ⎛ ⎞ ′⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
Costo total:
Donde; 1/T es el número de órdenes en el año Costo de pedidos anual = costo por orden * No. promedio de pedidos Costo e conservación anual= Inv. Promedio * Costo de conservación / unidad Costo de compra= demanda promedio * Costo por unidad
= 52 1 475+ + [ (48000* ) + 367.82]*5 + 48000(20)4 2 52
= 975 + 11069.87 + 960000 = $ 972,044.87
Se conoce E
T+TEThP( S) = D E
≥ T+TE1 - P( S) = D α≥
Se conoce EP
T+TEP
ThP( S) = D Th+ E≥

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 32
8. Modelo De Revisión Periódica En el modelo anterior se analizó cómo modificar las formulas de EOQ para obtener una política de inventarios en el que la demanda es probabilística. La realización de órdenes cuando el nivel de inventario alcanza el punto de reorden se diseña para ahorrar costos pero requiere una revisión continua del inventario. Esta revisión ocasiona un costo en tiempo y dinero. Si una compañía conduce una revisión continua de muchos artículos, el esfuerzo puede salirse de control. Asimismo, considere el esfuerzo requerido cuando muchos artículos alcanzan sus puntos de reorden en distintos momentos. Una alternativa atractiva es usar una política de revisión periódica, en la que los inventarios se revisan sólo en ciertos puntos fijos de tiempo, por ejemplo, una sola vez al mes, y los pedidos se realizan en ese tiempo, si se requiere inventario. El objetivo es determinar cuantas unidades q ordenar después de observar la existencia en inventario al final de un período de tiempo T con el fin de satisfacer un nivel de servicio específico. Para lograr este objetivo, es necesario primero comprender cómo cambia el nivel de inventario con el tiempo. Suponga que debe observar el inventario al final de un período de tiempo T y ha encontrado que hay una existencia de I1 unidades. Basándose es esta cantidad, realiza un pedido de q1 unidades. Esas q1 unidades llegarán después de un tiempo de espera TE, tiempo durante el cual la demanda probabilística es satisfecha a partir del inventario existente I1 unidades, como se muestra en la figura siguiente;

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 33
En el tiempo TE, el nivel de inventario se incrementa instantáneamente cuando llega el pedido de q1 unidades. Desde este punto en adelante, el inventario nuevamente decrece basándose en la demanda probabilística. En el siguiente punto de revisión T (es decir T-TE unidades de tiempo después de que llega el primer pedido), el inventario se revisa y se ordena un nuevo pedido de q2 unidades basándose en el nivel de inventario observado de I2. Este proceso se repite cada T unidades de tiempo. En general, si I unidades están en existencia al momento de la revisión y se piden entonces q unidades, el total de I+q unidades debe durar hasta que llegue el siguiente pedido. Política de inventarios cuando se desean revisiones de inventario periódicas. Se deben obtener las siguientes estimaciones: - El promedio D´ y la desviación estándar σ de la demanda por período. - El período de revisión T - El tiempo de espera TE - El nivel de servicio α - Los componentes de costos que consisten en:
El costo de ordenar $O por unidad El costo de compra $p por unidad El costo de transferencia i por período
Usando estos valores, calcule la cantidad I + q para satisfacer la demanda durante el tiempo T + TE al nivel de servicio deseado de α de la manera siguiente;
Calcule la media y la desviación estándar de la demanda durante el tiempo T + TE mediante;
) TE + T ( D = ′μ
σσ *TE)+(T = TE+T
Encuentre el valor de z en la tabla estándar -normal asociada con el nivel de servicio α. Calcule la cantidad "pedidos satisfactorios" I + q como;
)* z ( + = q + I TE+TTE+T σμ

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 34
Para implantar la política de revisión periódica:
Revise el inventario cada T unidades de tiempo para observar su nivel de I unidades. Pida q unidades de tal forma que I + q sea precisamente igual a la cantidad "satisfactoria" El costo asociado con esta política es: Costo total = (costo de pedidos) + (costo de conservación) + (costo de compra)
p)* (D + p*i%* S)+ 2
T)* (D( + T1* O = CT ′⎟
⎠⎞
⎜⎝⎛ ′
⎟⎠⎞
⎜⎝⎛
Al igual que en el modelo de inventario con demanda continua, cuando se desconoce el nivel de servicio α
Se conoce E
ETh = S) DP( TE+T ≥ α = S) DP( - 1 TE+T ≥
Se conoce EP
E+ThTh = S) DP(
PTE+T ≥ α = S) DP( - 1 TE+T ≥
Ejemplo Suponga que la administración de PIEDRA DE FUEGO desea lograr un nivel de servicio de 95% con una política de revisión periódica cada cuatro semanas. Calcule lo siguiente: a) La media y la desviación estándar de la demanda durante el período de revisión, T=4 semanas, más el tiempo de espera, TE= 1 semana b) La cantidad de existencias de seguridad y la política de pedidos para lograr el nivel de servicio dado. c) Basándose en su política de pedidos del inciso b), )Cuantas llantas debería pedir si solamente hay 600 llantas en inventario al momento de la revisión? d) El costo anual total de la política de inventario óptima del inciso b). α=.95, T= 4 semanas, D'=48,000/año, O=$75, P=$20, i=.25, H=$5 y TE=1 semana
TE*T = 5 semanas= 552
de año = .0961 años
a) Media = μT+TE = D' * ( T+TE )
= 48000 552

Investigación de Operaciones II Control de Inventarios
M. C. Héctor Martínez Rubin Celis Instituto Tecnológico de Tepic 35
= 4615.38 Desviación Estándar =
σσ *TE)+(T = TE+T
σT+TE = 223.6 b) S= Z.95 σT+TE = 1.645 (223.6) = 367.8 c)
σμ
TE+T
TE+T.95
- q)+(I = Z
I- )*Z ( + = q TE+T.95TE+T σμ q = 4615.38 + (1.645*223.6) - 600 q = 4383.20 Así; I + q = 4983.2;
Si la cantidad de existencias es I, entonces se ordenan (4983.2 - I ) llantas d) Costo total = ( O*1/T) + { [ ( D'/2 * T ) + S ]*H } + (D'*P)
= (75* 52/4) + { [ 1/2 ( 48000* 4/52 ) + 367.82 ] *5 + 48000(20) = 975 + 11069.87 + 960,000
= $ 972,044.87
donde 1/T es el número de ordenes por año Costo anual de pedidos= (Costo por orden)*(No. promedio de pedidos) Costo anual de conservación = ( Inv. promedio )* ( Costo de conservación/unidad ) Consto anual de compra = (Demanda promedio)*(Costo por unidad)