Embed Size (px)
Citation preview

ดร.สมบูรณ์ โอตรวรรณะ
ห้องปฏิบัติการคอมพิวเตอร์ช่วยในการออกแบบ
หน่วยวิจัยการออกแบบและวิศวกรรม
ศูนย์เทคโนโลยีโลหะและวัสดุแห่งชาติ
e-mail: [email protected]
อะลมูเินยีมเปน็ธาตท่ีุมมีากทีส่ดุเปน็อนัดบัสาม
ในเปลือกโลก และเป็นอันดับหน่ึงในบรรดาธาตุที่เป็น
โลหะทั้งหมด[1]ในช่วง50กว่าปีที่ผ่านมาอะลูมิเนียม
ได้รับการใช้ ในงานอุตสาหกรรมมากเป็นอันดับสอง
รองจากเหลก็(iron)[1]โดยท่ีประมาณ1/3ของปรมิาณ
อะลูมิเนียมทั้งหมดขึ้นรูปโดยกระบวนการหล่อโลหะ
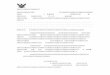
[1] ภาพท่ี 1 แสดงให้เห็นว่าชิ้นส่วนอะลูมิเนียมผสม
สำาหรับงานหล่อ(aluminiumcastingalloys)ราว3/4
ใช้ ในภาคการขนส่ง โดยสำาหรับประเทศไทยส่วนใหญ่
จะใช้ ในอุตสาหกรรมชิ้นส่วนยานยนต์ (automotive
industry)ชิน้สว่นตา่งๆขึน้รปูโดยกระบวนการหลอ่เชน่
เสื้อสูบ (engine block) (ภาพที่ 2) ฝาสูบ (cylinder
head)ลกูสบู(piston)และลอ้รถ(roadwheel)เปน็ตน้
เนื่องจากกระบวนการหล่อสามารถขึ้นรูปชิ้นงานที่มี
ความซับซ้อนได้ดี
บทความนี้กล่าวถึงแง่มุมต่างๆ ที่ควรพิจารณา
เกี่ ยวกับการหล่อขึ้ นรูปอะลูมิ เนียมผสม ได้แก่
อะลูมิเนยีมผสมสำาหรบังานหลอ่การเตมิและการปอ้นเติม
โลหะเหลวสูโ่พรงแมพิ่มพ์การควบคมุโครงสรา้งจลุภาค
และกระบวนการหล่อขึ้นรูปต่างๆ ทั้งนี้การผลิตช้ินงาน
หล่อจากอะลูมิเนียมผสมชิ้นหนึ่งๆ อาจเลือกใช้สภาวะ
ก า รผ ลิ ต ไ ด้ หล ากหลาย เ ช่ น ส่ ว นผสมของ
อะลูมิเนียมผสม กระบวนการหล่อท่ีใช้ วิธีการควบคุม
โครงสร้างจุลภาค และลักษณะการออกแบบแม่พิมพ์
ซึง่เนือ้หาในบทความนีจ้ะเปน็พืน้ฐานความเขา้ใจเบือ้งตน้
เพื่อใช้พิจารณา
การหล่อขึ้นรูปอะลูมิเนียมผสม
(Shape Casting of Aluminium Alloys)
ภาพที่ 1 แผนภูมิแสดงสัดส่วนการใช้งานชิ้นส่วน
อะลูมิเนียมผสมสำาหรับงานหล่อในงานด้านต่างๆ
ภาพจาก: http://www.tiptheplanet.com/wiki/Aluminium
ทความบบ

มกราคม - มีนาคม 2557
23
อะลูมิเนียมผสมสำาหรับงานหล่อ
(Aluminium Casting Alloys)
อะลูมิเนียมผสมสำาหรับงานหล่อมีส่วนผสม
ต่างๆ ในปริมาณที่พอเหมาะซึ่งทำาให้เกิดความสามารถ
ในการหล่อที่ดี(goodcastability)เช่นความสามารถ
ในการไหลสูง (high fluidity) ในสภาวะของเหลว
จุดหลอมเหลวต่ำ� (low melting point) ช่วงเวลา การแข็งตวัสัน้(shortsolidificationtime)ไมม่แีนวโนม้
ทีจ่ะเกิดการแตกรา้วขณะรอ้นไดง้า่ย(lowtendencyfor
hotcracking)ใหผิ้วของชิน้งานหลอ่ทีด่ี(goodas-cast
surface finish) และมีความเสถียรของส่วนผสมทาง
เคมี(goodchemicalstability)เป็นต้น
ตารางที่ 1 แสดงอะลูมิเนียมผสมสำาหรับ
งานหล่อกลุ่มต่างๆโดยแบ่งตามธาตุผสมหลักที่ใส่ลงไป
ผสมกับธาตุอะลูมิเนียม รหัสในตารางที่ 1 กำาหนดโดย
Aluminum Association อย่างไรก็ตามยังไม่มีระบบ
การเรียกอะลูมิเนียมผสม(alloydesignationsystem)
ที่เป็นมาตรฐานเดียวกันทั้งโลก ดังนั้นในบางประเทศ
จึงมีระบบการเรียกของตัวเอง นอกจากธาตุผสมหลัก
แล้วอะลูมิเนียมผสมสำาหรับงานหล่อเกรดที่ใช้ ในเชิง
พาณิชย์ส่วนใหญ่จะกำาหนดช่วงของธาตุผสมต่างๆ ท่ีมี
ผลกระทบต่อสมบัติของงานหล่อให้อยู่ในช่วงที่ระบุไว้
นอกจากนั้นยังมักมีการระบุว่าอะลูมิเนียมผสมเกรดนั้นๆ
สามารถทำาการอบชุบทางความร้อน (heat treatment)
ได้หรือไม่อีกด้วย
ภาพที่ 2 เสื้อสูบที่ผลิตโดยการหล่ออะลูมิเนียมผสม
ภาพจาก: http://www.shelmetcastings.com/aluminum-engine-blocks.html
ตารางที่ 1 รหัสต่างๆ ของอะลูมิเนียมผสมสำาหรับงานหล่อที่กำาหนดโดย Aluminum Association [1]
Series Alloy
1xx >99.0%Al
2xx Al-Cu
3xx Al-Si-Mg,Al-Si-Cu,Al-Si-Cu-Mg
4xx Al-Si
5xx Al-Mg
7xx Al-Zn
8xx Al-Sn

มกราคม - มีนาคม 255724
การเติมและการป้อนเติมโลหะเหลว
สู่โพรงแม่พิมพ์ (Filling and
Feeding the Mould Cavity)
ชิ้นงานหล่ออะลูมิเนียมผสมจำาเป็นต้องมีระบบ
ทางวิ่งของโลหะเหลว (gating system) (ภาพที่ 3)
เพื่อเป็นทางให้ โลหะเหลวไหลไปเติมเต็มโพรงแม่พิมพ์
(mould cavity) ได้เต็มก่อนที่โลหะเหลวจะสูญเสีย
ความร้อนมากจนเกินไป ลักษณะของการไหล
แบบราบเรียบ (laminar flow) จะเป็นที่ต้องการ
มากกวา่การไหลแบบป่ันป่วน(turbulentflow)เนื่องจาก
การไหลแบบปั่นป่วนจะทำาให้ฟิล์มออกไซด์ท่ีผิวหน้าของ
โลหะเหลวเกดิการมว้นทบั(fold)เขา้ไปในเนือ้โลหะเหลว
ฟิล์มออกไซด์ที่ถูกม้วนทับไปนี้จะกลายเป็นแหล่งกำาเนิด
ของรูพรุน(porenucleationsite)ในเนื้อชิ้นงานหล่อ
(ภาพที่4)
ระบบทางวิ่ งของโลหะเหลวในภาพที่ 3
ประกอบด้วยส่วนประกอบต่างๆได้แก่แอ่งเท(basin),
รูเท (sprue), ทางวิ่ง (runner) และทางเข้า (ingate)
ซึ่งส่วนประกอบต่างๆ นี้นอกจากจะทำาหน้าที่จ่าย
โลหะเหลวให้กับโพรงแม่พิมพ์แล้ว ยังทำาหน้าที่ป้อน
(feed) เนื้อโลหะเข้าไปในโพรงแม่พิมพ์เพื่อชดเชย
การหดตัวจากการแข็งตัว (solidification shrinkage)
ของเนื้อโลหะในโพรงแม่พิมพ์ การหดตัวนี้หากไม่ได้รับ
การป้อนเนื้อโลหะอย่างเพียงพอก็จะทำาให้เกดิเป็นรูพรนุ
ในเนือ้ชิน้งานหล่อโดยอะลูมเินียมผสมจะหดตวัประมาณ
3-6%เมื่อเปลี่ยนสถานะจากของเหลวเป็นของแข็ง
นอกจากการหดตัวจากการแข็งตัวแล้วสาเหตุ
หลักอีกประการหนึ่งที่ทำาให้เกิดรูพรุนในช้ินงานหล่อ
อะลูมิเนียม ได้แก่ ก๊าซไฮโดรเจน (hydrogen gas)
ที่ละลายอยู่ ในอะลูมิเนียมผสมในสถานะของเหลว
เนื่องจากความสามารถในการละลาย (solubility)
ของไฮโดรเจนในอะลูมิเนียมในสถานะของเหลวสูงกว่า
ความสามารถในการละลายของไฮโดรเจนในอะลมูเินยีม
ในสถานะของแข็ง เมื่ออะลูมิเนียมผสมเกิดการแข็งตัว
จะมกีา๊ซไฮโดรเจนปลดปลอ่ยออกมาทำาใหเ้กดิเปน็รพูรนุ
ได้หากไม่มีการป้อนเติมเนื้อโลหะหรือการควบคุมการ
แขง็ตวัทีด่พีอดงันัน้โดยปกตใินการหลอ่อะลมูเินยีมผสม
จึงมีการไล่ก๊าซไฮโดรเจน (hydrogen degassing)
ออกจากอะลูมิเนียมผสมเหลวเพื่อลดโอกาสการเกิด
รูพรุนในชิ้นงานหล่อ
การออกแบบระบบทางวิ่งของโลหะเหลว
(gatingdesign)ของการหลอ่อะลมูเินยีมผสมอาจทำาได ้
โดยการคำานวณอย่างง่ายซึ่งอาศัยหลักการ rules of
thumb ที่มีในตำาราด้านวิศวกรรมการหล่อ โดยจะมี
กฎเกณฑ์และสูตรคำานวณอย่างง่ายให้เป็นแนวทาง
อยา่งไรกต็ามหากตอ้งการระบบทางวิง่ของโลหะเหลวทีม่ ี
ความเหมาะสมมากขึ้น ผู้ออกแบบก็จำาเป็นต้องอาศัย
ซอฟต์แวร์การคำานวณทางวิศวกรรม(CAE:Computer
Aided Engineering) มาช่วยในการคำานวณเพื่อการ
ออกแบบอย่างละเอียด
ปัจจัยที่ควรพิจารณาในการออกแบบระบบ
ทางวิง่ในงานหลอ่โลหะมอียูห่ลายประการเชน่คณุภาพ
ของชิ้นงานหล่อที่ต้องการ ปริมาณการผลิต ความ
ยากง่ายในการทำาแม่พิมพ์ เป็นต้น ซึ่งแต่ละงานก็มีข้อ
พิจารณาท่ีแตกต่างกันไป ดังนั้นในช้ินงานหล่อใดๆ จึง
สามารถออกแบบระบบทางวิ่งได้หลายรูปแบบดังแสดง
ตัวอย่างไว้ ในภาพที่5
ภาพที่ 3 ภาพวาดแสดงระบบทางวิ่งในงานหล่อโลหะ
(a) basin, (b) sprue, (c) runner และ (d) ingate [2]
ภาพที่ 4 โครงสร้างจุลภาคของชิ้นงานหล่อแสดงรูพรุน
ที่มีฟิล์มอะลูมิเนียมออกไซด์เป็นแหล่งกำาเนิด [1]

มกราคม - มีนาคม 2557
25
การควบคุมโครงสร้างจุลภาค
(Microstructure Control)
โครงสรา้งจลุภาคของชิน้งานหลอ่มผีลโดยตรง
ต่อสมบัติต่างๆ ของชิ้นงาน เช่น สมบั ติทางกล
(mechanical properties) สมบัติการต้านทานการ
กัดกร่อน (corrosion properties) และคุณภาพของ
ผิวชิ้นงาน(surfacefinish)เป็นต้นดังนั้นการควบคุม
โครงสร้างจุลภาคจึงเป็นสิ่งสำาคัญมากในการทำาให้ได้
ชิ้นงานหล่อที่มีสมบัติตามที่ต้องการ ท้ังนี้ ในเนื้อ
ชิน้งานหลอ่หนึง่ๆโครงสรา้งจลุภาคในแตล่ะบรเิวณอาจ
มีความแตกต่างกันได้(ภาพที่6)
โครงสร้างจุลภาคของชิ้นงานหล่ออะลูมิเนียม
ผสมข้ึนกับส่วนผสมและกระบวนการหล่อท่ีใช้ สำาหรับ
อะลูมิเนียมผสมท่ีมีส่วนผสมประเภทไฮโปยูเทกติก
(hypoeutectic)ซึง่เป็นประเภทที่ใชง้านกนัเปน็สว่นมาก
นั้นมักจะมีการปรับปรุงคุณภาพให้มีขนาดเกรนที่เล็กลง
(grainrefinement)และมโีครงสรา้งยเูทกตกิทีล่ะเอียดขึน้
(eutecticmodification)ดังภาพที่7และ8ตามลำาดับ
เพื่อให้มีสมบัติทางกลท่ีดีขึ้น นอกจากนั้นสำาหรับงานที่
ต้องการสมบัติทางกลที่ดียิ่งขึ้นก็อาจเพิ่มสัดส่วนของ
โลหะผสมปฐมภูมิ (primary alloy) ต่อโลหะผสม
ทุติยภูมิ(secondaryalloy)ให้มากขึ้นซึ่งในกรณีของ
อะลูมิเนียมผสม Al-Si นั้นเป็นที่ทราบกันว่าปริมาณ
ธาตุเหล็กในโลหะผสมทุติยภูมิมีค่อนข้างสูงเนื่องจาก
กระบวนการหลอมนำากลับมาใช้ ใหม่ ดังน้ันการเพิ่ม
สัดส่วนการใช้ โลหะผสมปฐมภูมิจะช่วยลดโอกาสการ
เกดิผลกึb-Al5FeSiintermetallicsทีม่รีปูรา่งคลา้ยเขม็
(needle-like)บนระนาบสองมติิ(ภาพที่9)ซึง่เปน็สาเหต ุ
หลักประการหนึ่งที่ทำาให้สมบัติทางกลด้อยลง
ภาพที่ 5 ทางเลือกในการออกแบบระบบทางวิ่งในงานหล่อโลหะ
ภาพจาก: http://www.sfsa.org/tutorials/hingebrg/grede_11.htm
ภาพที่ 6 ลักษณะโครงสร้างจุลภาคในบริเวณต่างๆ ภายในชิ้นงานหล่อ
ภาพจาก: S. Otarawanna, C.M. Gourlay, H.I. Laukli and A.K. Dahle, “Formation of the surface layer in hypo-
eutectic Al-alloy high-pressure die castings”, Materials Chemistry and Physics, Vol. 130, 2011, pp. 251– 258

มกราคม - มีนาคม 255726
ภาพที่ 7 การปรับปรุงขนาดของเกรนให้เล็กลง (จากซ้ายเป็นขวา)
ภาพจาก: Y.C. Lee, A.K. Dahle, D.H. StJohn, J.E.C. Hutt, “The effect of grain refinement and silicon content on
grain formation in hypoeutectic Al–Si alloys”, Materials Science and Engineering A, Vol. 259, 1999, pp. 43–52
ภาพที่ 8 การปรับปรุงโครงสร้างยูเทกติกให้ละเอียดขึ้น (จากซ้ายเป็นขวา)
ภาพจาก: K. Nogita and A.K. Dahle, “Effects of boron on eutectic modification of hypoeutectic Al–Si alloys”,
Scripta Materialia, Vol. 48, 2003, pp. 307–313

มกราคม - มีนาคม 2557
27
กระบวนการหล่อขึ้นรูป
(Shape Casting Processes)
การเลือกกระบวนการหล่อขึ้นรูปที่เหมาะสม
กับการผลิตชิ้นงานหล่อใดๆ ควรพิจารณาปัจจัยต่างๆ
เช่นขนาดของชิ้นงานความซับซ้อนของรูปทรงชิ้นงาน
จำานวนที่จะผลิต และสมบัติทางกลที่ต้องการ เป็นต้น
กระบวนการหล่ออะลูมิเนียมผสมท่ีนิยมใช้กันมาก
ได้แก่
กระบวนการหล่อโลหะด้วยแรงดันสูง (High
Pressure Die Casting, HPDC) กระบวนการ
หล่อโลหะด้วยแรงดันต่ำ � (Low Pressure Die Cast ing , LPDC) กระบวนการหล่อโลหะด้วย
แรงโน้มถ่ วง (Grav i ty D ie Cast ing ) และ
กระบวนการหล่อโลหะด้วยแม่พิมพ์ทราย(SandCast-
ing) กระบวนการหล่อโลหะด้วยแรงดันสูง แรงดันต่ำ� และแรงโน้มถ่วงใช้แม่ พิมพ์ถาวรที่ทำ าจากโลหะ
(permanent metal mould) จึงไม่ต้องสร้างแม่พิมพ์
ใหม่สำาหรับทุกๆ ชิ้นงานหล่อดังเช่นกระบวนการหล่อ
โลหะดว้ยแมพ่มิพท์รายสว่นชิน้งานหลอ่ทีม่รีปูทรงกลวง
(hollow) จำาเป็นต้องอาศัยไส้แบบ (core) ในการหล่อ
ซึ่งกระบวนการหล่อโลหะด้วยแรงดันสูงเป็นกระบวน
การเดียวในสี่กระบวนการนี้ที่ ไม่สามารถใช้ไส้แบบ
เพื่อหล่อช้ินงานกลวงได้ รายละเอียดของกระบวนการ
แต่ละแบบมีดังนี้
การหล่อโลหะด้วยแรงดันสูง
(HPDC: High Pressure Die
Casting)
ภาพที่10แสดงหลักการของกระบวนการหล่อ
โลหะดว้ยแรงดนัสงูโดยกระบวนการเริม่จากการเทโลหะ
เหลวลงในช็อตสลีฟ (shot sleeve) จากนั้นพลันเจอร์
(plunger)กจ็ะเคลื่อนทีเ่พื่อผลกัโลหะเหลวเขา้สูแ่มพ่มิพ์
โดยในช่วงแรกจะผลักให้ โลหะเหลวเคลื่อนที่ช้าๆ เพื่อ
หลีกเลี่ยงการไหลแบบปั่นป่วน เมื่อโลหะเหลวเคลื่อนท่ี
ไปถงึทางเขา้(gate)แลว้พลนัเจอรจ์ะเคลื่อนทีเ่รว็ขึน้เพื่อ
ผลักโลหะเหลวให้เติมเต็มโพรงแม่พิมพ์อย่างรวดเร็ว
ภาพที่ 9 ผลึก b-Al5FeSi intermetallics ที่มีรูปร่างคล้ายเข็มบนระนาบสองมิติ (ซ้าย)
ภาพสามมิติของผลึก b-Al5FeSi intermetallics ที่วงในภาพด้านซ้าย (ขวา)
ภาพจาก: C.M. Dinnis, J.A. Taylor, A.K. Dahle, “As-cast morphology of iron-intermetallics in Al–Si foundry
alloys”, Scripta Materialia, Vol. 53, 2005, pp. 955–958

มกราคม - มีนาคม 255728
ซึ่งขั้นตอนนี้เองทำาให้เกิดการกักตัวของอากาศ (air
entrapment) ในเน้ือโลหะและนำามาซึ่งปริมาณรูพรุน
ทีค่อ่นขา้งสงูในชิน้งานหลอ่เมื่อโลหะเหลวเตมิเตม็โพรง
แม่พิมพ์เสร็จแล้วพลันเจอร์จะส่งแรงกดอัด(intensifi-
cationpressure)(สูงสุดถึงประมาณ120MPa)เพื่อ
ส่งเนื้อโลหะเข้าไปในโพรงแม่พิมพ์เพิ่มเติมเพื่อลด
การเกิดรูพรุนในชิ้นงานหล่อที่เกิดจากอากาศที่กักตัว
(entrapped air) ในเนื้อโลหะและการหดตัวเนื่องจาก
การแข็งตัว
กระบวนการหล่อโลหะด้วยแรงดันสูงเป็น
กระบวนการที่เหมาะกับการผลิตชิ้นงานท่ีมีผนังบาง
(thin-walled) และรูปร่างซับซ้อน นอกจากนั้นการ
ที่สามารถผลิตชิ้นงานหล่อได้รวดเร็ว (ปกติจะใช้เวลา
ไม่กี่วินาทีหรือไม่เกินหนึ่งนาทีต่อการหล่อแต่ละครั้ง)
และค่อนข้างเป็นระบบอัตโนมัติจึงเหมาะกับการผลิต
ชิ้นงานจำานวนมากๆ เนื่องจากค่าลงทุนเริ่มต้น (initial
cost)ทีส่งูสำาหรบัเครื่องจกัรและแมพิ่มพ์แตม่คีา่ใชจ้า่ย
ในการดำาเนินการผลิตแต่ละชิ้น(operatingcost)ที่ต่ำ� กระบวนการหล่อด้วยแรงดันสูงเป็นกระบวนการหล่อท่ี
ไดรั้บความนิยมมากโดยชิน้งานหลอ่อะลมูเินยีมผสมเกนิ
กว่า50%ขึ้นรูปโดยกระบวนการนี้[3]
ข้อจำากัดของกระบวนการหล่อด้วยแรงดันสูง
คือ ชิ้นงานหล่อจะมีปริมาณรูพรุนมากกว่าช้ินงานหล่อ
จากกระบวนการหล่อแบบอื่นๆ จึงไม่สามารถนำาไปผ่าน
กระบวนการอบชุบ (heat treatment)ตามปกติได้ส่ง
ผลใหส้มบัตเิชงิกลของชิน้งานหล่อดว้ยแรงดนัสงูไมด่เีทา่
ชิ้นงานหล่อที่ได้จากกระบวนการอื่นๆ ซ่ึงสามารถนำาไป
อบชุบก่อนนำามาใช้งานได้
การหล่อโลหะด้วยแรงดันต่ำา
(LPDC: Low Pressure Die
Casting)
กระบวนการหล่อด้วยแรงดันต่ำ�อาศัยหลักการจ่ายโลหะเหลวสู่แม่พิมพ์จากด้านล่าง (bottom filling)
อย่างช้าๆ และการป้อนเติมโดยอาศัยแรงดันประมาณ
15-100kPaภาพที่11แสดงหลักการของกระบวนการ
หล่อโลหะด้วยแรงดันต่ำ� อะลูมิเนียมผสมเหลวจะถูกบรรจุไว้ ในเตาที่ปิดสนิท(sealed)และควบคุมความดัน
(pressuretight)เมื่อเริม่ตน้กระบวนการหลอ่โลหะเหลว
ในอ่างเก็บ (bath) ด้านล่างจะถูกส่งผ่านท่อรูล้น (riser
tube) ด้วยแรงดันภายในเตาขนาดประมาณ 15-100
kPaเพื่อให้โลหะเหลวเข้าไปเติมเต็มแม่พิมพ์เมื่อโลหะ
เหลวเติมเต็มและแขง็ตัวในแม่พมิพแ์ล้วความดันในเตา
จะถูกลดลงมาเพื่อให้ โลหะเหลวท่ีค้างอยู่ในท่อรูล้นไหล
กลับลงมาสู่อ่างเก็บข้างล่าง การหล่อในแต่ละครั้งจะใช้
เวลาประมาณ5-15นาทีและผลิตชิ้นงานที่มีผนังบาง
ที่สุดได้ประมาณ1.5mm[2]
การหล่อโลหะด้วยแรงโน้มถ่วง
(Gravity Die Casting)
กระบวนการหล่อด้วยแรงโน้มถ่วงอาศัยหลัก
การจา่ยโลหะเหลวสูแ่มพ่มิพจ์ากการเทจากดา้นบน(ภาพ
ที่ 12 ) และอาศัยแรงโน้มถ่วงทำาให้ โลหะเหลวไหล
ไปเติมเต็มแม่พิมพ์ ส่วนการป้อนเติมเนื้อโลหะเพื่อ
ชดเชยการหดตัวเนื่องจากการแข็งตัวอาศัยแรงกดจาก
แรงโนม้ถว่งของน้ำ�หนกัรลูน้(riser)ใหป้อ้นเตมิเนือ้โลหะ มายังโพรงแม่พิมพ์ การเทโลหะเหลวอาจจะใช้แรงงาน
คนหรื อ ระบบอั ต โนมั ติ ก็ ไ ด้ โดย ในแต่ ละครั้ ง
การหล่อจะใช้เวลาประมาณ 5-15 นาที เช่นเดียวกับ
กระบวนการหล่อด้วยแรงดันต่ำ� และสามารถผลิต ชิ้นงานที่มีผนังบางที่สุดได้ประมาณ4mm[2]
การหล่อโลหะด้วยแม่พิมพ์ทราย
(Sand Casting)
ภาพท่ี13แสดงกระบวนการหลอ่ด้วยแบบทราย
ซึ่งอาศัยหลักการจ่ายโลหะเหลวสู่แม่พิมพ์และการป้อน
เตมิเนือ้โลหะเพื่อชดเชยการหดตวัเชน่เดยีวกบักระบวน-
การหล่อด้วยแรงโน้มถ่วง แต่แม่พิมพ์ท่ีใช้ทำาจากทราย
ซึง่ตอ้งทำาใหมส่ำาหรบัแตล่ะชิน้งานหลอ่เนื่องจากแมพ่มิพ ์
ที่ใช้เป็นทรายที่มีผิวค่อนข้างขรุขระเมื่อเปรียบเทียบกับ
แม่พิมพ์โลหะดังนั้นชิ้นงานหล่อด้วยแม่พิมพ์ทรายจึงมี
ผิวที่ค่อนข้างขรุขระและอาจมีสิ่งเจือปน (impurities)
ตา่งๆตดิมาทีผ่วิดว้ยกระบวนการหลอ่ดว้ยแมพ่มิพท์ราย
เหมาะกบัชิน้งานทีม่ขีนาดคอ่นขา้งใหญ่สำาหรบัการสรา้ง
แม่พิมพ์ทรายนั้นอาจทำาด้วยแรงงานคนหรือเครื่องจักร
อัตโนมัติหากต้องการทำาการผลิตในปริมาณมาก

มกราคม - มีนาคม 2557
29
ภาพที่ 10 ภาพวาดแสดงกระบวนการหล่อโลหะด้วยแรงดันสูง [1]
ภาพที่ 11 ภาพวาดแสดงกระบวนการหล่อโลหะด้วยแรงดันต่ำ� [1]

มกราคม - มีนาคม 255730
ภาพที่ 12 ภาพวาดแสดงกระบวนการหล่อด้วยแรงโน้มถ่วง
ภาพจาก: http://www.ustudy.in/node/2858
ภาพที่ 13 ขั้นตอนการทำาแม่พิมพ์ทรายและการหล่อโดยใช้แม่พิมพ์ทราย [1]
เอกสารอ้างอิง
[1] “Fundamentals of Aluminium Metallurgy: Production, Processing and Applications”, Editted by R. Lumley,
Woodhead Publishing Limited, Cambridge, UK, 2011.
[2] “Foundry Technology”, P. Beeley, 2nd Edition, Butterworth-Heinemann, Oxford, UK, 2001.
[3] K.H. Kirgin, “Feeling the domino effect”, Modern Casting, March 2009, http://www.afsinc.org/content.
cfm?ItemNumber=7612.