Embed Size (px)
Citation preview

23.12.2015
1
POLİMER TEKNOLOJİSİ
Doç.Dr.Ahmet DEMİRER Sakarya Universitesi
Plastik Üretim Yöntemleri
1-Enjeksiyon Yön.
2-Ekstrüzyon Yön.
-Film çekme
-Profil çekme
3-Şişirme Kalıplama yön.
4-Döndürmeli (rotasyonel)kalıplama yön.
5-Vakum (ısıl şekillendirme) yön.
6-Basma (Kompresyon baskı) ile kalıplama yön.
7-Kalenderleme (merdaneleme-haddeleme) yön.
8-Transfer Baskı (aktarma) yön.
9-Kaplama Yön.
10-Köpürtme Yön.
11-Dökme Yön.
12-Hızlı prototipleme
13-Talaşlı Üretim Yöntemi
• Polimer; yüksek molekül ağırlıklı, uzun, zincirimsi bir yapı gösteren moleküllere denir. Monomer adı verilen küçük moleküllerin biraraya gelerek eklenmesiyle oluşan çok uzun zincirli moleküllerdir. Bir kimyasal tepkimede polimer oluşumuna, polimerleşme denir.
• Polimerler oldukça geniş bir sınıflandırma yelpazesine sahiptir. Termal özellikleri yönünden üç gruba ayrılır. Bunlar; Termosetler, Termoplastikler ve Elastomerlerdir.
• Polimerleştirme reaksiyonu ile elde edilen plastik hammadde genellikle toz, granül ya da hamur (elastomerler) halindedir ve stabilizatör, aktivatör, renklendirici gibi muhtelif katkılar ilave edildikten sonra şekillendirilmesi sağlanır. Bu katkılar yüksek devirli mikserlerle homojen bir şekilde karıştırılabilir. Eğer karıştırma plastiğin yumuşama sıcaklığının altında yapılıyorsa hamur karıştırıcı, karıştırma ruloları veya ekstrüderler kullanılır [4].
• Plastik; Isıtılarak kalıplanan ve soğuduğunda kalıptaki şeklini koruyabilen maddelere denildiği gibi şekillendirilebilen her tür maddeyi kapsayan bir terim olarak da kullanılmaktadır.
• Plastik malzemelere şekil vermek için talaşsız ve talaşlı imalat yöntemleri kullanılmaktadır. Ancak plastik parçaların yaklaşık %90’ı talaşsız imalat yöntemleriyle şekillendirilmektedir [5].
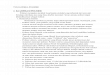
Şekil 1. Periyodik tabloda polimer malzemeleri oluşturan elementler
C (Karbon) H (Hidrojen) N (Azot)
O (Oksijen) F (Flor) Si (Silisyum)
Periyotlar cetvelinde, sol tarafta hep metalik elementler, sağ tarafta ise ametaller
vardır. Bunlardan kolaylıkla elektron veren ve metalleri oluşturan metalik
elementlerdir. Ametaller ise, polimerleri oluşturan ana yapı taşlarıdır. Metalik
ve ametalik elementlerin karışımı ise, seramikleri meydana getirir.

23.12.2015
2
Plastiklerin Genel Özellikleri 1. Kolay biçimlendirilebilir (talaşsız) ve kolay işlenebilirler (talaşlı üretim)
2. Isı ve elektrik iletkenlikleri düşüktür (iyi yalıtkandır)
3. Çeşitli mekaniksel özelliklere sahiptir. (Makaslamaya duyarlı, kayma direnci düşük, çekme ve basınç dayanımları iyidir.)
4. Korozyona ve kimyasal etkilere karşı dayanıklıdırlar. (Suya, Asitlere ve bazlara iyi dayanırlar)
5. Yoğunlukları düşüktür. (hafiftirler)
6. Enerji absorbe etme (yutma) özellikleri iyidir.
7. Katkı maddeleri ile özellikleri değiştirilebilir.
8. Yeniden işlenip kullanılır hale gelebilirler.
9. Genel olarak saydamdırlar ve parlak dekoratif yüzeyler elde edilebilir.
10. Kolay renklendirilebilirler.
PLASTİK İMALAT YÖNTEMLERİ
I. TALAŞSIZ İMALAT II. TALAŞLI İMALAT
Direkt mamul Yarı mamul Birleştirme Tornalama
Enjeksiyonla kalıplama Ekstrüzyon Macunlama Frezeleme
Şişirmeyle kalıplama Haddeleme Yapıştırma Vargelleme Basınçlı (sıkıştırma) kalıplama Fiber (iplik) imalatı Kaynak Matkapla delme
Transfer kalıplama Kesme Döküm yöntemi Vakumla şekillendirme Döndürmeli kalıplama
Plastikler
Tablo 1.1. Plastiklere uygulanan imalat yöntemleri [2,6]
Belirli bir plastik malzeme için uygun olan imalat yöntemi, plastiğin cinsine, parçanın şekline, parça sayısına ve maliyetine bağlıdır. Plastik ürünlerin imalatı için en çok uygulanan ve ürüne en son şeklini veren yöntemlerden birisi de enjeksiyon yöntemidir.
Polimerler • Bu yöntem seri üretime uygun olup genellikle termoplastiklere uygulanır.
Günümüzde PE, PS, PP, ABS, SAN, PA6-66-12 (Naylon) başta olmak üzere bir çok polimer bu yöntemle işlenmektedir. Oyuncaklar, otomobil parçaları, ev eşyaları, çeşitli elektronik parçalar vb. ürünler plastik enjeksiyon işlemiyle kolaylıkla üretilebilmektedir.
• Enjeksiyonla kalıplama, granül halindeki termoplastik malzemenin makina silindirinde ısıtılarak proses sıcaklığına getirilmesi, sonsuz vida sayesinde homojen bir yapıya dönüşen malzemenin, kalıba basınçla enjekte edilmesi, kalıpta elde edilen parçanın soğutulması ve kalıptan atılması işlemidir (Şekil 1.1).
Plastikler genel kullanım olarak şu şekilde isimlendirilebilir: 1-Genel amaçlı plastikler: AYPE, YYPE (alçak ve yüksek yoğunluklu polietilen),PP (polipropilen), PS (polistiren), PVC (polivinilklorür) bulunmaktadır. (beşkardeşler) 2-Mühendislik Polimerleri: ABS, PA, PC, PPO(Polifenilenoksit), Poliester 3-Özellikli Polimerler:PTFE (politetrafloretilen-Teflon),PES
(polietersülfon),PEK(polieterketon)
4-Polimer Kompozitler: Karbon veya aramid elyafla takviye edilmiş Polietersülfon (PES ), ve Epoksitler (EP), cam elyaf ve cam bilyalı polimerler vs.
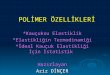
1-PLASTİK ENJEKSİYON YÖNTEMİ
Şekil .Bir plastik enjeksiyon makinasının çalışma prensibi
1-Granül haldeki plastik malzeme 2-Sonsuz vida tahrik dişlisi 3-Enjeksiyon basınç göstergesi 4-Enjeksiyon konum kumanda şalteri 5-Sevk eden karıştıran sonsuz vida 6-Elektrikli silindir ısıtıcısı 7-Makina silindiri 8-Enjeksiyon makina memesi (lülesi) 9-Enjeksiyon kalıbı
a) Sonsuz vida, hidrolik bir pistonla ileri doğru itilir, bu esnada erimiş malzeme kalıba dolar.
b) Eriyik haldeki plastik malzeme son bir basınçla (tutma-ütüleme basıncı) kalıbı doldurur.
c) Kalıp açılarak parça düşer ve yeni bir çevrim için eriyik malzeme silindir ön haznesine dolar.

23.12.2015
3
Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıpları:
Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıpları:

23.12.2015
4
Plastik enjeksiyon kalıpları:
Kalıpta İdeal olmayan bir su kanalı dağılımı
Plastik enjeksiyon kalıplarında sıcak yolluk sistemleri:
Sıcak yolluk Nozulu (meme) Sıcak yolluk dağıtıcısı (manifoltu)
Plastik enjeksiyon kalıplarında sıcak yolluk sistemleri: Plastik enjeksiyon makine vidaları:
Besleme böl. Ergitme böl. İtme (basma) böl.
Besleme hunisi
D
L
L/D =Boy/çap
Termoplastiklerde Termosetlerde
L/D = 15/1 , 20/1 12/1 , 16/1
Baskı oranı: Besleme bölgesindeki vida diş yüksekliğinin itme bölgesindeki diş
yüksekliğine oranıdır.
Termoplastiklerde ≈ 2 -3.5 /1 , Termosetlerde ≈ 1/1 civarındadır.

23.12.2015
5
Plastik enjeksiyon kalıpları: 2-PLASTİK EKSTRÜZYON KALIPLAMA YÖNTEMİ:
a) Film Ekstrüzyon Çekme
Bir veya iki ekstrüder vida mekanizması ile kovanda ısıtılmış termoplastik malzeme silindir kovanı ucundaki kalıptan istenen profilde ürünü sürekli olarak elde etme tekniğidir. Filimler, levhalar, tüpler, borular ve farklı profilde fitiller bu bu yöntemle elde edilir. Ekstrüzyon aynı zamanda tel ve kabloları kaplamak içinde kullanılabilir.
b) Plastik Profil Ekstrüzyon kalıplama yöntemi:

23.12.2015
6
Plastik Profil Ekstrüzyon kalıplama yöntemi:
Plastik ekstrüzyonla işlemede görülen iki sorundan birisi «kafa şişmesi « diğeri ise «eriyik kırılması»dır.
3-PLASTİK ŞİŞİRME KALIPLAMA YÖNTEMİ:
1.Şişirme yön.
2.Şişirme yön.
Damacana kalıbı
4-DÖNDÜRMELİ (ROTASYONEL) KALIPLAMA YÖN. (ROTATIONAL MOLDING)
Toz veya sıvı haldeki polimer veya işleme karışımı kalıp içine konur. Kalıp iki parçalıdır ve kapatıldıktan sonra birbirine dik eksenler etrafında sürekli olarak döndürülebilir. Isıtma işlemi ve merkezkaç kuvvetleri etkisi ile erimiş haldeki polimer kalıpta boşluklara düzgün olarak dolar. Sonraki adımda soğutma işlemi ile katılaşan malzeme kalıptan ürün olarak alınır.
4-DÖNDÜRMELİ KALIPLAMA YÖN. (ROTATIONAL MOLDING)
Termoplastik işleniyorsa sıcaklık uygulanarak ergitilme, termoset plastik işleniyorsa ısıtma ile katılaşma sağlanmış olur. Ürünlerin içi boştur ve üründe cidar kalınlıkları genelde homojendir. Yalnız köşelerde cidarlar daha kalın çıkmaktadır. Bu ise bir dezavantaj değil tam tersi avantaj oluşturur. PE,PP,PVC, PC, PA6-11-12, EVA, selülozikler vb. işlenebilir.

23.12.2015
7
4-DÖNDÜRMELİ (ROTASYONEL)KALIPLAMA YÖN. (ROTATIONAL MOLDING)
5-VAKUM (ısıl şekillendirme) yön. (Thermoforming)
Birçok Termoplastik levhanın şekillendirilmesinde kullanılır. Kalıba tutturulan ve yumuşama noktasına kadar ısıtılan plastik levhaya vakum/basınçlı hava veya mekanik yöntemlerle istenilen şekil verilmesi esasına dayanır. Bu yöntemin kullanılmasının amaçlarının başında düşük maliyetli kalıp tasarımı gelmektedir.
http://www.youtube.com/watch?v=bsdNZFMplyM
5-VAKUM (ISIL ŞEKİLLENDİRME) YÖN. (THERMOFORMİNG)
Ara boşluktaki havanın emilmesi ile oluşturulan vakum vasıtası ile ısıtılmış levha altta bulunan kalıba doğru çekilir ve kalıbın şeklini alması sağlanmış olur.
6-BASMA (Kompresyon baskı) İLE KALIPLAMA YÖN.
Basit ve ekonomik bir yöntemdir. Basit, küçük ve orta boy parçalar için uygundur. Kalıbın içine tartılarak konan hamur kıvamındaki polmer malzeme kalıbın yukarıya doğru hareketi ile 7-70 MPa basınçla kapanan kalıpda reçinenin eriyip kalıbın şekline alması ile (3-20 dk sonunda) ürünü ortaya çıkaran bir yöntemdir. Termoplastik malzemelerde soğutma, termoset malzemelerde ise bir süre basınç altında yüksek sıcaklıkta tutma uygulanır. Sonrasında çapaklar temizlenir.

23.12.2015
8
6-Basma (Kompresyon baskı) ile kalıplama yön.
6-BASMA (Kompresyon baskı) ile kalıplama yön.
7-KALENDERLEME (Calendering-Merdaneleme-Haddeleme) yön.
7-Kalenderleme (merdaneleme-haddeleme) yön.
Kağıt, tekstil ve metal endüstrisinden esinlenerek polimer sektörüne uyarlanmıştır. Kullanılan haddelerin kalitesi ürünün kalitesine etki eder. Haddelerin içinden sıcak su /buhar veya sıcak yağ geçirilerek ısıtılır. Haddeler arasındaki mesafe belirli toleranslar içinde olması önemlidir.
Haddeleme sırasında sıcak haddeler malzemeyi sıkıştırır, son haddeler ise üründe istenilen kalınlık ve genişliği sağlar.
Haddelemede ekstrüzyonda devamlı bir çubuk veya kalın ip şeklinde çıkan ürünün haddelerden geçirilerek devamlı (kesiksiz olarak) levha üretilmesi sağlanır.

23.12.2015
9
Malzemenin ısıtılıp eritilerek basınçla bir kaptan kapalı ve ısıtılmış bir kalıba yolluklar yardımıyla transfer edilmesi olarak tarif edilir. Günümüzde daha çok termoset ve elastomerlerin şekillendirilmesinde, komplike ve hassas parça yapımında kullanılmaktadır. (Elektrik düğmesi, priz, fiş, düğme, şalter türü değişik elektrik malzemeleri, mutfak eşyaları, değişik kapları sap ve kulpları vb.)
Enjeksiyon ve ekstrüzyon yöntemlerinin atası olarak kabul edilen bu sistem ilk olarak 1926 yılında kull. Başlanmıştır.
8-Transfer Baskı (aktarma) yön.
Plastik Üretim Yöntemleri
8-Transfer Baskı (aktarma) yön.
Plastik Üretim Yöntemleri
8-Transfer Baskı (aktarma) yön.
Plastik Üretim Yöntemleri
9-Kaplama Yön. (plastic coating Method)
Genellikle metal üzerine birkaç mikrondan birkaç milimetreye kadar değişen kalınlıklarda bir plastik filmin tatbik edilmesidir. Sıvı ve katı olmak üzere iki türde uygulanmaktadır. Sıvı kaplama yönteminde; bir solvent içinde çözünmüş yada süspansiyon halindeki plastiğin metal (yada benzeri) bir yüzey üzerine püskürtülmesi daha sonra çözücünün buharlaştırılarak yüzeyde yalnızca plastiğin kalması esasına dayanır. Katı yada toz kaplama metotları ise üç türlü uygulanır. 1-Akışkan yatak kaplaması : (metal parça ısıtılır, ince toz halindeki plastik hava üflenerek hareketli hale getirilir. Sıcak yüzey ile temas eden plastik yüzeye kaplanır.) 2-Elektrostatik kaplama: 60-120 kW ve 200-400 mikro amperlik akım geçirilerek statik elektrik yüklenen plastik tanecikleri zıt kutba bağlanmış metal tarafından büyük bir hızla çekilirler ve çarpma anında açığa çıkan enerjinin ısıya dönüşmesi sonucu eriyik yüzeye yapışarak kaplanır. 3-Plazma kaplama: En az kullanılan yöntemdir. Plastik parçacıkları çok yüksek ısıdaki bir ağızdan hızla geçerek kaplanması istenen yüzeye püskürtülür. Aldıkları ısı ve çarpmanın etkisi ile eriyen parçacıklar karşı yüzeye yapışarak istenen kaplamayı sağlar.

23.12.2015
10
10-KÖPÜRTME YÖN. (Polymeric Foaming Product )
Yapılarında yüksek oranda (%90’ın üzerinde) hava bulunduran hücresel matrislerdir. İçerdikleri hava nedeni ile yoğunlukları ve ısı geçirgenlikleri çok düşük olup buna karşı çarpmada darbe enerjisini soğurma kapasiteleri yüksektir. Bu nedenle genellikle ısıl izolasyon amaçlı olarak ve ambalajlamada kullanılırlar.
10-Köpürtme yöntemi
Plastik köpükler hücre yapılarına göre ‘’kapalı’’ ve ‘’açık hücreli’’ olarak iki grupta incelenebilir. Kapalı hücreli yapılar basınç altında oluşturulurlar ve dış kuvvetlere karşı adeta bir balon gibi tepki verirler. Açık hücreli yapılar ise serbest genleşme ile elde edilirler. Hücreler bir biri ile tamamen bağlantılı ve dışa açıktır. Dış etkiler ise süngerimsi bir tepki gösterirler. Polimer köpükler ayrıca sert ve yumuşak olmalarına göre esnek ve rijit olarak iki genel gruba ayrılır. Esnek köpükler, hafiflik esneklik, Rijit olanlarda ise çok yüksek darbe dayanımı/ağırlık oranının bulunması gibi özellikler bulunur.
Plastik Üretim Yöntemleri
11-Talaşlı Üretim (Şekillendirme) Yöntemi
11-Talaşlı Üretim Yöntemi
Plastiklerde genellikle talaşsız işleme yöntemi kullanılır. Üretilecek parça sayısına bağlı olarak çok sayıda üretim için ekonomik olmaları nedeni ile talaşsız üretim yöntemleri tercih edilir. Parça sayısı az olduğu durumlarda plastiklerin işlenmesi için Mekanik işleme yöntemleri (talaşlı üretim yön.) kullanılır. Ayrıca bir parçada gereken vida veya diş açma gibi işlemler için plaka veya çubuk gibi daha önceden talaşsız işleme ile ön şekillendirilmiş olan ürünlere uygulanır ve bu konuda metallerin talaşlı işleme yöntemleri plastiklerde de şu temel farklılıklar dikkate alınarak uygulanır:

23.12.2015
11
11-TALAŞLI ÜRETİM YÖNTEMİ 1-Plastikler ısıdan kolay etkilenir, ancak ısıyı kolay iletmezler, ısıdan kolay etkilendikleri için kesme ağzı keskin yüzeyleri parlatılmış takımlar kullanılması gerekir. 2-Plastiklerin aşındırıcı katkılar nedeni ile aşındırma özellikleri bulunabilir.
Plastik Üretim Yöntemleri
11-DÖKME YÖNTEMİ:
Serbest dökmede yerçekim kuvvetinden istifade edilir. Örneğin köpürtme yöntemi gibi ya da şeffaf plakalar camların üretimindeki gibi ergiyik polimerler kalıp içerisine dökülerek soğuması neticesinde katılaşarak kullanılırlar.
Hızlı Prototipleme (Rapid Prototype)
İmalatta Kullanılan malz.: Genelde ABS (Akrilonitril Butadien Stiren) ve PLA (Polilaktik asit)
Plastik işleme seçiminde yönteme göre en ekonomik olan en az üretim miktarları Üretim alt sınırı (adet) VAKUM ŞEKİLLENDİRME 100-1000 DÖNDÜRME KALIPLAMA 100-10.000 ŞİŞİRME KALIPLAMA 1000-10.000 ENJEKSİYON KALIPLAMA 10.000-100.000
PLASTİK KALIPLAMALARIN KARŞILAŞTIRILMASI

23.12.2015
12
A Demirer 45
3. PVC = Polivinil Klorür
1. PET(E) = Polietilen teraftalat
2. HDPE = Yüksek Yoğunlukta Polietilen
4. LDPE = Düşük Yoğunlukta Polietilen
5. PP = Polipropilen
6. PS = Polistiren
7. Diğer Ürünler
Yaygın Kullanımı: 10-15 kg’lık su kapları, güneş gözlükleri, DVD, bilgisayar kasaları, yiyecek kapları, naylon, kurşun geçirmez malzemeler (Kevlar) vb. Bunlar Sert veya köpük ürünler yapmak için kullanılır.
Geri dönüşüm İşaretleri
Kaynaklar: 1.UYANIK N.,AKOVALI G., Plastikler ve Plastik Teknolojisi, PAGEV YAYINLARI, İst.
2009.
2.SAÇAK Mehmet, Polimer Teknolojisi, gazi yayınevi, Ank. 2010.
3.ARAN A., Malzeme Bilimi Ders Notları, İTÜ İst. 2010.
• 4. James F. Shackelford, "Introduction to Materials Science for Engineers" , McMillan Pub. Co. 1992.(Prof. Dr. Adnan DİKİCİOĞLU, Ders notları)
5. DEMİRER A., Polimer Teknolojisi ve Kalıplama Prosesi, Lisansüstü ders notu, 2014.
Megep yayınları, milli eğitim bakanlığı internet sitesi.
6. Görseller
7. DEMİRER A., Plastik Enj. Kalıplarında Sıcak yolluk sistemleri, Seminer 2014.