Embed Size (px)
Citation preview

Turning Process Proses Manufaktur II
Sumber: Manufacturing Engineering & Technology Oleh: Serope Kalpakjian

2
Mesin Bubut (lathe)
Mesin bubut merupakan mesin serba guna (general purpose machine), karena mampu mengerjakan berbagai jenis pekerjaan.
Bagian utama mesin bubut adalah: (1) the bed, (2) the headstock, (3) the carriage, (4) the tailstock, and (5) the gearbox.

3
Engine Lathe (1600x12000) American
Salah satu cara u/ melihat dimensi benda kerja yg bisa diproses di mesin bubut adalah dengan melihat swing dan distance between center dari mesin bubut.
Swing menunjukkan diameter maksimum benda kerja yang bisa diproses di mesin bubut tersebut.

4
Beberapa contoh mesin bubut (1)

5
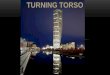
Beberapa contoh mesin bubut (2)
Big engine lathe (www.osun.org)

6
Beberapa contoh mesin bubut (3)
Big engine lathe, 60 ft c - c (www.osun.org)

7
Bagian-bagian mesin bubut

8
Lathe Construction & Description

9
Engine Lathe Part Descriptions
Spindle The spindle holds and drives the workpiece.
Cross Feed
Handwheel
The cross feed handwheel is used to manually position and/or hand feed the compound rest
in the X axis.
Carriage
Handwheel
The carriage handwheel is used to manually position and/or hand feed the carriage in the
longitudinal or Z axis.
Carriage The carriage houses the saddle, the cross slide, and the apron. The main function of the
carriage is to position the tool along the lathe bed.
Spindle
Clutch Lever This lever controls the spindle’s rotation and direction.
Brake
This type of spindle brake uses the foot pedal. The foot pedal type of brake is found on
many types of lathes. When the foot pedal is actuated, the spindle will stop regardless
of the position of the spindle clutch lever.
Feed Rod The feed rod transmits power from the headstock to the carriage for feeding operations.
Lead Screw
The lead screw transmits power from the headstock to the carriage for screw thread cutting
operations. On some lesser types of lathes the feed rod and the lead screw are used for
both the feed and the screw cutting power transmission.
Rack The rack or gear rack, as it is sometimes referred to, links with the carriage handwheel to
make longitudinal movement of the carriage possible.
Bed Ways The bed ways align the components of the lathe. The bed is the back bone of the machine.
Tailstock The tailstock is used to support the right end of the work. The tailstock is also used for
tool-holding for machining operations, such as drilling, reaming, and tapping.

10
Figure 2 - Lathe Parts Descriptions
Headstock
The headstock houses the
spindle and the components
which drive the spindle and the
feed gears.
Spindle Speed
Selector
The spindle speed selector
allows the operator to adjust
the spindle speed of the
machine.
Emergency Stop
Button
The emergency stop button
turns off the power to the
machine.
Motor Start
Button
The motor start button starts the electric drive motor for the machine. The
motor start button does not control the spindle; however, it does supply the
power.
Spindle Clutch
and Brake Lever
This lever controls the spindle rotation. Through the use of this lever, the
operator controls the spindle direction, spindle on, and spindle off. On some
machines, when the spindle is turned off, a magnetic spindle brake is
applied. The other type of spindle brake is the foot pedal. The foot pedal
type of brake is found on many other types of machines.

11
Lathe
Cutting
Operations
Figure 23.1 Miscellaneous cutting
operations that can be performed
on a lathe. Note that all parts are
circular – a property known as axi-
symmetry. The tools used, their
shape, and the processing
parameters are described
throughout this chapter.

12
Characteristics of Machining Processes and
Typical Dimensional Tolerances

13
Lathe
Figure 23.2 General view of a typical lathe, showing various components.
Source: Courtesy of Heidenreich & Harbeck.

14
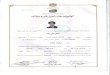
Turning Operation
Figure 23.3 Schematic illustration of the basic turning operation, showing depth-of-
cut, d; feed, f; and spindle rotational speed, N in rev/min. Cutting speed is the surface
speed of the workpiece at the tool tip.

15
Proses Turning: terminologi
Cutting speed (kecepatan potong, m/menit): kecepatan keliling di sisi potong pahat/permukaan benda kerja.
Depth of cut (kedalaman pemotongan, mm): menunjukkan kedalaman potong pahat saat proses pemotongan.
Feed (gerak makan, mm/rev): seberapa besar pahat memakan benda kerja saat benda kerja berputar 1 putaran.

16
Designations for a Right-Hand
Cutting Tool
Figure 23.4 Designations for a right-hand cutting tool. Right-hand means the tool
travels form right to left, as shown in Fig. 23.3.

17
General Recommendations for Tool
Angles in Turning

18
Summary
of Turning
Parameters
and
Formulas

19
Forces Acting on a Cutting Tool in
Turning
Figure 23.5 Forces acting on a cuttin tool in turning, Fc is the cutting force, Ft
is the thrust of feed force (in the direction of feed), and Fr is the radial force
that tends to push the tool away from the workpiece being machined.

20
Range of Applicable Cutting Speeds and
Feeds for Tool Materials
Figure 23.6 The range of
applicable cutting speeds and
feeds for a variety of tool
materials.

21
General Recommendations for Turning Operations

22
General Recommendations for Turning Operations, con’t.

23
General Recommendations for Turning Operations, con’t

24
General Recommendations for Cutting Fluids for
Machining

25
Typical Capacities and Maximum Workpiece
Dimensions for Machine Tools

26
Collets
Figure 23.7 (a) and (b) Schematic illustrations of a draw-in type collet. The
workpiece is placed in the collet hole, and the conical surfaces of the collet are
forced inwards by pulling it with a draw bar into the sleeve. (c) A push-out type
collet. (d) Workholding of a workpiece on a face plate.

27
Mandrels to Hold Work-pieces for Turning
Figure 23.8 Various types of mandrels to hold workpieces for turning. These mandrels
usually are mounted between centers on a lathe. Note that in (a), both the cylindrical
and the end faces of the workpiece can be machined, whereas in (b) and (c), only the
cylindrical surfaces can be machined.
Mandrel berfunggi u/ memegang b-kerja yang didalamnya berlubang (hollow work-piece), agar b-kerja bisa diproses (machining) di mesin bubut.

28
Turret Lathe
Figure 23.9 Schematic illustration of the components of a turret lathe.
Note the two turrets: square and hexagonal (main).

29
Numerical Control Lathe and Turret
Figure 23.10 (a) A computer numerical-control lathe. Note the two turrets on
this machine. These machines have higher power and spindle speed than other
lathes in order to take advantage of new cutting tools with enhanced properties.
(b) A typical turret equipped with ten tools, some of which are powered.

30
Parts Made on CNC Lathes
Figure 23.11 Typical parts made on CNC lathes.

31
Example 23.3: Machining of Complex
Shapes
Figure 23.12 Examples of more complex
shapes that can be produced on a CNC lathe.

32
Typical
Production
Rates for
Various
Machining
Operations

33
Range of Surface
Roughness in
Machining
Processes
Figure 23.13 The range of
surface roughnesses obtained
in various machining
processes. Note the wide
range within each group,
especially in turning and boring.

34
Range of
Dimensional
Tolerances in
Machining as a
Function of
Work-piece Size
Figure 23.14 Range of
dimensional tolerances obtained
in various machining processes
as a function of workpiece size.
Note that there is an order os
magnitude difference between
small and large workpieces.

35
Troubleshooting Guide for Turning

36
Cutting
Screw
Threads
Figure 23.15 (a) Cutting screw threads on a lathe with a single-point cutting tool. (b) Cutting screw
threads with a single-point tool in several passes, normally utilized for large threads. The small arrows in
the figures show the direction of the feed, and the broken lines show the position of the cutting tool as time
progresses. Note that in radial cutting, the tool is fed directly into the workpiece. In flank cutting, the tool is
fed inot the piece along the right face of the thread. In incremental cutting, the tool is first fed directly into
the piece at the center of the thread, then at its sides, and finally into the root. (c) A typical coated-carbide
insert in the process of cutting screw threads on a round shaft. (d) Cutting internal screw threads with a
carbide insert. Source: (c): Courtesy of Iscar Metals Inc.

37
Chasers and Die for Thread Cutting
Figure 23.16 (a) Straight chasers for cutting threads on a
lathe. (b) Circular chasers. (c) A solid threading die.

38
Parameter Turning
Zw adalah laju penghasilan geram,
f adalah pemakanan (feed),
nw adalah putaran benda kerja (rpm),
dm diameter benda kerja setelah di machining,
ap adalah kedalaman pemakanan,
ps adalah specific cutting energy.

39
Tabel Specific Cutting Energy

40
Parameter dan Perhitungan Dasar Proses
Pemesinan (Turning)
Waktu permesinan
Laju pembuangan geram
Daya pemotongan
Daya motor
nl
tw
w
m f
adnaZ pmwpwf
ZpP wsm
m
m
e
PP

41
Parameter dan Perhitungan Dasar Proses
Pemesinan (Turning)
Daya pemotongan
Torsi
T adalah torsi yang dibutuhkan,
ω adalah kecepatan sudut = 2N di mana N adalah putaran spindle (benda kerja),
Fc adalah gaya pemotongan (cutting force),
davg adalah diameter rata-rata b-kerja, (dw+dm)/2
TPm
)2/( avgc dFT