Embed Size (px)
Citation preview

Rada Programowa:
:
:• prof. Marek Bieliński, Uniwersytet Technologiczno-Przyrodniczy,Bydgoszcz, Polska/Poland• dr Krzysztof Bortel, Instytut Inżynierii Materiałów Polimerowychi Barwników, O/Gliwice, Polska/Poland• prof. Michael Bratychak, Lviv Polytechnic National University,Lwów, Ukraina/Ukraine
• prof. Józef Flizikowski, Uniwersytet Technologiczno-Przyrodniczy,Bydgoszcz, Polska/Poland
• prof. František Greškovič, Technical University of Kosice,Słowacja/Slovakia• dr Przemysław Hruszka, firma Wavin-Metalplast, Buk, Polska/Poland• mgr Janusz Jastrzębski Basell Orlen Polyolefins Płock, Polska/Poland• Simone Maccagnan, „Gimac” Castronno, Włochy/Italy• prof. Antonio Torres Marques, Universidade do Porto,Porto, Portugalia/Portugal
• prof. Janusz W. Sikora, Politechnika Lubelska, Polska/Poland
• dr Joachim Stasiek, Inżynierii Materiałów Polimerowychi Barwników, Toruń, Polska/Poland• prof. Tomasz Sterzyński, Politechnika Poznańska, Polska/Poland• prof. Oleg Stoianov, Kazan National Research TechnologicalUniversity, Kazań, Rosja/Russia• prof. Oleh Suberlyak, Lviv Polytechnic National University,Lwów, Ukraina/Ukraine• prof. Gabriel Wróbel, Politechnika Śląska, Gliwice, Polska/Poland• prof. Gennady E. Zaikov, Russian Academy of Sciences,Moskwa, Rosja/Russia• prof. Marian Żenkiewicz, Uniwersytet Kazimierza Wielkiego,Bydgoszcz, Polska/Poland
Przewodniczący
Członkowie
• prof. Elżbieta Bociąga, Politechnika Częstochowska, Polska/Poland:
• prof. Robert Sikora, Politechnika Lubelska, Polska/Poland
• prof. Igor Čatić, University of Zagreb, Croatia/Chorwacja
• prof. József Gál, University of Szeged, Hungary/Węgry
• prof. António J. Pontes, University of Minho, Portugal/Portugalia
• Thomas Simoner – HOBAS, Austria
Honorowy Przewodniczący
PRZETWÓRSTWO TWORZYWCzasopismo naukowo-techniczne. Ukazuje się od 1994 r.
Czasopismo publikuje artykuły recenzowane.
Skrót nazwy czasopisma w j. polskim – „PT”
Czasopismo punktowane, notowane na ogólnokrajowej
liście „B” MNiSzW.
Wersja drukowana jest podstawową (referencyjną)
wersją czasopisma.
Wydawca:
Redaguje zespół
Adres Redakcji:
Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu87-100 Toruń, ul. M. Skłodowskiej-Curie 55Tel./fax: 56 / 650-03-33Kontakt: e-mail: [email protected];
Redaktor Naczelny:Redaktorzy do spraw językowych:• Jacek Leszczyński, IMPiB Toruń, [email protected], (j. polski)• Willem Jacobus Lowne-Hughes, SJ [email protected] (j. angielski)
Kolportaż: Bogumiła Klimczyk
Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu,
44-101 Gliwice, ul. Chorzowska 50 Atel.: 32/231-90-41, fax: 32/231-26-74e-mail: , [email protected]
:Danuta Skowrońska
mgr inż. Błażej Chmielnicki
Redaktor tematyczny: Dr Krzysztof Bortel, IMPiB OFiT Gliwice, [email protected]
Oddział Farb i Tworzyw w Gliwicach
CZASOPISMO NAUKOWO-TECHNICZNEPOŚWIĘCONE PROBLEMOM PRZETWÓRSTWA
TWORZYW POLIMEROWYCH
PRZETWÓRSTWOTWORZYW
POLYMER PROCESSING
Nr 2 (164) / 21MARZEC – KWIECIEŃ 2015 R.

Spis treœci
Od Redakcji · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 91
Profesor Robert Pawe³ SIKORA – wybitny naukowiec i wynalazca, znakomity pedagog, niestrudzonydzia³acz na rzecz rozwoju nauki i techniki · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 92
Anna BUKOWSKA, Micha³ SZOTA, Marcin NABIA£EK, Pawe³ PIETRUSIEWICZ, Katarzyna B£OCH –Badania strukturalne i magnetyczne kompozytów wytworzonych na bazie stopu Fe67Co10Ni1W2B20
po³¹czonego ¿ywic¹ epoksydow¹ · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 94
Karolina G£OGOWSKA, Janusz W. SIKORA – Ocena w³aœciwoœci przetwórczych i cieplnych wyprasekwtryskowych nape³nionych proszkowym nape³niaczem metalicznym · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 98
El¿bieta GURDZIÑSKA, Grzegorz MAKOMASKI, Janusz ZIELIÑSKI, Barbara LISZYÑSKA, TatianaBRZOZOWSKA – Badanie wp³ywu czasu sezonowania folii polipropylenowej na jej w³aœciwoœci· · · · · · · 104
Jacek IWKO, R. STELLER – Doœwiadczalna weryfikacja komputerowego modelu procesu uplastycznianiapolimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 108
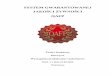
Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYK – Badania wp³ywu czynników technologicz-nych na parametry fotometryczne lampy samochodowej typu CHMSL · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 117
Mariusz K£ONICA, Józef KUCZMASZEWSKI – Badania porównawcze wytrzyma³oœci na œcinanie klejo-wych po³¹czeñ zak³adkowych stali 316L po „szokach termicznych” · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 125
Marcin KOSTRZEWA, Mohamed BAKAR, Anita BIA£KOWSKA, Zbigniew PAWELEC, Jowita SZY-MAÑSKA – Wp³yw rodzaju poliuretanu na w³aœciwoœci mechaniczne kompozytu o strukturze IPN nabazie ¿ywicy epoksydowej · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 131
Krzysztof KRÓLIKOWSKI, Kazimierz PISZCZEK – Rozdzia³ mieszanin polipropylenu z polistyrenem naseparatorze ig³owym · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 135
Marcin NABIA£EK – Zastosowanie ¿ywicy epoksydowej Epidian 100 jako osnowy w kompozytach mag-netycznych · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 139
Ewa OLEWNIK-KRUSZKOWSKA, Krzysztof KOWALSKI, Patrycja KASPERSKA, Józef RICHERT –Wp³yw promieniowania UV na w³aœciwoœci mechaniczne polilaktydu nape³nianego grafitem i szungitem 143
Pawe³ PIETRUSIEWICZ, Marcin NABIA£EK – Wp³yw zawartoœci osnowy polimerowej na w³aœciwoœcimagnetyczne amorficznego proszku Fe60Co10Y8W1B20 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 149
Ryszard PILAWKA, Honorata M¥KA, Dagmara BOSAK – Badanie procesu sieciowania kompozycjiepoksydowych z nanonape³niaczami wêglowymi· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 152
Andrzej PUSZ, Ma³gorzata SZYMICZEK – Pomiary w³asnoœci cieplnych kompozytów metod¹ quasista-cjonarn¹ · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 156
M. SIO£EK, M. PASICH, N. HENZEL and M. MATLENGIEWICZ – Incremental calculation of sequencedistribution of isotactic poly(isobutyl acrylate) and poly(sec-butyl acrylate) / Inkrementalne obliczeniarozk³adu sekwencji dla izotaktycznego poli(akrylanu izobutylu) i poli(akrylanu sec-butylu) · · · · · · · · · · · 161
Mariusz SKOMRA, Grzegorz FIC, Wies³aw BACZA – Wykorzystanie metod sztucznej inteligencji w kom-puterowej symulacji degradacji polimerów · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 166
Zenon TARTAKOWSKI, Katarzyna MYD£OWSKA – W³aœciwoœci mechaniczne wyrobów wytworzonychtechnologi¹ FDM· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 171
Aneta TOR-ŒWI¥TEK, Weronika SAWA, Lenka MARKOVIÈOVÁ – Chropowatoœæ i morfologia wyt³a-czanych kompozycji polimerowych nape³nionych proszkiem ¿elaza· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 176
£ukasz WIERZBICKI – Gradientowe kompozyty epoksydowe nape³niane stopem Wood’a · · · · · · · · · · · · 182
Mariola WOJCIECHOWSKA, Monika MARGOL, Dariusz KWIATKOWSKI – Sposoby ograniczaniapoziomu ha³asu w zak³adach produkcyjnych· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 187
Instructions for Authors· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 192
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
90

Od Redakcji
Z uwagi na niespodziewane odejœcie by³ego Redaktora Naczelnego Przetwórstwa Two-rzyw mgr. in¿. Henryka Tomanka, w poprzednim numerze nie poinformowano o rezyg-nacji z pe³nienia funkcji Przewodnicz¹cego Rady Programowej czasopisma z³o¿onejprzez prof. dr. hab. in¿. Roberta Sikorê. Pan profesor niemal od samego pocz¹tku istnieniaczasopisma Przetwórstwo Tworzyw by³ jego naukowym opiekunem. Dziêki Niemu ewo-luowa³o ono od biuletynu zak³adowego, wydawanego przez pracowników Instytutu Prze-mys³u Tworzyw i Farb, do dzisiejszej postaci, periodyku naukowego obecnego na LiœcieCzasopism Punktowanych MNiSW. Pan Profesor przez ca³y okres pe³nienia funkcjiPrzewodnicz¹cego Rady Programowej motywowa³ zespó³ redakcyjny do nieustawaniaw wysi³kach maj¹cych na celu poprawê jakoœci wydawniczej i poziomu merytorycznegoka¿dego kolejnego numeru Przetwórstwa Tworzyw. Owocem jego wysi³ków i ogromnegozaanga¿owania w pracê na rzecz czasopisma jest rozpropagowanie go w œrodowisku nau-kowym jako najwa¿niejszego periodyku traktuj¹cego o problemach przetwórstwa two-rzyw wielkocz¹steczkowych. Na szczególne podkreœlenia zas³uguje dba³oœæ ProfesoraRoberta Sikory o rozpowszechnianie, miêdzy innymi za poœrednictwem naszego dwumie-siêcznika, zasad poprawnego nazewnictwa, szczególnie w odniesieniu do bran¿y two-rzyw polimerowych. W imieniu ca³ego Zespo³u Redakcyjnego sk³adam Panu Profesorowinajszczersze podziêkowania za lata udanej i konstruktywnej wspó³pracy, której owocemjest wydawane od przesz³o dwudziestu lat Przetwórstwo Tworzyw!
W bie¿¹cym numerze Czytelnicy znajd¹ artyku³ przybli¿aj¹cy sylwetkê i dokonaniawybitnego naukowca, twórcy szko³y przetwórstwa tworzyw polimerowych prof. dr. hab.in¿. Roberta Sikory.
W zwi¹zku z rezygnacj¹ Profesora Sikory z pe³nienia funkcji Przewodnicz¹cego RadyProgramowej czasopisma Przetwórstwo Tworzyw, stanowisko to zgodzi³a siê przyj¹æprof. dr hab. in¿. El¿bieta Boci¹ga. Pani Profesor uzyska³a jednog³oœne poparcie wszyst-kich Cz³onków Rady Programowej, wobec czego w trakcie dorocznego spotkania RadyProgramowej zosta³a oficjalnie powo³ana na to stanowisko. Sylwetkê oraz dotychczasowydorobek naukowy nowej Przewodnicz¹cej przybli¿ymy Czytelnikom w najbli¿szymnumerze naszego czasopisma.
W bie¿¹cym numerze Czytelnicy mog¹ zapoznaæ siê z aktualnymi problemami doty-cz¹cymi przetwórstwa tworzyw wielkocz¹steczkowych, a tak¿e szeroko rozumianymizagadnieniami ogólnotechnicznymi, które zosta³y zaprezentowane w 21 artyku³ach nau-kowych.
¯yczymy udanej lektury
Zespó³ Redakcyjny
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
91

Profesor Robert Pawe³ SIKORA – wybitny naukowiec i wynalazca, znakomity pedagog, niestrudzonydzia³acz na rzecz rozwoju nauki i techniki
Profesor Robert Pawe³ SIKORA – wybitny naukowiec i wynalazca, znakomity
pedagog, niestrudzony dzia³acz na rzecz rozwoju nauki i techniki
W styczniu bie¿¹cego roku, w zwi¹zku z przejœciemna emeryturê, Profesor Robert Sikora zrezygnowa³ z kie-rowania Rad¹ Programow¹ Przetwórstwa Tworzyw, którejprzewodniczy³ nieprzerwanie od 1997 roku. Przez 18 latby³ „dobrym duchem” tej Rady i w sposób twórczy przy-czyni³ siê do rozwoju oraz wzrostu presti¿u naszego cza-sopisma. Z Jego inicjatywy rozszerzony zosta³ znaczniesk³ad Rady Programowej, dla której pozyska³ wielu wy-bitnych naukowców i specjalistów nie tylko polskich, alerównie¿ zagranicznych. Nast¹pi³a zmiana szaty graficz-nej i struktury tematycznej Przetwórstwa Tworzyw, a najego szpaltach zaczê³y dominowaæ artyku³y o charakterzenaukowym, które s¹ starannie recenzowane przez wybit-nych specjalistów. To dziêki usilnym staraniom Profesoraczasopismo nasze zosta³o wprowadzone na listê czaso-pism punktowanych przez Ministerstwo Nauki i Szkol-nictwa Wy¿szego, co ma istotne znaczenie dla Autorówartyku³ów i ich jednostek badawczych. Zas³ug tych jestjeszcze bardzo du¿o i trudno jest je wszystkie szczegó³o-wo wyliczaæ. Poniewa¿ Profesor Robert Sikora jest te¿jedn¹ z najwybitniejszych postaci naukowych z zakresuprzetwórstwa i obróbki tworzyw polimerowych w na-szym kraju, chcemy przy tej okazji przypomnieæ Czytel-nikom sylwetkê tego znakomitego naukowca.
Profesor Robert Sikora urodzi³ siê 21 marca 1938 r.w Gdyni. Studiowa³ na Wydziale Technologii Maszyn Po-litechniki Gdañskiej, który ukoñczy³ w 1962 r. uzyskuj¹cdyplom magistra in¿yniera. Stopieñ doktora nauk tech-nicznych nadany Mu zosta³ na Wydziale MechanicznymPolitechniki Wroc³awskiej w 1969 r., a stopieñ doktora ha-bilitowanego na Wydziale Mechanicznym PolitechnikiKrakowskiej w 1972 r. Tytu³ profesora uzyska³ na wnio-sek Rady Wydzia³u Mechanicznego Politechniki Lubel-skiej w 1982 r.
Jego droga zawodowa sk³ada siê kolejno z nastêpu-j¹cych etapów: piêciu lat pracy na Politechnice Gdañskiej(asystent, starszy asystent), nastêpnych piêciu lat pracyw Zak³adzie Doœwiadczalnym Technologii Maszyn Rol-niczych w Gdañsku (kierownik Laboratorium TworzywSztucznych i Klejów) oraz kolejnych piêciu lat w Akade-mii Techniczno-Rolniczej w Bydgoszczy na Wydziale Me-chanicznym (docent, za³o¿yciel i kierownik Zak³aduPrzetwórstwa i Obróbki Tworzyw Sztucznych, dziekanWydzia³u Mechanicznego, prorektor do spraw nauki).Ostatni i najd³u¿szy etap, trwaj¹cy od 1977 do 2013 roku,to praca na Wydziale Mechanicznym Politechniki Lubels-kiej, pocz¹tkowo na stanowisku docenta, a od 1982 r. nastanowisku profesora. Na uczelni tej zorganizowa³ i kie-rowa³ kolejno Zespo³em Przetwórstwa i Obróbki Two-
rzyw Sztucznych, przekszta³conym w Zak³ad, nastêpniew Katedrê Przetwórstwa Tworzyw Wielkocz¹steczko-wych, a póŸniej w Katedrê Procesów Polimerowych.W Politechnice Lubelskiej pe³ni³ równie¿ funkcjê zastêp-cy dyrektora do spraw nauki Instytutu Technologii i Eks-ploatacji Maszyn (1982-1984) oraz prorektora do sprawnauczania i wychowania (1982-1984 r.). Pracowa³ rów-nie¿, jako profesor na Wydziale Pedagogiki i PsychologiiUniwersytetu Marii Curie-Sk³odowskiej w Lublinie.W dniu 31.08.2012 r. przeszed³ na emeryturê, a nastêpniepracowa³ jeszcze do 22.09.2013 r. w niepe³nym wymiarzeczasu koncentruj¹c siê g³ównie na pracy dydaktycznej.
Prof. Robert Sikora potrafi³ w mistrzowski sposób go-dziæ liczne obowi¹zki dydaktyczne, naukowe i organiza-cyjne. Jako pierwszy w kraju stworzy³ spójn¹ i nowator-sk¹ koncepcjê kszta³cenia studentów w zakresie szerokopojêtego przetwórstwa tworzyw polimerowych. Opraco-wa³ za³o¿enia, sporz¹dzi³ plany i programy oraz zorgani-zowa³ studia w zakresie specjalizacji Przetwórstwo Two-rzyw Sztucznych prowadzonej na kierunku studiów Me-chanika i Budowa Maszyn na Wydziale MechanicznymAkademii Techniczno-Rolniczej w Bydgoszczy oraz w za-kresie specjalizacji Przetwórstwo tworzyw polimerowychprowadzonej na kierunku studiów Mechanika i BudowaMaszyn na Wydziale Mechanicznym Politechniki Lubels-kiej. Prowadzi³ liczne wyk³ady, seminaria, prace przejœ-ciowe i prace dyplomowe na studiach magisterskich orazin¿ynierskich, jak równie¿ zajêcia na studiach doktoran-ckich, w tym na studiach dla obcokrajowców. By³ promo-torem oko³o 270 prac dyplomowych magisterskich i in¿y-nierskich. Opracowa³ podrêczniki akademickie i skryptys³u¿¹ce studentom w ca³ym kraju. Najwa¿niejsze z nichto: „Tworzywa wielkocz¹steczkowe – rodzaje, w³aœciwoœ-ci i struktura”, Wyd. Politechniki Lubelskiej, Lublin 1991,„Podstawy przetwórstwa tworzyw wielkocz¹steczko-wych”, Wyd. Politechniki Lubelskiej, Lublin 1992, „Prze-twórstwo tworzyw wielkocz¹steczkowych”, Wyd. Edu-kacyjne, Warszawa 1993 oraz „Obróbka tworzyw wielko-cz¹steczkowych”, Wyd. Edukacyjne, Warszawa 1995i 1996.
Imponuj¹ce s¹ tak¿e efekty Profesora w kszta³ceniukadry naukowej. Jest On promotorem 20 rozpraw doktor-skich (w tym 2 obcokrajowców), przeprowadzonychw ró¿nych uczelniach wy¿szych naszego kraju. Recenzo-wa³ 28 rozpraw doktorskich, 15 rozpraw habilitacyjnych,28 wniosków w sprawie powo³ania na stanowisko docen-ta, profesora nadzwyczajnego, oraz nadania tytu³u profe-sora nauk technicznych. Recenzowa³ kilkadziesi¹t projek-tów badawczych oraz ponad 400 ró¿nych publikacji.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
92 Profesor Robert Pawe³ SIKORA – wybitny naukowiec i wynalazca, znakomity pedagog, niestrudzony dzia³acz na rzecz rozwoju nauki i techniki

Bardzo rozleg³a dzia³alnoœæ naukowa prof. RobertaSikory zwi¹zana by³a z polimerami oraz z tworzywamipolimerowymi i obejmowa³a: (a) problemy obróbki skra-waniem i obróbki plastycznej tworzyw, zw³aszcza trud-noobrabialnych; (b) podstawy teoretyczne i technologicz-ne przetwórstwa tworzyw; (c) wp³yw warunków prze-twórstwa na jakoœæ wytworów tworzywowych; (d) proce-sy wyt³aczania jedno- i dwuœlimakowego konwencjonal-nego oraz autotermicznego; (e) przetwórstwo tworzywuniepalnionych; (f) modyfikacjê fizyczn¹ tworzyw; (g) re-cyrkulacjê materia³ow¹ tworzyw; (h) konstrukcjê maszyni urz¹dzeñ do przetwórstwa oraz obróbki tworzyw; (i)w³aœciwoœci i zastosowanie tworzyw pierwotnych orazwtórnych; (j) rozdrabnianie, aglomerowanie, granulowa-nie i ciêcie tworzyw.
Do najwa¿niejszych osi¹gniêæ naukowych Prof. Ro-berta Sikory nale¿¹: (a) opracowanie nowej metody ba-dañ konstrukcyjnych po³¹czeñ klejowych w uk³adzie me-tal-kompozyt polimerowy, zwanej metod¹ oddzieraniaobwodowego i okreœlenie kryteriów oceny jakoœciowejtych po³¹czeñ, (b) sformu³owanie podstaw teoretycznychi technologicznych dzia³ania œlimakowego uk³adu uplas-tyczniaj¹cego z wykorzystaniem œrubowego uk³adu od-niesienia oraz z zastosowaniem elementu obrotowego cy-lindra, (c) opracowanie podstaw nowej konstrukcji i tech-nologii uk³adu uplastyczniaj¹cego z aktywn¹ stref¹ row-kowan¹, (d) okreœlenie warunków zwiêkszenia efektyw-noœci sterowania i regulacji automatycznej procesu uplas-tyczniania tworzyw polimerowych.
Prof. Robert Sikora jest autorem lub wspó³autoremponad 500 prac opublikowanych w 9 jêzykach obcychoraz 24 ksi¹¿ek. Przedstawi³ te¿ wiele referatów na konfe-rencjach i sympozjach krajowych oraz zagranicznychw kilkunastu pañstwach œwiata. Jest równie¿ twórc¹ lubwspó³twórc¹ ponad 80 patentów, w tym 8 zagranicznych,co jest ewenementem w skali œwiatowej. Kierowa³ tak¿edziesiêcioma projektami badawczymi, finansowanymi zeŸróde³ centralnych. Praca zbiorowa pod redakcj¹ prof.Roberta Sikory pt.: „Przetwórstwo Tworzyw Polimero-wych. Podstawy logiczne, formalne i terminologiczne”Wydawnictwo Politechniki Lubelskiej, Lublin 2006., jestunikalnym dzie³em stanowi¹cym kompendium wiedzyo przetwórstwie tworzyw polimerowych. Jej uniwersalnycharakter i olbrzymi ³adunek uporz¹dkowanej wiedzy,a tak¿e staranna szata graficzna powoduj¹, ¿e jest onaniezwykle cenn¹ pozycj¹ literaturow¹, adresowan¹ doszerokiego krêgu naukowców, in¿ynierów, nauczycieliakademickich, studentów i ludzi biznesu.
Wyniki prac naukowych prof. Roberta Sikory znalaz-³y tak¿e zastosowanie praktyczne. Nale¿¹ do nich takieprace, jak: „Regeneracja korpusów silników spalinowychtworzywami sztucznymi” (1974 r.); „Badania procesu wy-t³aczania autotermicznego tworzyw termoplastycznych”(1995 r.); „Wyt³aczanie tworzyw termoplastycznych z jed-noczesnym porowaniem œrodkami o endotermicznymcharakterze rozk³adu” (1996 r.); „Charakterystyka proce-
su wyt³aczania autotermicznego tworzyw termoplastycz-nych” (1998 r.); „Oddzia³ywanie rury os³onowej na kabeloptotelekomunikacyjny w procesie jego instalowania”(1998); „Modyfikacja antypirenami bezhalogenowymipolietylenu wyt³aczanego” (2001); „Badania wp³ywukonstrukcji strefy rowkowanej wyt³aczarki na efektyw-noœæ procesu wyt³aczania” (2002 r.);
Powszechnie znane s¹ tak¿e dzia³ania Profesora narzecz integracji œrodowiska naukowego oraz popularyza-cji osi¹gniêæ naukowych. Jest On twórc¹ ProfesorskichWarsztatów Naukowych „Przetwórstwo Tworzyw Poli-merowych”, odbywaj¹cych siê corocznie, od 35 lat, w ró¿-nych oœrodkach naukowych naszego kraju. By³ lub jestcz³onkiem ró¿nych organizacji i towarzystw naukowych,a w tym: Naczelnej Organizacji Technicznej w Bydgosz-czy (cz³onek Zarz¹du Wojewódzkiego w latach 1973–1976), Bydgoskiego Towarzystwa Naukowego (1974–87),Lubelskiego Towarzystwa Naukowego (od 1977 r., gdziew latach 1984–1988 by³ zastêpc¹ Sekretarza Generalnegotego Towarzystwa) oraz Polymer Processing Society (od1985 r.). By³ tak¿e cz³onkiem Rad Naukowych takich, jak:Rada Instytutu Technologii Budowy Maszyn PolitechnikiPoznañskiej (1984–1987 r.), Rada Naukowa Instytutu In-¿ynierii Materia³ów Polimerowych i Barwników w Toru-niu (1995–2012 r.) oraz Rada Naukowa Instytutu ChemiiPrzemys³owej w Warszawie (2008–2012 r.). Wchodzi³w sk³ad Komitetów Redakcyjnych oraz Rad Programo-wych czasopism Polimery (od 1987 r.), In¿ynieria Materia³o-wa (1995–2006 r.) i przewodniczy³ Radzie ProgramowejPrzetwórstwa Tworzyw (1997–2015 r.).
Za osi¹gniêcia w pracy dydaktycznej, naukowej,wdro¿eniowej oraz organizacyjnej prof. Robert Sikorazosta³ odznaczony Krzy¿em Kawalerskim Orderu Odro-dzenia Polski, Z³otym Krzy¿em Zas³ugi, Odznak¹ Hono-row¹ przyznan¹ przez Prezesa Rady Ministrów „Za Za-s³ugi dla Wynalazczoœci” oraz innymi licznymi medalamii odznaczeniami, w tym trzykrotnie Z³otym Medalem„Brussels Eureka”.
Bardzo trudno jest podsumowaæ osi¹gniêcia tak wy-bitnej postaci, jak¹ jest prof. Robert Sikora. Ogromny do-robek naukowy stanowi nieprzemijaj¹ce œwiadectwoJego olbrzymiej aktywnoœci twórczej. Stanowi tak¿e zna-cz¹cy wk³ad do nauki zwi¹zanej z szeroko pojêtym prze-twórstwem tworzyw polimerowych. Ma równie¿ olbrzy-mi¹ wartoœæ poznawcz¹, szczególnie cenn¹ przy zg³êbia-niu wiedzy o tworzywach polimerowych i ich przetwór-stwie. Teraz Jego dzie³o z powodzeniem kontynuuje licz-na rzesza wykszta³conych przez Niego pracownikównauki i in¿ynierów.
Za to wszystko, co uczyni³eœ dla polskiej nauki i dlanas, dziêkujemy Ci Drogi Profesorze, ¿ycz¹c wszelkiejpomyœlnoœci, du¿o zdrowia, satysfakcji z dokonanychosi¹gniêæ, pogody ducha i wielu lat ¿ycia.
W imieniu Cz³onków Rady Programowejprof. dr hab. in¿. Marian ¯enkiewicz
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Profesor Robert Pawe³ SIKORA – wybitny naukowiec i wynalazca, znakomity pedagog, niestrudzony dzia³acz na rzecz rozwoju nauki i techniki 93

Anna BUKOWSKA, Micha³ SZOTA, Marcin NABIA£EK, Pawe³ PIETRUSIEWICZ, Katarzyna B£OCHAnna BUKOWSKA1*, Micha³ SZOTA1, Marcin NABIA£EK2,Pawe³ PIETRUSIEWICZ2, Katarzyna B£OCH2
1 Politechnika Czêstochowska, Wydzia³ In¿ynierii Produkcji i Technologii Materia³ów,Instytut In¿ynierii Materia³owej, * e-mail: [email protected] Politechnika Czêstochowska, Wydzia³ In¿ynierii Produkcji i Technologii Materia³ów, Instytut Fizyki
Badania strukturalne i magnetyczne kompozytów wytworzonych na bazie stopu
Fe67Co10Ni1W2B20 po³¹czonego ¿ywic¹ epoksydow¹
Streszczenie. W pracy przedstawiono wyniki badañ strukturalnych oraz magnetycznych kompozytów otrzyma-nych na bazie stopu o sk³adzie chemicznym Fe67Co10Ni1W2B20 i ¿ywicy epoksydowej. Badane próbki mia³y kszta³twalców oraz posiada³y ten sam udzia³ objêtoœciowy ¿ywicy epoksydowej (klej Epidian 100). Wytworzony stopo sk³adzie chemicznym Fe67Co10Ni1W2B20 zosta³ niskoenergetycznie rozkruszony w moŸdzierzu, a nastêpnie podda-ny analizie sitowej i podzielony na trzy frakcje: 20-50 µm, 50-100 µm oraz 100-200 µm. Tak otrzymane proszki sto-pów zosta³y po³¹czone z ¿ywic¹ epoksydow¹. Okreœlono wp³yw wielkoœci cz¹stek proszku i osnowy na w³aœciwoœcimagnetyczne kompozytów.
STRUCTURAL AND MAGNETIC STUDIES OF COMPOSITES BASED ON ALLOY Fe67Co19Ni1W2B20
COUPLED WITH EPOXY RESINSummary. The paper presents the results of the structural and magnetic studies of composites obtained on the Basicof the alloy Fe67Co10Ni1W2B20 and epoxy resin (glue Epidian 100). The resulting alloy with chemical compositionFe67Co10Ni1W2B20, was low-energy crushed in a mortar, and then subjected to a sieve analysis and divided into threefractions: 20-50 microns, 50-100 microns and 100-200 microns. The thus obtained alloy powders were combinedwith an epoxy resin. Were identified: powder particle size and the magnetic properties of the matrix composites.
1. WSTÊP
Materia³y kompozytowe nale¿¹ do najbardziej roz-powszechnionej grupy materia³ów, które znalaz³y szero-kie zastosowanie w przemyœle. Posiadaj¹ wiele zaleta mianowicie: ³atwoœæ formowania, niski koszt wytwa-rzania, mo¿liwoœæ przystosowania metod wytwarzaniado masowej produkcji i wiele innych. Stosuje siê ró¿newype³niacze kompozytów, lecz najbardziej atrakcyjnymipod wzglêdem w³aœciwoœci magnetycznych s¹ stopy naosnowie ¿elaza. Jedyn¹ wad¹ jest ich kruchoœæ, która zna-cz¹co utrudnia ich praktyczne zastosowanie. Stosuj¹cprocesy technologiczne, a mianowicie wysokoenerge-tyczne mielenie otrzymuje siê proszki stopów magne-tycznych, które w ró¿ny, dowolny sposób s¹ formowanena wyroby o skomplikowanych kszta³tach, umo¿liwiaj¹cim przez to wykorzystanie w elektronice i elektrotech-nice. Dla tego typu materia³ów u¿ywa siê takich metodspajania jak: spiekanie, prasowanie na gor¹co oraz wi¹za-nie z tworzywem sztucznym. Ze wzglêdu na rozrost zia-ren proszków nanokrystalicznych podczas operacji spie-kania czy prasowania na gor¹co zaleca siê wi¹zanieproszków z tworzywami termo lub chemoutwardzalny-mi. Tak po³¹czone proszki metaliczne mo¿na wykorzys-taæ do budowy ekonomicznych rdzeni transformatoro-wych.
Celem pracy by³o wykonanie kompozytów polimero-wych, posiadaj¹cych ró¿ny sk³ad chemiczny o jednako-wej zawartoœci nape³niacza w postaci proszku ferromag-netycznego, ponadto okreœlenie wp³ywu sk³adu chemicz-nego otrzymanych kompozytów na w³aœciwoœci magne-tyczne.
2. MATERIA£Y I METODYKA BADAÑ
Materia³ badawczy otrzymano z masywnego stopuo sk³adzie chemicznym Fe67Co10Ni1W2B20, który poddanoniskoenergetycznemu rozdrobnieniu, nastêpnie poddanoanalizie sitowej na zestawie sit o gradacji: 20-50 μm,50-100 μm oraz 100-200 μm. Ka¿da z przesianych frakcjizosta³a po³¹czona klejem Epidian 100 o nastêpuj¹cymudziale wagowym: 95% proszków szkie³ metalicznychoraz 5% ¿ywicy epoksydowej. Przygotowane próbki pod-dano prasowaniu przy u¿yciu prasy hydraulicznej o ciœ-nieniu prasowania 5 MPa w czasie 20 s. W ten sposóbotrzymane próbki w postaci walców o œrednicy 5 mmi wysokoœci 3 mm poddano procesowi wygrzewaniaw temperaturze 160°C w czasie 2h.
Mikrostrukturê wytworzonych kompozytów zbada-no przy u¿yciu dyfraktometru rentgenowskiego BRU-KER model ADVANCE D8, który wyposa¿ony by³w lampê o anodzie miedzianej. Próbki kompozytowenaœwietlano promieniami rentgenowskimi w zakresiek¹ta 2� od 30° do 120° o kroku pomiarowym wyno-sz¹cym 0,02° i czasie naœwietlania 2s. Zdjêcia powierzch-ni kompozytów wykonano przy u¿yciu mikroskopu me-talograficznego Axiovert. W³aœciwoœci magnetyczne ba-danych kompozytów przeprowadzono na podstawieanalizy pêtli histerezy, któr¹ wykonano przy zastosowa-niu magnetometru wibracyjnego firmy Lake Shore, którypracowa³ w polu magnetycznym o natê¿eniu do 2 T.
Badania przedstawione w niniejszej pracy przepro-wadzono w temperaturze pokojowej dla kompozytówutwardzonych w stosunku wagowym: 95% metalicznecz¹stki i 5% ¿ywicy epoksydowej.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
94 Anna BUKOWSKA, Micha³ SZOTA, Marcin NABIA£EK, Pawe³ PIETRUSIEWICZ, Katarzyna B£OCH

3. WYNIKI BADAÑ
Na rysunkach 1÷3 przedstawiono dyfraktometryrentgenowskie uzyskane dla próbek kompozytowycho nastêpuj¹cych frakcjach: 20-50 μm, 50-100 μm oraz100-200 μm.
Na podstawie uzyskanych dyfraktogramów (Rys.1÷3) rozpoznano nastêpuj¹ce fazy krystaliczne: � Fe orazFe3B. Na dyfraktogramach widoczne s¹ piki dla faz krys-talicznych. Mo¿e to oznaczaæ, ¿e podczas niskoenerge-tycznego rozdrabniania masywnych stopów dosz³o doczêœciowej b¹dŸ ca³kowitej krystalizacji. Strukturê po-wierzchni ka¿dej z frakcji otrzymanych kompozytówprzedstawiono na rysunkach 4÷6.
Statyczne pêtle histerezy magnetycznej zmierzone dlakompozytów sk³adaj¹cych siê z proszków stopuFe67Co10Ni1W2B20 i ¿ywicy Epidian 100 zosta³y przedsta-wione na rysunkach 7÷9. Analizuj¹c otrzymane pêtle his-terezy dla badanych kompozytów mo¿na by³o odczytaæparametry, które przedstawiono w tabeli 1.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania strukturalne i magnetyczne kompozytów wytworzonych na bazie stopu Fe67Co10Ni1W2B20 po³¹czonego ¿ywic¹ epoksydow¹ 95
Fe B3
á Fe 50 – 100 ìm
Rys. 2. Obraz dyfrakcji rentgena uzyskany dla badanych kompozytówo frakcji zbrojenia 100-200 µm
á Fe 100 – 200 ìmFe B3
Rys. 3. Obraz dyfrakcji rentgena uzyskane dla badanych kompozytówo frakcji 100-200 µm
Rys. 4. Obraz mikroskopowy powierzchni kompozytu o frakcji zbrojenia20-50 µm, pow. ×200
á Fe
Fe B3
20 – 50 ìm
Rys. 1. Obraz dyfrakcji rentgena uzyskany dla badanych kompozytówo frakcji zbrojenia 50-100 µm
Rys. 5. Obraz mikroskopowy powierzchni kompozytu o frakcji zbrojenia50-100 µm, pow. ×200

Tab. 1. Zestawienie parametrów magnetycznych wyznaczo-nych ze statycznych pêtli histerezy
Nr Próbka μ0Ms [T] Hc [A/m]
1 Kompozyt o frakcji 20-50 μm 1,51 5240,07
2 Kompozyt o frakcji 50-100 μm 1,54 4606,45
3 Kompozyt o frakcji 100-200 μm 1,70 4284,07
Na podstawie danych zebranych w tabeli 1 mo¿nazauwa¿yæ, ¿e nast¹pi³ wzrost wartoœci magnetyzacji na-sycenia wraz ze wzrostem frakcji z 1,51 T dla kompozytuo frakcji zbrojenia 20-50 μm do 1,70 T dla kompozytuo frakcji zbrojenia 100-200 μm. Równie¿ zaobserwowanoobni¿enie wielkoœci pola koercji wraz ze zwiêkszeniemwielkoœci frakcji zbrojeñ kompozytów. Dla kompozytuo najmniejszej frakcji zbrojenia (20-50 μm) pole koercjiwynosi 5240,07 A/m, natomiast dla kompozytu o frakcji100-200 μm wynosi 4284,07 A/m.
3. WNIOSKI
Wytworzone materia³y kompozytowe z³o¿onez proszków stopu Fe67Co10Ni1W2B20 oraz osnowy z ¿ywicyEpidian 100 nie gwarantuj¹ dobrych w³aœciwoœci magne-tycznych, które s¹ wymagane od materia³ów wykorzys-tywanych do budowy energooszczêdnych rdzeni trans-formatorowych. Jednak pomimo tego nale¿y przeprowa-dziæ szereg badañ nad t¹ grup¹ materia³ów, poniewa¿ ce-chuj¹ siê niskim kosztem wytwarzania oraz ³atwoœci¹ for-mowania. Dalsze badania prowadzone na zaproponowa-nym sk³adzie stopu bêd¹ poszerzone o zmianê zawartoœ-ci wagowej metalicznego proszku i ¿ywicy epoksydowej.
Na podstawie badañ rentgenowskich dla materia³ówkompozytowych o ró¿nych frakcjach wype³niacza wy-kryto nastêpuj¹ce fazy: �-Fe oraz Fe3B. Pomimo zastoso-wania metody wt³aczania, która polega na wt³aczaniuciek³ego stopu do miedzianej formy ch³odzonej wod¹,w której zazwyczaj otrzymuje siê stopy amorficzne,
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
96 Anna BUKOWSKA, Micha³ SZOTA, Marcin NABIA£EK, Pawe³ PIETRUSIEWICZ, Katarzyna B£OCH
Rys. 6. Obraz mikroskopowy powierzchni kompozytu o frakcji zbrojenia100-200 µm, pow. ×200
Rys. 7. Statyczna pêtla histerezy dla kompozytu w postaci pastylkio frakcji zbrojenia 20-50 µm
Rys. 9. Statyczna pêtla histerezy dla kompozytu w postaci pastylkio frakcji zbrojenia 100-200 µm
Rys. 8. Statyczna pêtla histerezy dla kompozytu w postaci pastylkio frakcji zbrojenia 50-100 µm

umo¿liwiaj¹cej wytworzenie szkie³ metalicznych bê-d¹cych wype³niaczem analizowanych kompozytów, nieuda³o siê uzyskaæ struktury amorficznej.
Na podstawie badañ magnetycznych kompozytówo ró¿nych frakcjach mo¿na stwierdziæ, ¿e wraz ze wzros-tem wielkoœci frakcji proszku nastêpuje wzrost magnety-zacji nasycenia. W przypadku pola koercji badanych ma-teria³ów mo¿na zaobserwowaæ, i¿ wraz ze wzrostemwielkoœci frakcji zbrojenia kompozytów zmniejsza siêpole koercji.
LITERATURA
[1] Nabia³ek M., W³aœciwoœci magnetyczne i mikrostrukturakompozytów wytworzonych na bazie amorficznego stopu
Fe60Co10Y8Zr1B20 spajanego ¿ywic¹ epoksydow¹, Przetwór-stwo Tworzyw Sztucznych 1, 2014.
[2] Ziêbowicz B., Szewieczek D., Nanokompozyty polimerowez udzia³em nanokrystalicznych proszków stopów o osno-wie Fe magnetycznie miêkkich, Przetwórstwo TworzywSztucznych 6, 2011.
[3] Nowosielski R., Griner S., Wnuk I., Sakiewicz P., GramatykaP., Ferromagnetyczne kompozytowe rdzenie nanokrysta-liczne, 12th International Scientific Conference Achieve-ments in Mechanical&Materiale Engineering, Gliwice.
[4] £awecka M., Leonowicz M., Kopcewicz M., Œlawska-Wa-niewska A., Kozubowski J., Dzhardimalieva G. I., Rpsne-berg A. S., Pomogailo A., Struktura kompozytu polimer-na-nocz¹stka o w³aœciwoœciach ferromagnetycznych, Kompo-zyty, Nr 2, 2002.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania strukturalne i magnetyczne kompozytów wytworzonych na bazie stopu Fe67Co10Ni1W2B20 po³¹czonego ¿ywic¹ epoksydow¹ 97

Karolina G£OGOWSKA, Janusz W. SIKORAKarolina G£OGOWSKA, Janusz W. SIKORAPolitechnika Lubelska Katedra Procesów Polimerowyche-mail: [email protected]
Ocena w³aœciwoœci przetwórczych i cieplnych wyprasek wtryskowych
nape³nionych proszkowym nape³niaczem metalicznym
Streszczenie: Intensywne poszukiwania kompozytów polimerowych wynikaj¹ z mo¿liwoœci uzyskania nowychmateria³ów o potencjalnie lepszych w³aœciwoœciach. Szczególna uwaga jest skupiona na poprawie w³aœciwoœciprzetwórczych i cieplnych, które stanowi¹ zasadnicze kryterium wyboru tworzywa i rodzaju nape³niacza. Podczasu¿ytkowania wytworów z tworzyw polimerowych, wraz ze wzrostem temperatury zmieniaj¹ siê znacznie w³aœci-woœci fizyczne, a zw³aszcza mechaniczne, w skrajnych przypadkach mo¿e nast¹piæ przemiana stanu skupienia two-rzywa. W pracy przedstawiono wyniki badañ podstawowych w³aœciwoœci przetwórczych i cieplnych tj. masowegowskaŸnika szybkoœci p³yniêcia, temperatury ugiêcia pod obci¹¿eniem oraz temperatury miêknienia hybrydowychwyprasek wtryskowych otrzymanych przy niezmiennych parametrach przetwórczych. Nape³niaczem wprowadzo-nym by³y proszki piêciu metali: aluminium, cynku, cyny, ¿elaza i miedzi o udziale masowym od 2,5% do 15%w stosunku do osnowy, jakim by³ polipropylen. Na podstawie wyników badañ sporz¹dzono stosowne zale¿noœci odzawartoœci masowej ró¿nych rodzajów proszkowego nape³niacza metalicznego.S³owa klucze: nape³niacz metaliczny, wtryskiwanie, polipropylen, w³aœciwoœci cieplne
ASSESSMENT OF PROCESSING AND THERMAL PROPERTIES OF METAL POWDER-FILLED HYBRIDMOULDED PRODUCTSAbstract: The extensive research on polymer composites is motivated by the fact that it can result in obtaining newmaterials with enhanced properties. This research focuses primarily on improving processing and thermal proper-ties which constitute the essential criterion for selecting the material and the type of filler. During the use of pro-ducts made of polymeric materials, the physical and especially mechanical properties change significantly with thechange of temperature and, in extreme cases, the physical state of material may be changed. The paper presents theresults from basic research of processing and thermal properties, i.e. melt flow rate, temperature of deflection underload and the softening temperature of hybrid injection mouldings, obtained with constant processing parameters.We used five metal powder fillers: aluminum, zinc, tin, iron and copper powders, with their contents ranging from2.5 to 15% in relation to the polypropylene matrix. Based on the results of research, the appropriate dependencies ofdifferent types of powder metal fillers on the mass content were prepared.Keywords: metal powder filler, injection moulding, polypropylene, thermal properties
1. Wstêp
Wtryskiwanie jest jedn¹ z dominuj¹cych metod prze-twórstwa tworzyw. Jest to proces cyklicznego uplastycz-niania tworzywa [1], nastêpnie stapiania w uk³adzieuplastyczniaj¹cym i wyciskania do zamkniêtego gniazdaformuj¹cego formy wtryskowej, zestalania lub utwardza-nia tworzywa w gnieŸdzie i wyjêcia wypraski wtrysko-wej z gniazda [2, 3]. Proces wtryskiwania wystêpujew wielu odmianach, umo¿liwiaj¹c przetwarzanie prak-tycznie wszystkich tworzyw polimerowych, g³ównie ter-moplastycznych i utwardzalnych, ale tak¿e mieszanekgumowych, ciek³ych silikonów oraz kompozytów i nano-kompozytów polimerowych [4, 5, 1]. Rezultatem wtryski-wania jest wypraska wtryskowa, która w zale¿noœci ododmiany wtryskiwania i u¿ytego tworzywa charaktery-zuje siê bardzo szerokim zakresem mo¿liwoœci u¿ytko-wych, zró¿nicowaniem kszta³tu, dok³adnoœci¹ wykona-nia i w³aœciwoœciami przede wszystkim mechanicznymi cieplnymi [6].
Tworzywo sk³ada siê z polimeru i ze sk³adników do-datkowych. Sk³adniki te mog¹ byæ wprowadzane do poli-meru zarówno w procesie jego syntezy, jak te¿ w proce-
sach przetwórstwa [7]. Nape³niacze i noœniki wzmacnia-j¹ce pochodzenia naturalnego lub syntetycznego, wpro-wadzane do polimerów w ró¿nej postaci, tworz¹ odpo-wiednie kompozyty polimerowe, najczêœciej o polepszo-nych w³aœciwoœciach u¿ytkowych [8]. Ze wzglêdu napostaæ, w jakiej wystêpuj¹, nape³niacze dzieli siê je na:proszkowe, w³ókniste, skrawkowe, wstêgowe, arkuszo-we, kulkowe itp. Sk³ad chemiczny nape³niaczy jest bar-dzo zró¿nicowany, przy czym najczêœciej s¹ to krzemiany,glinokrzemiany, tlenki, wêglany, siarczany, proszki meta-li, w³ókna polimerów naturalnych i syntetycznych [9, 10].
Przy doborze w³aœciwego nape³niacza dla danego po-limeru bierze siê pod uwagê jego w³aœciwoœci, postaæ i ce-nê. Istotne znaczenie ma tak¿e iloœæ wprowadzonego dopolimeru nape³niacza; zwykle odpowiedni¹ iloœæ ustalasiê eksperymentalnie. W³aœciwy dobór nape³niacza po-zwala uzyskaæ polepszone w³aœciwoœci nape³nionych po-limerów, w zakresie: udarnoœci, twardoœci, odpornoœcichemicznej, stabilnoœci termicznej, œcieralnoœci, palnoœciitp. [11, 12].
Celem naszych badañ by³o okreœlenie oraz ocena pod-stawowych w³aœciwoœci przetwórczych i cieplnych hyb-rydowych wyprasek wtryskowych otrzymanych z poli-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
98 Karolina G£OGOWSKA, Janusz W. SIKORA

propylenu i nape³nionych ró¿n¹ iloœci¹ proszkowychnape³niaczy metalicznych, którymi by³y ¿elazo, cynk,cyna, miedŸ i aluminium.
2. Badania eksperymentalne
2.1. Stanowisko badawcze
Do otrzymania próbek wykorzystano wtryskarkê œli-makow¹ o nazwie Ergotech 25-80 firmy Demag znajdu-j¹c¹ siê na Wydziale Mechanicznym Uniwersytetu Tech-nicznego w Koszycach. G³ównymi elementami uk³aduuplastyczniaj¹cego jest cylinder zamocowany w obudo-wie uk³adu uplastyczniaj¹cego oraz œlimak o œrednicy18 mm i stosunku d³ugoœci czêœci roboczej do œrednicyrównym 20. Na cylindrze znajduj¹ siê cztery strefy grzej-ne o jednakowej d³ugoœci. Uk³ad uplastyczniaj¹cy umo-¿liwia wtryskiwanie do gniazda formuj¹cego formy do28 cm3 tworzywa z ciœnieniem wtryskiwania do 270 MPa.Do sto³ów wtryskarki o wymiarach 410 × 410 mm zamon-towano formê wtryskow¹, sk³adaj¹c¹ siê z dwóch czêœci.W jednej czêœci wykonano uk³ad przep³ywowy formy tj.kana³ wlewowy, kana³y doprowadzaj¹ce, a tak¿e prze-wê¿ki i dwa gniazda formuj¹ce o kszta³cie i wymiarachodpowiadaj¹cym znormalizowanym próbkom do badañwytrzyma³oœciowych.
Pomiary w³aœciwoœci cieplnych otrzymanych wypra-sek przeprowadzono z wykorzystaniem plastometru ob-ci¹¿nikowego oraz urz¹dzenia do badañ cieplnych HDTi Vicat. Stanowisko do badañ wskaŸnika szybkoœci p³y-niêcia stanowi³ plastometr obci¹¿nikowy Zwick typ4105.100 wraz z wyposa¿eniem dodatkowym oraz wagaanalityczna typ PRL TA14. Plastometr zaprezentowanyna rysunku 1, sk³ada³ siê z ustawionego pionowo stalo-wego cylindra, o d³ugoœci 180 mm (5), w której umiesz-czono przes³onê dyszy (4). W obudowie plastometru (9)
zainstalowany jest uk³ad regulacji temperatury wrazz gniazdem modu³u zadanej temperatury (6) oraz wy-³¹cznik g³ówny (8) plastometru obci¹¿nikowego. Cylin-der wykonany jest ze stali odpornej na korozjê i œcieraniew temperaturze dzia³ania urz¹dzenia, mieszcz¹cej siêw przedziale od 120 do 450°C. W cylindrze znajduje siêotwór przelotowy, walcowy wykonany w jego osi.W sk³ad stanowiska badawczego wchodzi równie¿ wyj-mowane t³oczysko o d³ugoœci 168 mm, ubijak, obcinaczpróbki, przyrz¹dy czyszcz¹ce i czasomierz. Do wyposa-¿enia zalicza siê te¿ obci¹¿niki nominalne zak³adane nat³oczysko plastometru maj¹ce masê 1,2, 2,16; 3,8 lub 5 kgktóre s¹ stosowane w zale¿noœci od rodzaju badanegotworzywa.
Do badañ cieplnych stosowano urz¹dzenie firmy Ins-tron CEAST HV3 HDT i Vicat wyposa¿one w trzy stacjerobocze (rys. 2). Wykorzystywane do okreœlenia tempera-tury przy których próbki ulegaj¹ odkszta³ceniu w wyzna-czonych warunkach obci¹¿enia. Badanie przebiega z za-stosowaniem odpowiedniej szybkoœci nagrzewaniaw ³aŸni olejowej w temperaturze do 300°C. £aŸnia olejo-wa jest wyposa¿ona w pompê olejow¹, która zapewniajednorodny rozk³ad temperatury w ca³ej objêtoœci ³aŸnioraz niezale¿ny czujnik temperatury. Urz¹dzenie ma au-tomatyczny mikroprocesor zapewniaj¹cy pe³n¹ kontrolêparametrów ca³ego procesu badania okreœlonych w³aœci-woœci cieplnych. Ka¿da ze stacji wyposa¿ona jest w ter-moelement rejestruj¹cy miejscow¹ wartoœæ temperatury,który jest umieszczony w celu zapewnienia wysokiej pre-cyzji oraz powtarzalnoœci wyników. Po ukoñczeniu pro-cesu nastêpuje automatyczny cykl ch³odzenia oleju.Urz¹dzenie mo¿e byæ po³¹czone z komputerem PCprzeznaczonym do obróbki wyników badañ z zastosowa-niem oprogramowania Ceast View 6,12A, które zapewniazarz¹dzenie i kontrolê procesów badawczych oraz rapor-towanie i eksport wyników badañ do komputera. Testyna aparatach przeprowadzono zgodne z odpowiedniminormami [13, 14, 15].
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Ocena w³aœciwoœci przetwórczych i cieplnych wyprasek wtryskowych nape³nionych proszkowym nape³niaczem metalicznym 99
Rysunek 1. Wygl¹d plastometru obci¹¿nikowego firmy Zwick: 1 – ob-ci¹¿nik nominalny, 2 – t³oczysko z t³okiem, 3 – lejek zasypowy, 4 –przes³ona dyszy, 5 – obudowa cylindra, 6 – wymienny modu³ zadanejtemperatury, 7 – uk³ad regulacji temperatury, 8 – wy³¹cznik g³ówny,9 – obudowa plastomeru
Rysunek 2. Wygl¹d urz¹dzenia do badañ cieplnych HDT i Vicat firmyInstron wyposa¿one w trzy stacje robocze: 1 – elektroniczna jednostkakontroli pomiaru; 2 – stacje testowe; 3 – ³aŸnia temperaturowa obejmu-j¹ca system grzania i ch³odzenia oleju oraz azotowy system dyfuzyjny;4 – uchwyt

Komora testowa jest podzielona na dwie czêœci: ³aŸniatemperaturowa w centralnej czêœci komory oraz platfor-ma ze stacjami badawczymi (rys. 3). Ka¿da stacja wypo-sa¿ona jest w uniwersalny zestaw odwa¿ników pozwala-j¹cy otrzymaæ wszystkie kombinacje obci¹¿eñ u¿ywa-nych do testów HDT i VICAT.
2.2. Materia³y
Próbki do badañ wytworzono z polipropylenu o naz-wie handlowej Moplen HP456J, produkcji firmy BasellPolyolefins. Tworzywo to jest izotaktycznym homopoli-merem i przeznaczone jest przede wszystkim do wtryski-wania wytworów, które mog¹ mieæ kontakt z ¿ywnoœci¹.
Podstawowe w³aœciwoœci tworzywa stosowanegow badaniach to:— gêstoœæ normalna w temperaturze 23 °C, 890 kg/m3;— gêstoœæ nasypowa w temperaturze 23 oC, 538 kg/m3;— masowy wskaŸnik szybkoœci p³yniêcia (230 oC;
2,16kg), 3,4g/10 min;— objêtoœciowy wskaŸnik szybkoœci p³yniêcia (230 oC;
2,16kg), 4,6cm3/10 min;— wspó³czynnik sprê¿ystoœci wzd³u¿nej, 1210 MPa;— naprê¿enie przy zerwaniu, 12,9 MPa;— najwiêksze naprê¿enie rozci¹gaj¹ce, 32,8MPa;— odkszta³cenie wzglêdne przy najwiêkszym rozci¹ga-
niu, 11%;— odkszta³cenie wzglêdne przy zerwaniu, 25 %;— twardoœæ oznaczana metod¹ wciskania kulki, (H
358/30) 74 MPa;
— twardoœæ Shore’a, 74,6 °Sh D;— udarnoœæ wed³ug Charpy z karbem przy 23°C, 4 kJ/m2;— udarnoœæ bez karbu przy 23°C, 190 kJ/m2.Podstawowe w³aœciwoœci stosowanych nape³niaczyprzedstawiono w tabeli 1. Nape³niacze przechowywanow szczelnym pojemniku i wprowadzano do tworzywabezpoœrednio przed procesem przetwórstwa. Nape³niaczmetaliczny z tworzywem mieszano mechanicznie, doda-j¹c bezpoœrednio do kompozycji polimerowej 0,4 % mas.promotora adhezji w postaci karbofunkcyjnego silanuo nazwie aminopropylotrietoksysilan [16], modyfikuj¹cpowierzchnie nieaktywnego polipropylenu.
2.3. Czynniki badawcze
Na potrzeby badañ w³aœciwoœci przetwórczych i cie-plnych opracowano zbiór wa¿niejszych czynników cha-rakteryzuj¹cych proces badawczy, w tym wtryskiwania.W badaniach przyjêto wa¿niejsze nastêpuj¹ce czynnikibadawcze:Czynniki wynikowe:— masowy wskaŸnik szybkoœci p³yniêcia tworzywa
MFR, g/10min.— temperatura ugiêcia próbki pod obci¹¿eniem HDT, °C;— temperatura miêknienia próbki wg Vicata, °C;
Czynniki zmienne:— rodzaj nape³niacza: cyna, cynk, aluminium, ¿elazo,
miedŸ;— masowy udzia³ procentowy nape³niacza w próbce:
2,5; 5,0; 7,5; 10,0; 12,5 oraz 15%.Czynniki sta³e:— elementy geometryczne formy wtryskowej i uk³adu
uplastyczniaj¹cego;— temperatura w poszczególnych strefach uk³adu
uplastyczniaj¹cego wtryskarki 190°C, 210°C, 220°C,230°C;
— temperatura formy wtryskowej tf = 40°C;— ciœnienie wtryskiwania, mierzone w uk³adzie hydrau-
licznym wtryskiwania 8,5 MPa;— czas poszczególnych, mo¿liwych do regulacji, faz
cyklu wtryskiwania tj. czas wtrysku tworzywa Tw = 2s;czas uplastyczniania Tu = 4 s; czas och³adzania two-rzywa Tc = 20 s;
— odstêp czasu odcinania wyt³oczonych odcinków t =30s;
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
100 Karolina G£OGOWSKA, Janusz W. SIKORA
Rysunek 3. Wygl¹d platformy ze stacjami testowymi: 1 – próbka; 2 –odwa¿niki; 3 – czujnik temperatury; 4 – ig³a; 5 – pokrêt³o
Tabela 1. Podstawowe w³aœciwoœci fizyczne i chemiczne proszków metali
W³aœciwoœci fizycznei chemiczne
Rodzaj nape³niacza
Cyna Cynk Aluminium ¯elazo MiedŸ
Sk³ad chemiczny, %
Sn 99,85
O2 0,15
Zn 99,94
Pb 0,005
Cd 0,05
Al 99,7
Fe 0,2
Si 0,12
Fe 99
C 0,01
Mn 0,3
Cu 99,7
O2 0,3
Gêstoœæ normalna, kg/m3 3600 6900 2700 7860 8960
Gêstoœæ nasypowa, kg/m3 1180 3600 1200 2800 1600
Rozmiar ziarna, µm 45 30-40 45-100 150 45-106
Temperatura topnienia, oC 232 409 660 1535 1080

— obci¹¿enie nominalne w badaniach MFR mnom= 2,16kg;— temperatura badania MFR, T = 230°C;— elementy geometryczne plastometru obci¹¿niko-
wego;— elementy wyposa¿enia dodatkowego plastometru;— obci¹¿enie w metodzie Vicat 50 N,— szybkoœæ nagrzewania 120 K/hCzynniki zak³ócaj¹ce:— napiêcie pr¹du elektrycznego: 219 – 241 V,— wilgotnoœæ wzglêdna powietrza: 55 – 65 %,— temperatura otoczenia: 20 – 24 °C.Na podstawie przebiegu procesu wtryskiwania przyjêto,¿e wp³yw czynników zak³ócaj¹cych by³ ma³y i nie wp³y-nê³y one na wykonanie próbek do badañ.
2.4. Metodyka badañ
Przed uruchomieniem wtryskarki sporz¹dzano mie-szaninê polipropylenu z nape³niaczem w odpowiedniejproporcji zgodnie z przyjêtym programem badañ. Do500 g polipropylenu dosypywano odpowiedni udzia³masowy nape³niacza proszkowego z dodatkiem promo-tora adhezji. Materia³y mieszano ze sob¹ i mieszaninê têwprowadzano do zasobnika wtryskarki. Nastêpnie, wy-konywano 10 cykli procesu wtryskiwania, z których wy-praski odrzucano. Kolejne wypraski stanowi³y próbki dobadañ. Proces wtryskiwania kontynuowano a¿ do ca³ko-witego opró¿nienia uk³adu uplastyczniaj¹cego wtryskar-ki. Gdy uk³ad uplastyczniaj¹cy wtryskarki by³ opró¿nio-ny wprowadzano do zasobnika wtryskarki nastêpn¹ por-cjê przygotowanej mieszaniny – z innym udzia³em maso-wym nape³niacza. Po wykonaniu wszystkich próbekz jednym nape³niaczem, sporz¹dzano mieszaniny poli-propylenu z nastêpnym nape³niaczem i czynnoœci powta-rzano.
Okreœlenie przetwarzalnoœci tworzyw termoplastycz-nych za pomoc¹ masowego wskaŸnika szybkoœci p³yniê-cia przeprowadzono zgodnie z norm¹ PN-EN ISO1133-1:2011. Badanie temperatury ugiêcia pod obci¹¿e-niem sporz¹dzono wed³ug zaleceñ z normy PN-EN ISO75-1:2013-06, a temperaturê miêknienia wg PN-EN ISO306:2014-02.
3. Wyniki badañ i ich omówienie
Na podstawie otrzymanych pomiarów podczas ba-dañ sporz¹dzono stosowne wykresy zale¿noœci masowe-go wskaŸnika szybkoœci p³yniêcia, temperatury ugiêciapod obci¹¿eniem oraz temperatury miêknienia wg Vicataod zawartoœci � oraz rodzaju nape³niacza metalicznegow otrzymanych hybrydowych wypraskach wtrysko-wych.
3.1. Pomiary masowego wskaŸnika szybkoœci p³yniêcia(MFR)
Wyniki badañ masowego wskaŸnika szybkoœci p³y-niêcia hybrydowych wyprasek wtryskowych z ró¿n¹iloœci¹ proszkowego nape³niacza metalicznego przedsta-
wiono na rysunku 4 w postaci odpowiedniej zale¿noœcigraficznej.
Dodanie do polipropylenu proszkowych nape³niaczymetalicznych w iloœci 2,5%, niezale¿nie od jego rodzaju,powoduje gwa³towny spadek masowego wskaŸnikaszybkoœci p³yniêcia hybrydowych wyprasek wtrysko-wych. Najwiêkszy dla aluminium, natomiast najmniejszydla cynku. Dodatek proszku aluminium w iloœci 2,5% po-woduje spadek MFR o ponad 36%, co odpowiada spad-kowi o wartoœæ 1,24g/10min, a nastêpnie wystêpujewzrost o oko³o 3%. Dodatek takiej samej iloœci proszkucyny skutkuje spadkiem wskaŸnika przetwarzalnoœcio 28%. Dodawanie wiêkszej iloœci badanych nape³niaczypowoduje nieco mniejszy spadek badanej cechy, a nastêp-nie ustabilizowanie na okreœlonym poziomie – ni¿szymni¿ dla czystego polipropylenu. Najwiêksz¹ wartoœæ ma-sowego wskaŸnika szybkoœci p³yniêcia mo¿emy odnoto-waæ w przypadku cynku i wynosi on 2,7g/10min. WskaŸ-nik szybkoœci p³yniêcia jest wielkoœci¹ ³¹cz¹c¹ w sobieogólna charakterystykê w³aœciwoœci chemicznych i fi-zycznych danego tworzywa [17, 18]. Ma³a wartoœæwskaŸnika szybkoœci p³yniêcia œwiadczy o ma³ej lepkoœcitworzywa w okreœlonych warunkach, co z kolei mo¿e byæspowodowane mocno rozga³êzion¹ budow¹ makrocz¹s-teczek [19]. W miarê zwiêkszania udzia³u procentowegonape³niacza metalicznego wzrasta lepkoœæ badanegotworzywa w stanie uplastycznionym, co mo¿na zaobser-wowaæ na wykresach zale¿noœci wskaŸnika szybkoœcip³yniêcia od zawartoœci nape³niacza. Wprowadzenie dotworzywa bazowego nape³niacza o znacznie wiêkszejgêstoœci powoduje tak¿e wzrost gêstoœci nape³nionegonim tworzywa.
3.2. Badania temperatury ugiêcia pod obci¹¿eniem(HDT)
Na potrzeby badañ okreœlenia wp³ywu zawartoœcimasowej nape³niacza metalicznego na temperaturê ugiê-cia pod obci¹¿eniem otrzymanych wyprasek hybrydo-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Ocena w³aœciwoœci przetwórczych i cieplnych wyprasek wtryskowych nape³nionych proszkowym nape³niaczem metalicznym 101
Rysunek 4. Zale¿noœæ masowego wskaŸnika p³yniêcia hybrydowychwyprasek wtryskowych od badanej zawartoœci masowej � ró¿nych ro-dzajów nape³niacza: 1 – ¿elazo, 2 – miedŸ, 3 – cyna, 4 – cynk, 5 – alumi-nium

wych wykonano pomiary HDT. Wyniki badañ zosta³yprzedstawione na rysunku 5 w postaci zale¿noœci tempe-ratury ugiêcia pod obci¹¿eniem wyra¿onej w stopniach Cod ró¿nej zawartoœci masowej proszkowych nape³niaczymetalicznych.
¯elazo, cynk, miedŸ, cyna i aluminium dodane do poli-propylenu skutkuj¹ wzrostem temperatury ugiêcia podobci¹¿eniem (rys. 5) w ca³ym badanym zakresie udzia³uprocentowego nape³niacza. Dodanie 2,5% proszkowychnape³niaczy powoduje wzrost temperatury HDT o 2,6%w przypadku miedzi, natomiast dodatek takiej samej iloœciproszku cyny skutkuje wzrostem badanej w³aœciwoœcio 7,5%. Najwiêksza wartoœæ temperatury ugiêcia pod ob-ci¹¿eniem mo¿emy odnotowaæ w przypadku cyny wynosiona 54,6°C przy 15% udziale nape³niacza metalicznego, coodpowiada wzrostowi temperatury o 6,6°C porównuj¹cotrzymany pomiar do czystego tworzywa polimerowego.Wprowadzenie nape³niacza powoduje zmniejszeniemmo¿liwoœci ruchu makrocz¹steczek prawdopodobniewp³ywa to na zwiêkszenie sztywnoœci wykonanych z na-pe³nionego tworzywa wyprasek, a tym samym na zwiêk-szenie temperatury ugiêcia pod obci¹¿eniem.
3.3. Badania temperatury miêknienia Vicata (VST)
Otrzymane wyniki badañ temperatury miêknieniawg Vicata hybrydowych wyprasek wtryskowych zosta³yzaprezentowane na rysunku 6 w postaci zale¿noœci tem-peratury miêknienia od zawartoœci masowej badanychrodzajów nape³niacza.
Dodanie nape³niaczy metalicznych w postaci proszkudo polipropylenu powoduje wzrost temperatury miêk-nienia w ca³ym badanym zakresie udzia³u procentowegonape³niaczy. Najwiêkszy dla cyny, natomiast najmniejszydla miedzi. Dodatek proszku cyny i cynku w iloœci 2,5%powoduje wzrost temperatury miêknienia o prawie 9%,co odpowiada wzrostowi temperatury o 9°C. Najwiêksz¹temperaturê miêknienia otrzymanych wyprasek obser-wuje siê przy 15% udziale nape³niacza proszkowego dla
cyny, w tym przypadku nastêpuje wzrost badanego para-metru o oko³o 16%. Zaobserwowany wzrost mo¿emy t³u-maczyæ zwiêkszeniem orientacji tworzywa oraz zwiêk-szeniem jego stopnia krystalicznoœci.
4. Wnioski
W pracy zaprezentowano wyniki badañ masowegowskaŸnika szybkoœci p³yniêcia, temperatury ugiêcia podobci¹¿eniem oraz temperatury miêknienia jako szczegól-nych w³aœciwoœci przetwórczych i cieplnych tworzywtermoplastycznych, dla kompozytów termoplastycznychna bazie polipropylenu z nape³niaczem w postaci meta-licznych proszków w ró¿nych iloœciowo proporcjach.W przypadku badañ MFR stwierdzono zdecydowaniepogorszenie w³aœciwoœci przetwórczych sporz¹dzonychkompozycji polimerowych, w ca³ym badanym zakresiezawartoœci masowej nape³niacza, odnotowuj¹c gwa³tow-ny spadek wskaŸnika przetwarzalnoœci ju¿ przy niewiel-kim udziale proszku metalu w tworzywie polimerowym.
Na podstawie zaprezentowanych wy¿ej wyników ba-dañ mo¿na tak¿e stwierdziæ jednoznacznie, ¿e dodaniedo polipropylenu proszkowych nape³niaczy metalicz-nych o ró¿nej zawartoœci procentowej wp³ywa na wzrostzarówno temperatury ugiêcia pod obci¹¿eniem, jak i tem-peratury miêknienia wg Vicata, co zwiêksza zakres tem-peratury u¿ytkowania wytworów z takimi dodatkami.
Literatura
1. Sikora R.: Przetwórstwo tworzyw wielkocz¹steczkowych. Wy-dawnictwo Edukacyjne, Warszawa 1993
2. Garbacz T., Sikora J.: Przetwórstwo tworzyw polimerowych:æwiczenia laboratoryjne. Czêœæ 1. Politechnika Lubelska, Lub-lin 2012
3. Sikora J., ¯elazek K., Gajdoš I.: W³aœciwoœci i przetwarzalnoœækompozytów polipropylenowych a rodzaj i iloœæ nape³niacza.Czêœæ I. Charakterystyka badañ. Przetwórstwo tworzyw 2014,4, 276-283
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
102 Karolina G£OGOWSKA, Janusz W. SIKORA
Rysunek 5. Zale¿noœæ temperatury ugiêcia pod obci¹¿eniem hybrydo-wych wyprasek wtryskowych od badanej zawartoœci masowej � ró¿-nych rodzajów nape³niacza: 1 – ¿elazo, 2 – miedŸ, 3 – cyna, 4 – cynk, 5 –aluminium
Rysunek 6. Zale¿noœæ temperatury miêknienia wg Vicata hybrydowychwyprasek wtryskowych od badanej zawartoœci masowej � ró¿nych ro-dzajów nape³niacza: 1 – ¿elazo, 2 – miedŸ, 3 – cyna, 4 – cynk, 5 – alumi-nium

4. Boci¹ga E.: Specjalne metody wtryskiwania tworzyw polimero-wych. Wydawnictwo Naukowo-Techniczne 2008
5. Samuj³o B., Kowalska B.: Sterowanie procesem wtryskiwania.Tworzywa sztuczne w przemyœle 2014, 1, s. 18-20
6. Rosato D. V., Rosato D. V., Rosato M. G.: Injection MoldingHandbook. Kluwer Academic Publisher, Norwell 2000
7. Jachowicz T., Godlewska A. Skurcz przetwórczy wyprasekwtryskowych nape³nionych w³óknem szklanym. Tworzywasztuczne w przemyœle 2012, 6, 40-44
8. ¯enkiewicz M.: Tworzywa wielocz¹steczkowe. Polimeryzacja –w³aœciwoœci – badania. Wydawnictwo Akademii Bydgoskiej,Bydgoszcz 2002
9. Szlezyngier W.: Tworzywa sztuczne. Chemia. Technologia wy-twarzania. W³aœciwoœci. Przetwórstwo. Zastosowanie. OficynaWydawnicza Politechniki Rzeszowskiej, Rzeszów 1996
10. Rabek J. F.: Polimery. Otrzymywanie, metody badawcze zastoso-wanie. Wydawnictwo naukowe PWN, Warszawa 2013
11. Sikora J., ¯elazek K., Gajdoš I.: W³aœciwoœci i przetwarzalnoœækompozytów polipropylenowych a rodzaj i iloœæ nape³niacza.Czêœæ II. Wyniki badañ. Przetwórstwo tworzyw 2014, 5,368-374
12. Jachowicz T., Gajdoš I., Krasinskyi V.: Research on the contentand filler type on injection shrinkage. Advances in Science andTechnology Research Journal 2014, 23, 8, 6-13.
13. PN-EN ISO 1133-1:2011. Tworzywa sztuczne – Oznaczaniemasowego wskaŸnika szybkoœci p³yniêcia (MFR) i objêtoœ-ciowego wskaŸnika szybkoœci p³yniêcia (MVR) tworzywtermoplastycznych
14. PN-EN ISO 75-1:2013-06 Tworzywa sztuczne – Oznaczanietemperatury ugiêcia pod obci¹¿eniem – Czêœæ 1: Ogólnametoda badania
15. PN-EN ISO 306:2014-02 Tworzywa sztuczne – Tworzywatermoplastyczne – Oznaczanie temperatury miêknienia me-tod¹ Vicata (VST)
16. Chrusciel J., Leœniak E., Fejdys M.: Carbofunctional silanes andpolysiloxanes. Part I. Applications of carbofunctional silanes.Polimery 2008, 53, 10, 709–716.
17. Liang J. Z.: The elastic behaviour during capillary extrusion ofLDPE/LLDPE blend melts. Polymer Testing 2002, 21, 69–74
18. Wong A. C.-Y., Liang J. Z.: Relationship between die swell ratioand melt flow index. Chemical Engineering Science 1997, 52,18, 3219–3221
19. Floriañczyk Z., Penczek S. (pod red.): Chemia polimerów. T. 2.Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa2002.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Ocena w³aœciwoœci przetwórczych i cieplnych wyprasek wtryskowych nape³nionych proszkowym nape³niaczem metalicznym 103

El¿bieta GURDZIÑSKA, Grzegorz MAKOMASKI, Janusz ZIELIÑSKI, Barbara LISZYÑSKA, TatianaBRZOZOWSKAEl¿bieta GURDZIÑSKA*, Grzegorz MAKOMASKI, Janusz ZIELIÑSKI,Barbara LISZYÑSKA, Tatiana BRZOZOWSKAPolitechnika Warszawska, Instytut Chemiiul. £ukasiewicza 17, 09-400 P³ock* e-mail: [email protected]
Badanie wp³ywu czasu sezonowania folii polipropylenowej na jej w³aœciwoœci
Streszczenie – Przedstawiono wyniki badañ dotycz¹ce wp³ywu czasu sezonowania na wybrane w³aœciwoœci foliipolipropylenowej orientowanej dwuosiowo. Próbki folii pobrane z dwóch ró¿nych partii produkcyjnych, odznacza³ysiê tym samym sk³adem recepturowym i gruboœci¹. Próbki by³y przechowywane w warunkach magazynowych.W³aœciwoœci optyczne i mechaniczne folii oznaczono bezpoœrednio po jej wyprodukowaniu oraz po 3, 14, 28 i 56dobach sezonowania.S³owa kluczowe: polipropylen, folia polipropylenowa, dodatki modyfikuj¹ce, starzenie
STUDY OF THE EFFECT OF SEASONING TIME ON THE POLYPROPYLENE FILM PROPERTIESSummary – The results of studies of the effect of seasoning time on the select properties of biaxal oriented polypro-pylene film were presented. The films samples, characterized by the same prescription compositions and thicknesswere taken from two different production batch. The samples were stored in a warehouse conditions. Optical andmechanical properties of films were determined directly after their production and after 3, 14, 28 and 56 seasoningdays. The effect of seasoning time of films in a warehouse conditions on their properties was evaluated.Keywords: polypropylene, polypropylene film, modifying additives, ageing
WPROWADZENIE
Folie poliolefinowe, w tym z polipropylenu, s¹ nieza-st¹pionym materia³em w wielu dziedzinach ¿ycia co-dziennego. Pomimo wielu zalet wyroby z polipropylenus¹ nara¿one na dzia³anie œrodowiska, w którym s¹ wyko-rzystywane [1].
Wed³ug ogólnie przyjêtej opinii, polimery termoplas-tyczne s¹ odporne na wiêkszoœæ czynników œrodowiska,w którym siê znajduj¹ [2,3]. Jednak w czasie ich przecho-wywania, przetwórstwa i u¿ytkowania zachodz¹ nieko-rzystne reakcje chemiczne, które nazywane s¹ procesamistarzenia [2]. Czynniki zewnêtrzne: ciep³o, œwiat³o, wil-goæ, chemikalia, mikroorganizmy, powoduj¹ w polime-rach nieodwracalne zmiany strukturalne, które prowa-dz¹ do zmniejszenia ciê¿aru cz¹steczkowego, zmianysk³adu chemicznego oraz innych zmian zachodz¹cychw wyniku reakcji chemicznych takich jak: sieciowaniei utlenianie. Starzenie polimerów mo¿e byæ spowodowa-ne wieloma czynnikami i w zale¿noœci od ich rodzajumo¿na wyró¿niæ nastêpuj¹ce reakcje rozpadu polime-rów: degradacja termiczna [4,5], termooksydacyjna [6,7],fotodegradacja [4,7,8], degradacja radiacyjna, mechanicz-na, ultradŸwiêkowa [5], atmosferyczna [4,6] i biodegrada-cja [9,10].
W celu poprawy odpornoœci na dzia³anie niekorzyst-nych czynników fizycznych i chemicznych polimery mo-dyfikuje siê poprzez dodatek ró¿nego rodzaju stabilizato-rów. Do najwa¿niejszych grup stabilizatorów mo¿na zali-czyæ: stabilizatory termiczne, cieplne, absorbery UV, an-tyutleniacze, stabilizatory biologiczne [11÷14].
Wysokie wymagania producentów ¿ywnoœci i produ-centów konsumenckich powoduj¹, ¿e rosn¹ te¿ wymaga-nia odnoœnie w³aœciwoœci fizykomechanicznych folii poli-propylenowych. Zmusza to wytwórców do modyfikacji,
maj¹cych na celu nie tylko poprawê w³aœciwoœci folii oz-naczonych po ich otrzymaniu, ale równie¿ braku ichzmiennoœci z up³ywem czasu.
Celem pracy by³o okreœlenie wp³ywu czasu sezono-wania folii polipropylenowych dwuosiowo orientowa-nych na w³aœciwoœci optyczne i mechaniczne.
CZÊŒÆ DOŒWIADCZALNA
Materia³y
Surowcami stosowanymi w pracy by³y próbki foliipolipropylenowej orientowanej dwuosiowo do ogólnegozastosowania. Próbki folii pochodzi³y z dwóch partii pro-dukcyjnych, odznacza³y siê t¹ sam¹ gruboœci¹ i tym sa-mym sk³adem recepturowym. Próbki oznaczono symbo-lami: AI i AII. Cyfry rzymskie wskazuj¹ numer partii pro-dukcyjnej. Próbki folii polipropylenowej sezonowaneby³y w temperaturze 23°C oraz wilgotnoœci na poziomie50%.
Metodyka badañ
W próbkach folii polipropylenowych oznaczono:— zwil¿alnoœæ powierzchni folii wg normy ISO 8296,— po³ysk powierzchni folii wg normy ASTM D2457,— stopieñ zmêtnienia folii wg normy ASTM D1003,— wspó³czynnik tarcia folii wg normy ISO 8295,— w³aœciwoœci mechaniczne folii przy statycznym roz-
ci¹ganiu, wg normy ISO 527-1,2,3.
WYNIKI BADAÑ I ICH OMÓWIENIE
Wybrane wyniki badañ w³aœciwoœci optycznych, tj.po³ysk i zmêtnienie powierzchni folii przedstawiono
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
104 El¿bieta GURDZIÑSKA, Grzegorz MAKOMASKI, Janusz ZIELIÑSKI, Barbara LISZYÑSKA, Tatiana BRZOZOWSKA

w tabeli 1, a zwil¿alnoœæ powierzchni (poziom aktywacji)folii polipropylenowej na rys. 1.
Wyniki oznaczeñ zwil¿alnoœci folii polipropylenowejwskaza³y, i¿ poziom aktywacji zarówno dla folii AI jaki AII od momentu wyprodukowania, zmniejszy³ siê o ok.
12% po dwóch miesi¹cach sezonowania. W przypadkuobu próbek poziom aktywacji po up³ywie dwóch miesiê-cy od produkcji wynosi³ 38 mN/mm. Wartoœci poziomuaktywacji folii AI i AII, pobranych z ró¿nych partii pro-dukcyjnych, zmniejsza³y siê w czasie bardzo podobnie.
W oparciu o wyniki badañ po³ysku powierzchni foliipolipropylenowej stwierdzono, ¿e po³ysk badanych pró-bek folii mierzony w czasie ich sezonowania zmniejszy³siê od wartoœci 92% (bezpoœrednio po wyprodukowaniufolii) do 88% dla próbki AI i 86% dla próbki AII po dwóchmiesi¹cach ich sezonowania. Pomimo, i¿ próbki folii AIi AII odznacza³y siê tym samym sk³adem recepturowymi gruboœci¹, ró¿nica pomiêdzy wartoœci¹ po³ysku po-wierzchni próbki folii AI oznaczon¹ bezpoœrednio po jejwyprodukowaniu, a oznaczona po dwóch miesi¹cach se-zonowania wynosi³a 4%, zaœ dla folii AII pobranej z dru-giej partii produkcyjnej 6%.
Wykazano, ¿e ze wzrostem czasu sezonowania ros³ozmêtnienie powierzchni folii szczególnie dla próbek foliiAII pobranych z drugiej partii produkcyjnej. Zmêtnieniepowierzchni folii próbki AI oznaczone bezpoœrednio pojej wyprodukowaniu wynosi³o 1,60%, zaœ po dwóch mie-si¹cach sezonowania 2,54%. Próbka folii AII bezpoœred-nio po produkcji wykazywa³a zmêtnienie powierzchnifolii 1,78%, a po dwóch miesi¹cach 2,94%. Ró¿nice dlapróbki folii AI i AII pomiêdzy wartoœciami zmêtnieniapowierzchni okreœlonymi po dwóch miesi¹cach sezono-wania i bezpoœrednio po ich wyprodukowaniu wynosi³yodpowiednio 0,94% i 1,16%. Z przedstawionych danychwynika, ¿e nieznacznie gorsz¹ jakoœci¹ odznacza³a siêpowierzchnia folii AII.
Wyniki wp³ywu czasu sezonowania na wartoœciwspó³czynników tarcia folii AI i AII przedstawiono w ta-beli 2.
Pomiary wspó³czynników tarcia statystycznego i ki-netycznego próbek folii AI i AII pochodz¹cych z dwóchró¿nych partii produkcyjnych wykaza³y, ¿e ze wzrostemczasu sezonowania próbek folii nast¹pi³o obni¿enie war-toœci tego parametru niezale¿nie od uk³adu stron folii.Du¿y spadek wspó³czynnika tarcia statycznego i kine-tycznego odnotowano ju¿ po trzech dobach sezonowaniafolii polipropylenowej (tabela 2).
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badanie wp³ywu czasu sezonowania folii polipropylenowej na jej w³aœciwoœci 105
Tab. 2. Wspó³czynnik tarcia sezonowanej folii polipropylenowejTab. 2. Coefficient of friction of seasoned polypropylene films
Czas sezo-nowania,
doba
Wspó³czynnik tarcia *
a/a a/n n/n
statycznego kinetycznego statycznego kinetycznego statycznego kinetycznego
AI AII AI AII AI AII AI AII AI AII AI AII
0 0,45 0,27 0,25 0,23 0,34 0,30 0,26 0,21 0,36 0,35 0,22 0,24
3 0,29 0,20 0,18 0,16 0,23 0,23 0,17 0,17 0,25 0,28 0,17 0,21
14 0,28 0,16 0,14 0,15 0,23 0,22 0,13 0,15 0,20 0,31 0,14 0,17
28 0,23 0,15 0,16 0,13 0,20 0,19 0,16 0,16 0,26 0,22 0,16 0,16
56 0,18 0,15 0,15 0,13 0,22 0,20 0,19 0,17 0,22 0,21 0,16 0,17
* skróty: a/a (strona aktywowana do aktywowanej), a/n (strona aktywowana do nieaktywowanej), n/n (strona nieakty-wowana do nieaktywowanej)
Tab. 1. W³aœciwoœci optyczne sezonowanej folii polipropyle-nowejTab. 1. Optical properties of seasoned polypropylene films
Czas sezo-nowania,
doba
Po³ysk powierzchnifolii, % Zmêtnienie folii, %
AI AII AI AII
0 92 92 1,60 1,78
3 90 90 1,98 2,14
14 90 89 2,00 2,20
28 88 88 2,30 2,48
56 88 86 2,54 2,94
35
36
37
38
39
40
41
42
43
44
0 3 14 28 56
Czas sezonowania, doba
Pozi
om
ak
tyw
acj
ifo
lii,
mN
/mm AI AII
Rys. 1. Poziom aktywacji powierzchni folii w funkcji czasu sezonowa-nia (partia produkcyjna I i II)Fig. 1. The level of film surface as a function of seasoning (productionbatches I and II)

Najwiêksze wartoœci wspó³czynnika tarcia statyczne-go i kinetycznego uk³adu stron folii aktywowanej do ak-tywowanej dla obu próbek, odnotowane bezpoœrednio poprodukcji, wynosi³y odpowiednio dla AI 0,45 i 0,25 dlaAII 0,27 i 0,23. Po trzech dobach sezonowania próbek foliinast¹pi³ znaczny spadek wspó³czynnika tarcia, przyczym dla folii AI spadek tego parametru by³ dwukrotniewiêkszy ni¿ dla folii AII. Ró¿nice dla folii AI i AII pomiê-dzy wartoœciami wspó³czynnika tarcia statycznego i kine-tycznego uk³adu stron folii aktywowanej do aktywowa-nej oznaczone po dwóch miesi¹cach sezonowania i bez-poœrednio po produkcji wynosi³y kolejno dla próbki AI0,27 i 0,10 dla AII 0,12 i 0,10. Wynika z tego, ¿e spadekwartoœci wspó³czynnika tarcia statycznego dla folii AI by³dwukrotnie wiêkszy ni¿ dla folii AII.
Wp³yw czasu sezonowania na zmiany wspó³czynnikatarcia statycznego i kinetycznego uk³adu stron folii akty-wowana do nieaktywowanej i nieaktywowana do nieak-tywowanej by³ podobny jak dla uk³adu stron folii akty-wowana do aktywowanej. Ró¿nice zanotowane dla foliiAI i AII pomiêdzy wartoœciami wspó³czynnika tarcia sta-tycznego i kinetycznego dla uk³adu stron folii aktywowa-na do nieaktywowanej i nieaktywowana do nieaktywo-wanej pomiêdzy wartoœciami oznaczonymi po dwóchmiesi¹cach sezonowania próbek folii i bezpoœrednio poprodukcji by³y nieznacznie mniejsze ni¿ dla uk³adu stronfolii aktywowanej do aktywowanej.
Mechaniczne wartoœci sezonowanej folii polipropyle-nowej przy statycznym rozci¹ganiu przedstawiono w ta-beli 3.
Zaobserwowano du¿e ró¿nice pomiêdzy wartoœciamiwytrzyma³oœci na zerwanie przy statycznym rozci¹ganiupróbek folii wyciêtych zgodnie z kierunkiem wyt³acza-nia, a próbkami wyciêtymi prostopadle do niego. Ró¿nicete mieœci³y siê w zakresie od 123 do 144 MPa i by³y naj-wiêksze dla próbek folii niesezonowanej. Wiêksze zmia-ny wartoœci wytrzyma³oœci na zerwanie w kierunkuwzd³u¿nym odnotowano dla folii AI. Wartoœæ tego para-metru oznaczona bezpoœrednio po produkcji wynosi³a158 MPa a po dwóch miesi¹cach sezonowania 132 MPa.Ró¿nica tych wartoœci wynosi³a 26 MPa. Natomiast dlapróbki folii AII ró¿nica wynosi³a 17 MPa. Zaobserwowa-no mniejszy wp³yw czasu sezonowania na wytrzyma³oœæpróbek folii na zerwanie wyciêtych prostopadle do kie-
runku wyt³aczania. Dla próbki folii AI wartoœci wytrzy-ma³oœci na zerwanie w kierunku prostopad³ym, podwóch miesi¹cach sezonowania folii, zmniejszy³y siêo 13 MPa, a dla próbki folii AII – o 17 MPa.
Uzyskane wyniki badañ wskaza³y, ¿e czas sezonowa-nia próbek folii AI i AII mia³ wp³yw na wyd³u¿enie foliipolipropylenowej przy zerwaniu. Zmiany tego parame-tru by³y wiêksze dla próbek folii wyciêtej zgodnie z kie-runkiem wyt³aczania (wzd³u¿). Ju¿ po trzech dobach se-zonowania odnotowany spadek wartoœci wyd³u¿eniaprzy zerwaniu w kierunku wzd³u¿nym dla folii AI wyno-si³ 37%, dla folii AII 7%, a po dwóch miesi¹cach sezono-wania wartoœæ wytrzyma³oœci na zerwanie dla folii AIzmniejszy³a siê o 57% i dla folii AII o 27%. Mniejsze zmia-ny wartoœci wyd³u¿enia przy zerwaniu by³y obserwowa-ne dla próbek folii wyciêtych prostopadle do kierunkuwyt³aczania. Po dwóch miesi¹cach sezonowania foliiwartoœæ wytrzyma³oœci na zerwanie dla folii AI zmniej-szy³a siê o 13%, dla folii AII o 17%.
Czas sezonowania próbek folii polipropylenowychmia³ wp³yw na uzyskane wartoœci modu³u sprê¿ystoœciprzy statycznym rozci¹ganiu folii zarówno w kierunkuwzd³u¿nym, jak i prostopad³ym. Odnotowano wyraŸniewiêksze wartoœci modu³u sprê¿ystoœci oznaczonego dlapróbek folii wyciêtych w kierunku prostopad³ym w po-równaniu z wartoœciami uzyskanymi dla próbek folii wy-ciêtych wzd³u¿ kierunku ich wyt³aczania. Modu³ sprê-¿ystoœci oznaczony dla kierunku wzd³u¿nego bezpoœred-nio po wyprodukowaniu folii dla próbki AI oraz dlapróbki AII wynosi³ odpowiednio 1262 MPa i 1072 MPa,natomiast dla kierunku prostopad³ego by³ wiêkszy i wy-nosi³ dla folii AI 2513 MPa oraz dla folii AII 2262 MPa. Podwóch miesi¹cach sezonowania próbek folii AI i AII od-notowano wzrost wartoœci modu³u sprê¿ystoœci zarównow kierunku wzd³u¿nym (ró¿nica dla folii AI wynosi³a356 MPa, dla folii AII 626 MPa), jak i prostopad³ym (dlaAI 1105 MPa, dla AII 1155 MPa).
PODSUMOWANIE
Folia polipropylenowa dwuosiowo orientowana bê-d¹ca przedmiotem badañ jest g³ównie przeznaczona doprodukcji opakowañ, na których wykonywane s¹ nadru-ki. W zwi¹zku z tym folia powinna odznaczaæ siê dobrym
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
106 El¿bieta GURDZIÑSKA, Grzegorz MAKOMASKI, Janusz ZIELIÑSKI, Barbara LISZYÑSKA, Tatiana BRZOZOWSKA
Tab. 3. W³aœciwoœci mechaniczne sezonowanej folii polipropylenowejTab. 3. Mechanical properties of seasoned polypropylene films
Czas sezo-nowania,
doba
Modu³ sprê¿ystoœci przy statycznymrozci¹ganiu, MPa Wytrzyma³oœæ na zerwanie, MPa Wyd³u¿enie przy zerwaniu, %
kierunek
wzd³u¿ny prostopad³y wzd³u¿ny prostopad³y wzd³u¿ny prostopad³y
AI AII AI AII AI AII AI AII AI AII AI AII
0 1262 1072 2513 2262 158 149 281 293 214 185 54 60
3 1311 1371 2890 2708 140 141 279 270 177 178 51 49
14 1425 1481 3273 3224 143 138 272 271 175 165 46 46
28 1460 1509 3296 3300 140 137 266 276 167 163 46 43
56 1618 1698 3618 3417 132 132 268 276 157 162 41 43

poziomem zwil¿alnoœci powierzchni oraz dobrymi w³aœ-ciwoœciami optycznymi i wytrzyma³oœciowymi.
Przeprowadzone badania wykaza³y, ¿e czas sezono-wania folii polipropylenowej (umieszczonej w magazy-nie nienas³onecznionym, w temperaturze 23°C i wilgot-noœci ok. 50%) wp³ywa niekorzystnie na poziom zwil¿al-noœci powierzchni folii. Konsekwencj¹ tego bêdzie gorszajakoœæ zadruku wykonanego na folii.
Zaobserwowano niekorzystn¹ zmianê w³aœciwoœcioptycznych folii polipropylenowej wraz ze wzrostemup³ywu czasu sezonowania. Spadek wartoœci po³yskuoraz zmêtnienia powierzchni folii wi¹¿e siê z pogorsze-niem walorów estetycznych opakowanego produktu.
Wspó³czynnik tarcia statycznego i kinetycznego foliizmniejsza³ siê ze wzrostem czasu sezonowania folii nie-zale¿nie od uk³adu stron. Najwiêkszy spadek wartoœcitego parametru odnotowano po trzech dobach sezonowa-nia próbek, w póŸniejszym czasie nie zauwa¿ono wiêk-szych zmian.
W³aœciwoœci mechaniczne sezonowanej folii polipro-pylenowej uleg³y niewielkim zmianom. Odnotowanoniewielki spadek wytrzyma³oœci folii na zerwanie orazspadek wyd³u¿enia przy zerwaniu. Modu³ sprê¿ystoœciprzy statycznym rozci¹ganiu folii zwiêksza³ siê z up³y-wem czasu sezonowania.
W oparciu o uzyskane wyniki stwierdzono potrzebêkontynuacji badañ nad stabilnoœci¹ w³aœciwoœci optycz-nych folii polipropylenowej orientowanej dwuosiowo.
LITERATURA
1. Rymarz G.: „Starzenie tworzyw sztucznych” TworzywaSztuczne i Chemia 2005, 8, 34-35.
2. ¯elaziñski J.: „Stabilizator przeciw utleniaj¹cy do tworzyw, czylikuracja odm³adzaj¹ca dla tworzyw” Plastics Review 2005, 10,36-38.
3. Brzozowska-Stanuch A., Rabiej S., Stanuch W.: „Wp³yw wa-runków przyœpieszonego starzenia – promieniowania UV oraztemperatury na poliamidy i polipropylen” Czasopismo Tech-niczne. Mechanika 2009, 106, 1-M, 43-49.
4. Rojek M.: „Metodologia badañ diagnostycznych warstwowychmateria³ów kompozytowych o osnowie polimerowej” Open Ac-cess Library 2011, 2, 13-32.
5. Grabowska B.: „Biodegracja tworzyw polimerowych” Archivesof Foundry Engineering 2010, 10, 57-60.
6. Sobków D., Czaja K.: „Wp³yw warunków przyspieszonego sta-rzenia na proces degradacji poliolefin” Polimery 2003, 48, 9,627-632.
7. Rymarz G.: „Starzenie tworzyw sztucznych” TworzywaSztuczne i Chemia 2008, 42, 5, 34-35.
8. ¯elaziñski J.: „Stabilizator œwietlny do tworzyw, czyli krem doopalania (z filtrem) dla tworzyw” Plastics Review 2005, 11,58-59
9. Bieniek D.: „Stabilizatory UV – po co i dlaczego?” Rynek Che-miczny 2007, 2, 19-21.
10. Kaczmarek H., Bajer K.: „Metody badania biodegracji materia-³ów polimerowych” Polimery 2006, 51, 10, 716 -721.
11. £abu¿ek S., Paj¹k J., Nowak B.: „Biodegradacja tworzywsztucznych” Ekologia 2005, 1, 34.
12. Bortel K.: „Œrodki pomocnicze stosowane w przetwórstwie two-rzyw polimerowych. Cz. 2” Przetwórstwo Tworzyw 2008, 6,148-159.
13. Bortel K.: „Œrodki pomocnicze w przetwórstwie tworzyw sztucz-nych” Plastics Review 2006, 11, 36-37.
14. Bieniek D.: „Stabilizacja UV – Poliolefiny” Rynek Chemiczny2007, 4, 19.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badanie wp³ywu czasu sezonowania folii polipropylenowej na jej w³aœciwoœci 107

Jacek IWKO, R. STELLERJacek IWKO1), R. STELLER2)
1) Politechnika Wroc³awska, Wydzia³ Mechaniczny, Katedra Odlewnictwa, Tworzyw Sztucznych i Automatyki,Wybrze¿e Wyspiañskiego 27, 50-370 Wroc³aw, e-mail: [email protected]) Politechnika Wroc³awska, Wydzia³ Chemiczny, Zak³ad In¿ynierii i Technologii Polimerów,Wybrze¿e Wyspiañskiego 27, 50-370 Wroc³aw
Doœwiadczalna weryfikacja komputerowego modelu procesu uplastyczniania
polimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze
Wstêp
Programy komputerowe s³u¿¹ce do szeroko pojêtegomodelowania staj¹ siê narzêdziami coraz czêœciej i chêt-niej wykorzystywanymi nie tylko przez naukowców, leczprzede wszystkim przez konstruktorów i technologów.Przyczyniaj¹ siê one przede wszystkim do znacznychoszczêdnoœci ekonomicznych przedsiêbiorstwa, eliminu-j¹c zarówno nak³ady finansowe na budowê prototypówmaszyn czy urz¹dzeñ, jak równie¿ oszczêdzaj¹c czas pra-cowników. W dzisiejszych czasach komercyjne programysymulacyjne s¹ jednym z podstawowych narzêdzi pro-jektowych i konstrukcyjnych, umo¿liwiaj¹c zarównoprzewidywanie zachowania siê materia³ów czy konstruk-cji w okreœlonych warunkach, jak równie¿ analizê zjawiskzachodz¹cych podczas przebiegu ró¿nych procesówprzemys³owych. Znajduj¹ one równie¿ szerokie zastoso-wanie w przetwórstwie tworzyw sztucznych i s¹ pomoc-ne w konstruowaniu maszyn i narzêdzi, jak i w przewi-dywaniu w³aœciwoœci wyrobów polimerowych.
Pakiety programowe s³u¿¹ce do komputerowego mo-delowania procesów przetwórstwa mo¿na najogólniejpodzieliæ na 2 grupy [1]:1. Systemy ogólnie zorientowane,2. Systemy zorientowane na okreœlon¹ technikê prze-
twórstwa.W pierwszej grupie programów, zwanej systemami CFD(Computational Fluid Dynamics) znajduj¹ siê np. takie pa-kiety programowe jak: POLYFLOW czy POLYCAD. Za-stosowanie systemów ogólnie zorientowanych nie jestograniczone do konkretnego procesu lub zagadnienia.Stanowi¹ one narzêdzia do rozwi¹zywania równañ za-chowania masy, pêdu i energii dla ró¿nych materia³ówi w odniesieniu do ró¿nych warunków przep³ywu. Pod-staw¹ tego typu modelowania jest ka¿dorazowe zdefinio-wanie analizowanego problemu. Zakres zagadnieñ, któremo¿na rozwi¹zaæ przy pomocy tych pakietów jest bardzoszeroki i obejmuje np. zagadnienia, takie jak: analizêprzep³ywów w kana³ach dowolnej geometrii, rozwi¹zy-wanie zagadnieñ powierzchni swobodnych, analizê prze-p³ywów wielowarstwowych czy procesów mieszania.
W drugiej grupie pakietów znajduj¹ siê programy, któ-rych dzia³anie dotyczy zagadnieñ wyraŸnie sformu³owa-nych, najczêœciej przep³ywów. W przeciwieñstwie do pa-kietów z pierwszej grupy, s¹ one ograniczone do okreœlonejmetody przetwórstwa. Modelowanie za pomoc¹ tych sys-temów ma za ka¿dym razem podobny charakter. Polegaono na wprowadzeniu do programu danych opisuj¹cych
geometriê uk³adu przep³ywowego (np. geometriê œlimakalub g³owicy), regulowane warunki przep³ywu (tzw. para-metry robocze) oraz fizykochemiczn¹, ciepln¹ i reologicz-n¹ charakterystykê materia³u (tzw. parametry materia³o-we), a nastêpnie wykonaniu obliczeñ i prezentacji wyni-ków. W tej grupie programów plasuje siê równie¿ model,który jest przedmiotem niniejszych rozwa¿añ. Jego bar-dziej szczegó³ow¹ charakterystykê przedstawiono w po-przedniej czêœci artyku³u, jak równie¿ w literaturze [2-5].
Warto zwróciæ uwagê na fakt, i¿ symulacji pe³nego pro-cesu uplastyczniania polimerów w dowolnym procesieprzetwórczym nie da siê wykonaæ wykorzystuj¹c systemo przeznaczeniu ogólnym, gdy¿ w szczególnoœci nie bê-dzie on w stanie modelowaæ transportu tworzywa sta³egoczy dzia³ania strefy stapiania. Do tego celu musz¹ byæ wy-korzystane programy symuluj¹ce okreœlony proces prze-twórczy, czyli systemy z drugiej grupy programów omó-wionych powy¿ej.
Jest oczywiste, i¿ u¿ycie modeli komputerowych do sy-mulacji procesów przemys³owych, w tym równie¿ prze-twórczych bêdzie uzasadnione i wskazane wy³¹cznie wte-dy, gdy modele te zostan¹ zweryfikowane doœwiadczalnie,co zapewnia ich adekwatnoœæ. Doœwiadczalna weryfikacjatakich modeli jest zwykle kosztowna czasowo i ekono-micznie, lecz jest niezbêdn¹ czêœci¹ pracy nad modelemw ujêciu ca³oœciowym. Polega ona ogólnie na stworzeniustanowiska badawczego, z³o¿onego z maszyny wraz z na-rzêdziem umo¿liwiaj¹cych prowadzenie analizowanegoprocesu. W uk³adzie tym nale¿y umieœciæ odpowiednieelementy mierz¹ce wielkoœci b¹dŸ charakterystyki wyzna-czane przez badany model. Po uruchomieniu maszynyi zebraniu odpowiedniej iloœci danych pomiarowych nale-¿y porównaæ dane pomiarowe z odpowiednimi wartoœcia-mi generowanymi przez analizowany model. W dalszejczêœci badañ nad modelem nastêpuje, jeœli jest to wymaga-ne, modyfikacja za³o¿eñ modelu w kierunku poprawyzgodnoœci jego przewidywañ z dynamik¹ pracy rzeczy-wistych maszyn lub urz¹dzeñ. Po kolejnym etapie porów-nania charakterystyk teoretycznych i rzeczywistych bada-nego uk³adu nastêpuje, jeœli to konieczne, ponowna mody-fikacja modelu i proces ten jest powtarzany a¿ do momen-tu osi¹gniêcia za³o¿onej dok³adnoœci wskazañ modelu.
Model symulacyjny uplastyczniania polimerówprzy wtryskiwaniu
W wyniku badañ nad procesem uplastyczniania poli-merów przy wtryskiwaniu autorzy stworzyli model kom-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
108 Jacek IWKO, R. STELLER

puterowy opisany w poprzedniej czêœci artyku³u orazw literaturze [2-5], który w sposób kompleksowy opisujeuplastycznianie przy wtryskiwaniu. Model opisuje strefêtransportu tworzywa sta³ego pocz¹wszy od zasobnika,nastêpnie strefê stapiania wstêpnego oraz w³aœciwego.Model ten sta³ siê podstaw¹ do stworzenia programukomputerowego, który wykorzystano do badañ porów-nawczych, przedstawionych w niniejszym artykule.
Stworzony model symulacyjny procesu uplastycznia-nia œlimakowego przy wtryskiwaniu nie zosta³ dotych-czas w pe³ni sprawdzony doœwiadczalnie ze wzglêdówfinansowych. Jego weryfikacja dokonana zosta³a w upro-szczony sposób poprzez pomiar czasu ruchu obrotowegocofaj¹cego siê œlimaka w trakcie procesu wtryskiwaniaró¿nych termoplastów. Czas rotacji cofaj¹cego siê œlimakajest wielkoœci¹ dynamiczn¹ wynikaj¹c¹ z przebiegu ca³e-go procesu i z tego wzglêdu mo¿e stanowiæ istotn¹ cho-cia¿ wycinkow¹ informacjê o poprawnoœci przewidywañmodelu. Nie zmienia to jednak faktu, ¿e podstawow¹wad¹ stworzonego modelu jako ewentualnego narzêdziado optymalizacji procesu wtryskiwania œlimakowego naetapie uplastyczniania by³ brak jego pe³nej weryfikacji.Wymaga ona porównania generowanych charakterystykwyjœciowych procesu, takich jak profile ciœnienia i tempe-ratury na d³ugoœci œlimaka, pobór mocy przez œlimak,wydajnoœæ uplastyczniania, itp., z odpowiednimi charak-terystykami pracy realnej jednostki uplastyczniaj¹cejwtryskarki. Temu zagadnieniu poœwiêcony jest niniejszyartyku³.
Stanowisko badawcze i metodyka badañ
W celu dok³adnej weryfikacji stworzonego modelukomputerowego wykonano stanowisko badawcze do po-miarów parametrów wyjœciowych procesu uplastycznia-nia polimerów przy wtryskiwaniu. Stanowisko to, przed-stawione na rys. 1, opisane zosta³o szczegó³owo w pierw-szej czêœci artyku³u [6]. Jest ono zbudowane z odpowied-nio oprzyrz¹dowanej wtryskarki œlimakowej, po³¹czonej
z modu³em zbieraj¹cym i przetwarzaj¹cym dane orazz komputerem umo¿liwiaj¹cym zapis i obrazowanie ze-branych danych pomiarowych. W tabeli 1 przedstawiononajwa¿niejsze cechy wtryskarki u¿ytej w badaniach. Po-dano te¿ wartoœci sta³ych parametrów roboczych.
Tab. 1. Podstawowe dane wtryskarki wykorzystanej do badañoraz najwa¿niejsze niezmienne parametry procesu wtryskiwa-nia
Cecha WartoϾ
Producent wtryskarki Battenfeld
Typ wtryskarki Plus 350/70
Œrednica œlimaka 25 mm
L / D 17
Iloœæ zwojów 22
Si³a zamykania formy 350 kN
Maks. obj. wtrysku 49 cm3
Maks. ciœnienie wtrysku 157,5 MPa
Sta³e parametry procesu
Ciœnienie wtrysku 63 MPa
Ciœnienie docisku 33 MPa
Czas docisku 4 s
Temperatura formy 40°C
Do pomiaru najwa¿niejszych charakterystyk uplas-tyczniania, wtryskarkê wyposa¿ono w nastêpuj¹ce ele-menty pomiarowe (scharakteryzowane szczegó³owow pierwszej czêœci artyku³u):— cztery czujniki pT (ciœnienia i temperatury),— sprzêg³o pomiarowe momentu obrotowego,— czujnik indukcyjny mierz¹cy rzeczywist¹ szybkoœæ
obrotow¹ œlimaka,— czujnik przesuniêcia liniowego œlimaka.Badania doœwiadczalne uplastyczniania przy wtryskiwa-niu przeprowadzono z u¿yciem piêciu ró¿nych polime-rów scharakteryzowanych w tabeli 2, odznaczaj¹cych siê³atwoœci¹ przetwórstwa wtryskowego. By³o to istotnez punktu widzenia znacznej liczby i du¿ej rozpiêtoœci pa-rametrów procesu wtryskiwania zmienianych podczasbadañ, które przedstawiono w tabeli 3. Zmiennymi para-metrami by³y:1. Ciœnienie uplastyczniania (wartoœci od 4 – 24 MPa),2. Prêdkoœæ obrotowa œlimaka (zmienna w zakresie
30-70% prêdkoœci maksymalnej œlimaka),3. Czas postoju œlimaka w po³o¿eniu tylnym (liczony od
momentu zakoñczenia fazy rotacji do rozpoczêciafazy wtrysku, zmienny w przedziale 8-50 s),
4. Temperatura cylindra (sta³a dla obu wystêpuj¹cychwe wtryskarce stref grzejnych, ustawiana na piêciupoziomach tak, aby œrodkowa wartoœæ by³a wartoœci¹„typow¹”; najczêœciej by³a to wartoœæ, przy której mie-rzono katalogow¹ wartoœæ wskaŸnika MFR, pozosta³ewartoœci temperatury zmieniano kolejno o 15-20°C).
W tabeli 3 przedstawiono zmienne parametry procesuwtryskiwania dla polipropylenu. Dla pozosta³ych czte-rech polimerów by³y one bardzo podobne za wyj¹tkiem
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Doœwiadczalna weryfikacja komputerowego modelu procesu uplastyczniania polimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze 109
Rys. 1. Wtryskarka wraz z uk³adem pomiarowo-kontrolnym wykorzys-tana w badaniach

temperatur cylindra, które by³y dobierane odpowiedniodla ka¿dego materia³u i ró¿ni³y siê od tych przedstawio-nych dla PP.
Tab. 2. Polimery wykorzystane do badañ
Polimer Typ Producent MFR [g/10 min]
LDPE Malen E FABS23D022
Basell OrlenPolyolefinsSp. z o.o.
2,0 (190/2,16)
HDPE HostalenGC 7260
Basell OrlenPolyolefinsSp. z o.o.
8,0 (190/2,16)
PP Moplen HP548RBasell OrlenPolyolefinsSp. z o.o.
23 (230/2,16)
PS Krasten 154 SYNTHOSKralupy a.s. 10 (200/5)
POM Schulaform 9A A SchulmanGmbH 10 (190/2,16)
Tab. 3. Parametry procesu wtryskiwania zmieniane podczasbadañ
Parametr / wartoœci
parametr Ciœnienie uplastyczniania [MPa]
wartoϾ 4 7 10 16 24
parametr Prêdkoœæ obrotowa œlimaka [obr/min]
wartoϾ 154 200 240 286 333
parametr Czas postoju œlimaka [s]
wartoϾ 8 12 20 30 50
parametr Temperatura cylindra [°C]
wartoϾ 200 215 230 245 260
Badania procesu uplastyczniania przy wtryskiwaniudla danego polimeru prowadzono, zmieniaj¹c we wska-zanym zakresie jeden z parametrów podanych w tab. 3.i utrzymuj¹c pozosta³e parametry procesu na sta³ym po-ziomie, równym œrodkowej wartoœci spoœród wymienio-nych.
Cylinder wtryskarki posiada nawierconych 16 otwo-rów pod czujniki, których po³o¿enie schematycznieprzedstawiono na rys. 2a. W cylindrze umieszczono czte-ry czujniki pT o numeracji odpowiednio od 1 do 4 w po³o-¿eniach 4, 8, 12 i 16 z rys. 2a. Pogl¹dowy obraz rozmiesz-czenia czujników pokazano na rys. 2b.
Poni¿ej przedstawione zostan¹ wyniki porównaniaró¿nych charakterystyk uplastyczniania przy wtryskiwa-niu dla polipropylenu, którego podstawowe dane przed-stawiono w tabeli 4. Wyniki pomiarów charakterystykdla pozosta³ych polimerów wymienionych w tab. 2, dlaktórych równie¿ przeprowadzono podobne badania, s¹jakoœciowo podobne, a œrednie ró¿nice w ich wartoœciachs¹ zbli¿one do ró¿nic, które obserwowano dla polipropy-lenu. St¹d te¿ wobec du¿ej iloœci danych pomiarowychzdecydowano siê na przedstawienie wyników wy³¹czniedla PP.
Tab. 4. Podstawowe dane polipropylenu wykorzystanego dobadañ
Cecha WartoϾ
Typ Moplen HP548R
Producent Basell Orlen Polyolefins Sp. z o.o.
MFI (230/2.16) 23 g/10min
Modu³ Younga (ISO 527-2) 1 650 MPa
UdarnoϾ z karbem(ISO 179/1eA) 2.5 kJ/m2
TwardoϾ (ISO 2039-1) 78.0 MPa
Temp. ugiêcia (ISO 75-2/B) 95°C
Porównanie wyników modeluz charakterystykami doœwiadczalnymi
Na rysunkach 3-10 przedstawiono porównanie mode-lowych charakterystyk procesu uplastyczniania PP z cha-rakterystykami pracy rzeczywistej wtryskarki. Z uwagina cykliczny (a wiêc nieustalony/kwazi-ustalony) prze-bieg procesu wtryskiwania wyniki odnosz¹ siê do mo-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
110 Jacek IWKO, R. STELLER
Rys. 2. Rozmieszczenie otworów w cylindrze wtryskarki pod czujniki pT (A) oraz pogl¹dowy widok rozmieszczenia czterech czujników pT w cylin-drze (B)

mentu cyklu wtryskowego, który wystêpuje tu¿ przed za-koñczeniem obrotów œlimaka, czyli do chwili zakoñcze-nia stapiania dynamicznego. Ten moment odpowiadaj¹cymaksymalnemu wype³nieniu kana³u œlimaka tworzy-wem sta³ym jest krytyczny z punktu widzenia wartoœcipodstawowych charakterystyk procesu uplastycznianiaprzy wtryskiwaniu i ma decyduj¹ce znaczenie dla takichprocesów, jak: kszta³towanie siê profili ciœnienia i tempe-ratury na d³ugoœci œlimaka, pobór mocy przez œlimak,wielkoœæ momentu obrotowego œlimaka czy wydajnoœæuplastyczniania.
1. Zmienne ciœnienie uplastyczniania
W pierwszej czêœci badañ zmieniano ciœnienie uplas-tyczniania w uk³adzie uplastyczniaj¹cym wtryskarki. Po-zosta³e parametry procesu utrzymywano na sta³ym po-ziomie, tj. prêdkoœæ obrotowa œlimaka v = 240 obr/min,czas postoju œlimaka w po³o¿eniu tylnym tp = 20s oraztemperatura cylindra Tb = 230°C.
Na rysunku 3 przedstawiono porównanie profili ciœ-nienia i temperatury na d³ugoœci œlimaka dla ciœnieniauplastyczniania równego odpowiednio 4.5, 10 oraz 16MPa.
Porównanie modelowych i pomiarowych profili ciœ-nienia wskazuje na ró¿nice rzêdu 20% w maksimum war-toœci ciœnienia. Model wyznacza zbyt niskie wartoœci ciœ-nienia w tym obszarze. Z kolei ekstrapolacja krzywej do-œwiadczalnej ciœnienia w kierunku mniejszych numerówzwojów wskazuje, i¿ w pocz¹tkowej czêœci œlimaka mo-del nieco zawy¿a wartoœci ciœnienia. Porównanie charak-terystyk profili ciœnienia dla innych polimerów daje zró¿-nicowane wyniki – dla LDPE model przeszacowuje war-
toœci ciœnienia na praktycznie ca³ej d³ugoœci œlimaka przyró¿nicach ciœnieñ rzeczywistym i prognozowanymw miejscu jego maksimum rzêdu 20%, natomiast dlaHDPE i POM oba profile ciœnienia wykazuj¹ dobr¹ zgod-noœæ (ró¿nice ok. 2%) niezale¿nie od ustawionego ciœnie-nia uplastyczniania.
Generalnie, widoczna jest zale¿noœæ ró¿nic w przebie-gu profili ciœnienia od lepkoœci, a tym samym od wskaŸ-nika MFR. Dla LDPE Malen E FABS 23D022 – polimerucharakteryzuj¹cego siê wiêksz¹ lepkoœci¹ w stanie p³yn-nym, a tym samym mniejszym wskaŸnikiem MFR (p. tab.2), model przeszacowuje wartoœæ ciœnienia. Z kolei dla PPtypu Moplen HP548R, który ma du¿¹ wartoœæ MFR,a wiêc niewielk¹ lepkoœæ, model niedoszacowuje wartoœæciœnienia. Dla polimerów HDPE i POM, dla których MFRjest rzêdu 10, model wyznacza poprawne wartoœci ciœ-nieñ na ca³ej d³ugoœci œlimaka. Problem ten bêdzie jeszczeprzedmiotem dalszych analiz w celu poprawy zgodnoœciprzewidywanego przez model profilu ciœnienia z wartoœ-ciami doœwiadczalnymi.
Porównanie profili temperatury wskazuje na dobr¹zgodnoœæ wartoœci przewidywanych przez model z rze-czywistym zachowaniem uk³adu uplastyczniaj¹cegowtryskarki przy ró¿nicach rzêdu 2-3°C, praktycznie nie-zale¿nie od wartoœci ciœnienia uplastyczniania. Porówna-nie profili temperatury dla innych polimerów daje, po-dobnie jak w przypadku ciœnienia, ró¿ne rezultaty. Dlapolimerów HDPE i POM ró¿nice w profilach temperatu-ry s¹ rzêdu 8-10°C, natomiast dla LDPE ró¿nice te s¹wiêksze i siêgaj¹ 15-18°C. Model w ka¿dym przypadkuprzeszacowuje wartoœci temperatur. W rzeczywistoœcinie obserwuje siê du¿ych wzrostów temperatur polimeruw cylindrze wtryskarki. Niezale¿nie od rodzaju polimeru
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Doœwiadczalna weryfikacja komputerowego modelu procesu uplastyczniania polimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze 111
Rys. 3. Porównanie profili ciœnienia (na górze) i temperatury (na dole) w procesie wtryskiwania polipropylenu przy ró¿nych ciœnieniach uplastycz-niania

oraz parametrów procesu, wzrost ten wynosi zawszeok. 2-6 °C.
Widaæ, i¿ ró¿nice w profilach temperatury, podobniejak ró¿nice profili ciœnienia, maj¹ odniesienie do lepkoœcii ró¿nice te s¹ tym wiêksze, im wiêksza jest lepkoœæ sto-pionego polimeru. Problem ten bêdzie jeszcze przedmio-tem dalszych badañ w celu poprawy zgodnoœci wskazañtemperatur tworzywa przez model z wartoœciami tempe-ratur zmierzonymi na wtryskarce.
Na rys. 4 przedstawiono porównanie innych modelo-wych charakterystyk procesu uplastyczniania PP przywtryskiwaniu z wartoœciami zmierzonymi doœwiadczalniena stanowisku badawczym przy zmieniaj¹cym siê ciœnie-niu uplastyczniania. Widaæ dobr¹ zgodnoœæ profili teore-tycznych i doœwiadczalnych przy ró¿nicach iloœciowychnie przekraczaj¹cych 20%. Zwraca uwagê dobre przewidy-wanie przez model dynamiki zmian procesu przy zmienia-j¹cym siê ciœnieniu uplastyczniania, czego obrazem s¹ po-dobne kszta³ty obu krzywych. Model wyznacza nieco zama³e wartoœci mocy pobranej przez œlimak, momentu ob-rotowego œlimaka oraz czasu rotacji œlimaka. Poniewa¿wydajnoœæ uplastyczniania maleje z czasem rotacji œlima-ka, zatem przy niedoszacowaniu czasu rotacji, model rów-noczeœnie przeszacowuje wydajnoœæ uplastyczniania.
2. Zmienna prêdkoœæ obrotowa œlimaka
Badania procesu uplastyczniania przy wtryskiwaniuprzeprowadzono dla piêciu ró¿nych prêdkoœci obroto-wych œlimaka, przedstawionych w tab. 3.
Porównanie teoretycznych i doœwiadczalnych profiliciœnienia dla zmieniaj¹cych siê prêdkoœci obrotowych œli-
maka da³o wyniki bardzo podobne do przedstawionychna rys. 4 (przy podobnych ró¿nicach wartoœci siêgaj¹cych20%) i st¹d nie bêd¹ przedstawiane. Porównanie profilitemperatury przedstawiono na rys. 5. Naniesiono na nimtylko wartoœci temperatur dla najmniejszej oraz najwiêk-szej stosowanej prêdkoœci obrotowej œlimaka, gdy¿ dlapoœrednich prêdkoœci uzyskano wyniki mieszcz¹ce siêpomiêdzy wynikami dla prêdkoœci granicznych. Z rysun-ku 5 wynika, i¿ model wskazuje poprawnie wartoœæ tem-peratury tworzywa dla mniejszych prêdkoœci œlimaka,natomiast dla prêdkoœci wiêkszych przeszacowuje war-toœci temperatur tworzywa o ok. 5-7°C. Przeszacowanieto wynika prawdopodobnie ze zbyt du¿ej modelowejwartoœci ciep³a generowanego w wyniku tarcia lepkiegoprzy wiêkszych wartoœciach prêdkoœci obrotowej œlima-ka. Analogiczne zale¿noœci obserwuje siê dla innychprzebadanych polimerów.
Porównanie innych charakterystyk procesu uplas-tyczniania przy wtryskiwaniu PP dla zmieniaj¹cych siêprêdkoœci obrotowych œlimaka przedstawiono na rys. 6.Widaæ, i¿ model generalnie w sposób poprawny jakoœcio-wo wyznacza te charakterystyki przy maksymalnych ró¿-nicach iloœciowych nie przekraczaj¹cych 25%. Zastana-wia niewielki szacowany wzrost momentu obrotowegoœlimaka w porównaniu z wiêkszym wzrostem momentuobserwowanym na wtryskarce. Problem ten bêdzie jesz-cze w przysz³oœci analizowany.
3. Zmienny czas postoju œlimaka
Badania procesu uplastyczniania przy wtryskiwaniuprzeprowadzono dla piêciu ró¿nych czasów postoju œli-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
112 Jacek IWKO, R. STELLER
Rys. 4. Porównanie ró¿nych charakterystyk uplastyczniania podczas wtryskiwania polipropylenu przy ró¿nych ciœnieniach uplastyczniania

PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Doœwiadczalna weryfikacja komputerowego modelu procesu uplastyczniania polimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze 113
Rys. 7. Porównanie profili temperatury w procesie wtryskiwania polipropylenu przy ró¿nych czasach postoju œlimaka
Rys. 6. Porównanie ró¿nych charakterystyk uplastyczniania podczas wtryskiwania polipropylenu przy ró¿nych prêdkoœciach obrotowych œlimaka
Rys. 5. Porównanie profili temperatury w procesie wtryskiwania polipropylenu przy ró¿nych prêdkoœciach obrotowych œlimaka

maka w po³o¿eniu tylnym, przedstawionych w tab. 3. Po-równanie profili ciœnienia dla zmieniaj¹cych siê czasówpostoju da³o wyniki analogiczne do przedstawionych narys. 4, przy podobnych ró¿nicach wartoœci teoretycznychi doœwiadczalnych siêgaj¹cych 20%, st¹d dane te nie bêd¹tutaj przedstawiane. Porównanie profili temperaturyprzedstawiono na rys. 7. Uwzglêdniono na nim tylkowartoœci temperatur dla najmniejszego oraz najwiêksze-
go czasu postoju œlimaka, gdy¿ dla poœrednich czasówuzyskano wyniki le¿¹ce pomiêdzy wynikami dla czasówgranicznych. Widaæ, i¿ model wskazuje poprawnie tem-peraturê tworzywa dla d³u¿szych czasów postoju. Dlakrótkich czasów cyklu, a wiêc i krótkich czasów postojuœlimaka ró¿nice temperatur przewidywanych i rzeczy-wistych PP s¹ znaczne i wynosz¹ 8-12°C. W trakcie ba-dañ, dla krótkich czasów cyklu wyraŸnie widoczny by³
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
114 Jacek IWKO, R. STELLER
Rys. 8. Porównanie ró¿nych charakterystyk uplastyczniania podczas wtryskiwania polipropylenu dla ró¿nych czasów postoju œlimaka
Rys. 9. Porównanie profili ciœnienia (na górze) i temperatury (na dole) w procesie wtryskiwania polipropylenu dla ró¿nych temperatur cylindra

wp³yw nasuwaj¹cego siê szybko tworzywa ch³odniejsze-go, z pocz¹tkowej czêœci cylindra do dalszych jego czêœcii wyraŸnie ni¿sza temperatura stopionego materia³u naprawie ca³ej d³ugoœci cylindra od temperatury samegocylindra o ok. 5-8°C. Model nie przewiduje takiego prze-biegu procesu, zak³adaj¹c minimaln¹ temperaturê war-stewki tworzywa przy cylindrze równ¹ temperaturze cy-lindra od momentu rozpoczêcia stapiania materia³u.Problem ten równie¿ bêdzie wymaga³ korekty w modelu.
Na rys. 8 przedstawiono porównanie ró¿nych charak-terystyk procesu uplastyczniania dla zmiennych czasówpostoju œlimaka w po³o¿eniu tylnym w zakresie 8–50 s.Widaæ, i¿ czas rotacji nie wp³ywa w znacz¹cy sposób natakie charakterystyki jak: moc pobrana przez œlimak, mo-ment obrotowy œlimaka czy czas rotacji œlimaka. Uwi-dacznia siê tu jedynie oczywisty, znacz¹cy wp³yw czasupostoju, zwi¹zanego z czasem cyklu na wydajnoœæ uplas-tyczniania. Œrednie ró¿nice w wartoœciach zmierzonychdoœwiadczalnie i wyznaczonych z modelu nie przekra-czaj¹ 20% za wyj¹tkiem wydajnoœci uplastyczniania,gdzie dla krótkich czasów cyklu wynosz¹ ponad 40%.
4. Zmienna temperatura cylindra
W ostatniej czêœci badañ w uk³adzie uplastycznia-j¹cym wtryskarki zmieniano temperaturê cylindra Tb,tzn. na obu strefach grzejnych wtryskarki ustawiano têsam¹ wartoœæ temperatury, zgodnie z tabel¹ 3. Pozosta³eparametry procesu wtryskiwania utrzymywano na sta-³ym poziomie.
Na rys. 9 przedstawiono porównanie profili ciœnieniai temperatury dla ró¿nych temperatur cylindra równych
odpowiednio 200, 215 oraz 230°C. Widaæ, i¿ dla ni¿szychtemperatur cylindra model znacznie przeszacowuje war-toœæ ciœnienia, podczas gdy dla wy¿szych temperaturtrend jest przeciwny. Zachowanie takie mo¿e mieæ przy-czynê w opisywanej wczeœniej silnej zale¿noœci wyzna-czanej wartoœci ciœnienia od lepkoœci stopionego polime-ru. Analizuj¹c profil temperatury widaæ, i¿ model lepiejprzewiduje wartoœci temperatur tworzywa dla wy¿szychtemperatur cylindra. Przy ni¿szych temperaturach proce-su ró¿nice w profilach teoretycznym i doœwiadczalnymrosn¹, osi¹gaj¹c dla temp. 200°C wartoœci rzêdu 10°C.Przyczyn¹ tych ró¿nic mo¿e byæ, opisywany powy¿ejprzy zmiennym czasie postoju problem przyjêcia tempe-ratury stopionego tworzywa w warstewce przy œciancecylindra równej temperaturze cylindra, podczas gdy narys. 9 obserwujemy, szczególnie dla Tb=200°C, wartoœcitemperatury stopionego PP ni¿sze od Tb.
Na rys. 10 zaprezentowano porównanie charakterys-tyk teoretycznych i doœwiadczalnych procesu uplastycz-niania przy wtryskiwaniu PP dla ró¿nych temperatur cy-lindra Tb w zakresie 200-260°C. Widaæ brak wp³ywu Tb nawydajnoœæ uplastyczniania oraz spodziewany spadekmocy pobranej przez œlimak wraz ze wzrostem tempera-tury cylindra. Obserwuje siê równie¿ nieznaczny wzrostczasu rotacji œlimaka dla zwiêkszaj¹cych siê wartoœci Tb
(w badaniach zaobserwowano wyst¹pienie w tym zakre-sie Tb niewielkiego minimum dla 215°C). Natomiast mo-ment obrotowy œlimaka wyznaczany jest przez modelw sposób nieprawid³owy; dla zmieniaj¹cej siê temperatu-ry cylindra widaæ spadek, a nastêpnie wzrost momentuobrotowego. Bli¿sza analiza tego problemu wykaza³awystêpowanie pewnych niestabilnoœci numerycznych
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Doœwiadczalna weryfikacja komputerowego modelu procesu uplastyczniania polimerów przy wtryskiwaniu – czêœæ 2. Badania porównawcze 115
Rys. 10. Porównanie ró¿nych charakterystyk uplastyczniania podczas wtryskiwania polipropylenu dla ró¿nych temperatur cylindra

przy wyznaczaniu wartoœci momentu obrotowego dlazmieniaj¹cej siê temperatury Tb. Zagadnienie to bêdzieprzedmiotem dalszych badañ i korekt w modelu.
Podsumowanie
W pracy przeanalizowano proces uplastyczniania po-lipropylenu przy ró¿nych parametrach zmiennych, a nas-têpnie porównano wartoœci charakterystyk uplastycznia-nia z charakterystykami wyznaczonymi przez modelkomputerowy. Stwierdzono, ¿e model poprawnie wyz-nacza dynamikê zmian procesu uplastyczniania przyzmieniaj¹cych siê parametrach wejœciowych procesu,a œrednie rozbie¿noœci iloœciowe pomiêdzy charakterys-tykami teoretycznymi a doœwiadczalnymi nie przekra-czaj¹ 25%.
Model komputerowy wymaga jeszcze zmian w kie-runku poprawy zgodnoœci wyznaczanych charakterystykz charakterystykami pracy rzeczywistej jednostki uplas-tyczniaj¹cej wtryskarki. Zmiany te powinny obejmowaæprzede wszystkim modyfikacje metod:
1. Wyznaczania ciœnienia na d³ugoœci œlimaka,2. Wyznaczania profilu temperatury,3. Obliczania wydajnoœci uplastyczniania,4. Wyznaczania momentu obrotowego œlimaka.Wykonane badania pozwoli³y w kilku przypadkach
na ustalenie potencjalnych Ÿróde³ i przyczyn rozbie¿noœcidanych teoretycznych i doœwiadczalnych, co u³atwi
wprowadzenie stosowanych korekt w istniej¹cym mode-lu symulacyjnym.
Projekt zosta³ sfinansowany ze œrodków Narodowego CentrumNauki, nr wniosku N N519 651840.
Bibliografia
[1] Wilczyñski K. i in., Model komputerowy procesów wyt³aczaniai wtryskiwania, Technical Transactions Mechanics, 2009, 1-M,367.
[2] Steller R., Iwko J.: Modelowanie procesu uplastyczniania poli-merów przy wtryskiwaniu: I – za³o¿enia oraz strefa transportutworzywa sta³ego, Polimery, 2008, 11/12, 836.
[3] Steller R., Iwko J.: Komputerowa symulacja procesu uplastycz-niania polimerów podczas wtryskiwania. Cz. 1, D¹¿¹c do opti-mum, PlastNews, 2009, 5, 72.
[4] Iwko J., Steller R.: Komputerowa symulacja procesu uplastycz-niania polimerów podczas wtryskiwania. Cz. 2, Teoria a praktyka,PlastNews, 2009, 6, 42.
[5] Steller R., Iwko J.: Modelowanie procesu uplastyczniania poli-merów przy wtryskiwaniu: II – strefa stapiania, Polimery, 2011,1, 51.
[6] Iwko J., Steller R., Doœwiadczalna weryfikacja komputerowegomodelu procesu uplastyczniania polimerów przy wtryskiwaniuczêœæ 1. Stanowisko badawcze, Przetwórstwo Tworzyw, w dru-ku.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
116 Jacek IWKO, R. STELLER

Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYKBoles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYKWydzia³ In¿ynierii Mechanicznej i RobotykiAkademia Górniczo-Hutnicza im. Stanis³awa Staszica w KrakowieAl. A. Mickiewicza 30, 30-059 KrakówE-mail: [email protected]. [email protected], [email protected]
Badania wp³ywu czynników technologicznych na parametry fotometryczne
lampy samochodowej typu CHMSL
Streszczenie: W pracy podjêto problem oceny wp³ywu jakoœci wykonania gniazd form wtryskowych oraz dok³ad-noœci monta¿u soczewki zewnêtrznej z obudow¹ na parametry fotometryczne (natê¿enie œwiat³a) systemu optycz-no-œwietlnego lampy typu CHMSL, ang. Center High-Mounted Stop Lamp. Analizuj¹c literaturê z tej dziedzinymo¿na zauwa¿yæ niszê w badaniach dotycz¹cych dok³adnoœci monta¿u oraz wp³ywu czynników technologicznychna parametry fotometryczne lamp samochodowych. Autorzy przedstawili szczegó³owe badania wykonane zgodniez norm¹ E/ECE/324 Europejskiej Komisji Gospodarczej. Przeprowadzone badania umo¿liwi³y zweryfikowaniedotychczasowej wiedzy na temat wp³ywu ró¿nych czynników technologicznych na jakoœæ wykonania trzeciej lampystopu oraz okreœlenie podstawowych parametrów, dziêki którym mo¿na poprawiæ bezpieczeñstwo uczestników ru-chu drogowego.S³owa kluczowe: fotometria, tworzywa sztuczne, lampy samochodowe, zgrzewanie ultradŸwiêkowe.
STUDY OF THE IMPACT OF TECHNOLOGICAL FACTORS ON THE PHOTOMETRIC PARAMETERSOF CHMSL AUTOMOTIVE LAMPSIn this study, assessment of the impact of the workmanship of injection mould cavities and of the precision of exter-nal lens and housing installation on the photometric parameters (light intensity) of the lighting system ofa CHMSL lamp, or Center High-Mounted Stop Lamp, was undertaken. Analysis of the literature concerning thisfield shows a niche in studies involving precision of installation and the impact of technological factors on the photo-metric parameters of automotive lamps. The authors have presented detailed tests performed in accordance withstandard E/ECE/324 of the European Economic Commission. These tests made it possible to verify current know-ledge on the impact of various technological factors on the workmanship of the third stop lamp and to determine ba-sic parameters thanks to which the safety of travellers on the road can be improved.
1. Wprowadzenie
Zmniejszenie liczby wypadków oraz kolizji drogo-wych to wyzwania, które stawiane s¹ przed konstrukto-rami samochodów, a przede wszystkim przed tworz¹cy-mi prawo o ruchu drogowym. Wprowadzanie innowacyj-nych rozwi¹zañ, nowych systemów, ci¹g³e udoskonala-nie istniej¹cych uk³adów to dzia³ania podejmowaneprzez koncerny motoryzacyjne, których celem jest zwiêk-szenie bezpieczeñstwa ruchu drogowego. Bezpoœredniwp³yw na szybkoœæ reakcji kierowców, a co za tym idziena zwiêkszenie poziomu bezpieczeñstwa ma widocznoœæpojazdów innych uczestników ruchu drogowego.
Odpowiednio wczesna reakcja kierowcy na zaistnia³ezagro¿enie mo¿e przyczyniæ siê do uratowania ¿ycia lubzdrowia. Czynnikiem maj¹cym wp³yw na iloœæ wypad-ków i kolizji drogowych, szczególnie w trudnych warun-kach atmosferycznych oraz po zapadniêciu zmroku jestnatê¿enie œwiat³a emitowane przez systemy oœwietlenia.
W pracach [3, 5, 9, 10] przedstawiono wp³ywy ró¿nychparametrów na dzia³anie systemu optycznego pojazdów.
W artyku³ach [4, 6, 7, 11, 12] mo¿na znaleŸæ badaniawp³ywu zastosowanych Ÿróde³ œwiat³a, szczególnie diodLED na dzia³anie systemu oœwietlenia zewnêtrznego po-jazdów, a co za tym idzie na bezpieczeñstwo uczestnikówruchu drogowego.
W pracy [8] przedstawiono wyniki badañ wp³ywuparametrów procesu wtrysku tj. ciœnienia docisku, czasudocisku, prêdkoœci wtrysku oraz konstrukcji poszczegól-nych elementów konstrukcyjnych i ich ustawienia wzglê-dem siebie na parametry fotometryczne lampy CHMSL.
Artyku³ zawiera analizê wp³ywu dok³adnoœci wyko-nania gniazd formy wtryskowej oraz parametrów proce-su monta¿u soczewki zewnêtrznej z obudow¹ na para-metry fotometryczne lampy CHMSL.
Celem przeprowadzonych badañ by³o zweryfikowa-nie dotychczasowej wiedzy na temat procesu wytwarza-nia oraz okreœlenie wp³ywu parametrów procesu monta-¿u i dok³adnoœci wykonania form wtryskowych na para-metry fotometryczne badanej lampy.
2. Budowa lampy samochodowej typu CHMSL
Lampa CHMSL w Polce okreœlana jako trzecia lampastopu po raz pierwszy zosta³a wprowadzona w USA i Ka-nadzie w 1986 roku. W Europie obowi¹zek stosowaniatych lamp zosta³ wprowadzony dopiero w 1998 roku. Za-daniem tej lampy jest dodatkowe ostrze¿enie pojazdówpoprzedzaj¹cych o wykonywanym manewrze hamowa-nia.
Do badañ u¿yto lampê typu CHMSL, której elementysk³adowe przedstawiono na rysunku 1.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania wp³ywu czynników technologicznych na parametry fotometryczne lampy samochodowej typu CHMSL 117
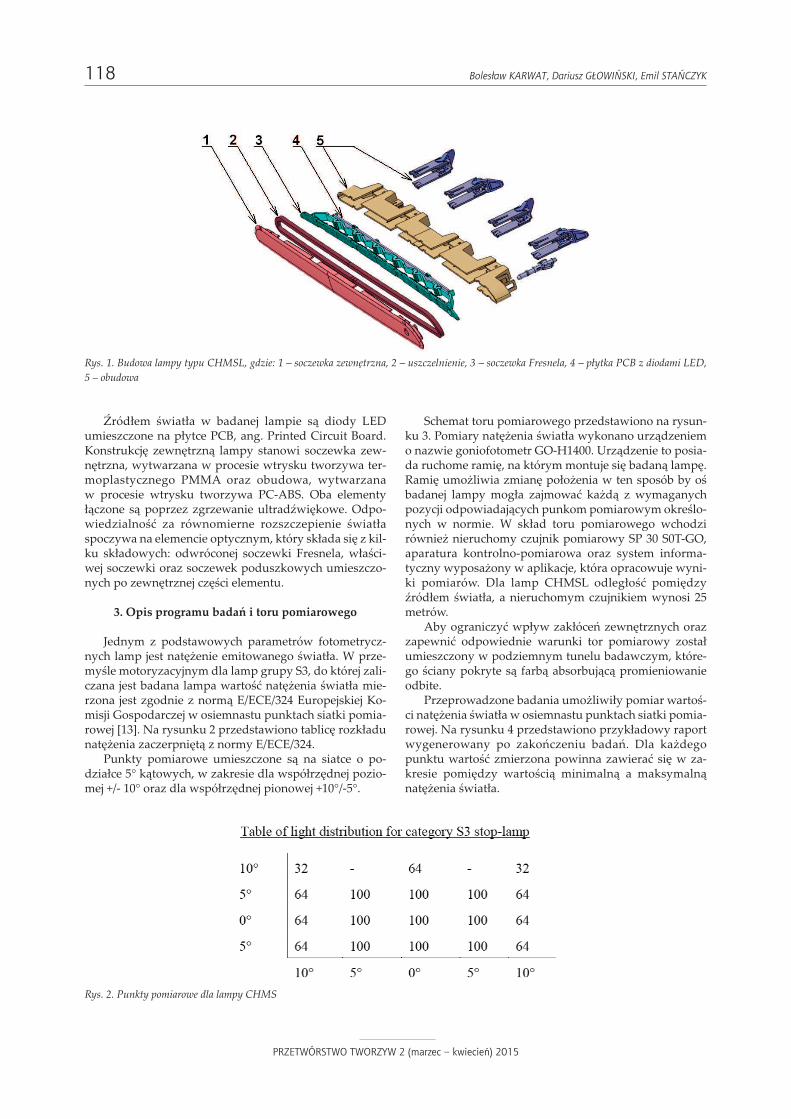
�ród³em œwiat³a w badanej lampie s¹ diody LEDumieszczone na p³ytce PCB, ang. Printed Circuit Board.Konstrukcjê zewnêtrzn¹ lampy stanowi soczewka zew-nêtrzna, wytwarzana w procesie wtrysku tworzywa ter-moplastycznego PMMA oraz obudowa, wytwarzanaw procesie wtrysku tworzywa PC-ABS. Oba elementy³¹czone s¹ poprzez zgrzewanie ultradŸwiêkowe. Odpo-wiedzialnoœæ za równomierne rozszczepienie œwiat³aspoczywa na elemencie optycznym, który sk³ada siê z kil-ku sk³adowych: odwróconej soczewki Fresnela, w³aœci-wej soczewki oraz soczewek poduszkowych umieszczo-nych po zewnêtrznej czêœci elementu.
3. Opis programu badañ i toru pomiarowego
Jednym z podstawowych parametrów fotometrycz-nych lamp jest natê¿enie emitowanego œwiat³a. W prze-myœle motoryzacyjnym dla lamp grupy S3, do której zali-czana jest badana lampa wartoœæ natê¿enia œwiat³a mie-rzona jest zgodnie z norm¹ E/ECE/324 Europejskiej Ko-misji Gospodarczej w osiemnastu punktach siatki pomia-rowej [13]. Na rysunku 2 przedstawiono tablicê rozk³adunatê¿enia zaczerpniêt¹ z normy E/ECE/324.
Punkty pomiarowe umieszczone s¹ na siatce o po-dzia³ce 5° k¹towych, w zakresie dla wspó³rzêdnej pozio-mej +/- 10° oraz dla wspó³rzêdnej pionowej +10°/-5°.
Schemat toru pomiarowego przedstawiono na rysun-ku 3. Pomiary natê¿enia œwiat³a wykonano urz¹dzeniemo nazwie goniofotometr GO-H1400. Urz¹dzenie to posia-da ruchome ramiê, na którym montuje siê badan¹ lampê.Ramiê umo¿liwia zmianê po³o¿enia w ten sposób by oœbadanej lampy mog³a zajmowaæ ka¿d¹ z wymaganychpozycji odpowiadaj¹cych punkom pomiarowym okreœlo-nych w normie. W sk³ad toru pomiarowego wchodzirównie¿ nieruchomy czujnik pomiarowy SP 30 S0T-GO,aparatura kontrolno-pomiarowa oraz system informa-tyczny wyposa¿ony w aplikacje, która opracowuje wyni-ki pomiarów. Dla lamp CHMSL odleg³oœæ pomiêdzyŸród³em œwiat³a, a nieruchomym czujnikiem wynosi 25metrów.
Aby ograniczyæ wp³yw zak³óceñ zewnêtrznych orazzapewniæ odpowiednie warunki tor pomiarowy zosta³umieszczony w podziemnym tunelu badawczym, które-go œciany pokryte s¹ farb¹ absorbuj¹c¹ promieniowanieodbite.
Przeprowadzone badania umo¿liwi³y pomiar wartoœ-ci natê¿enia œwiat³a w osiemnastu punktach siatki pomia-rowej. Na rysunku 4 przedstawiono przyk³adowy raportwygenerowany po zakoñczeniu badañ. Dla ka¿degopunktu wartoœæ zmierzona powinna zawieraæ siê w za-kresie pomiêdzy wartoœci¹ minimaln¹ a maksymaln¹natê¿enia œwiat³a.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
118 Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYK
Rys. 1. Budowa lampy typu CHMSL, gdzie: 1 – soczewka zewnêtrzna, 2 – uszczelnienie, 3 – soczewka Fresnela, 4 – p³ytka PCB z diodami LED,5 – obudowa
Rys. 2. Punkty pomiarowe dla lampy CHMS
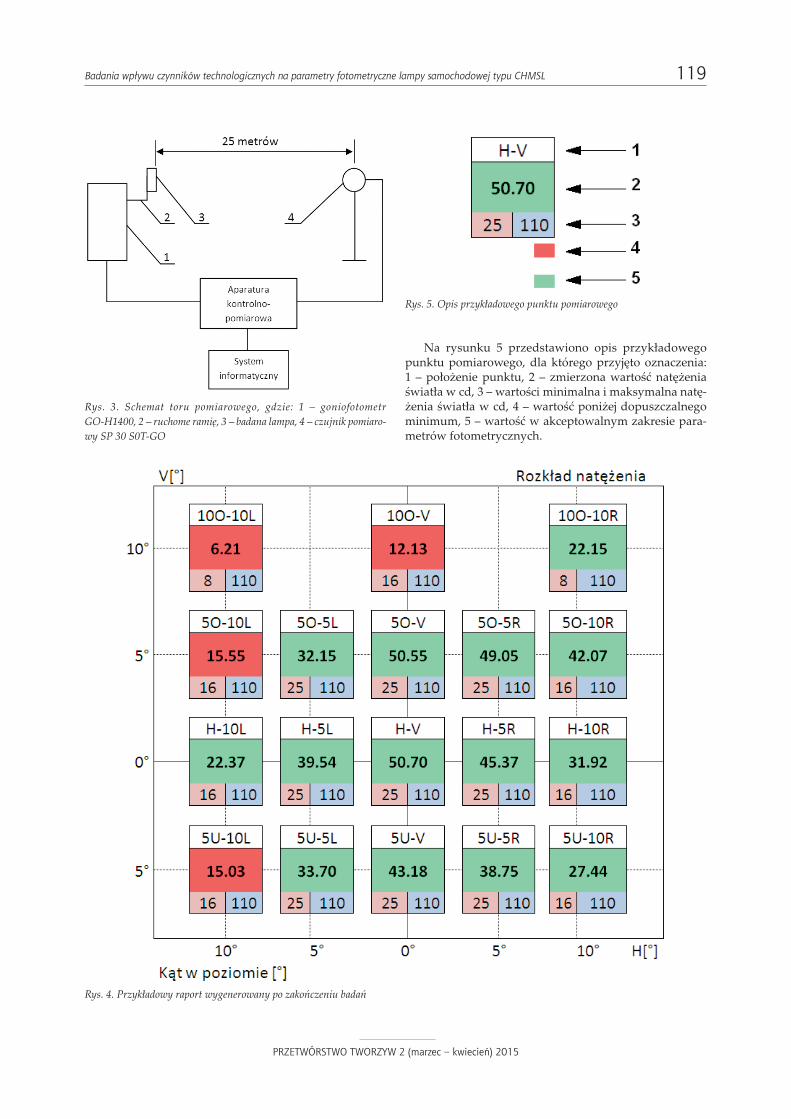
Na rysunku 5 przedstawiono opis przyk³adowegopunktu pomiarowego, dla którego przyjêto oznaczenia:1 – po³o¿enie punktu, 2 – zmierzona wartoœæ natê¿eniaœwiat³a w cd, 3 – wartoœci minimalna i maksymalna natê-¿enia œwiat³a w cd, 4 – wartoœæ poni¿ej dopuszczalnegominimum, 5 – wartoœæ w akceptowalnym zakresie para-metrów fotometrycznych.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania wp³ywu czynników technologicznych na parametry fotometryczne lampy samochodowej typu CHMSL 119
Rys. 4. Przyk³adowy raport wygenerowany po zakoñczeniu badañ
Rys. 3. Schemat toru pomiarowego, gdzie: 1 – goniofotometrGO-H1400, 2 – ruchome ramiê, 3 – badana lampa, 4 – czujnik pomiaro-wy SP 30 S0T-GO
Rys. 5. Opis przyk³adowego punktu pomiarowego

4. Wp³yw zmian parametrów konstrukcyjnych systemuoptycznego na natê¿enie emitowanego œwiat³a
Celem badañ by³o okreœlenie wp³ywu zmian wymia-rów badanego systemu optycznego na natê¿enia œwiat³aemitowanego przez lampê CHMSL. Geometria systemuoptycznego, czyli odleg³oœci pomiêdzy poszczególnymielementami ustala wartoœci ogniskowych optycznych,które wp³ywaj¹ na za³amanie i rozszczepienie promienio-wania. Badanie zmian wymiarów geometrycznych jesto tyle istotne, i¿ tworzenie konstrukcji lampy obarczonejest ryzykiem wynikaj¹cym z metody ³¹czenia. Po³¹czenieobudowy lampy z soczewk¹ zewnêtrzn¹ realizowane jestpoprzez zgrzewanie ultradŸwiêkowe, czyli proces pole-gaj¹cy na wprawianiu w drgania mechaniczne o czêstotli-woœci oko³o 20kHz jednego z dwóch spajanych elemen-
tów. Podczas tego procesu dwa ³¹czone elementy umiesz-cza siê tak, by spajane powierzchnie styka³y siê ze sob¹.Pozycjonowanie realizowane jest jedynie poprzez odpo-wiednie ukszta³towanie ³¹czonych powierzchni (krawê-dzi), co jest metod¹ nietrwa³¹ i stwarzaj¹c¹ ryzyko wys-t¹pienia przemieszczeñ zgrzewanych powierzchni pod-czas samego procesu przygotowywania do operacjizgrzewania. Dodatkowym zagro¿eniem jest sam proceszgrzewania w trakcie, którego nastêpuje wzajemne prze-tapianie siê dwóch elementów pod wp³ywem wibracji,które to przy nieprawid³owo dobranych parametrachprocesu mog¹ powodowaæ zmianê po³o¿enia k¹towegolub te¿ liniowego soczewki zewnêtrznej. Przyk³ad jednejz takich sytuacji zosta³ przedstawiony na rysunku 7, naktórym mo¿na zauwa¿yæ wyraŸn¹ zmianê k¹ta szybywzglêdem konstrukcji ca³ej lampy.
W drugim przypadku nie pokazanym na ilustracjiwymuszono zmianê po³o¿enia szyby w osi pionowej.Podczas badañ wp³ywu deformacji k¹towej zmienianok¹t po³o¿enia szyby wzglêdem soczewki Fresnela oraz
Ÿród³a œwiat³a, wymuszaj¹c 4 ró¿ne po³o¿enia, odpo-wiednio +7°; +11° w prawo oraz – 7°; –11° w lewo. Wynikipomiarów przedstawiono na rysunku 8.
Wymuszenie po³o¿enia do skrajnie badanych wartoœ-ci k¹tów –11° i +11°, spowodowa³o znaczne pogorszenienatê¿enia emitowanego œwiat³a w obu przypadkach, a¿do poziomu poni¿ej akceptowalnego minimum dla wiêk-szoœci z mierzonych punktów.
Takie odchylenie spowodowa³o rozproszenie promie-niowania przez soczewki poduszkowe znajduj¹ce siê powewnêtrznej czêœci soczewki zewnêtrznej. Wyniki po-miarów dla skrajnych punktów s¹ zbli¿one do wartoœcinominalnych, a znacznie os³abione w œrodkowym zakre-sie spektrum. Wynika to z niesymetrycznoœci soczewekpoduszkowych, co zosta³o przedstawione na rysunku 6,która jest wymagana w zwi¹zku z niesymetryczn¹ propa-gacj¹ œwiat³a, zakres +10° do –5° od osi poziomej lampy.
Analiza wyników dla wartoœci k¹tów odchylenia +7°i –7° wskazuje, ¿e dla przypadku pierwszego wartoœci na-tê¿enia pogarszaj¹ siê dla wiêkszoœci z punktów, pokazu-j¹c jednak zbie¿noœæ z wymaganiami dla skrajnych punk-tów. Przypadek dla k¹ta –7° wykazuje zale¿noœæ odwrot-n¹ tzn. zmiana p³aszczyzny spowodowa³a poprawê wy-ników.
Wnioskiem wynikaj¹cym z przeprowadzonej analizyjest po pierwsze, wskazanie na mo¿liw¹ korektê po³o¿e-nia soczewki wzglêdem obudowy oraz zalecenie dodat-kowej kontroli przemieszczenia szczególnie w kierunkulewym jako bardziej negatywnie wp³ywaj¹cego na para-metry fotometryczne lampy CHMSL.
Zbadano równie¿ wp³yw zmiany odleg³oœci soczewkizewnêtrznej wzglêdem Ÿród³a œwiat³a w osi pionowej(zak³adaj¹c zerowe odkszta³cenie k¹towe). Przeprowa-dzone badania przedstawione na rysunku 9 wykaza³y, ¿ezmniejszenie odleg³oœci o 0,5 mm powoduje spadek natê-¿enia œwiat³a w ka¿dym z mierzonych punktów. Kolejnezmniejszenie tej odleg³oœci powoduje dalsze pogorszeniewyników.
Badania potwierdzi³y, ¿e zachowanie sta³ej odleg³oœcipomiêdzy soczewk¹ zewnêtrzn¹ a Ÿród³em œwiat³a ma is-totny wp³yw na parametry fotometryczne lampy. Kluczo-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
120 Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYK
Rys. 6. Przekrój soczewki zewnêtrznej
Rys. 7. Widok zmian geometrycznych
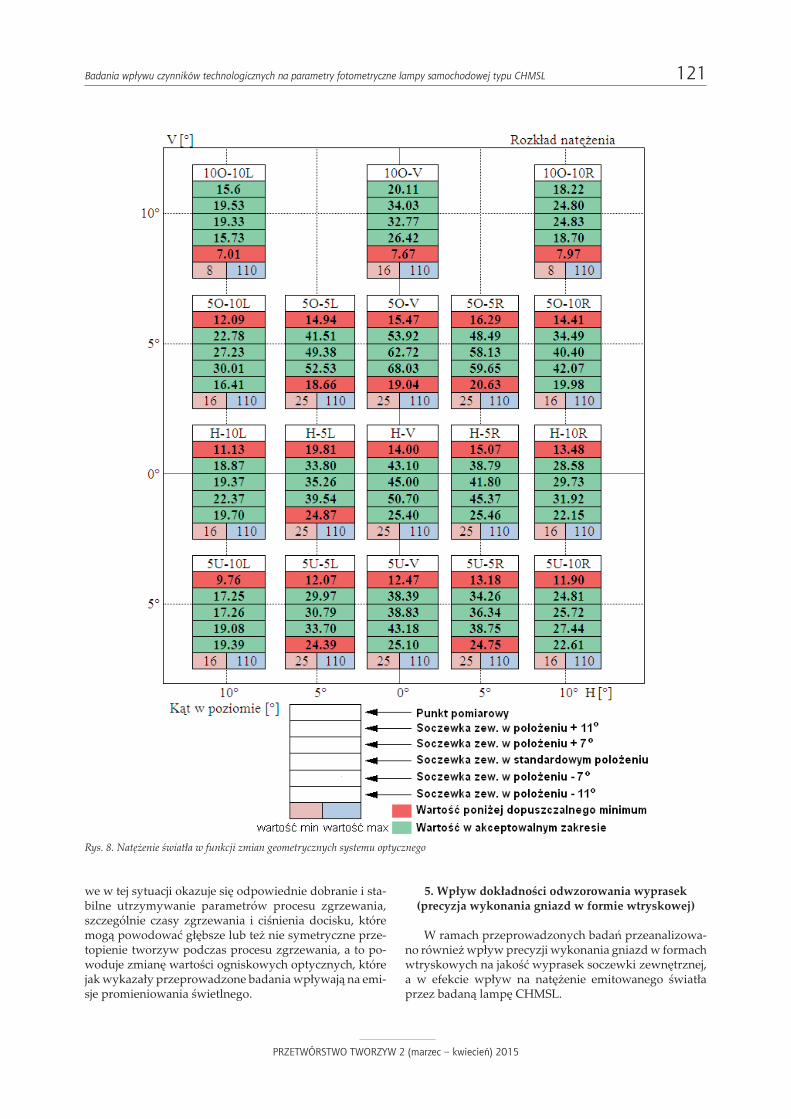
we w tej sytuacji okazuje siê odpowiednie dobranie i sta-bilne utrzymywanie parametrów procesu zgrzewania,szczególnie czasy zgrzewania i ciœnienia docisku, któremog¹ powodowaæ g³êbsze lub te¿ nie symetryczne prze-topienie tworzyw podczas procesu zgrzewania, a to po-woduje zmianê wartoœci ogniskowych optycznych, którejak wykaza³y przeprowadzone badania wp³ywaj¹ na emi-sje promieniowania œwietlnego.
5. Wp³yw dok³adnoœci odwzorowania wyprasek(precyzja wykonania gniazd w formie wtryskowej)
W ramach przeprowadzonych badañ przeanalizowa-no równie¿ wp³yw precyzji wykonania gniazd w formachwtryskowych na jakoœæ wyprasek soczewki zewnêtrznej,a w efekcie wp³yw na natê¿enie emitowanego œwiat³aprzez badan¹ lampê CHMSL.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania wp³ywu czynników technologicznych na parametry fotometryczne lampy samochodowej typu CHMSL 121
Rys. 8. Natê¿enie œwiat³a w funkcji zmian geometrycznych systemu optycznego

Ze wzglêdu na nieuniknion¹ niedoskona³oœæ prowa-dzenia procesu wtryskiwania, dok³adnoœæ wykonaniaformy musi byæ wiêksza ni¿ dok³adnoœæ wyprasek. Bar-dzo istotna jest jakoœæ wykonania zarówno kana³ówprzep³ywowych jak równie¿ gniazd formuj¹cych [1]. Narysunku 10 przedstawiono model formy wtryskowejdwugniazdowej do wytwarzania soczewki zewnêtrznejwykonany w programie Catia V5.
Badania przeprowadzono dla 2 ró¿nych zestawówmatryc dedykowanych do formy wtryskowej u¿ywanychdo wytwarzania soczewek zewnêtrznych. Zestawy mat-ryc pochodzi³y od ró¿nych producentów. Podczas proce-su walidacji obydwu zestawów narzêdzi przeprowadza-nego w tych samych warunkach tzn. ta sama wtryskarka,
identyczny zestaw parametrów, stwierdzono znaczneró¿nice w wartoœci parametrów fotometrycznych. Prze-prowadzona analiza wykaza³a ró¿nice w precyzji odwzo-rowania pryzm znajduj¹cych siê na matrycach wtrysko-wych. Pryzmy te odpowiadaj¹ za kszta³t obszaru socze-wek poduszkowych. Zmierzona ró¿nica zosta³a okreœlo-na dopiero podczas skanowania powierzchniowego wy-konanego dla obu matryc. Na rysunku 11 przedstawionoprzekrój soczewki zewnêtrznej, a na rysunku 12 odwzo-rowanie przekroju pojedynczego kszta³tu soczewki po-duszkowej, gdzie lini¹ niebiesk¹ przedstawiono popraw-ny zarys, a lini¹ pomarañczow¹ zarys niepoprawnie wy-konany. Tolerancja wykonania obróbki powierzchniowejby³a rzêdu 0,25 mm, zamiast wymaganego +/– 0,05 mm.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
122 Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYK
Rys. 9. Natê¿enie œwiat³a w funkcji zmian geometrycznych systemu optycznego

Ró¿nica w zarysie jest obserwowalna na ca³ym obrysiebadanego kszta³tu. Zmierzona œrednia ró¿nica w wartoœ-ci natê¿enia œwiat³a by³a na poziomie 15% w stosunku domatrycy wykonanej zgodnie z wymogami technicz-no-technologicznymi dla tych narzêdzi. Kluczowymwnioskiem z tych badañ by³o, okreœlenie wp³ywu precy-zji wykonania matryc na parametry fotometryczne kom-pletnej lampy oraz sformu³owaniem zalecenia obowi¹z-kowego skanowania powierzchni krytycznych elemen-tów form wtryskowych jako standardowej operacji kon-trolno-pomiarowej przed wdro¿eniem do produkcji.
6. Podsumowanie
W artykule przedstawiono wyniki badañ wp³ywudok³adnoœci monta¿u soczewki zewnêtrznej z obudow¹oraz jakoœci wykonania gniazd form wtryskowych naparametry fotometryczne lampy typu CHMSL.
Jednym z istotnych czynników maj¹cym wp³yw napoziom bezpieczeñstwa ruchu drogowego jest natê¿enieœwiat³a emitowane przez systemy oœwietlenia. Dobór op-tymalnych wartoœci parametrów œwietlnych ma ogromneznaczenie dla zredukowania liczby kolizji i wypadkówdrogowych. Wp³yw na te parametry ma wiele czynnikówmiêdzy innymi: luminacja klosza, wielkoœæ powierzchniœwietlnej [10], stopieñ zabrudzenia [9], parametry proce-su wtrysku wykonania soczewki zewnêtrznej [8], bez-w³adnoœæ Ÿród³a œwiat³a [3], zastosowane Ÿród³o œwiat³aitp. Na podstawie przeprowadzonych badañ stwierdzo-no równie¿ istotn¹ zale¿noœæ po³o¿enia soczewki zew-nêtrznej wzglêdem Ÿród³a œwiat³a. Wp³yw ten do tej poryg³ównie postrzegany by³ jako krytyczny dla zewnêtrz-nych wymiarów lamp. Niezwykle wa¿n¹ obserwacj¹by³o równie¿ wykazanie wiêkszego ni¿ oczekiwanywp³ywu jakoœci wykonania form wtryskowych. Przepro-wadzone pomiary pozwoli³y ustaliæ nowe wytyczne dokontroli jakoœci wykonania form wtryskowych w ra-mach, których rekomenduje siê wykonanie skanowaniapowierzchniowego form dedykowanych dla elementówkrytycznych na przyk³ad takich jak soczewka zew-nêtrzna.
W praktyce istnieje bardzo wiele czynników wp³ywa-j¹cych na jakoœæ finalnego produktu. Aby znaleŸæ roz-wi¹zanie optymalne, nale¿y przebadaæ wszystkie para-metry, co w wielu przypadkach jest albo nie mo¿liwe,albo nieop³acalne. Czêsto rozwi¹zanie suboptymalne jestrozwi¹zaniem zadowalaj¹cym, dlatego ustalenie, którez czynników badanych nale¿y uwzglêdniæ w dalszychetapach doskonalenia produktu, a które mo¿na pomin¹æjest kluczowe [2].
Na podstawie wykonanych badañ mo¿na ustaliæ pod-stawowe parametry, dziêki którym mo¿na wp³ywaæ nafotometriê systemu optycznego, a co za tym idzie na po-ziom bezpieczeñstwa uczestników ruchu drogowego.
Literatura
1. Boci¹ga E., Jaruga T.: Wtryskiwanie precyzyjne. Teka Kom.Bud. Ekspl. Masz. Elektrotech. Bud. – OL PAN, 2008, 7-12
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania wp³ywu czynników technologicznych na parametry fotometryczne lampy samochodowej typu CHMSL 123
Rys. 12. Zarys pojedynczego kszta³tu soczewki poduszkowej
Rys. 11. Przekrój soczewki zewnêtrznej
Rys. 10. Forma wtryskowa dwugniazdowa do wytwarzania soczewkizewnêtrznej

2. Bogucki M., St¹czek P.: Zastosowanie metody najwiêkszegospadku w optymalizacji procesu wtryskiwania. Eksploatacjai Niezawodnoœæ – Maintenance and Reliability 2003;2:18-20.
3. Boguta A., Ostrowski S., Ozimek H.: Energooszczêdnepó³przewodnikowe Ÿród³a œwiat³a stosowane w technice motoryza-cyjnej. Przegl¹d Elektrotechniczny, ISSN 0033-2097, R. 86,2007; 7: 224-226.
4. Eichhorn K.: LEDs In Automotive Lighting. Light-EmittingDiodes: Research, Manufacturing and Applications, Germa-ny 2006.
5. Fekete J., Sik-Lanyi C., Schanda J.: Spectral discomfort glaresensitivity investigations. Ophtalmic and Physiological Op-tics 2010; 2: 182-187.
6. Hofmann M., Byme M.: Comparison of LED Circuits. Tech-zone Magazine, Digi-Key, 2010; 44-49.
7. Kang B., Yong B., Park K.: Performance evaluations of LEDheadlamps. International Journal of Automotive Technology2010; 5:737-742.
8. Karwat B., G³owiñski D., Stañczyk E. Analysis of the influenceof factors on the photometry of the optical light system of chmsl carlamps. Eksploatacja i Niezawodnoœæ – Maintenace and Reli-ability 2013; 4: 369-375
9. £ukasik M.: Uk³ad do oceny stopnia zabrudzenia powierzchniprzepuszczaj¹cych œwiat³o. Prace Instytutu Elektrotechniki,zeszyt 234, 2008: 181-195.
10. Moæko W.: Analiza wp³ywu wartoœci luminancji i pola powierz-chni œwietlnej klosza œwiat³a hamowania na widocznoœæ sygna³ówœwietlnych. Transport Samochodowy, 2011; 1:87-97.
11. Ortega A.V., Silva I.N.: Neural network model for designingautomotive devices using SMD LED. International Journal ofAutomotive Technology 2008; 2:203-210.
12. Silvak M., Schoettle B., Flannagan MJ.: Led headlamps: glareand colour rendering. Lighting Research and Technology,2004; 4: 295-305
13. The Long-Term Effectiveness of Center High Mounted StopLamps In Passenger Cars and Light Trucks. NHTSA TechnicalReport, March 1998, U.S Department of Transportation.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
124 Boles³aw KARWAT, Dariusz G£OWIÑSKI, Emil STAÑCZYK

Mariusz K£ONICA, Józef KUCZMASZEWSKIMariusz K£ONICA, Józef KUCZMASZEWSKIPolitechnika Lubelska, Wydzia³ Mechaniczny, Katedra Podstaw In¿ynierii Produkcjie-mail: [email protected], [email protected]
Badania porównawcze wytrzyma³oœci na œcinanie klejowych po³¹czeñ
zak³adkowych stali 316L po „szokach termicznych”
Streszczenie. W pracy przedstawiono badania porównawcze wytrzyma³oœci statycznej na œcinanie zak³adkowychpo³¹czeñ klejowych wykonanych ze stali 316L. Badania mia³y charakter porównawczy i dotyczy³y po³¹czeñ klejo-wych poddanych zmiennym obci¹¿eniom cieplnym oraz po³¹czeñ niepoddanych takim szokom. Po³¹czenia klejowes¹ coraz czêœciej stosowanym sposobem ³¹czenia w odpowiedzialnych maszynach i urz¹dzeniach eksploatowanychw warunkach zmiennych obci¹¿eñ termomechanicznych. Technika klejenia, dziêki postêpowi w dziedzinie chemiimateria³ów adhezyjnych, ci¹gle siê rozwija. Analizowano wyniki badañ wytrzyma³oœci statycznej na œcinanie,uzyskanej dla ró¿nych sposobów przygotowania materia³u do operacji klejenia. Uzyskane wyniki z przeprowadzo-nych badañ opracowano statystycznie z zachowaniem w³aœciwych standardów naukowych. Zakres badañ obejmo-wa³ stosunkowo krótki cykl zmêczeniowy, wynosi³ on 200 cykli przy zakresie zmiennoœci -40 °C ÷ +60 °C. Celemg³ównym badañ by³o sprawdzenie podatnoœci po³¹czeñ na zmiany wytrzyma³oœci pod wp³ywem zmêczenia ciepl-nego.
COMPARATIVE RESEARCHES OF SHEARING STRENGTH OF SINGLE-LAP ADHESIVE BONDEDJOINTS 316L STEEL AFTER „THERMAL SHOCK”Summary. The article presents results of comparative research of shearing strength of 316L steel single-lap adhesivebonded joints. Adhesive bonding is increasingly being applied as structural joining technique in highly reliable ma-chines and appliances operating in the circumstances of variable thermomechanical loads. The bonding technology,thanks to a progress in the adhesive materials chemistry is continuously developing. Results of static shearingstrength of single-lap adhesive bonded joints for different variations of material preparing were analyzed. The obtai-ned results of the conducted research have been elaborated statistically with respect to the appropriate scientificstandards. The range of research covered relatively short fatigue cycle, that is 200 cycles in range of temperaturesbetween -40°C and +60°C. Determining the susceptibility of joints to changes of durability by the influence of thethermal fatigue was the main aim of investigations.
1. WSTÊP
Po³¹czenia adhezyjne s¹ czêsto stosowane w klejeniui uszczelnianiu konstrukcji mechanicznych. Jest to zwi¹za-ne z wieloma zaletami klejów i po³¹czeñ klejowych. Jakwiadomo, dobre efekty klejenia zale¿¹ w du¿ym stopniuod zastosowanej technologii przygotowania powierzchni,a w³aœciwie warstwy wierzchniej ³¹czonych materia³ów[1-3]. Z regu³y technologie te majê „rozwijaæ” powierzch-niê w znaczeniu geometrycznym oraz ukonstytuowaæ od-powiedni stan energetyczny warstwy wierzchniej [5-8].
Zainteresowanie konstruktorów po³¹czeniami klejo-wymi, jako po³¹czeniami eksploatowanymi w warunkachobci¹¿eñ termomechanicznych wynika z ci¹g³ego postê-pu w in¿ynierii klejów oraz wzrostu kapita³u wiedzy natemat ich wytrzyma³oœci, powoduje to wzrost zaufaniado niezawodnoœci takich po³¹czeñ.
Problem zmêczenia cieplnego po³¹czeñ klejowychi skutków tego zmêczenia na d³ugotrwa³¹, bezpieczn¹
eksploatacjê po³¹czeñ jest wci¹¿ analizowany a efektyobarczone pewnym ryzykiem. Wynika to z wielu czynni-ków wp³ywaj¹cych na wytrzyma³oœæ adhezyjn¹ i kohe-zyjn¹ takich po³¹czeñ. Prezentowana praca jest elemen-tem wzbogacaj¹cym kapita³ wiedzy w tym obszarze.
2. METODYKA BADAÑ
Próbki u¿yte do badañ zosta³y wykonane ze stali 316Lo wymiarach 25×100×1,5 mm. W celu rozwiniêcia po-wierzchni geometrycznej oraz usuniêcia warstwy fizysor-pcyjnej czêœæ badanych próbek poddano obróbce mecha-nicznej narzêdziem nasypowym o ziarnistoœci P320w czasie 30 sekund. Wszystkie próbki oczyszczono œrod-kiem odt³uszczaj¹cym Loctite 7061. W tabeli 1 przedsta-wiono sk³ad chemiczny stali 316L, tabelê opracowano napodstawie certyfikatu materia³u.
W tabeli 2 przedstawiono wybrane w³aœciwoœci stali316L, opracowane na podstawie certyfikatu materia³u.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania porównawcze wytrzyma³oœci na œcinanie klejowych po³¹czeñ zak³adkowych stali 316L po „szokach termicznych” 125
Tabela 1. Sk³ad chemiczny stali 316L (wg certyfikatu materia³u)
Stal 316L
Pierwiastek C Si Mn P S Ni Cr Mo N
WartoϾ, % 0,011 0,54 1,03 0,040 0,001 10,18 16,71 2,05 0,020

Tabela 2. Wybrane w³aœciwoœci stali 316L (wg certyfikatu mate-ria³u)
Stal 316L
Wytrzyma³oœæ narozci¹ganie Rm [MPa]
Umowna granicaplastycznoœci Rp0,2 [MPa]
TwardoϾ[HV]
592 290 148
Do pomiarów k¹ta zwil¿ania na badanej powierzchnistali 316L oraz do wyznaczenia wartoœci swobodnej ener-gii powierzchniowej SEP zastosowano goniometr PGX.U¿yte ciecze do pomiarów k¹ta zwil¿ania by³y nanoszo-ne na badan¹ powierzchniê w sposób automatyczny, wpostaci kropli o sta³ej objêtoœci 4 μl, przez mechanizm go-niometru. Przyjêto nastêpuj¹ce wartoœci swobodnej ener-gii powierzchniowej cieczy pomiarowych oraz ich sk³a-dowych polarnej i dyspersyjnej: swobodna energia po-wierzchniowa wody �w=72,8 [mJ/m2], sk³adowa polarnaswobodnej energii powierzchniowej wody �p
w=51,0[mJ/m2], sk³adowa dyspersyjna swobodnej energii po-wierzchniowej wody �d
w=21,8 [mJ/m2], swobodna energiapowierzchniowa dijodometanu �d=50,8 [mJ/m2], sk³ado-wa polarna swobodnej energii powierzchniowej dijodo-metanu �p
d=2,3 [mJ/m2], sk³adowa dyspersyjna swobod-nej energii powierzchniowej dijodometanu �d
d=48,5[mJ/m2]. Pomiar k¹ta zwil¿ania zarówno wod¹ destylo-wan¹ jak i dijodometanem by³ wykonany minimum dzie-siêæ razy na ka¿dej z badanych próbek. Pomiary odbywa-³y siê na p³ycie pomiarowej po uprzednim sprawdzeniupoziomu za pomoc¹ poziomicy optycznej, w temperatu-rze otoczenia wynosz¹cej (20-22)°C i wilgotnoœci wzglêd-nej (40–45)%.
Do pomiaru chropowatoœci u¿yto profilografometrufirmy Taylor Hobson Surtronic3+. D³ugoœæ odcinka ele-mentarnego dobrano na podstawie literatury [4]. Profileopracowano w programie TalyProfile Lite.
Z tak przygotowanego materia³u wykonano próbki,jako jednozak³adkowe po³¹czenie klejowe. Gruboœæ war-stwy kleju gk=0,1 mm, pozosta³e wymiary przedstawionona rysunku 1.
W badaniach wykorzystano klej Hysol 9484 oraz klejHysol 3421 firmy Loctite utwardzony w temperaturze
otoczenia wynosz¹cej 20-22°C, przy wilgotnoœci wzglêd-nej 35÷40%. Wartoœæ ciœnienia jednostkowego wywiera-nego na powierzchni próbek w procesie klejenia wynosi³a0,2 MPa. Czas utwardzania ustalono na poziomie 120 go-dzin. W tabeli 3 przedstawiono wybrane w³aœciwoœciu¿ytych klejów w stanie utwardzonym.
Tabela. 3. Wybrane w³aœciwoœci kleju Hysol 9484 oraz Hysol3421 w stanie utwardzonym [9, 10]
W³aœciwoœci fizyczne Hysol 9484 Hysol 3421
Wytrzyma³oœæ na rozci¹ganie(ASTM D882), N/mm2 15 28
Wyd³u¿enie (ASTM D882), % 50 6
Modu³ sprê¿ystoœci (ASTM D882),N/mm2 161 963
TwardoϾ (ASTM D1706), Shore D 55 70-80
Temperatura zeszklenia Tg (ASTME1640-99), °C 30 55
Czêœæ próbek wykonanych, jako jednozak³adkowepo³¹czenie klejowe, zarówno dla kleju Hysol 9484 jak i dlakleju Hysol 3421, poddano cyklicznym obci¹¿eniom cie-plnym. Po³¹czenia klejowe poddano 200 cyklom zmien-nej temperatury (szoki termiczne) w komorze szoków ter-micznych. Minimaln¹ temperaturê ustawiono na pozio-mie minus 40°C, a maksymaln¹ równ¹ plus 60°C. Czaskondycjonowania próbek w ka¿dej temperaturze wynosi³15 minut nie wliczaj¹c czasu stabilizacji temperatury.
Badania wytrzyma³oœciowe na œcinanie jednozak³ad-kowych po³¹czeñ klejowych zosta³y przeprowadzone namaszynie wytrzyma³oœciowej Zwick/Roell Z 150, zgodniez norm¹ DIN EN 1465. Prêdkoœæ trawersy podczas próbyniszcz¹cej wynosi³a 2 mm/minutê, a odleg³oœæ uchwytówprzy pozycji startowej wynosi³a 85 mm.
Warto zauwa¿yæ, ¿e zastosowane kleje s¹ stosunkowo„elastyczne” w stanie utwardzonym, przy czym ró¿nicawartoœci wspó³czynnika sprê¿ystoœci pod³u¿nej dla u¿y-tych klejów by³a relatywnie bardzo du¿a. Uznano, ¿e dlacelów prowadzonych badañ bêdzie to korzystne, przy-puszczalnie dla klejów „sztywnych” w stanie utwardzo-nym efekt zmêczenia bêdzie bardziej widoczny.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
126 Mariusz K£ONICA, Józef KUCZMASZEWSKI
Rys. 1. Próbka jednozak³adkowa – schemat po³¹czenia klejowego

3. WYNIKI BADAÑ
W tabeli 4 przedstawiono uœrednione wyniki wartoœciswobodnej energii powierzchniowej SEP stali 316L przedi po obróbce mechanicznej narzêdziem nasypowym
o ziarnistoœci P320 wraz z obliczonym odchyleniem stan-dardowym. W tabeli zestawiono równie¿ sk³adowe SEP:sk³adow¹ polarn¹ SEP oraz sk³adow¹ dyspersyjn¹ SEP.
Na uwagê zas³uguje wzrost wartoœci swobodnej ener-gii powierzchniowej dla stali 316L po obróbce mechanicz-nej narzêdziem nasypowym o ziarnistoœci P320 w stosun-ku do wartoœci SEP przed obróbk¹ mechaniczn¹. Wzrost
ten jest na poziomie 22%. Wartoœæ sk³adowej dyspersyjnejSEP pozostaje na tym samym poziomie, natomiast sk³a-dowa polarna SEP wzrasta ponad dwukrotnie po obróbcemechanicznej. Wzrost ten mo¿e byæ spowodowany usu-niêciem warstwy wierzchniej utworzonej na materiale
w warunkach ekspozycji, mog¹ to byæ warstewki tlenko-we i zaadsorbowane sk³adniki otoczenia (zanieczyszcze-nie). Obliczanie SEP wykonano po to, aby okreœliæ po-prawnoœæ przygotowania powierzchni do klejenia.
W tabeli 5 zestawiono profile chropowatoœci powierz-chni próbek ze stali 316L przed obróbk¹ mechaniczn¹ na-rzêdziem nasypowym o ziarnistoœci P320 oraz po obrób-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania porównawcze wytrzyma³oœci na œcinanie klejowych po³¹czeñ zak³adkowych stali 316L po „szokach termicznych” 127
Rys. 2. Naprê¿enie œcinaj¹ce uzyskane w badaniach eksperymentalnych dla próbek wykonanych ze stali 316L przed obróbk¹ mechaniczn¹
Tabela 4. Wartoœci swobodnej energii powierzchniowej SEP i jej sk³adowe dla stali 316L
316L przed obróbk¹ mechaniczn¹ 316L po obróbce mechanicznej
SEP[mJ/m2]
Sk³adowa polarnaSEP [mJ/m2]
Sk³adowa dysper-syjna SEP [mJ/m2]
SEP[mJ/m2]
Sk³adowa polarnaSEP [mJ/m2]
Sk³adowa dysper-syjna SEP [mJ/m2]
Wartoœæ œrednia 50,2 6,4 43,8 61,3 15,2 46,1
Odchylenie standardowe 1,1 1,8 1,5 1,2 1,4 1,4
Tabela 5. Profile chropowatoœci powierzchni stali 316L
Materia³ Profil
316L przed obróbk¹ mechaniczn¹
316L po obróbce mechanicznej
0 0.5 1 1.5 2 2.5 3 3.5 mm
µm
-2
-1
0
1
2
0 0.5 1 1.5 2 2.5 3 3.5 mm
µm
-2
-1
0
1
2

ce mechanicznej narzêdziem nasypowym. Przed wyko-naniem pomiarów powierzchnie próbek oczyszczonooraz odt³uszczono œrodkiem odt³uszczaj¹cym Loctite7061. Warto zwróciæ uwagê, obserwuj¹c profile nierów-noœci, ¿e obróbka mechaniczna narzêdziami nasypowy-mi skutecznie rozwija analizowan¹ powierzchniê.
Dla próbek wykonanych ze stali 316L po obróbce me-chanicznej narzêdziem nasypowym o ziarnistoœci P320zauwa¿ono charakterystyczne zag³êbienia przedstawia-j¹ce kinematyczno-geometryczne odwzorowanie narzê-dzia.
Na rysunku 2 przedstawiono uœrednione wartoœcinaprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹cze-niach klejowych uzyskane w badaniach eksperymental-nych dla stali 316L przed obróbk¹ mechaniczn¹.
Jako miarê rozrzutu przyjêto odchylenie standar-dowe. Na podstawie przeprowadzonych badañ orazanalizy stwierdzono, ¿e obci¹¿enie cieplne (szoki ter-miczne) jednozak³adkowego po³¹czenia klejowego po-woduje zwiêkszenie rozrzutów uzyskanych wynikówbadañ zarówno dla kleju Hysol 9484 jak i dla kleju Hy-sol 3421. Dla kleju Hysol 3421 uzyskano o 25% wiêkszenaprê¿enia œcinaj¹ce w stosunku do próbek wykona-nych przy u¿yciu kleju Hysol 9484 – próbki przed zmê-czeniem cieplnym.
Na rysunku 3 przedstawiono przyk³adowe przebieginaprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹cze-niach klejowych z wykorzystaniem kleju Hysol 9484 dlastali 316L przed obróbk¹ mechaniczn¹ oraz przed zmê-czeniem cieplnym.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
128 Mariusz K£ONICA, Józef KUCZMASZEWSKI
Rys. 3. Przyk³adowe przebiegi naprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹czeniach klejowych (klej Hysol 9484) dla stali 316L przed obróbk¹mechaniczn¹ oraz przed szokami termicznymi
Rys. 4. Przyk³adowe przebiegi naprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹czeniach klejowych (klej Hysol 9484) dla stali 316L przed obróbk¹mechaniczn¹ oraz po szokach termicznych

Rysunek 4 przedstawia przyk³adowe przebiegi naprê-¿eñ œcinaj¹cych w jednozak³adkowych po³¹czeniach klejo-wych z wykorzystaniem kleju Hysol 9484 dla stali 316Lprzed obróbk¹ mechaniczn¹, po zmêczeniu cieplnym.
Rysunki 3, 4 oraz 6 i 7 przedstawiaj¹ fragment raportugenerowanego przez interfejs programowy maszynywytrzyma³oœciowej Zwick/Roell Z 150. Opis osi x naprzedstawionych rysunkach (wyd³u¿enie w mm) odnosisiê do przemieszczenia trawersy.
Na podstawie przeprowadzonych badañ oraz analizyuzyskanych wyników stwierdzono, ¿e wyd³u¿enie (prze-mieszczenie trawersy) przy zniszczeniu jednozak³adko-wych po³¹czeñ klejowych (klej Hysol 9484) dla stali 316Lprzed obróbk¹ mechaniczn¹ po szokach termicznych
wzros³o o oko³o 15% w stosunku do próbek przed szoka-mi termicznymi.
Rysunek 5 przedstawia uœrednione wartoœci naprê¿eñœcinaj¹cych w jednozak³adkowych po³¹czeniach klejo-wych uzyskane w badaniach eksperymentalnych dla stali316L po obróbce mechanicznej.
Po przeprowadzonej analizie uzyskanych wynikówbadañ stwierdzono, w przypadku kleju Hysol 9484, spa-dek wartoœci œredniej naprê¿enia œcinaj¹cego po zmêcze-niu cieplnym w stosunku do próbek przed zmêczeniemcieplnym, spadek ten wynosi³ oko³o 30%.
Na rysunkach 6 i 7 przedstawiono przyk³adowe prze-biegi naprê¿eñ œcinaj¹cych w jednozak³adkowych po-³¹czeniach klejowych z wykorzystaniem kleju Hysol 9484
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badania porównawcze wytrzyma³oœci na œcinanie klejowych po³¹czeñ zak³adkowych stali 316L po „szokach termicznych” 129
Rys. 5. Naprê¿enie œcinaj¹ce uzyskane w badaniach eksperymentalnych dla próbek wykonanych ze stali 316L po obróbce mechanicznej
Rys. 6. Przyk³adowe przebiegi naprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹czeniach klejowych (klej Hysol 9484) dla stali 316L po obróbcemechanicznej oraz przed szokami termicznymi

dla stali 316L po obróbce mechanicznej oraz przed i pozmêczeniu cieplnym.
Na podstawie przeprowadzonych badañ stwier-dzono znacznie wiêksze rozrzuty w wartoœciach wy-d³u¿enia (przemieszczenie trawersy) przy zniszczeniujednozak³adkowych po³¹czeñ klejowych (klej Hysol9484) dla stali 316L po obróbce mechanicznej i po szo-kach termicznych w stosunku do próbek przed szoka-mi termicznymi. Rozrzut ten mieœci³ siê w przedziale(0,4-0,83) mm.
4. WNIOSKI
Na podstawie przeprowadzonych badañ mo¿na sfor-mu³owaæ nastêpuj¹ce, wa¿niejsze wnioski:
1. Stwierdzono wzrost wartoœci swobodnej energiipowierzchniowej dla stali 316L po obróbce mechanicznejnarzêdziem nasypowym o ziarnistoœci P320 w stosunkudo wartoœci SEP przed obróbk¹ mechaniczn¹, wzrost tenwynosi³ ok. 22%.
2. Interesuj¹cy jest ponad dwukrotny wzrost sk³ado-wej polarnej SEP po obróbce mechanicznej narzêdziemnasypowym o ziarnistoœci P320 w stosunku do próbekprzed obróbk¹ mechaniczn¹.
3. Z obserwacji profili chropowatoœci powierzchniwynika, ¿e obróbka mechaniczna narzêdziami nasypo-wymi skutecznie rozwija analizowan¹ powierzchniê.
4. Na podstawie przeprowadzonych badañ oraz ana-lizy uzyskanych wyników stwierdzono, ¿e obci¹¿eniecieplne jednozak³adkowego po³¹czenia klejowego powo-duje zwiêkszenie rozrzutów uzyskanych wyników badañzarówno dla kleju Hysol 9484 jak i dla kleju Hysol 3421.
5. Dla próbek wykonanych ze stali 316L po obróbcemechanicznej w przypadku kleju Hysol 9484 stwierdzo-no spadek wartoœci œredniej naprê¿enia œcinaj¹cego po
zmêczeniu cieplnym w stosunku do próbek przed zmê-czeniem cieplnym, spadek ten wynosi³ oko³o 30%.
6. Badania te wymagaj¹ kontynuacji, zarówno dlapotwierdzenia uzyskanych wyników jak te¿ rozszerzeniao wp³yw innych zmiennych niezale¿nych.
Literatura:
[1] Blicharski M.: In¿ynieria powierzchni. Wydawnictwo Nauko-wo-Techniczne Warszawa 2009.
[2] Godzimirski J.: Wytrzyma³oœæ doraŸna konstrukcyjnych po-³¹czeñ klejowych. Wydawnictwo Naukowo-Techniczne, War-szawa 2002.
[3] Godzimirski J., Komorek A.: Trwa³oœæ zmêczeniowa zak³adko-wych i czo³owych po³¹czeñ klejowych. Przegl¹d Mechanicznynr 12/2008, s. 40 – 44.
[4] Humienny Z. (red.): Specyfikacje Geometrii Wyrobów (GPS) –wyk³ad dla uczelni technicznych. Oficyna wydawnicza PW,2001, s. 540.
[5] K³onica M., Kuczmaszewski J.: Badania porównawcze wytrzy-ma³oœci na œcinanie zak³adkowych po³¹czeñ klejowych po oczysz-czaniu mechanicznym i ozonowaniu. Technologia i Automaty-zacja Monta¿u 4/2011, s. 45-48.
[6] K³onica M., Kuczmaszewski J., Ozonek J.: Ocena porównaw-cza w³aœciwoœci energetycznych warstwy wierzchniej stopu tyta-nu. In¿ynieria materia³owa. Nr 5 (171) 2009 s. 396-399.
[7] Kuczmaszewski J.: Fundamentals of metal-metal adhesive jointdesign. Politechnika Lubelska. Oddzia³ PAN w Lublinie,2006.
[8] ¯enkiewicz M.: Adhezja i modyfikowanie warstw wierzchniejtworzyw wielkocz¹steczkowych. WNT, Warszawa 2000.
[9] Karta technologiczna produktu firmy Loctite – Hysol 9484z dnia lipiec 2003 roku.
[10] Karta technologiczna produktu firmy Loctite – Hysol 3421z dnia 24 styczeñ 2003 roku.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
130 Mariusz K£ONICA, Józef KUCZMASZEWSKI
Rys. 7. Przyk³adowe przebiegi naprê¿eñ œcinaj¹cych w jednozak³adkowych po³¹czeniach klejowych (klej Hysol 9484) dla stali 316L po obróbcemechanicznej oraz po szokach termicznych

Marcin KOSTRZEWA, Mohamed BAKAR, Anita BIA£KOWSKA, Zbigniew PAWELEC, Jowita SZY-MAÑSKAMarcin KOSTRZEWA1*, Mohamed BAKAR1, Anita BIA£KOWSKA1,Zbigniew PAWELEC2, Jowita SZYMAÑSKA1
1 Uniwersytet Technologiczno-Humanistyczny w Radomiu, WMTiW, Katedra Technologii Materia³ów Organicznych2 Instytut Technologii Eksploatacji, Zak³ad Technologii Proekologicznych, Radom* e-mail: [email protected]
Wp³yw rodzaju poliuretanu na w³aœciwoœci mechaniczne kompozytu o strukturze
IPN na bazie ¿ywicy epoksydowej
Streszczenie. Praca zawiera wyniki badañ nad modyfikacj¹ ¿ywicy epoksydowej przez zastosowanie dodatku poli-uretanów otrzymanych z MDI lub PMDI oraz polioksypropylenotriolu (Rokopol 1003) w celu otrzymania kompo-zytów o strukturze IPN i osnów materia³ów kompozytowych o poprawionych w³aœciwoœciach wytrzyma³oœcio-wych. Poliureatany by³y dodawane w iloœci 5-20% wag., dla otrzymanych w ten sposób materia³ów oznaczonow³aœciwoœci wytrzyma³oœciowe: udarnoœæ, wspó³czynnik krytycznej intensywnoœci naprê¿eñ (KC), odpornoœæ natrójpunktowe zginanie. Badania wykaza³y, ¿e dodatek 10% wag. poliuretanu otrzymanego z PMDI i polioksypro-pylenotriolu (Rokopol 1003) do ¿ywicy epoksydowej pozwalaj¹ uzyskaæ materia³ o znacznie poprawionych w³aœci-woœciach mechanicznych.
EFFECT OF POLYURETHANE TYPE ON MECHANICAL PROPERTIES OF COMPOSITES BASED ONEPOXY RESIN WITH IPN STRUCTURESummary. The present work investigates epoxy resin/polyurethane systems with IPN structure as composite aswell as for composite matrix preparation. Polyurethanes (PUR) were synthesized from MDI or PMDI with thesame polyol – polyoxypropylenetriol (Rokopol 1003). Composites containing 5-20% of polyurethane were preparedand tested. The mechanical properties of the obtained composites were characterized by means of impact strength,critical stress intensity factor (KC), flexural stress and strain at break as well as flexural modulus composite andenergy at break. It was concluded that 10% of PMDI based PUR is sufficient to obtain composite material with sig-nificantly improved mechanical properties.
1. WSTÊP
Badania nad technologi¹ polimerów przez wiele latby³y ukierunkowane na odkrywaniu nowych monome-rów i otrzymywaniu z nich nowych polimerów. Obecniejednak prowadzone jest wiele prac nad modyfikacj¹ ist-niej¹cych ju¿ polimerów np.: przez tworzenie uk³adówpolimerów: dwu- i wielosk³adnikowych. Takie „miesza-niny polimerowe” mog¹ byæ traktowane jako materia³kompozytowy lub stanowiæ osnowy do produkcji kom-pozytów. Kompozyty posiadaj¹ wiele zalet w porówna-niu z polimerami bazowymi i kopolimerami. Odpowied-ni dobór komponentów pozwala na zwiêkszenie wytrzy-ma³oœci mechanicznej, stabilnoœci, ognioodpornoœci orazpolepszenie w³aœciwoœci elektrycznych [1].
Interesuj¹ce wydaj¹ siê uk³ady typu IPN, czyli przeni-kaj¹cych siê sieci polimerowych. Jednak idealne struktu-ry IPN nie wystêpuj¹. Mo¿na w nich zaobserwowaæ frag-menty kopolimerów szczepionych, a tak¿e wi¹zania ko-walencyjne, które wystêpuj¹ miêdzy sieciami. Miêdzyniektórymi sieciami wystêpuj¹ tak¿e wi¹zania wodoro-we, asocjacje jonowe czy wspólne domeny krystaliczne[2]. Czêsto uk³ady polimerów s¹ niemieszalne, dlategopodczas syntezy IPN zachodzi mikroseparacja. W wyni-ku jej tworzy siê uk³ad dwufazowy. Ka¿da faza zbudowa-na jest z jednego rodzaju polimeru tworz¹cego sieæ.
W niniejszej pracy przedstawiono wyniki badañ naduk³adami ¿ywica epoksydowa – poliuretan. Poliuretanys¹ grup¹ polimerów o najbardziej wszechstronnych w³aœ-
ciwoœciach. Charakteryzuj¹ siê dobr¹ elastycznoœci¹, na-wet przy du¿ej twardoœci, wyj¹tkow¹ odpornoœci¹ narozdzieranie i œcieranie oraz odpornoœci¹ chemiczn¹ i napromieniowanie UV. W³aœciwoœci poliuretanów zale¿nes¹ od wielkoœci i rodzaju segmentów elastycznychi sztywnych, iloœci wi¹zañ wodorowych, stopnia spl¹ta-nia ³añcuchów oraz wzajemnej orientacji segmentów.Z tych wzglêdów podejmowane s¹ próby zastosowaniaich jako modyfikatory polimeryczne m.in. do ¿ywic epo-ksydowych.
Harani i wspó³pracownicy badali przy³¹czenie poli-uretanu (oligoester zakoñczony fragmentem diizocyja-nianu toluilenu – TDI) do ¿ywicy epoksydowej (EP). Sto-pieñ przereagowania grup -NCO zbadano metod¹ FTIR.Badania pokaza³y, ¿e udarnoœæ EP sieciowanej poliamin¹by³a 3-krotnie wiêksza ni¿ udarnoœæ niezmodyfikowanej¿ywicy. ¯ywica zawieraj¹ca 40 % mas. PUR i dodatkowosieciowana zwi¹zkami hydroksylowymi posiada³a udar-noœæ 7 razy wiêksz¹ od niezmodyfikowanej ¿ywicy [3].
Zwiêkszyæ stopieñ przereagowania ¿ywicy z poliure-tanem mo¿na stosuj¹c inne grupy reaktywne ni¿ grupyizocyjanianowe. Wang i Chen modyfikowali prepolimeryuretanowe wprowadzaj¹c do nich hydroksylowe, amino-we lub bezwodnikowe. Przy 15 % zawartoœci poliuretanu(PUR) uzyskano 5-krotny wzrost udarnoœci w odniesie-niu do EP nie zmodyfikowanej i PUR z grupami –OH,2-krotny wzrost udarnoœci dla PUR z grupami odpowied-niego bezwodnika oraz 3-krotny wzrost udarnoœci dlaPUR z grupami NH2 [4].
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw rodzaju poliuretanu na w³aœciwoœci mechaniczne kompozytu o strukturze IPN na bazie ¿ywicy epoksydowej 131

Pokropski wraz z wspó³pracownikami prowadzi³ ba-dania nad wzajemnymi oddzia³ywaniami pomiêdzy ¿y-wic¹ epoksydow¹ i poliuretanami. Stwierdzili, ¿e namorfologiê, w³aœciwoœci mechaniczne i termiczne pro-duktów maj¹ wp³yw: stosunek masowy ¿ywicy epoksy-dowej do poliuretanu, ciê¿ar cz¹steczkowy sk³adnikauretanowego oraz stopieñ szczepienia miêdzy dwiemasieciami polimerowymi [5, 6].
Bakar i wspó³pracownicy zmodyfikowali ¿ywicê epo-ksydow¹ poliuretanem o ró¿nym indeksie izocyjaniano-wym. Badania te wykaza³y, ¿e ze wzrostem zawartoœcipoliuretanu wzrasta udarnoœæ, jak równie¿, ¿e ¿ywice za-wieraj¹ce poliuretan (INCO = 1,03) zakoñczony grupami–NCO wykaza³y te¿ wiêksz¹ udarnoœæ, poniewa¿ ³añcu-chy poliuretanu z ¿ywic¹ po³¹czone by³y nie tylko przezfizyczne spl¹tanie, ale tak¿e przez wi¹zania miêdzy gru-pami NCO z hydroksylowymi i aminowymi [7].
Cassidy i wspó³pracownicy badali dwusk³adnikoweprzenikaj¹ce siê sieci polimerowe (IPN) zbudowane z po-liuretanu i ¿ywicy epoksydowej. W badaniach tych otrzy-mano kompozyty z wysokim modu³em sprê¿ystoœci bezu¿ycia nape³niaczy, które zwiêksza³yby lepkoœæ i tym sa-mym utrudnia³y przetwórstwo [8].
Pan i wspó³pracownicy zajmowali siê okreœleniemwp³ywu prepolimerów PUR opartych na MDI i HDMI naw³aœciwoœci ¿ywicy epoksydowej. Wykazali, ¿e wraz zewzrostem stê¿enia modyfikatorów w kompozycji spadatemperatura zeszklenia, stabilnoœæ termiczna. Poprawiasiê wytrzyma³oœci na rozci¹ganie i œcinanie [9].
Zespó³ pod kierownictwem Ma bada³ reakcje siecio-wania pomiêdzy ¿ywic¹ epoksydow¹ a prepolimeremuretanowym w obecnoœci zablokowanych grup NCO zapomoc¹ polioksypropylenodiaminy. Okaza³o siê, ¿e aro-matyczne izocyjaniany takie jak MDI czy TDI, przyspie-szaj¹ proces sieciowania ¿ywicy w porównaniu do np.HDI. Dodatek izocyjanianów zwiêksza tak¿e gêstoœæusieciowania, przez co zmieniaj¹ siê w³aœciwoœci termicz-ne uzyskanych materia³ów. Ponadto zauwa¿ono, ¿e w³aœ-ciwoœci mechaniczne otrzymanych materia³ów zale¿a³yod zastosowanego izocyjanianu [10].
2. CZÊŒÆ EKSPERYMENTALNA
2.1. Surowce
Do przygotowania kompozytów zastosowano: ma³o-cz¹steczkow¹ ¿ywicê epoksydow¹ Epidian 5 (ŒredniaM.cz. ok. 400g/mol, lepkoœæ (25°C) max 30000 mPa·s, gês-toœæ (20 °C) 1,17 g/cm3, Liczba epoksydowa 0,490-0,520ml/100g, „Organika Sarzyna” Polska), Utwardzacz – Z1(trietylenotetraamina, gêstoœæ (20°C) 0,979-0,985 g/cm3
„Organika Sarzyna” Polska), MDI – diizocyjanian difeny-lometanu (M.cz.=250,3 g/mol; temperatura topnienia =
39,5°C, temperatura wrzenia = 210°C (7 hPa) „Sigma-Ald-rich” Niemcy), PMDI – polimeryczny MDI (M.cz. =250,3-778 g/mol, temperatura wrzenia � 210°C (7 hPa),lepkoœæ = 150 mPa·s, gêstoœæ (20°C) 1,8 g/cm3, „Borsod-Chem” Czechy), poliol – Rokopol 1003 (polioksypropyle-notriol, M.cz. = 1000 g/mol, LOH=129,53, „PCC Rokita”,Brzeg Dolny, Polska), katalizator – Dilaurynian dibutylo-cyny (gêstoœæ: 1,05 g/cm3, M.cz.= 631,55 g/mol, „Merck”,Niemcy), rozpuszczalnik – Toluen, gêstoœæ: 0,87 g/cm3,M.cz. = 92,14 g/mol, „Lach-Ner”, Czechy)
2.2. Przygotowanie kompozytu
Synteza poliuretanu. W celu otrzymania poliuretanudo zlewki wprowadzono odpowiedni¹ iloœæ poliolu i ka-talizatora. Po wymieszaniu dodano odpowiedni¹ iloœædiizocyjanianu. Nastêpnie sk³adniki mieszano dok³adnieprzez 5 minut. Ze wzglêdu na krótki czas reakcji izocyja-nianu i Rokopolu w temperaturze pokojowej podczasmieszania stosowano ch³odzenie przy pomocy wody dotemperatury 5–10 °C. Tak przygotowane poliuretany do-dawano do ¿ywicy epoksydowej. W przypadku stosowa-nia MDI (sta³y w temperaturze pokojowej), diizocyjanio-an by³ rozpuszczany w toulenie i w tej postaci dodawanydo poliolu. PMDI (ciek³y w temperaturze pokojowej) by³dodawany bezpoœrednio do Rokpolu.
IloϾ PMDI/MDI wyliczono ze wzoru (1):
mI GR L m
MNCONCO OH
KOH
�� � �
� 1000(1)
gdzie: INCO – indeks izocyjanianowi (równy 1,05); GR –gramorównowa¿nik MDI/PMDI; LOH – liczba hydroksy-lowa poliolu (równa 129,5); m – masa poliolu – Rokopolu1003; M – masa molowa KOH (56,1 g/mol), f – funkcyjnoœæPMDI/MDI (f PMDI=3; f MDI=2).
Kompozycja ¿ywica epoksydowa – poliuretan. W zlewceumieszczono odpowiedni¹ iloœæ ¿ywicy epoksydowej do
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
132 Marcin KOSTRZEWA, Mohamed BAKAR, Anita BIA£KOWSKA, Zbigniew PAWELEC, Jowita SZYMAÑSKA
Tabela 1. Sk³ad poliuretanu oraz czas jego ¿elowania (w temp. 5–10 °C)
Typ poliuretanu Izocyjaniany [g] Poliol [g] Toluen [cm3] Katalizator [cm3] Czas ¿elowania [min]
PUR-MDI/R1003 50 15,17 4 0,1 15
PUR-PMDI/R1003 50 21,25 - 0,1 45
Tabela 2. Sk³ad kompozycji
Symbolkompozycji
¯ywicaepoksy-dowa [g]
Utwar-dzacz
[g]
Poli-uretan
[g]
ZawartoϾpoliure-tanu [%]
EP0 89,3 10,7 – 0
EP-5%PUR-MDI 84,8 10,2 5 5
EP-10%PUR-MDI 80,4 9,6 10 10
EP-15%PUR-MDI 75,9 9,1 15 15
EP-20%PUR-MDI 71,4 8,6 20 20
EP-5%PUR-PMDI 84,8 10,2 5 5
EP-10%PUR-PMDI 80,4 9,6 10 10
EP-15%PUR-PMDI 75,9 9,1 15 15
EP-20%PUR-PMDI 71,4 8,6 20 20

której dodawano przygotowany poliuretan. Kompozycjemieszano przy u¿yciu homogenizatora ultradŸwiêkowe-go Hielscher 200 UP (amplituda 100 % – 240 μm, sonotro-da S3) przez 20 minut. Po ostygniêciu do kompozycji do-dawano stechiometryczn¹ iloœæ utwardzacza i wylewanodo 10-gniazdowych form pokrytych œrodkiem antyadhe-zyjnym. Kompozyty utwardzano 24 h w temperaturzepokojowej, a nastêpnie dotwarzano przez 3 h w 80 °C.W ten sposób przygotowano próbki zawieraj¹ce 5–20 %PUR. Sk³ad kompozycji zestawiono w tabeli 2.
3. REZULTATY I DYSKUSJA WYNIKÓW
Oznaczone czasy ¿elowania kompozycji wykaza³y, ¿edla EP-5%PUR-MDI i EP-10%PUR-MDI czasy te by³yzbli¿one do czystej ¿ywicy epoksydowej i wynosi³y oko³o60 minut. Natomiast kompozycje z zawartoœci¹ 15 % i20 % PUR-MDI/R1003 mia³y d³u¿szy czas ¿elowania wy-nosz¹cy oko³o 90 min. By³o to spowodowane dodatkiemtoluenu, który umo¿liwi³ rozpuszczenie MDI. W przy-padku dodatku PUR-PMDI/R1003 zaobserwowano, ¿eczas ¿elowania kompozycji mala³ wraz ze wzrostem tegorodzaju modyfikatora (odpowiednio od 55 minut dla 5%PUR-PMDI/R1003 do 20 min dla 20% dodatkuPUR-PMDI) w porównaniu do czasu ¿elowania niezmo-dyfikowanej ¿ywicy epoksydowej (65 min). Skrócenieczasu ¿elowania mog³o byæ spowodowane reakcj¹ pomiê-dzy wolnymi grupami izocyjanianowymi obecnymiw poliuretanie i grupami hydroksylowymi z ¿ywicyepoksydowej, jak równie¿ pomiêdzy grupami -NCOi aminowymi utwardzacza. Tworzenie tego typu wi¹zañpozwala na utworzenie struktury IPN z wi¹zaniami miê-dzysieciowymi. Ten typ struktury powinien byæ widocz-ny w postaci wzmocnienia otrzymanych kompozytów.
Utwardzone kompozycje poddano badaniom wytrzy-ma³oœciowym takim jak udarnoœæ (metoda Charpy’egoz karbem 1 mm, wg. ISO 179, aparat Zwick 5012), odpor-noœæ na propagacjê pêkniêcia (wspó³czynnik krytycznejintensywnoœci naprê¿eñ – KC) jak równie¿ odpornoœci nazginanie trójpunktowe (wg ISO 178, aparat Zwick/Roell010). Wszystkie badania przeprowadzono w temperatu-rze pokojowej, stosuj¹c rozstaw podpór 60 mm na prób-kach prostopad³oœciennych o wymiarach 100×10×40 mm.Wyniki badañ zestawiono w tabelach 3 i 4 jako œredniearytmetyczne z 5 pomiarów.
Tabela 3. Udarnoœæ i KC kompozytów
Symbol kompozycji Udarnoœæ, kJ/m2 KC, MPa·m1/2
EP 0,8±0,1 1,2±0,1
EP-5%PUR-MDI 1,3±0,1 1,3±0,1
EP-10%PUR-MDI 1,2±0,2 1,4±0,2
EP-15%PUR-MDI 1,6±0,2 1,9±0,2
EP-20%PUR-MDI 1,4±0,2 1,4±0,1
EP-5%PUR-PMDI 1,7±0,2 2,3±0,3
EP-10%PUR-PMDI 2,5±0,3 2,6±0,2
EP-15%PUR-PMDI 2,4±0,2 2,2±0,2
EP-20%PUR-PMDI 2,3±0,2 1,5±0,1
Z danych w tabeli 3 widaæ, ¿e dodatek otrzymanychpoliuretanów, niezale¿nie od sk³adu, powoduje poprawêudarnoœci ¿ywicy epoksydowej (EP), dla której wynosiona 0,8 kJ/m2. W przypadku kompozycji zawieraj¹cychPUR-MDI/R1003 mo¿na zauwa¿yæ, ¿e wartoœci tego para-metru oscyluj¹ w granicach 1,2–1,4 kJ/m2. Jedynie kompo-zyt EP-15%PUR-MDI osi¹gn¹³ wyraŸnie wiêksz¹ war-toœæ, wynosz¹c¹ 1,7 kJ/m2. Natomiast modyfikacja ¿ywicyepoksydowej poliuretanem otrzymanym z PMDI (kom-pozyty EP-PUR-PMDI) spowodowa³a znaczne polepsze-nie udarnoœci ¿ywicy epoksydowej. Wraz ze wzrostemzwartoœci PUR-PMDI/R1003 wzrasta udarnoœæ kompozy-tów i osi¹ga maksimum przy 10 % wag. tego modyfikato-ra (kompozyt EP-10%PUR-PMDI, U=2,5 kJ/m2). Jest to3-krotny wzrost wartoœci w porównaniu do czystej ¿ywi-cy. Przy wiêkszej iloœci tego typu poliuretanu mo¿nazaobserwowaæ, ¿e udarnoœæ kompozytów obni¿a siê.
Odpornoœæ na pêkanie to parametr, który dla kompo-zytów, bêd¹cych zazwyczaj materia³ami konstrukcyjny-mi, jest bardzo istotny. Parametr ten okreœla siê zwykle zapomoc¹ oznaczenia krytycznego wspó³czynnika koncen-tracji naprê¿eñ – KC. Oznaczanie KC przeprowadzono naaparacie Zwick Roel Z010 stosuj¹c metodê trójpunktowe-go zginania na próbkach z karbem o d³ugoœci 1 mm przyprêdkoœci zginania – 5 mm/min. Wspó³czynnik KC obli-czono zgodnie ze wzorem (2):
KF S a
b wYC �
� � �
� ��
32
0 5
2
,
(2)
gdzie: F – si³a pêkania, S – szerokoœæ rozstawu podpór, b –gruboœæ próbki, w – szerokoœæ próbki, a – d³ugoœæ karbu,Y – wspó³czynnik geometryczny.
Wyniki badañ umieszczone w tabeli 3 wykazuj¹, ¿ewszystkie kompozycje z PUR wykaza³y wartoœci KC
wiêksze od wartoœci dla ¿ywicy niezmodyfikowanej, dlaktórej wynosi ona 1,2 MPa·m1/2. Spoœród kompozytów za-wieraj¹cych PUR-MDI/R1003, najwiêksz¹ wartoœæ 1,9MPa·m1/2, osi¹gn¹³ kompozyt EP-15%PUR-MDI. W przy-padku kompozytów zawieraj¹cych PUR-PMDI/R1003najwiêksz¹ wartoœæ dla KC równ¹ 2,6 MPa·m1/2 osi¹gn¹³kompozyt EP-10%PUR-PMDI.
Nastêpnie otrzymane kompozyty podano badaniomodpornoœci na 3-punktowe zginanie. Wyniki tych badañzestawiono w tabeli 4.
Z danych w tabeli widaæ, ¿e w przypadku kompozycjiz PUR-PMDI/R1003 kompozyty zawieraj¹ce 5-15 % tego typupoliuretanu, wykazuj¹ wiêksze wartoœci naprê¿enia przyzniszczeniu od wartoœci naprê¿enia dla czystej ¿ywicy. Mak-symalny wzrost naprê¿enia odnotowano dla kompozytuEP-10%PUR-PMDI (92 MPa). Jest ono wiêksze o 50% od war-toœci naprê¿enia dla czystej ¿ywicy (60 MPa). Natomiastzastosowanie PUR-MDI/R1003 jako modyfikatora, najlepszerezultaty da³o tylko w przypadku kompozytuEP-5%PUR-MDI, dla którego zanotowano wartoœæ naprê¿e-nia przy zniszczeniu na poziomie 80 MPa. Pozosta³e kompo-zyty z wiêksz¹ zawartoœci¹ tego poliuretanu wykaza³y war-toœci naprê¿enia przy zniszczeniu niewiele wy¿sze (10-20%)od wartoœci dla niezmodyfikowanej ¿ywicy epoksydowej,a tym samym s¹ one znacz¹co ni¿sze od wartoœci uzyskanychdla kompozytów z PUR-PMDI/R1003.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw rodzaju poliuretanu na w³aœciwoœci mechaniczne kompozytu o strukturze IPN na bazie ¿ywicy epoksydowej 133

Na podstawie przedstawionych danych odkszta³ceniaprzy zniszczeniu mo¿na zauwa¿yæ, ¿e dodatek poliureta-nów, zarówno otrzymywanych z MDI jak i PMDI, powo-duje wzrost odkszta³cenia w stosunku do czystej ¿ywicyepoksydowej. Zwi¹zane jest to ze wzrostem elastycznoœcikompozytu wynikaj¹cym z zawartoœci giêtkich segmen-tów polieterowych pochodz¹cych od poliuretanu.
Energia zniszczenia materia³u podczas trójpunktowe-go zginania okreœla iloœæ pracy potrzebn¹ do zniszczeniamateria³u. Jak widaæ z wartoœci przedstawionych w tabeli4, generalnie mo¿na zauwa¿yæ, ¿e dodatek poliuretanu po-woduje wzrost wartoœci energii zniszczenia w porównaniudo niezmodyfikowanej ¿ywicy. Dla kompozytu zawiera-j¹cego 5 %; 10 % lub 15 % PUR-PMDI/R1003 wartoœci ener-gii s¹ powy¿ej 10 kJ/m2 i s¹ dwukrotnie wiêksze w porów-naniu do czystej ¿ywicy. Tylko w przypadku kompozytuzawieraj¹cego 20 % PUR-PMDI/R1003 nast¹pi³ wyraŸnyspadek wartoœci energii. W przypadku poliuretanu otrzy-manego z MDI, tylko kompozyt o zawartoœci 20 %PUR-MDI/R1003 wykaza³ wartoœæ energii zniszczenia napoziomie 10,5 kJ/m2. Œwiadczy to, ¿e poliuretan na baziePMDI jest zdecydowanie wydajniejszym i efektywniej-szym modyfikatorem dla ¿ywicy epoksydowej.
W przypadku zale¿noœci wartoœci modu³u przy zgina-niu od zawartoœci i rodzaju modyfikatora poliuretanowe-go, widoczna jest tendencja do obni¿ania siê wartoœci mo-du³u wraz ze wzrostem zawartoœci modyfikatorów poli-uretanowych w porównaniu do czystej ¿ywicy, dla którejmodu³ wynosi 3,1 GPa. Tylko kompozyty EP-5%PUR-MDIoraz zawieraj¹ce 5 i 10 % PUR-PMDI/ R1003 wykazuj¹wartoœæ modu³u na poziomie wartoœci dla niezmodyfiko-wanej ¿ywicy. Zaobserwowany spadek wartoœci modu³uprzy wiêkszych zawartoœciach modyfikatorów jest spowo-dowany plastyfikuj¹cym dzia³aniem poliuretanów nasztywn¹ i kruch¹ matrycê z ¿ywicy epoksydowej.
4. WNIOSKI
Na podstawie przeprowadzonych badañ wytrzyma-³oœciowych kompozytów zawieraj¹cych 5–20 % poliure-
tanu poliaddycyjnego otrzymanego z MDI lub PMDIoraz Rokopolu 1003 mo¿na stwierdziæ, ¿e dodatek poli-uretanów do ¿ywicy epoksydowej powoduje wyraŸnyspadek kruchoœci kompozytu, potwierdzaj¹ to wy¿szewartoœci odkszta³cenia przy zniszczeniu oraz udarnoœci,jak równie¿ spadek modu³u przy zginaniu.
Kompozyty zawieraj¹ce poliuretan PUR-PMDI/R1003(PMDI+Rokopol 1003) wykazuj¹ znacznie lepsze w³aœci-woœci wytrzyma³oœciowe, co œwiadczy ¿e ten typ poliure-tanu mo¿e byæ stosowany jako efektywny modyfikator¿ywicy epoksydowej.
Dodatek poliuretanu PUR-PMDI/R1003 nie wiêkszyni¿ 10 % wag. jest wystarczaj¹cy, aby otrzymaæ kompozyto najlepszych w³aœciwoœciach mechanicznych, a zaobser-wowany efekt wzmocnienia mo¿e byæ wynikiem utwo-rzenia struktury IPN w uk³adzie ¿ywica epoksydowa/po-liuretan.
BIBLIOGRAFIA
[1] Hatsuo I., Characterization of Composite Materials, (p.p.250),ISBN 978-1-60650-193-1, Momentum Press, New York, USA2010.
[2] Rabek J. F., Wspó³czesna wiedza o polimerach, PWN, Warsza-wa, 2009.
[3] Harani H., Fellahi S., Bakar M., Journal of Applied PolymerScience, 1998, 70,2603.
[4] Wang H., Chen J., J. Appl. Polym. Sci., 1995, 57, 671.[5] Pokropski T., Balas A., Polimery, 2003, 48, 9.[6] Pokropski T., Balas A., Prace Naukowe Instytutu Technolo-
gii Organicznej i Tworzyw Sztucznych Politechniki Wro-c³awskiej, Konferencje, Wroc³aw 2001.
[7] Bakar M., Duk R., Kostrzewa M., J. Reinf. Plast. Compos.2009, vol 28, no 17, p 2107-2118.
[8] Cassidy E.F., Frisch H. L., Xiao H. X., Frisch K. C., Journal ofElastomers and Plastics, 1984, 16, 84.
[9] Pan C.Y., QI., L.W., Liu Y., Eur. Polym., 1999, vol 35, no 10,p 1813-1819.
[10] Ma C., Li M., Wu Y., Su Y., J. Apple. Polym. Sci, 1996, 62, 523.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
134 Marcin KOSTRZEWA, Mohamed BAKAR, Anita BIA£KOWSKA, Zbigniew PAWELEC, Jowita SZYMAÑSKA
Tabela 4. Wyniki zginania 3-punktowego
Symbol kompozycji Modu³ przy zginaniu,GPa
Naprê¿enie przyzniszczeniu, MPa
Odkszta³cenieprzy zniszczeniu, %
Energia zniszczeniakJ/m2
EP 3,1±0,2 59,7±3,2 1,6±0,2 5,2±0,4
EP-5%PUR-MDI 2,9±0,3 80,2±4,5 2,8±0,3 8,1±0,5
EP-10%PUR-MDI 2,5±0,2 68,7±3,9 2,6±0,2 6,2±0,6
EP-15%PUR-MDI 2,2±0,2 75,1±4,2 2,9±0,3 6,8±0,7
EP-20%PUR-MDI 2,0±0,2 73,6±5,1 3,3±0,3 10,5±0,9
EP-5%PUR-PMDI 3,0±0,2 88,3±6,2 3,2±0,3 9,9±0,6
EP-10%PUR-PMDI 3,1±0,3 92,2±6,5 3,3±0,2 10,2±0,5
EP-15%PUR-PMDI 2,8±0,2 86,5±5,8 3,5±0,3 10,1±0,7
EP-20%PUR-PMDI 2,2±0,2 67,1±4,6 2,6±0,3 6,8±0,7

Krzysztof KRÓLIKOWSKI, Kazimierz PISZCZEKKrzysztof KRÓLIKOWSKI1, Kazimierz PISZCZEK1
Zak³ad Technologii Polimerów, Wydzia³ Technologii i In¿ynierii Chemicznej,Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczye-mail: [email protected]
Rozdzia³ mieszanin polipropylenu z polistyrenem na separatorze ig³owym
Streszczenie. Recykling materia³owy jest preferowan¹ form¹ zagospodarowania odpadów termoplastycznych two-rzyw polimerowych. Nieroz³¹cznym etapem takiego recyklingu jest separacja na jednorodne frakcje materia³owe.Proces ten jest niezbêdny ze wzglêdu na zró¿nicowane w³aœciwoœci odpadów tworzywowych. W pracy przedstawio-no wyniki rozdzia³u mieszanin tworzyw polimerowych PP/PS na podstawie ró¿nicy w twardoœci. Zbadano wp³ywprêdkoœci obrotowej oraz si³y nacisku igie³ na skutecznoœæ separacji. Zbadano wp³yw udzia³u masowego tworzywPP/PS na dok³adnoœæ oraz efektywnoœæ separacji.
SEPARATION OF POLYPROPHYLENE WITH POLYSTYRENE ON THE NEEDLE SEPARATORAbstract. Material recycling is a preferred form of thermoplastic polymer management. An inseparable stage of therecycling involves separation into homogenous material fractions. The process is necessary due to diversified pro-perties of plastic waste. This paper presents results of separation of PP/PS polymer plastic mixtures with respect todifferences in their hardness. The author tested influence of rotating speed and needle pressure force upon effective-ness of the separation. The author also tested the weight share of PP/PS plastics upon accuracy and effectiveness ofthe separation.
1. Wprowadzenie
Recykling materia³owy (mechaniczny) jest preferowa-n¹ metod¹ zagospodarowania odpadów tworzyw poli-merowych. W celu doprowadzenia odpadów do postacijednorodnego materia³u w procesie recyklingu materia³o-wego niezbêdne jest wykonanie szeregu operacji jednost-kowych takich jak: oczyszczanie wstêpne, sortowanie,rozdrabnianie, mycie, suszenie. Niew¹tpliwie najbardziejk³opotliwym etapem jest sortowanie (separacja), w któ-rym z mieszaniny wyodrêbniane s¹ oddzielne rodzajetworzyw. Koniecznoœæ prowadzenia tego procesu wynikaz niemieszalnoœci termodynamicznej wiêkszoœci par poli-merów. Du¿a ró¿norodnoœæ tworzyw powoduje ci¹g³eudoskonalanie obecnych metod oraz poszukiwanie no-wych sposobów separacji. Zastosowanie tylko jednejtechnologii rozdzia³u na ogó³ nie pozwala na dok³adnerozdzielenie strumienia odpadów. Czêsto niezbêdne jestwiêc ³¹czenie ró¿nych technik rozdzia³u. Technologie sor-towania odpadów polimerowych uwzglêdniaj¹ce miejscepowstawania i sposób pozyskiwania dzieli siê na: mecha-niczne, rêczne, zautomatyzowane (dziêki zastosowaniuzespo³u urz¹dzeñ rozpoznaj¹cych oraz wychwytuj¹cychodpowiednie tworzywa z rozdzielanej mieszaniny) [1÷8].Aby rozdzia³ mieszanin na poszczególne frakcje by³ mo¿-liwy niezbêdne jest ich rozpoznawanie (identyfikacja)podczas trwania procesu. Do najbardziej rozpowszech-nionych metod rozdzia³u zalicza siê metody gêstoœciowe,w których do identyfikacji wykorzystuje siê ró¿nice gês-toœci materia³ów polimerowych.
Now¹ technik¹ rozdzia³u odpadów tworzyw polime-rowych jest sposób separacji, w którym wykorzystywanes¹ ró¿nice twardoœci rozdzielanych tworzyw. Rozdzia³mieszanin na poszczególne strumienie materia³owe od-bywa siê w uk³adzie walców z³o¿onym z walca transpor-tuj¹cego (dolnego) oraz przebijaj¹cego (górnego) [9].
Cz¹stki mieszaniny o mniejszej twardoœci wychwytywa-ne s¹ przez specjalnie wyprofilowane ig³y zamontowanena walcu górnym. Wychwycone cz¹stki s¹ odrywaneprzez uk³ad zgarniaczy i kierowane do pojemnika. Two-rzywa o wiêkszej twardoœci pozostaj¹ na walcu dolnymi s¹ przenoszone do innego pojemnika. Si³ê nacisku igie³przebijaj¹cych mo¿na regulowaæ metod¹ pneumatyczn¹.Separator ig³owy cechuje krótki czas detekcji. Do identy-fikacji tworzyw wykorzystywane s¹ ig³y, które jednoczeœ-nie realizuj¹ rozdzia³ mieszaniny. Urz¹dzenie jest nieczu-³e na zanieczyszczenia powierzchniowe. Warunkiem sku-tecznego rozdzia³u jest doprowadzenie tworzywa w jed-nej warstwie, przy czym cz¹stki mieszaniny musz¹ byæluŸno rozmieszczone na taœmie transportera.
Celem niniejszej pracy by³o okreœlenie skutecznoœciseparacji modelowych mieszanin tworzyw polimero-wych (mieszanina polipropylenu i polistyrenu) na pod-stawie ró¿nicy ich twardoœci z u¿yciem prototypowegoseparatora ig³owego.
2. Czêœæ doœwiadczalna
2.1. Mieszaniny u¿yte do badañ
W przeprowadzanych badaniach wykorzystano nas-têpuj¹ce materia³y: polipropylen (PP) o twardoœci 47°ShDi polistyren (PS) o twardoœci 85°ShD oraz ich mieszaniny.Cz¹stki rozdzielanych tworzyw mia³y postaæ nieregular-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Rozdzia³ mieszanin polipropylenu z polistyrenem na separatorze ig³owym 135
Tab. 1. Sk³ad mieszanin, % wag.
Symbol
Sk³ad M1 M2 M3 M4 M5 M6 M7 M8 M9
PP 10 20 30 40 50 60 70 80 90
PS 90 80 70 60 50 40 30 20 10

nych p³ytek o wymiarach oko³o 18 × 18 mm powsta³ychz pociêcia wyprasek o gruboœci 2 mm. Mieszaniny przy-gotowano poprzez mechaniczne wymieszanie PP i PSw proporcjach przedstawionych w tabeli 1.
2.2. Metodyka badañ
Badania separacji prowadzono na prototypowym sta-nowisku badawczym przedstawionym na (rys. 1). Na(rys. 2) przedstawiono walec rozdzielaj¹cy (górny) oœrednicy 192 mm wyposa¿ony w trzy rzêdy igie³ z pneu-matyczn¹ regulacj¹ si³y nacisku. Odleg³oœæ miêdzy ig³a-mi wynosi³a 14 mm, odleg³oœæ miêdzy rzêdami 12 mm.
Mieszaninê (0,6 kg) wprowadzano do leja zasypowegorozdzielacza i w³¹czano napêd urz¹dzenia. Po zakoñczo-nym teœcie wa¿ono otrzymane frakcje oraz, po rêcznymwydzieleniu, udzia³ pozosta³oœci PS w PP i pozosta³oœciPP w PS.
Jako kryteria oceny skutecznoœci rozdzia³u przyjêtodok³adnoœæ i efektywnoœæ separacji opisane wzorami:
DmmS
S
FS
� � 100% (1)
gdzie: DS – dok³adnoœæ separacji sk³adnika S, mS – masask³adnika S znajduj¹cego siê we frakcji z dominuj¹cymudzia³em tego sk³adnika, mFS – ca³kowita masa frakcjiz dominuj¹cym udzia³em sk³adnika S;
oraz
Em
mSS
MS
� � 100% (2)
gdzie: efektywnoœæ separacji sk³adnika S, mS – masask³adnika S znajduj¹cego siê we frakcji z dominuj¹cymudzia³em tego sk³adnika, mMS – masa sk³adnika S znajdu-j¹cego siê w mieszaninie poddawanej separacji.
Stosuj¹c mieszaninê M5 (50/50) okreœlono wp³yw si³ynacisku igie³ przy sta³ej prêdkoœci obrotowej walców 12obr·min-1 na dok³adnoœæ oraz efektywnoœæ separacji.Okreœlono te¿ wp³yw prêdkoœci obrotowej walców przysta³ej sile nacisku igie³ wynosz¹cej 150 N/mm2. Wp³ywudzia³u masowego tworzyw w mieszaninach PP/PS nadok³adnoœæ oraz efektywnoœæ separacji badano stosuj¹csta³¹ si³ê nacisku igie³ 150 N/mm2 i sta³¹ prêdkoœæ obroto-w¹ walców 12 obr·min-1.
3. Wyniki badañ
Wp³yw si³y nacisku igie³ na efektywnoœæ rozdzia³u PP(EPP) i PS (EPS) przedstawiono na (rys. 3), a na dok³adnoœærozdzia³u PP (DPP) i PS (DPS) przedstawiono na (rys. 4).Stwierdzono, ¿e najwiêksz¹ efektywnoœæ a tak¿e dok³ad-noœæ wynosz¹c¹ 100% dla obu sk³adników mieszaninyuzyskano przy sile nacisku igie³ równej 150 N/mm2.Wzrost si³y nacisku powoduje nieznaczne obni¿enie tej
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
136 Krzysztof KRÓLIKOWSKI, Kazimierz PISZCZEK
Rys. 2. Walec rozdzielaj¹cy
Rys. 1. Prototypowy rozdzielacz ig³owy
Rys. 4. Wp³yw si³y nacisku igie³ na dok³adnoœæ rozdzia³u PP (DPP) i PS(DPS)
Rys. 3. Wp³yw si³y nacisku igie³ na efektywnoœæ rozdzia³u PP (EPP) i PS(EPS)

wartoœci. Spowodowane jest to zaczepianiem twardszychelementów PS na ig³ach walca rozdzielaj¹cego w wynikuczego elementy o wiêkszej twardoœci przenoszone by³ydo pojemnika z mniej twardymi cz¹stkami PP.
Natomiast gdy wartoœæ si³y nacisku igie³ wynosi od50–100 N/mm2 obserwuje siê ma³¹ dok³adnoœæ rozdzia³uw przypadku frakcji PS. Z powodu niewystarczaj¹cej si³ywywieranej przez ig³y cz¹stki PP o mniejszej twardoœcinie by³y wychwytywane i w efekcie trafia³y do pojemnikaz PS. Wp³yw prêdkoœci obrotowej walców na efektyw-noœæ rozdzia³u PP (EPP) i PS (EPS) przedstawiono na(rys. 5), a na dok³adnoœæ rozdzia³u PP (DPP) i PS (DPS) na(rys. 6).
Z zale¿noœci przedstawionych na (rys. 5 i 6) wynika,¿e najwiêksz¹ dok³adnoœæ oraz efektywnoœæ separacjimieszanin PP/PS uzyskano przy prêdkoœci obrotowej12 obr·min-1. Dalszy wzrost prêdkoœci prowadzi do obni-¿enia dok³adnoœci oraz efektywnoœci separacji. Prawdo-podobnie spowodowane jest to drganiami powstaj¹cymina taœmie transportuj¹cej mieszaninê, co mo¿e skutkowaænawarstwianiem rozdzielanych p³ytek tak, ¿e cz¹stki PPo mniejszej twardoœci mog¹ byæ zas³oniête twardszymipolistyrenowymi uniemo¿liwiaj¹c PP zaczepienie na ig-³ach. Innym powodem mo¿e byæ zbyt szybkie przecho-dzenie igie³ po rozdzielanych elementach mieszaniny
przez co niektóre jej sk³adniki nie trafia³y na ig³y rozdzie-laj¹ce. Wp³yw sk³adu mieszanin na dok³adnoœæ i efek-tywnoœæ rozdzia³u przedstawiono na (rys. 7 i 8).
Z uzyskanych wyników separacji mieszanin PP/PSo ró¿nych udzia³ach masowych wynika, ¿e dok³adnoœæoraz efektywnoœæ separacji praktycznie nie zale¿y odsk³adu rozdzielanej mieszaniny. Oznaczone wartoœciwskaŸników EPP,EPS oraz DPP i DPS ró¿ni¹ siê maksymalnieo 0,7%. Warunkiem koniecznym do uzyskania skuteczne-go rozdzia³u jest zapewnienie pojedynczej warstwy two-rzywa przekazywanej transporterem do uk³adu rozdzie-laj¹cego separatora.
4. Podsumowanie
Stwierdzono, ¿e do rozdzia³u mieszaniny dwóch poli-merów o ró¿nej twardoœci mo¿na zastosowaæ separatorig³owy. Uzyskane wyniki rozdzia³u mieszanin PS/PP do-wodz¹ ogólnej poprawnoœci rozwi¹zañ konstrukcyjnychprototypowego separatora ig³owego. Najwiêksz¹ do-k³adnoœæ oraz efektywnoœæ separacji sk³adników miesza-nin PS/PP uzyskano przy sile nacisku igie³ 150 N/mm2
oraz prêdkoœci obrotowej wynosz¹cej 12 obr·min -1. Wrazze wzrostem prêdkoœci obrotowej walców powy¿ej12 obr·min -1 obserwuje siê nieznaczne zmniejszenie do-k³adnoœci oraz efektywnoœci separacji. Zmienny udzia³
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Rozdzia³ mieszanin polipropylenu z polistyrenem na separatorze ig³owym 137
Rys. 6. Wp³yw prêdkoœci obrotowej walców na dok³adnoœæ rozdzia³u PP(DPP) i PS (DPS)
Rys. 8. Wp³yw sk³adu mieszanin na efektywnoœæ rozdzia³u PP (EPP)i PS (EPS)
Rys. 5. Wp³yw prêdkoœci obrotowej walców na efektywnoœæ rozdzia³uPP (EPP) i PS (EPS)
Rys. 7. Wp³yw sk³adu mieszanin na dok³adnoœæ rozdzia³u PP (DPP) i PS(DPS)

masowy PP i PS w mieszaninach nie wp³ywa na efektyw-noœæ oraz dok³adnoœæ rozdzia³u.
Literatura
1. Kijeñski J., B³êdzki A. K., Jeziórska R.: Odzysk i recykling ma-teria³ów polimerowych, PWN, Warszawa 2011, 64-67.
2. Królikowski K., Piszczek K., ¯uk T.: Rozdzia³ mieszanin two-rzyw polimerowych o ró¿nej twardoœci, In¿ynieria i AparaturaChemiczna, 2014, 2, 91-92.
3. Zinowicz Z., Go³êbiewski J., Œwiæ A.: Technologiczne problemyzagospodarowania odpadów tworzyw polimerowych, Wydaw-nictwo Uczelniane, Lublin 2003, 201-206.
4. „Praca zbiorowa pod red. Koz³owski M., Rydarowski H.”:Recykling odpadów polimerowych z elektroniki i pojazdów, WNT,Warszawa 2012, 26-30.
5. ¯enkiewicz M., ¯uk T., Królikowski K.: Metody sortowaniaodpadów tworzyw polimerowych, Przetwórstwo Tworzyw2012, 6 (150), 692-698.
6. „Praca zbiorowa pod red. Koz³owski M.”: Podstawy recyklin-gu tworzyw sztucznych, Wydawnictwo Politechniki Wro-c³awskiej, Wroc³aw 1998, 409-418.
7. „Praca zbiorowa pod red. B³êdzki A. K.”: Recykling materia-³ów polimerowych, WNT, Warszawa 1997, 36-40.
8. „Praca zbiorowa pod red. Koz³owski M.”: Recykling tworzywsztucznych w Europie, Wydawnictwo Politechniki Wroc³aw-skiej, Wroc³aw 2006, 138-140.
9. Królikowski K., Piszczek K., ¯uk T., Tomaszewska J.: Zg³o-szenie patentowe, Sposób i urz¹dzenie do separacji mieszanintworzyw polimerowych, Urz¹d Patentowy RP nr P.405364,2013.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
138 Krzysztof KRÓLIKOWSKI, Kazimierz PISZCZEK

Marcin NABIA£EKMarcin NABIA£EKPolitechnika Czêstochowska, Wydzia³ In¿ynierii Produkcji i Technologii Materia³ówe-mail: [email protected]
Zastosowanie ¿ywicy epoksydowej Epidian 100 jako osnowy w kompozytach
magnetycznych
Streszczenie. W pracy przedstawiono przyk³adowe wyniki badañ w³aœciwoœci magnetycznych oraz strukturykompozytów zbudowanych z ¿ywicy epoksydowej Epidian 100 oraz amorficznego wype³niacza o w³aœciwoœciachmagnetycznych magnetycznie miêkkich. Na podstawie analizy badañ struktury wykonanych za pomoc¹ dyfrakto-metru rentgenowskiego mo¿na stwierdziæ, ¿e badane kompozyty posiada³y strukturê amorficzn¹, co w rezultaciejest potwierdzeniem amorficznoœci metalicznego wype³niacza. Podstawowe parametry opisuj¹ce materia³ magne-tycznie miêkkie, tj. magnetyczna polaryzacja oraz pole koercji w badanych kompozytach zmieniaj¹ siê w zale¿noœciod iloœci diamagnetycznego lepiszcza lub frakcji stosowanego wype³niacza. W przypadku kompozytów magnetycz-nych ju¿ niewielka iloœæ diamagnetycznej ¿ywicy epoksydowej Epidian 100 jest powodem gwa³townego pogorsze-nia parametrów magnetycznie miêkkich.
THE USE OF EPOXY RESIN EPIDIAN 100 AS MATRIX IN MAGNETIC COMPOSITESSummary. The paper presents an example of the results of the magnetic properties and structure of compositesmade of epoxy resin Epidian 100 and amorphous filler with magnetically soft magnetic properties. From the struc-ture analysis made using the X-ray diffractometer can be concluded, that the examined composites had an amor-phous structure, which in turn confirms the amorphous content of the filler metal. The basic parameters describingthe soft magnetic material, i.e. magnetic polarization and the coercive field in the studied composites vary dependingon the amount of binder or on diamagnetic fraction of the filler used. In the case of magnetic composites even a smallquantity of Epidian 100 diamagnetic epoxy resin causes rapid deterioration of soft magnetic parameters.
1. WPROWADZENIE
Materia³y kompozytowe stanowi¹ jedn¹ z najliczniej-szych grup materia³ów, które stosowane s¹ z powodze-niem w wielu ga³êziach przemys³u [1, 2]. Kompozyty na-le¿y klasyfikowaæ ze wzglêdu na ich sposób wytworzeniai zastosowany wype³niacz [3]. Generalnie dzieli siê je natrzy grupy: kompozyty warstwowe, kompozyty w³óknis-te oraz kompozyty ziarniste [3, 4]. Ostatnia z tych grupkompozytów daje mo¿liwoœæ wytworzenia tzw. kompo-zytów magnetycznych. Du¿¹ zalet¹ kompozytów prosz-kowych jest ich dobra formowalnoœæ, co daje mo¿liwoœæwytwarzania próbek zamkniêtych (np. toroidów).W przypadku kompozytów magnetycznych istotnymczynnikiem jest mo¿liwoœæ zamkniêcia obiegu strumieniamagnetycznego. W rdzeniach magnetycznych korzyst-nym jest upakowanie jak najwiêkszej iloœci wype³niaczamagnetycznego, który jest spajany przy u¿yciu ró¿negorodzaju ¿ywic [5, 6]. Maksymalna iloœæ magnetycznegowype³niacza w kompozycie jest czynnikiem decydu-j¹cym o jego dobrych w³aœciwoœciach magnetycznych,a w szczególnoœci magnetycznie miêkkich. Dobrze prze-badan¹ i nadaj¹c¹ siê jako lepiszcze kompozytów magne-tycznych jest ¿ywica epoksydowa Epidan 100. ¯ywica tapo wymieszaniu z acetonem i póŸniejszym jego odparo-waniu dobrze wi¹¿e cz¹stki wype³niacza. W procesiecieplno-chemicznego utwardzania nadawane s¹ kompo-zytowi jego w³aœciwoœci mechaniczne. W przypadkukompozytów magnetycznych w³aœciwoœci mechanicznenie s¹ najbardziej istotne. W magnetycznych kompozy-tach proszkowych to w³aœciwoœci u¿ytkowe tj. przenikal-
noœæ, pole koercji, czy magnetyczna polaryzacja maj¹ naj-wiêksze znaczenie. Coraz czêœciej kompozyty magne-tyczne proszkowe u¿ywane s¹ do budowy magnetowo-dów w urz¹dzeniach elektrycznych [7, 8]. ¯ywica epo-ksydowa Epidian 100 jest jedn¹ z wielu jakie mo¿na sto-sowaæ do spajania cz¹stek magnetycznego proszku. Inny-mi materia³ami spajaj¹cymi magnetyczne proszki, któredobrze nadaj¹ siê do wytwarzania kompozytów magne-tycznych s¹: Amicon SE 617, Araldit K-600, czy ¿ywicaEpoksydowa Epidian 101. Kompozyty proszkowe mag-netyczne nale¿y dzieliæ ze wzglêdu na technologie ichwykonania na: spieki oraz dielektromagnetyki i magneto-dielektryki [9]. W zale¿noœci od oczekiwanych w³aœci-woœci metaliczny wype³niacz w kompozycie mo¿na od-prê¿aæ lub doprowadziæ do jego nanokrystalizacji lubkrystalizacji. Od prawie 30 lat produkowane s¹ magneto-wody kompozytowe spiekane na bazie ¿elazowego wy-pe³niacza. W ostatnich kilkunastu latach wzros³o znacz-nie zainteresowanie kompozytami magnetycznymi typudielektromagnetyk. W dielektromagnetykach metalicznecz¹stki s¹ izolowane dielektrykiem w postaci ¿ywicy np.Epidian 100, co znacz¹co wp³ywa na poprawê ich strat-noœci dieletrycznej i zwiêkszon¹ rezystywnoœæ. Niestetydielektryczna otoczka cz¹stek magnetycznych wp³ywanegatywnie na takie parametry jak magnetyczna polary-zacja nasycenia, przenikalnoœæ, czy pole koercji. W przy-padku kompozytów z amorficznym wype³niaczem mag-netycznym o w³aœciwoœciach magnetycznie miêkkichmo¿na je stosowaæ przy szybkich cyklach przemagneso-wania czego nie da³o siê wykonaæ dla spieków. General-nie dla tego rodzaju kompozytów istnieje mo¿liwoœæ trój-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Zastosowanie ¿ywicy epoksydowej Epidian 100 jako osnowy w kompozytach magnetycznych 139

wymiarowego rozk³adu strumienia magnetycznegow magnetowodzie, formowanie skomplikowanychkszta³tów niewykonalnych z blach transformatorowych,pominiêcie wielu procesów technologicznych podczaswytwarzania magnetowodu, uzyskania du¿ych oszczêd-noœci w produkcji oraz ³atwego recyklingu. Obecnie kreo-wane jest d¹¿enie do globalnej miniaturyzacji, co sprzyjarozwojowi magnetowodów kompozytowych. Nowoczes-ne urz¹dzenia specjalnego wykonania pracuj¹ przy du-¿ych czêstotliwoœciach, co równie¿ jest czynnikiem wp³y-waj¹cym na gwa³towny rozwój magnetycznych kompo-zytów. Zgodnie z wprowadzonymi dyrektywami unijny-mi odnoœnie recyklingu elementów elektrotechnicznychkompozyty magnetyczne osi¹gnê³y przewagê w stosun-ku do komercyjnie wytwarzanych rdzeni magnetycz-nych.
W pracy przedstawiono przyk³adowe wyniki badañstruktury oraz w³aœciwoœci magnetycznych dla próbekkompozytów z magnetycznym wype³niaczem o struktu-rze amorficznej i ró¿nym udziale ¿ywicy epoksydowejEpidian 100.
2. MATERIA£Y I METODYKA BADAÑ
Wytworzone kompozyty zbudowane by³y z metalicz-nego amorficznego wype³niacza oraz ¿ywicy epoksydo-wej Epidian 100. Udzia³ procentowy wype³niacza wyno-si³ od 96% do 98% resztê stanowi³o lepiszcze Epidian 100.Wstêpny wsad do wytworzenia amorficznych p³ytekwykonano poprzez topienie ³ukowe sk³adników stopu.Próbki masywnych stopów amorficznychFe61Co10Y8Mo1B20 by³y wytwarzane za pomoc¹ aparaturybadawczej, w której wykorzystywana jest metoda zasysa-nia ciek³ego stopu do miedzianej formy. Proces produk-cyjny zarówno wlewków, jak i amorficznych p³ytek wy-konano w atmosferze gazu ochronnego (argonu). Amor-ficzne p³ytki poddano procesowi niskoenergetycznegorozkruszania w moŸdzierzu ceramicznym, w acetonie.Nastêpnie po osuszeniu amorficzny proszek zosta³ prze-siany na zestawie sit. Wyodrêbniono kilka frakcji prosz-ków 25÷50 μm, 50÷100 μm oraz 100÷200 μm. Do dalszychbadañ wykorzystano proszki z frakcji 100÷200 μm. Wyse-lekcjonowane proszki wymieszano z ¿ywic¹ epoksydow¹Epidian 100 przy udziale acetonu. Tak¹ mieszankê powstêpnym osuszeniu poddano prasowaniu w prasie hyd-raulicznej (5 MPa w czasie 30 s).
Strukturê kompozytów magnetycznych badano z wy-korzystaniem dyfrakcji promieni rentgenowskich. U¿ytyw badaniach aparat rentgenowski firmy BRUKER (AD-VANCED D8) wyposa¿ony by³ w lampê rentgenowsk¹ uz-brojon¹ w anodê miedzian¹ ( = 1,54056 Å). Badane próbkinaœwietlano promieniami Röntgena w zakresie k¹ta 2 od30° do 100° ze skokiem pomiarowym 0,02° i czasem pomia-ru 5 s. Próbki umieszczono na obrotowym stoliku, a bada-nia zrealizowano w temperaturze pokojowej.
Zdjêcia powierzchni próbek otrzymano za pomoc¹mikroskopu metalograficznego DM2700 M firmy Leica.
Badania mikrotwardoœci wykonano z u¿yciem mikro-twardoœciomierza FutureTech 740. Dla ka¿dej z próbek
zrobiono dwadzieœcia prób przy sile nacisku 980,7 mNi czasie 6 s. Skrajne wartoœci zosta³y odrzucone, a z pozo-sta³ych obliczono wartoœæ œredni¹. B³¹d pomiaru mieœci³siê w zakresie ±12HV100.
Pomiary magnetyczne zale¿noœci M-H wykonanow temperaturze pokojowej przy zastosowaniu magneto-metru wibracyjnego firmy LakeShore 7301. Maksymalnenatê¿enie pola magnetycznego przy jakim pracuje u¿ytyw badaniach magnetometr wibracyjny to 2 T. Na podsta-wie analizy statycznych pêtli histerezy magnetycznejwyznaczono takie parametry jak: pole koercji – Hc orazmagnetyczn¹ polaryzacjê – µ0M.
3. WYNIKI BADAÑ
Rysunek 1 przedstawia obrazy dyfrakcji promieniRöntgena dla badanych próbek kompozytów z metalicz-nym wype³niaczem ze stopu amorficznegoFe61Co10Y8Mo1B20.
Przedstawione na rysunku 1 dyfraktogramy rentge-nowskie dla uzyskanych próbek o ró¿nej zawartoœci ¿y-wicy Epidian 100 s¹ podobne i sk³adaj¹ siê jedynie z sze-rokich maksimów. Maksima te s¹ typowe dla materia³ówo strukturze amorficznej. Dla próbek amorficznych niema mo¿liwoœci okreœlenia wzorca tak jak w przypadkumateria³ów krystalicznych. Dlatego przy u¿yciu dyfrakcjipromieni Röntgena dok³adne opisanie struktury dla ma-teria³ów amorficznych nie jest mo¿liwe, a obserwowanydyfraktogram rentgenowski stanowi jedynie potwierdze-nie braku korelacji k¹towych w u³o¿eniu atomów orazperiodycznoœci uk³adów atomów. Oznacza to, ¿e dla ob-serwowanych próbek oddzia³ywania miêdzy atomamimaj¹ charakter oddzia³ywañ bliskiego zasiêgu.
Na rysunku 2. zamieszczone s¹ zdjêcia struktury ba-danych kompozytów z widocznymi odciskami pirami-dek Vickersa.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
140 Marcin NABIA£EK
Rys. 1. Obrazy dyfrakcji Röntgena uzyskane dla badanych próbek kom-pozytu z amorficznym wype³niaczem Fe61Co10Y8Mo1B20.o ró¿nej za-wartoœci ¿ywicy Epidian 100

Zawartoœæ ¿ywicy epoksydowej Epidian 100 nie mia³awp³ywu na mikrotwardoœæ kompozytów z amorficznymwype³niaczem ze stopu Fe61Co10Y8Mo1B20. Statyczne pêtlehisterezy magnetycznej uzyskane dla badanych kompo-zytów oraz próbki l i te j z amorficznego stopuFe61Co10Y8Mo1B20 przedstawione s¹ na rysunku 3.
Przedstawione na rysunku 3 statyczne pêtle histerezymagnetycznej s¹ typowe jak dla materia³ów ferromagne-tycznych o w³aœciwoœciach magnetycznie miêkkich. Mo¿-na zauwa¿yæ, ¿e dla próbki amorficznej w³aœciwoœci mag-netycznie miêkkie s¹ najlepsze: µ0Ms–1,17 T i Hc–42 A/m,natomiast po dodaniu dielektrycznej ¿ywicy Epidian 100dosz³o do ich gwa³townego pogorszenia. Przyczyn¹wzrostu wartoœci pola koercji oraz zmniejszenia magne-tycznej polaryzacji nasycenia jest wp³yw niemagnetycz-nego lepiszcza, które przedziela magnetyczne cz¹stki. Wtym przypadku magnetyczne oddzia³ywania wymiennezostaj¹ os³abione i pomiêdzy cz¹stkami amorficznegowype³niacza w wyniku ich rozdzielenia ¿ywic¹ Epidian
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Zastosowanie ¿ywicy epoksydowej Epidian 100 jako osnowy w kompozytach magnetycznych 141
Rys. 2. Zdjêcia powierzchni badanych próbek z amorficznym wype³nia-czem ze stopu Fe61Co10Y8Mo1B20 dla trzech analizowanych zawartoœci¿ywicy Epidian 100 z widocznymi odciskami po teœcie mikrotwardoœci
Rys. 3. Statyczne pêtle histerezy uzyskane dla badanych próbek z amor-ficznym wype³niaczem ze stopu Fe61Co10Y8Mo1B20 o trzech zawartoœ-ciach ¿ywicy Epidian 100 oraz dla czystego stopu

100 dochodzi do zwiêkszenia udzia³u oddzia³ywañ dale-kozasiêgowych w postaci oddzia³ywañ dipolowych.Dane uzyskane z analizy statycznych pêtli histerezy mag-netycznej zebrane zosta³y w tabeli 1.
Tabela 1. Dane uzyskane z analizy statycznych pêtli histerezyzmierzonych dla badanych kompozytów z amorficznym wy-pe³niaczem ze stopu Fe61Co10Y8Mo1B20 o zawartoœci ¿ywicy Epi-dian 100 od 2–4% i masywnego stopu amorficznego
Udzia³ % Epidian 100 μ0Ms [T] Hc [A/m]
0% 1,17 (2) 42 (2)
2% 0,90 (2) 1343 (2)
3% 0,80 (2) 1092 (2)
4% 0,69 (2) 1134 (2)
4. PODSUMOWANIE
W pracy przedstawiono wyniki badañ mikrostruktu-ry oraz w³aœciwoœci magnetycznych kompozytów z³o¿o-nych z amorficznego wype³niacza ze stopuFe61Co10Y8Mo1B20 po³¹czonych lepiszczem z ¿ywicy epo-ksydowej Epidian 100. Na podstawie przeprowadzonychbadañ stwierdzono, ¿e udzia³ ¿ywicy epoksydowej Epi-dian 100 w stosunku wagowym 2–4% nie ma wiêkszegowp³ywu na wartoœæ HC i na podstawie przeprowadzo-nych badañ nie stwierdzono ¿adnej zale¿noœci: udzia³uEpidian 100 na HC. Oczywistym jest jednak fakt, ¿e samododanie ¿ywicy epoksydowej Epidian 100, która jest di-elektrykiem wp³ywa na gwa³towny wzrost wartoœci polakoercji. Obserwowany wzrost wartoœci pola koercjizwi¹zany jest ze zmian¹ mechanizmu magnesowania ba-danych próbek, w których w wyniku dodania dielektrykaotaczaj¹cego poszczególne ziarna magnetyczne dosz³odo konkurencji miêdzy bliskozasiêgowymi oddzia³ywa-niami wymiennymi a dalekozasiêgowymi oddzia³ywa-niami dipolowymi. W przypadku magnetycznej polary-
zacji nasycenia rozrzedzenie magnetycznej osnowy di-elektryczn¹ ¿ywic¹ mia³o wp³yw na zmniejszenie mo-mentu magnetycznego materia³u, co odzwierciedlonezosta³o spadkiem wartoœci saturacji magnetycznej. Zale¿-noœæ ¿ywicy Epidian 100 w kompozycie mia³a wp³yw nawartoœæ μ0MS. Zaobserwowano, ¿e wraz ze wzrostemudzia³u ¿ywicy epoksydowej Epidian 100 obserwowanospadek magnetycznej polaryzacji nasycenia.
LITERATURA
[1] Posmyk A., Myalski J., Hybrid Composites With Ceramic Rein-forcing Phase Modified By Solid Lubricants Destined For VehicleSubassemblies, Composites Theory and Practice, 13: 2 (2013)135-140
[2] Leski A., Weso³owski M., Stefaniuk M., Evaluation Of Mobile,Composite Airfield Mat, Composites Theory and Practice 12: 4(2012)
[3] Œledziona J., Podstawy technologii kompozytów, Wyd. PŒl., Gli-wice (1998)
[4] Boczkowski A., Kapuœciñski J., Puci³kowski K., Wojcie-chowski S., Kompozyty, Wyd. PW, Warszawa (2000)
[5] Nabia³ek M., W³aœciwoœci magnetyczne i mikrostruktura kom-pozytów wytworzonych na bazie amorficznego wype³niaczaFe61Co10Y8Zr1B20 spajanego ¿ywic¹ epoksydow¹, PrzetwórstwoTworzyw nr 1 (2014) 56–61
[6] Pietrusiewicz P., Nabia³ek M., Doœpia³ M., Bukowska A.,Wp³yw wielkoœci frakcji proszku amorficznego Fe61Co10Y8W1B20
na w³aœciwoœci magnetyczne i mechaniczne kompozytu w osnowiepolimerowej, Przetwórstwo Tworzyw nr 1 (2014) 76–81
[7] Nowosielski R., Wys³ocki J.J., Wnuk I. i inni, Ferromagneticproperties of polymer nanocomposites containing Fe78Si9B13powder particles, Journal of Materials Processing Technology162–163 (2005) 242–247
[8] Lachowicz H., Magnetyki amorficzne, Wiedza i ¯ycie 9 (1997)[9] Janta T., Wêgliñski B., Wp³yw rodzaju dielektryku na w³aœci-
woœci dielektromagnetyków, Kompozyty nr 3 (2003) 165–171
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
142 Marcin NABIA£EK

Ewa OLEWNIK-KRUSZKOWSKA, Krzysztof KOWALSKI, Patrycja KASPERSKA, Józef RICHERTEwa OLEWNIK-KRUSZKOWSKA*a), Krzysztof KOWALSKIa), Patrycja KASPERSKAa), Józef RICHERTb)
a) Wydzia³ Chemii, Uniwersytet Miko³aja Kopernika w Toruniu,b) Instytut In¿ynierii Materia³ów Polimerowych i Barwników w Toruniu* e-mail: [email protected]
Wp³yw promieniowania UV na w³aœciwoœci mechaniczne polilaktydu
nape³nianego grafitem i szungitem
Streszczenie. Folie zawieraj¹ce polilaktyd jako osnowê polimerow¹ oraz szungit i grafit jako nape³niacze w iloœcido 20%wag naœwietlano promieniowaniemUV-C (max 254nm) w odstêpach 50-godzinnych do 300 godzin. Wp³ywiloœci i rodzaju nape³niacza na proces fotodegradacji analizowano przeprowadzaj¹c badania w³aœciwoœci mechanicz-nych zarówno wyjœciowych materia³ów jak i po ró¿nych czasach ekspozycji na UV. Pod uwagê brano nastêpuj¹ceparametry: modu³ Younga, naprê¿enie zrywaj¹ce i odkszta³cenie przy zerwaniu. Na podstawie uzyskanych wyni-ków stwierdzono, i¿ obecnoœæ grafitu podobnie jak i szungitu poprawia odpornoœæ kompozytów polilaktydowych nadzia³anie promieniowania UV. Otrzymane wartoœci wskazuj¹, i¿ wprowadzenie grafitu w wiêkszym stopniu ekra-nuje dzia³anie UV ni¿ szungit.
EFFECT OF UV IRRADIATION ON MECHANICAL PROPERTIES OF POLYLACTIDE FILLED WITHGRAPHITE AND SHUNGITESummary. Films consisting of polylactide as polymer matrix and graphite as well as shungite as fillers in anamount up to 20%wt were irradiated with UV (254 nm) at intervals of 50-300 hours. Effect of quantity and type offiller on photodegradation process was analyzed by examination mechanical properties of both the starting materialand the material after various times of exposure to UV irradiation. The following parameters were taken intoaccount: Young’s modulus, stress at break and strain at break. Based on obtained results it has been established thatthe presence of graphite as well as shungite improves resistance of polylactide composites to UV radiation. Determi-ned values indicate that the introduction of graphite into polymer matrix has got a more substantial UV screeningeffect than the introduction of shungite.
1. WSTÊP
W celu poprawy parametrów wytrzyma³oœciowych,zmniejszenia palnoœci czy zwiêkszenia barierowoœci poli-meru wprowadza siê do osnowy polimerowej nape³niaczuzyskuj¹c tym sposobem materia³ kompozytowy. Kom-pozyty s¹ to materia³y bêd¹ce po³¹czeniem co najmniejdwóch nierozpuszczalnych siê w sobie faz, z których ka¿-da odpowiada innemu podstawowemu materia³owi in-¿ynierskiemu, zapewniaj¹cymi lepszy zespó³ w³asnoœcii cech strukturalnych, od w³aœciwych dla ka¿dego z mate-ria³ów sk³adowych oddzielnie [1]. Do najczêœciej stoso-wanych nape³niaczy nale¿¹ m.in. krzemiany, talk, tlenkicynku, glinu, magnezu czy tytanu, ró¿nego rodzaju wêg-lany np. potasu lub wapnia, a tak¿e proszki metali, czywêgiel. Wœród stosowanych nape³niaczy spotyka siê rów-nie¿ grafit i szungit [2]. Grafit jest znany jako jedna z od-mian alotropowych wêgla o strukturze warstwowej,w której ka¿da z warstw sk³ada siê z po³¹czonych ze sob¹szeœciocz³onowych pierœcieni benzenowych. Ze wzglêduna ró¿nice w d³ugoœciach oraz si³ach wi¹zañ C-C w grafi-cie zaobserwowano, i¿ wykazuje on anizotropiê w³aœci-woœci fizycznych [3]. Grafit jest materia³em po³yskliwymi ³upliwym o czarnej lub czarno-szarej barwie. Nale¿y dogrupy materia³ów najbardziej odpornych na wysok¹ tem-peraturê. Do jego cech szczególnych nale¿y brak normal-nej temperatury topnienia oraz uleganie bezpoœredniosublimacji w temperaturze oko³o 4000°C pod ciœnieniem1 atmosfery. [4]. Ta odmiana alotropowa wêgla posiada
gêstoœæ oko³o 2,26 g/cm3, przewodzi ciep³o i pr¹d elek-tryczny oraz wykazuje twardoœæ w skali Mohsa na pozio-mie 1-2 (podczas gdy dla diamentu wynosi ona 10) [5].Syntetyczny grafit otrzymuje siê w wyniku pirolizy an-tracytu, polimerów (poliimidów) i innych wêglowodo-rów w temperaturze powy¿ej 2000°C. W czystej postacijest jednym z najbardziej nieaktywnych chemicznie mate-ria³ów. Jednak¿e obecnoœæ zanieczyszczeñ zarównow graficie naturalnym, jak i syntetycznym powodujewzrost jego aktywnoœci chemicznej.
Innym stosowanym nape³niaczem wêglowym jestszungit, który jest postaci¹ poœredni¹ pomiêdzy antracy-tem a grafitem, zawieraj¹c¹ w sobie 30% wêgla, 57% krze-mianów oraz 13% innych pierwiastków takich jak azot,siarka, wodór, tlen, glin, ¿elazo czy magnez [6,7]. Z³o¿aszungitu zosta³y odnotowane nieopodal jeziora Onegaw pó³nocno-zachodniej Rosji, a tak¿e w ska³ach wulka-nicznych na Kamczatce oraz w pobli¿u Czelabiñska.Szungit jest twardym minera³em o zwartej budowiei czarnej barwie. Jego gêstoœæ, w zale¿noœci od odmianymieœci siê pomiêdzy 2,04 a 2,25 g/cm3. Ze wzglêdu na to,i¿ w swojej strukturze szungit zawiera nanorurki oraz fu-lereny jego budowa jest mocno porowata. Szungit wyka-zuje równie¿ w³aœciwoœci przewodz¹ce oraz znaczn¹wytrzyma³oœæ mechaniczn¹. Jego modu³ sprê¿ystoœci jestnajwy¿szy spoœród materia³ów wêglowych, wliczaj¹cw to grafit. Rozpatruj¹c w³aœciwoœci szungitu pod wzglê-dem reaktywnoœci obserwuje siê, i¿ jest on bardziej reak-tywny ni¿ koks i jednoczeœnie bardziej odporny na proces
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw promieniowania UV na w³aœciwoœci mechaniczne polilaktydu nape³nianego grafitem i szungitem 143
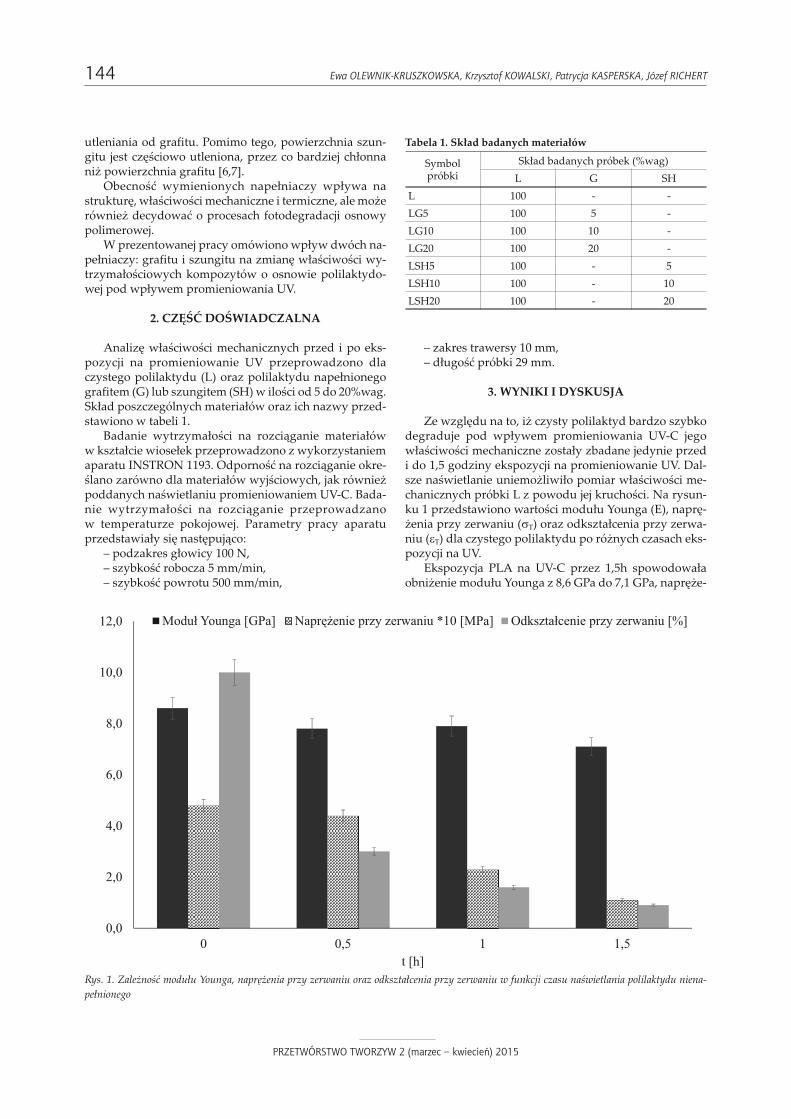
utleniania od grafitu. Pomimo tego, powierzchnia szun-gitu jest czêœciowo utleniona, przez co bardziej ch³onnani¿ powierzchnia grafitu [6,7].
Obecnoœæ wymienionych nape³niaczy wp³ywa nastrukturê, w³aœciwoœci mechaniczne i termiczne, ale mo¿erównie¿ decydowaæ o procesach fotodegradacji osnowypolimerowej.
W prezentowanej pracy omówiono wp³yw dwóch na-pe³niaczy: grafitu i szungitu na zmianê w³aœciwoœci wy-trzyma³oœciowych kompozytów o osnowie polilaktydo-wej pod wp³ywem promieniowania UV.
2. CZÊŒÆ DOŒWIADCZALNA
Analizê w³aœciwoœci mechanicznych przed i po eks-pozycji na promieniowanie UV przeprowadzono dlaczystego polilaktydu (L) oraz polilaktydu nape³nionegografitem (G) lub szungitem (SH) w iloœci od 5 do 20%wag.Sk³ad poszczególnych materia³ów oraz ich nazwy przed-stawiono w tabeli 1.
Badanie wytrzyma³oœci na rozci¹ganie materia³óww kszta³cie wiose³ek przeprowadzono z wykorzystaniemaparatu INSTRON 1193. Odpornoœæ na rozci¹ganie okre-œlano zarówno dla materia³ów wyjœciowych, jak równie¿poddanych naœwietlaniu promieniowaniem UV-C. Bada-nie wytrzyma³oœci na rozci¹ganie przeprowadzanow temperaturze pokojowej. Parametry pracy aparatuprzedstawia³y siê nastêpuj¹co:
– podzakres g³owicy 100 N,– szybkoœæ robocza 5 mm/min,– szybkoœæ powrotu 500 mm/min,
– zakres trawersy 10 mm,– d³ugoœæ próbki 29 mm.
3. WYNIKI I DYSKUSJA
Ze wzglêdu na to, i¿ czysty polilaktyd bardzo szybkodegraduje pod wp³ywem promieniowania UV-C jegow³aœciwoœci mechaniczne zosta³y zbadane jedynie przedi do 1,5 godziny ekspozycji na promieniowanie UV. Dal-sze naœwietlanie uniemo¿liwi³o pomiar w³aœciwoœci me-chanicznych próbki L z powodu jej kruchoœci. Na rysun-ku 1 przedstawiono wartoœci modu³u Younga (E), naprê-¿enia przy zerwaniu (sT) oraz odkszta³cenia przy zerwa-niu (eT) dla czystego polilaktydu po ró¿nych czasach eks-pozycji na UV.
Ekspozycja PLA na UV-C przez 1,5h spowodowa³aobni¿enie modu³u Younga z 8,6 GPa do 7,1 GPa, naprê¿e-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
144 Ewa OLEWNIK-KRUSZKOWSKA, Krzysztof KOWALSKI, Patrycja KASPERSKA, Józef RICHERT
0,0
2,0
4,0
6,0
8,0
10,0
12,0
0 0,5 1 1,5
t [h]
Modu³ Younga [GPa] Naprê¿enie przy zerwaniu *10 [MPa] Odkszta³cenie przy zerwaniu [%]
Rys. 1. Zale¿noœæ modu³u Younga, naprê¿enia przy zerwaniu oraz odkszta³cenia przy zerwaniu w funkcji czasu naœwietlania polilaktydu niena-
pe³nionego
Tabela 1. Sk³ad badanych materia³ów
Symbolpróbki
Sk³ad badanych próbek (%wag)
L G SH
L 100 - -
LG5 100 5 -
LG10 100 10 -
LG20 100 20 -
LSH5 100 - 5
LSH10 100 - 10
LSH20 100 - 20

nia zrywaj¹cego z 48 MPa do 11 MPa oraz wzglêdnegoodkszta³cenia blisko 10-krotnie. Uzyskane rezultaty po-twierdzaj¹ fakt, i¿ promieniowanie UV-C charakteryzu-
j¹ce siê energi¹ oko³o 470 kJ/mol wywo³uje zrywanie sil-nych wi¹zañ C-C oraz C-H w strukturze polimeru prowa-dz¹c do jego degradacji [8].
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw promieniowania UV na w³aœciwoœci mechaniczne polilaktydu nape³nianego grafitem i szungitem 145
0
5
10
15
20
25
30
35
40
45
50
0 50 100 150 200 250 300
sT
[MP
a]
t [h]
LG5 LG10 LG20
Rys. 3. Zale¿noœæ naprê¿enia przy zerwaniu w funkcji czasu naœwietlania polilaktydu nape³nionego grafitem
0
2
4
6
8
10
12
14
0 50 100 150 200 250 300
E[G
Pa]
t [h]
LG5 LG10 LG20
Rys. 2. Zale¿noœæ modu³u Younga, w funkcji czasu naœwietlania polilaktydu nape³nionego grafitem

Na rysunkach 2-4 przedstawiono wartoœci Modu³uYounga (E), naprê¿enia przy zerwaniu (sT) oraz od-kszta³cenia przy zerwaniu (eT) dla wyjœciowych próbek
LG5, LG10, LG20 oraz po ró¿nych czasach naœwietlaniapromieniowaniem UV. Wprowadzenie do osnowy poli-laktydowej ju¿ 5%wag grafitu poprawia odpornoœæ kom-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
146 Ewa OLEWNIK-KRUSZKOWSKA, Krzysztof KOWALSKI, Patrycja KASPERSKA, Józef RICHERT
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
0 50 100 150 200 250 300
e T[%
]
t [h]
LG5 LG10 LG20
Rys. 4. Zale¿noœæ odkszta³cenia przy zerwaniu w funkcji czasu naœwietlania polilaktydu nape³nionego grafitem
0
1
2
3
4
5
6
7
0 50 100 150 200 250 300
E[G
Pa]
t [h]
LSH5 LSH10 LSH20
Rys. 5. Zale¿noœæ modu³u Younga, w funkcji czasu naœwietlania polilaktydu nape³nionego szungitem

pozytu na promieniowanie UV. Zbadanie w³aœciwoœcimechanicznych czystego PLA nie by³o mo¿liwe ju¿ po 2godzinach naœwietlania podczas gdy próbki zawieraj¹cegrafit badano nawet po 300h ekspozycji na UV.
W wyniku naœwietlania kompozytu LG5 przez 300h,wartoœæ E zmniejszy³a siê z 9 GPa do 7 GPa, sT uleg³o ob-ni¿eniu z 43 MPa do 14 MPa, natomiast odkszta³cenieprzy zerwaniu zmniejszy³o siê z 4% do 1,2%. Porównuj¹cotrzymane wyniki dla czystego PLA oraz polilaktydu za-wieraj¹cego 5%wag grafitu zaobserwowano, i¿ próbkaLG5 po 300h naœwietlania wykazywa³a podobne w³aœci-woœci mechaniczne, jak próbka L wystawiona na dzia³a-nie UV przez 1,5h. Wskazuje to na to, i¿ ju¿ 5% dodateknape³niacza w postaci grafitu znacznie poprawia odpor-noœæ otrzymanego kompozytu na UV, co t³umaczy siêefektem ekranuj¹cym wywo³anym obecnoœci¹ grafitu,który w tym przypadku pe³ni rolê stabilizatora UV [9].
Analizuj¹c rezultaty otrzymane dla materia³ów za-wieraj¹cych 10 i 20% wag grafitu obserwuje siê nieznacz-ne zmiany w przedstawionych na rysunkach 2-4 w³aœci-woœciach mechanicznych. Obecnoœæ grafitu w iloœci 10%wag i wiêkszej skuteczniej chroni osnowê polimerow¹przed promieniowaniem UV ni¿ zawartoœæ 5%wag.
Ponadto zaobserwowano, ¿e najwiêksze obni¿eniewartoœci sT oraz eT dla badanych kompozytów LG mia³omiejsce po pierwszych 50h naœwietlania. To sugeruje, i¿w czasie degradacji na powierzchni materia³ów pozosta³awarstwa ochronna w tym przypadku grafit, która utrud-nia³a dyfuzjê tlenu w g³¹b kompozytów. Potwierdzeniempowy¿szego stwierdzenia s¹ mniejsze zmiany wartoœcisT i eT w dalszych czasach naœwietlania.
Warto wspomnieæ, i¿ spadek parametrów takich jak E,sT i eT z wyd³u¿eniem czasu naœwietlania zarówno dla L,jak równie¿ dla wszystkich kompozytów œwiadczy dodat-kowo o tym, i¿ promieniowanie UV nie powoduje proce-sów sieciowania, a jedynie degradacjê polimeru [10].
Na rysunkach 5-7 przedstawiono wartoœci modu³uYounga (E), naprê¿enia przy zerwaniu (sT) oraz od-kszta³cenia przy zerwaniu (eT) dla wyjœciowych próbekLSH5, LSH10, LSH20 oraz po ró¿nych czasach ekspozycjina promieniowanie UV. Podobnie jak w przypadku PLAnape³nianego grafitem materia³y zawieraj¹ce szungitokaza³y siê znacznie bardziej odporne na dzia³anie pro-mieniowanie ultrafioletowego typu C ni¿ czysty polilak-tyd, ale jednoczeœnie s³absze ni¿ kompozyty PLA-grafit.W przypadku PLA z 5-procentowym nape³nieniem szun-gitem analiza w³aœciwoœci mechanicznych by³a mo¿liwado 100 godzin ekspozycji na UV, w tym czasie modu³Younga uleg³ obni¿eniu o 35%, odkszta³cenie przy zerwa-niu o blisko 60%, natomiast naprê¿enie przy zerwaniuuleg³o obni¿eniu a¿ o ponad 80%.
W przypadku kompozytu zawieraj¹cego 10%wagszungitu (LSH10) wszystkie analizowane parametry ule-ga³y obni¿eniu wraz z wyd³u¿eniem czasu ekspozycjipróbki na UV, podczas gdy materia³ zawieraj¹cy t¹ sam¹iloœæ grafitu pozostawa³ stabilny w czasie badania. Do-piero 20-procentowa zawartoœæ szungitu w osnowie poli-laktydowej spowodowa³a, i¿ materia³ ten utrzymywa³w³aœciwoœci mechaniczne na podobnym poziomie pod-czas naœwietlania promieniowaniem UV-C.
Pomimo, i¿ dodatek nape³niaczy pocz¹tkowo pogar-sza w³aœciwoœci mechaniczne kompozytu w porównaniu
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw promieniowania UV na w³aœciwoœci mechaniczne polilaktydu nape³nianego grafitem i szungitem 147
0
5
10
15
20
25
30
35
40
45
50
0 50 100 150 200 250 300
sT
[MP
a]
t [h]
LSH5 LSH10 LSH20
Rys. 6. Zale¿noœæ naprê¿enia przy zerwaniu w funkcji czasu naœwietlania polilaktydu nape³nionego szungitem

z czystym PLA, to jednak dzia³a on jako bariera przeciwUV.
4. PODSUMOWANIE
— Wprowadzenie zarówno grafitu jak i szungitu do os-nowy polilaktydowej znacz¹co wp³ywa na odpornoœæmateria³ów na promieniowanie UV.
— Stwierdzono, i¿ 20-procentowy dodatek nape³niaczado osnowy polilaktydowej wystarcza do uzyskaniakompozytu, którego w³aœciwoœci nie ulegaj¹ znaczne-mu pogorszeniu w wyniku fotodegradacji.
— Porównuj¹c wp³yw grafitu i szungitu na zmianê para-metrów okreœlaj¹cych wytrzyma³oœæ kompozytówo osnowie polilaktydowej pod wp³ywem promienio-wania UV obserwujê siê, i¿ grafit w wiêkszym stopniupoprawia odpornoœæ badanych materia³ów na pro-mieniowanie o d³ugoœci 254 nm.
Projekt zosta³ sfinansowany ze œrodków NarodowegoCentrum Nauki przyznanych na podstawie decyzji nu-mer DEC-2011/03/D/ST8/04126.
BIBLIOGRAFIA
[1] Dobrzañski L.A.: Materia³y in¿ynierskie i projektowanie mate-
ria³owe: Podstawy nauki o materia³ach i metaloznawstwo. Wy-dawnictwo Naukowo-Techniczne, Warszawa, 2006.
[2] ¯enkiewicz M., Richert J., Rytlewski P., Richert A,: Compara-
tive analysis of shungite and graphite effects on some properties of
polylactide composites. Polymer Testing, 2011, nr 30 s. 429 –435.
[3] Rabek F.: Wspó³czesna wiedza o polimerach. WydawnictwoNaukowe PWN, Warszawa 2008.
[4] Pierson H.O.: Handbook of carbon, graphite, diamond and fulle-
renes. Properties, Processing and Applications. Noyes Publica-tions, New Mexico 1994.
[5] Oczoœ K.E., D¹browski L.: GRAFIT – wytwarzanie, kszta³to-
wanie i zastosowanie. Mechanik 2011, nr. 8-9, s. 635-645.[6] Cascarini de Torre L.E., Fertitta A.E., Flores E.S., Llanos J.L,
Bottani E.J.: Characterization Of Shungite By Physical Adsorp-
tion of Gases. The Journal of the Argentine Chemical Society,2004, nr 92, s. 51-58.
[7] Kwieciñska B., Pusz S., Kwieciñska M., Pilawa B.: Physicalproperties of shungite”, International Journal of Coal Geology.2010, nr. 71, s. 455 – 461.
[8] Kaczmarek H.: Efekty przyspieszania fotochemicznego rozk³adu
polimerów przez substancje ma³o- i wielkocz¹steczkowe, Wydaw-nictwo Uniwersytetu Miko³aja Kopernika, Toruñ 1998.
[9] Kaczmarek H.: Fotodegradacja polimerów, w Fotochemia poli-
merów. Teoria i zastosowanie, praca zbiorowa pod redakcj¹J. P¹czkowskiego, Wydawnictwo Uniwersytetu Miko³ajaKopernika, Toruñ 2003.
[10] Dzier¿a W., Czerniawski T.: W³aœciwoœci mechaniczne i ter-
miczne polimerów. Wydawnictwo Uniwersytetu Miko³ajaKopernika, Toruñ 2000.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
148 Ewa OLEWNIK-KRUSZKOWSKA, Krzysztof KOWALSKI, Patrycja KASPERSKA, Józef RICHERT
0
5
10
15
20
25
30
35
40
45
50
0 50 100 150 200 250 300
sT
[MP
a]
t [h]
LSH5 LSH10 LSH20
Rys. 7. Zale¿noœæ odkszta³cenia przy zerwaniu w funkcji czasu naœwietlania polilaktydu nape³nionego szungitem

Pawe³ PIETRUSIEWICZ, Marcin NABIA£EKPawe³ PIETRUSIEWICZ, Marcin NABIA£EK*Politechnika Czêstochowska, Wydzia³ In¿ynierii Produkcji i Technologii Materia³ów, Instytut Fizyki* e-mail: [email protected]
Wp³yw zawartoœci osnowy polimerowej na w³aœciwoœci magnetyczne
amorficznego proszku Fe60Co10Y8W1B20
Streszczenie. W pracy przedstawiono wyniki badañ kompozytów sk³adaj¹cych z ferromagnetyka Fe61Co10Y8W1B20
wykazuj¹cego miêkkie w³aœciwoœci magnetyczne zwi¹zanego polimerem (Epidian 100) w proporcjach 2%, 3% i 4%wag. Przeprowadzono badania struktury wykorzystuj¹c dyfrakcje promieni rentgenowskich. Na podstawie tych ba-dañ wykazano ¿e proces mielenia jak i utwardzania Epidianu w nie wp³ywa na strukturê badanych kompozytów po-woduj¹c jej krystalizacjê. W kolejnym etapie przeprowadzono badani magnetyczne wykorzystuj¹c magnetometrwibracyjny (VSM). Pokazano, ¿e mo¿na sterowaæ w³aœciwoœciami poprzez odpowiednie dobranie zawartoœci osno-wy polimerowej.
INFLUENCE OF POLYMER CONTENT ON THE MAGNETIC PROPERTIES OF THE Fe60Co10Y8W1B20
AMORPHOUS POWDERSSummary. This paper presents results of research on the composites consisting of ferromagnetic Fe61Co10Y8W1B20
alloy exhibiting soft magnetic properties of bonded polymer (Epidian 100) in the proportion of 2%, 3% and 4% byweight. Structure study was carried out using X-ray diffraction. This research have shown that the process of grin-ding and Epidianu hardening does not affect the structure of the composites causing its crystallization. In a nextstep were studied by using a vibrating sample magnetometer (VSM). It is shown that the properties can be control-led through appropriate selection of the content of the polymer matrix.
1. WPROWADZENIE
Od wielu lat prowadzone s¹ badania, których ce-lem jest znalezienie materia³ów funkcjonalnycho strukturze amorficznej lub nanokrystalicznej posia-daj¹cych dobre w³aœciwoœci magnetycznie miêkkie.Niestety klasyczne materia³y posiadaj¹ce dobre w³aœ-ciwoœci magnetycznie miêkkie wystêpuj¹ zazwyczajw postaci cienkich taœm, co ogranicza ich zastosowa-nie, dlatego te¿ zaczêto szukaæ innych metod wytwa-rzania takich materia³ów np. poprzez wytwarzaniez nich kompozytów [1].
Miêkkie magnetycznie materia³y kompozytowe sk³a-daj¹ siê z cz¹stek magnetycznie miêkkich osadzonychw diamagnetycznej osnowie polimerowej [2]. Na w³aœci-woœci zarówno fizyczne jak i chemiczne kompozytu sk³a-daj¹cego siê z magnetycznego wype³niacza osadzonegow osnowie polimerowej maj¹ wp³yw oddzia³ywania nagranicy faz ferromagnetycznego proszku i polimeru (fer-ryt-polimer) [3]. Badania kompozytów magnetycznychpokazuj¹, ¿e mo¿na modelowaæ ich w³aœciwoœci poprzezodpowiedni dobór zarówno ich sk³adników jak i para-metrów ich wytwarzania [1, 4].
Ze wzglêdu na specyficzne w³aœciwoœci mechanicznekompozytów magnetycznych takie jak dobra plastycz-noœæ i wytrzyma³oœæ [5], które s¹ typowe dla polimerów,mo¿na wytworzyæ materia³ badañ o skomplikowanychkszta³tach. Jednoczeœnie dobre w³aœciwoœci tych materia-³ów pozwalaj¹ na ich zastosowanie w wielu dziedzinachprzemys³u.
W pracy przedstawiono wyniki badañ magnetycz-nych kompozytów sk³adaj¹cych siê z ferromagnetyczne-go proszku Fe61Co10Y8W1B20 osadzonego w osnowie poli-
merowej (Epidian 100) oraz wp³yw zawartoœci tego poli-meru na w³aœciwoœci magnetyczne.
2. MATERIA£, APARATURA I METODYKA BADAÑ
W pracy przeprowadzone zosta³y badania kompozy-tów o ró¿nej zawartoœci materia³u wi¹¿¹cego w propor-cjach 2%, 3% i 4% wag. Epidianu do amorficznego prosz-ku o nominalnym sk³adzie Fe61Co10Y8W1B20. Amorficznecz¹stki proszku uzyskano metod¹ niskoenergetycznegomielenia wczeœniej wytworzonej p³ytki o strukturzeamorficznej, nastêpnie przesiano przez zestaw sit i wyod-rêbniono frakcje o wielkoœci cz¹stek z przedzia³u 100-200µm. Tak przygotowany materia³ zosta³ wykorzystany towytworzenia kompozytów. Jako œrodek wi¹¿¹cy ferro-magnetyczny proch zosta³ u¿yty Epidian 100 w proporcji2 %, 3 % i 4 % wag. Z przygotowanej mieszaniny Epidia-nu i ferromagnetycznego proszku o frakcji 100-200 µmwytworzono materia³ badañ w postaci pastylek o gruboœ-ci 1 mm i œrednicy 5 mm. Pastylki uzyskiwano na prasiepod ciœnieniem 5 MPa i czasie prasowania 30 s. Utwar-dzenie ¿ywicy odbywa³o siê w temperaturze 150°C przez1h.
Strukturê badanych materia³ów w stanie wyjœciowym(proszek), przed jak równie¿ po wytworzeniu kompozy-tów, badano za pomoc¹ dyfraktometru rentgenowskiego(XRD) firmy BRUKER wyposa¿onego w lampê z anod¹miedzian¹ o promieniowaniu charakterystycznym CuKa,o d³ugoœci fali l = 1.54056 Å. Badania XRD wykonanow zakresie k¹ta od 30° do 100° z krokiem pomiarowym0,01° i czasie naœwietlania 2 s.
Pomiary magnetyczne tj. statycznych pêtli histerezymagnetycznej, wykonano przy u¿yciu magnetometru
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw zawartoœci osnowy polimerowej na w³aœciwoœci magnetyczne amorficznego proszku Fe 60Co10Y8W1B20 149

wibracyjnego (VSM) firmy „LakeShore” pracuj¹cegow zakresie pola magnetycznego do 2T. Na ich podstawiewyznaczono magnetyzacjê nasycenia (µ0Ms) oraz wartoœæpola koercji (Hc).
Wykonano równie¿ pomiary gêstoœci próbek, na pod-stawie których wyznaczono objêtoœciowy udzia³ procen-towy porów powietrza Vpor w wytworzonych pastylkach,wykorzystuj¹c nastêpuj¹c¹ zale¿noœæ [6]:
V w wpor epid
komp
epid
stop
komp
stop
= - -1r
r
r
r(1)
gdzie: rkomp – gêstoœæ kompozytu, repid, rstop – kolejno gês-toœæ epidianu i gêstoœæ samego stopu, wepid, wstop – procen-towe udzia³y masowe epidianu i stopu.
3. WYNIKI BADAÑ I ICH DYSKUSJA
Na rysunku 1 przedstawiono obrazy dyfrakcji pro-mieni rentgenowskich uzyskanych dla kompozytówo ró¿nej zawartoœci Epidianu jak i równie¿ dla materia³uwyjœciowego w postaci p³ytki.
Jak mo¿na zauwa¿yæ na przedstawionych dyfrakto-gramach (Rys. 1) nie wystêpuj¹ ostre maksima charakte-rystyczne dla materia³ów krystalicznych, a jedynie szero-kie maksimum odpowiadaj¹ce strukturze amorficznej.
Œwiadczy to o tym ¿e podczas zarówno niskoenergetycz-nego rozkruszania jak i podczas procesu utwardzania niedosz³o do krystalizacji badanych materia³ów.
Przedstawione na rysunku 2 statyczne pêtle histerezymagnetycznej s¹ charakterystyczne dla materia³ów wy-kazuj¹cych miêkkie w³aœciwoœci magnetyczne. Mo¿narównie¿ zaobserwowaæ, ¿e materia³ magnetyczny osa-dzony w osnowie polimerowej w porównaniu z materia-³em wyjœciowym w postaci p³ytki, wykazuje gorsze w³aœ-ciwoœci magnetycznie miêkkie. Z pomiarów tych wynika,¿e oddzia³ywania na granicy faz polimer – materia³ mag-netyczny odgrywaj¹ istotn¹ rolê w kreowaniu w³aœciwoœ-ci magnetycznych.
Na rysunku 3 przedstawiono powiêkszone obszarypêtli histerezy magnetycznej w pobli¿u pola koercji µ0Hc
odpowiadaj¹cemu natê¿eniu pola magnetycznego jakietrzeba przy³o¿yæ aby rozmagnesowaæ badany materia³jak i równie¿ w pobli¿u namagnesowania nasycenia µ0Ms.
Wyniki analizy statycznych pêtli histerezy magne-tycznej zosta³y zestawione w Tabeli 1. Na ich podstawie
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
150 Pawe³ PIETRUSIEWICZ, Marcin NABIA£EK
Rys. 2. Statyczne pêtle histerezy magnetycznej zmierzone dla materia³u
w postaci a) p³ytki oraz dla kompozytów o ró¿nej zawartoœci Epidianu
100 b) 2%, c) 3%, d) 4%
Rys. 3. Powiêkszone obszary statycznych pêtli histerezy magnetycznej w pobli¿u pola koercji (A) i namagnesowania nasycenia (B) dla próbek w pos-
taci a) p³ytki oraz dla kompozytów o ró¿nej zawartoœci Epidianu 100 b) 2%, c) 3%, d) 4%
Rys. 1. Obrazy dyfrakcji promieni rentgenowskich zarejestrowane dla
kompozytów w postaci a – p³ytki i ró¿nej zawartoœci Epidianu 100 b –
2%, c – 3%, d – 4%

mo¿na zauwa¿yæ, ¿e 1% zmiana zawartoœci osnowie poli-merowej mia³a niedu¿y wp³yw na zmiany namagneso-wania nasycenia µ0Ms. Zmiany te odbywa³y siê w granicyb³êdu jej pomiaru. Natomiast mo¿na zauwa¿yæ zale¿noœæzmiany pola koercji Hc, które wraz z udzia³em zawartoœciosnowy polimerowej mala³o.
Wykorzystuj¹c zale¿noœæ (1) wyznaczono procento-wy udzia³ objêtoœciowy porów Vpor dla wytworzonychkompozytów. Na podstawie danych obliczonych ze wzo-ru (1) mo¿na jednoznacznie stwierdziæ, ¿e nie wszystkiecz¹stki wype³niacza zosta³y dok³adnie zwi¹zane polime-rem Epidian 100.
Tab. 1. Zestawienie wyników dla kompozytów Fe60Co10Y8W1B20
w zale¿noœci od zawartoœci Epidianu 100
ZawartoϾEpidianu
µ0Ms [T] Hc [A/m] rkomp [g/cm3] Vpor [%]
0% (p³ytka) 1,19 (2) 24 (2) 7,51 (3) 0
2% 0,78 (2) 2645 (2) 6,08 (3) 10,3 (3)
3% 0,88 (2) 2627 (2) 5,97 (3) 7,6 (3)
4% 0,83 (2) 2602 (2) 5,79 (3) 6,3 (3)
Analizuj¹c dane zestawione w Tabeli 1 mo¿na zauwa-¿yæ równie¿ pewn¹ zale¿noœæ tj. wraz ze wzrostem poro-watoœci wzrasta³o pole koercji Hc. Wartoœæ tego polaw materia³ach magnetycznie miêkkich jest uzale¿nionaod wielu czynników ale jednym z najwa¿niejszych s¹ od-dzia³ywania magnetyczne miêdzy momentami magne-tycznymi (tzw. oddzia³ywania wymienne), wzrost poro-watoœci prowadzi do zachwiania tych oddzia³ywañ, któ-rych rolê zaczynaj¹ przejmowaæ oddzia³ywania dipolo-we. Ferromagnetyczna cz¹stka wype³niacza zostaje oto-czona niemagnetyczn¹ ¿ywic¹ i porami, które oddzielaj¹j¹ od pozosta³ych cz¹stek na odleg³oœæ uniemo¿liwiaj¹c¹zachodzenie oddzia³ywañ wymiennych.
4. WNIOSKI
Wytworzone kompozyty posiada³y strukturê amor-ficzn¹, co potwierdzi³y badania rentgenowskie. 1% zmia-na zawartoœci osnowy polimerowej mia³a niedu¿ywp³yw na zmiany namagnesowania nasycenia µ0Ms.
Natomiast wartoœæ pola koercji Hc mala³a wraz ze zwiêk-szaniem zawartoœci polimeru i obni¿aniem porowatoœciw kompozycie. Wyznaczenie porowatoœci w badanychpróbkach pozwoli³o stwierdziæ, ¿e im wiêksza zawartoœæpolimeru w kompozycie tym mniejszy jest udzia³ procen-towy tych porów, czyli mniejsza iloœæ przestrzeni wy-pe³nionych powietrzem.
Podsumowuj¹c mo¿na stwierdziæ, ¿e pomimo nega-tywnego wp³ywy osnowy polimerowej na w³aœciwoœcimagnetycznie miêkkie, warto badaæ amorficzne materia-³y w osnowie polimerowej o ró¿nej zawartoœci tego poli-meru. Jak wskazuj¹ wyniki badañ zamieszczonych w ni-niejszej pracy jest mo¿liwoœæ sterowania parametramimagnetycznymi kompozytów z cz¹stkami amorficznymipoprzez dobór odpowiedniej iloœci osnowy polimerowej.
LITERATURA
[1] Nowosielski R., Wys³ocki J.J., Wnuk I., Sakiewicz P., Grama-tyka P., Ferromagnetic properties of polymer nanocomposites con-
taining Fe78Si9B13 powder particles, Journal of Materials Pro-cessing Technology 162–163 (2005) s. 242-247.
[2] Valko L., Bucek P., Dosoudil R., Usakova M., Magnetic pro-
perties of ferrite-polymer composites, Journal of Electrical Engi-neering, 54 (2003) s. 100-103.
[3] Slama J., Vicen R., Krivosik P., Gruskova A., Dosoudil R.,Magnetic permeability study of composite magnetopolymers,Journal of Magnetism and Magnetic Materials 196-197(1999) s. 359-361.
[4] Nowosielski R., Soft magnetic polymer-metal composites consis-
ting of nanostructural Fe-basic powders, Journal of Achieve-ments in Materials and Manufacturing Engineering, 24(2007) s. 68-77.
[5] Dobrzañski L.A., Drak M., W³asnoœci magnetyczne i mecha-
niczne materia³ów kompozytowych o osnowie polimerowej
wzmacnianych cz¹stkami magnetycznie twardymi Nd-Fe-B,
Achievements in Mechanical and Materials Engineering,12th International Scientific Conference AMME 2003, s.215-218.
[6] Doœpia³ M., Szota M., Nabia³ek M., OŸga K., Wp³yw rodzajumatrycy polimerowej na w³asnoœci magnetyczne magne-sów wi¹zanych, Przetwórstwo Tworzyw 6 (2011) s. 438-441.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wp³yw zawartoœci osnowy polimerowej na w³aœciwoœci magnetyczne amorficznego proszku Fe 60Co10Y8W1B20 151

Ryszard PILAWKA, Honorata M¥KA, Dagmara BOSAKRyszard PILAWKA*, Honorata M¥KA, Dagmara BOSAKZachodniopomorski Uniwersytet Technologiczny w Szczecinie, Instytut Polimerów* e-mail: [email protected]
Badanie procesu sieciowania kompozycji epoksydowych z nanonape³niaczami
wêglowymi
Streszczenie. Przedstawiono wyniki badañ procesu sieciowania kompozycji epoksydowych z ró¿n¹ zawartoœci¹nanorurek i grafenu. Proces ten obserwowano œledz¹c zmiany ciep³a w³aœciwego za pomoc¹ ró¿nicowej kalorymetriiskaningowej (DSC) oraz lepkoœci (reometr naprê¿eniowy ARES). Proces sieciowania kompozycji epoksydowych ob-serwowany metod¹ DSC przebiega podobnie jak kompozycji bez nanododatków, natomiast dla krzywych reologicz-nych zauwa¿a siê odmienny przebieg zale¿noœci lepkoœci od temperatury w zakresie od 325 do 425K. Opisane sposo-by œledzenia procesu sieciowania mo¿na wykorzystaæ do okreœlenia stopnia przereagowania, a nastêpnie obliczeniaenergii aktywacji. Dane obliczone z krzywych reologicznych opisuj¹ w³aœciwy proces sieciowania.
REASEARCH ON CURING PROCESS OF EPOXY RESIN COMPOSITION WITH CARBON NANOFIL-LERSSummary. The results of curing process of epoxy composition with different carbon nanofillers: nanotubes and gra-phene have been presented. Using differential scanning calorimetry and stress rheometry ARES (viscosity changes)allowed to determine activation energy. The crosslinking process of epoxy resin composition containing mixture ofcarbon nanofillers: nanotubes and graphene observed by DSC is similar to curing process of composition withoutnanoparticles. For rheological curves is noted different phenomena: in the range 325 to 425K is observed for filledcomposition increase of composition viscosity. Described methods for tracking of crosslinking process can be used tocalculate reaction rate and determination of activation energy, data calculated from the rheological curves describeof proper crosslinking process.
1. WSTÊP
¯ywice epoksydowe s¹ zaliczane do materia³ów kon-strukcyjnych. Wprowadzenie nanonape³niaczy wêglo-wych znacznie poprawia przewodnictwo elektryczne, jakrównie¿ wytrzyma³oœæ mechaniczn¹ [1, 2].
W artykule okreœlono wp³yw wprowadzenia hybry-dowych nanonape³niaczy wêglowych (mieszanin nano-rurek i grafenu) na proces sieciowania, energiê aktywacjiprocesu sieciowania kompozycji epoksydowych. Procesten okreœlono wstêpnie poprzez wyznaczenie parame-trów charakterystycznych procesu (entalpia utwardza-nia, pocz¹tek procesu sieciowania – DSC oraz punkt ¿elo-wania – reometr naprê¿eniowy typu ARES). Ponadto wy-znaczono energiê aktywacji metodami Ozawy, z przybli-¿eniem Doyla [3] i Friedmanna [4].
W metodzie Ozawy za³o¿ono, ¿e sta³a reakcji A jaki energia aktywacji Ea s¹ niezale¿ne od stopnia przereago-wania a [5, 6].
fd A E
RTdT
na
T
T
( )( )
expaa
a b
a=
-=
-æèç
öø÷òò 1 00
(1)
gdzie f(a) to funkcja stopnia konwersji, b – szybkoœæogrzewania, n – rz¹d reakcji.
Zale¿na od stopnia przereagowania lub temperaturyfunkcja wyra¿ona równaniem (1) nie jest mo¿liwa do roz-wi¹zania analitycznie, dostêpne s¹ natomiast metodyaproksymacji, które wykorzystuj¹ dane pomiarowe lubich pochodne uzyskane np. metod¹ DSC. Po sca³kowaniurównania (1) otrzymujemy m.in. równanie Ozawy:
log ( ) log logfAE
Rp
E
RTa aa b= - + (2)
gdzie p – jest wspó³czynnikiem proporcjonalnoœci.Wykorzystuj¹c przybli¿enie Doyle’a dla log(Ea/RT)
w przedziale 20<Ea/RT<60, równanie (2) przyjmuje pos-taæ:
log ( ) log log . .fAE
R
E
RTa aa b= - - -2 315 0 4567 (3)
Z nachylenia prostej logb vs 1/T mo¿na obliczyæ ener-giê aktywacji (-0.4567Ea/R).
Po obliczeniu energii aktywacji wyznacza siê sta³¹ re-akcji z punktu przeciêcia osi Y zgodnie z równaniem (4):
log log log . log logA EE
RTR Ta
a= + + - -b 0 434 2 (4)
Innym przybli¿eniem równania (1) jest proponowaneprzez Friedmana równanie (5) [4]:
ln ln ln ln( )d
dt
da
dTA n
E
RTaa
b aæèç
öø÷ = é
ëêùûú
= + - -1 (5)
Energiê aktywacji wyznacza siê z nachylenia prostejEa ln(da/dt) vs 1/T. Ponadto sta³¹ reakcji wyznacza siêprzy u¿yciu prostej Ea/RT0 vs ln(1 – a), gdzie T0 oblicza siêdla ln(bda/dT) = 0.
Oprócz znanego sposobu wyznaczania stopnia prze-reagowania z ca³ki powierzchni piku procesu sieciowania(DSC), autorzy proponuj¹ now¹ metodê obliczania a
z krzywych reologicznych wg wzoru (6) [7, 8], która jestniezgodna z ustaleniami ICTAC [9]:
ah h
h h( , ) , min
max min
t T t T=-
-(6)
gdzie h(t,T) jest wyznaczon¹ lepkoœci¹, hmin minimaln¹ lep-koœci¹ (pocz¹tek procesu sieciowania), hmax jest maksy-maln¹ lepkoœci¹ (dla a = 1).
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
152 Ryszard PILAWKA, Honorata M¥KA, Dagmara BOSAK

2. CZÊŒÆ DOŒWIADCZALNA
2.1. Materia³y i metody badañ
Badano proces sieciowania kompozycji epoksydo-wych, których sk³adnikami by³y: ¿ywica epoksydowaEpidian 6 – E6 (Z.Ch. Organika-Sarzyna), nanonape³nia-cze wêglowe: nanorurki wêglowe Nanocyl NC7000(CNT, Nanocyl S.A. Belgia) i grafen xGnP (GnX, XGSciences, Inc., USA) dodawane odpowiednio w iloœci0,5 CNT; 0,4 CNT+0,1 GnX; 0,3 CNT i 0,2 GnX (% wag.)oraz 1-butyloimidazol (1BI, 98%, Sigma-Aldrich) doda-wany w iloœci 2,0 cz. wag. przypadaj¹cych na 100 cz. wag.¿ywicy epoksydowej. Nanonape³niacze dyspergowanoprzez 2 godziny w matrycy epoksydowej przy u¿yciusondy ultradŸwiêkowej UP 200S firmy Hielscher GmbH.Badanie procesu sieciowania przeprowadzono metod¹skaningowej kalorymetrii ró¿nicowej DSC przy u¿yciuaparatu Q-100 firmy TA Instruments (USA), przy szyb-koœciach ogrzewania 1, 2, 5 i 10K/min w zakresie temp.273-653K oraz badaj¹c zmiany lepkoœci pos³uguj¹c siêreometrem naprê¿eniowym ARES (Rheometrics Scienti-fic) z szybkoœci¹ ogrzewania 1, 2, 5 i 10 K/min w zakresietemp. 303-593K (uk³ad p³ytka – p³ytka, p³ytki pomiaroweo œrednicy 40 mm, odleg³oœæ pomiêdzy p³ytkami 1 mm).Dodatkowo wyznaczono lepkoœæ kompozycji w tempera-turze 298K przy u¿yciu reometru ARES.
3. WYNIKI I ICH OMÓWIENIE
Proces sieciowania kompozycji epoksydowych za-wieraj¹cych nanonape³niacze wêglowe rozpoczyna siêw oko³o 10K wy¿szych temperaturach ni¿ porównywanejmieszaniny bez nanonape³niaczy (Rys. 1).
Krzyw¹ reologiczn¹ kompozycji bez nanododatkówmo¿na podzieliæ na 3 obszary: (i) spadku lepkoœcizwi¹zanego z ogrzewaniem próbki w zakresie odpo-wiednio: od 303 do 420K; (ii) w³aœciwy proces utwardza-
nia 420-450K; (iii) sta³ej lepkoœci usieciowanego materia³u(powy¿ej 450K).
Krzywe reologiczne procesu sieciowania materia³ówz nanonape³niaczami ró¿ni¹ siê znacznie od zale¿noœcilepkoœci od temperatury obserwowanej dla czystej ¿ywi-cy Epidian 6. W zakresie temperatur od 325 do 425K zau-wa¿a siê wzrost lepkoœci obserwowany dla mieszaninepoksydowych z dobrze zdyspergowanym nanona-pe³niaczem [10].
Krzywe DSC odznaczaj¹ siê zbli¿onym przebiegiemniezale¿nie od zawartoœci nanorurek wêglowych i grafe-nu w mieszaninie. Proces sieciowania kompozycji rozpo-czyna siê w temperaturze oko³o 355K, najwiêksz¹ szyb-koœæ tego procesu odczytuje siê dla temperatury oko³o430K.
W tabeli 1 zestawiono lepkoœæ kompozycji w tempe-raturze 298K oraz parametry charakterystyczne procesusieciowania: (temperatura pocz¹tku procesu – Ti, tempe-ratura maksymalnego efektu procesu sieciowania Tp,entalpia DH i punkt ¿elowania).
Najmniejsz¹ lepkoœci¹ charakteryzuje siê materia³ beznanododatku. Zwiêkszenie zawartoœci nanorurek/nano-nape³niaczy znacznie podwy¿sza wartoœæ tego parame-tru np. dla mieszaniny zawieraj¹cej 0,5% wag. Nanocylu7000 blisko 10-ciokrotnie.
Wartoœci parametrów charakterystycznych s¹ do sie-bie zbli¿one, nie obserwuje siê wp³ywu nanonape³niaczyna temperaturê pocz¹tku, temperaturê maksymalnegoefektu egzotermicznego, entalpiê procesu i punkt ¿elowa-nia (Tab. 1).
Porównuj¹c wartoœci parametrów charakterystycz-nych mo¿na wysnuæ wstêpne wnioski, ¿e przebieg krzy-wych zale¿noœci energii aktywacji od stopnia przereago-wania powinny mieæ zbli¿ony przebieg (Rys. 3 i 4).
Krzywe zale¿noœci energii aktywacji od stopnia prze-reagowania (dla równania Ozawy z przybli¿eniem Doy-le’a) mo¿na podzieliæ na 2 przedzia³y (Rys. 3a): (i) nie-wielkiego spadku energii aktywacji dla stopnia przerea-gowania od 0,1 do 0,7-0,8 (przy czym koniec tego zakresuprzesuwa siê w kierunku wiêkszych a wraz ze wzrostem
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badanie procesu sieciowania kompozycji epoksydowych z nanonape³niaczami wêglowymi 153
300 350 400 450 500 550 600
10-1
100
101
102
103
104
105
106
II obszar
III obszar
I obszar
Le
pk
oœ
æ[P
as
]
Temperatura [K]
wzrost lepkoœci
E6_1BI
E6_1BI_0.5CNT
E6_1BI_0.4CNT_0.1GnX
E6_1BI_0.3CNT_0.2GnX
Rys. 1. Krzywe reologiczne procesu sieciowania kompozycji epoksydo-
wych z nanonape³niaczami
250 300 350 400 450 500 550 600
-0,4
-0,2
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
Prz
ep
³yw
cie
p³a
[W/g
]
Temperatura [K]
E6_1BI
E6_1BI_0.5CNT
E6_1BI_0.4CNT_0.1GnX
E6_1BI_0.3CNT_0.2GnX
Rys. 2. Wykres DSC procesu sieciowania kompozycji epoksydowych
z nanonape³niaczami

zawartoœci nanorurek wêglowych); (ii) znacznego wzros-tu Ea, przy czym najwiêksze zmiany obserwuje siê dlakompozycji zawieraj¹cej 0,5% wag. nanorurek Nanocyl7000.
Podobne zale¿noœci i zmiany energii aktywacji obser-wuje siê dla wartoœci obliczonych wg metody Friedmana(Rys. 3b). W tym przypadku obserwuje siê niewielki spa-dek Ea dla stopnia przereagowania od 0,1 do 0,5-0,6;a nastêpnie znaczny wzrost tego parametru (znaczniewiêkszy ni¿ dla wyników uzyskanych wg równania Oza-wy), szczególnie dla najwiêkszej zawartoœci nanorurek.Na uwagê zas³uguj¹ nieoczekiwanie wysokie wartoœci Ea
dla a=0,05, zjawisko to jest zwi¹zane z wysokimi wartoœ-ciami lepkoœci w przedziale temperatur do 80°C (dlaa<0,1). Znaczne wartoœci energii aktywacji dla stopnia
przereagowania powy¿ej 0,9 zwi¹zane s¹ z wiêkszymibarierami przestrzennymi w usieciowanym materiale.
Zupe³nie inny przebieg zale¿noœci Ea od a dla stopniprzereagowania powy¿ej 0,6-0,8 obserwuje siê dla da-nych otrzymanych na podstawie krzywych reologicz-nych. Wartoœci energii aktywacji dla a poni¿ej 0,4 s¹ po-równywalne do uzyskanych na podstawie diagramówDSC. W odró¿nieniu od Ea obliczonych na podstawie da-nych z krzywych DSC nie obserwuje siê wzrostu energiiaktywacji dla stopni przemiany wiêkszych ni¿ 0,6-0,8 nie-zale¿nie od u¿ytej metody obliczeniowej. Natomiast dla apowy¿ej 0,75 zauwa¿yæ mo¿na znaczny spadek tegoparametru. Zjawisko to mo¿na wyt³umaczyæ zupe³nie
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
154 Ryszard PILAWKA, Honorata M¥KA, Dagmara BOSAK
Tabela 1. Parametry charakterystyczne procesu sieciowania kompozycji epoksydowych z nanonape³niaczami
Akronim Lepkoœæ (298K) [Pa·s] Ti [K] Tp [K] DH [J/g] Punkt ¿elowania [K]
E6_BI2 15,6 ± 0,3 377,5 407,0 333,9 428,3
E6_05CNT 153,7 ± 0,5 376,5 405,7 334,4 428,0
E6_04CNT_01GnX 114,2 ± 0,4 377,7 406,8 329,9 428,4
E6_03CNT_02GnX 76,5 ± 0,2 377,7 408,4 339,6 428,3
Rys. 3. Energia aktywacji wyznaczona na podstawie krzywych DSC
odpowiednio: a) równanie Ozawy; b) Friedmana
Rys. 4. Energia aktywacji wyznaczona na podstawie krzywych reome-
trycznych odpowiednio: a) równanie Ozawy; b) Friedmana

odmiennymi sposobami wyznaczania stopnia przereago-wania: w przypadku DSC w czasie sieciowania brane s¹pod uwagê wszystkie zachodz¹ce reakcje od tworzeniaadduktu imidazolu i grupy epoksydowej poprzez w³aœci-we sieciowane, a¿ do zakoñczenia tego procesu, nato-miast krzywe reologiczne opisuj¹ wzrost lepkoœcizwi¹zany z w³aœciwym procesem sieciowania i ewentual-nie zakoñczenia procesu sieciowania [11].
4. WNIOSKI
Proces sieciowania kompozycji ¿ywic epoksydowychzawieraj¹cych mieszaniny nanonape³niaczy wêglowych:nanorurek i grafenu obserwowanych metod¹ DSC prze-biega podobnie jak kompozycji bez nanododatków, nato-miast dla krzywych reologicznych zauwa¿a siê odmien-ny przebieg zale¿noœci lepkoœci od temperatury w zakre-sie od 325 do 425K.
Opisane sposoby œledzenia procesu sieciowania mo¿-na wykorzystaæ do obliczenia stopnia przereagowania,a nastêpnie wyznaczenia energii aktywacji, przy czymdane obliczone z krzywych reologicznych opisuj¹ w³aœci-wy proces sieciowania.
BIBLIOGRAFIA
[1] Lee H., Neville K., Epoxy Resins: Their Applications AndTechnology. Literary Licensing, LLC, 2012.
[2] Pascault J. P., Williams R. J. J., Epoxy Polymers: New Mate-rials and Innovations, Wiley-VCH Verlag GmbH&Co., 2010.
[3] Ozawa T., Bull. Chem. Soc. Jpn 1965;38:1881-86.[4] Friedman H.L., J. Polym. Sci. Part C Polym. Symp. 1964, 6,
183-95.[5] Day M., Cooney J.D., Wiles D.M., J. Appl. Polym. Sci. 1989,
38, 323-37.[6] Chow W.S., Grishchuk S., Burkhart T., Karger-Kocsis J.,
Thermochimica Acta. 2012, 543, 172–7.[7] Pilawka R., M¹ka H., Zg³oszenie patentowe P 403 260, 2013.[8] Pilawka R., Kowalska J., Czech Z., Polish Journal of Chemi-
cal Technology 2013, 15(4), 1-6.[9] Vyazovkin S., Burnham A. K., Criado, J. M., Pérez-Maqueda
L. A., Popescu C., Sbirrazzuoli N., Thermochim. Acta 2011,520, 1-19.
[10] Paszkiewicz S., Pilawka R., Ros³aniec Z.: Advances in Ma-nufacturing Science and Technology, 2012, 36, 67-78.
[11] M¹ka H., Spychaj T., Pilawka R., Ind. Eng. Chem. Res., 2012,51 (14), 5197-206.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Badanie procesu sieciowania kompozycji epoksydowych z nanonape³niaczami wêglowymi 155

Andrzej PUSZ, Ma³gorzata SZYMICZEKAndrzej PUSZ*, Ma³gorzata SZYMICZEKPolitechnika Œl¹ska, Wydzia³ Mechaniczny Technologiczny, Katedra Mechaniki Teoretycznej i Stosowanej* Adres do korespondencji: [email protected]
Pomiary w³asnoœci cieplnych kompozytów metod¹ quasistacjonarn¹
Streszczenie. W³asnoœci cieplne kompozytów maj¹ istotne znaczenie w diagnostyce metodami termowizyjnymii ocenie stopnia destrukcji. Spoœród znanych metod pomiaru przewodnoœci cieplnej i ciep³a w³aœciwego metody sta-cjonarne pozwalaj¹ na bezpoœredni pomiar w odró¿nieniu od niestacjonarnych. Zak³adaj¹c liniow¹ zale¿noœæ ciep³aw³aœciwego i przewodnoœci cieplnej od temperatury mo¿liwy jest pomiar metod¹ quasistacjonarn¹. W artykuleprzedstawiono zasady i wyniki pomiaru przewodnoœci cieplnej i ciep³a w³aœciwego kompozytów poliestrowo-szkla-nych.
MEASUREMENTS OF THERMAL PROPERTIES OF COMPOSITES BY QUASI-STATIONARYSummary. Thermal properties of composites are important in the diagnosis of thermographic methods and asses-sing the degree of destruction. Among the known methods of measuring thermal conductivity and specific heat ofthe stationary method allows the direct measurement as opposed to non-stationary. Assuming a linear dependenceof specific heat and thermal conductivity on temperature can be measured by quasi-stationary. The article presentsthe principles and results of the measurement of thermal conductivity and specific heat of the polyester – glass com-posite.
1. WSTÊP
W³asnoœci cieplne laminatów maj¹ istotne znaczeniew wielu metodach diagnostyki, a szczególnie termowi-zyjnej. Ich zmiana pozwala okreœliæ stopieñ degradacjimateria³u, a co za tym idzie utratê w³asnoœci wytrzyma-³oœciowych. Szczególnie dobr¹ miar¹ jest przewodnoœæcieplna. Pojawienie siê szczelin pomiêdzy wzmocnieniema osnow¹ poci¹ga za sob¹ spadek przewodnoœci cieplnej,a dynamika tych zmian jest na tyle du¿a, ¿e s¹ one jedno-znacznie identyfikowalne. Metody identyfikacji termowi-zyjnej opieraj¹ siê na pomiarze dynamiki zmian tempera-tury na powierzchni laminatu. Zmiany te mo¿na opisaærównaniem Fouriera-Kirchoffa w stanie nieustalonym.Prócz przewodnoœci cieplnej znana musi byæ równie¿ po-jemnoœæ cieplna laminatu, gdy¿ w stanie nieustalonymo przep³ywie ciep³a decyduje dyfuzyjnoœæ cieplna.W tych warunkach niezbêdny staje siê pomiar pojemnoœ-ci cieplnej lub ciep³a w³aœciwego [1-3].
Znanych jest wiele metod pomiaru wspomnianychw³asnoœci cieplnych. Wszystkie one bazuj¹ na regularnychkszta³tach próbek: p³ycie, walcu lub kuli opisuj¹c przep³ywciep³a w stanie ustalonym lub nieustalonym. W przypadkubadania pow³ok cylindrycznych kszta³t próbki nie tylkonie jest p³aski, ale równie¿ musi mieæ okreœlone wymiary istan np. powierzchni ze wzglêdu na inne badania np. wy-trzyma³oœciowe. Stwarza to dodatkowe problemy metrolo-giczne i wymusza konstrukcjê aparatury dedykowanej dladanego kszta³tu próbki. W takim przypadku najprostszymrozwi¹zaniem jest stosowanie zasad fizycznych pomiaru.
W artykule przedstawiono konstrukcjê aparaturyoraz procedury pomiaru ciep³a w³aœciwego i przewod-noœci cieplnej na aparaturze skonstruowanej specjalniedo okreœlonego kszta³tu próbek. Próbki mia³y kszta³tfragmentu pow³oki cylindrycznej.
Metodê okreœlono jako quasistacjonarn¹, ze wzglêduna to, ¿e stan ustalony wyznaczany by³ z krzywej narostu
temperatury w pomiarze przewodnoœci cieplnej, a w po-miarach ciep³a w³aœciwego z ró¿nicy temperatury pomiê-dzy powierzchniami izotermicznymi próbki.
2. BADANIAW£ASNE
Celem pracy by³o okreœlenie wp³ywu degradacji sta-rzeniowo-zmêczeniowej na wybrane w³asnoœci cieplne, tj.ciep³o w³aœciwe i wspó³czynnik przewodnoœci cieplnej. Ba-dania prowadzono na specjalnie przygotowanym stano-wisku opieraj¹cym siê na zasadzie pomiaru fizycznego.
Materia³em badawczym by³y próbki (Rys. 1) wyciêtez rur poliestrowo-szklanych wykonanych metod¹ nawi-jania. Rury te poddano degradacji starzeniowo-zmêcze-niowej prowadzonej w zadanych warunkach – œrodowis-kowych i obci¹¿eniowych. Próbki wycinano z obszaruœrodkowego pow³ok kompozytowych o najwiêkszym od-kszta³ceniu.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
156 Andrzej PUSZ, Ma³gorzata SZYMICZEK
Rys. 1. Próbka wyciêta z rury poliestrowo-szklanej do badañ wspó³-
czynnika przewodnoœci cieplnej

2.1. Stanowisko badawcze
Charakterystyki cieplne próbek wyznaczono metod¹dynamiczn¹. Model zak³ada³ liniowy rozk³ad temperatu-ry na przekroju próbki, oraz stykow¹ wymianê ciep³a po-miêdzy próbk¹ a elementem grzejnym. Zasadê pomiaruprzedstawiono na rysunku 2.
Ciep³o generowane przez grza³kê nagrzewa próbkê.Na obu powierzchniach próbki znajduj¹ siê termoparyrejestruj¹ce temperaturê. Grza³ka zasilana jest pr¹demo znanej mocy. Wszystkie parametry procesu rejestrowa-ne s¹ przez uk³ad pomiarowy, którego schemat blokowyprzedstawiono na rysunku 3a oraz widok stanowiskapomiarowego na rysunku 3b.
Istotnym etapem przygotowañ by³o cechowanie sta-nowiska, które przeprowadzono dla trzech wartoœci na-piêcia zasilaj¹cego: 2, 3, 4 V [5,6]. Pomiar polega³ na reje-stracji zmian temperatury uk³adu nagrzewaj¹cego i mocyzasilania dla izolatora termicznego. Przyk³adowy wykreszmian temperatury przedstawiono na rysunku 4. Na tejpodstawie wyznaczono wspó³czynnik strat, który zesta-wiono w tabeli 1.
Tabela 1. Wspó³czynniki strat uk³adu grzejnego
Moc [W] Czas [s] T1 T2 DTs K [J/°C]
0,7091 68 29,83 27,1 2,73 17,66256
1,62 50 32,52 27,83 4,69 17,27079
2,985 29 32,81 27,39 5,42 15,9714
Do dalszy obliczeñ przyjêto wartoœæ œredni¹ wyzna-czonego wspó³czynnika start 16,97 J/°C. Ze wzglêdu nato, ¿e styk próbki z uk³adem grzewczym nie jest idealny,wystêpuj¹ spadki temperatury na obu powierzchniachpomiarowych, w kolejnym etapie okreœlono spadek tem-peratury na styku próbki z grza³k¹. Wartoœæ œredniaspadku temperatury wynosi oko³o 3,975°C.
Pomiary zasadnicze prowadzono dla próbek nagrze-wanych do wyrównania temperatury na górnej i dolnejpowierzchni badanej próbki. Temperaturê kontrolowanona termometrach elektronicznych. Po wyrównaniu siêtemperatury, uruchamiano oprogramowanie i rejestrowa-no temperatury pocz¹tkowe. Nastêpnie uruchamiano za-silacz stabilizowany. Nagrzewanie próbki trwa³o dochwili wzrostu temperatury na dolnej powierzchni prób-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Pomiary w³asnoœci cieplnych kompozytów metod¹ quasistacjonarn¹ 157
nagrzewnica
elektryczna
próbka
izolator
termiczny
strumieñ
ciep³a
termopary
Rys. 2. Zasada pomiaru ciep³a w³aœciwego metod¹ dynamiczn¹
zasilacz
stabilizowany
PC + karta A/D
blok pomiarowy
termometry
elektroniczne
a) b)
Rys. 3. Schemat blokowy a) i widok stanowiska pomiarowego b)

ki o ok. 0,1 do 0,2°C, a nastêpnie wy³¹czano nagrzewanie.Wszystkie dane pomiarowe – moc i temperatura – by³yrejestrowane online w czasie pomiaru. Krok czasowy po-miaru wynosi³ 1s. Na rysunku 5 przedstawiono przyk³a-dowy wykres zmiany temperatury.
2.2. Pomiary ciep³a w³aœciwego
Ciep³o w³aœciwe wyznaczono z bilansu cieplnego,który okreœlono jako [2]:
Qe = Qp + Qs, (1)gdzie:
Qe – ciep³o generowane w nagrzewnicy,Qp – ciep³o wnikaj¹ce w próbkê,Qs – ciep³o w³asne uk³adu nagrzewaj¹cegoCiep³o generowane przez uk³ad nagrzewaj¹cy mo¿na
okreœliæ znaj¹c moc i czas dzia³ania nagrzewnicy, czyli [2]:Qe = P · t (2)
gdzie:P – moc zasilania nagrzewnicy,t – czas nagrzewania.Ciep³o wnikaj¹ce w próbkê wynosi [2]:
Qp = m · c · DT/2 (3)gdzie:
m – masa próbki,c – ciepo w³aœciwe,DT – ró¿nica temperatury na powierzchni próbki.Ze wzglêdu na przyjêcie liniowego rozk³adu tempera-
tury na przekroju wartoœæ œrednia wynosi 1/2 temperaturyna powierzchniach próbki.
Ciep³o poch³aniane przez uk³ad nagrzewaj¹cy mo¿naokreœliæ podczas kalibrowania uk³adu bez próbki. Reje-struj¹c moc, czas nagrzewania oraz przyrost temperaturyuk³adu nagrzewaj¹cego podczas cechowania uk³aduciep³o w³asne uk³adu nagrzewaj¹cego mo¿na okreœliæ zewzoru [2]:
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
158 Andrzej PUSZ, Ma³gorzata SZYMICZEK
0 5 10 15 20 25 30
27
28
29
30
31
32
33
tem
pe
ratu
ra0C
czas s,
Rys. 4. Zale¿noœæ zmian temperatury uk³adu grzejnego od czasu na-
grzewania
0 10 20 30 40 50 60
26
28
30
32
34
36
38
40
tem
pe
ratu
ra0C
czas s,
temperatura górna
temperatura dolna
Rys. 5. Zmiany temperatury górnej i dolnej podczas nagrzewania
próbki
Tabela 2. Gêstoœæ i ciep³o w³aœciwe próbek
Liczbacykli Nr prób. D³. [mm] Szer. [mm] Grub. [mm] Masa [g] Gêstoœæ
[g/cm3]Ciep³o w³.
[J/gK] Œrednia C·r
200000
NII_1 99,3 19,9 6,58 23,86 1,83503 1,86776
1,802
3,42738
NII_2 100,6 20,15 6,5 22,21 1,68563 1,73961 2,93233
NII_3 100,4 20,2 6,9 24,07 1,72005 1,79865 3,09377
18000
NIV_1 100,7 21,1 7,7 28,77 1,75848 1,41906
1,406
2,49539
NIV_2 100,4 20,3 7,3 27,27 1,83287 1,58758 2,90984
NIV_3 100,5 20,4 7,4 25,69 1,69331 1,37443 2,32733
7500
NV_1 100,6 20,3 6,8 24,84 1,78875 1,68744
1,62276
3,0184
NV_2 100,5 20,4 6,6 23,73 1,75371 1,81512 3,1832
NV_3 100,4 20,8 6,9 25,31 1,75649 1,36571 2,39886
10000
NVI_1 100,4 21,5 6,4 24,70 1,78791 1,69815
1,64963
3,03613
NVI_2 100,3 19,8 6,5 22,95 1,77788 1,72136 3,06038
NVI_3 100,4 20,9 7,3 25,70 1,67776 1,52938 2,56594
Szk³o 120 20,6 7,8 47,00 2,43756 0,84491 2,05952

Qs = (Ps · ts / DTs) · DT (4)gdzie:
Ps – moc elektryczna,ts – czas nagrzewania,DTs – ró¿nica temperatury rejestrowana podczas ce-
chowania uk³adu.Wartoœæ w nawiasie mo¿na uznaæ jako sta³¹ przy-
rz¹du i oznaczaj¹c jako K straty w³asne uk³adu pomiaro-wego. Z podanych zale¿noœci mo¿na wyznaczyæ ciep³ow³aœciwe próbki.
Pomiary wykonano na 12 próbkach oznaczonych wgtabeli. Jako próbkê kontroln¹ wykorzystano kszta³tkêszklan¹. W tabeli 2 przedstawiono wyniki pomiarówciep³a w³aœciwego i gêstoœci.
2.3. Pomiar wspó³czynnika przewodnoœci cieplnej
Pomiary wspó³czynnika przewodnoœci cieplnej prze-prowadzono na stanowisku przedstawionym na rysunku3 na próbkach wyciêtych z rur w kierunku równoleg³ymdo osi rury z ka¿dej po piêæ sztuk – Rys.1. Dodatkowojednak zamontowano jedn¹ termoparê, a pomiar tempe-ratury by³ uœredniany z trzech wartoœci. Ze wzglêdu naproces wytwarzania gruboœæ próbek wykazywa³a od-chy³ki na d³ugoœci, z tego wzglêdu do wyznaczaniawspó³czynnika przewodnoœci przyjmowano œredni¹z piêciu pomiarów.
W celu zapewnienia odpowiedniego przylegania po-wierzchnie próbek laminatu poliestrowo-szklanego po-krywano z obu stron warstw¹ pasty termoprzewodz¹cejna bazie srebra AG Silver
Nale¿y pamiêtaæ o tym, i¿ elementy aparatu pomiaro-wego nie przylegaj¹ idealnie do siebie. Chropowatoœæi nierównoœæ ich powierzchni uniemo¿liwia idealn¹ wy-mianê ciep³a, gdy¿ stykaj¹ siê tylko na jej czêœci. Z tegowzglêdu na aparacie pomiarowym wystêpuj¹ spadki
temperatury a¿ w czterech miejscach: na dwóch war-stwach silikonu, a tak¿e w szczelinach pomiêdzy grza³k¹a próbk¹ oraz pomiêdzy próbk¹ a ch³odnic¹.
Uwzglêdniaj¹c zale¿noœci spadku temperatury napróbce, przewodnoœæ mo¿na obliczyæ ze wzoru [2]:
ld
=P
A TrzD(5)
gdzie:l – przewodnoœæ cieplna próbki [W/mK],d – gruboœæ próbki [m],A – powierzchnia próbki, przez któr¹ przeprowadza-
ne jest ciep³o [m2],DTrz – rzeczywista ró¿nica miêdzy temperatur¹ doln¹
a górn¹ [°C].Wyniki badañ analizowano w programie Origin Pro
7.5. Znaj¹c moc strat, oraz temperaturê rzeczywist¹ wyz-naczono ró¿nicê temperatur. Na rysunku 6 przedstawio-no przyk³adowy wykres wzrostu temperatury nagrzewa-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Pomiary w³asnoœci cieplnych kompozytów metod¹ quasistacjonarn¹ 159
20
25
30
35
40
0 50 100 150 200 250 300 350 400 450 500 550 600 650 700
Tem
pera
tura
[°C]
Czas [s]
Rys. 6.Wykres temperatury na powierzchni od strony grza³ki dla piêciu
próbek wyciêtych z rury po 20·103 cykli
Rys. 7. Wykres zmian obliczeniowej wartoœci wspó³czynnika przewodnoœci cieplnej dla próbki wyciêtej z rury po 20·103 cykli

nej powierzchni (górna) próbki podczas pomiaru. S¹ topróbki wyciête z rury po 20·103 cykli zmêczeniowych. Jakwidaæ temperatura roœnie a¿ do momentu jej ustabilizo-wania. Rzeczywist¹ ustabilizowan¹ temperaturê górn¹mo¿na wyznaczyæ za pomoc¹ aproksymacji wykresufunkcj¹ ekspotencjaln¹ o jednym wyrazie znacz¹cym takjak by³o to przeprowadzone podczas cechowania stano-wiska.
Przyk³adowe wyniki pomiaru zmian wspó³czynnikaprzewodnoœci cieplnej w czasie przedstawiono na rysun-ku 7. Uzyskane dane aproksymowano funkcj¹ ekspoten-cjaln¹ trzeciego stopnia, której asymptota stanowi³a war-toœæ wspó³czynnika przewodnoœci cieplnej.
Wykresy zale¿noœci wyznaczonych wartoœci wspó³-czynnika przewodnoœci cieplnej od liczby cykli przedsta-wiono na rysunku 8. Widoczny jest spadek wspó³czynni-ka przewodnictwa cieplnego opisano funkcj¹: y =A+B1X+B2X2+B3X3, gdzie A = 1,9949, B1 = -6,47989E-7, B2 = –8,97806E-12, B3 = 5,68669E-17 a wspó³czynnik korelacji R =0,82053.
Jak mo¿na zaobserwowaæ wraz ze wzrostem liczbycykli wspó³czynnik przewodnictwa cieplnego zmniejszasiê, co jest spowodowane m.in. pojawiaj¹cymi siê wada-mi, bêd¹cymi efektem degradacji przede wszystkim zmê-czeniowej. Obserwowany rozrzut wyznaczonych wspó³-czynników przewodnictwa cieplnego jest wynikiem sty-
ku badanego materia³u z elementami grzejnymi jak i tech-nologii wytwarzania próbek
3. WNIOSKI
Na podstawie przeprowadzonych badañ mo¿nastwierdziæ, ¿e:— Wartoœæ ciep³a w³aœciwego nie jest uzale¿niona od
liczby cykli zmêczeniowych, a jedynie od jakoœci pró-bek wyciêtych z kompozytu poliestrowo-szklanego.
— Wspó³czynnik przewodnictwa cieplnego zmniejszy³siê wraz z postêpuj¹cym procesem degradacji starze-niowo-zmêczeniowej. Jest to wynikiem pojawiaj¹cychsiê mikrowad, w pocz¹tkowym etapie, prowadz¹cychdo delaminacji.
— Miar¹ degradacji starzeniowo-zmêczeniowej w bada-nym zakresie mo¿e byæ wspó³czynnik przewodnic-twa cieplnego wra¿liwy na zmiany strukturalne bê-d¹ce efektem procesu eksploatacji.
— Dla pe³nego zobrazowania wp³ywu procesu degrada-cji na prezentowane w³asnoœci cieplne nale¿a³oby po-szerzyæ obszar badañ m.in. o wyznaczanie charakte-rystyk wytrzyma³oœciowych.
LITERATURA:
[1] Wiêcek B., De Mey G., Termowizja w podczerwieni. Podsta-wy i zastosowania. Wydawnictwo PAK 2011.
[2] Sk³adzieñ J,: Termodynamika i termokinetyka, Wydawnic-two Politechniki Œl¹skiej, Gliwice 1985.
[3] Kostowski E., Przep³yw ciep³a. Wydawnictwo PolitechnikiŒl¹skiej. Gliwice 2006.
[4] Oleskowicz-Popiel C., Wojtkowiak J., Eksperymenty w wy-mianie ciep³a. Wydawnictwo Politechniki Poznañskiej,2004.
[5] Pusz A., Szymiczek M., Michalik K., Wp³yw starzenia ciepl-nego na przewodnoœæ ciepln¹ laminatów epoksydo-wo-szklanych. Polimery i kompozyty konstrukcyjne. Wy-dawnictwo Logos Press. Cieszyn 2010. s. 319-326.
[6] Pusz A., Michalik K., Szymiczek M., Za³o¿enia konstrukcyj-ne i metodologiczne konstrukcji aparatu do pomiaru w³as-noœci cieplnych laminatów wzmocnionych w³óknem szkla-nym. Polimery i kompozyty konstrukcyjne. WydawnictwoLogos Press. Cieszyn 2009. s. 76-85.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
160 Andrzej PUSZ, Ma³gorzata SZYMICZEK
0 20000 40000 60000 80000 100000 120000 140000 160000
0,00
0,05
0,10
0,15
0,20
0,25
Liczba cykli
Ws
pó
³cz
yn
nik
prz
ew
od
no
œc
ic
iep
lne
j[W
/mK
]
Rys. 8. Zale¿noœæ wspó³czynnika przewodnoœci cieplnej od liczby cykli
zmêczeniowych

M. SIO£EK, M. PASICH, N. HENZEL and M. MATLENGIEWICZM. SIO£EK1,2, M. PASICH3, N. HENZEL4 and M. MATLENGIEWICZ1
1 Institute of Chemistry, Department of Materials Chemistry and Technology, Silesian University,ul. Szkolna 9, 40-006 Katowice, Poland2 Synthos S.A, ul. Chemików 1, 32-600 Oœwiêcim, Poland3 Institute for Engineering of Polymer Materials and Dyes, Paint and Plastics Department,ul. Chorzowska 50A, 44-100 Gliwice, Poland4 Silesian University of Technology, Institute of Electronics, ul. Akademicka 16, 44-100 Gliwice, Poland
Incremental calculation of sequence distribution of isotactic poly(isobutyl
acrylate) and poly(sec-butyl acrylate)
SUMMARY. The microstructure characterization of two butyl acrylate homopolymers poly(isobutyl acrylate),PiBuA and poly(sec-butyl acrylate), PsBuA, prepared by anionic polymerization, was investigated by 13C NMRspectroscopy. It was found that the carbonyl signal in the 100 MHz 13C NMR spectra of both homopolymers wassensitive to configurational effects and provided sufficient resolution to perform detailed analysis of sequence distri-bution at the triad/pentad level. The line assignments can be verified by spectral simulation based on incrementalcalculation of the chemical shifts of individual sequences.
INKREMENTALNE OBLICZENIA ROZK£ADU SEKWENCJI DLA IZOTAKTYCZNEGO POLI(AKRYLA-NU IZOBUTYLU) I POLI(AKRYLANU sec-BUTYLU)Streszczenie. Wykorzystuj¹c spektroskopiê 13C NMR przeprowadzono charakterystykê mikrostrukturaln¹ dwóchhomopolimerów akrylowych, poli(akrylanu izobutylu), PiBuA, oraz poli(akrylanu sec-butylu), PsBuA, uzyska-nych na drodze polimeryzacji anionowej. Stwierdzono, ¿e sygna³ karbonylowy obydwu homopolimerów jest czu³yna efekty konfiguracyjne, a rozdzielczoœæ sygna³u C=O pozwala na analizê rozk³adu sekwencji na poziomie triadi pentad konfiguracyjnych. Przypisanie sygna³ów zosta³o zweryfikowane przez komputerow¹ symulacjê widmaopart¹ na inkrementalnych obliczeniach przesuniêæ chemicznych poszczególnych sekwencji
INTRODUCTION
Nuclear magnetic resonance (NMR) spectroscopy isa very powerful method for characterizing stereochemi-cal structure of polymers because the chemical shifts aresubstantially affected by configurational influences. Inthe case of acrylic polymers, the carbonyl signal in the13C NMR spectra has been found to be very sensitive toconfigurational differences in the macromolecular chain.Microstructural effects in the chains of acrylic homo andcopolymers can be observed by means of 13C NMR spec-troscopy for practically every signal in the spectrum ofsuch systems, however the carbonyl signal is one of themost interesting since it is present in all acrylic structuresand provide information about the odd sequences [1]. De-tailed analysis of sequence distribution can be performedif we can assign individual lines in the spectrum to res-pective sequences. The method adopted here was basedon the calculation of line intensities for different sequen-ces according to Bernoulli or Markov statistics on onehand, and on the other, the chemical shifts for respectivesequences were calculated by a separately developed in-cremental method. Using these data, the carbonyl signalwas simulated. The method of incremental calculation ofchemical shifts of the individual lines in the carbonyl sig-nal of the 13C NMR spectra has been developed for a copo-lymer of methyl methacrylate and ethyl acrylate [2] andwas then positively applied to similar calculations formethyl methacrylate homopolymer, PMMA [3]. In ourpervious paper we presented microstructural characteri-
zation via b-CH2 signals of four butyl acrylate homopoly-mers: poly(n-butyl acrylate) (PnBuA), poly(isobutyl acry-late) (PiBuA), poly(sec-butyl acrylate) (PsBuA) and po-ly(tert-butyl acrylate) (PtBuA), obtained by free radicalpolymerization in solution yielding predominantly syn-diotactic chains [4]. In this paper we focused on carbonylsignal of two butyl acrylates, poly(isobutyl acrylate),PiBuA and poly(sec-butyl acrylate), PsBuA where the po-lymer chains should have predominantly isotactic confi-guration.
EXPERIMENTAL
The samples of isotactic poly(isobutyl acrylate) andpoly(sec-butyl acrylate) were prepared by anionic po-lymerization initiated by n-butyllithium (2.5 M in he-xane). The monomer/solvent (hexane) weight ratiowas 1/2.5 and the monomer/initiator molar ratio was1/50. The polymerization was carried out at -80 °C for3 h. After reaction the polymer was precipitated frommethanol–water mixture and vacuum dried at 80 °C toconstant weight [5].
The 100 MHz 13C NMR spectra were recorded with aBruker AM 400 spectrometer at 40 °C, using sample con-centration of 10% (w/w) in deuterated chloroform, benze-ne and acetone as solvents. Good signal to noise ratio wasobtained for about 12000 scans, with a 4 s delay.
Simulations of the NMR spectra were performedusing our own software written in the Matlab environ-ment (Math Works, Inc.).
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Incremental calculation of sequence distribution of isotactic poly(isobutyl acrylate) and poly( sec-butyl acrylate) 161

RESULTS AND DISCUSSION
Figure 1 shows the 100 MHz 13C NMR signals of thecarbonyl carbons recorded in three deuterated solvent:CDCl3, C6D6 and acetone-d6 for PiBuA and PsBuA homo-polymers. Comparing the spectra in the three deuteratedsolvents we see that there is no significant difference insplitting for both homopolymers, however, the effect ofsolvent is visible as a significant shift of the band position.For all carbonyl signals we observe a clear separation intothree groups of signals which come from the individualconfigurational triads with further splitting into pentads.
Table 1. Triad probabilities for isotactic poly(isobutyl acrylate),PiBuA, and poly(sec-butyl acrylate), PsBuA, acquired from theintegration of a-CH signals
Triads PiBuA PsBuA
rr 0.544 0.340
rm 0.404 0.520
mm 0.052 0.140
For PiBuA homopolymer the most dominant signal isthe mmmm pentad indicating high isotacticity of the chainwhile for PsBuA the chain is not so predominantly isotac-tic. For both homopolymers the triad probabilities can be
calculated from the methine backbone carbon signal,a-CH, at about 44 ppm by simple integration of the wellresolved triads. It can be therefore concluded that bothhomopolymers are predominantly isotactic, moreover,isotacticity calculated for PiBuA is visibly higher thanthat for PsBuA (Table 1).
Respective probabilities for Bernoullian and first-or-der Markov probabilities can be then readily calculatedfrom these triads and used to verify the propagation sta-tistics by simulation of the carbonyl signal splitting (Table3 and Table 4). As can be seen for such triad distributionof a predominantly isotactic chain, there is no significantdifference between Bernoullian and first-order Markovstatistics, hence, there is no need to differentiate them.The chemical shifts of individual pentads have been cal-culated based on the incremental method assuming addi-tive influence of the neighboring units [1]. The influenceof the neighboring monomeric units closest to the centralunit is described as a increments, and the effect of subse-quent units is described by b increments. Therefore, forexample, the position of rmrr pentad can be calculated as:
drmrr = d0 + am + ar + bmr + brr
where r and m stand for racemic and meso diad, respecti-vely.
The values of corresponding increments determinedin this manner are listed in Table 2.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
162 M. SIO£EK, M. PASICH, N. HENZEL and M. MATLENGIEWICZ
172 ppm174175 173 172 ppm174175 173
CDCl3
C6D6
acetone-d6
PsBuAPiBuA
Figure 1. Carbonyl region of the 100MHz 13C NMR spectra of PiBuA and PsBuA in CDCl3 C6D6 and acetone-d6
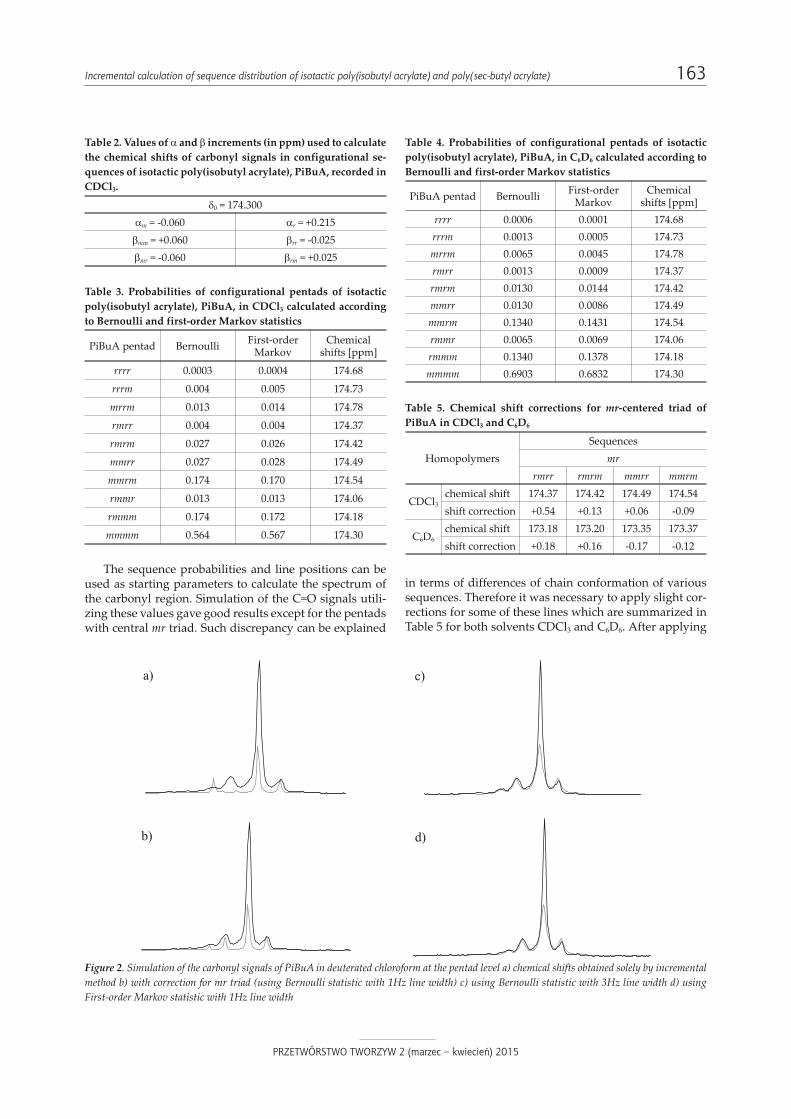
Table 2. Values of a and b increments (in ppm) used to calculatethe chemical shifts of carbonyl signals in configurational se-quences of isotactic poly(isobutyl acrylate), PiBuA, recorded inCDCl3.
d0 = 174.300
am = -0.060 ar = +0.215
bmm = +0.060 brr = -0.025
bmr = -0.060 brm = +0.025
Table 3. Probabilities of configurational pentads of isotacticpoly(isobutyl acrylate), PiBuA, in CDCl3 calculated accordingto Bernoulli and first-order Markov statistics
PiBuA pentad Bernoulli First-orderMarkov
Chemicalshifts [ppm]
rrrr 0.0003 0.0004 174.68
rrrm 0.004 0.005 174.73
mrrm 0.013 0.014 174.78
rmrr 0.004 0.004 174.37
rmrm 0.027 0.026 174.42
mmrr 0.027 0.028 174.49
mmrm 0.174 0.170 174.54
rmmr 0.013 0.013 174.06
rmmm 0.174 0.172 174.18
mmmm 0.564 0.567 174.30
The sequence probabilities and line positions can beused as starting parameters to calculate the spectrum ofthe carbonyl region. Simulation of the C=O signals utili-zing these values gave good results except for the pentadswith central mr triad. Such discrepancy can be explained
in terms of differences of chain conformation of varioussequences. Therefore it was necessary to apply slight cor-rections for some of these lines which are summarized inTable 5 for both solvents CDCl3 and C6D6. After applying
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Incremental calculation of sequence distribution of isotactic poly(isobutyl acrylate) and poly( sec-butyl acrylate) 163
a) c)
b) d)
Figure 2. Simulation of the carbonyl signals of PiBuA in deuterated chloroform at the pentad level a) chemical shifts obtained solely by incremental
method b) with correction for mr triad (using Bernoulli statistic with 1Hz line width) c) using Bernoulli statistic with 3Hz line width d) using
First-order Markov statistic with 1Hz line width
Table 4. Probabilities of configurational pentads of isotacticpoly(isobutyl acrylate), PiBuA, in C6D6 calculated according toBernoulli and first-order Markov statistics
PiBuA pentad Bernoulli First-orderMarkov
Chemicalshifts [ppm]
rrrr 0.0006 0.0001 174.68
rrrm 0.0013 0.0005 174.73
mrrm 0.0065 0.0045 174.78
rmrr 0.0013 0.0009 174.37
rmrm 0.0130 0.0144 174.42
mmrr 0.0130 0.0086 174.49
mmrm 0.1340 0.1431 174.54
rmmr 0.0065 0.0069 174.06
rmmm 0.1340 0.1378 174.18
mmmm 0.6903 0.6832 174.30
Table 5. Chemical shift corrections for mr-centered triad ofPiBuA in CDCl3 and C6D6
Homopolymers
Sequences
mr
rmrr rmrm mmrr mmrm
CDCl3chemical shift 174.37 174.42 174.49 174.54
shift correction +0.54 +0.13 +0.06 -0.09
C6D6chemical shift 173.18 173.20 173.35 173.37
shift correction +0.18 +0.16 -0.17 -0.12

the corrections and matching the line width with experi-mental spectra good agreement between simulated andexperimental spectra was obtained. In this case it isenough to simulate the spectrum at the pentad level be-cause individual signals of longer sequences are not ob-served.
For PsBuA homopolymer the simulation of the C=Osignals utilizing the sequence probabilities and line posi-
tions gave quite good results except for the pentads withcentral mr triad, like in the previous case. However, thegeneral shape of the simulated spectrum is very similar tothe experimental one. Therefore it was sufficient to applyonly slight corrections (Table 6) to some of these lines.Moreover, we see that there is also a discrepancy in thenumber of lines and their intensity, which can be explai-ned in terms of further splitting into heptad lines. Finally,
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
164 M. SIO£EK, M. PASICH, N. HENZEL and M. MATLENGIEWICZ
a) c)
b) d)
Figure 3. Simulation of the carbonyl signals of PiBuA in deuterated benzene at the pentad level a) chemical shifts obtained solely by incremental
method b) with correction for mr triad (using Bernoulli statistic with 1Hz line width) c) using Bernoulli statistic with 3Hz line width d) using
First-order Markov statistic with 1Hz line width
a)
b) d)
c)
Figure 4. Simulation of the carbonyl signals of PsBuA in deuterated chloroform using Bernoulli statistic with correction for mr triad a) at the pentad
level with 1Hz line width b) at the pentad level with 3Hz line width c) at the heptad level with 1Hz line width d) at the heptad level with 3Hz line
width

the spectra simulated at pentad level with splitting ofsome lines into heptads show very good accordance withthe experimental data.
Table 6. Chemical shift corrections for mr-centered pentads ofPsBuA
Homopolymer
Sequences
mr
rmrr rmrm mmrr mmrm
PsBuAchemical shift 174.08 174.05 174.24 174.21
shift correction +0.30 +0.90 +0.02 -
CONCLUSIONS
The microstructural characterization of poly(isobutylacrylate), PiBuA, and poly(sec-butyl acrylate), PsBuA, canbe performed by means of 13C NMR spectroscopy, focu-sing on the carbonyl signal region of the spectrum. Appli-cation of Bernoulli statistics to describe the probabilitiesof sequence distribution and incremental calculation ofchemical shifts of the individual sequences can be used topositively simulate the carbonyl signal at the pentad levelfor both homopolymers having predominantly isotacticchain. In the case of PsBuA it can be seen that some pen-tads exhibit further splitting into heptad lines. Taking into
account splitting into heptads only for some selected pen-tads can significantly augment the agreement of the simu-lated spectra with the experimental ones.
REFERENCES
[1] Matlengiewicz M. „Microstructure Analysis of Acry-late-Methacrylate Copolymers by 13C NMR Spectroscopy”;Chapter in Encyclopedia of Analytical Chemistry. edited by R.A. Meyers, Chichester, UK; John Wiley & Sons. Ltd. (2011),Suppl. Vols. S1-S3. pp 725-738
[2] Nguyen G., Nicole D., Swistek M., Matlengiewicz M. andWiegert B. „Sequence distribution of the methyl methacry-late-ethyl acrylate copolymer by 13C NMR spectroscopy”;Polymer, 38, 3455–3461 (1997)
[3] Nguyen G., Matlengiewicz M. and Nicole D. „Incrementalmethod for determination of sequence distribution of po-ly(methyl methacrylate) by 13C NMR spectroscopy”; Analy-
sis, 27, 847–853 (1999)[4] Matlengiewicz M., Sio³ek M. „Analysis of b-CH2 signals in
13C NMR Spectra to Determine Microstructure of Poly(ButylAcrylates)”, Advances in Plastics Technology, APT’13, Sos-nowiec, 8-10.10.2013
[5] Quinting R., Cai R. „High-Resolution NMR Analysis of theTacticity of Poly(n-butyl methacrylate)”, Macromolecules, 27,6301 (1994)
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Incremental calculation of sequence distribution of isotactic poly(isobutyl acrylate) and poly( sec-butyl acrylate) 165

Mariusz SKOMRA, Grzegorz FIC, Wies³aw BACZAMariusz SKOMRA, Grzegorz FIC, Wies³aw BACZAPolitechnika Rzeszowska, Wydzia³ Chemicznye-mail: [email protected]
Wykorzystanie metod sztucznej inteligencji w komputerowej symulacji
degradacji polimerów
Streszczenie. Zbadano skutecznoœæ systemu CSB do komputerowej symulacji procesów degradacji polistyrenuw ró¿nych œrodowiskach. Stwierdzono koniecznoœæ rozszerzenia bazy wiedzy o nowe transformacje ukierunkowanena symulacjê produktów jego przemian.
USINGMETHODSOF THEARTIFICIAL INTELLIGENCE IN THE COMPUTER SIMULATIONOF POLY-MERS DEGRADATIONSummary. A effectiveness of the CSB systemwas examined for the computer simulation of degradation processes ofthe polystyrene in various environments. A need for the extension of the knowledge base was stated for new trans-formations directed at the simulation of products of his transformations.
1. WSTÊP
Istotnym problemem zwi¹zanym z polimerami s¹procesy ich starzenia oraz analiza powstaj¹cych w ichwyniku produktów. W celu komputerowego wspomaga-nia badañ w tym zakresie mo¿na wykorzystaæ ró¿neprogramy CAOS (Computer Assisted Organic Synthesis),a szczególnie te, które s¹ zorientowane na komputeroweprognozowanie produktów przemian organicznych [1].W pracy przedstawiono wyniki badañ, których g³ównymcelem by³o sprawdzenie przydatnoœci zastosowaniaprogramu CSB (Chemical Sense Builder) [2] do przewidy-wania produktów degradacji polistyrenu (PS).
1.1. Degradacja polimerów
Degradacja to proces, w którym zachodzi rozerwanie³añcucha polimerowego pod wp³ywem reakcji chemicz-nych co doprowadza do zmian w³aœciwoœci fizycznychi w efekcie pogorszenia w³aœciwoœci materia³u [3]. Zewzglêdu na rodzaj czynnika wywo³uj¹cego degradacjêproces ten mo¿na podzieliæ na: starzenie (wywo³anyczynnikami fizycznymi), korozjê (czynnikami chemicz-nymi) oraz starzenie atmosferyczne (czynnikami atmo-sferycznymi). Ze wzglêdu na sposób inicjowania wyró¿-nia siê degradacjê: (i) chemiczn¹ – wywo³an¹ czynnikamichemicznymi, (ii) termiczn¹ – wywo³an¹ wp³ywem pod-wy¿szonej temperatury, (iii) biologiczn¹ – wywo³an¹dzia³aniem enzymów produkowanych przez mikroorga-nizmy, (iv) radiacyjn¹ – wywo³an¹ promieniowaniem a,b, g czy X, (v), mechaniczn¹ – wywo³an¹ rozci¹gaj¹cymdzia³aniem si³ oraz (vi) fotochemiczn¹ – wywo³an¹ ab-sorpcj¹ promieniowania UV.
Zazwyczaj w procesie starzenia polimerów dochodzido jednoczesnej degradacji wielu typów, np. dzia³aniapromieniowania, tlenu i innych czynników atmosferycz-nych czy te¿ ciep³a, si³ mechanicznych i tlenu. Dodatko-wo procesy degradacji mog¹ zachodziæ jednoetapowo lubwieloetapowo, gdy produkty powsta³e w jednym etapies¹ zdolne do reagowania z kolejnymi cz¹steczkami sub-
stratu – przyk³adem mo¿e byæ tutaj reakcja wolnorodni-kowej autooksydacji.
1.2. Degradacja polistyrenu
Powodem sta³ego wzrostu produkcji termoplastycz-nego polistyrenu jest ³atwoœæ jego formowania, dobra od-pornoœæ chemiczna, dobre w³aœciwoœci dielektryczne, ³at-woœæ barwienia oraz przeŸroczystoœæ. Ponadto jest on od-porny termicznie i mo¿na go wielokrotnie przetwarzaæbez pogorszenia w³aœciwoœci. Ze wzglêdu na szerokiezastosowanie PS nara¿ony jest g³ównie na dwa rodzajedegradacji – fotodegradacjê oraz degradacjê termiczn¹.W wyniku absorpcji promieniowania UV mo¿e dojœæ dopêkniêcia ³añcucha g³ównego, oderwania atomu wodorulub oderwania pierœcienia fenylowego, a nastêpnie,w wyniku reakcji z tlenem, mog¹ powstaæ ró¿nego typurodniki nadtlenkowe. Proces degradacji termicznej pole-ga na rozerwaniu wi¹zania wêgiel-wêgiel, a powsta³ew ten sposób fragmenty struktury mog¹ ulegaæ dalszymprzemianom w kierunkach tworzenia kolejnych rodni-ków, oligomerów oraz zwi¹zków ma³ocz¹steczkowych.Mo¿liwe s¹ tak¿e reakcje przegrupowania atomu wodoruz jednego meru PS do wolnego rodnika w innym [4].
1.3. Program CSB
Opracowany w Zak³adzie Informatyki ChemicznejPolitechniki Rzeszowskiej, multimodelowy i ucz¹cy siê,program CSB umo¿liwia symulacjê przemian chemicz-nych przebiegaj¹cych z udzia³em jednego, dwóch, trzechlub czterech substratów. Zaimplementowano w nim czte-ry ró¿ne modele symulowania reakcji chemicznych:1. Model matematyczny Ugiego-Dugundjego (model
UD) [5], który wykorzystuje 64 ró¿ne transformacje,reprezentuj¹ce uogólnione i odpowiednio sformalizo-wane reakcje chemiczne. Zastosowanie tego modeluumo¿liwia prognozowanie dowolnych typów reakcjichemicznych oraz stwarza mo¿liwoœci odkrycia no-wych mechanizmów i produktów przemian. G³ówn¹
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
166 Mariusz SKOMRA, Grzegorz FIC, Wies³aw BACZA

jego wad¹ jest generowanie bardzo du¿ych przestrze-ni rozwi¹zañ, obejmuj¹cych zarówno przemiany real-ne, ale równie¿ i znaczn¹ liczbê produktów przemian,których prawdopodobieñstwo rzeczywistego prze-biegu jest niewielkie.
2. Model zdrowego rozs¹dku [6], w którym na modelUD na³o¿ono regu³y wynikaj¹ce z wiedzy chemicznej,ogranicza powstaj¹c¹ przestrzeñ rozwi¹zañ, szcze-gólnie w zakresie eliminacji czêœci rozwi¹zañ niereal-nych.
3. Model podobieñstwa [7], którego stosowanie skutku-je jeszcze wiêksz¹ eliminacj¹ prognoz nierealnychz chemicznego b¹dŸ termodynamicznego punktówwidzenia. Wykorzystuje on wyniki nadzorowanego
uczenia programu, podczas którego u¿ytkownikwprowadza znane i poprawne dane (tu reakcje che-miczne), zaœ program je uogólnia i formu³uje automa-tycznie transformacje (typu korelacji przyczyno-wo-skutkowych), które nastêpnie stosuje podczaspredykcji produktów dla zbiorów substratów podob-nych do tych, jakie by³y obiektami uczenia.
4. Model empiryczny [8], który wykorzystuje w swoimdzia³aniu wy³¹cznie wiedzê zdeponowan¹ w baziedanych. Gwarantuje tym samym bardzo wysokieprawdopodobieñstwo zajœcia wygenerowanych prze-mian w rzeczywistoœci, lecz jednoczeœnie ca³kowicieeliminuje z przestrzeni rozwi¹zañ nieznane dot¹dmechanizmy.
Wygenerowanie przez CSB produktów przemian che-micznych dla konkretnego zestawu substratów wymagauprzedniej realizacji wielu cz¹stkowych etapów, w któ-rych stosowane s¹ zaawansowane metody sztucznej inte-ligencji. Nie wdaj¹c siê tutaj w szczegó³ow¹ dyskusjê tychzagadnieñ warto wspomnieæ o niektórych, kolejno reali-zowanych etapach analizy topologicznej struktury, takichjak: identyfikacja wszystkich pierœcieni wystêpuj¹cychw strukturze, rozpoznanie uk³adów pierœcieni, identyfi-kacja uk³adów aromatycznych oraz sprawdzenie czyw strukturach substratów wystêpuj¹ konkretne pod-struktury, których obecnoœæ determinuje reaktywnoœæchemiczn¹ okreœlonych wi¹zañ i atomów.
2. METODOLOGIA BADAÑ
Program CSB zosta³ opracowany dla prognozowaniaproduktów przemian zachodz¹cych z udzia³em zwi¹z-ków ma³ocz¹steczkowych. St¹d te¿ pierwszym proble-mem, jaki nale¿a³o rozwi¹zaæ, by³o opracowanie sposobureprezentacji struktury polimeru. Przyjêto, ¿e odpowied-nim rozwi¹zaniem bêdzie tutaj fragment zbudowanyz czterech s¹siednich merów. Dalsze fragmenty polimerureprezentowane s¹ przez symbole $1 i $2 (Rys. 1). W celureprezentacji œrodowiska chemicznego, w którym prze-biegaj¹ procesy degradacji, jako dodatkowe substraty wniektórych symulacjach przyjêto cz¹steczki wody lub/o-raz tlenu.
Do symulacji reakcji u¿yto dwóch modeli – modeluUD oraz zdrowego rozs¹dku. Zosta³o to podyktowanetym, i¿ oprócz opisanych wczeœniej ró¿nic miêdzy tymimodelami, model zdrowego rozs¹dku dokonuje transfor-macji struktur substratów bazuj¹c tylko i wy³¹cznie namiejscach reaktywnych rozpoznanych automatycznieprzez algorytmy CSB, zaœ w modelu UD u¿ytkownik manad nimi pe³n¹ kontrolê – mo¿e wprowadzaæ listê miejscreakcji odpowiedni¹ dla celu przetwarzania.
3. SYMULACJE KOMPUTEROWE
W 1-szym etapie badañ [9], przy zastosowaniu stan-dardowego zestawu 64 transformacji CSB wykonano 33symulacje, spoœród których w 12 jako substrat wykorzys-tano pojedynczy ³añcuch PS, w 10 PS i wodê, w 3 PS i tlen,a w pozosta³ych ró¿ne ich kombinacje (np. PS+PS,PS+H2O+H2O). Poszczególne symulacje ró¿ni³y siê rów-nie¿ sposobem okreœlania miejsc reakcji: (i) symulacjeprzebiegaj¹ce wy³¹cznie dla zestawów miejsc reakcji roz-poznanych przez algorytmy CSB (ii) symulacje, w któ-rych dodatkowo uwzglêdniono miejsca reakcji zoriento-wane na otrzymanie konkretnych produktów starzeniaPS opisanych w literaturze. Otrzymane produkty prze-mian PS podzielono na trzy kategorie:— (zbiór A) produkty opisane w literaturze [4] i wygene-
rowane przez CSB (11 zwi¹zków)
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wykorzystanie metod sztucznej inteligencji w komputerowej symulacji degradacji polimerów 167
Rys. 1. Zestaw substratów stosowany w symulacjach komputerowych z wykorzystaniem CSB. Kolejnoœæ atomów zosta³a ustalona przez CSB za po-
moc¹ algorytmu kanonizacji struktury. Dziêki temu kolejnoœæ atomów i wi¹zañ jest standaryzowana niezale¿nie od pocz¹tkowych wartoœci.
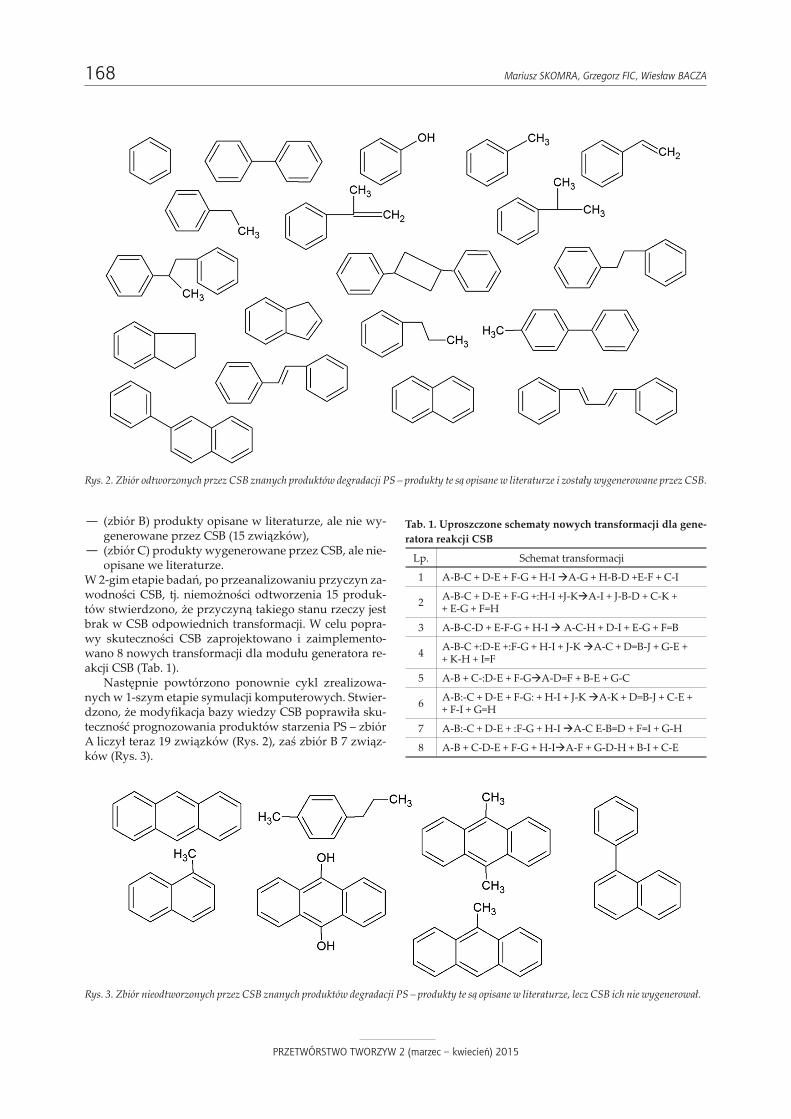
— (zbiór B) produkty opisane w literaturze, ale nie wy-generowane przez CSB (15 zwi¹zków),
— (zbiór C) produkty wygenerowane przez CSB, ale nie-opisane we literaturze.
W 2-gim etapie badañ, po przeanalizowaniu przyczyn za-wodnoœci CSB, tj. niemo¿noœci odtworzenia 15 produk-tów stwierdzono, ¿e przyczyn¹ takiego stanu rzeczy jestbrak w CSB odpowiednich transformacji. W celu popra-wy skutecznoœci CSB zaprojektowano i zaimplemento-wano 8 nowych transformacji dla modu³u generatora re-akcji CSB (Tab. 1).
Nastêpnie powtórzono ponownie cykl zrealizowa-nych w 1-szym etapie symulacji komputerowych. Stwier-dzono, ¿e modyfikacja bazy wiedzy CSB poprawi³a sku-tecznoœæ prognozowania produktów starzenia PS – zbiórA liczy³ teraz 19 zwi¹zków (Rys. 2), zaœ zbiór B 7 zwi¹z-ków (Rys. 3).
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
168 Mariusz SKOMRA, Grzegorz FIC, Wies³aw BACZA
Rys. 3. Zbiór nieodtworzonych przez CSB znanych produktów degradacji PS – produkty te s¹ opisane w literaturze, lecz CSB ich nie wygenerowa³.
Tab. 1. Uproszczone schematy nowych transformacji dla gene-ratora reakcji CSB
Lp. Schemat transformacji
1 A-B-C + D-E + F-G + H-IàA-G + H-B-D +E-F + C-I
2 A-B-C + D-E + F-G +:H-I +J-KàA-I + J-B-D + C-K ++ E-G + F=H
3 A-B-C-D + E-F-G + H-Ià A-C-H + D-I + E-G + F=B
4 A-B-C +:D-E +:F-G + H-I + J-KàA-C + D=B-J + G-E ++ K-H + I=F
5 A-B + C-:D-E + F-GàA-D=F + B-E + G-C
6 A-B:-C + D-E + F-G: + H-I + J-KàA-K + D=B-J + C-E ++ F-I + G=H
7 A-B:-C + D-E + :F-G + H-IàA-C E-B=D + F=I + G-H
8 A-B + C-D-E + F-G + H-IàA-F + G-D-H + B-I + C-E
Rys. 2. Zbiór odtworzonych przez CSB znanych produktów degradacji PS – produkty te s¹ opisane w literaturze i zosta³y wygenerowane przez CSB.

4. DYSKUSJA WYNIKÓW
W drugim cyklu symulacji program CSB wykaza³zdolnoœæ do odtworzenia 19 z 26 znanych produktówdegradacji polistyrenu. Brak mo¿liwoœci odtworzenia 7pozosta³ych zwi¹zków jest spowodowany tym, ¿e do ichwygenerowania koniecznym by³oby zaimplementowaniew CSB zbyt z³o¿onych transformacji. Przyk³adowo, abyw jednym etapie symulacji wygenerowaæ strukturê9,10-dihydroantracenu nale¿a³oby zastosowaæ transfor-macjê operuj¹c¹ a¿ na 15 miejscach inicjowania reakcji:
A-B-C-D + :E-F + G-H + I-J + K-L:-M + N-O-P Q-R ++ S-T + U-Và A-D + V-C=E + C-R + G-F + H-Q +
+ M-I + J-L=O-T + N-P + K-B + S-U
Stwierdzono jednak, ¿e wszystkie te produkty, dlaktórych CSB okaza³ siê zawodny mo¿na uzyskaæ stosuj¹cnastêpczy cykl dwóch symulacji komputerowych.
Wszystkie znane z literatury produkty degradacji PSzosta³y wygenerowane przez CSB przy zastosowaniumodelu UD. Stwierdzono zatem nieprzydatnoœæ modeluzdrowego rozs¹dku do symulacji tego typu przemian
(przyczyny: brak rozpoznania odpowiednich zestawówmiejsc reakcji oraz zbyt du¿a restrykcyjnoœæ algorytmówkontroluj¹cych przebieg symulacji komputerowej).
W wyniku komputerowej symulacji procesów degra-dacji PS program CSB wygenerowa³ (w ró¿nych symula-cjach) wiele produktów nieopisanych w literaturze (Rys.4). Aktualnie, realnoœæ tych prognoz mo¿na jedynie oce-niaæ analizuj¹ obliczone przez program wartoœci zmianentalpii poszczególnych reakcji. Z tego punktu widzenia,realnymi produktami degradacji PS mog¹ siê okazaæ 2-fe-nylo-1,2,3,4-tetrahydronaftalen (DH = -2 kcal/mol) oraz1,3-difenylocyklopentan (DH = 4 kcal/mol). Pozosta³ezwi¹zki z tej grupy produktów wygenerowanych przezCSB, bior¹c pod uwagê wysoce endotermiczny charakterprzemian, w których by powstawa³y oraz maksymaln¹temperaturê pracy PS (60-65 °C [10]), wydaj¹ siê ma³oprawdopodobne.
5. PODSUMOWANIE
Wstêpne próby zastosowania programu CSB do kom-puterowego symulowania procesów degradacji polime-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Wykorzystanie metod sztucznej inteligencji w komputerowej symulacji degradacji polimerów 169
Rys. 4. Niektóre produkty degradacji PS wygenerowane przez CSB
i nieopisane w literaturze. Podano te¿ obliczone przez CSB wartoœci
zmian entalpii hipotetycznych przemian w których by powsta³y
[kcal/mol].

rów pokaza³y, ¿e mimo jego zaprojektowania do innychcelów mo¿e on znaleŸæ zastosowanie i w tej dziedzinie.Potwierdzi³y one jego skutecznoœæ poprzez wygenerowa-nie produktów opisanych w literaturze przemian che-micznych, a tak¿e da³y podstawê do dalszych laborato-ryjnych analiz tych procesów celem weryfikacji produk-tów wygenerowanych przez CSB, a nieopisanych w lite-raturze.
Jednak¿e, aby program CSB móg³ byæ w pe³ni wyko-rzystywany do symulowania procesów degradacji poli-merów koniecznym jest wzbogacenie jego baz danycho nowe schematy transformacji oraz algorytmy automa-tycznego wyboru zestawów miejsc reaktywnych. Metodaich manualnego projektowania i wskazywania jest czaso-i pracoch³onna. Jednym z rozwi¹zañ tego problemu mo¿esiê okazaæ zaimplementowanie nowego algorytmu ucze-nia maszynowego – tzw. modelu ko³a reakcji. Jego istot¹bêdzie rozpatrywanie przemiany zarówno na poziomiecentrum reakcji jak i jego bli¿szego i dalszego s¹siedztwa,którego zakres bêdzie regulowany przez u¿ytkownika.Dziêki temu bêd¹ mog³y zostaæ tworzone transformacjeró¿ni¹ce siê poziomem szczegó³owoœci – od bardzouogólnionych do bardzo szczegó³owych. Takie podejœciepowinno zaowocowaæ rozszerzeniem obszarów mo¿li-wych zastosowañ CSB, w tym równie¿ znaczn¹ popraw¹skutecznoœci prognozowania produktów degradacji ró¿-nych polimerów.
BIBLIOGRAFIA
[1] Todd M., Computer-aided organic synthesis, Chemical SocietyReviews, 2005, 34, 3, 247-266
[2] Nowak G., Fic G., Machine Learning Approach to Discovering
Cascade Reaction Patterns. Application to Reaction Pathways
Prediction, Journal of Chemical Information and Modeling,2009, 49, 6, 1321-1329
[3] Rabek J.F., Podstawy fizykochemii polimerów, WydawnictwoPolitechniki Wroc³awskiej, 1977, 96-115
[4] Krauze M., Trzeszczyñski J., Dziêcio³ M., Wp³yw temperatury
i rodzaju atmosfery na rozk³ad termiczny polistyrenu, Polimery,2003, 10, 701-708
[5] Fic. G., Nowak G., Extended Concept of Reaction Generators in
CSB System, Computers & Chemistry, 1998, 22, 1,141-146[6] Nowak G., Fic G., Implementation of Commonsense Reasoning
in Organic Reaction Prediction System CSB, Computers& Che-mistry, 1998, 22,1,147-152
[7] Fic G., Nowak G., Implementation of similarity model in the
CSB system for chemical reaction predictions, Computers &Chemistry, 2001, 25, 2, 177-186
[8] Fic G., Nowak G., Multimodelowy system do symulacji reakcji
chemicznych, w: Bobrowski L., Bogacz R. (red.), Symulacja
w badaniach i rozwoju, PTSK, Warszawa, 2000, 120-130[9] Bacza W., Komputerowe projektowanie produktów procesów sta-
rzenia polimerów, Praca dyplomowa, Politechnika Rzeszow-ska, 2009
[10] Polystyrene Specifications, http://www.boedeker.com/po-lyst_p.htm, dostêp 11.12.2014
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
170 Mariusz SKOMRA, Grzegorz FIC, Wies³aw BACZA

Zenon TARTAKOWSKI, Katarzyna MYD£OWSKAZenon TARTAKOWSKI, Katarzyna MYD£OWSKAZak³ad Tworzyw Polimerowych, Instytut In¿ynierii Materia³owej, Zachodniopomorski Uniwersytet Technologicznyw Szczecinie, Al. Piastów 19, 70-310 Szczecin, [email protected]
W³aœciwoœci mechaniczne wyrobów wytworzonych technologi¹ FDM
Streszczenie: Modelowanie uplastycznionym tworzywem pozwala na wytworzenie elementów o skomplikowanejkonstrukcji geometrycznej bez dodatkowego oprzyrz¹dowania. Mo¿liwoœæ manipulowania wieloma parametramiprocesu oraz kompozytowy charakter wytwarzanych czêœci powoduje problemy z przewidzeniem ich w³aœciwoœci.W niniejszej pracy przedstawiono badania wybranych w³aœciwoœci mechanicznych wyrobów wytworzonych tech-nologi¹ FDM z PLA(poli(kwasu mlekowego)). Badano wp³yw temperatury i prêdkoœci druku oraz temperatury sto-³u drukuj¹cego na udarnoœæ, wytrzyma³oœæ na rozci¹ganie oraz twardoœæ. Wyniki porównano z w³aœciwoœciamipróbek uzyskanych poprzez wtryskiwanie.S³owa kluczowe: szybkie prototypowanie, FDM, w³aœciwoœci mechaniczne, PLA
MECHANICAL PROPERTIES OF THE ELEMENTS PRODUCED BY THE FDM TECHNIQUEAbstract: Fused deposition modeling allows to produce elements with complicated geometrical structure withoutany additional equipment. The ability to manipulate multiple parameters of the process and the composite nature ofthe manufactured parts causes problems with predicting their properties. In this paper the results of the research onPLA elements manufactured using FDM technique are presented. The effect of specific process parameters, namely:printing temperature, printing speed, and bed temperature on their mechanical properties such as impact strength,tensile strength, and toughness were investigated. Moreover, a comparison of mechanical properties with injectedsamples was conducted.Keywords: rapid prototyping, FDM, mechanical properties, poly(lactid acid)
Czêœæ teoretyczna
Technologia FDM jest to jedna z metod szybkiego pro-totypowania i wytwarzania, pozwalaj¹ca na wydrukowa-nie trójwymiarowych obiektów o dowolnie skompliko-wanej geometrii na podstawie modelu CAD 3D. Materia³w postaci sta³ej, ¿y³ki (ang. filament), o okreœlonej œredni-cy (1,75 mm; 3 mm) z ustalon¹ i regulowan¹ prêdkoœci¹podawany jest do g³owicy wyt³aczaj¹cej, z której poprzezdyszê (œrednica 0,3÷0,7 mm) w stanie uplastycznionymjest wyt³aczany na stó³ roboczy [1]. Przebieg procesuprzedstawiono na rys. 1.
Ze wzglêdu na intensywny rozwój technologii FDMdostêpnych jest wiele rozwi¹zañ konstrukcyjnychurz¹dzeñ drukuj¹cych. Rozró¿niæ mo¿na drukarki jedno-oraz dwug³owicowe, które umo¿liwiaj¹ wytwarzanie ele-mentów z dwóch materia³ów, w tym jeden stanowi mate-
ria³ konstrukcyjny, a drugi podporowy. Elementami ru-chomymi w drukarkach FDM, poruszaj¹cymi siêw osiach X, Y, Z mog¹ byæ stó³ drukuj¹cy oraz g³owica.Najczêstszym, rozwi¹zaniem jest g³owica poruszaj¹ca siêw osiach X i Y oraz stó³ poruszaj¹cy siê w osi Z. Filamentpodawany jest w sposób ci¹g³y do g³owicy, z okreœlon¹prêdkoœci¹, uzale¿nion¹ od geometrii wyrobu oraz para-metrów druku. Prêdkoœæ podawania regulowana jest zapomoc¹ rolkowego systemu napêdzanego silnikiem kro-kowym. Do istotnych parametrów drukarki zaliczane s¹:wielkoœæ sto³u roboczego, œrednica dyszy, œrednica fila-mentu, minimalna gruboœæ pojedynczej warstwy, mo¿li-woœæ do³¹czania dodatkowych elementów. Stó³ roboczydrukarki jest podgrzewany, z mo¿liwoœci¹ regulacji tem-peratury w zale¿noœci od rodzaju stosowanego do drukufilamentu.
Do stosowanych w druku FDM materia³ów nale¿¹:ABS (akrylonitryl-butadien-styren), PLA (poli(kwas mle-kowy)), poliamid (PA), poliwêglan (PC), polifenylosulfo-ny (PPSF/PPSU), polieteroimid (PEI), polipropylen (PP)[3]. Wykorzystywane s¹ równie¿ materia³y kompozyto-we jak np. Laywood-3D, bêd¹cy mieszank¹ materia³u po-limerowego oraz m¹czki drzewnej i Laybrick, czyli kom-pozyt polistyrenu i nape³niaczy mineralnych. Spoœródwymienionych materia³ów na uwagê zas³uguje PLA, bio-degradowalny, semikrystaliczny polimer. Do zalet PLAzalicza siê: wysoki modu³ sprê¿ystoœci przy rozci¹ganiu,odpornoœæ na dzia³anie promieniowania UV, nisk¹ pal-noœæ i wydajnoœæ dymów [4]. Elementy wykonane z PLAcharakteryzuj¹ siê niewielkim skurczem, co jest spowo-dowane szybkim procesem ch³odzenia, uniemo¿liwia-j¹cym wytworzenie struktur krystalicznych w polimerze.Powoduje to niewielk¹ tendencjê do odkszta³ceñ w wyni-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
W³aœciwoœci mechaniczne wyrobów wytworzonych technologi¹ FDM 171
Rys. 1. Schemat procesu druku w technologii FDM [2]

ku naprê¿eñ. Ponadto PLA nie wymaga wysokiej tempe-ratury druku w porównaniu z ABS czy PA, ani podwy¿-szonej temperatury sto³u roboczego. W czasie druku nienastêpuje wydzielanie nieprzyjemnego zapachu aniszkodliwych substancji.
Dla wiêkszoœci u¿ytkowników istotnym jest uzyska-nie wyrobów o odpowiednich parametrach wytrzyma-³oœciowych. Wp³yw na wytrzyma³oœæ wyrobów wytwo-rzonych technologi¹ FDM maj¹: w³aœciwoœci materia³u,temperatura druku (temperatura dyszy drukuj¹cej),prêdkoœæ druku (prêdkoœæ przemieszczania siê g³owicyw trakcie wyt³aczania materia³u), orientacja modeluw przestrzeni roboczej, stopieñ i sposób wype³nienia,gruboœæ warstwy oraz warstw wierzchnich [5]. Tworze-nie wi¹zania pomiêdzy osadzanymi w³óknami umo¿li-wia energia cieplna uplastycznionego materia³u. Moleku-larne wi¹zania pomiêdzy s¹siednimi w³óknami powstaj¹w wyniku dyfuzji termicznej. Pierwszym etapem tegoprocesu jest utworzenie powierzchni kontaktu, nastêpniecz¹steczki dyfunduj¹ pomiêdzy wyt³aczanymi w³óknamitworz¹c strefê miêdzyfazow¹, a w wyniku obni¿enia tem-peratury powstaje trwa³e po³¹czenie. G³ównym czynni-kiem maj¹cym wp³yw na jakoœæ wytwarzanego po³¹cze-nia, a tym samym wytrzyma³oœæ powstaj¹cych czêœci matemperatura wyt³aczania. W obni¿onej temperaturzeruchliwoœæ ³añcuchów makrocz¹steczek jest niewystar-
czaj¹ca, by wytworzyæ wytrzyma³e po³¹czenie. Procesyzachodz¹ce pomiêdzy poszczególnymi wstêgami wyt³a-czanego tworzywa, prowadz¹ce do powstania trwa³egopo³¹czenia miêdzy nimi, zosta³y przedstawione na rys. 2[6, 7].
Powstaj¹ce elementy wykazuj¹ charakter kompozyto-wy, sk³adaj¹ siê z w³ókien polimerowych, wi¹zañ wystê-puj¹cymi miêdzy nimi oraz pustych przestrzeni [7]. Kie-runek u³o¿enia w³ókien w kolejnych warstwach jest obró-cony o 90°. Charakterystyczny dla wyrobów wytworzo-nych technologi¹ FDM przekrój przedstawiono na rys. 3.
Rozwój technologii FDM i mo¿liwoœæ wykorzystaniajej do tworzenia rzeczywistych elementów wywo³uje ko-niecznoœæ okreœlenia w³aœciwoœci mechanicznych wyro-bów wytworzonych t¹ technologi¹. Przedstawiona po-wy¿ej charakterystyka procesów fizycznych, towarzy-sz¹cych powstawaniu elementów w technologii FDM,wskazuje na dominuj¹cy wp³yw parametrów termicz-nych na w³aœciwoœci wytrzyma³oœciowe. Dla wyrobówwytworzonych z ABS istnieje obszerna literatura opisu-j¹ca ich w³aœciwoœci [9, 10], zaœ niewystarczaj¹ca jest wie-dza w tym zakresie dotycz¹ca elementów wytwarzanychz PLA. W publikacji przedstawiono wp³yw parametrówdruku, w tym prêdkoœci i temperatury druku oraz tempe-ratury sto³u roboczego na w³aœciwoœci mechaniczne wy-robów wytworzonych w technologii FDM oraz ich po-równanie z w³aœciwoœciami elementów wytworzonychtechnologi¹ wtrysku.
Czêœæ doœwiadczalna
1. Materia³ badawczy
Materia³em badawczym jest filament wytworzonyz PLA firmy Plastspaw o œrednicy 1,75±0,05 mm, barwyniebieskiej, o gêstoœci 1,24 g/cm3. Materia³ ten scharakte-ryzowano poprzez okreœlenie wskaŸnika szybkoœci p³y-niêcia (MVR). Z materia³u wytworzono próbki do badañw technice druku 3D przy u¿yciu maszyny firmy Om-ni3D, Rapcraft 1.3. Wykonano beleczki do badañ udar-noœci metod¹ Charpy’ego oraz wiose³ka do badañ wy-trzyma³oœci na rozci¹ganie. Próbki wytwarzane by³y przynastêpuj¹cych parametrach:— stopieñ wype³nienia próbek: 50%,— k¹t orientacji: 30°,— wysokoœæ warstwy: 0,2 mm,
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
172 Zenon TARTAKOWSKI, Katarzyna MYD£OWSKA
Rys. 2. Tworzenie po³¹czenia miêdzy s¹siednimi œcie¿kami wyt³aczanego tworzywa: 1) ³¹czenie powierzchni, 2) rozwój po³¹czenia, 3) dyfuzja
makrocz¹steczek i tworzenie obszaru miêdzyfazowego [7]
Rys. 3. Przekrój poprzeczny próbki wytworzonej technologi¹ FDM
z ABS [8]

— gruboœæ œcian zewnêtrznych: 0,5 mm,— temperatura druku: 200°C, 210°C, 220°C,— prêdkoœæ wydruku: 10 mm/s, 20 mm/s, 30 mm/s,— temperatura sto³u: 23±1°C (temperatura otoczenia,
stó³ niepodgrzewany), 50°C, 70°C.Oprócz próbek drukowanych z 50% stopniem wype³nie-nia wytworzono równie¿ próbki referencyjne o 100%stopniu wype³nienia (temperatura druku: 210°C, tempe-ratura sto³u: 70°C, prêdkoœæ druku 20 mm/s). Wymienio-ne powy¿ej próbki poddano badaniom pozwalaj¹cymokreœliæ wp³yw temperatury druku, temperatury sto³uoraz prêdkoœci druku na wybrane w³aœciwoœci mecha-niczne: udarnoœæ, wytrzyma³oœæ na rozci¹ganie i twar-doœæ.
Dodatkowo wytworzono próbki metod¹ wtrysku z te-go samego materia³u, celem oceny w³aœciwoœci materia³uŸród³owego. Wtrysku dokonano przy nastêpuj¹cych pa-rametrach: temperatura formy: 25°C, temperatura wtrys-ku 180°C, ciœnienie wtrysku 75 MPa.
2. Metodyka badañ
Pomiar objêtoœciowego wskaŸnika szybkoœci p³yniê-cia (MVR) przeprowadzono przy u¿yciu plastometruobci¹¿nikowego firmy MeltFlow T. Q Ceast 6841/048.Pomiar przeprowadzono dla obci¹¿eñ: 1,2; 2,16; 3,36 kgw zakresie temperatur 200°C, 210°C, 220°C.
Udarnoœæ wyznaczono za pomoc¹ m³ota Charpy’ego.Wykorzystano m³ot o energii uderzenia wynosz¹cej 0,5 J,kierunek badania krawêdziowy.
Badania wytrzyma³oœciowe zosta³y wykonane przyu¿yciu maszyny wytrzyma³oœciowej Instron 3366, przyprêdkoœci 50 mm/s, w temperaturze 22±1°C. Wyznaczonezosta³y: wytrzyma³oœæ na rozci¹ganie, modu³ Youngaoraz wyd³u¿enie przy zerwaniu.
Twardoœæ wyznaczono metod¹ Shore’a. Zastosowanowg³êbnik zaostrzony na koñcu (typ D).
Wszystkie badania zosta³y przeprowadzone zgodniez normami PN-EN ISO.
3. Wyniki badañ
Objêtoœciowy wskaŸnik szybkoœci p³yniêcia (MVR)okreœlono w celu scharakteryzowania w³aœciwoœci prze-twórczych materia³u. Na podstawie wyników badañprzedstawionych na rys. 4 stwierdzono, ¿e wraz zewzrostem temperatury oraz obci¹¿enia wzrasta MVR.
Poni¿ej przedstawiono w postaci graficznej wybranewyniki badañ, pozwalaj¹ce okreœliæ wp³yw parametrówdruku na w³aœciwoœci mechaniczne wyrobów. S¹ to wyni-ki uœrednione otrzymane z 3 próbek dla ka¿dego badania.
Na rys. 5 przedstawiono przebieg zmian udarnoœcidla próbek wydrukowanych na podgrzewanym stole(Ts=50°C) dla ró¿nych temperatur i prêdkoœci druku.
Jak widaæ na wykresie udarnoœæ próbek roœnie wrazze wzrostem temperatury druku oraz maleje wraz zewzrostem prêdkoœci. Analogiczne wartoœci udarnoœciotrzymano dla próbek drukowanych na stole podgrza-nym do 70°C oraz o temperaturze 23°C. Œrednia wartoœæ
udarnoœci próbek wynios³a 5,59 kJ/m2. Najwy¿sz¹ war-toœæ udarnoœci odnotowano dla próbek wydrukowanychna stole, którego temperatura wynosi³a 70°C, przy prêd-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
W³aœciwoœci mechaniczne wyrobów wytworzonych technologi¹ FDM 173
Rys. 6. Prze³om próbki poddanej badaniom udarnoœci (temperatura
druku: 220°C, prêdkoœæ druku 10 mm/s, temperatura sto³u: 70°C, sto-
pieñ wype³nienia: 50%, gruboœæ warstwy: 0,2 mm, k¹t orientacji: 30°)
Rys. 5. Zale¿noœæ udarnoœci od temperatury i prêdkoœci druku (tempe-
ratura sto³u: 50°C, stopieñ wype³nienia: 50%, gruboœæ warstwy:
0,2 mm, k¹t orientacji: 30°)
Rys. 4. Przebieg zamian wartoœci MVR PLA w zale¿noœci od tempera-
tury i obci¹¿enia
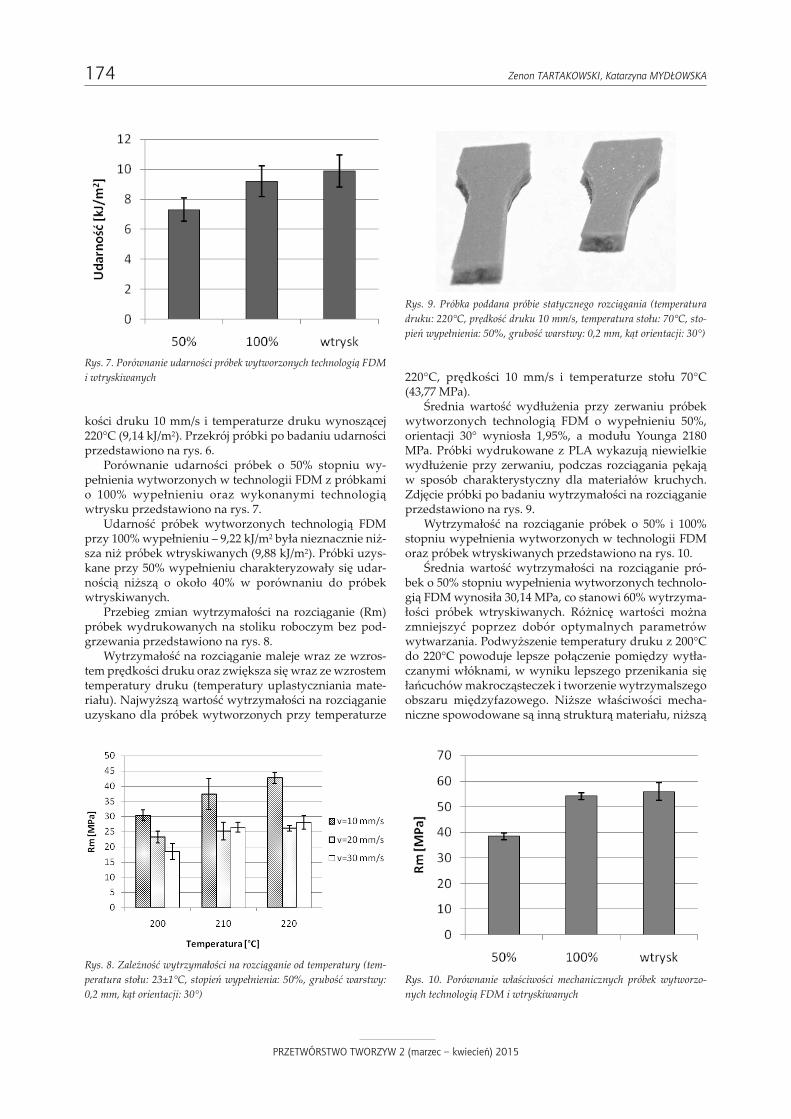
koœci druku 10 mm/s i temperaturze druku wynosz¹cej220°C (9,14 kJ/m2). Przekrój próbki po badaniu udarnoœciprzedstawiono na rys. 6.
Porównanie udarnoœci próbek o 50% stopniu wy-pe³nienia wytworzonych w technologii FDM z próbkamio 100% wype³nieniu oraz wykonanymi technologi¹wtrysku przedstawiono na rys. 7.
Udarnoœæ próbek wytworzonych technologi¹ FDMprzy 100% wype³nieniu – 9,22 kJ/m2 by³a nieznacznie ni¿-sza ni¿ próbek wtryskiwanych (9,88 kJ/m2). Próbki uzys-kane przy 50% wype³nieniu charakteryzowa³y siê udar-noœci¹ ni¿sz¹ o oko³o 40% w porównaniu do próbekwtryskiwanych.
Przebieg zmian wytrzyma³oœci na rozci¹ganie (Rm)próbek wydrukowanych na stoliku roboczym bez pod-grzewania przedstawiono na rys. 8.
Wytrzyma³oœæ na rozci¹ganie maleje wraz ze wzros-tem prêdkoœci druku oraz zwiêksza siê wraz ze wzrostemtemperatury druku (temperatury uplastyczniania mate-ria³u). Najwy¿sz¹ wartoœæ wytrzyma³oœci na rozci¹ganieuzyskano dla próbek wytworzonych przy temperaturze
220°C, prêdkoœci 10 mm/s i temperaturze sto³u 70°C(43,77 MPa).
Œrednia wartoœæ wyd³u¿enia przy zerwaniu próbekwytworzonych technologi¹ FDM o wype³nieniu 50%,orientacji 30° wynios³a 1,95%, a modu³u Younga 2180MPa. Próbki wydrukowane z PLA wykazuj¹ niewielkiewyd³u¿enie przy zerwaniu, podczas rozci¹gania pêkaj¹w sposób charakterystyczny dla materia³ów kruchych.Zdjêcie próbki po badaniu wytrzyma³oœci na rozci¹ganieprzedstawiono na rys. 9.
Wytrzyma³oœæ na rozci¹ganie próbek o 50% i 100%stopniu wype³nienia wytworzonych w technologii FDMoraz próbek wtryskiwanych przedstawiono na rys. 10.
Œrednia wartoœæ wytrzyma³oœci na rozci¹ganie pró-bek o 50% stopniu wype³nienia wytworzonych technolo-gi¹ FDM wynosi³a 30,14 MPa, co stanowi 60% wytrzyma-³oœci próbek wtryskiwanych. Ró¿nicê wartoœci mo¿nazmniejszyæ poprzez dobór optymalnych parametrówwytwarzania. Podwy¿szenie temperatury druku z 200°Cdo 220°C powoduje lepsze po³¹czenie pomiêdzy wyt³a-czanymi w³óknami, w wyniku lepszego przenikania siê³añcuchów makrocz¹steczek i tworzenie wytrzymalszegoobszaru miêdzyfazowego. Ni¿sze w³aœciwoœci mecha-niczne spowodowane s¹ inn¹ struktur¹ materia³u, ni¿sz¹
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
174 Zenon TARTAKOWSKI, Katarzyna MYD£OWSKA
Rys. 7. Porównanie udarnoœci próbek wytworzonych technologi¹ FDM
i wtryskiwanych
Rys. 8. Zale¿noœæ wytrzyma³oœci na rozci¹ganie od temperatury (tem-
peratura sto³u: 23±1°C, stopieñ wype³nienia: 50%, gruboœæ warstwy:
0,2 mm, k¹t orientacji: 30°)
Rys. 9. Próbka poddana próbie statycznego rozci¹gania (temperatura
druku: 220°C, prêdkoœæ druku 10 mm/s, temperatura sto³u: 70°C, sto-
pieñ wype³nienia: 50%, gruboœæ warstwy: 0,2 mm, k¹t orientacji: 30°)
Rys. 10. Porównanie w³aœciwoœci mechanicznych próbek wytworzo-
nych technologi¹ FDM i wtryskiwanych

wytrzyma³oœci¹ obszarów miêdzyfazowych miêdzys¹siednimi w³óknami. Próbki wytworzone technologi¹FDM o 50% stopniu wype³nienia maj¹ efektywnie mniej-sz¹ powierzchniê przekroju poprzecznego, ni¿ wtryski-wane, ze wzglêdu na wystêpowanie pustych przestrzenipomiêdzy w³óknami. Próbki o 100% wype³nieniu, w któ-rych liczba pustych obszarów jest znacznie mniejsza, wy-kazuj¹ wy¿sz¹ wytrzyma³oœæ na rozci¹ganie oraz udar-noœæ, które s¹ nieznacznie ni¿sze ni¿ dla próbek wtryski-wanych.
Porównanie twardoœci próbek wykonanych w drukuFDM i technologi¹ wtrysku przedstawiono na rys. 9.Twardoœæ próbek zmienia siê w zakresie 38÷75°Sh, przyczym mniejsz¹ twardoœæ wykazuj¹ próbki drukowanez wiêksz¹ prêdkoœci¹. Twardoœæ wtryskiwanej próbkiby³a porównywalna z wartoœciami osi¹ganymi dla tychwytwarzanych technologi¹ FDM i wynios³a 75,5°Sh.
Wnioski
Temperatura druku ma znacz¹cy wp³yw na w³aœci-woœci wytrzyma³oœciowe wyrobów wytworzonych tech-nologi¹ FDM. W przypadku PLA zwiêkszenie temperatu-ry z 200°C do 220°C powoduje wzrost odpornoœci naudarnoœæ oraz w niewielkim stopniu wytrzyma³oœci na
rozci¹ganie, nie ma z kolei wp³ywu na wartoœæ twardoœci.Wiêksza temperatura druku powoduje lepsz¹ adhezjêmiêdzy poszczególnymi warstwami tworzywa, co jestg³ówn¹ przyczyn¹ poprawy w³aœciwoœci mechanicznychpróbek. Wy¿sze wartoœci twardoœci, wytrzyma³oœci narozci¹ganie i udarnoœci mo¿na uzyskaæ równie¿ zmniej-szaj¹c prêdkoœæ druku z 30 mm/s do 10 mm/s. W³aœciwoœ-ci mechaniczne próbek wtryskiwanych s¹ nieznaczniewy¿sze ni¿ wytwarzanych technologi¹ FDM. Potwierdzato mo¿liwoœæ zast¹pienia elementów wytwarzanych tra-dycyjnymi technologiami, jak wtryskiwanie, elementamidrukowanymi w przypadku kiedy jakoœæ powierzchninie ma znaczenia. Jednak ze wzglêdu na nisk¹ szybkoœæwytwarzania znajdzie to zastosowanie jedynie w przy-padku produkcji jednostkowej.
Bibliografia
1. Andrzejewski J., Górski F., Wichniarek R., Wp³yw orientacji
czêœci na wytrzyma³oœæ modeli z ABS wytwarzanych technik¹
modelowania uplastycznionym tworzywem polimerowym, Prze-twórstwo Tworzyw 5/2012, str. 428-435.
2. http://reprap.org/, dostêp dnia: 25.01.2014 r.3. Grimm T. A., Fused deposition modelling: a technology evalua-
tion.4. Duda A., Penczek S., Polilaktyd [poli(kwas mlekowy)]: synteza,
w³aœciwoœci i zastosowania, Polimery 48, nr 1, 20035. Renaud J. E., Rodriguez J. F., Thomas J. P., Maximizing the
strength of fused-deposition ABS plastic parts, 10th Solid Free-form Fabrication Symposium Proceedings, Austin, 1999, str.335-342.
6. Ahn D.i in., Representation of surface roughness in fused deposi-
tion modeling, Journal of Materials Processing Technology,209/2009, str. 5593-5600.
7. Li L., Sun Q., Gu P., Modeling of Bond Formation Between Poly-
mer Filaments in the Fused Deposition Modeling Process, Jour-nal of Manufacturing Processes, Vol. 6/No. 2, 2004, str.170-178.
8. Ahn S. H.i in., Anisotropic material properties of fused deposition
modeling ABS, Rapid Prototyping Journal, Vol. 8, str.248-257.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
W³aœciwoœci mechaniczne wyrobów wytworzonych technologi¹ FDM 175
Rys. 11. Wp³yw temperatury i prêdkoœci druku na twardoœæ próbek

Aneta TOR-ŒWI¥TEK, Weronika SAWA, Lenka MARKOVIÈOVÁAneta TOR-ŒWI¥TEK1, Weronika SAWA, Lenka MARKOVIÈOVÁ2
1 Politechnika Lubelska, Katedra Procesów Polimerowych20-618 Lublin, ul. Nadbystrzycka [email protected] University of �ilina, Department of Material Engineering010 26 �ilina, Univerzitná [email protected]
Chropowatoœæ i morfologia wyt³aczanych kompozycji polimerowych
nape³nionych proszkiem ¿elaza
Streszczenie. W pracy przedstawiono badania chropowatoœci powierzchni poli(chlorku winylu) nape³nionegoproszkiem ¿elaza oraz jego morfologiê. Badania wykonano przy u¿yciu metody profilowania liniowego. Badaniompoddano wyt³oczyny w postaci taœmy modyfikowane proszkiem ¿elaza w iloœci 0%, 1,2%, 1,8%, 2,4% oraz 3%.Podczas pomiaru okreœlano parametry charakteryzuj¹ce powierzchniê wyt³oczyny Ra, Ry, Rm, Rz, Sm i S.
GEOMETRICAL STRUCTURE OF EXTRUDED POLYMERIC COMPOSITIONS FILLED WITH IRONPOWDERSummary. The paper presents research of geometrical structure of poly(vinyl chloride) surface filled with iron pow-der. Research were done with the use of linear profile method. Extrudate with the form of tape modified with ironpowder in amount 0%, 1,2%, 1,8%, 2,4% and 3%was studied. During the measurement characteristic parametersof extrudate surface was obtained such as Ra, Ry, Rm, Rz, Sm i S.
WPROWADZENIE
Stosowane obecnie kompozycje polimerowe s¹ wy-twarzane z tworzyw zawieraj¹cych ró¿nego rodzajudodatki pomocnicze. W³aœciwoœci oraz struktura tychmateria³ów uzale¿nione s¹ od dodanych sk³adników,ich mieszalnoœci i dozowania. Du¿¹ rolê odgrywa rów-nie¿ zastosowana metoda przetwórstwa, umo¿liwia-j¹ca otrzymanie wytworów o jednorodnej, homoge-nicznej strukturze i powtarzalnych w³aœciwoœciach [6,9, 10].
Do najczêœciej stosowanych modyfikatorów zaliczasiê nape³niacze proszkowe takie jak talk, kreda, baryt czyproszki metali. Dodawane do tworzyw polimerowychtworz¹ kompozycje o nowych w³aœciwoœciach mecha-nicznych, dielektrycznych, termicznych, chemicznychoraz przetwórczych [5, 11, 13].
Do nieregularnoœci powierzchni wytworów wyt³acza-nych zalicza siê przede wszystkim: zmiany zarysukszta³tu, falistoœæ powierzchni, a tak¿e jej chropowatoœæ.Przyczyny powstawania nierównoœci powierzchni pod-czas wyt³aczania mog¹ byæ ró¿ne. Ka¿da z nich ma swójcharakterystyczny kszta³t, przebieg, czy te¿ czêstotliwoœæwystêpowania.
Podczas wytwarzania elementów z tworzyw wa¿nymczynnikiem jest dokonanie pomiaru i oceny struktury ge-ometrycznej, poniewa¿ poszczególne wytwory mog¹ byæŸród³em powstawania drgañ i szumów [1]. Bior¹c poduwagê dokumenty normalizacyjne mo¿na dostrzec czte-ry grupy parametrów profilu powierzchni. S¹ to miêdzyinnymi: parametry pionowe, parametry amplitudowe,parametry poziome, parametry mieszane.
Struktura geometryczna powierzchni, to pojêcie, któ-re stosuje siê do okreœlenia wszystkich nierównoœci po-
wierzchni, powsta³ych w wyniku przeprowadzenia pro-cesu technologicznego poszczególnych elementów ma-szyn i urz¹dzeñ. Z dostêpnych danych wynika, ¿e du¿aczêœæ braków produkcyjnych ma swoje pod³o¿e w wa-dach powierzchniowych. S¹ to przede wszystkim ubytkispowodowane uszkodzeniami mechanicznymi takimijak:. korozja, pêkniêcia zmêczeniowe, zu¿ycia œcierno-ko-rozyjne i inne [1, 12].
Struktura geometryczna poszczególnych elementówuwarunkowana jest kszta³tem, rozmiarem, a tak¿e roz-mieszczeniem wg³êbieñ i wzniesieñ, które z kolei s¹ œla-dami po przeprowadzonym procesie wytwarzania. Do-konuj¹c pomiaru rzeczywistej powierzchni, uzyskujemyprzybli¿ony jej obraz. Powierzchnia geometryczna za³o-¿ona przez konstruktora i powierzchnia rzeczywista ba-danego elementu zasadniczo siê od siebie ró¿ni¹. S¹ toprzede wszystkim ró¿nice wystêpuj¹ce w zarysachkszta³tu, czy te¿ innych nierównoœciach powierzchni.Sk³adaj¹ siê na nie falistoœæ i chropowatoœæ. Na ca³ej po-wierzchni elementu b¹dŸ tylko na jego wycinku dokony-wany jest pomiar i ocena zarysów kszta³tu. Dokonuj¹c ta-kiego pomiaru bierze siê pod uwagê jedn¹ liniê albo kilkalinii zarysu powierzchni w przekrojach prostopad³ych dorzeczywistej powierzchni. Pomiar i ocena struktury geo-metrycznej poszczególnych wytworów ma bardzo du¿eznaczenie. Chodzi tu g³ównie o te elementy, które pod-czas eksploatacji mog¹ zostaæ uznane za Ÿród³o drgañi szumów. Bardzo wa¿nym czynnikiem, maj¹cym wp³ywna powstawanie takich drgañ i szumów s¹ b³êdy wyko-nawcze zarysu ich powierzchni czynnych, na które sk³a-daj¹ siê odchy³ki kszta³tu a tak¿e nierównoœci powierzch-ni, takie jak falistoœæ i chropowatoœæ. Efektem przeprowa-dzonego procesu technologicznego produkcji poszcze-gólnych wytworów s¹ w³aœciwoœci struktury geome-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
176 Aneta TOR-ŒWI¥TEK, Weronika SAWA, Lenka MARKOVIÈOVÁ

trycznej, która jest decyduj¹cym czynnikiem zwi¹zanymz jakoœci¹ i eksploatacj¹ otrzymanego wyrobu [1, 14].
Wyró¿nia siê wiele metod pomiaru struktury geome-trycznej powierzchni. Najwa¿niejsze z nich to metodaprofilowania liniowego, metoda topografii przestrzennejoraz metoda zintegrowanego obszaru [2, 3, 4].
Metoda profilowania liniowego polega na pomiarzetopografii powierzchni. W ten sposób otrzymujemy pro-file topograficzne z(x). Dziêki niej mo¿liwe jest otrzyma-nie dwuwymiarowego wykresu lub profilu nierównoœci,jako danych pomiarowych. Otrzymane w takiej postacidane mo¿na równie¿ przedstawiæ matematycznie za po-moc¹ funkcji wysokoœci z(x) [7, 8].
Metoda topografii przestrzennej jest metod¹ pomiarupowierzchni. Otrzymujemy w niej topograficzny obrazpowierzchni. Przede wszystkim mo¿na go zaprezento-waæ w postaci matematycznej, tj. funkcji wysokoœci z(x,y)dwóch zmiennych niezale¿nych (x,y). Do metod wyko-rzystywanych przy metodzie topografii przestrzennej za-licza siê miêdzy innymi: profilometriê stykow¹ ostrzemodwzorowuj¹cym, interferometriê z przesuniêciem fazy,profilometriê optyczn¹ ró¿nicow¹. Przy zastosowaniumetod, które wykorzystuj¹ obraz topografii powierzchni,do których mo¿emy zaliczyæ zestaw równoleg³ych profiliz(x), wa¿ne jest to aby zadbaæ o dok³adnoœæ pomiaru po-wolnego ruchu wzd³u¿ osi z(y).
Metoda zintegrowanego obszaru nale¿y do metod,które zajmuj¹ siê mierzeniem reprezentatywnego obsza-ru powierzchni. Dziêki temu uzyskuje siê wyniki w pos-taci cyfrowej. Zale¿¹ one przede wszystkim od w³asnoœciobszaru zintegrowanego struktury geometrycznej po-wierzchni. Przyrz¹dy stosowane przy tej metodzie tomiêdzy innymi: narzêdzia, w których stosuje siê technikiskaterometrii ca³kowitej, skaterometrii k¹towej, czy te¿pojemnoœci p³ytki równoleg³ej.
CZÊŒÆ DOŒWIADCZALNA
Proces wyt³aczania kompozycji polimerowej typu po-limer-metal przeprowadzono w linii technologicznejwyt³aczania kszta³towników wyposa¿onej w wyt³aczar-kê jednoœlimakow¹ T32-25, g³owicê wyt³aczarsk¹ do wy-twarzania kszta³townika w postaci taœmy, urz¹dzeniech³odz¹ce i urz¹dzenie odbieraj¹ce. Proces prowadzonoprzy szybkoœci obrotowej œlimaka równej 70 obr/min.Modyfikacji poddano poli(chlorek winylu) plastyfikowa-ny Alfavinyl GFM/4-31-TR w postaci granulatu. Procesprowadzono w temperaturze poszczególnych stref uk³a-du uplastyczniaj¹cego wynosz¹cych odpowiednio: 110,120, 130, 140 °C. Temperatura g³owicy wyt³aczarskiej wy-nosi³a 150 °C, a czynnika ch³odz¹cego waha³a siê w zakre-sie 18 ±2°C. Tworzywo modyfikowano proszkiem ¿elazao nastêpuj¹cej strukturze uziarnienia: 0,045 mm (98%)i 0,150 mm (2%). Proszek ¿elaza dodawano do tworzywaw iloœci 0%, 1,2%, 1,8%, 2,4% oraz 3%. W ramach prowa-dzonego procesu wyt³aczania otrzymano taœmê o wymia-rach: szerokoœæ 15,5 mm i gruboœci 2 mm (rys. 1).
Badaniom poddano warstwê wierzchni¹ otrzyma-nych próbek w celu okreœlenia zamian chropowatoœci
powierzchni. W badaniach wykorzystano metodê profi-lowania liniowego. Do badañ struktury geometrycznejpowierzchni próbek wykorzystano profilometr TR-200(rys. 2). Jest to urz¹dzenie stykowe wyposa¿one w g³owi-cê pomiarow¹ zakoñczon¹ sond¹, odwzorowuj¹c¹ profileliniowe badanych próbek. Pomiary przeprowadzonozgodnie z norm¹ PN-EN ISO 4287:1999.
W ramach prowadzonych badañ wykonano badaniamikroskopowe powierzchni otrzymanych próbek orazich przekroju poprzecznego. Obserwacje przeprowadzo-no w œwietle odbitym przy u¿yciu mikroskopu NikonECLIPSE LV100ND, wyposa¿onego w kamerê DS-U3oraz oprogramowanie NIS-Elements AR 4.20.00.
WYNIKI BADAÑ
W ramach prowadzonych pomiarów struktury geo-metrycznej wykonano rejestracjê oraz wizualizacjê po-wierzchni piêciu badanych próbek PVC modyfikowane-go proszkiem ¿elaza. W wyniku tych pomiarów otrzyma-no profile chropowatoœci dla wybranych zawartoœci
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Chropowatoœæ i morfologia wyt³aczanych kompozycji polimerowych nape³nionych proszkiem ¿elaza 177
Rys. 1. Wygl¹d ogólny próbek badawczych zawieraj¹cych proszek ¿ela-
za w iloœci: 1 – 0%, 2 – 1,2%, 3 – 1,8%, 4 – 2,4%, 5 – 3%.
1
2
3
4
Rys. 2. Wygl¹d stanowiska badawczego do pomiaru chropowatoœci
powierzchni

PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
178 Aneta TOR-ŒWI¥TEK, Weronika SAWA, Lenka MARKOVIÈOVÁ
Filtered
Original
a)
Filtered
Original
b)
Filtered
Original
c)
Rys. 3. Profile chropowatoœci dla PVC zawieraj¹cego proszek ¿elaza w iloœci: a - 0%, b - 1,2%, c - 3%

proszku ¿elaza w kompozycjach (rys. 3) natomiast uœred-nione wyniki badañ chropowatoœci przedstawiono w ta-beli 1.
Na podstawie otrzymanych wyników pomiaru chro-powatoœci oraz badañ mikroskopowych powierzchniwyt³oczyn mo¿na stwierdziæ, ¿e dodanie nape³niacza wpostaci proszku ¿elaza skutkuje znacz¹c¹ zmian¹ chropo-watoœci powsta³ej powierzchni. Zaobserwowano stopnio-we zwiêkszanie wartoœci parametrów opisuj¹cych chro-powatoœæ œrednio o 22% dla parametru Ra, 23% dla Rzoraz 39% dla Rm. Dodanie proszku ¿elaza w iloœci 3%spowodowa³o wzrost chropowatoœci powierzchni wzglê-dem nienape³nionej próbki dwukrotny dla parametru Ra,trzykrotny dla Ry i Rz oraz piêciokrotny dla Rt. Obserwa-cje mikroskopowe powierzchni oraz przekroju poprzecz-nego otrzymanej wyt³oczyny umo¿liwi³y przeprowadze-nie analizy rozk³adu dodanego nape³niacza.
Przeprowadzona analiza wykaza³a nierównomier-ny rozk³ad dodanego nape³niacza w poli(chlorku wi-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Chropowatoœæ i morfologia wyt³aczanych kompozycji polimerowych nape³nionych proszkiem ¿elaza 179
Rys. 5. Zale¿noœæ parametrów chropowatoœci Rt, Ry oraz Rm od zawartoœci proszku ¿elaza w tworzywie
Rys. 4. Zale¿noœæ parametrów chropowatoœci Ra i Rz od zawartoœci proszku ¿elaza w tworzywie
Tab. 1.Wyniki badañ chropowatoœci powierzchni PVCmodyfi-kowanego proszkiem ¿elaza
Zawartoœæ¿elaza, %
Ra,µm
Ry,µm
Rm,µm
Rt,µm
S,mm
Rz,µm
Sm,mm
0 0,319 1,340 0,655 2,259 0,2000 0,642 0,6666
1,2 0,373 1,440 0,503 2,240 0,0714 0,766 0,2222
1,8 0,584 2,687 1,268 5,179 0,1818 1,186 0,3076
2,4 0,693 2,563 1,840 6,519 0,3636 1,368 0,6666
3 0,890 4,943 2,967 12,15 0,2500 1,907 0,3636
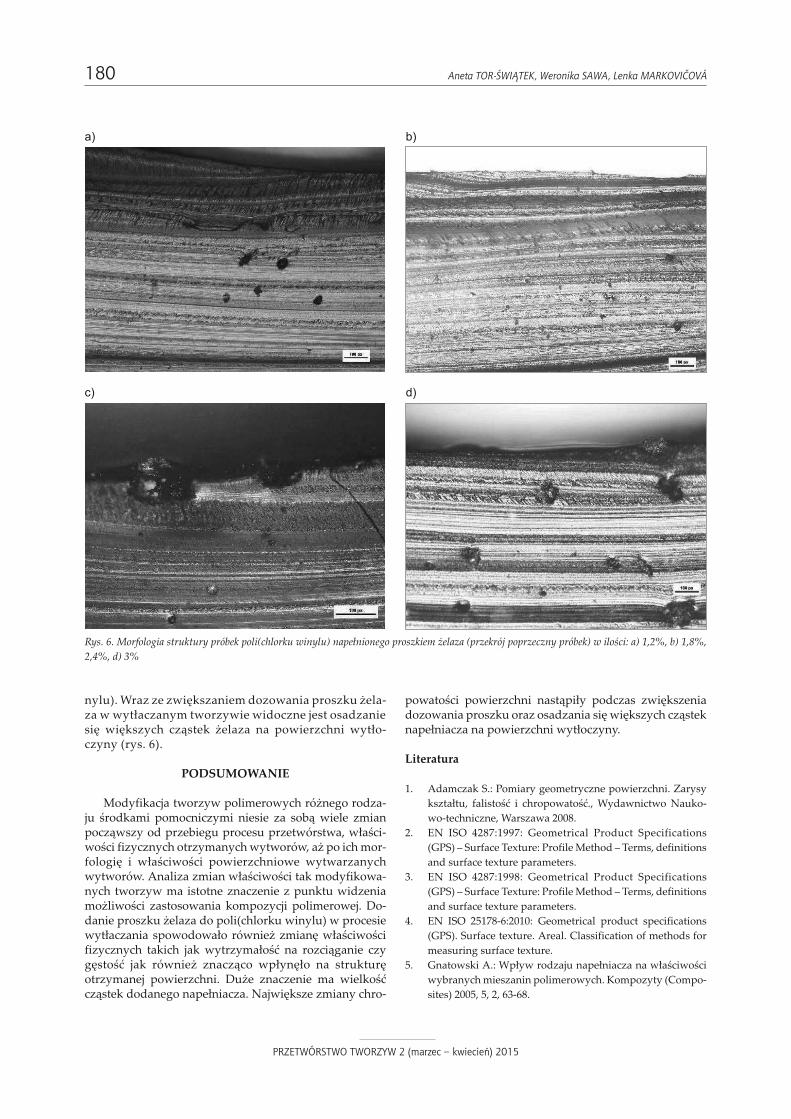
nylu). Wraz ze zwiêkszaniem dozowania proszku ¿ela-za w wyt³aczanym tworzywie widoczne jest osadzaniesiê wiêkszych cz¹stek ¿elaza na powierzchni wyt³o-czyny (rys. 6).
PODSUMOWANIE
Modyfikacja tworzyw polimerowych ró¿nego rodza-ju œrodkami pomocniczymi niesie za sob¹ wiele zmianpocz¹wszy od przebiegu procesu przetwórstwa, w³aœci-woœci fizycznych otrzymanych wytworów, a¿ po ich mor-fologiê i w³aœciwoœci powierzchniowe wytwarzanychwytworów. Analiza zmian w³aœciwoœci tak modyfikowa-nych tworzyw ma istotne znaczenie z punktu widzeniamo¿liwoœci zastosowania kompozycji polimerowej. Do-danie proszku ¿elaza do poli(chlorku winylu) w procesiewyt³aczania spowodowa³o równie¿ zmianê w³aœciwoœcifizycznych takich jak wytrzyma³oœæ na rozci¹ganie czygêstoœæ jak równie¿ znacz¹co wp³ynê³o na strukturêotrzymanej powierzchni. Du¿e znaczenie ma wielkoœæcz¹stek dodanego nape³niacza. Najwiêksze zmiany chro-
powatoœci powierzchni nast¹pi³y podczas zwiêkszeniadozowania proszku oraz osadzania siê wiêkszych cz¹steknape³niacza na powierzchni wyt³oczyny.
Literatura
1. Adamczak S.: Pomiary geometryczne powierzchni. Zarysykszta³tu, falistoœæ i chropowatoœæ., Wydawnictwo Nauko-wo-techniczne, Warszawa 2008.
2. EN ISO 4287:1997: Geometrical Product Specifications(GPS) – Surface Texture: Profile Method – Terms, definitionsand surface texture parameters.
3. EN ISO 4287:1998: Geometrical Product Specifications(GPS) – Surface Texture: Profile Method – Terms, definitionsand surface texture parameters.
4. EN ISO 25178-6:2010: Geometrical product specifications(GPS). Surface texture. Areal. Classification of methods formeasuring surface texture.
5. Gnatowski A.: Wp³yw rodzaju nape³niacza na w³aœciwoœciwybranych mieszanin polimerowych. Kompozyty (Compo-sites) 2005, 5, 2, 63-68.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
180 Aneta TOR-ŒWI¥TEK, Weronika SAWA, Lenka MARKOVIÈOVÁ
a) b)
c) d)
Rys. 6. Morfologia struktury próbek poli(chlorku winylu) nape³nionego proszkiem ¿elaza (przekrój poprzeczny próbek) w iloœci: a) 1,2%, b) 1,8%,
2,4%, d) 3%

6. Praca zbiorowa pod redakcj¹ K. Wilczyñskiego: Wybranezagadnienia przetwórstwa tworzyw sztucznych, OficynaWydawnicza Politechniki Warszawskiej, Warszawa 2011
7. PN-EN ISO 4287:1999: Struktura geometryczna powierzch-ni: Metoda profilowa.
8. PN ISO 4288:1997: Wymagania geometryczne wyrobu(GPS). Struktura geometryczna powierzchni: Metoda profi-lowa – Zasady i procedury oceny struktury geometrycznejpowierzchni.
9. Rabek J.F.: Wspó³czesna wiedza o polimerach. Wydawnic-two PWN, Warszawa 2008.
10. Stasiek J.: Wyt³aczanie Tworzyw polimerowych. Zagadnie-nia wybrane., Bydgoszcz 2007.
11. Tasdemir M., Gulsoy H.O.: Mechanical properties of poly-mers filled with iron powder. International Journal of Poly-
meric Materials and Polymeric Biomaterials 2008, 57, 3,258-265.
12. Tor-Œwi¹tek A., Sikora J.W.: Analiza wp³ywu modyfikacjiPoli(chlorku winylu) mikrosferami na strukturê geome-tryczn¹ wyt³oczyny. Przemys³ Chemiczny 2013, 92, 4,538-541.
13. Tor-Œwi¹tek A.: Characteristic of physical structure of po-ly(vinyl chloride) extrudate modified with microspheres.Polimery 2012, 57, 7-8, 577-580.
14. Wieczorowski M., Cellary A., Chajda J.: Przewodnik po po-miarach nierównoœci powierzchni czyli o chropowatoœcipowierzchni i nie tylko. Politechnika Poznañska. Poznañ2003.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Chropowatoœæ i morfologia wyt³aczanych kompozycji polimerowych nape³nionych proszkiem ¿elaza 181

£ukasz WIERZBICKI£ukasz WIERZBICKIKatedra Mechaniki Teoretycznej i Stosowanej, Politechnika Œl¹skae-mail: [email protected]
Gradientowe kompozyty epoksydowe nape³niane stopem Wood’a
Streszczenie. Artyku³ opisuje funkcjonalne polimerowe materia³y gradientowe podstawowe techniki ich wytwa-rzania oraz wyniki badañ wybranych charakterystyk fizycznych. W badaniach wykorzystano stop Wood’a oraz ¿y-wicê epoksydow¹ (Epidian 6) sieciowan¹ trietylenotetraamin¹ (utwardzacz Z1). Wykonane kompozyty zawiera³ynominalnie 20, 40, 60 i 80 % stopu Wood’a. Próbki wykonano metod¹ odlewania grawitacyjnego w formach umo-¿liwiaj¹cych sedymentacjê sk³adników kompozytu. Nastêpnie przedstawiono wyniki badañ wytrzyma³oœci warstwo ró¿nej zawartoœci procentowej nape³niacza.
GRADED EPOXY COMPOSITES FILLED WITH WOOD’S ALLOYSummary. The article describes the functional polymeric graded materials and their basic manufacturing techni-ques and the results of selected physical characteristics. In the researchWood’s alloy and epoxy resin (Epidian 6) cu-red with triethylenetetraamine (Z1 hardener) were used. Composites were made with nominally 20, 40, 60 and 80%by weight contents of theWood’s alloy. The samples were made using gravity casting to the forms which allow to se-dimentation of the components of composite. Next results of strength of the layers with different percentages of fillerare presented.
1. WSTÊP
Materia³y gradientowe to interesuj¹ca grupa materia-³ów, której g³ówn¹ zalet¹ jest mo¿liwoœæ uzyskania okre-œlonych w³asnoœci zmieniaj¹cych siê w sposób ci¹g³y naprzekroju materia³u [1]. Kompozyty polimerowe, zarównolaminaty, jak i nape³niane tworzywa polimerowe mo¿natraktowaæ, jako uk³ady odwzorowuj¹ce, istniej¹ce w przy-rodzie, uk³ady spe³niaj¹ce ró¿ne funkcje mechaniczne.Równie¿ istnienia struktur gradientowych mo¿na dopa-trzyæ siê w przyrodzie [2]. Czêsto przytaczanymi przyk³a-dami jest budowa ³odygi zbó¿, bambusa czy te¿ ludzkichkoœci. St¹d dziwi fakt, ¿e jako wyró¿niona grupa materia-³ów in¿ynierskich, materia³y gradientowe zaistnia³y dopie-ro, od 1972, kiedy to M.B. Bever i P.E. Devez po raz pierw-szy przedstawili koncepcjê materia³ów gradientowych [3].
Od tego czasu naukowcy zaczêli zwracaæ uwagê nagradientow¹ budowê istniej¹cych materia³ów oraz corazczêœciej projektowaæ celowy gradient struktury lub w³as-noœci.
Polimerowe materia³y gradientowe (Polymeric Gra-dient Materials – PGMs) s¹, co najmniej dwusk³adniko-
wymi kompozytami, sk³adaj¹cymi siê z osnowy, któr¹stanowi tworzywo polimerowe, i nape³niacza. Udzia³ na-pe³niacza ulega zró¿nicowaniu na przekroju materia³u.Rozpatruj¹c tworzywa polimerowe nape³niane cz¹stkamimo¿na rozró¿niæ, co najmniej trzy struktury kompozyto-we (Rys. 1).
Typowym kompozytem gradientowym jest materia³charakteryzuj¹cy siê struktur¹ jak na rysunku 1c. Charak-terystyczny dla takiego materia³u jest ci¹g³y rozk³ad na-pe³niacza w osnowie. Ze wzglêdu na charakter, u¿ywa-nych do wytwarzania kompozytów gradientowych, me-tod i technologii, niektórzy autorzy [4] uznaj¹, ¿e struktu-ra warstwowa (Rys. 1b) te¿ mo¿e byæ podstaw¹ kompo-zytu gradientowego. Konieczne jest jednak zastrze¿enie,¿e poszczególne warstwy z³o¿one s¹ z tych samych mate-ria³ów osnowy i nape³niacza, a proces wytwarzania za-pewnia chemiczne i fizyczne po³¹czenie osnów s¹siadu-j¹cych warstw.
Polimerowe kompozyty gradientowe mo¿na wytwa-rzaæ przy wykorzystaniu wiêkszoœci technologii prze-twórstwa tworzyw m. in. prasowania, odlewania, natrys-kiwania czy nanoszenia pow³ok polimerowych [1].
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
182 £ukasz WIERZBICKI
Rys. 1. Przyk³ady struktur kompozytowych. a) struktura rozproszona równomiernie (dyspersyjna), b) struktura warstwowa (laminatowa), c) struk-
tura gradientowa

W pracy podjêto próbê wykonania kompozytu gra-dientowego, w którym osnowê stanowi ¿ywica epoksy-dowa, a nape³niaczem jest stop niskotopliwy. Zmierzonagêstoœæ stopu Wood’a wynosi 9,58 g/cm3, natomiast u¿ytej(Epidian 6) – 1,18 g/cm3. Dziêki, tej blisko dziewiêciokrot-nej, ró¿nicy w ciê¿arze w³aœciwym mo¿liwe jest wykona-nie kompozytu gradientowego w oparciu o metodê od-lewnia grawitacyjnego (swobodnego).
Nape³nianie tworzyw polimerowych materia³amimetalicznymi stosowane jest w celu poprawy ich w³as-noœci magnetycznych, elektrycznych, cieplnych czy try-bologicznych [5-8]. Wp³yw stopów niskotopliwych na tew³asnoœci, jest rzadko opisywany w literaturze.
Stopy niskotopliwe to grupa stopów wielosk³adniko-wych, o temperaturze topnienia zawartej w przedziale odkilkudziesiêciu do oko³o 400°C. Dominuj¹cymi, w sk³adziestopu, pierwiastkami s¹: bizmut, cyna i o³ów. Inne dodatkistopowe to kadm, srebro a w przypadku stopów o bardzoniskiej temperaturze topnienia stosowany jest drogi ind.
Stopy posiadaj¹ce nisk¹ temperaturê topnienia, niezawieraj¹ce indu, to stop Wooda (temperatura topnieniato 70°C), stop Lipowitz’a (80°C), Newtona (96°C) orazstop Lichtenberga (92°C) [9].
Takiego typu nape³niacze kompozytów polimero-wych, korzystnie modyfikuj¹ w³asnoœci elektrycznei cieplne, powoduj¹c wzrost przewodnoœci [10,11]. Bada-nia takich materia³ów maj¹ okreœliæ wp³yw stopu nisko-topliwego na w³asnoœci u¿ytkowe kompozytu nape³nia-nego takim stopem.
Zastosowanie nape³niaczy o du¿ym ciê¿arze w³aœci-wym pozwala na wytwarzanie „ciê¿kich kompozytówpolimerowych”. Kompozyty takie znajduj¹ zastosowaniew precyzyjnym umiejscowieniu œrodka ciê¿koœci pojaz-dów i maszyn, czy w os³onach przed polem elektromag-netycznym [12]. Zalet¹ stosowania stopów niskotopli-wych w porównaniu do nape³niaczy w formie proszkówmetali, jest mo¿liwoœæ ich przetwarzania w stanie p³yn-nym w podobnym do tworzyw polimerowych zakresietemperatur.
2. BADANIA
Eksperyment wykonano na ¿ywicy epoksydowej Epi-dian 6 usieciowanej utwardzaczem Z1 (trietylenotetraa-mina) produkcji „Organika-Sarzyna”, nape³nionej sto-pem Wooda produkowanym przez firmê „Innovator”z Gliwic. Próbki badawcze przygotowano wed³ug nastê-puj¹cej procedury:
— odmierzono odpowiednie iloœci sk³adników (Tabela1),
— stop Wood’a ogrzano w suszarce laboratoryjnej,w temperaturze 120°C a¿ do ca³kowitego stopienia.Zabieg ten stosowano by przetopiæ nie tylko stop, aletak¿e trudniej topliwe tlenki na powierzchni stopu,
— stop przelano do stalowej zlewki z p³aszczem grzew-czym, w którym przep³ywa³ olej silikonowy o tempe-raturze 90°C. Cyrkulacja oleju oraz jego temperaturaby³a wymuszona prac¹ ultratermostatu,
— stop z ¿ywic¹ wymieszano za pomoc¹ tarczy dysper-syjnej – typu z, na mieszalniku wysokoobrotowymDispermat LC30 produkcji VMA-GETZMANNGMBH. Prêdkoœæ obwodowa mieszania wynosi³a21,5 m/s, czas mieszania to 15 minut,
— do mieszaniny epidianu 6 i stopu Wooda, po och³o-dzeniu, dodano utwardzacz Z1 i wymieszano,
— gotow¹ mieszaninê odlano do form szklanych, for-muj¹cych próbki na kszta³t walców o œrednicy 10 mmi wysokoœci 55 mm,
— próbki utwardzono w suszarce laboratoryjnej, w tem-peraturze 24°C w czasie 24 godzin,
— powierzchniê swobodn¹ uzyskanych próbek badaw-czych, poddano szlifowaniu w celu usuniêcia zastyg-³ego menisku,
— odlane walce pociêto na piêæ warstw, uzyskuj¹c prób-ki badawcze o œrednicy 10 mm i wysokoœci 10 mm(Rys. 2.).
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Gradientowe kompozyty epoksydowe nape³niane stopem Wood’a 183
Rys. 2. Zdjêcie przyk³adowej próbki
Tabela 1. Obliczone proporcje sk³adników w zale¿noœci od stê¿enia
Stê¿enie wagowe(% stopu Wood’a)
Stê¿enieobjêtoœciowe
(% stopu Wood’a)
Objêtoœciowo [cm3] Masowo [g]
Stop ¯ywica Utwardzacz Stop ¯ywica Utwardzacz
80 32,06 8,25 15,13 2,35 62,21 14,07 1,53
60 15,02 6,18 30,26 4,7 29,1 17,6 1,92
40 7,29 4,12 45,38 7,04 14,15 19,2 2,09
20 2,86 2,06 60,51 9,38 5,56 20,11 2,19

Nastêpnie zmierzono œredni¹ gêstoœæ próbek w celuokreœlenia przebiegu sedymentacji. Badanie by³o prze-prowadzone na wadze analitycznej Ohaus AdventurePro, z wykorzystaniem dedykowanej przystawki do ba-dania gêstoœci. Po zwa¿eniu próbki w wolnym powie-
trzu, wa¿ono próbkê zanurzon¹ w cieczy immersyjnej.Na podstawie ró¿nic masy w dwóch oœrodkach, oprogra-mowanie wagi oblicza³o gêstoœæ próbki. Jako ciecz wyko-rzystano wodê demineralizowan¹ o znanej gêstoœci wtemperaturze badania.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
184 £ukasz WIERZBICKI
Rys. 4. Zale¿noœæ wytrzyma³oœci od udzia³u wagowego stopu w kompozycie
Rys. 3. Porównanie gêstoœci uzyskanych próbek z teoretyczn¹ (idealn¹) krzyw¹ gêstoœæ-udzia³ wagowy stopu

Wyniki pomiaru gêstoœci poszczególnych próbek zes-tawiono z rozk³adem teoretycznym gêstoœci kompozytu,który jest zobrazowany na wykresie (Rys. 3) ci¹g³a lini¹,co da³o podstawê okreœlenia œredniego wagowego udzia-³u nape³niacza w próbkach.
Badania gêstoœci wykaza³o, ¿e nastêpuje sedymenta-cja nape³niacza charakteryzuj¹ca siê gradientowym roz-k³adem. Celem zbadania wp³ywu tego efektu na rozk³adw³asnoœci wytrzyma³oœciowych wykonano badania sta-tycznej próby œciskania (PN-EN ISO 604) na maszyniewytrzyma³oœciowej, Zwick/Roell Z020. Na rysunku 4przedstawiono zale¿noœæ wytrzyma³oœci na œciskanie odudzia³u procentowego stopu w kompozycie dla wszyst-kich badanych próbek. W podobny sposób analizowanouzyskane wartoœci modu³u Younga (Rys. 5).
Jak mo¿na zaobserwowaæ na wykresach (Rys. 4,5), dlapróbek o tych samych nominalnych udzia³ach kompo-nentów, zachodzi spadek wartoœci modu³u i wytrzyma-³oœci wraz ze wzrostem rzeczywistego udzia³u stopuw kompozycie.
Porównuj¹c s¹siaduj¹ce serie próbek mo¿na zauwa-¿yæ, ¿e w niektórych przypadkach, uzyskuje siê zbli¿onewartoœci, szczególnie modu³u Younga, mimo ró¿nychrzeczywistych udzia³ów stopu w kompozycie. Zjawiskoto wynika prawdopodobnie, z ró¿nych wielkoœci cz¹stekstopu w poszczególnych próbkach kompozytu. Badaniazamieszczone w publikacji [13] dowodz¹, ¿e wraz zewzrostem udzia³u stopu w ¿ywicy, podczas mieszaniask³adników kompozytu, spada œrednica cz¹stek stopu.Nale¿y w tym miejscu przypomnieæ, ¿e oba sk³adniki
mieszane s¹ jako ciek³e. St¹d wielkoœæ cz¹stek jest œciœleuzale¿niona od warunków zachodz¹cych podczas mie-szania, co zosta³o dowiedzione we wczeœniejszych pra-cach [13,14].
Uzyskane wyniki porównano wzglêdem wartoœcimaksymalnych uzyskanych dla ka¿dej nominalnej seriipróbek. Wyniki zmian procentowych przedstawionow tabeli 2.
Tabela 2. Porównanie rozrzutu wartoœci
Nominalny udzia³ wagowystopu w kompozycie 20% 40% 60% 80%
Najwiêksza zmianaprocentowawzglêdem wartoœcimaksymalnej
Gêstoœæ 21,81 17,54 13,43 1,15
Wytrzy-ma³oœæ 5,24 5,82 4,03 9,20
Modu³ E 30,46 62,31 27,89 29,70
Wraz z wzrostem nominalnego udzia³u procentowe-go stopu w kompozycie, nastêpuje spadek gradientu gês-toœci. Dla pozosta³ych w³asnoœci trudno wysun¹æ tak jed-noznaczne wnioski.
3. WNIOSKI
Przedstawione wyniki badañ dowodz¹, ¿e stop nisko-topliwy – w tym przypadku stop Wooda – mo¿e pe³niærole nape³niacza kompozytów gradientowych odlewa-nych swobodnie (grawitacyjnie). Rozrzut wartoœci modu-³u Younga i wytrzyma³oœci wynika z zachodz¹cej pod-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Gradientowe kompozyty epoksydowe nape³niane stopem Wood’a 185
Rys. 5. Zale¿noœæ modu³u Younga od udzia³u wagowego stopu w kompozycie

czas sieciowania sedymentacji. Zastanowienie budzi nie-ci¹g³oœæ zale¿noœci modu³u Younga od udzia³u wagowe-go (Rys. 5), która œwiadczy o koniecznoœci analizy wp³y-wu innych, do tej pory nieanalizowanych czynników.Wydaje siê, ¿e istotny wp³yw na gradient rozk³adu na-pe³niacza mog¹ mieæ warunki mieszania podczas, które-go kszta³tuje siê wielkoœæ i rozk³ad cz¹stek stopu nisko-topliwego.
Analizuj¹c zmiany wartoœci gêstoœci, wytrzyma³oœcii modu³u Younga dla poszczególnych próbek mo¿na jed-noznacznie stwierdziæ, ¿e uda³o siê uzyskaæ kompozyto gradientowym rozk³adzie cz¹stek stopu.
Nastêpstwem przeprowadzonych badañ bêdzie roz-szerzenie programu badañ o wiêksz¹ iloœæ próbek ba-dawczych obejmuj¹cych inne udzia³y sk³adników kom-pozytów oraz o analizê wp³ywu warunków mieszania nauzyskane gradienty w³asnoœci.
LITERATURA
[1] Stabik J., Szczepanik M., Opornoœæ powierzchniowa kom-pozytów epoksydowo wêglowych odlewanych odœrodko-wo, Przetwórstwo Tworzyw 2013 R. 19, nr 1 (151), 46-53.
[2] Rozmus M., Cermetalowe materia³y gradientowe, Materia-³y Ceramiczne 4/2006, 142-147.
[3] Bever M.B. & Devez P.E., Mater. Sci. Eng., 10(1972) 1-8.[4] Dobrzañski L.A., Kloc-Ptaszna A., Matula G., Torralba J.M.,
Structure and properties of gradient tool materials with thehighspeed steel matrix, Journal of Achievements in Mate-rials and Manufacturing Engineering 24/2 (2007) 47-50.
[5] Stabik J., Dybowska A., Pluszyñski J., Szczepanik M., Su-choñ £., Magnetic induction of polymer composites filled
with ferrite powders, Archives of Materials Science andEngineering 41/1 (2010) 13-20.
[6] Nowosielski R., Soft magnetic polymer-metal compositesconsisting of nanostructural Fe-basic powders, Journal ofAchievements in Materials and Manufacturing Engineering24/1 (2007) 68-77.
[7] Konieczny J., Dobrzañski L. A., Wys³ocki J. J., Przyby³ A.,Magnetycznie miêkkie materia³y kompozytowe poli-mer-cz¹stki proszku stopu Co68Fe4Mo1Si13,5B13,5, Kompozyty(Composites) 6(2006)2, 81-84.
[8] Stabik J., Wierzbicki £., Epoxy resins and low melting pointalloy composites, Archives of Materials Science and Engine-ering 48/1 (2011) 5-11.
[9] Wierzbicki £., Stabik J., Kompozyty epoksydowe nape³nia-ne stopem Wood’a, International Scientific Conference onthe Contemporary Achievements in Mechanics, Manufactu-ring and Materials Science CAM3S’2011 (2011) 81.
[10] Wierzbicki £., Pusz A., Thermal conductivity of the epoxyresin filled by low melting point alloy, Archives of MaterialsScience and Engineering 61/1 (2013) 22-29.
[11] Wierzbicki £., Wp³yw stopu Lipowitz’a na opornoœæ elek-tryczn¹ ¿ywicy epoksydowej Przetwórstwo Tworzyw 4(153)/19, 414-417.
[12] Lo J., Hoa S.V., Design, Manufacturing and Applications ofComposites: Proceedings of the Sixth Joint Canada-JapanWorkshop on Composites, DEStech Publications, Inc, 2006.
[13] Wierzbicki £., Stabik J., Structure of epoxy-low melting al-loys composites. Proceedings of the IV International Confe-rence on Science and Education, Goa, 2013, s. 24-26.
[14] Stabik J., Wierzbicki £., Influence of low melting point alloyon strength properties of epoxy resin, Archives of MaterialsScience and Engineering 60/1 (2013) 13-23.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
186 £ukasz WIERZBICKI

Mariola WOJCIECHOWSKA, Monika MARGOL, Dariusz KWIATKOWSKIMariola WOJCIECHOWSKA, Monika MARGOL, Dariusz KWIATKOWSKIPolitechnika Czêstochowska, Wydzia³ In¿ynierii Mechanicznej i Informatyki, Instytut Technologii Mechanicznych,Zak³ad Przetwórstwa Polimerów, al. Armii Krajowej 19c, 42-201 Czêstochowae-mail: [email protected]
Sposoby ograniczania poziomu ha³asu w zak³adach produkcyjnych
Streszczenie: Ha³as bêd¹cy jednym z najpowszechniejszych zagro¿eñ dla zdrowia cz³owieka wmiejscu pracy przy-czynia siê do wielu zaburzeñ funkcjonalnych systemu cz³owieka. W tym celu stosuje siê ró¿nego rodzaju zabezpie-czenia przed ich szkodliwym ha³asem. W artykule przedstawiono metody oraz materia³y stosowane w celu wycisza-nia pomieszczeñ przemys³owych.
WAYS TO NOISE REDUCTION OF PRODUCTION PLANTSAbstract: Noise which is one of the most common threats to human health. Workplace contributes to many functio-nal disorders of human system. For this purpose, various types of protection against harmful noise. The paper pre-sents the methods and materials used to mute the industrial premises.
Redukcja ha³asu
Redukcja ha³asu jest najskuteczniejsza, gdy jest pro-wadzona na etapie: planowania procesu produkcyjnegolub jego modernizacji, planowania pomieszczeñ pracyi budynków oraz zakupów nowych maszyn i urz¹dzeñ.
Metody ograniczania ha³asu w miejscu pracy mo¿napodzieliæ na trzy grupy:— eliminacja lub ograniczanie ha³asu u Ÿród³a – metoda
czynna,oraz metody bierne
— stosowanie œrodków ochrony indywidualnej,— stosowanie œrodków ochrony zbiorowej lub zmian
organizacji pracy.
Eliminacja zagro¿enia poprzez jego redukcjêu Ÿród³a powstania
Redukcja ha³asu u Ÿród³a jego powstawania, mo¿ebyæ realizowana poprzez:— wybór i stosowanie procesów technologicznych o ma-
³ej emisji ha³asu,— zmianê warunków pracy maszyny,— wybór i stosowanie maszyn (zarówno typów, jak i eg-
zemplarzy) o ma³ej emisji ha³asu,— modernizacjê lub wymianê czêœci sk³adowych ma-
szyny,— odpowiedni¹ konserwacjê sprzêtu w miarê zu¿ycia
czêœci i zmian poziomu ha³asu.Obowi¹zek producenta dotycz¹cy deklarowania wartoœciha³asu emitowanego przez maszyny i urz¹dzenia (certy-fikacja maszyn i urz¹dzeñ niezbêdna do oceny zgodnoœciz wymogami bezpieczeñstwa i ochrony zdrowia) wynikam.in. z Dyrektywy tzw. maszynowej 2006/42/WE wpro-wadzonej do prawa polskiego Rozporz¹dzeniem Mini-stra Gospodarki z 21 paŸdziernika 2008 r. w sprawiezasadniczych wymagañ dla maszyn.
Deklaracja zgodnoœci urz¹dzenia z wymogami okre-œlonymi w dyrektywie, jest potwierdzeniem, ¿e urz¹dze-nie podlegaj¹ce ograniczeniu emisji ha³asu, nie przekra-cza emisji dopuszczalnej dla danego typu urz¹dzeñ.
Œrodki ochrony indywidualnej
Jednym ze sposobów zmniejszenia szkodliwego od-dzia³ywania ha³asu s¹ œrodki ochrony indywidualnej s³u-chu. Stosowane s¹ one we wszystkich przypadkach, gdypoziom ha³asu w otoczeniu danego stanowiska robocze-go jest wiêkszy od poziomu dopuszczalnego, a równo-czeœnie wszystkie inne sposoby zmniejszania tego pozio-mu s¹ trudne do zastosowania.
Ochrony takie stosuje siê równie¿ wtedy, gdy danyha³as wystêpuje stosunkowo rzadko lub te¿, gdy pracow-nik obs³uguj¹cy dane ha³aœliwe urz¹dzenie musi wcho-dziæ do pomieszczenia, w którym siê ono znajduje, jedy-nie na krótki okres (np. do pomieszczenia, w którym jesthamowany silnik).
Ochronniki s³uchu – sprzêt ochrony osobistej stoso-wany przez u¿ytkownika w celu zabezpieczenia narz¹dus³uchu przed niepo¿¹danymi skutkami dzia³ania ha³asu.Ochronniki s³uchu mog¹ zawieraæ urz¹dzenia elektro-niczne s³u¿¹ce do komunikacji lub urz¹dzenia przezna-czone do aktywnej redukcji poziomu dŸwiêku, pod och-ronnikiem przy b³onie bêbenkowej ucha [1].
Wk³adki przeciwha³asowe – ochronnik s³uchu no-szony w zewnêtrznym przewodzie s³uchowym albo wma³¿owinie usznej, zamykaj¹cy wejœcie do zewnêtrznegoprzewodu s³uchowego [2].
Wk³adki jednokrotnego u¿ycia – wk³adki przeciw-ha³asowe formowane przez u¿ytkownika ze specjalnejdrobnow³óknistej waty przeciwha³asowej lub materia³uplastycznego, przeznaczone do jednokrotnego u¿ycia.
Wk³adki wielokrotnego u¿ycia – elastyczne lubsztywne wk³adki przeciwha³asowe, przeznaczone dowielokrotnego u¿ycia; mog¹ byæ dociskane do ma³¿owinusznych za pomoc¹ sprê¿yny dociskowej [1].
Zalet¹ wk³adek jest to, ¿e s¹ lekkie i nie utrudniaj¹równoczesnego u¿ywania innego sprzêtu ochronnego jakhe³m, maska czy okulary.
Nauszniki przeciwha³asowe – ochronnik s³uchusk³adaj¹cy siê z dwóch czasz t³umi¹cych dociskanych doma³¿owin usznych albo do g³owy, ca³kowicie zakrywa-j¹cy ma³¿owiny uszne; czasze mog¹ byæ dociskane do
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Sposoby ograniczania poziomu ha³asu w zak³adach produkcyjnych 187

g³owy za pomoc¹ sprê¿yny dociskowej lub specjalnegourz¹dzenia przymocowanego do he³mu ochronnego lubdo innego sprzêtu [3].
He³m przeciwha³asowy jest zbudowany w formieskorupy os³aniaj¹cej du¿¹ czêœæ g³owy; w jej wnêtrzuzamocowane s¹ [4]:
– wiêŸba do mocowania na g³owie,– nauszniki przeciwha³asowe.
Œrodki ochrony zbiorowej
Urz¹dzenia ochrony zbiorowej s¹ kolejnym œrodkiemograniczania zagro¿eñ. Powinny byæ one uwzglêdnianezarówno na etapie projektowania systemów i urz¹dzeñprzemys³owych, jak i ich u¿ytkowania.
Zadaniem œrodków ochrony zbiorowej jest minimali-zacja energii akustycznej docieraj¹cej do œrodowiska,w którym znajduj¹ siê ludzie np. przez zamianê postacitej energii na ciep³o lub stworzenie bariery pomiêdzyŸród³em ha³asu i miejscem obecnoœci ludzi.
Do najczêœciej stosowanych uk³adów redukcji ha³asuzaliczamy: m.in.: ekrany i os³ony akustyczne, t³umiki akus-tyczne (ró¿nych typów), obudowy dŸwiêkoch³onno-izola-cyjne, przemys³owe kabiny dŸwiêkoizolacyjne, materia³yi poch³aniacze dŸwiêkoch³onne, wibroizolacje, itd.
Dobór odpowiednich metod redukcji ha³asu nie jestmo¿liwy bez szczegó³owej znajomoœci procesu i cyklutechnologicznego.
Przyk³ad zastosowania ró¿nych œrodków technicz-nych i uzyskiwanej w wyniku ich zastosowania redukcjiha³asu pokazano na rysunku 1.
Ekrany i os³ony akustyczne
Podstawowym celem ekranu akustycznego jest stwo-rzenie miejsc, do których fale akustyczne nie docieraj¹bezpoœrednio ze Ÿród³a dŸwiêku. Za ekranem powstaje
tzw. cieñ akustyczny, czyli obszar, do którego dochodz¹tylko fale ugiête na krawêdziach ekranu, co oznacza, ¿eobserwator nie jest nara¿ony na bezpoœredni wp³yw ha³a-
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
188 Mariola WOJCIECHOWSKA, Monika MARGOL, Dariusz KWIATKOWSKI
Rys. 1. Techniczne œrodki ochrony przed ha³asem i uzyskiwane wielkoœci redukcji ha³asu [5]
Rys. 2. Przyk³ad ekranu akustycznego [7]
Rys. 3. Przyk³ad obudowy dŸwiêkoch³onno-izolacyjnej stosowanej
w hali produkcyjnej [8]

su [6]. Przyk³ad ekranu akustycznego przedstawiono narysunku 2.
Rozró¿nia siê ekrany i os³ony miejscowe znajduj¹cesiê na poszczególnych mechanizmach maszyny orazkompleksowe na ca³ej maszynie. Os³ony miejscowe cha-rakteryzuj¹ siê prostsz¹ budow¹ konstrukcyjn¹ oraz ³at-wiejsz¹ obs³ug¹, jednak w porównaniu do os³on komp-leksowych nie gwarantuj¹ maksymalnego wyciszenia.Wad¹ os³on kompleksowych jest ich wielkoœæ – powiêk-szaj¹ gabaryty maszyn i utrudniaj¹ dostêp do mechaniz-mów maszyny. Przyk³ad ekranu akustycznego zobrazo-wano na rysunku 3.
T³umiki akustyczne
Zmniejszenie ha³asu w przewodach, w których odby-wa siê przep³yw powietrza lub gazu (instalacje wentyla-cyjne, uk³ady wlotowe i wylotowe maszyn przep³ywo-wych, np. sprê¿arek, dmuchaw, turbin, silników spalino-wych) mo¿na uzyskaæ przez zastosowanie t³umikówakustycznych. Nowoczesne konstrukcje t³umików akus-tycznych nie powoduj¹ strat mocy maszyny. Polegaj¹ onena stworzeniu du¿ego oporu przep³ywom nieustalonym,powoduj¹cym du¿¹ ha³aœliwoœæ, przy równoczesnymprzepuszczaniu bez d³awienia strumieni ustalonych,dziêki którym odbywa siê transport powietrza lub gazu.Do znanych t³umików tego typu nale¿¹ t³umiki refleksyj-ne, czyli akustyczne filtry falowe oraz t³umiki absorpcyj-ne zawieraj¹ce materia³ dŸwiêkoch³onny [9].
Obudowy dŸwiêkoch³onno-izolacyjne
„Obudowa dŸwiêkoch³onno-izolacyjna, reprezentu-j¹ca bierny œrodek ograniczania ha³asu, stanowi czêsto je-dyn¹ mo¿liwoœæ zmniejszenia wypromieniowywaniadŸwiêku pochodz¹cego od aktywnych akustycznie ma-szyn lub ich czêœci. Jej szczególne znaczenie polega na tym,¿e ju¿ w bezpoœrednim pobli¿u Ÿróde³ ha³asu zostaje obni-¿ony jego poziom, co umo¿liwia równie¿ ochronê bliskousytuowanych miejsc pracy (…)”. W zale¿noœci od typui zasady dzia³ania maszyny, spe³nianej przez ni¹ funkcji,realizowanego na niej procesu technologicznego oraz wy-magañ dotycz¹cych potrzebnej izolacyjnoœci akustycznejmo¿na wyró¿niæ cztery rodzaje konstrukcji obudów [10]:
– fragmentaryczne,– czêœciowo – zamkniête,– ca³kowicie – zamkniête,– zintegrowane.Najczêœciej u¿ywane s¹ pierwsze trzy rodzaje obu-
dów. Ich funkcja prowadzi do ograniczenia ha³asu emito-wanego przez oryginalne korpusy maszyn i urz¹dzeñ,a tak¿e nieos³oniête wêz³y funkcjonalne maszyn. Obudo-wy takie tworz¹ w pewnym sensie drugi pomocniczykorpus maszyny.
Kabiny dŸwiêkoizolacyjne
Kabiny dŸwiêkoizolacyjne ochraniaj¹ pracownikówprzed ha³asem panuj¹cym w pomieszczeniu przemys³o-
wym. S¹ stosowane najczêœciej, gdy w pomieszczeniuznajduje siê bardzo du¿o urz¹dzeñ emituj¹cych ha³as.Obudowywanie tych urz¹dzeñ wi¹za³oby siê z wysokimikosztami. Kabiny maj¹ zastosowanie równie¿ wtedy, gdyw pomieszczeniach przemys³owych pracuje niewielkaliczba osób, a praca ich zwi¹zana jest g³ównie z kontrol¹maszyn (rys. 4) [11].
Wymagania techniczne stawiane kabinom dŸwiêko-szczelnym zale¿¹ od ich przeznaczenia i dotycz¹:— wymiarów kabiny,— ch³onnoœci akustycznej kabiny,— skutecznoœci akustycznej,— ogrzewania, klimatyzacji, wentylacji, odpornoœci
ogniowej,— oœwietlenia, wyposa¿enia w instalacjê elektryczn¹,
telefoniczn¹ itp.,— widocznoœci z kabiny,— warunków zdrowotnych.Nieodpowiednio dobrane wymiary kabiny mog¹ mieæwp³yw na powstanie niekorzystnych zjawisk rezonanso-wych, a co siê z tym wi¹¿e wystêpowanie wy¿szych po-ziomów ciœnienia akustycznego we wnêtrzu kabinyw stosunku do otoczenia.
Materia³y i poch³aniacze dŸwiêkoch³onne
Materia³y i poch³aniacze dŸwiêkoch³onne nale¿¹ dogrupy technicznych œrodków architektonicznych o zna-czeniu wyciszaj¹cym. Materia³ami dŸwiêkoch³onnymi s¹materia³y porowate oraz o strukturze w³óknistej maj¹cezdolnoœæ aktywnego poch³aniania fal akustycznych –we³ny mineralne, wszelkiego typu materia³y w³ókienni-cze, waty uniwersalne oraz ró¿nego typu p³yty œcienneporowate (m.in. styropian). Miar¹ okreœlaj¹c¹ stopieñ ab-sorpcji fal akustycznych jest wspó³czynnik poch³aniania,który jest zale¿ny od porowatoœci materia³u, wielkoœciporów i gruboœci warstwy materia³u.
Ze wzglêdu na ma³¹ masê jednostkow¹, porowat¹strukturê oraz wysoki wspó³czynnik poch³aniania energiiakustycznej najlepszym materia³em dŸwiêkoszczelnym
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Sposoby ograniczania poziomu ha³asu w zak³adach produkcyjnych 189
Rys. 4. Przyk³ad kabiny dŸwiêkoizolacyjnej [12]

jest we³na mineralna o gruboœci od 20–60 mm. Materia³ytego typu uk³ada siê na powierzchniach p³askich pozio-mych i pionowych – sufity, œciany, pod³ogi.
Wiêksz¹ efektywnoœæ w poch³anianiu dŸwiêku wyka-zuj¹ ustroje dŸwiêkoszczelne okreœlane równie¿ mianempoch³aniaczy. Stanowi¹ je wszelkiego rodzaju rezonatory,z³o¿one ustroje perforowane i szczelinowe, p³yty mem-branowe drgaj¹ce oraz bry³y przestrzenne. Jednym z roz-wi¹zañ konstrukcyjnych poch³aniaczy dŸwiêkoch³on-nych s¹ kasetonowe stropy podwieszane, szczególnie sto-sowane w wiêkszych pomieszczeniach powy¿ej 500 m3
(rys. 5)
Wibroizolacja maszyn i urz¹dzeñ przetwórczych
Spoœród wielu metod ograniczania ha³asu emitowa-nego przez maszyny i urz¹dzenia przetwórcze wyró¿niasiê równie¿ metodê wibroizolacji, polegaj¹ca na ograni-czaniu wielkoœci si³ dynamicznych typu udarowego oma³ej czêstotliwoœci przenoszonych z maszyny na pod³o-¿e, co w efekcie skutkuje zmniejszeniem drgañ pod³o¿a.W przypadku pracy maszyn wolnoobrotowych stosujesiê wibroizolatory w postaci sprê¿yn stalowych po³¹czo-nych niekiedy z t³umikiem wiskotycznym zapewnia-j¹cym lepsz¹ efektywnoœæ w minimalizacji drgañ (rys. 6).
Wyj¹tkowo mo¿na równie¿ stosowaæ urz¹dzenia wib-roizolacyjne pneumatyczne oraz hydrauliczne.
Trudnoœci¹ napotykan¹ w zak³adach przetwórczychjest wibroizolacja maszyn i urz¹dzeñ stosowanych doprzetwórstwa polimerów w³óknotwórczych. Rozwi¹zaniakonstrukcyjne tych maszyn opieraj¹ siê na ma³ej sztywnoœ-ci korpusu maszyny, co w konsekwencji powoduje wiêkszedrgania, przekoszenia, przesuniêcia oraz niekontrolowaneruchy poszczególnych elementów i segmentów maszyn.W maszynach przêdzalniczych, w których wystêpuj¹ ró¿-ne wielkoœci w ugiêciach œcian noœnych istnieje ryzyko sko-szenia wa³ków kalandruj¹cych i wzrost si³y tarcia w ³o¿ys-kach. Wad¹ w stosowaniu wibroizolacji jest wzrost ampli-tudy drgañ poziomych maszyny.
WNIOSKI
Problem ha³asu wystêpuj¹cego we wspó³czesnej gos-podarce sprawia wiele trudnoœci w prawid³owym funk-cjonowaniu pracowników w zak³adach produkcyjnych.Przyczynia siê to do wielu schorzeñ na tle zdrowotnym.Dlatego te¿ tak wa¿ny jest dobór optymalnych œrodkóww postaci wszelkiego rodzaju ochronnych konstrukcji ta-kich jak ekrany akustyczne czy kabiny dŸwiêkoch³onneb¹dŸ te¿ ró¿nego typu materia³ów jak wata szklanai we³na mineralna. Bardzo dobrym poch³aniaczemdŸwiêku s¹ ró¿nego rodzaju panele kasetonowe wykona-ne ze styropianu pe³ni¹ce rolê jako elementy w konstruk-cjach sufitów podwieszanych.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
190 Mariola WOJCIECHOWSKA, Monika MARGOL, Dariusz KWIATKOWSKI
Rys. 5. Konstrukcja kasetonowych stropów podwieszanych [13]
Rys. 6. Przyk³ady wibroizolatorów z t³umikiem wiskotycznym [14]

Poziom ha³asu mo¿na zmniejszaæ b¹dŸ eliminowaærównie¿ poprzez odpowiednie zastosowanie napêdutypu activeDrive. Napêd ten oparty jest na wysokowydaj-nym silniku z kontrolowan¹ czêstotliwoœci¹ po³¹czonymz pomp¹ hydrauliczn¹. Dynamiczna regulacja mocyw zale¿noœci od wymagañ cyklu zapewnia maksymaln¹efektywnoœæ – wykorzystuje siê tyle mocy, ile potrzebaw danej sekwencji cyklu. Takie rozwi¹zanie stosuje siê ju¿w fazie koncepcyjnej prac nad konstrukcj¹ urz¹dzenia, copozwala na ograniczenie zu¿ycia energii o 30–60% orazdwukrotn¹ redukcjê emitowanego ha³asu [9].
LITERATURA
1. PN-92/M-35200 Dopuszczalne poziomy dŸwiêku w po-mieszczeniach obiektów energetycznych.
2. http://www.akustyczne.pl/index_eio.php#ekranco.3. PN-EN 352-2:2005 Ochronniki s³uchu. Wymagania ogólne.
Czêœæ 2: Wk³adki przeciwha³asowe.
4. Koradecka D.: Bezpieczeñstwo pracy i ergonomia, tom 2, CIOP,Warszawa 1999.
5. Zawieski W. M.: Ocena ryzyka zawodowego. Tom 1 – Podstawy
metodyczne, CIOP – PIB, Warszawa 2004.6. http://www.akustyczne.pl/index_eio.php#ekranco.7. www.plastics.pl8. www.akusyka.zgo.pl9. Engel Z., Sikora J.: Obudowy dŸwiêkoch³onno-izolacyjne. Pod-
stawy projektowania i stosowania, AGH, Kraków 1998.10. Koradecka D.: Bezpieczeñstwo pracy i ergonomia, tom 1, CIOP,
Warszawa 1999.11. http://eko-techmot.com.pl/index.php?action=stro-
na&id=9&lang=pl.12. komag.eu13. tempus-halas.pl14. Materia³y informacyjne firmy GERB Vibration Control Sys-
tems
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
Sposoby ograniczania poziomu ha³asu w zak³adach produkcyjnych 191

INSTRUCTIONS FOR AUTHORS
INSTRUCTIONS FOR AUTHORS
„MANUFACTURING OF POLYMERS” is a scientific and technical journal; it publishespeer-reviewed articles in the field ofwider issues of polymericmaterials, their processing andtreatment aswell as themachines, tools and equipment for processing. The journal also pub-lishes information related to the industry of polymers in organizational, marketing, market,and economic aspects.
The content
For the journal, one can submit articles that are the result of original research and scien-tific works and reviewed articles. The content presented in the article submitted for publica-tion in the journal should correspond to the contemporary state of knowledge; the articleshould be compact and transparent. The material submitted for publication should be origi-nal with particular emphasis on clear and logical order, maintaining an appropriate scientificlevel coupled with an accessible presentation of the content. It can not violate the law oncopyright and related laws, the Law on Industrial Property and good conduct.
Concepts and terms used in this publication should meet the accuracy standards of ter-minology and the units used should conform to the SI structure (Système Internationald’Unités).
The article submitted for publication should consist of:• the full name of the author (or authors), information on the location of their work and
contact e-mail address, the first of these authors is treated as the Principal author,• the title in Polish and in English,• summaries in Polish and English (not exceeding 150 words)• keywords in English and in Polish (at least 3, not more than 5)• text of the article,• illustration in the form of drawings, diagrams, graphs, or photographswith descriptions
in English and in Polish,• a list of literature cited in this publication.
Formal requirements
Author/authors should submit the article to the editor in electronic form, by e-mail ortraditional mail on CD/DVD. In both cases, they should send the name and surname of theauthor and their contact address. In case of more authors, the name and contact address ofthe main author should be provided.
The text of the article should bemade in the format „doc” or „docx” and written in TimesNew Roman font size 12 in A4 formatwith 1.5 line spacing. The textmust be adjusted or alignwith the left and right margins assuming: 1 cm right, 3 cm left. The volume of a single articleshould not exceed 10 pages. If the article is longer than 10 pages it may be divided into partsprinted in consecutive issues of “Manufacturing of Polymers”.
It is recommended to divide articles into parts which each bearing a subtitle. Each para-graph should begin indented 1.25 cm.
The text does not use underlining, words with increased distance between the letters(the so-called. „Exploded printing”) or a different font than afore mentioned. Abbreviationor acronym used in the text should be developed in brackets if they are not obvious. Formu-las, equations, illustrations, and tables are placed in the text according to the following rules:
•Mathematical formulas can be submitted using the equation editor compatible with theformat of the document (not allowed to insert mathematical equations in the form ofso-called. „Images”), the mathematical formula should always give an explanation of thesymbols.
• Chemical formulas and equations are recommended to perform with an appropriateeditor compatible with the format of the document. Both the mathematical and chemicalformulas should bemarkedwith subsequent Arabic numerals in brackets on the right side ofthe formula. The Greek alphabet is allowed in mathematical and chemical formulas.
• Drawings, diagrams, charts and photographs should be indicated as „Fig.” and markedwith subsequent Arabic numerals. They should be of such size to be readable, no less than300 × 420 pixels in „jpg”, „bmp” or „png”, they can be monochrome or colour in RGB. Theyshould be marked in the text in brackets with consecutive Arabic numerals, also brought out
to the left margin. It is required to attach these drawings as separate files in an electronicform to article.
In the case of graphs, they are allowed to be presented a compatible formatwith the for-mat of the document and in the format of the corresponding drawings („jpg”, „bmp”,„png”) In the second case, the name of the program with which the drawings were createdshould be mentioned.
• Tables should be signed as „Tab.” along with subsequent Arabic numerals.Drawing and tables should be listed on separate pages with their numbers, titles, and
information about their source, if they have been taken from other sources.The article submitted for publishing should endwith a complete numbered list of the lite-
rature used and cited in the article in order of appearance in the text. The numbers of thequoted texts should be placed in square brackets, e.g. [2, 4, 8] or [3 ÷ 9].
In the case of citations from books the following information should be provided in thesame order:
• the name of the author (authors’ names), initial of the name (initials), in the case ofa collective work the surname of the editor should be given, followed by the initial of thename, the information „collective work edited under ...”
• the full title of the work in the original (in italics),• the name of the publisher, place and year of publication, page number (page numbers)
on which the information is cited.In cases citation of journals, the following information should be given in the following
order:• the main author’s surname, initial of the name of the main author, co-author or post-
script „and others” in the case of more than three authors,• title of the original article (in italics),• the title of the journal and year of publication, no. of the volume, no. of the booklet,
page numbers on which the article is.In the case of patent citations the following information should be given in the following
order:• the name of the creator (the names of contributors), initial (initials) of the first
name(s),• theword „patent” or „patent application”, the title of the patent or patent application in
the original (in italics),• the country and the number of the patent or patent application, the year of notification
or provided protection.In the case of article citations fromweb pages the following information should be given
in order:• the surname of the author (authors’), initial of the name (initials)• the title of the original article (in italics),• the address of websites, where the article is, the date (day, month and year) of use of
the article.As far as possible, all publications should be described DOI number. Materials and infor-
mation in advertising or for advertising should not be treated as literature sources.
General Notes
By submitting an article for publication the author declares that it was not andwill not bepublished in the same form in another journal.
The author is responsible for the content of the submitted article and originality. By sub-mitting an article for publication the author also states, that article does not infringe anycopyright and intellectual property rights of third parties. The principal author further statesthat the rights of co-authors of the article are respected.
Each article is subjected to review and after obtaining a favourable opinion of the re-viewer or reviewers will be published. The reviewer’s comments are forwarded to the author,who is asked to respond to them. Editors reserve the right to editorial publications of submit-ted texts, making cuts, making the necessary changes in terminology, correcting manifestederrors, as well as supplementing the list of references.
PRZETWÓRSTWO TWORZYW 2 (marzec – kwiecieñ) 2015
192 INSTRUCTIONS FOR AUTHORS