Embed Size (px)
Citation preview

修平科技大學機械工程系
實務專題論文
SKODA圖案及塑膠射出製作
指導老師: 蔡登茂 班級: 四機四乙 組長: 黃國泰 BA10072 組員: 林東冠 BA10103
張仕欣 BA10905 黃祈隆 BA10071
中華民國一○三年十二月三十日
修平科技大學專題報告全文電子檔典藏資料表
題 目 SKODA圖案及塑膠射出製作
作 者 黃國泰、黃祈隆、張仕欣、林東冠
發表日期 104 年 12 月 30 日
所屬系科 機械系
語 言 中文
關鍵字詞 塑膠射出模縮水、退模、冷卻
摘 要:
此次的專題製作,我們以塑膠射出模具為主題,製作過程包括有模具加工中常見的幾種加工,
例如平面加工、平面研磨等,其中還介紹了一些塑膠成型加工的種類及塑膠射出模的縮水、
退模及冷卻。
射出成品後會有縮水或外凸的情形,縮水時可添加防止收縮劑解決,而外凸則需增加背壓及
冷卻時間。流道會卡在母模時,用斜口鉗夾取出即可。倒勾深度不足時,可用鑽石磨棒修整,
模具會較容易將料頂出不致卡住。
指導教師 蔡登茂
(一)本表所有欄位請務必確實填寫。
(二)填寫完成後請列印一份,並將本表電子檔案一併置於專題全文電子檔案光碟內。
(三)請將本表、授權書、全文電子檔案光碟與書面報告兩份,送交系科助理。
填表人: 黃祈隆 系科辦公室: 圖書館出版組:
附件二

摘 要
此次的專題製作,我們以塑膠射出模具為主題,製作過程包括有模具加
工中常見的幾種加工,例如平面加工、平面研磨等,其中還介紹了一些塑膠
成型加工的種類及塑膠射出模的縮水、退模及冷卻。
射出成品後會有縮水或外凸的情形,縮水時可添加防止收縮劑解決,而
外凸則需增加背壓及冷卻時間。流道會卡在母模時,用斜口鉗夾取出即可。
倒勾深度不足時,可用鑽石磨棒修整,模具會較容易將料頂出不致卡住。
I
致 謝
製作過程中,可以看到每個人的用心,認真積極的態度,讓朋友之
間的友誼更提升一層,對模具不了解的我們,更加的艱辛。還好有同學
的姑丈家裡開塑膠射出模具工廠,讓我們能夠多了解這項東西,到現場
觀摩,模具生產過程步驟繁雜,每一個步驟都要非常重要。
在此感謝老師所提供的技術及建議,也感謝蔡承恩學長提供軟硬體
設備及技術支援,並在模具及成品製作上的細心指導,讓我們能去針對
有問題且需要改進及修改地方可以開始著手。
II

目 錄
摘 要 ........................................................................................................................ I
致 謝 ....................................................................................................................... II
目 錄 ..................................................................................................................... III
圖目錄 ................................................................................................................... III
表目錄 ................................................................................................................... III
第 1 章 緒論 ............................................................................................................ 1
1.1 前言 ............................................................................................................... 1
1.2 製作動機 ....................................................................................................... 2
1.3 模具結構 .................................................................. 錯誤! 尚未定義書籤。
1.4 時間進度管制 ............................................................................................... 4
1.5 工作分配 ....................................................................................................... 5
第 2 章 模具製作與材料分析 ................................................................................ 6
2.1 模具工作原理 ............................................................................................... 6
2.2 模具設計 ....................................................................................................... 8
2.3 模具加工程序 ............................................................................................... 9
2.4 材料分析 ..................................................................................................... 10
第 3 章 射出成型模具的原理 .............................................................................. 12
3.1 射出成形模具的原理 ................................................................................. 12
3.2 射出成形原理 ............................................................................................. 15
第 4 章 加工機器與製造流程 .............................................................................. 17
4.1 工程圖繪製....................................................................................................17
4.2 機器操作…………………………………………………………………....21
4.3 使用材料…………………………………………………………………....27
4.4 模具安裝…………………………………………………………………....28
4.5 填料量比較…………………………………………………………………33
4.6 縮水量比較…………………………………………………………………35
4.7 氣泡檢測及改良……………………………………………………………36 III
第 5 章 結果與討論 .............................................................................................. 39
5.1 總結 ............................................................................................................. 39
參考文獻 ................................................................................................................ 40
IV

圖目錄
圖 1 二板模模具基本結構 ................................................................................... 13
圖 2 三板模模具基本構造 ................................................................................... 13
圖 3 射出成形原理 ............................................................................................... 16
圖 4 塑膠射出機 ................................................................................................... 16
圖 5 SKODA 平面圖 ............................................................................................. 17
圖 6 模具各部位零組件名稱 ............................................................................... 17
圖 7. SKODA 工程圖 ............................................................................................ 18
圖 8 公模上視圖 ................................................................................................... 19
圖 9 母模上視圖 ................................................................................................... 20
圖 10 立式銑床 ..................................................................................................... 21
圖 11 雕刻機 ......................................................................................................... 21
圖 12 放電加工機 ................................................................................................. 22
圖 13 塑膠射出機 ................................................................................................. 22
圖 14 紅銅 ............................................................................................................. 23
圖 15 平面研磨 ..................................................................................................... 23
圖 16 搪孔加工 ..................................................................................................... 24
圖 17 鉸牙 ............................................................................................................. 24
圖 18 母模粗部雕刻 ............................................................................................. 25
圖 19 細部雕刻 ..................................................................................................... 25
圖 20 細部雕刻公模板 ......................................................................................... 26
圖 21 地震痕 ......................................................................................................... 26
圖 22 PP 聚丙烯塑料 ............................................................................................. 27
圖 23 ABS 塑料 ..................................................................................................... 27
圖 24 色母 ............................................................................................................. 28
圖 25 模具上機安裝 ............................................................................................. 28
圖 26 模具安裝固定至射出機 ............................................................................. 29
圖 27 冷卻水管安裝 ............................................................................................. 29 V

圖 28 鑽石磨棒 ..................................................................................................... 30
圖 29 修整模具 ...................................................................................................... 30
圖 30 射出成形機做動流程 ................................................................................. 31
圖 31 設定速度、壓力、時間 ............................................................................. 31
圖 32 設定料管溫度 ............................................................................................. 32
圖 33 設定冷卻時間 ............................................................................................. 32
圖 34 設定鎖磨、開模、頂出針速度及壓力 ..................................................... 33
圖 35. 50%填料量 .................................................................................................. 33
圖 36. 80%填料量 .................................................................................................. 34
圖 37. 105%填料量 ................................................................................................ 34
圖 38 PP、ABS、PA 材質之成品 ....................................................................... 35
圖 39 量測縮水量 ................................................................................................. 35
圖 40 量測縮水量 ................................................................................................. 36
圖 41 成品內有氣泡浮於水面 ............................................................................. 36
圖 42 成品剖面圖 ................................................................................................. 37
圖 43 產生氣泡狀況圖 ......................................................................................... 37
圖 44 水氣導致顏色不均 ..................................................................................... 38
圖 45 內凹現象 ..................................................................................................... 38
VI

表目錄
表 1 計畫進度管制表 ............................................................................................. 4
表 2 工作分配表 ..................................................................................................... 5
表 3 可塑性塑膠特性及用途 ............................................................................... 10
表 4 塑膠性能比較 ............................................................................................... 11
VII
第1章 緒論
1.1 前言
模具製造在台灣有許多的製造工廠,表面上發展不錯,但多數模具製造
商規模都不大,現在面臨著技術升級與產業自動化,工資高漲,另外,模具
發展愈來愈趨向:
1. 模具技術的高度化:
由於不斷地要求提升被加工品的品質、短交期化與低成
本化,因此未來模具技術必須因應高精度化與微細化、高循
環化、難加工材等問題。若是能夠將複數工程同步處理,或
是將被加工品的研磨作業自動化或省略掉,便可以透過工程
數的削減來達成短交期化和低成本化,而透過對模具耐久性
的提升也可以達成低成本化的目的,因此進行相對應的技術
開發也變的相當重要。
2. 加工技術的高度化:
盡力縮短從下單到交貨過程中花費在製品開始生產之前
的時間,就必須縮短模具的製造時間,而若要縮短時間,則
必須高精度化以提高鋼材的切削速度及減少研磨加工。能採
用多軸加工的話,對於複雜形狀也就可以自動加工。利用表
面處理技術及熱處理技術來提升模具的壽命也是相當重要,
而加工機工具性能與耐久性提升等也可以促成模具高度化及
低成本化,因此也需要技術提升。
3. 模型化:
追求成形加工品模型化,使製品的完成形狀能夠具體化,是
模具製造業者與下游廠商共同認知有效降低成本的方法,因此其
重要性也越來越提昇。然而在模具製造時往往不能直接就使用模
型化數據,仍必須考慮成形時的公差與拔模斜度並加以因應。
1

1.2 製作動機
模具工業在整個製造業中,也屬關鍵性產品,很多的工業產品都需要經
過模具製造才能生產。於是我們走向塑膠模具的方向,讓我們能對塑膠射出
這個東西詳加了解,一組模具一台射出機,量大的話,模具可以一次射出好
幾個成品,但如果模具的設計構想失敗,等於浪費時間與模具的金錢,所以
我們完成一組 SKODA 模具設計,做出一樣完成品來測試。
1.3 模具結構
模具的結構主要是支持熔融的塑料能順利進入模穴內冷卻凝固後,將成
型品頂出脫離模具,並準備下一個生產行程。整個模具設計與製造就是以流
道系統、模穴及頂出脫模部分為主,並配合模具結構而完成。基本構造,包
括心型模板零件、導引零件、頂出零件、導料零件及特殊與固定用零件等所
組成。
1. 心型模板零件:分為公模與母模,公模通常是成凸出的形狀,完成成型
品的內表面部分,母模是成內凹的形狀,完成成型品的外表部分。通常
公、母模須具有準確的精度,適當的硬度及耐磨性,以確保成型品的精
度與品質。
2. 導引零件:使模具固定側模板與可動側模板在分開與閉合的運動時能準
確導引至定位。
3. 頂出零件:將完成後的成型品或澆道部分,使頂出脫離模具,以便獲得
成型品,零件有頂出銷、上下頂出板、復歸銷、拉料銷、停止銷等等,
這些零件安裝在活動側模板間隔塊與承板所包圍之間。
4. 導料零件:用於導引塑料進入模具內,並利於模具安裝在塑膠生產機械
上。
特殊及固定用零件:固定用零件係指將各種模具零件結合與定位的零件。外
模具隨著成型品的不同與特殊需求,還需要一些特殊零件加以配合,以完成
如分型、清角及側壁孔的成形效果。特殊零件有角銷、滑塊、止動塊等。
2

模具的結構主要是支持熔融的塑料能順利進入模穴內冷卻凝固後,將成
型品頂出脫離模具,並準備下一個生產行程。整個模具設計與製造就是以流
道系統、模穴及頂出脫模部分為主,並配合模具結構而完成。基本構造,包
括心型模板零件、導引零件、頂出零件、導料零件及特殊與固定用零件等所
組成。
5. 心型模板零件:分為公模與母模,公模通常是成凸出的形狀,完成成型
品的內表面部分,母模是成內凹的形狀,完成成型品的外表部分。通常
公、母模須具有準確的精度,適當的硬度及耐磨性,以確保成型品的精
度與品質。
6. 導引零件:使模具固定側模板與可動側模板在分開與閉合的運動時能準
確導引至定位。
7. 頂出零件:將完成後的成型品或澆道部分,使頂出脫離模具,以便獲得
成型品,零件有頂出銷、上下頂出板、復歸銷、拉料銷、停止銷等等,
這些零件安裝在活動側模板間隔塊與承板所包圍之間。
8. 導料零件:用於導引塑料進入模具內,並利於模具安裝在塑膠生產機械
上。
特殊及固定用零件::固定用零件係指將各種模具零件結合與定位的零
件。外模具隨著成型品的不同與特殊需求,還需要一些特殊零件加以配合,
以完成如分型、清角及側壁孔的成形效果。特殊零件有角銷、滑塊、止動塊
等。
3
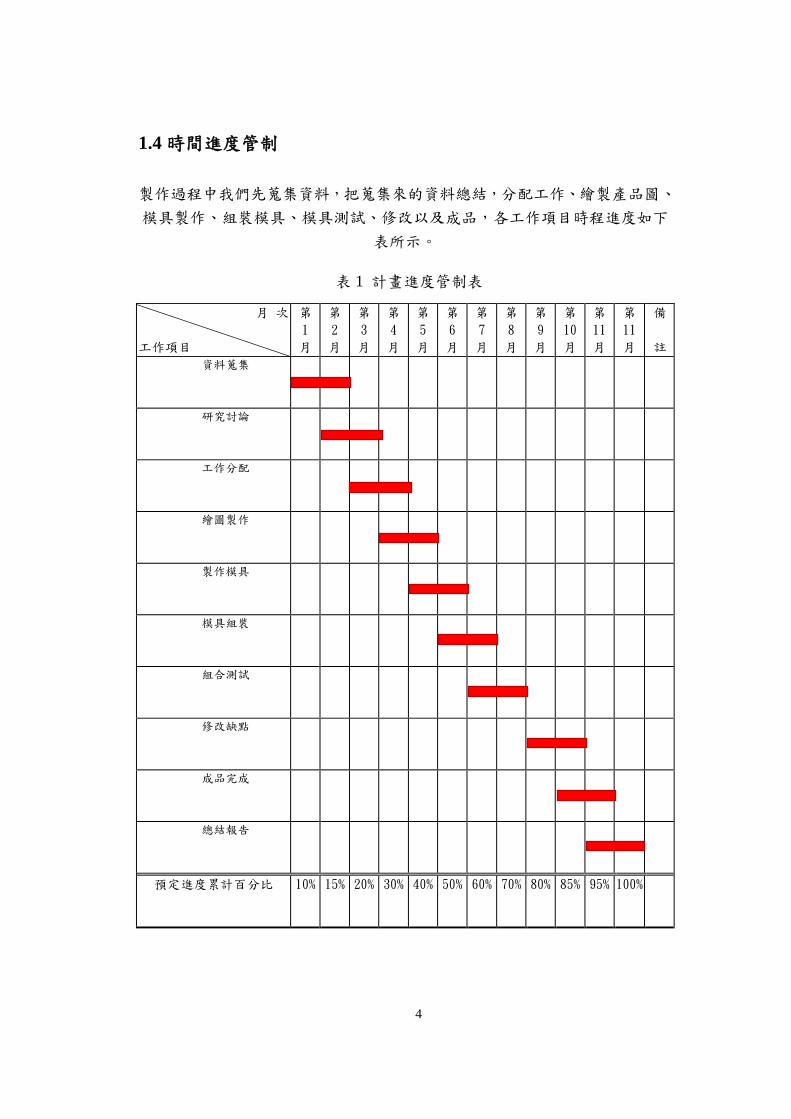
1.4 時間進度管制
製作過程中我們先蒐集資料,把蒐集來的資料總結,分配工作、繪製產品圖、
模具製作、組裝模具、模具測試、修改以及成品,各工作項目時程進度如下
表所示。
表 1 計畫進度管制表
月 次
工作項目
第
1
月
第
2
月
第
3
月
第
4
月
第
5
月
第
6
月
第
7
月
第
8
月
第
9
月
第
10
月
第
11
月
第
11
月
備
註
資料蒐集
研究討論
工作分配
繪圖製作
製作模具
模具組裝
組合測試
修改缺點
成品完成
總結報告
預定進度累計百分比 10% 15% 20% 30% 40% 50% 60% 70% 80% 85% 95% 100%
4
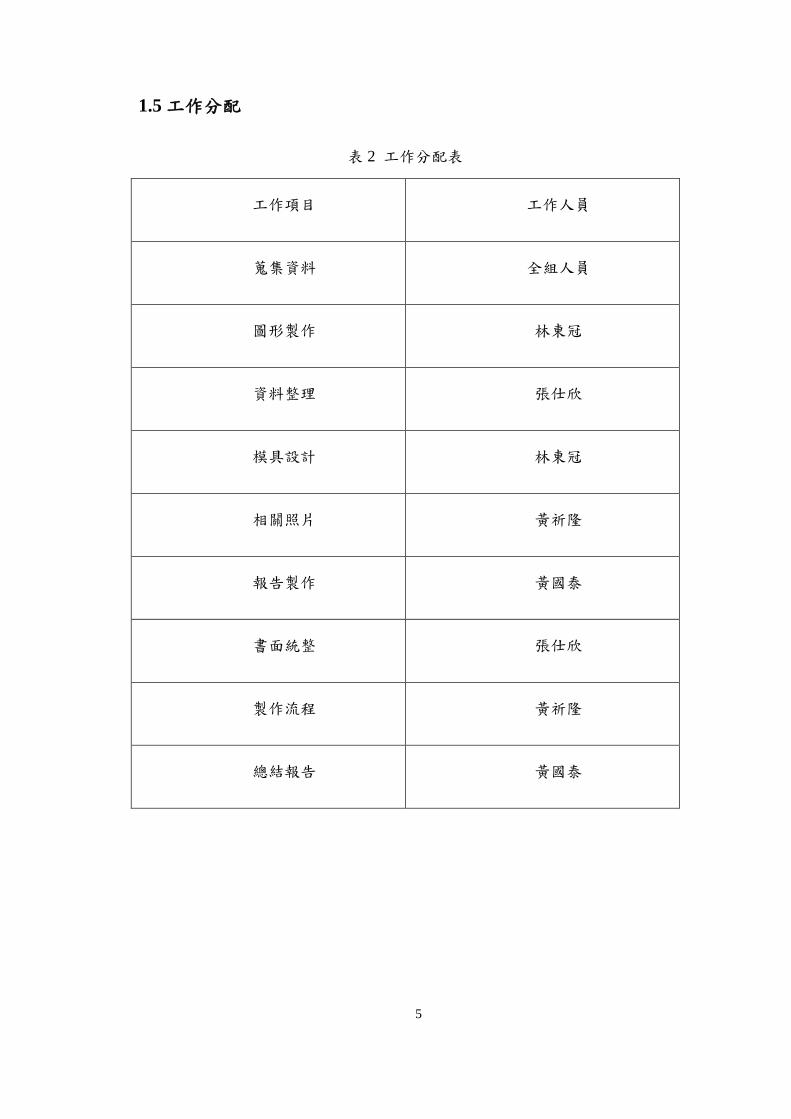
1.5 工作分配
表 2 工作分配表
工作項目 工作人員
蒐集資料 全組人員
圖形製作 林東冠
資料整理 張仕欣
模具設計 林東冠
相關照片 黃祈隆
報告製作 黃國泰
書面統整 張仕欣
製作流程 黃祈隆
總結報告 黃國泰
5

第2章 模具製作與材料分析
2.1 模具工作原理
塑料模具是塑料加工工業中和塑料成型機配套,賦予塑料製品以完整構
型和精確尺寸的工具。由於塑料品種和加工方法繁多,塑料成型機和塑料製
品的結構又繁簡不一,所以,塑料模具的種類和結構也是多種多樣的。按照
成型方法的不同,可以劃分出對應不同工藝要求的塑料加工模塑料模具類
型,主要有射出成型、押出成型、中空吹氣成型、壓縮成型、迴轉成型、熱
成型及積層成型等。其中又以射出成型是熱可塑性塑膠成型最普遍的方法,
也是在塑膠成型工業中最廣泛使用的方法。
1. 射出成型
以射出成型機,將塑膠料射到射出成型模具內而成型者。機械本
身依結構又分為臥式、立式與 L 型等。其成型之種類又可分為高壓射
出、低壓射出、發泡射出、中空射出、複合射出等。
2. 押出成型
以押出成型機搭配模頭與成型模,製造出有固定之斷面,且可無
限拉伸成型者。隨著押出技術之演進,呈網狀結構的塑膠產品也多是
以押出的方式製造出來。
3. 中空吹氣成型
前段為押出熱熔塑膠料,在模頭轉向,再以模具夾住膠料並吹氣
於其內,使其因吹脹而成行為中空形狀。
4. 壓縮成型
一般用在熱固性塑膠成型產品,將材料至於油壓機台上的模具
內,利用油壓缸帶動模板壓縮的力量同時在模具加熱使材料熱硬化成
型。
5. 迴轉成型
主要是利用離心力來製作大型的中空產品或取代某些射出成型
因模具太貴產生的成本問題。 6

6. 熱成型
指將被加工物(例如硬質膠布)加熱後再以模具將其加工成型。
7. 積層成型
最常見的玻璃纖維(Fiberglass Reinforced Plastic;簡稱 FRP)加工方
法,依加工方式又可分為三種:
(1) 手工積層:將呈片狀的玻璃纖維毯(不織布)、纖維蓆(編織布)裁切
成所需之尺寸再以樹脂塗於其上一層一層加上去,直到達到設定
之厚度。
(2) 噴塗積層:以專用的噴塗槍將纖維束切成小段混合樹脂直接噴塗
在模具上。
(3) 纏繞積層:將纖維束加上樹脂然後在轉軸模具上來回纏繞積層常
用於大型容器。
7

塑膠射出是最重要也是最普遍的技術,可自動化,用高速度連續生產在
所有成型法之中,適合大量生產而且成品尺寸精確,原料損失少,外表好看。
還要考慮到以下幾項功能:
1. 牆壁厚度:對非強化性塑膠的壁厚一般在 0.5mm~5.0mm 之間,而
強化性塑膠的厚度約在 0.7mm~3.0mm 之間,塑膠太厚了會容易有
凹陷或縮水的問題,太薄了則會有填充不足及射不飽的問題。
2. 合模線或分模線:合模線就是上、下模具合在一起的位置,這裡通
常在塑膠射出後會殘留一道毛邊和縫隙,而液體會從縫隙的地方滲
透溢出來。毛邊的產生通常會有外觀問題,或少部份會有功能問題,
所以最好讓毛邊出現在不會影響產品功能。
3. 倒角或死角:塑膠射出的模具至少都是上、下兩個模具合在一起,
注射的時候上、下合在一起,塑膠產品成型後,上、下模必須要分
開,如果模具有缺口,就會勾住塑膠件,造成塑膠件無法脫模的現
象,所以在模具脫模行進的方向,不可以有任何會阻擋其行進的塑
膠機構。
4. 拔模斜度:塑膠件成型後,要把它從模具上退下來,對於塑膠深入
到模具內部的機構部份,必須要在模具上給予一定的脫模角度才可
以讓塑膠順利的離開模具。
機械特性:瞭解用的塑膠機械特性,要懂得計算機構上所需要承受的應力並
加入一定量以上的安全係數,包括疲勞係數,否則很容易在使用一段時間以
後出問題。
2.2 模具設計
模具設計能影響模具製造的難易,好的設計能用最低成本生產出精良耐
用的模具。模具設計更決定成品的質,一個不良的設計,即使使用最好的機
器仍無法順利生產合乎規格的產品。模具設計也影響成型的容易度,設計不
良會使允許的操作範圍太小,還會因成型條件變動而生產不良。所以設計之
前的按步規劃是模具設計的成功關鍵所在。
8

注意事項:
1. 成品與成品間相互配合之尺寸。
2. 成品圖上是否有特別肉厚不均勻之處,是否會造成縮水之現象。
3. 分模線之位置。
4. 充填不易之處。
5. 模具結構之強度,鋼材之選用。
脫模斜度是否足夠。
2.3 模具加工程序
模具生產加工過程中有一定的生產流程,這不是按部就班的框架,而是
模具加工過程中各環節的細分,關係到整個模具完成的品質。
1. 繪製產品圖
2. 依照產品大小製作做模作模作規格
3. 雕刻模製作
4. 放電加工銅電極製作
5. 模仁孔加工
6. 頂針、水孔製作
7. 放電加工
8. 流道製作
9. 試模
10. 成品瑕疵檢查
11. 修改模具
12. 成品
9

2.4 材料分析
我們以圖下三種材料作為本組的試驗原料
表 3 可塑性塑膠特性及用途
塑膠
名稱 特性
用途
電氣 機械 建築 日用品 其他
ABS
(丙烯晴-
丁二烯-
苯乙烯
共聚合
物)
乳白色半
透明、耐
衝擊性比
PS(聚苯乙
烯)好,流
動性佳,
化學電鍍
密 著 性
佳,耐熱
性佳
電 器 零
件、收音
機外殼
機械之構
造體、金
屬 化 用
品、汽車
儀表板
陳列櫥、
管類
家 庭 用
品 、 軟
片、果汁
機、吹髮
機、奶瓶
接著劑、
安全帽
PA
(聚醯胺
6)
強韌、油
滑 且 耐
磨、吸震
性強、耐
熱 、 耐
寒、耐藥
品、尺寸
安定性差
電 線 被
覆、電器
零件
齒輪、軸
承 、 座
墊、凸輪
尼龍皮
(農業用)
包 裝 材
料 、 刷
子、家用
品 、 襪
子、繩子
漁網、衣
材用品、
醫療器具
PP
(聚丙烯)
最輕的塑
膠,機械
強 度 比
PE( 聚 乙
烯)高,電
氣 、 耐
水、耐藥
品
電器絕緣
材料、電
器製品之
被覆
機械包裝
薄皮
洗臉盆、
容器、食
器、高韌
性高溫塑
膠袋
軟片、水
管、各種
成形品
10

表 4 塑膠性能比較
性質∖材質 ABS PA PP
比重 1.04 1.12~1.14 0.90~0.91
吸水率(24h%) 0.40 3.00 <0.01
抗拉強度 440 720~840 330
衝擊強度 21 18.0~25.0 3.8
缺口衝擊強度 37.00 >3 13.00
耐磨率 19.0 3.0~4.0 40.0
磨擦係數 0.38 0.37 0.30
線膨脹係數 1.0 0.85 1.50
斷裂延伸率 45.00 ≧50 ≧50
熱變形溫度 97 160 95
最高承受溫度 70 100 100
11

第3章 射出成型模具的原理
3.1 射出成形模具的原理
1. 模具的基本常識
通常模具呈開啟狀態式分為兩個對稱的部份,當閉合此兩對稱部
份,中間即變中空,於是可注入塑料而形成成品。一般均把模具視為
射出成型機的一部份。
模具是由公母模所構成,而公模及母模中間的空隙部份即為成型
製品部份。製作模具的材料必須採用品質佳、信賴高無氣孔之鋼材製
作。製作時必須嚴格要求尺寸精度,且要提高模具的剛性,才不會經
成型壓力擠壓後而導致變型。
2. 模具的基本結構
模具的基本結構有二板模(如圖 1)、三板模(如圖 2)、熱流到的基
本結構。二板模模具是指沒有澆道,而流道和成型品一起取出的模
具,同時開啟模具只有一處模型分割面。三板模模具又稱滑動率模
具,是在二板模模具再增設一組澆道和流道,而此一組澆道和流道必
須另外取出不和成型品混在一起。熱流道模具是將三板模澆道模具的
澆道和流道經常加熱,於每一成型時即不需要取出流道和澆道的一種
嶄新構造。
12

二板模是最常用的模具類型,與三板模比較,兩板模具有成本低、結
構簡單及成型周期短的優點。
圖 1 二板模模具基本結構
三板模的流道系統位於與主分模面平行的撥料板上,開模時撥料
板頂出流道及襯套內的廢料,在三板模中流道與成品將分開頂出。
圖 2 三板模模具基本構造
13

3. 模具設計的程序
模具設計時大小必須恰到好處,過小時會可能會有剛性不佳或成
型困難等問題;太大則會增加模具的製造成本。模具的材料選擇大都
採用高強度中碳鋼(S50C)之鋼材。
於分模線的分界面應設計拔模斜度(一般均為直線)。澆鑄口是決
定成行塑料的流向,但也要注意截斷澆鑄口及加工後不致於影響外
觀。假如模具無法一次加工,必須設計套管結構,並注意套管分界線
複製到成型品時不可影響成品外觀。決定適當的冷卻水孔直徑和位置
以及控制模具表面的適當溫度,對成型品的品質會相對的提高。選定
申設成型機後,一定要配合機械決定噴射環。
4. 模具的重點特性
製作模具時除了要要求尺寸的精度外,於實際使用時仍然要維持
原來的精度,否則就失去了實用的價值,更重要的是成形之高壓力
(40MPa)及高溫(塑料溫度 200℃,模具溫度 40℃)下,模具不會發生滑
動或變形,所以需準備定燃器。模具需增設冷卻水孔,冷卻水孔的功
能可以降低模具之溫度進而增加塑料冷卻固化的效果。模具內必須設
置氣縫,以促進模具內熱能或不必要的氣體的排放,模具表面需仔細
研磨,且要達到鏡面的光度。
14

3.2 射出成形原理
將熱塑性塑膠或熱固性料利用塑膠成型模具製成各種形狀的塑膠製品的
主要成型設備。其基本功能有兩個:(1)加熱塑膠,使其達到熔化狀態;(2)
對熔融塑膠施加高壓,使其射出而充滿模具型腔。塑膠射 出機通常由注射系
統、合模系統、液壓傳達動系統、電氣控制系統、潤滑系統、加熱及冷卻系
統、安全監測系統等組成。射出成型是一個迴圈的過程,每一週期主要包括:
定量加料—熔融塑化—施壓注射—充模冷卻—啟模取件。取出塑件後又再閉
模,進行下一個迴圈(如圖 3)
塑膠射出機(如圖 4)操作項目:塑膠射出機操作專案包括控制鍵盤操作、
電器控制系統操作和液壓系統操作三個方面。分別進行注射過程動作、加料
動作、注射壓力、注射速度、頂出型式的選擇,料筒各段溫度的監控,注射
壓力和背壓壓力的調節等。對塑膠製品的評價主要有三個方面,第一是外觀
品質,包括完整性、顏色、光澤等;第二是尺寸和相對位置間的準確性;第
三是與用途相應的物理性能、化學性能、電性能等。這些品質要求又根據製
品使用場合的不同,要求的尺度也不同。製品的缺陷主要在於模具的設計、
製造精度和磨損程度等方面。
15

圖 3 射出成形原理
圖 4 塑膠射出機
16

第4章 加工機器與製造流程
4.1工程圖繪製
以 SolidWorks繪出 SKODA工程圖(如下圖)
圖 5 SKODA 平面圖
圖 6 模具各部位零組件名稱
17
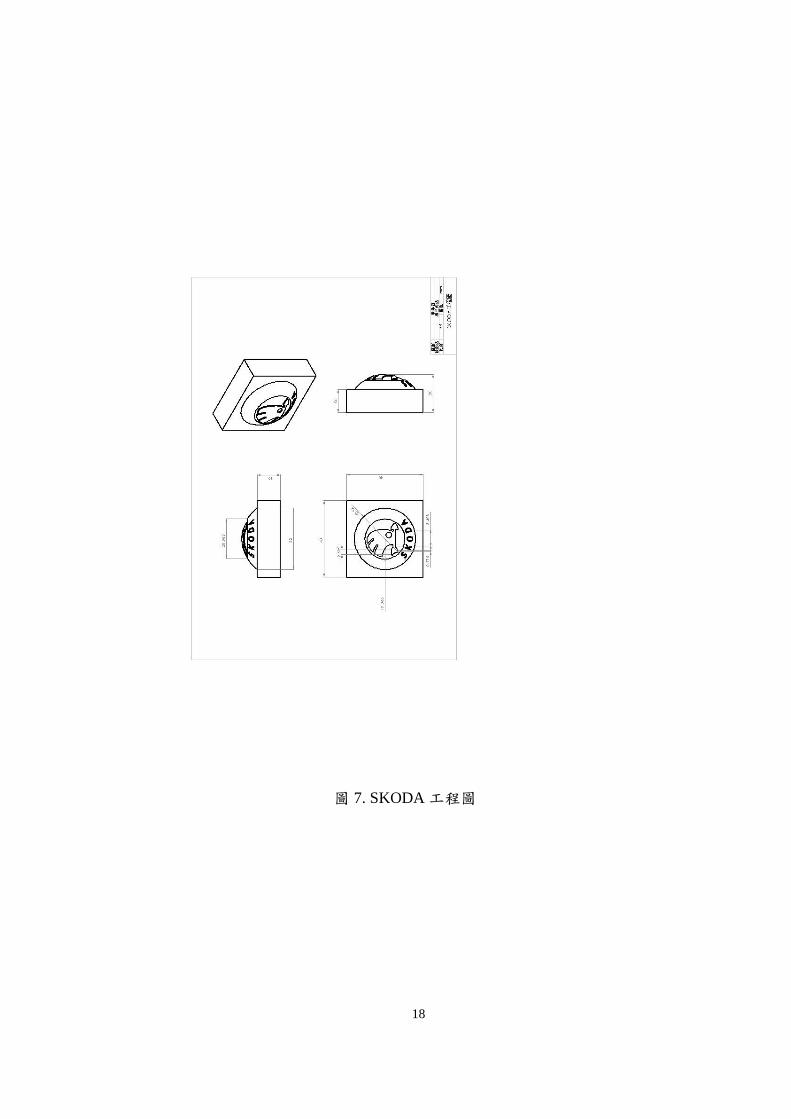
圖 7. SKODA 工程圖
18

圖 8 公模上視圖
19

圖 9 母模上視圖
20

4.2機器操作
以立式銑床車銑模具模板之過程(如圖 10)
圖 10 立式銑床
以雕刻機製作出 SKODA 模具圖騰(如圖 11)
圖 11 雕刻機
21

用放電加工機,放電加工紅銅,製作圖騰(如圖 12)
圖 12 放電加工機
利用學校的塑膠射出機製做 SKODA成品(如圖 13)
圖 13 塑膠射出機
22

加工完成之紅銅成品,如圖 14所示
圖 14 紅銅
以平面研磨機(圖 15)研磨模板
圖 15 平面研磨
23
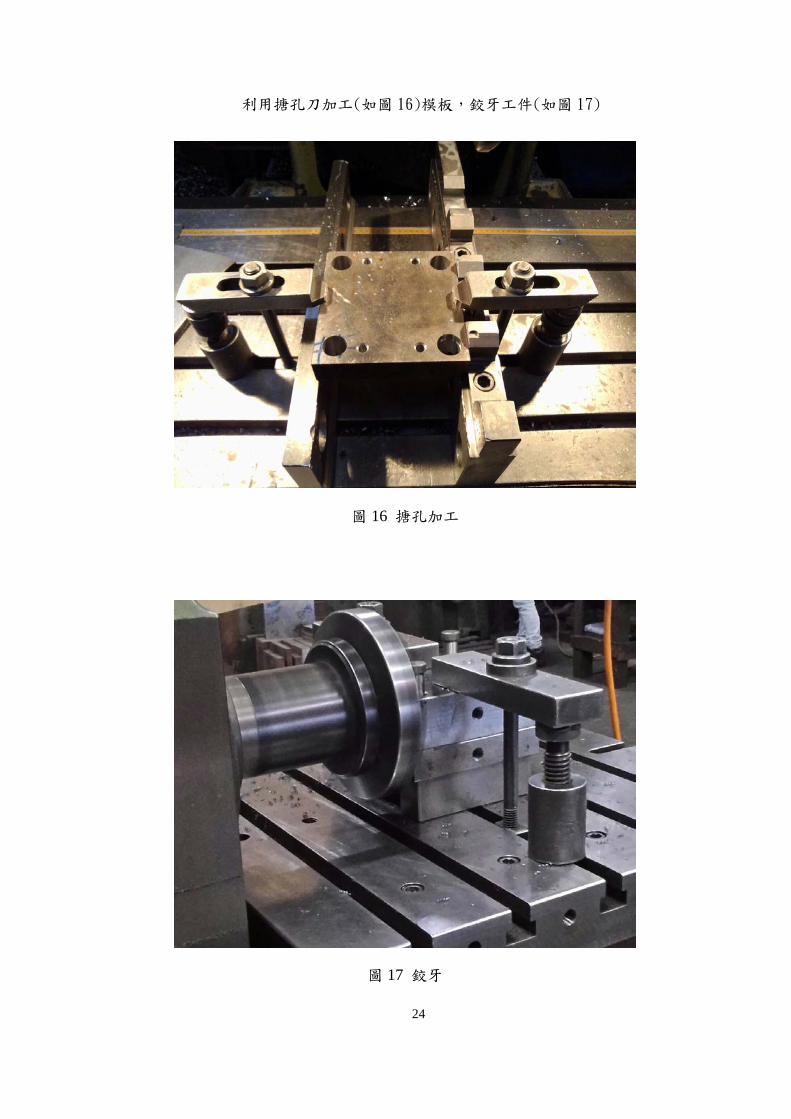
利用搪孔刀加工(如圖 16)模板,鉸牙工件(如圖 17)
圖 16 搪孔加工
圖 17 鉸牙
24

以雕刻機(圖 11)加工母模粗刻(如圖 18)精刻(如圖 19.20)
圖 18 母模粗部雕刻
圖 19 細部雕刻
25

圖 20 細部雕刻公模板
射出過程中模具溫度不足產生如地震痕的紋路(如圖 21)
圖 21 地震痕
26

4.3使用材料
本專題使用 PP(如圖 22)、ABS(如圖 23)、色母(如圖 24)性質如下:
PP聚丙烯塑料具有較高的耐衝擊性,機械性質強韌,抗多種有機溶劑和
酸鹼腐蝕。
圖 22 PP 聚丙烯塑料
ABS塑料兼具韌、硬、剛相均衡的優良學性能。
圖 23 ABS 塑料 27

利用色母來配色,決定成品的色澤。
圖 24 色母
4.4模具安裝
使用小型天車將模具吊起上機並安裝固定(如圖 25.26)
圖 25 模具上機安裝 28

圖 26 模具安裝固定至射出機
利用冷卻水管降低模具內成品度,使其能夠順利脫模(如圖 27)
圖 27 冷卻水管安裝
29

利用鑽石磨棒(如圖 28)整修模具倒鉤,使模具頂出更順暢(如圖 29)
圖 28 鑽石磨棒
圖 29 修整模具 30
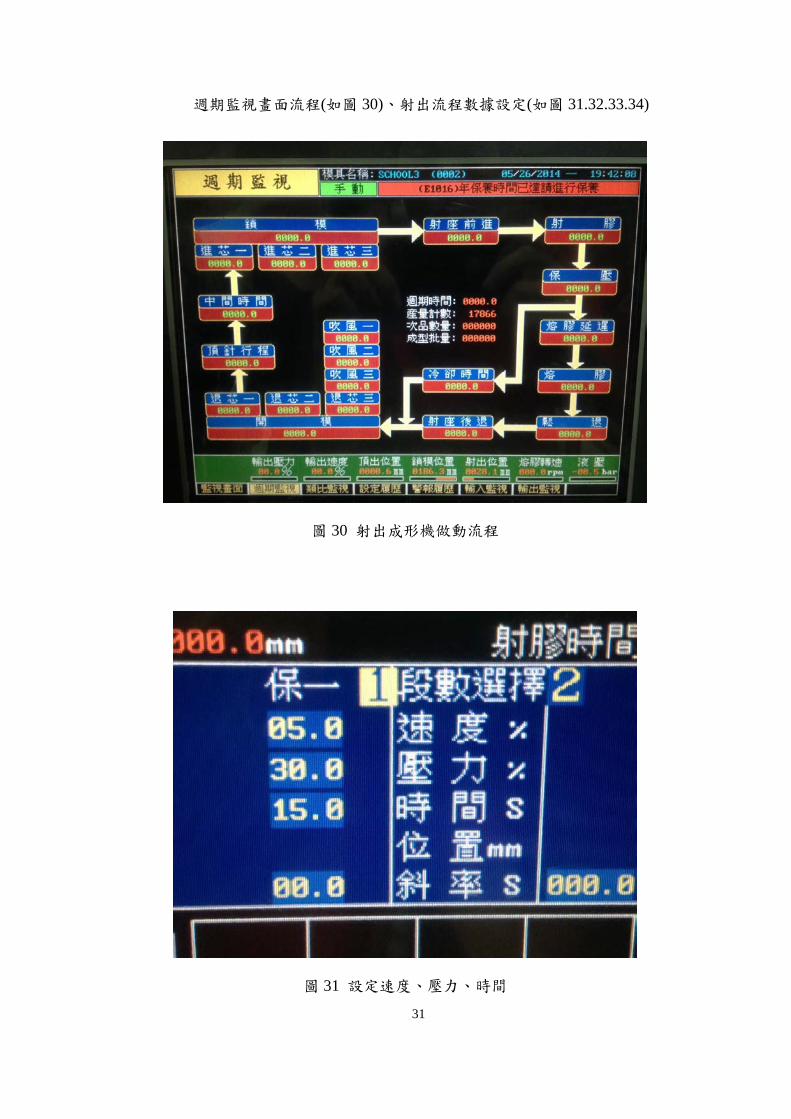
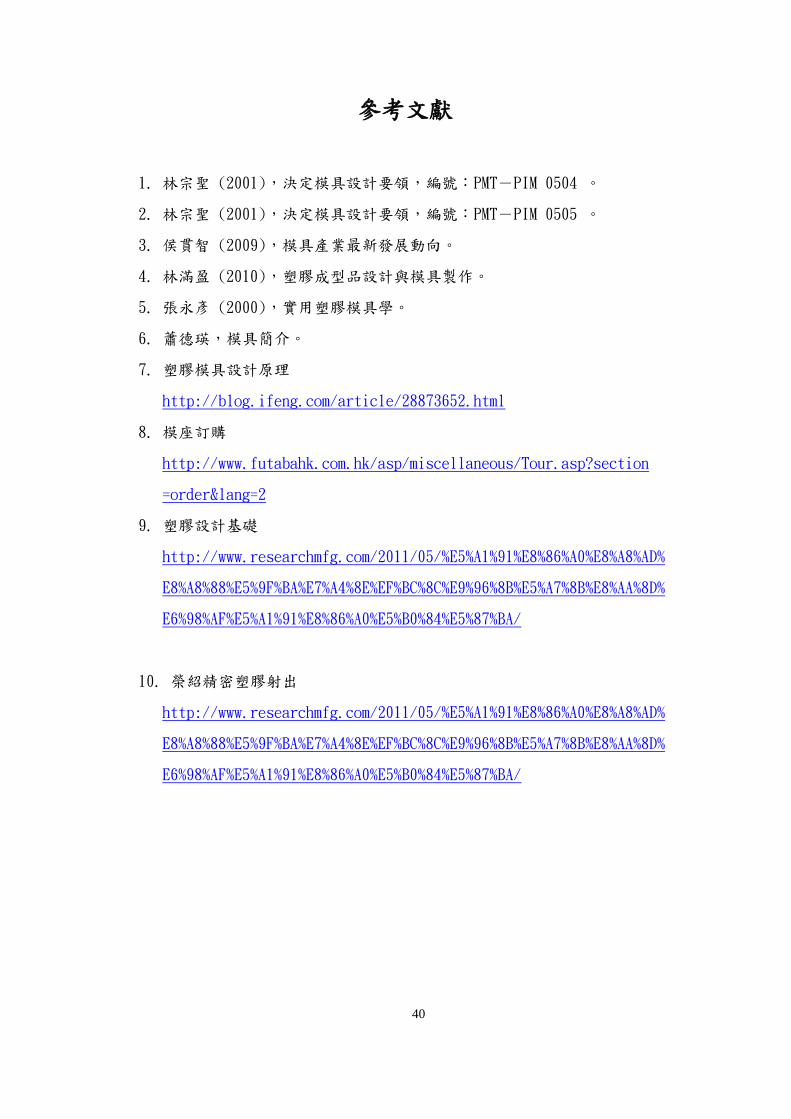
週期監視畫面流程(如圖 30)、射出流程數據設定(如圖 31.32.33.34)
圖 30 射出成形機做動流程
圖 31 設定速度、壓力、時間
31

圖 32 設定料管溫度
圖 33 設定冷卻時間 32

圖 34 設定鎖磨、開模、頂出針速度及壓力
4.5填料量比較
填料量比率 50%(如圖 35)、80%(如圖 36)、105%(如圖 37),需用 105%充
料才可達到飽滿。
圖 35. 50%填料量
33

圖 36. 80%填料量
圖 37. 105%填料量
34

以 PP、ABS、PA 成品照(如圖 38)
圖 38 PP、ABS、PA 材質之成品
4.6縮水量比較
成品量測縮水量(如圖 39.40)
圖 39 量測縮水量
35

圖 40 量測縮水量
4.7氣泡檢測及改良
放入水中以了解其密實度有無氣泡現象比對(如圖 41),氣泡大小(如圖
42),而氣泡生成原因為被壓不足(如圖 43)。增加被壓,避免氣泡產生
圖 41 成品內有氣泡浮於水面
36

圖 42 成品剖面圖
圖 43 產生氣泡狀況圖
37

材料未烘乾,導致產生水氣造成顏色不均(如圖 44),成品縮水造成內凹現
象(如圖 45)。
圖 44 水氣導致顏色不均
圖 45 內凹現象
38

第5章
結果與討論
5.1 總結
這次射出成型的製作,從中我們學到了再射出成型時必要的四個重點,
分別是速度、壓力、溫度及時間。因我們的成品肉過後,再射出時壓力要大
且速度要慢,如果塑料射出速度太快裡面會堆積不必要的空氣。如再塑料射
出成型過程中,模具的溫度不足會產生紋路(地震痕),而我們也得知了使用模
溫機的話可以解決地震痕的問題。
使用 PP 塑料的成品至於水中時會浮於水面上,且此塑料的耐衝較差,光
澤也沒 ABS 塑料好。而尼龍塑料射出成型後會和 PP 塑料一樣會黏於母模上。
每一種塑料皆有優缺點,經過研究討論後以 ABS 的塑料為佳。
39
參考文獻
1. 林宗聖 (2001),決定模具設計要領,編號:PMT-PIM 0504 。
2. 林宗聖 (2001),決定模具設計要領,編號:PMT-PIM 0505 。
3. 侯貫智 (2009),模具產業最新發展動向。
4. 林滿盈 (2010),塑膠成型品設計與模具製作。
5. 張永彥 (2000),實用塑膠模具學。
6. 蕭德瑛,模具簡介。
7. 塑膠模具設計原理
http://blog.ifeng.com/article/28873652.html
8. 模座訂購
http://www.futabahk.com.hk/asp/miscellaneous/Tour.asp?section
=order&lang=2
9. 塑膠設計基礎
http://www.researchmfg.com/2011/05/%E5%A1%91%E8%86%A0%E8%A8%AD%
E8%A8%88%E5%9F%BA%E7%A4%8E%EF%BC%8C%E9%96%8B%E5%A7%8B%E8%AA%8D%
E6%98%AF%E5%A1%91%E8%86%A0%E5%B0%84%E5%87%BA/
10. 榮紹精密塑膠射出
http://www.researchmfg.com/2011/05/%E5%A1%91%E8%86%A0%E8%A8%AD%
E8%A8%88%E5%9F%BA%E7%A4%8E%EF%BC%8C%E9%96%8B%E5%A7%8B%E8%AA%8D%
E6%98%AF%E5%A1%91%E8%86%A0%E5%B0%84%E5%87%BA/
40

修平科技大學實務專題論文全文電子檔著作權授權書
本授權書所授權之專題報告為授權人於修平科技大學 機械工程學系 系
(科)學年度第 102 學期修習實務專題課程之論文。
題 目:SKODA圖案及塑膠射出製作
指導教師:蔡登茂
同意 □不同意(僅開放專題典藏資料表內相關資訊)
本人茲將本著作,以非專屬、無償授權修平科技大學圖書館;基於推動讀者
間「資源共享、互惠合作」之理念,與回饋社會與學術研究之目的,修平科技大
學圖書館得不限地域、時間與次數,以紙本、光碟或數位化等各種方法收錄、重
製與利用;於著作權法合理使用範圍內,讀者得進行線上檢索、閱覽、下載或列
印。
指導教師:蔡登茂 (請親筆正楷簽名)
授 權 人
學 號 : B A 1 0 0 0 7 2 學 生 姓 名 : 黃 國 泰 ( 請 親 筆 正 楷 簽 名 )
學 號 : B A 1 0 0 0 7 1 學 生 姓 名 : 黃 祈 隆 ( 請 親 筆 正 楷 簽 名 )
學 號 : B A 1 0 0 9 0 5 學 生 姓 名 : 張 仕 欣 ( 請 親 筆 正 楷 簽 名 )
學 號 : B A 1 0 0 1 0 3 學 生 姓 名 : 林 東 冠 ( 請 親 筆 正 楷 簽 名 )
中華民國一○三年十二月三十日





























