Embed Size (px)
Citation preview

Çamur Pompası Projesi
İdari ve Teknik Doküman

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
İÇİNDEKİLER
A – İDARİ KISIM......................................................................................................................................1
1. GENEL HUSUSLAR...........................................................................................................................1
1.1 Proje Önerisinin Hazırlanması ve Değerlendirilmesine Yönelik Hususlar..................................2
1.2 Proje Önerisinin Değerlendirmesine Yönelik Hususlar..............................................................3
2. PROJE KABULÜ................................................................................................................................4
3. HAKLAR...........................................................................................................................................6
4. ÖDEMELER......................................................................................................................................7
5. GARANTİ.........................................................................................................................................8
B – TEKNİK KISIM....................................................................................................................................9
6. KULLANIM AMACI...........................................................................................................................9
7. TEKNIK ÖZELLİKLER.......................................................................................................................10
8. BİLGİLENDİRME ALANI..................................................................................................................16
9. ANALİZ MUAYENE VE TESTLER.....................................................................................................16
9.1HIDROSTATIK TEST ILE BASINÇ VE SIZDIRMAZLIK KONTROLÜ............................................................16
9.2 TAHRIBATSIZ MUAYENE İŞLEMI....................................................................................................17
9.3 GÖZLE MUAYENE.......................................................................................................................18
9.4 BOYUT VE TOLERANSLARIN KONTROLÜ.........................................................................................18
9.5 MALZEMENIN MEKANIK ÖZELLIKLERININ KONTROLÜ......................................................................19
9.6 İMALATIN KONTROLÜ.................................................................................................................19
9.7 BÖLGE SAHASINDA TEST EDILMESI...............................................................................................19
10. KATALOG ve EĞİTİMLER...........................................................................................................19
11. NAKLİYE VE TESLİMAT..............................................................................................................20
12. STANDARTLAR..........................................................................................................................21
EK A - Terimler......................................................................................................................................22
1

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
A – İDARİ KISIM
1. GENEL HUSUSLARBu döküman ve ekleri Türkiye Petrolleri A.O. petrol üretim sahalarında kullanılmak üzere ARGE çalışmalarına yönelik; teknik ve idari hususları kapsamaktadır. İdari hususlar; proje önerisinin hazırlanması, sunulması, değerlendirilmesi ve projenin yürütülmesi başlıklarını içermektedir. Teknik hususlar ise proje konusu ürüne yönelik tasarım, analiz, prototip imalatı ve testleri ile ilgili teknik özellikleri ve projelerin genel şartlarını içermektedir.
1.1 Proje Önerisinin Hazırlanması ve Değerlendirilmesine Yönelik Hususlar
1.1-1. Proje ile Türkiye Petrolleri’nin Arama ve üretim faaliyetlerinde kullandığı ve yurtiçinde imalatı bulunmayan ürünlerin Araştırma ve Geliştirme (Ar-Ge) süreci neticesinde yerlileştirilmesi amaçlanmaktadır.
1.1-2. Yerlileştirme kapsamında belirlenen projelere yönelik, konunun uzmanlarının katıldığı “Odak Toplantı” neticesinde Çağrı Dokümanı hazırlanır. Çağrılara ilişkin duyuru ve çağrı dokümanı TPAO resmi internet sayfasında yayınlanır.
1.1-3. Çağrı Dokümanı; çağrının amacı, çağrıya ilişkin özel şartlar ve proje çıktılarının kısaca tanımlandığı belgedir. Çağrı Dokümanı ekinde, projeye ait detayların yer aldığı EK-1 (Teknik ve İdari Doküman) ve Proje Öneri Formu (Proje Tanımlama Dokümanı) bulunmaktadır.
1.1-4. Çağrıya başvuru, çağrı dokümanında aranan şartları sağlayan tüm firmalara açıktır. İstekli firmalar çağrı duyurusunda belirtilen süre içerisinde Teknik ve İdari Doküman dikkate alarak projeye yönelik hazırlayacakları Proje Öneri Formu’na (Proje Tanımlama Dokümanı) istenilen diğer tüm belgeleri ekleyerek TPAO’ya sunmaları gerekmektedir.
1.1-5. İstekli firmalar tarafından Proje Öneri Formu kapsamında hazırlanan proje bütçesi, proje ile doğrudan ilgili tüm harcamaları kapsar. Proje maliyet unsurları ve Proje bütçesinin oluşturulmasında aşağıdaki hususlara uyulması gerekmektedir.
a) Proje ile doğrudan ilgili aşağıdaki kalemler masraf olarak kabul edilebilir;- Alet, teçhizat, yazılım ve yayın alım giderleri ile ilgili masrafların kabulu: Proje
için alınması veya yaptırılması zorunlu olan alet, teçhizat, kalıp gibi alımların seri üretimde de kullanılacak olması durumunda, proje süresiyle orantılı olarak aylık % 2 oranı ile destek kapsamına alınır. Maksimum destek oranı %20 ile sınırlıdır. Bilgisayar ve yazılım programları ile ilgili giderler bu değerlendirmenin dışındadır.
- Malzeme ve sarf malzemesi alım giderleri,- Danışmanlık ve hizmet alımı giderleri,- Proje kapsamında kullanılan cihazların işletme giderleri,
2

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
- Yurt içi ve yurt dışı seyahat giderleri,- Posta ve nakliye giderleri,- Proje ekibi giderleri,- Proje destekleme sözleşmesi ile kabul edilmiş diğer giderler,- Proje ile doğrudan ilgisi olan diğer giderler.
Firmalar; masraf olarak kabul edilen bu gider kalemlerini ve proje planını göz önüne alarak Proje Bütçesini oluşturup, Proje Öneri Formunda (Proje Tanımlama Dokümanı) Dönemsel ve Toplam Tahmini Maliyet Formunu doldurur. Proje kapsamında yapılacak ödemeler toplam tutar üzerinden yapılacak olup masraf kalemlerinin kırılımı, projenin izlenebilmesine yöneliktir.
b) Proje ile doğrudan ilgisi olmayan diğer giderler (altyapıya yönelik teçhizat, inşaat giderleri, pazarlama ve ticari amaçlı reklam giderleri vb.) masraf olarak kabul edilmez.
1.2 Proje Önerisinin Değerlendirmesine Yönelik Hususlar1.2.1. Proje önerilerine yönelik değerlendirme 2 aşamada yapılmaktadır. 1.2.2. Birinci aşamada proje önerileri “Çağrı Dokümanında aranan şartlara uygunluk
(yeterlilik kriterleri)” açısından değerlendirilmekte, uygun bulunan öneriler ikinci aşamaya geçmektedir.
1.2.3. İkinci aşamada proje, Değerlendirme Komitesi tarafından aşağıda verilen teknik ve ekonomik hususlar göz önüne alınarak değerlendirilir. Çağrıya sunulan projeler;
Projenin endüstriyel Ar-Ge içeriği, teknoloji düzeyi ve yenilikçi yönü, Proje planı ve kuruluşun personel/teknik altyapısının uygunluğu (firmanın daha önce
tamamladığı Ar-Ge projeleri, sahip olduğu uluslararası sertifikalar ve patentler, Ar-Ge personel sayısı, teknik altyapısı),
Ekonomik yapılabilirlik ve kuruluş mali yapısı,
ölçütleri esas alınarak değerlendirilir. Değerlendirme Komitesi bu ölçütleri temel almak kaydıyla alt ölçütler geliştirebilir. Bu ölçütlerden hangilerinin hangi değerlendirme aşamasında kullanılacağına Değerlendirme Komitesi tarafından karar verilir.
1.2.4. Değerlendirme Komitesi tarafından yapılan 2. aşama değerlendirme neticesinde uygun bulunan proje önerisine sahip kuruluş ile Ar-Ge çalışmasına yönelik sözleşme imzalanır ve söz konusu kuruluş “Proje Yürütücüsü Kuruluş (PYK)” olarak adlandırılır. Değerlendirme Komitesi tarafından proje bütçesi incelenerek (projeyle ilgili olmayan giderler bulunması halinde bu giderler çıkarılarak) nihai proje bütçesi firmaya bildirilir. Ar-Ge çalışmasına yönelik sözleşme, firma ile anlaşılan nihai bütçe üzerinden yapılır.
1.2.5. Proje Yürütücüsü Kuruluş, Sözleşme ile birlikte Çağrı Dokümanı ve eklerini imzalayıp, onaylayarak proje başlangıç onayı verilmesi için TP’ye sunmalıdır.
1.2.6. Proje Yürütücüsü Kuruluş; Ar-Ge çalışması tamamlandıktan sonra, ‘Prototip Birim Maliyet Formu’nu proje aşamasında kullanılan ve seri imalat aşamasında eklenmeyecek gider kalemlerinin (proje kapsamında bir defaya mahsus alınan danışmanlık, hizmet alımları,
3

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
fikstür, kalıp, test standı gideri vb.) çıkarılması ve yüklenicinin kârının eklenmesi sonucu elde edilen ‘Birim Fiyatı’ belirledikten sonra doldurur.
1.2.7. Proje süresi, 15 ay ile sınırlıdır. Proje süresinde uzatma verilebilecek haller;a) Mücbir sebepler (doğal afet, kanuni grev, genel salgın hastalık, kısmı veya genel
seferberlik vb. gibi Proje Yürütücüsü Kuruluş kusurundan ileri gelmeyen durumlar)
b) Ayrıca TP’nin sözleşmenin ifasına ilişkin yükümlülüklerini (yer teslimi, projelerin onaylanması, ödenek yetersizliği, numune/prototip teslimi veya onayı, proje değişikliği onayı vb. gibi) Proje Yürütücüsü Kuruluşu’nun kusuru olmaksızın, öngörülen süreler içinde yerine getirememesi ve bu sebeple sorumluluğu Proje Yürütücüsü Kuruluşa ait olmayan gecikmeler meydana gelmesi ve işin süresinde bitirilememesi halinde, bu durumun taahhüdün yerine getirilmesine engel olması ve Proje Yürütücüsü Kuruluş’un bu engeli ortadan kaldırmaya gücünün yetmemiş bulunması kaydıyla Proje Yürütücüsü Kuruluş’un başvurusu üzerine durum TP tarafından incelenerek yapılacak işin niteliğine göre işin bir kısmına veya tamamına ilişkin süre uzatımı verilebilir.
1.3. Proje sonunda Proje Yürütücüsü Kuruluş “Ar-Ge Sonuç Raporu ”nu TP’ye sunmalıdır.
1.4. Proje Yürütücüsü Kuruluş, projeden elde edilen bilgi ve kazanımlarının sürekliliğinin sağlanması için her türlü bilgi, rapor ve belgeyi TP’ye sunmak zorundadır.
1.5. Projeye başlanmadan önce TP tarafından istenmesi durumunda, Proje Yürütücüsü Kuruluş sadece bu projede çalışacak Ar-Ge mühendislerini görevlendirmek zorundadır.
4

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
2. PROJE KABULÜ2.1.Çamur pompası prototip imalatına başlanmadan önce üretilecek prototiplerin bilgisayar
ortamında tasarım ve analizleri (Teknik Kısım’da detayları verilen) yapılacaktır. Bu tasarım ve analizler ile ilgili olarak derecesi en az yarımcı doçent olan bir öğretim görevlisinden proje ile ilgili destek alınacaktır.
2.2.Proje kapsamında yapılan tasarım ve analizlerin sonuçları TP’ye “ara raporlar” şeklinde sunulacaktır.
2.3.Bu analizlerin sonuçlarının uygun olması durumunda; proje tüm detaylı çizim, ölçüler ve analiz sonuç ve raporlarıyla beraber TP’ye sunulacak ve onay alınarak prototip imalatına başlanacaktır. Çağrı dokümanında belirtilen sayıda prototip imal edilecektir. Prototip imalatına başlanmadan önce Proje Yürütücüsü Kuruluş imalat aşamalarını da gösteren “Muayene ve Test Planı (ITP)”nı TP’ye sunmalı ve onay almalıdır.
2.4. İmalatı bitmiş, çalışır vaziyete getirilmiş olan prototip, Proje Yürütücüsü Kuruluşun imalat sahasında TP yetkilileri gözetiminde ilgili API standartlarında (API 7-K) bahsi geçen ve TP tarafından istenen ek testlere tabi tutulacaktır. İlgili API standardında (API 7-K) bahsedilen tüm testler, standarda uygun şekilde gerçekleştirilmelidir.
2.5. İlgili testlerin gerçekleştirilmesi için gerekli düzeneklerin tasarımı, imalatı ve hazır hale getirilmesi Proje Yürütücüsü Kuruluşun yükümlülüğündedir. Proje Yürütücüsü Kuruluş test düzeneklerini kendi imalat sahasına kuracaktır. Test düzeneklerinin imalatına başlamadan önce, bu düzeneklerin tasarım ve çizimleri TP’ye sunulup onay alınacaktır.
2.6.Projenin ilerleme aşamasında TP’nin öngördüğü periyodlarda (tasarım- analiz, prototip imalat, test-sertifikasyon başlıklarında) değerlendirme toplantıları yapılacaktır. Bu kapsamda Proje Yürütücüsü Kuruluş iş planına göre tasarım-analiz, prototip imalat, test-sertifikasyon başlıklarında yapılan işleri detaylı olarak anlatan “Ara İlerleme Raporlarını” sunacaktır. Ara İlerleme Raporları zamanında verilmezse TP projeyi iptal edebilir. TP yetkilileri toplantılar haricinde ara denetimler için Proje Yürütücüsü Kuruluş Ar-Ge ve imalat sahasını ziyaret edebilir. Projenin ilerlemesi teknik, idari ve mali açılardan izlenecek ve denetlenecektir.
2.7.Ara İlerleme Raporlarının incelenmesi ve yapılan ara denetimler sonucu kontrol grubunun uygun görmesi halinde dönemsel ödeme yapılır. Bir sonraki başlığa geçilebilmesi, proje planına göre yürürlükteki başlığın başarıyla tamamlanmasına bağlıdır.
2.8.Sunulan projenin; amaç, yöntem, kapsam ve hedeflerden saptığı veya proje planına uygun yürütülmediği Kontrol Grubu tarafından tespit edilmesi durumunda TP tarafından proje iptal edilir.
5

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
2.9. İmalat atölyesindeki testler başarıyla sonuçlanıp, istenen sertifikalar (API, ASME vb.) alındıktan sonra prototip TP arama ve üretim sahalarına gönderilerek deneme sürecine tabi tutulacaktır. Prototiplerin arama ve üretim sahalarına nakliye ve geri dönüş masrafları Proje Yürütücüsü Kuruluşa aittir. Arama ve üretim sahalarında kurulum için gerekli olabilecek vinç, forklift vb. araçlar TP tarafından sağlanacak; ancak kaynakçı, elektrikçi vb. personel desteği verilmeyecektir.
2.10. Belirlenen deneme süreci sonunda TP personelinden oluşan Kontrol Grubu (proje sorumlusu ve kullanıcı ünite elemanı) tarafından ürünün çalışma sonuçları rapor haline getirilecek ve raporun olumlu olması durumunda proje onayı verilerek proje tamamlanacaktır.
2.11. Kontrol grubundan gelen raporda, projeyi geliştirme yönünde uygun tavsiyeler var ise prototip bu yönde düzeltilip iyileştirilmelidir ve gerekirse bu revizyonlardan sonra tekrar test edilmelidir.
2.12. Deneme süreci başarılı olmazsa, Proje Yürütücüsü Kuruluş prototipleri teslim alıp hatanın ne olduğunu, hatanın kaynağını ve nasıl giderileceğini belirten detaylı bir rapor hazırlayacaktır. Proje Yürütücüsü Kuruluş hesaplamaları düzeltip, analizleri tekrarlayarak düzeltilmiş projeyi TP’ye sunacaktır. Yeni bir prototip imalatı yapılarak veya mevcut prototipdeki sorun giderilerek aynı süreç tekrarlanacaktır.
2.13. Yukarıda bahsedilen süreçlerin sonunda ya da herhangi bir aşamasında başarısızlık ve/veya duraksama olması durumlarında “Haklar” bölümünde bahsedilen maddeler uygulanır.
2.14. Proje tamamlana kadar tüm süreçlerde gerçekleştirilen başarılı-başarısız olan tüm testler, hesaplamalar, tasarımlar, analizler, detaylı teknik resimler, imalat resimleri, 3D çizimler (elektronik ve kağıt ortamında), ITP ve tüm ara ilerleme raporları Ar-Ge Sonuç Raporuna eklenmeli ve proje tamamlandığında tüm çalışmaları içeren bir Ar-Ge dosyası oluşturulup TP’ye teslim edilmelidir. Projenin iptal edilmesi durumda da bu dosya Proje Yürütücüsü Kuruluş tarafından hazırlanıp TP’ye teslim edilmelidir.
2.15. Proje imalat, malzeme, proje hesabı, dizayn ve testler yönünden TP’yi hiçbir surette bağlayıcı nitelikte değildir. Bunlardan doğacak kusur ve her türlü mesuliyet Proje Yürütücüsü Kuruluşa aittir. TP tarafından verilen proje onayı sadece bir sonraki aşamaya geçmek içindir.
6

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
3. HAKLAR3.1.Projelerin tüm kullanım hakları TP’ye ait olacaktır.
3.2.Ar-Ge projesi kapsamında geliştirilen prototipin uygun bulunması halinde, Proje Yürütücüsü Kuruluşun Ar-Ge teknik bilgi birikiminin korunması ve imalat sürekliliğinin sağlanması amacıyla ileriki yıllarda aynı kapsamdaki alımlar (Türkiye Petrolleri Anonim Ortaklığı Mal Ve Hizmet Alım İhale Yönetmeliği 26. maddesinde belirtildiği üzere) azami 5 yıla kadar Ar-Ge çalışmasını gerçekleştiren Proje Yürütücüsü Kuruluştan temin edilebilecektir.
3.3.Belirtilen 5 yıl boyunca yapılacak alımlar Proje Yürütücüsü Kuruluşun belirlediği ‘Birim Fiyat’ üzerinden yapılacaktır. Bu süre zarfında Proje Yürütücüsü Kuruluş ürünün satışında ‘Üretici Fiyat Endeksi’ (ÜFE) kadar zam yapabilecektir. ÜFE artışının üzerinde bir artış yapılması durumunda veya ürün kalitesinin düşmesi durumunda TP proje kullanım haklarını devreye sokarak imalatı başka bir firmaya yaptırma hakkına sahiptir. Ürün kalite değerlendirilmesi uygun bulunan prototip baz alınarak yapılacaktır.
3.4.Proje Yürütücüsü Kuruluş TP’den izin alarak proje kapsamındaki ürünlerin imalatını yaparak başka kurum ve kuruluşlara satabilir.
3.5.Proje Yürütücüsü Kuruluşun kusurları veya ihmalleri nedeniyle projenin öngörülen amaç, yöntem, kapsam ve hedefe uygun yürütülmediği, proje sürecinin öngörülen proje planına göre yürütülmediği ve/veya etiğe aykırı davranışların yapıldığı tespit edilen projeler TP’nin kararıyla iptal edilir. İptal edilen proje için, sadece kontrol grubu tarafından uygun bulunan dönem için ödeme yapılır, uygun bulunmayan dönemler için bir ödeme yapılmaz. İptal işlemi projenin herhangi bir dönemi içerisinde yapılabilir.
3.6.Kusuru bulunan Proje Yürütücüsü Kuruluşlara üç (3) yıla kadar herhangi bir Ar-Ge projesinde görev verilmez.
3.7.Ar-Ge Sonuç Raporu değerlendirilmesi sonucu, Proje Yürütücüsü Kuruluş kusuru olmaksızın, proje önerisinde belirtilen hedeflere ulaşılamaması veya hedefe ulaşılsa bile elde edilen çıktıların kalite, performans veya ekonomik açıdan yeterli olmaması durumunda proje TP kararı ve onayıyla yürürlükten kaldırılır. Yürürlükten kaldırılan proje için, kontrol grubu tarafından Ar-Ge Sonuç Raporuna göre uygun bulunan ödemeler yapılır.
3.8.Projenin yürürlükten kaldırılması veya iptal edilmesi durumlarında projede üretilen bilgi ve kazanımın sürdürülebilirliği dikkate alınarak yeniden proje çağrısı yapılabilir. İptal edilen projeden elde edilen tüm bilgi TP’ye aittir ve bu bilgileri projeyi alan yeni Proje Yürütücüsü Kuruluşa aktarır.
7

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Bu çağrıya bir önceki projede başarısız olan ve/veya cezalı Proje Yürütücüsü Kuruluşlar başvuramaz.
4. ÖDEMELER4.1.Ar-Ge çalışmasının bütçesi, sözleşmede belirtilen nihai bütçedir. Projedeki gerçekleşmeler
neticesinde kontrol grubu tarafından uygun bulunan giderlere yönelik ödemeler 3 dönem halinde yapılacaktır. Ayrıca TP tarafından talep edilen ek revizyonlar için de ilave ödeme yapılabilir.
4.2.Bu proje için avans verilmeyecektir.
4.3.Projeye yönelik ödemeler, iş paketleri dikkate alınarak 3 dönem halinde yapılacaktır. Proje planında 3 den fazla iş paketi olabilir fakat iş paketleri tasarım-analiz, prototip imalatı, test-sertifikasyon başlıklarında değerlendirilecektir. Proje Yürütücüsü Kuruluşa; iş planına göre, ödemelerin yapılacağı dönemler sözleşmede ayrıca belirtilir.
4.4.Proje önerisi kabul edilen Proje Yürütücüsü Kuruluş bu üç başlıkta ara ilerleme raporu sunacaktır. Ara İlerleme Raporları proje için yapılan masrafları da içermelidir ve yapılan işlemlerin maliyetini kalem bazında göstermelidir.
4.5.Ara İlerleme Raporları üzerinde Kontrol Grubu tarafından gerçekleşmelere yönelik yapılan inceleme neticesinde uygun bulunan harcamalar için ödemeler dönemsel olarak yapılacaktır.
1. Dönem: Projenin hesap, tasarım ve analizleri bittiği zaman toplam proje tutarının maksimum %20’si,
2. Dönem: Prototip imalatı tamamlanıp, Proje Yürütücüsü Kuruluşun imalat atölyesinde gerekli testler gerçekleştirildikten sonra toplam proje tutarının maksimum %50’si,
3. Dönem: Arama ve üretim sahalarında istenen deneme süresi tamamlanıp, istenilen sertifikalar alınarak (API, ASME vb.) proje tamamlandığı zaman geri kalan tutar Proje Yürütücüsü Kuruluşa ödenir.
4.6.Prototipin arama ve üretim sahalarında deneme süreci sonunda bu dokümanın Teknik Kısmında yer alan şartlar sağlanamazsa (Madde 2.13) Proje Yürütücüsü Kuruluş prototip üzerindeki sorunları giderecektir. Proje Yürütücü Kuruluş kaynaklı bu düzeltmeler için ek bir ödeme yapılmayacaktır.
4.7.Yürürlükten kaldırılan projeler için TP tarafından uygun bulunan masraflar için Proje Yürütücüsü Kuruluşa ödeme yapılır.
4.8. İptal edilen projeler için, sadece iptal dönemine kadar yapılan ve TP tarafından uygun bulunan ödemeler yapılır.
8

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
4.9.Arama ve üretim sahalarında deneme süreci sonunda, TP tarafından proje çıktısının işlevini ve performansını arttırmaya yönelik ilave olarak revizyonlar istenebilir. Talep edilen bu revizyonlar için ek ödeme yapılabilir.
5. GARANTİProje Yürütücüsü Kuruluş başarı ile tamamlanan projelerin onay tarihinden itibaren 2 yıl boyunca kullanma hatası hariç kusurlu işçilik, imalat hatası, konstrüksiyon ve montaj hatası veya yanlış malzeme kullanılmasından dolayı meydana gelecek her türlü arızaları gidermeyi, bu nedenle arızalanan parçaların yenisini bedelsiz olarak vermeyi, bu süre zarfı içinde servis hizmeti vermeyi kabul ve garanti edecektir.
9

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
B – TEKNİK KISIM
6. KULLANIM AMACIÇamur pompaları, çamur tanklarında önceden hazırlanmış olan sondaj sıvısını (çamurları) sondaj kuyusuna pompalamak amacıyla kullanılır. Çamur pompaları sondaj işleminin en önemli elemanlarından biridir. API standartlarına ve güvenlik kurallarına göre sondaj esnasında çalışır durumda olan en az iki çamur pompası olmalıdır. Bu proje kapsamında “Triplex Mud Pumps” olarak tabir edilen, üç piston ile basma işlemini yapan pompaların “Fluid End” kısımlarının imalatı amaçlanmıştır. Fluid End kısmı kısaca pompalanın çamuru pompa içine alıp basınçlandırarak dışarıya, sondaj kuyusuna, verdiği bölümüdür.
7. TEKNIK ÖZELLİKLER Çamur pompası tasarım ve imalatı API Spec. 7-K ‘ye uygun olarak yapılacaktır. Teknik
özellikler kısmında belirtilen şartlar API Spec. 7-K’den alınmış olup, bu kısımda belirtilmemiş dahi olsa API Spec 7-K’de geçen özellikler imalatçı firma tarafından yerine getirilecektir. İmalatçı firmanın API Spec. 7-K konusunda sertifikası varsa, teklif mektubu ekinde verecektir. API Spec. 7-K sertifikası olmayan firmalar proje tamamlanana kadar bu sertifikayı almaya hak kazanmakla yükümlüdür. Sertifika almak için başvuru ve takip süreci firmanın sorumluluğundadır. Sertifikalandırma ile ilgili ücretler masraf olarak belirtilebilir. Sertifikaları almak için proje süresine ek süre verilmeyecektir.
Çamur pompalarının ağır saha şartlarında kullanılacağı göz önünde bulundurularak tasarımı yapılmalıdır. Tasarım, malzemelerin dayanımı ve ömürleri ağır çalışma şartlarına uygun olmalıdır.
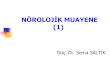
Triplex çamur pompalarının fluid end kısmı ve parça isimleri Şekil 1’de gösterilmiştir. İmalatı yapılacak olan fluid end kısımları, National (NOV) markasının 12P 160 ve Drilmec markasının 12 T1600 pompalarının power end kısımlarına uyumlu olacak şekilde tasarlanmalıdır. Bahsi geçen pompanın hızı (stroke sayısı) dakikada 0 ile 120 arasında, giriş gücü ise maksimum 1600 HP ile 533 HP arasındadır. Bir fluid end, 3 fluid end modülünün birleşmesinden oluşmalıdır. Fluid end modüller emme ve basma olmak üzere iki kısımdan oluşmalıdır.
Triplex çamur pompaları 4 ½, 5, 5 ½, 5 ¾, 6, 6 ¼, 6 ½, 6 ¾, 7 ve 7 ¼ inches değiştirilebilir gömlek çaplarında çalışabilir olarak imal edilecektir. Üretilecek pompa, kullanımda olan gömlek çapına bağlı olarak 5000 PSI ile 3200 PSI çalışma basıncını ve 99 galon/dk (375 litre/dk) ile 772 galon/dk (2922 litre/dk) basma debisini sağlayabilmelidir. Verilen değerler %90 mekanik verim %100 hacimsel verim kabul edilerek hesaplanmıştır. Bu değerler mevcut pompa verilerine paralel olarak belirlenmiş olup, tasarımı yapılacak olan pompa bu değerlerden daha iyi veriler sunabilir.
10

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Şekil 1: Triplex Çamur Pompalarının Fluid End Kısmı
Tek yönlü çalışan pompalar (Triplex Pompalar) için piston ve piston kolu (piston rod) ile ilgili standartlar API Spec 7-K’de Tablo 11 (İdari ve Teknik Şartname Tablo 1) ve Şekil 14’de (İdari ve Teknik Şartname Şekil 2) belirtilmiştir. Çamur pompası tasarım ve imalatı belirtilen standartlara uygun olarak yapılmalıdır.
Diş bağlantıları ile ilgili standartlar API Spec 7-K’de Tablo 11’de (İdari ve Teknik Şartname Tablo 1) belirtilmiştir. Diş ölçüleri ve tipleri tabloda belirtilen UN/UNC (Unified Inch Screw Thread) standardına uygun olarak üretilecektir. Diş kontrolleri ANSI/ASME B1.2 standardına uygun olarak “Class X” ölçme aleti ile yapılacaktır.
Diş konikliği ve mastarların uyması gereken standartlar ve toleranslar API Spec 7-K Tablo 15, 16, 17, 18 ve 19’da belirtilmiştir. Tasarım ve üretimler belirtilen standartlara uygun olarak yapılacaktır.
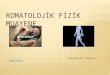
Tek yönlü çalışan pompaların pistonlarının Şekil 2’de gösterilen M ve N omuzları merkezden maksimum 0.03 mm sapma içerisinde olacak şekilde, P omzu ise merkezden maksimum 0.13 mm sapma içerisinde olacak şekilde kare kesitli olmalıdır.
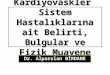
Çamur pompaları “Valve Pot” (Mod 7) dizaynı API Spec 7-K’de Tablo 14’de (İdari ve Teknik Şartname Tablo 2) verilen ölçülere uygun olarak yapılacaktır. Şekil 3’de valve pot ile ilgili ölçüler gösterilmiştir.
11

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Şekil 2: Tek yönlü basma yapan Triplex Pompaların Piston kolu ve gövdesinin gösterimi
Piston ve Rod
Bağlantı Numarası
BağlantınınNominal
Çapı (mm)
RodÇapı
A
Rod SapıUzunluğu± 1.6 mm
B
Diş Başlangıcıile Omuz
Arası UzunluğuMaksimum (mm)
C
Omuz Çapı
± 1.6 mmD
DişStandartı
PistonBore (mm)
SA-2 25,4 106,4 38,1 50,8 1-8UNC-2A 25,4
SA-4 38.1 A 138,1 47,6 82,6 1 ½ -8UN-2A 38,1
Tablo 1 : Tek yönlü çamur pompaları piston kolu ve gövdesi ölçüleri. (A, B, C, ve D olarak kodlanan kısımlar Şekil 2’de gösterilmiştir.)
12
1 Omuz N, piston omzu, rod sonu2 Sızdırmazlık elemanı, ölçüleri üretici belirleyecektir3 Piston4 Omuz P, piston omzu, diş sonu5 Omuz M, piston omzu6 Diş gerilimi alma, detayları üretici belirleyecektir7 Son diş

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Şekil 3: Çamur pompası valve pot gösterimi. (API Spec 7K Figure 21) Şekilde belirtilen A,B, C, D, E, F, G, J, L, M, N ölçüleri Tablo 2’de belirtilmiştir.
PotSize
A (mm) B/m
C (mm
)
D (mm)
E (mm
)
F (mm)
G (mm)
J (mm)
L (mm
)
M (mm
)
N (mm)
1 73 166,7 25,4 82,6 Solid 44,5 Solid 57,2 25,4 63,5 63,5
2 85,7 166,7 28,6 95,3 20,6 57,2 85,7 63,5 44,5 76,2 82,6
3 98,4 166,7 31,8 108 20,6 63,5 95,3 66,7 44,5 76,2 88,9
4 111,1
166,7 34,9 120,
7 20,6 69,9 104,8 69,9 50,8 76,2 95,3
5 127 166,7 38,1 136,
5 33,3 76,2 123,8 79,4 69,9 95,3 108
5,5 136,5
166,7 41,3 146,
1 33,3 82,6 133,4 85,7 69,9 95,3 114,
3
6 142,9
166,7 44,5 152,
4 33,3 82,6 133,4 85,7 69,9 95,3 114,
3
7 158,8
166,7 50,8 168,
3 33,3 88,9 142,9 95,3 69,9 95,3 120,
7
8 177,8
166,7 57,2 187,
3 33,3 95,3 152,4 98,4 69,9 95,3 127
9 196, 166, 63,5 206, 33,3 101, 161, 104, 69,9 95,3 133,13

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
9 7 4 6 9 8 4
10 215,9
166,7 73 225,
4 33,3 108 171,5
123,8 69,9 95,3 139,
7
11 241,3
166,7 82,6 250,
8 33,3 114,3 181 136,
5 69,9 95,3 146,1
Tablo 2 : Çamur Pompası Valve Pot Ölçüleri (A, B, C, D, E, F, G, J, L, M ve N olarak kodlanan kısımlar Şekil 3’de gösterilmiştir.)
Valve-pot spring bağlantı bölümü ölçüleri Şekil 3’de L, M ve N olarak gösterilmiştir.Bu ölçüler Pot ölçüsüne (pot size) göre Tablo 2’de listelenmiştir.
Çamur pompalarının gömleklerinin (liner) iç çap artış oranları API Spec 7K’ye göre iki şekilde standartlaştırılmıştır:a) İç çapı 152.4 mm ve 152.4 mm’den büyük olan gömleklerin çapları 6.35 mm (1/4 inches)
ve katları olarak artırılır.b) İç çapı 152.4 mm’den küçük olan gömleklerin çapları 12,7 mm (1/2 inches) ve katları
olarak artırılır. Çamur pompalarının gömleklerinin üretimi ile ilgili toleranslar API Spec 7-K Figure 22’de (İdari
ve Teknik Şartname Şekil 4) gösterilmiştir. Buna göre iç çap toleransı +0.130 mm (0.005 in); -0 mm’dir. Ayrıca piston giriş bölgesi pah kırma işlemi (chamfer) ile ilgili ölçüler Şekil 4’te gösterilmiştir.
Çamur pompalarının gömlekleri belirtilen toleranslar içerisinde bimetal olarak üretilecek olup, dış kısımda kalan malzeme 1040 ya da 1050 çeliği, iç kısımda kalan malzeme Xcr23 olacaktır.
Çamur pompalarının tüm kaynak işlemleri ASME BPVC, Section IX, AWS D1.1 ve/veya ASTM A488 standartlarına uygun olarak yapılmalıdır. Kaynak işlemleri bahsi geçen standartlara ya da BS EN 287 standardını sağlayan elemanlar tarafından yapılmalıdır.
141 Piston giriş bölgesi2 Gömlek iç çapı
a Nominal çap toleransı= +0.130; - 0mm

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Şekil 4: Çamur pompası gömleği
Triplex pompaların piston kollarının crosshead (piston başı) ve piston hub (piston göbeği) arasındaki bağlantılar ve bu bağlantıların toleransları Şekil 5’de gösterilmiştir.
Şekil 5: Çamur pompası piston kollarının crosshead (piston başı) ve piston hub (piston göbeği) arasındaki bağlantısı ve bu bağlantının toleransları
Triplex pompaların basınç subapları (pressure relief valve) tam açılır tipte olmalıdır. Subapların maksimum çalışma basıncı, pompanın maksimum çalışma basıncı değerinden %10
15
1 Yüzey çapı
a Kontak halindeki düz yüzeyler ile crosshead uzantısı (crosshead extension) rod merkezine göre dik açılı olmalıdır. Burada belirtilen tolerans “a” ile gösterilmiş ve 0.0005m/m olarak verilmiştir.
b Pilot çapı ile rodun teorik çapı arasındaki eş merkezlilik toleransı maksimum 0.13 mm olmalıdır.

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
fazla olmalıdır. Subaplar boşaltma/basma (discharge) hattına monte edilmeli ve tam kapasiteli olarak açıldığında pompa basıncını tamamen sıfırlayabilecek kapasitede olmalıdır. Boşaltma subapları, discharge strainer’ın pompa tarafına monte edilmeli etrafında hiç bir engelleyici parçanın olmamasına dikkat edilmelidir.
Basınç boşaltma hattının sonu (relief valve discharge line) mümkünse besleme tankına bağlanmalıdır. Bu hat hiç bir koşulda emme hattında sonlandırılmamalıdır. Hat, boşaltma subabı bağlantı borusu ile aynı çapta veya bu bağlantı borusundan daha geniş olmalıdır. Hat boyunca akışa engel olabilecek hiç bir parça bulunmamalıdır.
8. BİLGİLENDİRME ALANI
İmal edilen çamur pompaları fluid end bölümleri üzerinde kolayca okunabilecek uygun bir yerinde ISO 10424-1 standardına uygun olarak aşağıdaki bilgileri içeren bir bilgilendirme alanı konulacaktır. Bu alan “cast” “die stamp” ya da “milled lettering” yolu ile işlenecektir.
-İmalatçı firma adı
-Üretim tarihi
-Model
-Valve pot ölçüleri
-Piston ve Piston Rod çapı/boyutları
-Standart gömlek ölçüsü, değiştirilebilir gömlek ölçüleri
-API 7-K standartına uygun olarak üretildiği
9. ANALİZ MUAYENE VE TESTLER
Üretimi yapılan çamur pompaları “Fluid End” kısımları şartnamede belirtilen teknik özelliklerinin tamamı eksiksiz bir şekilde kontrol edilecektir. TPAO tasarım ve imalat sırasında projeyi, malzemeleri, sertifikasyonları ve montaj tekniklerini denetleyebilir. Şartnameye aykırı gördüğü durumların oluştuğunu tespit ettiği noktalarda idari şartname hükümlerine göre hareket eder.
İmalat öncesinde firma çamur pompalarının fluid end tasarımlarını ve yapılan tasarımların mukavet ve akış analizlerini yapmakla yükümlüdür. Bu tasarım ve analizler için derecesi yardımcı doçent ve üzeri olan bir öğretim görevlisinden destek alınmalıdır.
İmalat sonrasında firma API 7-K ‘de geçen çamur pompaları ile ilgili bütün testleri yapmakla ve yapılan testlerin sonuçlarını TP’ye rapor halinde sunmakla yükümlüdür.
Tüm testler 20 ˚C (68 ˚F) sıcaklıkta yapılmalıdır.
16

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
9.1HİDROSTATİK TEST İLE BASINÇ VE SIZDIRMAZLIK KONTROLÜ
Çamur pompalarının yüksek basınca maruz kalan parçaları, gömlek, piston rod, keçe, salmastra, burç ve bağlayıcı elemanlar, çalışma basıncının 1,5 katı basınçta test edilmelidir. Testler TP yetkileleri nezaretinde yapılmalıdır.
Tüm testler boya ve kaplama işlemleri öncesinde tamamlanmalıdır.
Çamur pomplarının döküm yolu ile üretilen parçaları çalışma basıncının 2 katı basınçta test edilmelidir.
Hidrostatik basınç testi API Spec 7-K’de belirtilen standartlara uygun olarak yapılmalıdır. Testler iki seferde tamamlanmalıdır. Herbir sefer dört aşamadan oluşmaktadır. Testler esnasında kalibre edilmiş basınç ölçerler ve ölçüm aletleri kullanılmalıdır. Herbir test tarihi ve oluşturulan grafikler kayıt edilmelidir. Test öncesi gövde tamamen temizlenmeli ve kurulanmalıdır. Test aşamaları aşağıda tarif edildiği gibi yapılmalıdır.
a) Birincil basınç; istenilen basınç seviyesine ulaşıldıktan sonra bu basınç seviyesinde minimum 3 dakika boyunca durulmalıdır.
b) Birinci aşamanın tamamlanmasının ardından basınç tamamen sıfırlanmalıdır.c) Dış gövde tamamen kurulanmalıdır.d) İkincil basınç; “a” şıkkında belirtilen şartlar tekrarlanmalıdır.
Test sonunda herhagi bir kaçak ve/veya deformasyon olup olmadığı kontrol edilmelidir.
9.2 TAHRİBATSIZ MUAYENE İŞLEMİ
Tüm ulaşılabilir yüzeyler en son talaşlı/talaşsız işlemi ve ısıl işlemi takiben tahribatsız muayeneye tabi tutulmalıdır. Malzemeler yükleme testine (load test) tabi tutuluyorsa, tahribatsız muayene işlemi bu testten minimum 24 saat sonra yapılmalıdır. Pompa parçaları gerek görülen durumlarda parçalara ayrılıp, tahribatsız muayene işlemini takiben tekrar monte edilmelidir. Tahribatsız muayene öncesinde yüzey boya ve kaplamalardan tamamen arındrılmalıdır.
Tahribatsız muayene testleri, “American Society” nin “Recommended Practise No. SNT-TC-1A” ya da ISO 9712 ye uygun olarak yapılacaktır. Testleri yapacak NDT personeli en az seviye 2 sertifikasına sahip olmalıdır. Testlerin talimatları ve sonuçları ASNT SNT-TC-1A standardına göre seviye 3 sertifikasına sahip muayene memuru tarafından onaylanmalıdır.
İmalata geçmeden önce tüm malzemelere ve dövme yoluyla işlenmiş malzemelerin %100’üne, ASTM E428 ve ASTM A388 veya ASME BPVC, Section V, Subsection A, Article 5, ve Subsection B, Article 23 standartlarına uygun olarak ultrasonik muayene (UT) çatlak kontrolü yapılacaktır. Kabul ve red kriteri bahsi geçen standartlara uygun olarak belirlenmelidir. API Spec 7-K’ye göre dövme yoluyla elde edilen parçaların kabul kriteri aşşağıda belirtilmiştir:
a) 5 mm ve 5 mm’den büyük olan belirtiler red sebebidir,b) 40 cm2 alan içerisinde 10 dan fazla belirti red sebebidir,c) Aralarında 2 mm’den az mesefe olan 3 adet çizgi şeklindeki ilişkili belirti red
sebebidir,17

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
d) Basınca maruz kalan alanlarda, diş diplerinde ya da dişlerde gerilim giderme işleminin yapıldığı alanlardaki tüm hatalar red sebebidir.
Ferro manyetik parçalar, ASME BPVC, Section V, Subsection A, Article 7, ve Subsection B, Article 25, ya da ASTM E709 standartlarına uygun olarak “Manyetik Parçacık Muayene Methodu” ile kontrol edilmelidir.Talaşlı işleme yoluyla işlenmiş yüzeyler manyetik parçacık, ıslak florışıl metodu (wet fluorescent method) ile muayene edilmelidir.
Ferro manyetik olmayan parçalar ASME BPVC, Section V, Subsection A, Article 6, ve Subsection B, Article 24, ya da ASTM E165 standartlarına uygun olarak “Penetrant Muayene Methodu” ile kontrol edilmelidir.
Döküm parçalarda bulunan hataların kabul kriteri ASTM E125 e uygun olarak belirlenmelidir. (Örnek kontrol Tablosu API Spec 7-K Tablo 4’te gösterilmiştir.)
Ultrasonik muayene yöntemi ile kontrol edilen döküm parçaların yüzeyden 50 mm derinliğe kadar olan kısımlarının kabul kriteri SA-609 in ASME BPVC, Section V, Subsection B, Article 23, Quality Seviye 1’e göre belirlenmelidir. 50 mm’nin altındaki derinlikler için Seviye 3 kabul şartları uygulanmalıdır. 25 mm ya da parça deriniğinin yarısına kadar olan hatalar (hangi derinlik daha küçükse o derinlik esas alınır) red sebebidir.
Kaynak işlemlerinin %100’üne AWS (American Welding Soceity) QC1 standardına (veya eşdeğer standardına) uygun bir şekilde muayene işlemi yapılmalıdır. Kaynak alanlanlarının tamamı ve komşu yüzeylerin 13 mm’lik kısımları tahribatsız muayene yöntemi ile muayene edilmelidir. Hacimsel muayeneler radyografik ya da ultrasonik muayene yöntemi kullanılarak yapılabilir. Kaynaklarda ultrasonik muayene işlemi ASME BPVC, Section V, Subsection A, Article 5 standardına, radyografik muayene işlemi ASME BPVC, Section V, Subsection A, Article 2 standardına uygun olarak yapılmalıdır. Aşağıda listelenen belirtiler red sebebidir:,
a) Lineer hataların tamamı (boyu eninin 3 katına eşit veya büyük olan belirtiler), b) İlk 17 mm’lik derinlikte çapı 4 mm’den büyük olan dairesel belirtiler,c) 17 mm’den derinde bulunan çapı 5 mm’den büyük olan dairesel belirtiler,d) Aralarında 2 mm’den az mesafe bulunan 3 den fazla bağlantılı belirtiler.
Kontrol raporları Ortaklığımıza verilecek ve muayene işlemleri Ortaklığımız teknik elemanları nezaretinde yapılacaktır. Firma bu kontrolleri yapabilecek ekipmanları olmaması durumunda dışarıdan bir firmadan destek alarak kontrolleri tamamlayabilir ancak bünyesinde ilgili muayene ile ilgili en az seviye 2 sertifikaya sahip bir personel barındırmalıdır.
9.3 GÖZLE MUAYENE
Çamur pompası ve ekipmanlarının %100’ü gözle muayene edilecektir. Döküm yolu ile üretilmiş parçaların MSS SP-55 standartına uygunluğu ayrıca kontrol edilmelidir.
18

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Tüm kaynak işlemleri ASME BPVC, Section V, Subsection A, Article 9’a uygun olarak göz ile muayene edilmelidir.
9.4 BOYUT VE TOLERANSLARIN KONTROLÜ
Çamur Pompası Fluid End kısmı parçalarının %100’ü imalat/tasarım resminde verilen boyut ve toleranslara uygun yapılıp yapılmadığı kontrol edilecektir.
İmalatçı firma her bir diş tipinin kontrolü için API Spec 7 ve API Spec 5’e uygun olarak üretilmiş sertifikalı mastarları temin etmekle yükümlüdür. Bu mastarlar API Spec 7-K’de belirtildiği üzere düzenli olarak kalibre edilmelidir. Bu mastarlar ortaklığımız teknik elemanlarınca kontrol edilerek uygunluğu onaylandıktan sonra imalat kontrolünde kullanılacaktır.
9.5 MALZEMENİN MEKANİK ÖZELLİKLERİNİN KONTROLÜ
Parçaların imalatında kullanılan malzemelerin “Malzeme Sertifikası” olmak zorundadır. Bu sertifika(lar) imalata başlamadan önce ve imalatların kontrolleri esnasında TPAO yetkililerine sunulmak üzere hazır bulundurulmalıdır. Sertfikalar şartnamenin teknik özellikler kısmında belirtilen bütün mekanik özellikleri içinde barındırmalıdır. TPAO yetkilileri gerek gördüğü durumlarda ek test ve muayeneleri yapabilir veya gerek görülen testleri üçüncü bir kurumda yaptırabilir.
9.6 İMALATIN KONTROLÜ
Ortaklığımızca görevlendirilecek teknik elemanlar, imalatın her safhasında işi kontrol edebileceklerdir. Bu kontrollerde işin şartname hükümlerine uygun olarak yapılmadığı görülürse imalat hemen durdurulabilecektir.
İmalat kontrolü kapsamında imalatın teknik resme/tasarıma uygun olarak devam edip etmediği, malzeme sertifika ve mekanik özellik kontrolleri yapılabilecektir.
9.7 BÖLGE SAHASINDA TEST EDİLMESİ
Madde 9’da belirtilen testleri başarı ile geçen prototip, TP arama ve üretim bölge sahasına gönderilip burada 4 ay denenerek çalışma fonksiyonları kontrol edilecektir.
10. KATALOG ve EĞİTİMLER10.1. Teslimat sonrasında imalatçı firmanın yetkili personeli tarafından kullanıcı
personelimize ilgili bölge müdürlüklerinde kullanım ve bakım eğitimi verilecektir.10.2. İmalatçı firma Çamur Pompası Fluid End parçaları ile ilgili tüm detayları gösterir
şekilde hazırlanmış işletme ve bakıma yönelik kataloglardan 3’er adet Batman, Adıyaman, Trakya ve Ankara bölgelerine teslim edecektir. Ayrıca bu kataloğun dijital kopyası da Ortaklığımıza teslim edilecektir.
10.3. İmalatçı firma Çamur Pompası Fluid End imalatında kullanılan bütün malzemelerin sertifikalarını ve bütün sarf malzeme ve ekipmanların belgelerini bir kalite dosyası içinde TP yetkililerine sunacaktır. Kalite dosyasında aşağıda belirtilen kayıtlar bulunmalıdır: Pompa üzerine özellikleri işlenen parçaların seri numaraları ve tanımlamaları
19

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Montaj resimleri Kritik/hassas olarak tabir edilen bölge ve parçaların yıpranma paylarını ayrı olarak
gösteren teknik çizimler Üretilen parçanın nominal kapasitesini gösteren belgeler Kullanılan parçaların listesi ve teknik resimleri İmalatta kullanılan saç, kauçuk vb malzemelerin ayrıntılı tanımları (cinsi) ve sertifikaları Isıl işlem gören parçaların listesi ve ısıl işleme ait detaylı kayıtlar Malzemeye yönelik testlerin kayıtları Tahribatsız muayene testlerinin kayıtları Performans/yükleme/hidrostatik testlerine ait kayıtlar Kaynak işlemleri için hazırlanan kaynak projeleri ve imalatta kullanılacak kaynak
yöntemlerinin her biri için WPS’ler, kaynak işlemi spesifikasyonları (Welding Procedure Specification), kalite dosyası içinde TP yetkililerine sunulacaktır.
10.4. İmalatçı firma aşağıdaki kılavuzları ve katalogları hazırlayıp vermelidir: Bakım kılavuzu: Hangi periyod ile hangi işlemler yapılacak (yağlama vs.) belirtilmelidir.
Örneğin: hangi parçalar hangi periyod ile değiştirilecek vs. Yapılacak işlemler teknik resimlerle anlatılacaktır. (yağlama noktaları gösterilecek; parça değişimleri için sökme ve takma işlemleri tek tek anlatılacak vs.)
Kullanım kılavuzu. Yedek parça kataloğu: Yedek parçaları seri numaraları ile gösteren bir yedek parça
kataloğu hazırlanmalıdır.
11. NAKLİYE VE TESLİMAT11.1. Paketleme ve kutulama endüstri standartlarında olmalıdır. Kullanım öncesi pas ve
malzeme deformasyonunu önleyici tedbirler nakliye sırasında alınmalıdır.11.2. Bütün taşıma kutuları tahtadan olmalıdır. Kutuların dışı plywoodla
sağlamlaştırılmalıdır. Kutularda açma ve kapama için menteşeli kapak bulunmalıdır. Kutu içerisindeki tüm nem alınacak ve nemden koruma amaçlı yalıtım yapılacaktır. Daha sonrasında kapak kapatıldıktan sonra kutular metal şeritlerle sarılmalıdır.
11.3. Tüm parçaların box ve pin dişleri greslenmeli ve paslanmyı önleyici yağlarla kaplanmalıdır. Pin kısımları için dişlerde nakliye sırasında oluşabilecek ezilmeleri önlemek amacıyla plastik veya çelik tip koruyucu kaplar kullanılmalıdır. Parçaların boyutlarına göre 1 ile 3 adedi bir sandığa konarak sevk edilecektir. Aynı sandıkta nakledilen parçalar arasında dolgu maddesi kullanılarak, taşıma sırasında oluşacak zararlar en aza indirilmelidir.
11.4. İmalatı ve kontrolleri yapılarak teslime uygun bulunan parçaların nakliye bedeli imalatçı firmaya ait olmak üzere Türkiye Petrolleri A.O. Batman ve Adıyaman Bölge Müdürlüklerine teslim edilecektir.
20

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
12. STANDARTLAR
API Spec 7-K - API SPECIFICATION 7K FIFTH EDITION, Drilling and Well Servicing Equipment, JUNE 2010
API Spec 5B - Specification for Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads
ASME B1.2 - Gages and Gaging for Unified Inch Screw Threads
ISO 148 - Steel—Charpy impact test (V-notch)
ASTM A370 - Standard Test Methods and Definitions for Mechanical Testing of Steel Products
ASTM A388 - Standard Practice for Ultrasonic Examination of Steel Forgings
ASTM E428 - Standard Practice for Fabrication and Control of Steel Reference Blocks Used in Ultrasonic Examination
ASTM E125 - Standard Reference Photographs for Magnetic Particle Indications on Ferrous Castings
ASME BPVC - Boiler and Pressure Vessel Code, Section V: Nondestructive Examination
ASME BPVC - Boiler and Pressure Vessel Code, Section VIII, Division 1, Rules for Construction of High Pressure Vessels
ASME BPVC - Boiler and Pressure Vessel Code, Section VIII, Division 2: Rules for Construction of High Pressure Vessels – Alternative Rules
ASME BPVC - Boiler and Pressure Vessel Code, Section IX: Welding and Brazing Qualifications
ASTM E165 - Standard Test Method for Liquid Penetrant Examination
ASTM E709 - Standard Guide for Magnetic Particle Examination
21

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
MSS SP-55 - Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components - Visual Method for Evaluation of Surface Irregularities
EN 287 - Qualification test of welders—Fusion welding—Steels
AWS QC1 - Standard for AWS Certification of Welding Inspectors
AWS D1.1 6 - Structural Welding Code—Steel
ASNT SNT-TC-1A - Recommended Practice for Personnel Qualification and Certification in Nondestructive Testing
EK A - Terimler
API: American Petrolleum Institute
Ara İlerleme Raporu: Proje destekleme sözleşmesinde belirtilen tarihlerde, dönemsel gelişmelerin izlenmesi amacıyla hazırlanan rapor.
Arama ve üretim sahaları: Türkiye Petrolleri’nin petrol arama ve üretim tesisleri
Ar-Ge Sonuç Raporu: Projenin sonunda Proje Yürütücüsü Kuruluş tarafından hazırlanıp TP’ye sunulacak detaylı rapor.
Çağrı Dokümanı: Türkiye Petrolleri’nin Ar-Ge nitelikli ihtiyaçlarına yönelik olarak hazırlanan belge.
Değerlendirme Komitesi: TP tarafından oluşturulan, Çağrı Dokümanına başvuru yapan firmaları inceleyecek komite.
ITP (Inspection Test Plan): İmalat kontrolü için imalat aşamalarını, testleri vs. içeren plan
Kontrol Heyeti: TP yetkililerinden oluşan, projenin ilerleme ve kabul aşamalarına onay verecek grup.
Odak Toplantı: Çağrı dokümanını oluşturmak için konunun uzmanları ile TP tarafından yapılan toplantı.
Proje Bütçesi: Proje Yürütücüsü Kuruluş ile anlaşmaya varılan nihai bütçe
Proje Öneri Formu: TP tarafından belirlenen formata uygun olarak hazırlanan proje detaylarının yer aldığı formlar.
Proje süresi: TP ile Proje Yürütücüsü Kuruluş arasında imzalanan sözleşmenin tarihinden başlayıp, sözleşmede belirtilen sürenin sonuna kadar.
22

TÜRKİYE PETROLLERİ ÇAMUR POMPASI AR-GE ÇALIŞMASI
Proje Yürütücüsü Kuruluş: Proje hazırlama ve proje yürütme, beceri, deneyim ve altyapısına sahip; projenin yürütüldüğü kuruluşu.
23