Embed Size (px)
Citation preview

Sustav osiguranja kvalitete u proizvodnjizavarivanjem - HRN EN ISO 3834-2
Kopačević, Danijel
Undergraduate thesis / Završni rad
2017
Degree Grantor / Ustanova koja je dodijelila akademski / stručni stupanj: University North / Sveučilište Sjever
Permanent link / Trajna poveznica: https://urn.nsk.hr/urn:nbn:hr:122:777072
Rights / Prava: In copyright
Download date / Datum preuzimanja: 2021-10-10
Repository / Repozitorij:
University North Digital Repository
Završni rad br. 232/PS/2017
Sustav osiguravanja kvalitete u proizvodnji
zavarivanjem – HRN EN ISO 3834-2
Danijel Kopačević, 5626/601
Varaždin, listopad 2017. godine

Odjel za strojarstvo
Završni rad br. 232/PS/2017
Sustav osiguravanja kvalitete u proizvodnji
zavarivanjem – HRN EN ISO 3834-2
Student
Danijel Kopačević, 5626/601
Mentor
Marko Horvat, dipl. ing.
Varaždin, listopad 2017. godine

Predgovor
Ovaj završni rad na temu „Sustav osiguravanja kvalitete u proizvodnji zavarivanjem – HRN
EN ISO 3834-2“ izradio sam samostalno uz upotrebu navedene literature, znanja stečenog tijekom
studija te dobivenih informacija i dokumenata tvrtke Centrometal d.o.o.
Prvenstveno se zahvaljujem mentoru dipl. ing. Marku Horvatu na pomoći, savjetima i vremenu
utrošenom na konzultacije pri izradi rada. Zahvaljujem se tvrtki Centrometal d.o.o. na
dokumentaciji i pomoći pri izradi eksperimentalnog dijela rada, a posebno koordinatoru
zavarivanja mag. ing. mech. Marku Dovečaru, IWE/EWE.
Na kraju, zahvaljujem se obitelji i djevojci na strpljenju i potpori prilikom izrade završnog
rada, kao i za čitavo vrijeme tijekom studiranja.

2
Sažetak
Tema ovog završnog rada je " Sustav osiguravanja kvalitete u proizvodnji zavarivanjem – HRN
EN ISO 3834-2". U radu je detaljno opisana norma HRN EN ISO 3834-2 te u praktičnom dijelu
proces certifikacije za dobivanje navedenog certifikata.
Opisane su procedure kojima se osigurava kvaliteta u proizvodnji zavarivanjem na razinama
sustava, tehnologije i zavarivača. Navedeni su postupci provjere osposobljenosti zavarivača,
validacija opreme i pripreme proizvodnje. Primjeri iz praktičnog dijela prikazati su i potkrijepljeni
prilozima na stvarnom primjeru iz proizvodnje.
Ključne riječi:
- zavarivanje
- norma
- HRN EN ISO 3834-2
- certificiranje
3
Summary
The topic of this final thesis is „The quality ensuring system in welding production – HRN EN
ISO 3834-2“. This thesis explains in detail the norm HRN EN ISO 3834-2, while its practical part
explains the process of getting the aforementioned certificate.
It describes the procedures which ensure the quality in production by welding at the levels of
system, technology and welders. It also specifies the steps of checking the welder's competency,
validation of the equipment and production planning. The examples from practical part are also
shown and substantiated by appendices from a concrete example from production.
Key words:
- Welding
- Norm
- HRN EN ISO 3834-2
- Certification
4
Popis korištenih kratica
HRN hrvatska norma
EN europska norma (franc. Norme Européenne / germ. EuropäischeNorm)
ISO međunarodna organizacija za normizaciju (eng. International Organization for
Standardization)
EWE europski inženjer zavarivanja (eng. European Welding Engineer)
IWE međunarodni inženjer zavarivanja (eng. International Welding Engineer)
IWT međunarodni tehnolog zavarivanja (eng. International Welding Technologists)
IWS međunarodni stručnjak zavarivanja (eng. International Weldin Specialist)
WPS specifikacija postupka zavarivanja (eng. WeldingProcedure Specification)
CEN Europski odbor za normizaciju (franc.Comité Européen de Normalisation)
TPK Tvornica parnih kotlova
AWS Američko zavarivačko društvo (eng. American Welding Society)
PT nerazorno ispitivanje penetrantima (eng. Penetrant Testing)
MPT nerazorno ispitivanje magnetskim česticama (eng. Magnetic Patricle Inspection)
RT nerazorno ispitivanje radiografijom (eng. Radiographic Testing)
UT nerazorno ispitivanje ultrazvukom (eng. Ultrasound Testing)
HZN Hrvatski zavod za norme
5
Sadržaj
1. Uvod .................................................................................................................................. 7
2. Proizvodne norme ............................................................................................................. 8
2.1. Razine normizacije ........................................................................................................ 8
2.2. ISO normizacija ............................................................................................................. 9
2.3. Norme u zavarivanju ................................................................................................... 10
2.3.1. Norma HRN EN ISO 3834 ....................................................................................................... 11
2.3.2. Norma HRN EN ISO 3834-1 .................................................................................................... 11
2.3.3. Norma HRN EN ISO 3834-2 .................................................................................................... 20
2.3.4. Norma HRN EN ISO 3834-3 .................................................................................................... 20
2.3.5. Norma HRN EN ISO 3834-4 .................................................................................................... 20
2.3.6. Norma HRN EN ISO 3834-5 .................................................................................................... 20
3. Norma HRN EN ISO 3834-2 .......................................................................................... 24
3.1. Općenito o normi ......................................................................................................... 24
3.2. Pregled zahtjeva .......................................................................................................... 24
3.3. Tehnički pregled .......................................................................................................... 24
3.4. Podugovaranje ............................................................................................................. 25
3.5. Zavarivačko osoblje .................................................................................................... 25
3.5.1. Općenito ................................................................................................................................... 25
3.5.2. Zavarivači i operateri zavarivanja........................................................................................... 26
3.5.3. Koordinatori zavarivanja ......................................................................................................... 26
3.6. Kontrolno i ispitno osoblje .......................................................................................... 26
3.6.1. Općenito ................................................................................................................................... 26
3.6.2. Ispitivanja bez razaranja ......................................................................................................... 26
3.7. Oprema ........................................................................................................................ 27
3.7.1. Proizvodna i ispitna oprema .................................................................................................... 27
3.7.2. Opis opreme ............................................................................................................................. 27
3.7.3. Procjena opreme ...................................................................................................................... 28
3.7.4. Nova oprema ............................................................................................................................ 28
3.7.5. Održavanje opreme .................................................................................................................. 28
3.8. Zavarivanje i srodne aktivnosti ................................................................................... 29
3.8.1. Planiranje proizvodnje ............................................................................................................. 29
3.8.2. Specifikacije zavarivanja ......................................................................................................... 29
3.8.3. Kvalifikacija zavarivačkih procedura ...................................................................................... 29
3.8.4. Upute za rad ............................................................................................................................. 30
3.8.5. Procedure za pripremu i kontrolu dokumentacije .................................................................... 30
3.9. Dodatni materijal ......................................................................................................... 30
3.9.1. Testiranje dodatnog materijala ................................................................................................ 30
3.9.2. Skladištenje i rukovanje ........................................................................................................... 30
3.9.3. Skladištenje osnovnih materijala ............................................................................................. 31
6
3.9.4. Toplinska obrada nakon zavarivanja ....................................................................................... 31
3.10. Nadzor i ispitivanje ..................................................................................................... 31
3.10.1. Općenito ................................................................................................................................... 31
3.10.2. Nadzor i ispitivanje prije zavarivanja ...................................................................................... 31
3.10.3. Nadzor i ispitivanje za vrijeme zavarivanja ............................................................................. 32
3.10.4. Nadzor i ispitivanje nakon zavarivanja .................................................................................... 32
3.10.5. Status nadzora i ispitivanja ...................................................................................................... 33
3.11. Nesukladnost i popravne mjere ................................................................................... 33
3.12. Umjeravanje i provjeravanje opreme za mjerenje, nadzor i ispitivanje ...................... 33
3.13. Utvrđivanje i sljedivost ............................................................................................... 33
3.14. Zapisi kvalitete ............................................................................................................ 34
4. Certificiranje tvrtke za dobivanje norme 3834-2 ............................................................ 35
4.1. Zahtjevi tvrtke za implementaciju norme ISO 3834 ................................................... 36
4.2. Upitnik za sustav EN ISO 3834-2 ............................................................................... 38
4.3. Radnje potrebne prije certificiranja ............................................................................. 40
4.3.1. Zavarivačko osoblje ................................................................................................................. 40
4.3.2. Zavarivač i operater ................................................................................................................ 41
4.3.3. Atest postupka .......................................................................................................................... 42
4.3.4. Oprema za zavarivanje ............................................................................................................ 43
4.3.5. Kontrola nakon zavarivanja..................................................................................................... 48
4.3.6. Osnovni materijal..................................................................................................................... 51
4.3.7. Dodatni materijal ..................................................................................................................... 52
4.4. Vrednovanje ................................................................................................................ 53
4.5. Izdavanje certifikata .................................................................................................... 55
4.6. Nadzor nad certifikatom .............................................................................................. 56
4.7. Povlačenje, izmjena i dopuna certifikata ..................................................................... 56
4.8. Obnova certifikata ....................................................................................................... 57
5. Zaključak ......................................................................................................................... 58
6. Literatura ......................................................................................................................... 60

7
1. Uvod
U današnjem modernom svijetu kupci, ali i proizvođači teže ka kvalitetnoj robi, materijalu i
proizvodima. Zbog toga je bitno da svi procesi u industriji budu nadzirani, upravljani i propisani.
Kupac zahtjeva kvalitetan proizvod po niskoj cijeni. Proizvođači, kako bi to postigli i kako bi
što lakše plasirali proizvod na tržište nužni su ulagati u proizvodnju. Stoga je, za postizanje razine
kvalitete i cijene koju kupci zahtijevaju potrebno uvesti kvalifikaciju, normizaciju i certifikaciju
proizvodnje.
U modernoj proizvodnji svi dijelovi proizvodnje imaju svoj nadzor; od ulaska materijala i
sirovina od dobavljača pa sve do prodaje proizvoda od strane trgovaca krajnjim kupcima. Zahtjevi
kupaca trebaju biti u prvom planu i zato se svako ulaganje u kvalitetu višestruko isplati.
Osiguravanje kvalitete u zavarenim strojarskim konstrukcijama postiže se implementacijom
norma koje su usko vezane uz područje zavarivanja. Standardi u zavarivanju su strogo propisani i
regulirani, no donose standard kvalitete kojeg se nužno treba držati u proizvodnji.
Serija normi HRN EN ISO 3834 donosi osiguranje kvalitete koja se traži u suvremenoj
proizvodnji, uzimajući u obzir sve faze proizvodnje, opremu i zavarivačko osoblje.
U teoretskom dijelu opisani su svi dijelovi serije norme HRN EN ISO 3834, dok se u
praktičnom dijelu opisuju faze pripreme za, kao i sama certifikacija proizvodnje za uvođenje
norme HRN EN ISO 3834-2.

8
2. Proizvodne norme
Norme ili standardi prihvaćene su mjere za određenu kvantitativnu ili kvalitativnu veličinu u
promatranom sustavu. To je dokument odobren od strane ovlaštenog tijela koje donosi značajke,
daje i određuje pravila i upute te u konačnici analizira rezultate. Normiranje se provodi u svrhu
poboljšanja i postizanja najboljeg stupnja uređenosti za određeni sustav. Na taj se način osigurava
prikladnost nekog proizvoda, procesa ili usluge. Ograničava se raznolikost optimizacijom tipova i
veličina te spojivost raznih proizvoda. Sve to u svrhu zaštite okoliša, zdravlja kao i opće sigurnosti.
Normizacija se provodi uz pet načela:
1. Konsenzus – ovo je osnovno načelo normizacije; označava proces u kojem se nastoje
uzeti u obzir gledišta svih zainteresiranih strana te uskladiti oprečna stajališta.
2. Uključivanje svih zainteresiranih strana – priprema norme predstavlja uključivanje svih
zainteresiranih strana koje imaju pravo sudjelovati i dati doprinos izradi norme.
3. Javnost rada – postupak pripreme norme mora biti dostupan javnosti u svim fazama,
javnost mora biti obaviještena na odgovarajući način.
4. Stupanj razvoja tehnike – u datume vremenu utemeljen na provjerenim znanstvenim i
tehničkim spoznajama
5. Koherentnost zbirke norma – norma mora biti koherentna, u slučaju donošenja nove
norme, stara se norma povlači. [1]
Zbog sve oštrijih zahtjeva, tržište teži internacionalizaciji norma. Time se smanjuju ekološki i
sigurnosni rizici, pojednostavljuje i pojeftinjuje proizvodnja i održavanje, povećava kvaliteta
proizvoda te se u konačnici povećava liberalizacija tržišta.
2.1. Razine normizacije
Norme prema zemljopisnom, političkom ili gospodarskom opsegu mogu biti međunarodne,
regionalne, nacionalne ili interne (Slika 1.).
9
Slika 1. Hijerarhija normi [1]
Međunarodne norme rezultat su dogovora nacionalnih organizacija za normiranje, a posljedica
zahtjeva proizvođača, prodavača i korisnika za što boljim i sigurnijim proizvodom. [2] Tako
nastala norma zapravo je preporuka koja služi kao smjernica za definiranje nacionalnih normi. U
normiranju međunarodnih normi mogu sudjelovati odgovarajuća tijela svih zemalja članica.
Regionalne norme nastaju učlanjenjem odgovarajućih nacionalnih tijela nekoliko zemalja iz
određenog zemljopisnog, političkog ili gospodarskog područja. Primjer ovakve norme je europska
normizacija (EN).
Nacionalne norme posljedica su normizacije na razini jedne određene zemlje, kao na primjer
hrvatska norma (HRN).
Interne (tvorničke) norme nastaju i primjenjuju se samo unutar određene tvrtke ili industrijske
korporacije.
Svaka norma niže u hijerarhiji mora poštovati pravila normi više razine. Izuzetno je dopušteno
odstupanje od ovoga pravila kada je norma niže razine hijerarhije strožih kriterija od one više
razine. [3]
2.2. ISO normizacija
Međunarodna organizacija za normizaciju (eng. ISO - International Organization for
Standardization) osnovana je 1947. godine i smještena u švicarskom gradu Ženevi. Međunarodno
je tijelo odgovorno za donošenje norma i radi kao nevladina i neprofitna organizacija koja se
financira vlastitim prihodima od prodaje međunarodno priznatih normi. Broji 162 člana od kojih
svaki predstavlja jednu zemlju. Postoje tri kategorije članstva u ISO-u. Prva kategorija su
10
nacionalna tijela koja su najvažnija u donošenju normi u svakoj zemlji članici te jedino oni imaju
pravo glasa u donošenju novih normi. U drugu kategoriju, onu dopisnih članova, svrstavaju se
zemlje koje nemaju nacionalna normizacijska tijela. Oni se obavještavaju o radu ISO-a, ali nemaju
pravo sudjelovanja u ISO-u. Treća kategorija namijenjena je državama sa slabije razvijenim
gospodarstvom. To su članovi pretplatnici koji su dužni plaćati manje članarine no i dalje imaju
pravo pratiti razvoj novih normi. [2]
ISO norme osiguravaju sigurnost, pouzdanost i dobru kvalitetu proizvoda i usluga. Beneficije
primjene ISO norma imaju inovatori i poduzeća, kao i kupci i potrošači.
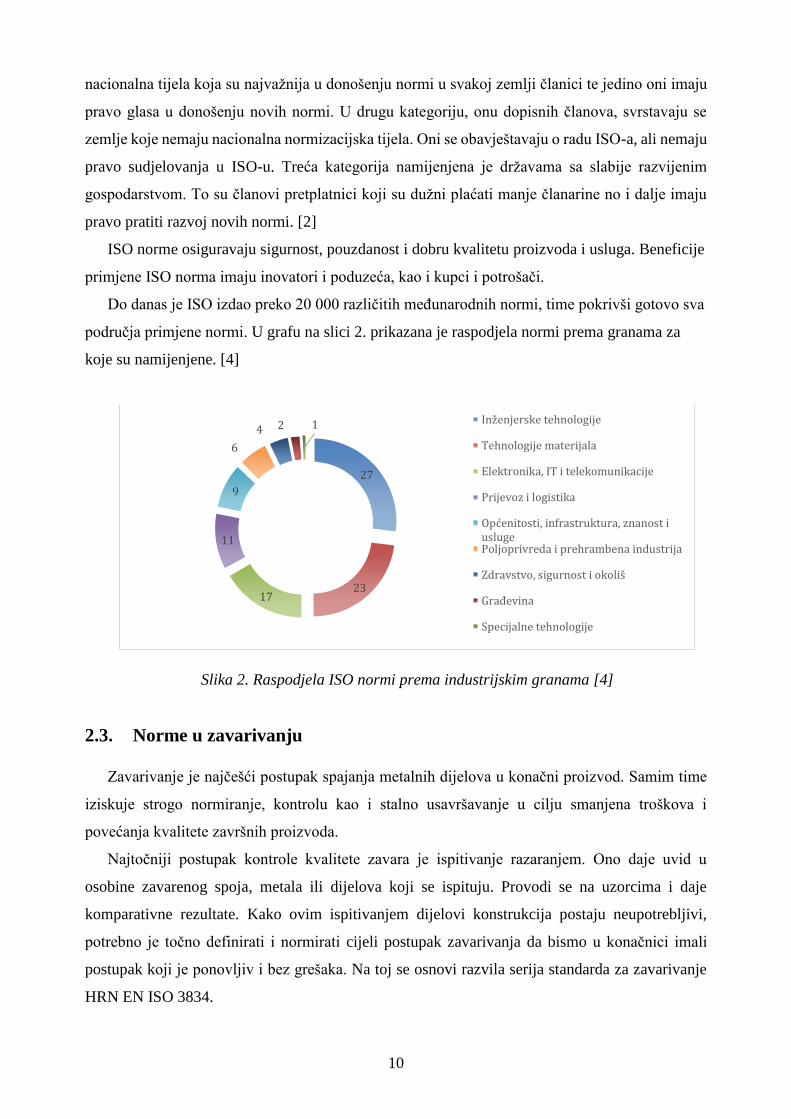
Do danas je ISO izdao preko 20 000 različitih međunarodnih normi, time pokrivši gotovo sva
područja primjene normi. U grafu na slici 2. prikazana je raspodjela normi prema granama za
koje su namijenjene. [4]
Slika 2. Raspodjela ISO normi prema industrijskim granama [4]
2.3. Norme u zavarivanju
Zavarivanje je najčešći postupak spajanja metalnih dijelova u konačni proizvod. Samim time
iziskuje strogo normiranje, kontrolu kao i stalno usavršavanje u cilju smanjena troškova i
povećanja kvalitete završnih proizvoda.
Najtočniji postupak kontrole kvalitete zavara je ispitivanje razaranjem. Ono daje uvid u
osobine zavarenog spoja, metala ili dijelova koji se ispituju. Provodi se na uzorcima i daje
komparativne rezultate. Kako ovim ispitivanjem dijelovi konstrukcija postaju neupotrebljivi,
potrebno je točno definirati i normirati cijeli postupak zavarivanja da bismo u konačnici imali
postupak koji je ponovljiv i bez grešaka. Na toj se osnovi razvila serija standarda za zavarivanje
HRN EN ISO 3834.
27
2317
11
9
6
4 2 1 Inženjerske tehnologije
Tehnologije materijala
Elektronika, IT i telekomunikacije
Prijevoz i logistika
Općenitosti, infrastruktura, znanost iuslugePoljoprivreda i prehrambena industrija
Zdravstvo, sigurnost i okoliš
Građevina
Specijalne tehnologije

11
2.3.1. Norma HRN EN ISO 3834
Norma HRN EN ISO 3834 namijenjena je za kontrolu kvalitete u zavarivanju. Ona nije
standard sustava upravljanja kvalitetom koji može zamijeniti ISO 9001:2015, ali može biti korisna
u slučaju kada tvrtka koristi ISO 9001:2015. HRN EN ISO 3834 određuje zahtjeve za kvalitetom
koji su primjereni zavarivanju taljenjem metalnih elemenata. Ujedno, proizvođačima nudi metode
za demonstriranje izrade proizvoda određene kvalitete. Najčešće se koriste za određivanje mjera u
situacijama kao što su specificiranje zahtjeva kvalitete kod zavarivanja, uspostava i održavanje
zahtjeva kvalitete kod zavarivanja, pri organizaciji za procjenu kvalitativne učinkovitosti
zavarivanja. [5]
Norma HRN EN ISO 3834 podijeljena je na šest dijelova pod nazivom "Zahtjevi za osiguranje
kvalitete kod postupaka zavarivanja taljenjem metalnih materijala". HRN EN ISO 3834-1
(Zahtjevi za izbor odgovarajuće razine opsežnosti zahtjeva za osiguravanje kvalitete) opisuje
zahtjeve kvalitete za proizvode koji koriste zavarivanje kao osnovni proces u proizvodnji za bilo
koji tip zavarene konstrukcije. HRN EN ISO 3834-2 (Opsežni zahtjevi za osiguravanje kvalitete)
primjenjuje se za konstrukcije kod kojih bi otkaz zavara mogao značiti i potpuni otkaz proizvoda.
Norma HRN EN ISO 3834-3 (Standardni zahtjevi za osiguravanje kvalitete) primjenjiva je za
konstrukcije kod kojih otkaz zavara može narušiti primjenu konstrukcije i operacijske jedinice u
kojoj čini dio. HRN EN ISO 3834-4 (Osnovni zahtjevi za osiguranje kvalitete) služi za
konstrukcije kod kojih otkaz zavara ne bi narušio osnovnu primjenu konstrukcije. HRN EN ISO
3834-5 je dokumentacija po kojoj se ispunjavaju zahtjevi za usklađivanje sa zahtjevima normi ISO
3834-2, 3, 4. Posljednja, norma HRN EN ISO 3834-6 služi kao priručnik za uvođenje norme ISO
3834.
Svi proizvođači koji dokažu sukladnost na višoj razini od norme HRN EN ISO 3834 priznaje
se sukladnost za sve niže razine. Tako norma HRN EN ISO 3834-2 obuhvaća norme HRN EN
ISO 3834-3, 4, dok norma HRN EN ISO 3834-3 obuhvaća HRN EN ISO 3834-4. [6]
2.3.2. Norma HRN EN ISO 3834-1
Norma HRN EN ISO 3834-1 javila se kao potreba za zamjenu stare norme EN 729-1. Nova
norma je opsežnija, usko je povezana uz normu ISO 9001:2015 te daje standardizirane upute za
krajnje korisnike. U njoj se javljaju i pojedine nove formulacije naziva i pojmova. Norma je strogo
regulirana i propisana, a sastoji se od dvadeset i jednog elementa. [7]

12
Element 1: Provjera zahtjeva
norma proizvoda
zakonski zahtjevi
zahtjevi utvrđeni od strane proizvođača
zahtjevi utvrđeni od strane klijenata (kupca)
sposobnost proizvođača za ispunjenjem postavljenih zahtjeva
Element 2: Tehnički pregled
osnovni materijali, zavarljivost, postupak zavarivanja, zavareni spojevi, toplinska
obrada, uvjeti okoline
kvalificiranja postupka zavarivanja i zavarivača
pregled zapisa i označavanja
kontrola kvalitete, nadzor
posebni zahtjevi
Element 3: Podugovori
standardi i kriteriji izbora
potrebna dokumentaciji za podugovornu stranku
pridržavanje zahtjeva norme HRN EN ISO 3834
ispunjenje zahtjeva za osiguranje kvalitete
Element 4: Zavarivač i operater
Broj osposobljenih zavarivača/operatera
Potvrda o kvalifikaciji (EN 287-1, ISO 9606, EN 1418)
Ovjerena ispitivanja
Popis zavarivača
Element 5: Nadzorno osoblje zavarivačkih radova
Primjerene kvalifikacije i broj
Zadaće i odgovornosti nadzornog osoblja (EN 719, ISO 14731)
Opsežna tehnička znanja ( EWE, IWE)
Posebna tehnička znanja ( EWT, IWT)
Osnovna tehnička znanja ( EWS, IWS)
13
Element 6: Osoblje za nadzor i kontrolu
Raspoloživo i certificirano osoblje
Vizualna kontrola
Kvalificirano osoblje za metode nerazornih ispitivanja (Ispitivanje penetrantima – PT,
magnetske čestice – MT, radiografija – RT, ultrazvuk – UT)
Kvalificiranje i certificiranje osoblja za provođene nerazornih ispitivanja prema normi
EN 473 (ISO 9712)
Element 7: Uređaji za proizvodnju i ispitivanje
Izvori struje za zavarivanje
Uređaji za obradu odvajanjem čestica i za pripremu spoja i površine radnog komada
Uređaji za toplinsku obradu uključujući mogućnost mjerenja temperature
Naprave za stezanje i zavarivanje, oprema za podizanje tereta
Sigurnosne naprave
Peći za sušenje elektroda
Naprave za metode razornih i nerazornih ispitivanja
Element 8: Održavanje uređaja
Vodilice uređaja za toplinsko rezanje i uređaja za mehaničko zavarivanje
Mjerni uređaji za mjerenje struje (ampermetar), napona (voltmetar) i protoka plina
Kabeli, crijeva i spojni elementi
Naprave za nadzor automatskih sustava zavarivanja
Mjerni uređaji za mjerenje temperature
Uređaji za dodavanje žice, poli kabeli

14
Slika 3. Robot za zavarivanje s okretnim stolom i pozicionerom
Element 9: Opis uređaja (strojeva)
Maksimalna nosivost dizalice
Maksimalna izmjera dijelova koji se izrađuju
Primjenjivost mehaničkih i automatskih uređaja za zavarivanje
Dimenzije i temperature peći za toplinsku obradu
Kapacitet strojeva za valjanje, savijanje i rezanje
Slika 4. Kranovi u zavarivačkoj radionici
Element 10: Plan proizvodnje
Utvrđivanje redoslijeda u proizvodnom sklopu
Utvrđivanje potrebnih pojedinačnih postupaka
Preporuka odgovarajućih uputa postupaka
Redoslijed izvođenja zavarenih spojeva

15
Utvrđivanje sustava nadzora i ispitivanja
Utjecaj okoline
Označavanje
Imenovanje osposobljenog osoblja
Plan rada za svaku kontrolu rada
Slika 5. Program za planiranje i praćenje proizvodnje
Element 11: Upute za zavarivanje
Elektrolučno zavarivanje EN ISO 15609-1
Plinsko zavarivanje EN ISO 15609-2
Zavarivanje elektronskim mlazom EN ISO 15609-3
Zavarivanje laserskim snopom EN ISO 15609-4
Elektrolučno zavarivanje svornjaka EN ISO 14555
Element 12: Kvalificiranje postupaka zavarivanja
Kontrola postupaka zavarivanja prema EN ISO 15614 dio 1-13
Primjena ispitanih dodatnih materijala za zavarivanje prema EN ISO 15610
Dostupna iskustva u oblikovanju zavarenih spojeva prema EN ISO 15611
Standardni postupci zavarivanja prema EN ISO 15612
Preporučene metode kontrole rada prema EN ISO 15613
16
Elementi 13 i 14: Dodatni materijal i kontrola šarže dodatnog materijala
Odgovornosti i postupci za kontrolu dodatnog materijala za zavarivanje
Postupci za skladištenje, rukovanje i korištenje dodatnog materijala za zavarivanje
(Udio vlage, oksidacija, oštećenja)
Prema potrebi potrebno provesti kontrolu šarže
Element 15: Skladištenje osnovnog materijala
Nema negativnog djelovanja kao npr. uslijed utjecaja okoline
Označavanje osnovnog materijala prilikom skladištenja
Element 16: Naknadna toplinska obrada
Odgovornost snosi proizvođač (Mogućnost provedbe)
Pismene upute u skladu s npr. osnovnim materijalom, zavarenim spojem, radnim
komadom, normom proizvoda i propisanim zahtjevima
Zapis parametara procesa (zapisnik toplinske obrade)
Element 17: Nadzor i kontrola prije, za vrijeme i nakon postupka zavarivanja
Priprema spoja, sastavljanje, stezanje i pripajanje, upute za izvođenje postupaka
Parametri zavarivanja, redoslijed zavarivanja, izvođenje korijena, korištenje i
rukovanje dodatnim materijalom, kontrola deformacija
Vizualno ispitivanje, nerazorne metode, rezultati i izvještaji nakon zavarivanja
Element 18: Neusklađenosti i mjere za provođenje popravaka
Prikladnost
Označavanje
Upute za provođenje reparaturnih radova i popravaka
Ponovljena ispitivanja
Mjere za sprječavanje pojave grešaka
Element 19: Umjeravanje i provjera uređaja za mjerenje, nadzor i ispitivanje
Uređaji za provjeru kvalitete
Provedba i vrijeme važenja
Kalibriranje, verificiranje i valjanost prilikom zavarivanja prema EN 17662

17
Element 20: Označavanje za vrijeme proizvodnje
Planovi proizvodnje, popratni planovi
Položaj zavarenih spojeva na radnom komadu
Postupak provođenja nerazornih ispitivanja i osposobljeni kadrovi
Dodatni i osnovni materijal za zavarivanje
Osnovni materijal
Položaj mjesta popravaka
Element 21: Preglednost u praćenju zapisa
Automatskih postrojenja za zavarivanje posebnih izvedbi zavarenih spojeva
Zavarivača i operatera zaduženih za posebne izvedbe zavarenih spojeva
Upute za zavarivanje posebnih izvedbi zavarenih spojeva
Osnovni materijal, npr. ukoliko se zahtijeva i broj šarže
Slika 6. Robot za zavarivanje akumulacijskih spremnika
Element 22: Zapisnik kvalitete
Izvještaj o kontroli poštivanja postavljenih zahtjeva / tehnički pregled (izvještaj)
Uvjerenja provedenih ispitivanja na materijalu, dodatnom materijalu za zavarivanje
Upute za provođenje postupaka zavarivanja
Izvještaj o održavanju uređaja
Izvještaj o kvalifikaciji postupaka zavarivanja (WPQR)
Uvjerenja o osposobljenosti zavarivača/operatera
Plan proizvodnje

18
Certifikati osoblja i izvještaji o nerazornim i razornim ispitivanjima
Izvještaji o popravcima i nekonformnosti
Upute i izvještaji o postupcima toplinske obrade
Izvještaji o rezultatima mjerenja
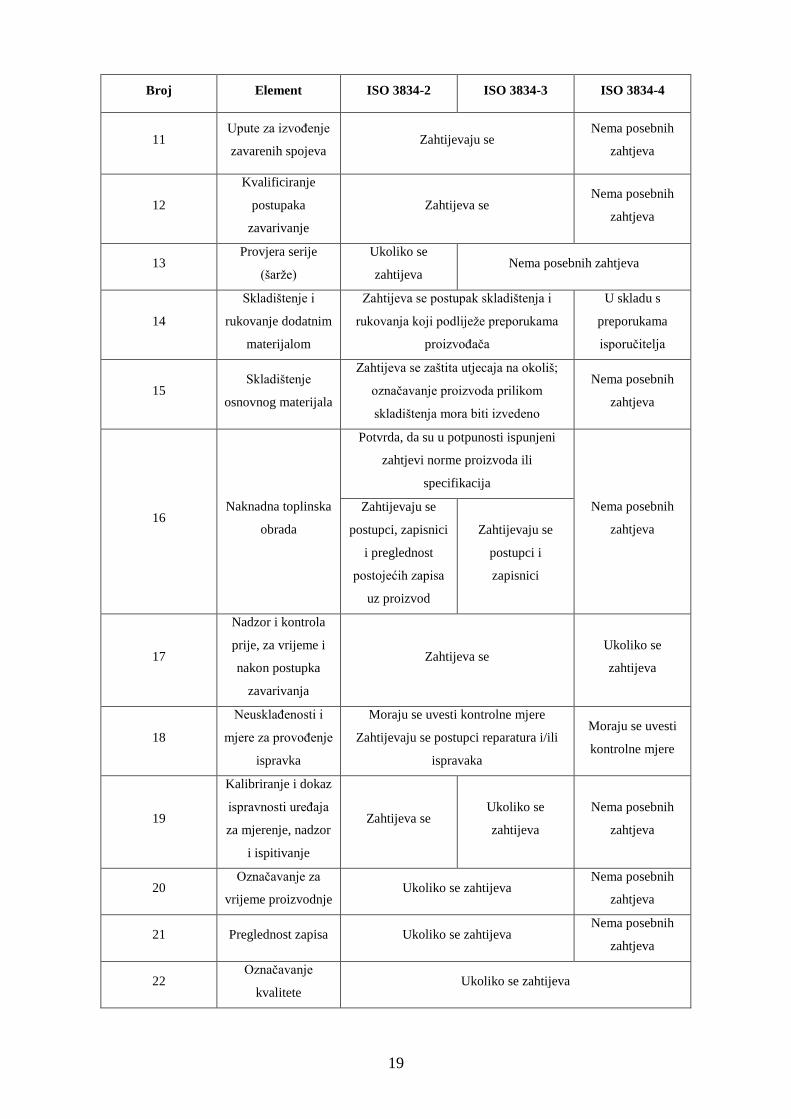
Tabela 1. Kriteriji za izbor norme EN ISO 3834-2 do EN ISO 3834-4 [7]
Broj Element ISO 3834-2 ISO 3834-3 ISO 3834-4
1 Provjera zahtjeva
Zahtjeva se
Zahtjeva se
dokumentacija
Dokumentacija se
može zahtijevati
Dokumentacija se
ne zahtjeva
2 Tehnički pregled
Zahtjeva se
Zahtjeva se
dokumentacija
Dokumentacija se
može zahtijevati
Dokumentacija se
ne zahtjeva
3 Podugovori
Ophođenje proizvođača za slučaj posebnih proizvoda, usluga
ili aktivnosti koje su u izvođenju podugovornih stranki.
Neovisno o tome, odgovornost krajnje kvalitete snosi
proizvođač.
4 Zavarivač i operater Zahtjeva se
5 Nadzorno osoblje
zavarivačkih radova Zahtjeva se
Nema posebnih
zahtjeva
6
Nadzorno osoblje
za provođenje
kontrola
Zahtjeva se osposobljenost
7
Uređaji za
proizvodnju i
ispitivanje
Primjereni i raspoloživi, na zahtjev, za pripremu, izvođenje
procesa, transport i premještanje podizanjem u skladu s
sigurnosnim napravama i opremom za zaštitu na radu
8 Održavanje uređaja
Ključno je, prema potrebi, pripremanje,
održavanje uređaja s ciljem postizanja
usklađenosti proizvodnje Nema posebnih
zahtjeva Zahtijevaju se
dokumentirani
nacrti i vođenje
zapisnika
Preporučuje se
vođenje zapisnika
9 Opis uređaja Zahtijeva se lista Nema posebnih
zahtjeva
10 Planiranje
proizvodnje
Zahtijeva se
Nema posebnih
zahtjeva
Zahtijevaju se
dokumentirani
nacrti i vođenje
zapisnika
Preporučuje se
vođenje zapisnika
19
Broj Element ISO 3834-2 ISO 3834-3 ISO 3834-4
11 Upute za izvođenje
zavarenih spojeva Zahtijevaju se
Nema posebnih
zahtjeva
12
Kvalificiranje
postupaka
zavarivanje
Zahtijeva se Nema posebnih
zahtjeva
13 Provjera serije
(šarže)
Ukoliko se
zahtijeva Nema posebnih zahtjeva
14
Skladištenje i
rukovanje dodatnim
materijalom
Zahtijeva se postupak skladištenja i
rukovanja koji podliježe preporukama
proizvođača
U skladu s
preporukama
isporučitelja
15 Skladištenje
osnovnog materijala
Zahtijeva se zaštita utjecaja na okoliš;
označavanje proizvoda prilikom
skladištenja mora biti izvedeno
Nema posebnih
zahtjeva
16 Naknadna toplinska
obrada
Potvrda, da su u potpunosti ispunjeni
zahtjevi norme proizvoda ili
specifikacija
Nema posebnih
zahtjeva
Zahtijevaju se
postupci, zapisnici
i preglednost
postojećih zapisa
uz proizvod
Zahtijevaju se
postupci i
zapisnici
17
Nadzor i kontrola
prije, za vrijeme i
nakon postupka
zavarivanja
Zahtijeva se Ukoliko se
zahtijeva
18
Neusklađenosti i
mjere za provođenje
ispravka
Moraju se uvesti kontrolne mjere
Zahtijevaju se postupci reparatura i/ili
ispravaka
Moraju se uvesti
kontrolne mjere
19
Kalibriranje i dokaz
ispravnosti uređaja
za mjerenje, nadzor
i ispitivanje
Zahtijeva se Ukoliko se
zahtijeva
Nema posebnih
zahtjeva
20 Označavanje za
vrijeme proizvodnje Ukoliko se zahtijeva
Nema posebnih
zahtjeva
21 Preglednost zapisa Ukoliko se zahtijeva Nema posebnih
zahtjeva
22 Označavanje
kvalitete Ukoliko se zahtijeva

20
2.3.3. Norma HRN EN ISO 3834-2
HRN EN ISO 3834-2 je dio norme koji se odnosi na sveobuhvatnu razinu kvalitete.
Primjenjuje se na konstrukcije u kojima bi zatajenje zavarenih spojeva vodilo potpunom
otkazivanju proizvoda sa postupnim značajnim financijskim posljedicama i velikim rizikom
ozljede osoba. [8]
Proizvod može pored visokog statičkog, biti izložen i znatnom dinamičkom opterećenju.
Širok spektar materijala može uključivati i metale za posebne namjene kao što su kotlovski
čelici i aluminijeve legure za koje je potrebna pojačana kontrola kako bi se izbjegle mogućnosti
pojave štetnih nesavršenosti u proizvodnji.
2.3.4. Norma HRN EN ISO 3834-3
HRN EN ISO 3834-3 se koristi kod konstrukcija u kojima bi zatajenje zavara moglo narušiti
zamišljenu namjenu konstrukcije i operacijsku svrhu u sustavu u kojem je dio. Proizvod bi imao
normalni sigurnosni rizik i financijske posljedice ne bi bile ekstremne. [9]
Proizvodne tehnike koje se koriste su konvencionalne bez oslanjanja na materijale za posebne
namjene, a proizvodni proces je dobro uhodan i uvježban. Ova norma koristi se u sustavima
klasične razine kvalitete.
2.3.5. Norma HRN EN ISO 3834-4
Standard HRN EN ISO 3834-4, korišten u sustavima osnovne razine kvalitete, primjenjuje se
za konstrukcije u kojima zatajenje zavara ne bi bitno promijenilo zamišljenu namjenu konstrukcije.
Dodatno, očekuje se da zatajenje ne bi imalo štetnog utjecaja na sigurnost, te da bi financijske
posljedice bile zanemarive.
Materijali, kao i proizvodni procesi su standardni i jednostavni. [10]
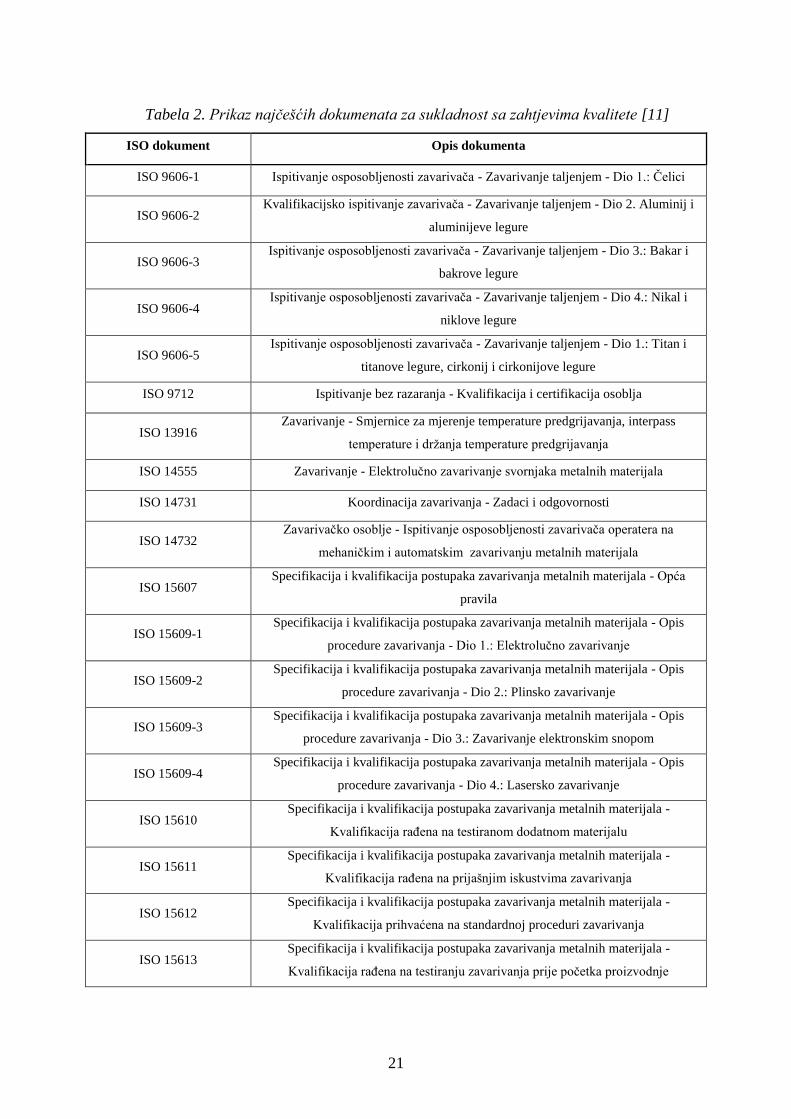
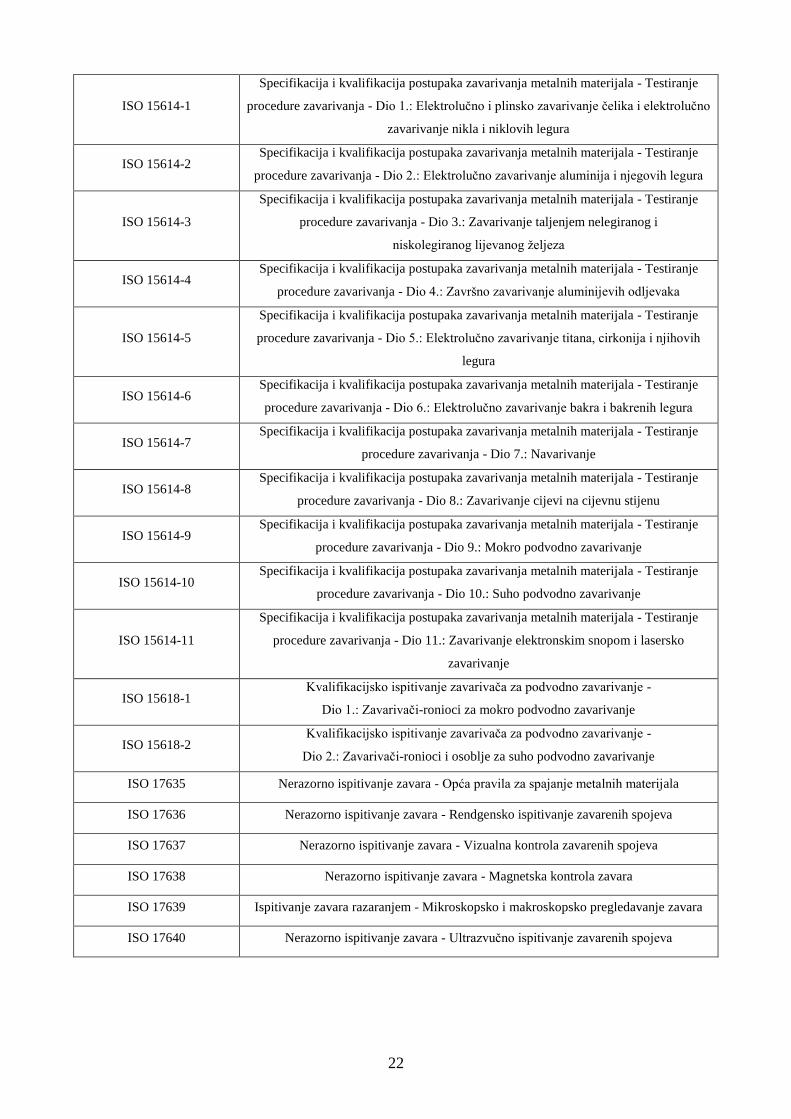
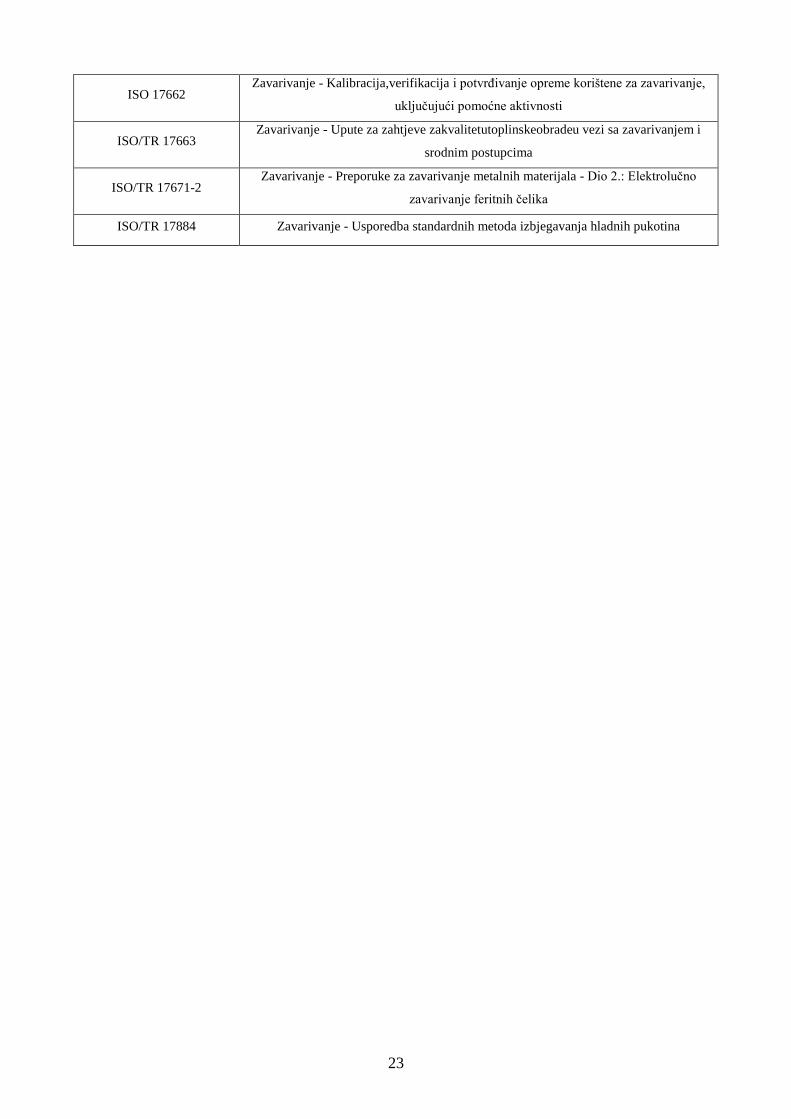
2.3.6. Norma HRN EN ISO 3834-5
U ovom dijelu nabrojani su dokumenti potrebni kako bi se uskladili sa zahtjevima kvalitete
norma ISO 3834-2, ISO 3834-3 ili ISO 3834-4. Proizvođač je obavezan pridržavati se ili ISO
dokumentima nabrojanim u tablici 2., ili nekim drugim dokumentima koji su svojim uvjetima
istoznačni s tehničke strane, a kada se na te dokumente pozivaju norme izrade proizvoda od strane
proizvođača. [11]
21
Tabela 2. Prikaz najčešćih dokumenata za sukladnost sa zahtjevima kvalitete [11]
ISO dokument Opis dokumenta
ISO 9606-1 Ispitivanje osposobljenosti zavarivača - Zavarivanje taljenjem - Dio 1.: Čelici
ISO 9606-2 Kvalifikacijsko ispitivanje zavarivača - Zavarivanje taljenjem - Dio 2. Aluminij i
aluminijeve legure
ISO 9606-3 Ispitivanje osposobljenosti zavarivača - Zavarivanje taljenjem - Dio 3.: Bakar i
bakrove legure
ISO 9606-4 Ispitivanje osposobljenosti zavarivača - Zavarivanje taljenjem - Dio 4.: Nikal i
niklove legure
ISO 9606-5 Ispitivanje osposobljenosti zavarivača - Zavarivanje taljenjem - Dio 1.: Titan i
titanove legure, cirkonij i cirkonijove legure
ISO 9712 Ispitivanje bez razaranja - Kvalifikacija i certifikacija osoblja
ISO 13916 Zavarivanje - Smjernice za mjerenje temperature predgrijavanja, interpass
temperature i držanja temperature predgrijavanja
ISO 14555 Zavarivanje - Elektrolučno zavarivanje svornjaka metalnih materijala
ISO 14731 Koordinacija zavarivanja - Zadaci i odgovornosti
ISO 14732 Zavarivačko osoblje - Ispitivanje osposobljenosti zavarivača operatera na
mehaničkim i automatskim zavarivanju metalnih materijala
ISO 15607 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Opća
pravila
ISO 15609-1 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Opis
procedure zavarivanja - Dio 1.: Elektrolučno zavarivanje
ISO 15609-2 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Opis
procedure zavarivanja - Dio 2.: Plinsko zavarivanje
ISO 15609-3 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Opis
procedure zavarivanja - Dio 3.: Zavarivanje elektronskim snopom
ISO 15609-4 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Opis
procedure zavarivanja - Dio 4.: Lasersko zavarivanje
ISO 15610 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala -
Kvalifikacija rađena na testiranom dodatnom materijalu
ISO 15611 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala -
Kvalifikacija rađena na prijašnjim iskustvima zavarivanja
ISO 15612 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala -
Kvalifikacija prihvaćena na standardnoj proceduri zavarivanja
ISO 15613 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala -
Kvalifikacija rađena na testiranju zavarivanja prije početka proizvodnje
22
ISO 15614-1
Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 1.: Elektrolučno i plinsko zavarivanje čelika i elektrolučno
zavarivanje nikla i niklovih legura
ISO 15614-2 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 2.: Elektrolučno zavarivanje aluminija i njegovih legura
ISO 15614-3
Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 3.: Zavarivanje taljenjem nelegiranog i
niskolegiranog lijevanog željeza
ISO 15614-4 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 4.: Završno zavarivanje aluminijevih odljevaka
ISO 15614-5
Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 5.: Elektrolučno zavarivanje titana, cirkonija i njihovih
legura
ISO 15614-6 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 6.: Elektrolučno zavarivanje bakra i bakrenih legura
ISO 15614-7 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 7.: Navarivanje
ISO 15614-8 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 8.: Zavarivanje cijevi na cijevnu stijenu
ISO 15614-9 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 9.: Mokro podvodno zavarivanje
ISO 15614-10 Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 10.: Suho podvodno zavarivanje
ISO 15614-11
Specifikacija i kvalifikacija postupaka zavarivanja metalnih materijala - Testiranje
procedure zavarivanja - Dio 11.: Zavarivanje elektronskim snopom i lasersko
zavarivanje
ISO 15618-1 Kvalifikacijsko ispitivanje zavarivača za podvodno zavarivanje -
Dio 1.: Zavarivači-ronioci za mokro podvodno zavarivanje
ISO 15618-2 Kvalifikacijsko ispitivanje zavarivača za podvodno zavarivanje -
Dio 2.: Zavarivači-ronioci i osoblje za suho podvodno zavarivanje
ISO 17635 Nerazorno ispitivanje zavara - Opća pravila za spajanje metalnih materijala
ISO 17636 Nerazorno ispitivanje zavara - Rendgensko ispitivanje zavarenih spojeva
ISO 17637 Nerazorno ispitivanje zavara - Vizualna kontrola zavarenih spojeva
ISO 17638 Nerazorno ispitivanje zavara - Magnetska kontrola zavara
ISO 17639 Ispitivanje zavara razaranjem - Mikroskopsko i makroskopsko pregledavanje zavara
ISO 17640 Nerazorno ispitivanje zavara - Ultrazvučno ispitivanje zavarenih spojeva
23
ISO 17662 Zavarivanje - Kalibracija,verifikacija i potvrđivanje opreme korištene za zavarivanje,
uključujući pomoćne aktivnosti
ISO/TR 17663 Zavarivanje - Upute za zahtjeve zakvalitetutoplinskeobradeu vezi sa zavarivanjem i
srodnim postupcima
ISO/TR 17671-2 Zavarivanje - Preporuke za zavarivanje metalnih materijala - Dio 2.: Elektrolučno
zavarivanje feritnih čelika
ISO/TR 17884 Zavarivanje - Usporedba standardnih metoda izbjegavanja hladnih pukotina

24
3. Norma HRN EN ISO 3834-2
3.1. Općenito o normi
Proizvođač bi trebao pregledati ugovorne i sve druge zadane obaveze, zajedno sa bilo kakvim
tehničkim zahtjevima zadanim od strane kupca. Ako se konstrukcija dizajnira za vlastite potrebe,
potrebno je držati se vlastitih tehničkih zahtjeva tvrtke. Proizvođač bi trebao postaviti sve zahtjeve
za proizvodni proces prije nego početka izvođenja radova. Proizvođač je dužan potvrditi da je
sposoban držati se svih zadanih zahtjeva, te shodno tome planirati sve aktivnosti vezane uz
kvalitetu.
Pregled zahtjeva izvršava proizvođač kako bi mogao potvrditi da su zahtjevi posla unutar
njihovih mogućnosti izrade, rokova isporuke proizvoda, kao i točnost i nedvosmislenost tehničke
dokumentacije. Proizvođač mora osigurati da bilo kakve razlike između ugovora i ponude budu
poznate te da je kupac upoznat sa bilo kakvim promjenama rokova, cijene ili nacrta koje bi mogle
nastati. [8]
3.2. Pregled zahtjeva
Aspekti koje bi trebalo razmotriti:
a) zahtjevi proizvoda koji će biti korišteni, zajedno sa bilo kakvim dodatnim zahtjevima;
b) zakonski i regulatorni zahtjevi;
c) svi dodatni zahtjevi određeni od strane proizvođača;
d) mogućnost proizvođača da udovolji propisanim zahtjevima. [8]
3.3. Tehnički pregled
Tehnički zahtjevi koje bi trebalo razmotriti trebaju uključivati:
a) specifikacija osnovnog materijala i svojstva zavarenih spojeva;
b) kvaliteta i kriteriji prihvaćanja zavarenih spojeva;
c) lokacija, pristupačnost i sljedivost zavara, uključujući pristupačnost za ispitivanje sa i
bez razaranja;
d) specifikacija procedura zavarivanja, nerazornog ispitivanja i toplinskih obrada;
e) pristup klasifikacije procedura zavarivanja;
f) kvalifikacija osoblja;
g) odabir, prepoznavanje i sljedivost (npr. materijala, zavara);
25
h) dogovor oko kontrole kvalitete, uključujući bilo kakvu uključenost nezavisnog
inspekcijskog tijela;
i) inspekcija i testiranje;
j) podugovaranje;
k) naknadna toplinska obrada zavara;
l) drugi zahtjevi zavarivanja, npr. ispitivanje udjela ferita, ostarivanje, vodikovi uključci,
površinska obrada, ...
m) upotreba specijalnih metoda (npr. kako bi se postigao potpuni korijen zavara kada se
zavaruje samo sa jedne strane)
n) dimenzije i detalji pripreme spoja i završenog zavara;
o) zavari koji se moraju izraditi unutar radione, odnosno van nje;
p) zaštita okoliša relevantna korištenom procesu;
q) postupanje s nesukladnostima. [8]
3.4. Podugovaranje
Kada proizvođač namjerava koristiti podugovorene usluge ili aktivnosti (npr. zavarivanje,
inspekciju, ispitivanje bez razaranja, toplinsku obradu), on je obavezan proslijediti sve dogovorene
zahtjeve podugovoritelju. Podugovaratelj je zatim dužan predati zapise i dokumentaciju o svom
poslu kako je dogovoreno sa proizvođačem.
Podugovaratelj je dužan raditi po pravilima i biti pod odgovornošću proizvođača te u
potpunosti u skladu s dogovorenim zahtjevima ovog dijela norme ISO 3834. Proizvođač se mora
sam uvjeriti da je podugovaratelj sposoban zadovoljiti zahtjeve kvalitete koji su dogovoreni.
Zahtjevi koje proizvođač prosljeđuje podugovaratelju trebaju uključivati relevantne podatke iz
pregleda zahtjeva (Poglavlje 3.2) i tehničkih zahtjeva (Poglavlje 3.3). Dodatni zahtjevi mogu se
tražiti od podugovaratelja kako bi se osigurali svi tehnički zahtjevi. [8]
3.5. Zavarivačko osoblje
3.5.1. Općenito
Proizvođač mora imati na raspolaganju dovoljno i kompetentno osoblje za planiranje,
izvođenje i kontrolu zavarivačkih radova prema specificiranim zahtjevima.
26
3.5.2. Zavarivači i operateri zavarivanja
Zavarivači i operateri zavarivači trebaju biti osposobljeni odgovarajućim testiranjima.
ISO dokumenti koji pokrivaju tražene zahtjeve:
- ISO 3834-5 - Tablica 1 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.5.3. Koordinatori zavarivanja
Proizvođač mora imati na raspolaganju odgovarajuće zavarivačko osoblje. Takvo osoblje ima
ovlasti za sve operacije koje je potrebno učiniti kako bi se postigla željena razina kvalitete. Zadaci
i ovlasti takvog osoblja trebaju biti točno definirani.
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 2 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.6. Kontrolno i ispitno osoblje
3.6.1. Općenito
Proizvođač mora imati na raspolaganju dovoljno i kompetentno osoblje za planiranje,
izvođenje i kontrolu postupaka pregleda i testiranja zavarivačkih radova prema specificiranim
zahtjevima. [8]
3.6.2. Ispitivanja bez razaranja
Ispitno osoblje za ispitivanje bez razaranja treba biti kvalificirano za taj posao. Neke kontrole
kao što je npr. vizualna ne iziskuju kvalifikaciju. Kada kvalifikacija nije potrebna, kompetentnost
osoblja dužan je provjeriti proizvođač.

27
3.7. Oprema
3.7.1. Proizvodna i ispitna oprema
Dolje navedena oprema treba biti dostupna kada je to potrebno:
1. izvori struje za zavarivanje i ostali strojevi;
2. oprema za pripremu spojeva i rezanje (npr. plazma rezačice);
3. oprema za predgrijavanje i naknadno zagrijavanje, mjerenje temperature;
4. stege i ukrute;
5. kranovi i ostala oprema za rukovanje;
6. osobna zaštitna sredstva i zaštitna oprema za odgovarajući proces;
7. peći za sušenje dodatnog materijala;
8. postrojenja za čišćenje površine;
9. postrojenja za ispitivanje sa i bez razaranje
Slika 7. Stroj za rezanje lima laserom
3.7.2. Opis opreme
Proizvođač mora imati i održavati popis osnovne opreme korištene za proizvodnju. Popis mora
imati listu nužne opreme kako bi se mogao procijeniti kapacitet i sposobnost radionice.
Taj popis može na primjer sadržavati:
- maksimalnu nosivost kranova;
- dimenzije pozicija kojima je radionica sposobna rukovati;
28
- kapacitet mehaničke ili automatske zavarivačke opreme;
- kapacitet opreme za rezanje, savijanje, skladištenje...
Ostala oprema treba samo biti određena samo brojem koji pokriva neku vrstu procesa (npr.
ukupan broj izvora električne energije). [8]
3.7.3. Procjena opreme
Oprema treba biti adekvatna za procese u kojima se upotrebljava.
Oprema za zavarivanje i grijanje ne treba se procjenjivati ako to nije specifično određeno.
3.7.4. Nova oprema
Nakon instalacije nove (ili obnovljene) opreme, potrebno je izvesti adekvatno ispitivanje iste.
Ispitivanje bi trebalo potvrditi da je oprema ispravna i funkcionalna. Nakon izvršenog testiranja,
ispunjava se dokumentacija u skladu s odgovarajućom normom.
3.7.5. Održavanje opreme
Proizvođač treba imati dokumentirane planove održavanja opreme. Plan mora osiguravati
provjeru na dijelovima opreme gdje je to navedeno. Plan može biti vezan samo na dio opreme koja
je nužna kako bi se održala kvaliteta proizvoda.
Primjeri takve opreme:
- stanje vodiča u opremi za rezanje, mehaničke ukrute, itd.;
- stanje mjerača napona i snage struje, mjerača brzine žice, te drugo na opremi za
zavarivanje;
- stanje kablova, crijeva i spojnica;
- stanje kontrolnih sustava u mehaničkim i automatskim zavarivačima;
- stanje opreme za mjerenje temperature.
Neispravna oprema ne smije se koristiti. [8]

29
3.8. Zavarivanje i srodne aktivnosti
3.8.1. Planiranje proizvodnje
Proizvođač mora osigurati i iznijeti adekvatno planiranje proizvodnje.
Stavke koje treba uzeti u obzir:
- Specifikacija dijelova od kojih će konstrukcija biti izrađena (npr. kao pojedinačni
dijelovi, sklopovi ili pod sklopovi, te navesti redoslijed završne montaže);
- Identifikacija pojedinačnih procesa potrebnih za izradu konstrukcije;
- Reference za određenu proceduru zavarivanja ili srodnih procesa;
- Dijelovi u kojima se treba zavarivati;
- Redoslijed i vrijeme u kojima će se određeni procesi izrađivati;
- Zaštita od vanjskih faktora (npr. zaštita od vjetra i kiše)
- Identifikacija šarže lima, dijelova i komponenti. [8]
3.8.2. Specifikacije zavarivanja
Proizvođač je nužan pripremiti tehnologiju zavarivanja i treba osigurati da se ona koristi u
proizvodnji. Jedan od neophodnih dijelova je procedura zavarivanja (WPS – engl. Welding
Procedure Specification). To je dokument koji sadrži sve upute zavarivaču kako bi se mogao držati
parametra koji su određeni za tu vrstu zavarivanja. Time se postiže normirani postupak koji je
ponovljiv i pouzdan. [8]
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 4 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.8.3. Kvalifikacija zavarivačkih procedura
Procedure zavarivanja trebaju biti kvalificirane i ispitane prije početka izrade. To je potrebno
kako bi se uvjerili u kvalitetu zavarivanja, ali i kako bismo točnije mogli planirati troškove
proizvodnje. Metode kvalifikacije trebaju biti u skladu s važećim standardima proizvoda, ili ako
je to drugačije navedeno, po tehničkim specifikacijama. [8]
30
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 5 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.8.4. Upute za rad
Procedure zavarivanja (WPS) mogu se koristiti i koriste se direktno u proizvodnji kao upute za
rad. Alternativno, mogu se pojaviti i dodatne, specifičnije upute za određeni proces. Takve upute
moraju biti pripremljene od strane visoko kvalificiranog osoblja i one ne trebaju zasebnu
kvalifikaciju.
3.8.5. Procedure za pripremu i kontrolu dokumentacije
Proizvođač je dužan uspostaviti i održavati procedure za izradu, pripremu i kontrolu
dokumentacije o kvaliteti (npr. WPS liste, zapisnike o kontroli kvalitete zavara, certifikati
zavarivača i zavarivačkog osoblja)
3.9. Dodatni materijal
3.9.1. Testiranje dodatnog materijala
Kontrola dodatnog materijala ne zahtjeva se po normi ISO 3834-2. Ona je potrebna samo ako
je to tako definirano u specifikaciji.
3.9.2. Skladištenje i rukovanje
Proizvođač je nužan izraditi i primijeniti postupak za skladištenje, rukovanje, utvrđivanje i
upotrebu dodatnih materijala za zavarivanje kako bi se izbjeglo skupljanje vlage, oksidacija, štete
itd. Postupci trebaju biti u skladu s dobavljačevim preporukama.

31
3.9.3. Skladištenje osnovnih materijala
Skladištenje osnovnog materijala treba biti takvo da na materijal uključujući i materijal koji
isporučuje kupac neće biti nepovoljnog utjecaja. Za vrijeme skladištenja treba se provjeravati i
utvrđivati kakvoća materijala.
3.9.4. Toplinska obrada nakon zavarivanja
Proizvođač treba biti potpuno odgovoran za određivanje i provedbu toplinske obrade nakon
zavarivanja. Postupak treba biti u skladu s osnovnim materijalom, zavarenim spojem i
konstrukcijom, te treba odgovarati normi za proizvod ili ako je tako određeno, tehničkim
specifikacijama proizvoda. [8]
Za vrijeme provođenja toplinske obrade potrebno je raditi zapis o procesu. Zapis treba pokazati
da slijedi specifikaciju i treba biti slijediv prema pojedinačnom proizvodu.
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 6 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.10. Nadzor i ispitivanje
3.10.1. Općenito
Primjenjivi nadzor i ispitivanje treba se primijeniti u prikladnim fazama proizvodnog procesa
kako bi se osigurala sukladnost s ugovornim zahtjevima. Mjesto i učestalost takvih nadzora i/ili
ispitivanja će ovisiti o ugovoru i/ili normi za proizvod, procesu zavarivanja i vrsti konstrukcije
(vidjeti 3.2 i 3.3).
Proizvođač je slobodan izvršiti dodatna ispitivanja bez ograničenja ukoliko misli da su ista
potrebna. Ne zahtjeva se izvješćivanje o takvim ispitivanjima. [8]
3.10.2. Nadzor i ispitivanje prije zavarivanja
Prije početka zavarivanja, trebalo bi preispitati slijedeće:
prikladnost i valjanost uvjerenja o ispitivanju zavarivača i zavarivača operatera;

32
prikladnost specifikacije postupaka zavarivanja;
utvrđivanje osnovnog i dodatnog materijala;
pripremu spoja (npr. oblik i dimenzije);
centriranje, stezanje i pripajanje;
posebne zahtjeve u specifikaciji postupka zavarivanja (npr. sprečavanje izobličenja);
primjerenost radnih uvjeta za zavarivanje, uključujući okoliš.
3.10.3. Nadzor i ispitivanje za vrijeme zavarivanja
Za vrijeme zavarivanja trebalo bi preispitati u primjerenim vremenskim intervalima ili
kontinuirano pratiti:
bitne parametre zavarivanja (npr. struja zavarivanja, napon luka i brzina zavarivanja);
temperaturu predgrijanja / međuslojnu temperaturu;
čišćenje i oblik slojeva zavarenog materijala;
korjenovanje zavara;
redoslijed zavarivanja;
upravljanje iskrivljenjima;
ispravnu upotrebu i rukovanje dodatnim materijalom za zavarivanje;
međufazno ispitivanje (npr. provjera dimenzija). [8]
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 7 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.10.4. Nadzor i ispitivanje nakon zavarivanja
Poslije zavarivanja potrebno je preispitati sukladnost s odgovarajućim elementima i kriterijima
prihvatljivosti:
vizualni nazor;
ispitivanje bez razaranja;
ispitivanje razaranjem;
izgled, oblik i dimenzije konstrukcije;
rezultate i zapise operacija poslije zavarivanja (npr. toplinska obrada nakon
zavarivanja).
33
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 8 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.10.5. Status nadzora i ispitivanja
Trebaju se poduzeti mjere nadzora kako bi se mogla pratiti proizvodnja i kvaliteta proizvoda.
Neke od takvih mjera su kartice prometa, status ispitivanja i testiranja zavarenih spojeva itd.
3.11. Nesukladnost i popravne mjere
Trebaju se primijeniti mjere za upravljanje stavkama ili aktivnostima koje nisu sukladne s
određenim tehničkim zahtjevima kako bi se spriječilo njihovo nehotično prihvaćanje. Kada se
izvodi popravak i/ili ispravljanje od strane proizvođača, opis određenih prihvatljivih procedura
treba biti dostupna na svim radnim postajama gdje će se popravak ili ispravak obavljati.
Nakon izvršenog popravka, predmet se treba ponovo pregledati, testirati i ispitati u skladu s
izvornim zahtjevima. Također se trebaju primijeniti mjere kako bi se izbjeglo ponavljanje
nesukladnosti. [8]
3.12. Umjeravanje i provjeravanje opreme za mjerenje, nadzor i ispitivanje
Proizvođač je odgovoran za primjereno i pravovremeno umjeravanje ili provjeravanje opreme
za mjerenje, nadzor i ispitivanje. Svom opremom koja se koristi za ocjenjivanje kvalitete
konstrukcija treba se odgovarajuće upravljati te usmjeravati ili provjeravati u određenim
vremenskim intervalima.
ISO dokumenti koji pokrivaju te zahtjeve kvalitete navedeni su u :
- ISO 3834-5 - Tablica 9 - elektrolučno, elektronskim snopom, lasersko i plinsko zavarivanje;
- ISO 3834-5 - Tablica 10 - ostali postupci zavarivanja. [11]
3.13. Utvrđivanje i sljedivost
Ako se zahtjeva, potrebno je utvrđivanje i sljedivost tijekom proizvodnog procesa.
Ako se zahtjeva, dokumentirani sustav koji osigurava utvrđivanje i sljedivost operacija
zavarivanja uključuje:
utvrđivanje planova proizvodnje;
utvrđivanje kartica prolaza;
34
utvrđivanje mjesta zavarivanja u konstrukciji;
utvrđivanje postupaka i osoblja za ispitivanje bez razaranja;
utvrđivanje dodatnih materijala za zavarivanje;
utvrđivanje i/ili sljedivost osnovnog materijala;
utvrđivanje i mjesto popravka;
utvrđivanje mjesta privremenih dodataka;
sljedivost za potpuno mehanizirane i automatizirane zavarivačke jedinice;
sljedivost zavarivača i zavarivača operatera za specifične zavare;
sljedivost specifikacija postupaka zavarivanja za specifične zavare. [8]
3.14. Zapisi kvalitete
Kada je primjenjivo, zapisi kvalitete trebaju uključiti:
zapis preispitivanja zahtjeva/tehničkog pregleda;
dokumente nadzora materijala;
dokumente nadzora dodatnog materijala za zavarivanje;
specifikacije postupka zavarivanja;
zapise održavanja opreme;
zapise ispitivanja postupka zavarivanja (WPQR);
uvjerenja ispitivanja zavarivača ili zavarivača operatera;
plan proizvodnje;
uvjerenja osoblja za nerazorna ispitivanja;
specifikacije i zapise postupka toplinske obrade;
postupke i zapise ispitivanja bez i sa razaranjem;
dimenzijska izvješća;
zapise o popravcima i izvješća o nesukladnosti;
po potrebi i drugi dokumente.
Zapisi kvalitete trebaju se čuvati najmanje pet godina u nedostatku bilo kakvih drugih
navedenih zahtjeva. [8]

35
4. Certificiranje tvrtke za dobivanje norme 3834-2
Međunarodna norma ISO 9001 nije proizvodna norma, već se više odnosi na sustave
upravljanja kvalitetom. Norma uvodi potrebu za ocjenu uvedenog, dokumentiranog i provođenog
sustava upravljanja kvalitetom, i to u većini slučajeva po želji kupca. Ona stoga predstavlja kriterij
konkurentnosti.
Zavarivačkim tvrtkama norma ISO 9001 uzrokuje određene poteškoće, zbog činjenice da ne
postoji izravna veza na određenu tehnologiju. ISO 9001 utvrđuje činjenicu da za "posebne
postupke" kao što je na primjer zavarivanje, treba uzeti u obzir i pridržavati se dodatnih zahtjeva.
U skladu s tim i prema uputama komisije Europske unije i Europskog odbora za standardizaciju
(CEN; franc.Comité Européen de Normalisation) izdana je razrađeniju verziju norme ISO 9001,
pod nazivom EN 729. Kasnije je ta norma zamijenjena sa EN 3834, a namijenjena je zavarivačkim
tvrtkama i osigurava traženu kvalitetu zavarivanja i ostalih postupaka spajanja metalnih materijala
taljenjem.
EN ISO 3834 prije svega treba jamčiti sigurnost postupaka zavarivanja. Ona određuje sustav
upravljanja kvalitetom koji je posebno funkcionalan u kombinaciji sa ISO 9001, čiji je dodatak.
Razumnim upotpunjavanjem tih standarda, zavarivačka tvrtka dobiva djelotvoran sustav
upravljanja kvalitetom koji unaprjeđuje organizacijske procese i povećava konkurentnost.
Ključan čimbenik za prosperitet na svjetskom, ali i domaćem tržištu, smatra se sposobnost
proizvođača da udovolji zahtjevima kvalitete postavljenih putem serije normi ISO 9001. Za
spajanje metalnih materijala taljenjem, ispunjavanje zahtjeva na kvalitetu propisanih normama
ISO 9001 osigurano je provođenje standarda EN ISO 3834, kao i prijašnjeg EN ISO 729.
Zadovoljavanje i uvođenje zahtjeva EN ISO 3834 je uvjet za dobivanje uvjerenja o
sposobnosti pogona za izvođenje zavarivačkih radova. Upute za provedbu standarda HRN EN ISO
3834-2 propisani su normom HRN EN ISO 3834-6. [12]
Norma EN ISO 3834 izrađena je da propiše odgovarajuće zahtjeve za osiguravanje kvalitete
proizvođačima koji u proizvodnji provode proces zavarivanja.
Oni su tako raščlanjeni da obuhvaćaju sva područja proizvodnje konstrukcija zavarivanjem
koja se provode u pogonu ili na otvorenim.
Važno je napomenuti kako je EN ISO 3834-2 obvezujuća norma za sve članice Europske unije,
odnosno za sve članice koje moraju zadovoljiti ugovore sklopljene s zemljama članicama, kao
proizvođačima zavarenih proizvoda. Ova norma izrazito je bitna za takozvani regulirani sektor,
odnosno za:
zavarene čelične i aluminijske konstrukcije;
konstrukcije tračnih vozila i željezničkih pruga;

36
konstrukcija brodova, brodskih i nautičkih uređaja;
konstrukcije vojne opreme;
konstrukcije zrakoplova i svemirskih letjelica;
konstrukcije parnih kotlova, tlačnih posuda, plinskih instalacija acetilena i fluida kao i
visokotlačnih plinskih cijevi (pogoni koji se trebaju nadzirati);
spremnike koji se proizvode na "licu mjesta";
konstrukcije cijevi, konstrukcije nuklearnih reaktora. [8]
4.1. Zahtjevi tvrtke za implementaciju norme ISO 3834
Standard HRN EN ISO 3834-2 nije sveobuhvatni sistem menadžmenta kvalitetom. Iako to nije
propisano dobro je posjedovati i iskoristiti prednosti nekog takvog certifikata, najčešće standarda
ISO 9001. Zavarivačka radionica može zahtijevati i dobiti samostalni certifikat HRN EN ISO
3834-2, no tada je potrebno u njega implementirati i zahtjeve koji su obično navedeni u normi ISO
9001. [13]
Nakon ispunjavanja toga zahtjeva ili ako tvrtka od prije posjeduje navedeni certifikat, obraća
se nekom Tijelu za ocjenu sukladnosti (certifikacijskoj tvrtki) sa Zahtjevom za certificiranje. Tim
zahtjevom traži se usluga certificiranja te se određuju neki osnovni pravci postupka. U zahtjevu se
navodi točna norma koja se traži, ugrubo se upisuje proizvod, usluga ili osoblje koja bi se
certificirala te se daju podaci o tvrtki kako bi se kasnije moglo kontaktirati. [14] Primjer se nalazi
na slici 8. gdje je Zahtjev za certificiranje TPK-Zavoda iz Zagreba.
Uz Zahtjev klijent je dužan dostaviti i potrebnu referentnu dokumentaciju ovisno o
certifikacijskoj shemi za koju želi certificiranje.

37
Slika 8. Zahtjev za certificiranje tvrtke TPK-ZAVOD d.d [15]
.

38
4.2. Upitnik za sustav EN ISO 3834-2
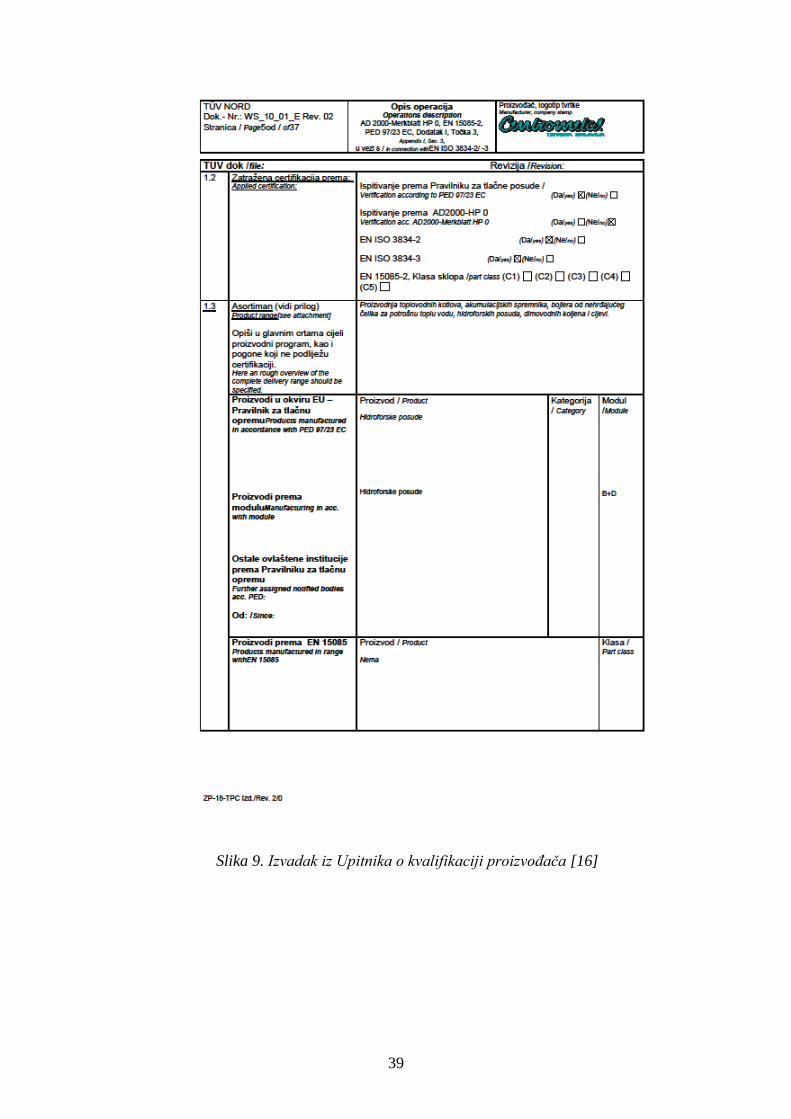
Nakon što Tijelo za ocjenu sukladnosti primi Zahtjev za certifikaciju i isti odobri, potrebno je
dogovoriti specifične detalje oko tvrtke i postupka zavarivanja. Tijelo zatim šalje Upitnik o
kvalifikaciji proizvođača za navedeni postupak. Proizvođač je dužan ispuniti i ispunjeni Upitnik
vratiti Tijelu za ocjenu sukladnosti. Ispunjavanjem Upitnika daje se detaljni uvid u kompletni
proizvodni proces, od nabave materijala do isporuke proizvoda. Ispunjenim upitnikom Tijelu
dajemo uvid u sve zahtjeve norme EN ISO 3834-2, broj radnika i njihovu obuku, podugovaranje,
reviziju ugovora i nacrta, dodatni materijal, ispitivanje i nadzor i drugo. Primjer stranice upitnika
može se vidjeti u slici 9.
Dostavljenim upitnikom certifikacijska tvrtka ocjenjuje prihvatljivost zahtjeva i to:
jednoznačnost zahtjeva, prihvatljivost elemenata sadržaja zahtjeva, provjeru resursa te sve ostale
parametre koji bi mogli utjecati na nepristranost. Ukoliko upitnik i zahtjev ne sadržavaju sve
potrebne podatke, Tijelo u izravnom kontaktu s podnositeljem uklanja sve greške i nedostatke.
Nakon prihvaćanja upitnika Tijelo za ocjenu sukladnosti klijentu dostavlja ponudu. Ukoliko je
ista prihvatljiva, klijent je prihvaća i potpisuje se ugovor. Nakon potpisivanja i reguliranja
ugovornog odnosa, može se krenuti s aktivnostima certificiranja.
39
Slika 9. Izvadak iz Upitnika o kvalifikaciji proizvođača [16]
40
4.3. Radnje potrebne prije certificiranja
Prije certifikacije potrebno je napraviti nekoliko pripremnih radnji. Sve te radnje vežu se na
zahtjeve opisane u normi EN ISO 3834-2 i točke koje su navedene u Tablici 1, a nabrojane ispod:
1. Preispitivanje zahtjeva i tehnički pregled
2. Podugovaranje
3. Zavarivačko osoblje
4. Osoblje za nadzor i ispitivanje
5. Oprema
6. Zavarivanje i srodne aktivnosti
7. Dodatni materijali za zavarivanje
8. Skladištenje osnovnih materijala
9. Toplinska obrada nakon zavarivanja
10. Nadzor i ispitivanje
11. Nesukladnost i popravne mjere
12. Umjeravanje i provjeravanje opreme
13. Utvrđivanje i sljedivost
14. Zapisi kvalitete
Najvažniji prije spomenuti zahtjevi biti će opisani i obrađeni u nastavku rada. Primjeri su dani
na certificiranju u tvrtki Centrometal d.o.o. iz Macinca.
4.3.1. Zavarivačko osoblje
Jedan od glavnih koncepata norme EN ISO 3834 su koordinatori zavarivanja. Međunarodni
institut zavarivanja (IIW) prema EN 14731 zahtjeva da je koordinatori zavarivanja budu glavno i
odgovorno osoblje u Procesu i Shemi certificiranja. To treba prepoznati i proizvođač, te na tu
funkciju postaviti samo kvalificirano i kvalitetno osoblje.
Prema ISO 14731 koordinator zavarivanja potreban je imati znanje i iskustvo, a ono se dijeli
na dvije grane. Prvo je opće tehničko znanje, a drugo posebno tehničko znanje u zavarivanju i
odgovarajućim procesima koji se odnose na dodijeljene zadatke.
Koordinator zavarivanja treba biti adekvatno stručno osposobljen, odnosno da ima položenu
specijalizaciju iz zavarivanja. Preporučeno je da koordinator posjeduje IWE (International
Welding Engineer) ili EWE (European Welding Engineer) diplomu. Kako su diplome
međunarodne i međusobno se priznaju, Međunarodni institut zavarivanja priznaje obje i smatra ih
ekvivalentnim. Primjer diplome nalazi se u prilogu.
41
Proizvođač je dužan točno definirati zadatke i odgovornosti koordinatora zavarivanja.
Koordinator je dužan izraditi ili ovjeriti procedure zavarivanja (WPS), vršiti nadzor i/ili ispitivanje
zavara kao i pregled zahtjeva i tehničkih zahtjeva dogovorenih poslova. Neki od primjera zadataka
i obaveza koordinatora nadzora zavarivanja nalazi se u prilogu.
Uz koordinatora zavarivanja, tvrtka treba imati njegovog zamjenika. Poslovođe zavarivačkih
radionica odgovaraju koordinatoru zavarivanja i zamjeniku, a zavarivači svojim poslovođama.
4.3.2. Zavarivač i operater
Svi zavarivači koji izvode zavarivanje po normi EN ISO 3834-2 trebaju posjedovati certifikat
kojim se potvrđuje njihova kvalifikacija i kompetencija za izvođenje zavarivačkih radova.
Standard koji se koristi za provjeru zavarivača je HRN EN ISO 9606-1. On je 2015. godine
zamijenio prijašnji HRN EN 287-1. HRN EN ISO 9606-1 osigurava sistemsko kvalifikacijsko
ispitivanje zavarivača i osigurava takve kvalifikacije koje će biti opće prihvaćene nezavisno od
vrste proizvoda, ispitivača ili ispitnog tijela. [15]
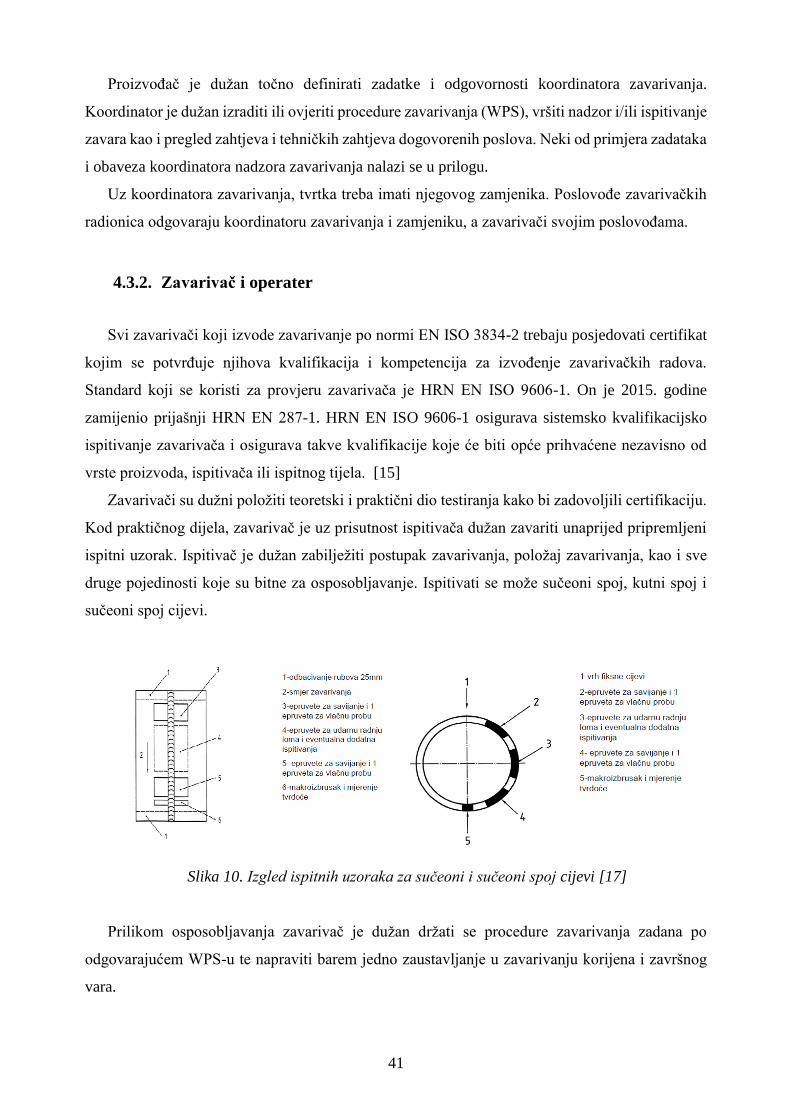
Zavarivači su dužni položiti teoretski i praktični dio testiranja kako bi zadovoljili certifikaciju.
Kod praktičnog dijela, zavarivač je uz prisutnost ispitivača dužan zavariti unaprijed pripremljeni
ispitni uzorak. Ispitivač je dužan zabilježiti postupak zavarivanja, položaj zavarivanja, kao i sve
druge pojedinosti koje su bitne za osposobljavanje. Ispitivati se može sučeoni spoj, kutni spoj i
sučeoni spoj cijevi.
Slika 10. Izgled ispitnih uzoraka za sučeoni i sučeoni spoj cijevi [17]
Prilikom osposobljavanja zavarivač je dužan držati se procedure zavarivanja zadana po
odgovarajućem WPS-u te napraviti barem jedno zaustavljanje u zavarivanju korijena i završnog
vara.

42
Ispitni uzorak zatim se reže na epruvete za ispitivanje i šalje na testiranje. Izvodi se više
kontrola, najprije vizualna kontrola zavara, a zatim i ispitivanje razaranjem (ispitivanje savijanja i
loma), radiografsko te makroskopsko ispitivanje mikroskopom.
Izvješća sa radiografskog i vizualnog ispitivanja mogu se naći u prilogu.
Nakon prihvaćanja i odobravanja ispitnih uzoraka kao i položenog teoretskog dijela, zavarivač
dobiva svoj certifikat (atest). Primjer atesta zavarivača nalazi se u Prilozima. Certifikat zavarivača
vrijedi tri godine od datuma polaganja, no potrebno je svakih šest mjeseci izvesti interni audit.
Tada zavarivač radi novi uzorak koji se arhivira i automatski se mu produžuje certifikat na novih
šest mjeseci.
4.3.3. Atest postupka
Specifikacija postupka zavarivanja (engl. Welding procedure specifications - WPS) čini
najvažniji dokument u postupku zavarivanja. Sam izgled WPS-a nije propisan, no propisani su
elementi koje dokument treba sadržavati. Točno se znaju parametri zavarivanja, položaj i postupak
zavarivanja, vrsta osnovnog i dodatnog materijala, temperatura predgrijavanja, međuprolaz i
dogrijavanja i drugi podaci vezano uz tehnologiju i uvjete zavarivanja. Jednom izrađen WPS
dokument ima neograničeno važenje uz uvjet da su uvjeti pod kojima je izrađen temeljni dokument
nepromijenjeni.

43
Slika 11. Položaji zavarivanja prema HRN EN ISO [17]
WPS dokument koji se nalazi neposredno uz radno mjesto i na dohvat ruke zavarivača,
poslovođe zavarivanja, inženjera za zavarivačke radove i inspektora za zavarivačke radove treba
imati samo osnovne podatke neophodne za uspješno izvođenje zavarivačkih radova.
Zbog praktičnosti primjene i bolje preglednosti WPS dokumenti najčešće se izrađuju na jednoj
stranici papira. Dva primjera Specifikacije postupka zavarivanja nalazi se u prilogu Završnog rada.
Za standard EN ISO 3834-2 potrebno je priložiti i Certifikat o kvaliteti postupka zavarivanja
(WPQR).Postupci zavarivanja moraju biti kvalificirani prije početka proizvodnje. Metode
kvalifikacije moraju biti u skladu s primjenjivim normama za proizvod ili prema specifikaciji u
narudžbi. Primjer certifikata o kvaliteti postupka zavarivanja se također nalazi u prilogu.
4.3.4. Oprema za zavarivanje
U ovom poglavlju obrađuju se točka 7. iz Tablice 1., dok su 8. i 9. točka obrađene preko
certifikata HRN EN ISO 9001.
Kako bismo bili sigurni da aparati za zavarivanje rade na odgovarajući zadovoljavajući način
potrebno ih je kalibrirati i certificirati. Umjeravanje i ovjeravanje aparata za zavarivanje propisuje
44
ISO 17662. [22] Kalibracija uključuje mjerenje različitih parametara i ispravljanje istih dok se ne
postignu specifikacije propisane od proizvođača aparata. Kada je aparat za zavarivanje kalibriran,
može biti i certificiran [18]. Tu radnju može tvrtka raditi samu za sebe ili angažirati vanjskog
suradnika. Bitno je da postoji dokumentirani pisani trag, te da aparat za zavarivanje na kraju dobije
svoju registraciju ispravnosti. Primjer registracije nalazi se na slici 12. ispod. Vidljivo je da je
"izbušen" 7. mjesec 2018. godine, to je datum do kada certifikacija aparata za zavarivanje vrijedi,
te datum do kojeg ga nije potrebno umjeravati ako to ne bude izvanredno potrebno.
Slika 12. Registracija umjeravanja aparata za zavarivanje [19]
Umjeravanje aparata za zavarivanje garantira da su postupci zavarivanja izvedeni na njemu
točno, te da aparat radi na najvišem kapacitetu i sposobnosti. To je potrebno za izvođenje
kvalitetnih zavara koje tržište iziskuje.
Sam postupak umjeravanja iziskuje specificiranu opremu. Potrebni su termohigrometar,
digitalni multimetar te uređaj za mjerenje brzine žice. Svi ti uređaji također trebaju imati svoj
certifikat umjerenosti izdan od ovlaštene osobe ili tijela. Primjer potvrde o umjeravanju uređaja za
mjerenje nalazi se u prilozima.
45
Slika 13. Uređaji za umjeravanje
Korišteni su uređaji (prikazani na slici 13.):
digitalni termohigrometar FLUKE 179,
digitalni multimetar FLUKE 179 RM,
digitalni brojač okretaja AXIO AX-2901.
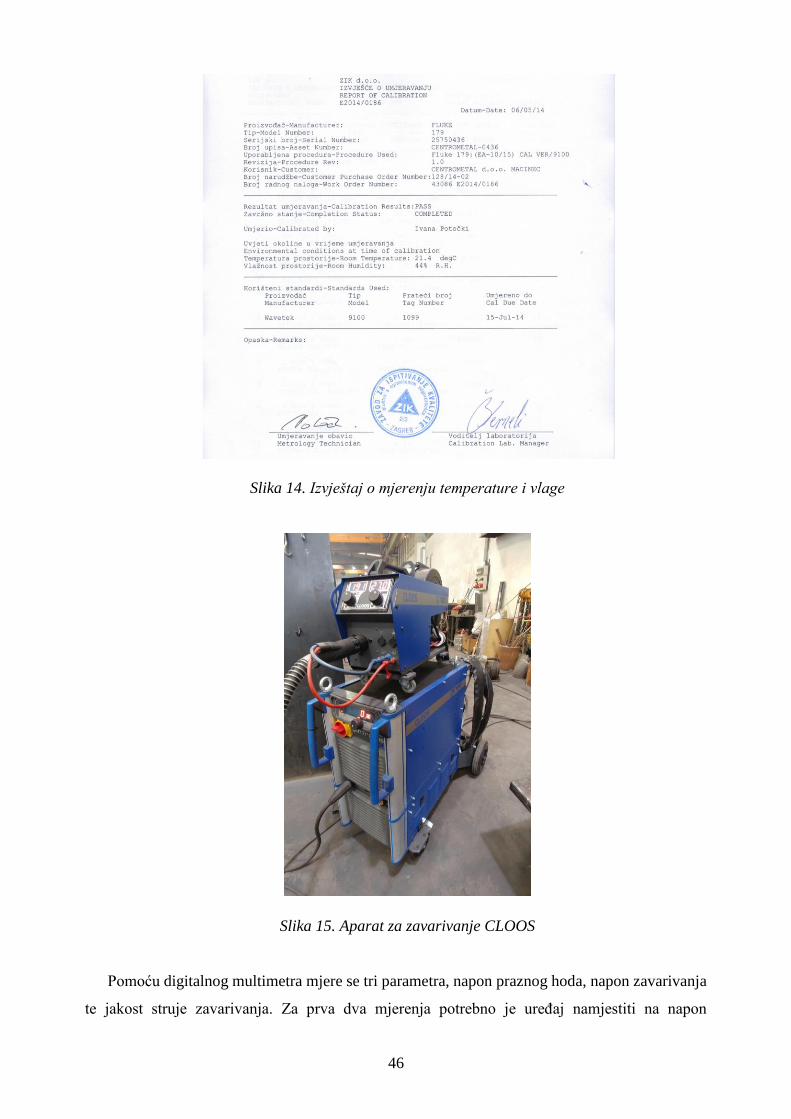
Prije umjeravanja potrebno je termohigrometrom izmjeriti relativnu vlažnost i temperaturu
zraka u prostoru ispitivanja, te voltmetrom napon uređaja za napajanje. Uređaj za zavarivanje mora
biti uključen barem 5 minuta prije ispitivanja.
Izvješće termohigrometra možemo vidjeti na slici 14.
46
Slika 14. Izvještaj o mjerenju temperature i vlage
Slika 15. Aparat za zavarivanje CLOOS
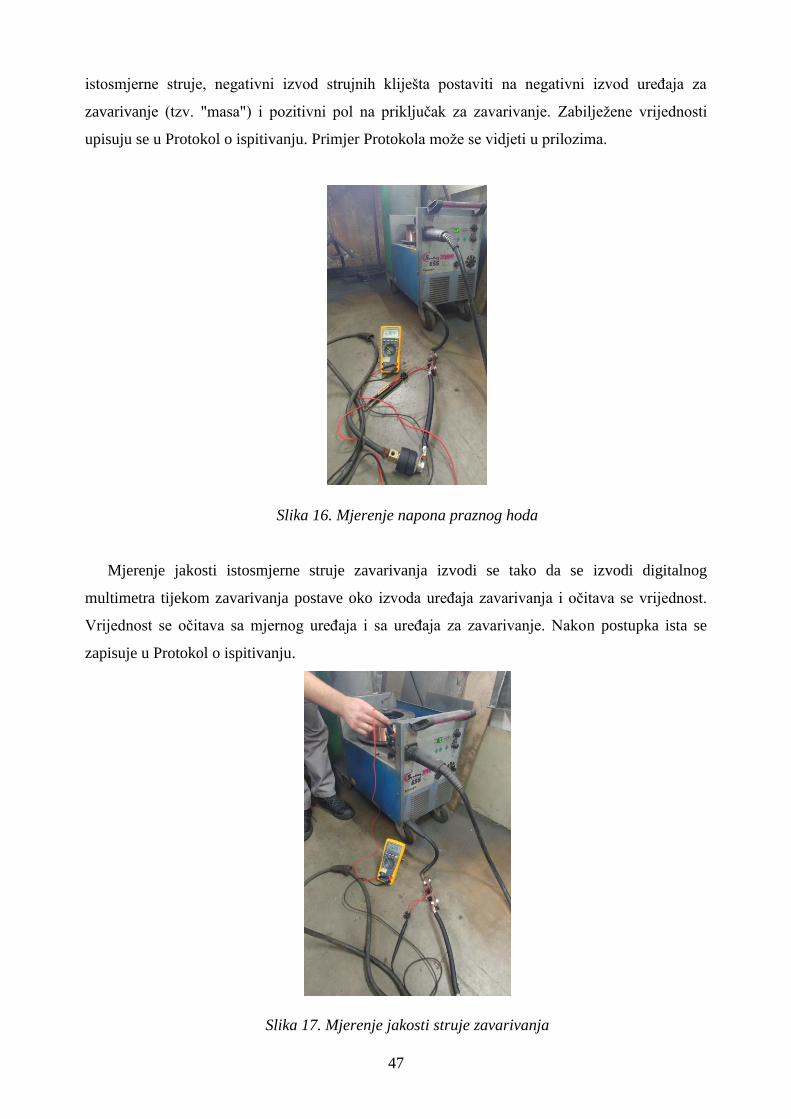
Pomoću digitalnog multimetra mjere se tri parametra, napon praznog hoda, napon zavarivanja
te jakost struje zavarivanja. Za prva dva mjerenja potrebno je uređaj namjestiti na napon
47
istosmjerne struje, negativni izvod strujnih kliješta postaviti na negativni izvod uređaja za
zavarivanje (tzv. "masa") i pozitivni pol na priključak za zavarivanje. Zabilježene vrijednosti
upisuju se u Protokol o ispitivanju. Primjer Protokola može se vidjeti u prilozima.
Slika 16. Mjerenje napona praznog hoda
Mjerenje jakosti istosmjerne struje zavarivanja izvodi se tako da se izvodi digitalnog
multimetra tijekom zavarivanja postave oko izvoda uređaja zavarivanja i očitava se vrijednost.
Vrijednost se očitava sa mjernog uređaja i sa uređaja za zavarivanje. Nakon postupka ista se
zapisuje u Protokol o ispitivanju.
Slika 17. Mjerenje jakosti struje zavarivanja
48
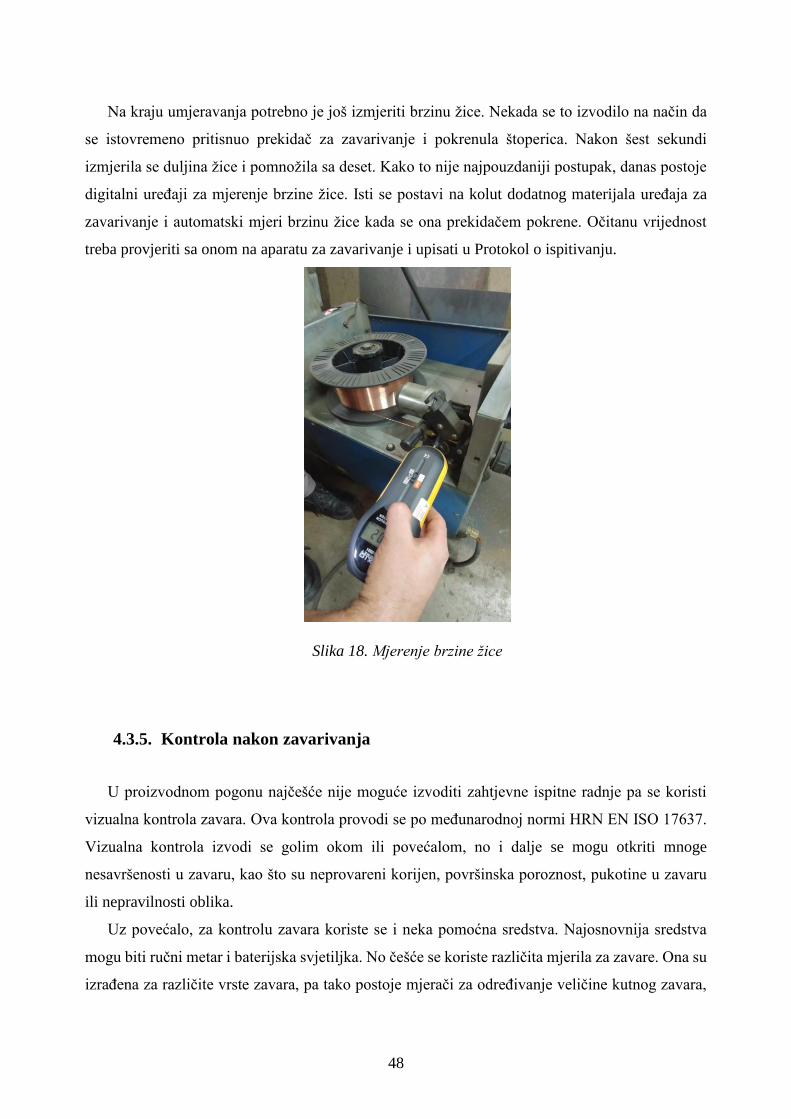
Na kraju umjeravanja potrebno je još izmjeriti brzinu žice. Nekada se to izvodilo na način da
se istovremeno pritisnuo prekidač za zavarivanje i pokrenula štoperica. Nakon šest sekundi
izmjerila se duljina žice i pomnožila sa deset. Kako to nije najpouzdaniji postupak, danas postoje
digitalni uređaji za mjerenje brzine žice. Isti se postavi na kolut dodatnog materijala uređaja za
zavarivanje i automatski mjeri brzinu žice kada se ona prekidačem pokrene. Očitanu vrijednost
treba provjeriti sa onom na aparatu za zavarivanje i upisati u Protokol o ispitivanju.
Slika 18. Mjerenje brzine žice
4.3.5. Kontrola nakon zavarivanja
U proizvodnom pogonu najčešće nije moguće izvoditi zahtjevne ispitne radnje pa se koristi
vizualna kontrola zavara. Ova kontrola provodi se po međunarodnoj normi HRN EN ISO 17637.
Vizualna kontrola izvodi se golim okom ili povećalom, no i dalje se mogu otkriti mnoge
nesavršenosti u zavaru, kao što su neprovareni korijen, površinska poroznost, pukotine u zavaru
ili nepravilnosti oblika.
Uz povećalo, za kontrolu zavara koriste se i neka pomoćna sredstva. Najosnovnija sredstva
mogu biti ručni metar i baterijska svjetiljka. No češće se koriste različita mjerila za zavare. Ona su
izrađena za različite vrste zavara, pa tako postoje mjerači za određivanje veličine kutnog zavara,
49
mjerač dubine zavara ili širine zazora i slično. Te mjerače svrstavamo u precizna sredstva za
kontrolu zavara.
Slika 19. Postupnik umjeravanja manometra [16]
Mjerna oprema, kao i sredstva za rad također iziskuje umjeravanje. Primjer potvrde
umjeravanja mikrometra i manometra nalaze se u prilogu, dok se na slici 19. iznad može vidjeti
postupnik umjeravanja manometra.

50
Slika 20. Primjer opreme za kontrolu zavara [20]
Uz mjerače, postoje i drugi oblici određivanje kvalitete zavara bez razaranja. Tu spadaju
penetranti. Na prethodno očišćenu i odmašćenu površinu nanosi se penetrant. Nakon penetriranja
u eventualnu pukotinu, uklanja se penetrant na odgovarajući način. Nakon toga nanosi se razvijač,
koji izvlači penetrant iz pukotine, pa je na bijeloj površini lako uočljiva crvena linija od penetranta
iz pukotine. Kod tanjih limova na jednu se stranu nanosi penetrant, a na drugu razvijač. Ako postoji
pukotina kroz cijelu debljinu lima, tada će razvijač izvući penetrant na svoju stranu, što će se otkriti
kao lako uočljiva crvena crta penetranta iz pukotine na bijeloj (od razvijača) površini lima. Osoblje
koje koristi penetrante treba biti obučeno i posjedovati certifikat za tu vrstu ispitivanja zavara bez
razaranja.
Slika 21. Penetrant, razvijač i čistač
Ukoliko se proizvodi oprema pod tlakom i tlačna oprema zahtijeva se još jedna kontrola, a to
je tlačno ispitivanje (tlačna proba). Tim postupkom osigurava se postojanost zavara i sigurnost

51
korisnika na radnim uvjetima. Proizvod se mora ispitivati pod radnim tlaku uvećanim za faktor
sigurnosti, koji je barem dvostruko veći od radnog tlaka. Na slici 22. je primjer bazena za tlačnu
probu bojlera potrošne tople vode. U njima se bojleri pod tlakom urone u vodu kako bi se vizualno
osigurala postojanost zavara i tlačne nepropusnosti.
Slika 22. Ispitivanje bojlera
4.3.6. Osnovni materijal
Kod nabavke osnovnog materijala obratiti pažnju na geografsko podrijetlo, poželjno je da je
lim proizveden u Europi. Isti treba svojim sastavom (šaržom) odgovarati zahtjevima procesa. Kod
specijalnih materijala, kao što su na primjer kotlovski čelici, potrebno je uz proizvod priložiti i
atest osnovnog materijala. Primjer atesta nalazi se u Prilogu.
Skladište osnovnog materijala treba biti izvedeno tako da nema vanjskih nepovoljnih utjecaja
na njega (vlaga, kiša, sunce, ...). Skladište treba biti sortirano kako je to navedeno u proceduri, po
vrsti i dimenzijama materijala, kao i po šaržama. Tijekom skladištenja potrebno je provjeravati i
utvrđivati kvalitetu i kakvoću materijala.

52
Slika 23. Skladište lima
4.3.7. Dodatni materijal
Norma EN ISO 3834-2 posebno je stroga prema skladištenju dodatnog materijala. Postupci i
odgovornosti za kontrolu posebno su propisani. Postoje postupnici za rukovanje, korištenje i
skladištenje dodatnog materijala za zavarivanje. Nužno je obraćati pažnju na udio vlage, oksidaciju
ili bilo kakva oštećenja koja bi mogla dovesti do netočnosti i nesavršenosti u zavarivanju (npr.
poroznost zavara zbog vlage u elektrodama; javlja se ulaskom vodika u rastaljeni metal).
Proizvođač je nužan provesti i posjedovati kontrolu sastava (šarže) dodatnog materijala. Primjer
atesta šarže dodatnog materijala nalazi se u prilogu.
Slika 24. Skladište dodatnog materijala
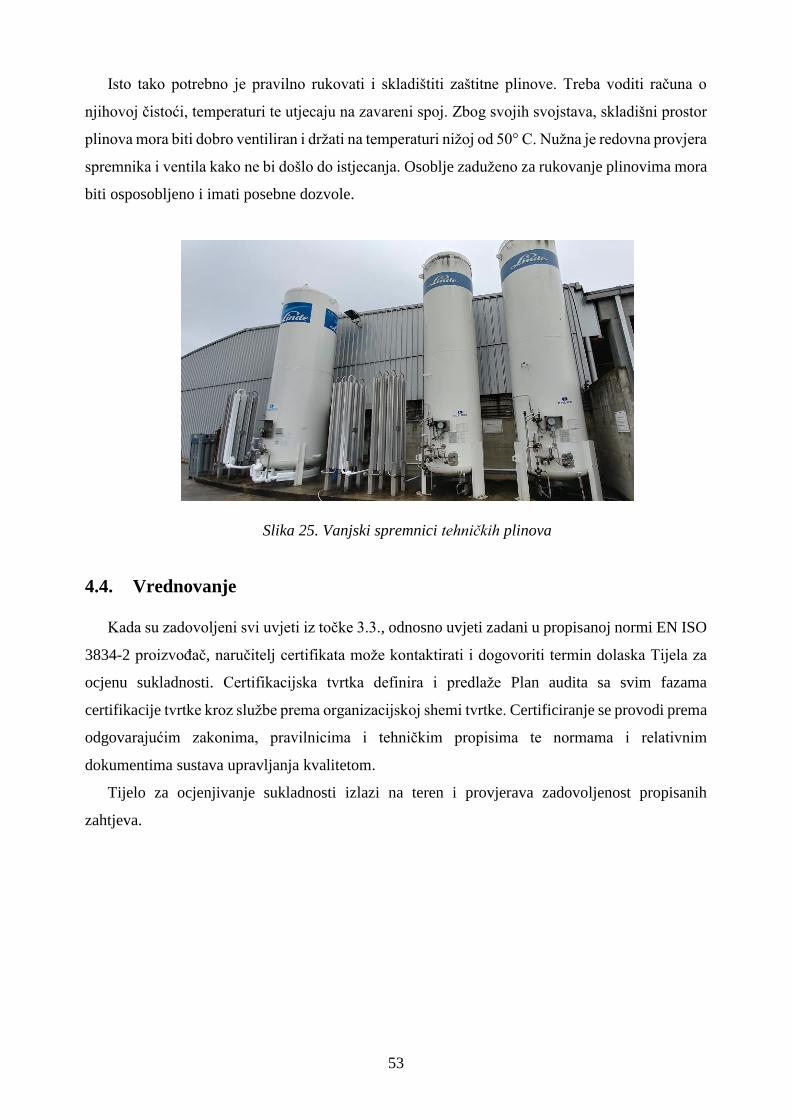
53
Isto tako potrebno je pravilno rukovati i skladištiti zaštitne plinove. Treba voditi računa o
njihovoj čistoći, temperaturi te utjecaju na zavareni spoj. Zbog svojih svojstava, skladišni prostor
plinova mora biti dobro ventiliran i držati na temperaturi nižoj od 50° C. Nužna je redovna provjera
spremnika i ventila kako ne bi došlo do istjecanja. Osoblje zaduženo za rukovanje plinovima mora
biti osposobljeno i imati posebne dozvole.
Slika 25. Vanjski spremnici tehničkih plinova
4.4. Vrednovanje
Kada su zadovoljeni svi uvjeti iz točke 3.3., odnosno uvjeti zadani u propisanoj normi EN ISO
3834-2 proizvođač, naručitelj certifikata može kontaktirati i dogovoriti termin dolaska Tijela za
ocjenu sukladnosti. Certifikacijska tvrtka definira i predlaže Plan audita sa svim fazama
certifikacije tvrtke kroz službe prema organizacijskoj shemi tvrtke. Certificiranje se provodi prema
odgovarajućim zakonima, pravilnicima i tehničkim propisima te normama i relativnim
dokumentima sustava upravljanja kvalitetom.
Tijelo za ocjenjivanje sukladnosti izlazi na teren i provjerava zadovoljenost propisanih
zahtjeva.

54
Tabela 3. Tijek certifikacije
Nakon izvršenog audita ovlašteni auditor iz Tijela za ocjenu sukladnosti izrađuje Završno
izvješće iz kojeg se vidi koje su točke norme auditirane, koji su nedostaci, te zapisuje
nesukladnosti i rok njihovog rješavanja. Završno izvješće ovjerava se od Ovlaštenog auditora i
ovlaštenih predstavnika tvrtke. Na slici 26. je primjer Završnog izvješća.
Zahtjev za certifikaciju
Dostava upitnika i ostalih dokumenata potrebnih
za certifikaciju
Opcionalno: prethodni sastanak
Potvrda zahtjeva
Procjena predanih dokumenata
Jesu li predani dokumenti zadovoljili zahtjevu?
Vrednovanje
Tumačenje rezultata
Jesu li zadovoljeni
uvjeti certificiranja?
Izdavanje i dostava certifikata

55
Slika 26. Primjer završnog izvješća audita [12]
4.5. Izdavanje certifikata
Nakon riješenih svih nedostataka i nesukladnosti koji su navedeni u završnom izvješću, kada
Certifikacijski odbor utvrdi da je proizvođač zadovoljio sve zahtjeve za certificiranje po standardu
HRN EN ISO 3834-2, nakon obavljenog pozitivnog vrednovanja te ako ne postoje nikakve druge
pravne ili tehničke zapreke, o tome će izvijestiti naručitelja i izdati mu Certifikat.
Ukoliko nisu zadovoljeni svi propisani zahtjevi certifikat neće biti izdan, a proizvođač će o
tome biti pismeno obaviješten.
Dodijeljenim certifikatom dopušta se upotreba certifikacijskog znaka na certificiranim
proizvodima. Sve promjene koje mijenjaju uvjete pod kojima je izdan certifikat zahtijevaju
ponovnu provjeru.

56
Certifikat HRN EN ISO 3834-2 ostaje važeći onoliko dugo koliko je definirano u postupcima
certificiranja, u ovom slučaju tri godine. Certifikat vrijedi u cijeloj Europi i proizvođač slobodno
može koristiti isti u svoju promidžbu. [21]
Certifikat HRN EN ISO 3834-2 za izradu i montažu opreme pod tlakom, cjevovoda i čeličnih
konstrukcija tvrtke Centrometal d.o.o. iz Macinca nalazi se na kraju priloga.
4.6. Nadzor nad certifikatom
Održavanje izdanih certifikata obavlja se redovitim ili izvanrednim nadzornim pregledima kod
naručitelja certifikata. Ovisno o certifikacijskoj shemi, ukoliko je to prepisano pravilnikom ili
normom, prevodit će se periodično vrednovanje označenih proizvoda kako bi se potvrdilo da su i
dalje sukladni propisanim zahtjevima. Potreba za provođenjem nadzornih pregleda i njihov
intenzitet opisani su prema certifikacijskoj shemi.
4.7. Povlačenje, izmjena i dopuna certifikata
Ovim uvjetima Tijelo za ocjenu sukladnosti osigurava se i štiti valjanost izdanog certifikata,
postiže se primjereni i jednak odnos prema svim klijentima kao i vlastiti ugled.
Tijelo ima pravo na privremeno ili trajno povlačenje certifikata ukoliko utvrdi određene
nesukladnosti ili nepridržavanja propisanih odredbi certifikata tijekom nadzornih pregleda.
Tijekom trajanja certifikata tvrtka mora obavijestiti Certifikacijski odbor o promjenama koje
mogu bitnije utjecati na zamisao certificiranog proizvoda, promjeni vlasničke struktura, ustroja
ili bilo kojih drugih obavijesti koje upućuju na to da certificirani proizvod više ne zadovoljava
zahtjeve iz certifikacijske sheme. U tom slučaju, ako je potrebno, ponavlja se vrednovanje i
privremeno se povlači certifikat.
Moguće je provesti izmjenu ili dopunu područja ili opsega certifikata uz postojanje sljedećih
uvjeta:
promjene u normi prema kojoj je obavljeno certificiranje, ukoliko se zahtijevaju
dodatne radnje i postoje uvjeti za izmjenu ili dopunu;
određenih nesukladnosti utvrđenih tijekom nadzornih pregleda koje dovode do izmjene
ili suženja certifikata.
Određene aktivnosti kod izmjene ili dopune certifikata, ako postoje, navedene su u postupcima
provedbe certificiranja prema pojedinoj certifikacijskoj shemi. [21]

57
4.8. Obnova certifikata
Ponovno certificiranje i obnova certifikata moguća je u onoj certifikacijskoj shemi gdje trajanje
certifikata nije vremenski ograničeno ili se ne odnosi na pojedinu seriju.
Nakon isteka trajanja certifikata potrebno je ponovno provesti sve radnje kao kod prvog
certificiranja, definirane u postupcima provođenja certificiranja prema pojedinoj certifikacijskoj
shemi. [21]

58
5. Zaključak
Sve stroži zahtjevi za kvalitetom u proizvodnji uvode sve strože uvjete i praćenje proizvodnje.
Ona se mora prilagoditi međunarodnim standardima kvalitete i zahtjevima tržišta. Zavarivanje
zauzima važnu ulogu u industriji, zbog čega postoji velik broj međunarodnih normi vezanih uz
ovaj postupak spajanja metala.
Međunarodni standard EN ISO 3834-2 definira i osigurava potrebni nivo kvalitete koje
proizvođač zavarenih konstrukcija i komponenti mora zadovoljiti kako bi postigao konkurentnost
i prepoznatljivost na međunarodnom tržištu. Samo uvođenje certifikata zahtjeva kvalitetno i
atestirano osoblje i postupke, umjerene uređaje, kao i organiziranu i pripremljenu dokumentaciju
koja prati proizvodnju. Tvrtke time postižu veću točnost što u krajnjem slučaju dovodi do
smanjenja troškova proizvodnje i povećanja kompetentnosti.
Zavarivačke tvrtke i radionice uvođenjem standarda HRN EN ISO 3834-2 dokazuju svoju
sposobnost za izvođenje kvalitetnih zavarivačkih radova čime ostvaruju prosperitet na domaćem
ali i stranom tržištu.
U Varaždinu, 10. listopada 2017.
Danijel Kopačević
59
60
6. Literatura
[1] http://hzzzsr.hr/wp-content/uploads/2016/11/Norme.pdf; dostupno 10.09.2017
[2] http://www.svijet-kvalitete.com/index.php/norme, dostupno 15.07.2017.
[3] J. Šimičić: Uvod u norme u ergonomiji računalne i programske opreme, FER, Zagreb, 2000.
[4] R. Sickinger-Nagorni i J. Schwanke, The New ISO 9001:2015, Its oppotrunities and
challenges, Sveučilište primjenjenih znanosti Tampere, Finska, 2016.
[5] M. Škerl: Nova izdanja ISO norma; HZN e-glasilo; br. 5, listopad 2015.
[6] C. Smallbone: ISO 3834:2005 Quality requirements for fusion welding of metallic
materials; WTIA, Silverwater, 2008.
[7] CEN: HRN EN ISO 3834-1: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 1. dio: Kriteriji za izbor odgovarajućih nivoa zahtjeva za kvalitetu; Drugo izdanje,
Brussels, listopad 2012.
[8] CEN: HRN EN ISO 3834-2: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 2. dio: Sveobuhvatni zahtjevi za kvalitetu; Drugo izdanje, Brussels, listopad 2012.
[9] CEN: HRN EN ISO 3834-3: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 3. dio: Standardni zahtjevi za kvalitetu; Drugo izdanje, Brussels, listopad 2012.
[10] CEN: HRN EN ISO 3834-4: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 4. dio: Kriteriji Osnovni zahtjevi za kvalitetu; Drugo izdanje, Brussels, listopad 2012.
[11] CEN: HRN EN ISO 3834-5: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 5. dio: Dokumenti kojih se treba pridržavati za traženje usklađivanja prema zahtjevima za
kvalitetu ISO 3834-2, ISO 3834-3 ili ISO 3834-4; Drugo izdanje, Brussels, listopad 2012.
[12] CEN: HRN EN ISO 3834-6: Zahtjevi za kvalitetu zavarivanja taljenjem metalnih materijala
– 6. dio: Upute za provedbu ISO 3834; Drugo izdanje, Brussels, listopad 2012.
[13] http://www.energocert.hr/certifikati/standard-en-iso-3834/, dostupno 30.08.2017.
[14] E-glasnik TÜV Hrvatska: Certifikacija sustava tvorničke kontrole proizvodnje prema EN
1090; TÜV Hrvatska, Zagreb, 2017.
[15] ZIT: Certifikacijska shema za zavarivačko osoblje; Zavod za zavarivanje, ispitivanje i
tehnologiju, Zagreb, 2016.
[16] Centrometal; Dokumentacija za proizvodnju po EN ISO 3834-2; Macinec, 2014.
[17] I. Samardžić; SPZ /WPS procedure – dokumenti; SFSB, Slavonski brod, 2005.
[18] https://www.bakersgas.com/weldmyworld/2012/01/08/the-importance-of-calibrating-
your-welding-machine/; dostupno 13.09.2017.
[19] Karsten Madsen; Weld Quality:Inspection, Evaluation & Corrective Action; Kanada, 2015.
61
[20] TÜV Rheinland: Certificration according to ISO 3834 Quality assurance for welded
products; Cologne, 2016.
[21] TPK Zavod: Opća pravila za certificiranje proizvoda, usluga i osoblja
[22] CEN: HRN EN ISO 17662: Zavarivanje - umjeravanje, ovjeravanje i potvrđivanje opreme
koja se koristi za zavarivanje uključujući pomoćne aktivnosti; Treće izdanje, Brussels,
2016.
[23] AWS: Welding inspection Handbook, Third Edition, 2000, Miami, Florida

62
Popis slika
Slika 1. Hijerarhija normi [1] .......................................................................................................... 9
Slika 2. Raspodjela ISO normi prema industrijskim granama [4] ................................................. 10
Slika 3. Robot za zavarivanje s okretnim stolom i pozicionerom ................................................. 14
Slika 4. Kranovi u zavarivačkoj radionici ..................................................................................... 14
Slika 5. Program za planiranje i praćenje proizvodnje .................................................................. 15
Slika 6. Robot za zavarivanje akumulacijskih spremnika ............................................................. 17
Slika 7. Stroj za rezanje lima laserom ........................................................................................... 27
Slika 8. Zahtjev za certificiranje tvrtke TPK-ZAVOD d.d [15] .................................................... 37
Slika 9. Izvadak iz Upitnika o kvalifikaciji proizvođača [16] ....................................................... 39
Slika 10. Izgled ispitnih uzoraka za sučeoni i sučeoni spoj cijevi [17] ......................................... 41
Slika 11. Položaji zavarivanja prema HRN EN ISO [17] .............................................................. 43
Slika 12. Registracija umjeravanja aparata za zavarivanje [19] .................................................... 44
Slika 13. Uređaji za umjeravanje ................................................................................................... 45
Slika 14. Izvještaj o mjerenju temperature i vlage ........................................................................ 46
Slika 15. Aparat za zavarivanje CLOOS ....................................................................................... 46
Slika 16. Mjerenje napona praznog hoda ...................................................................................... 47
Slika 17. Mjerenje jakosti struje zavarivanja ................................................................................. 47
Slika 18. Mjerenje brzine žice ....................................................................................................... 48
Slika 19. Postupnik umjeravanja manometra [16] ......................................................................... 49
Slika 20. Primjer opreme za kontrolu zavara [20] ......................................................................... 50
Slika 21. Penetrant, razvijač i čistač .............................................................................................. 50
Slika 22. Ispitivanje bojlera .......................................................................................................... 51
Slika 23. Skladište lima ................................................................................................................. 52
Slika 24. Skladište dodatnog materijala ........................................................................................ 52
Slika 25. Vanjski spremnici tehničkih plinova .............................................................................. 53
Slika 26. Primjer završnog izvješća audita [12] ............................................................................ 55
63
Popis tablica
Tabela 1. Kriteriji za izbor norme EN ISO 3834-2 do EN ISO 3834-4 [7] ................................... 18
Tabela 2. Prikaz najčešćih dokumenata za sukladnost sa zahtjevima kvalitete [11] ..................... 21
Tabela 3. Tijek certifikacije ........................................................................................................... 54

64
Prilozi
65

66
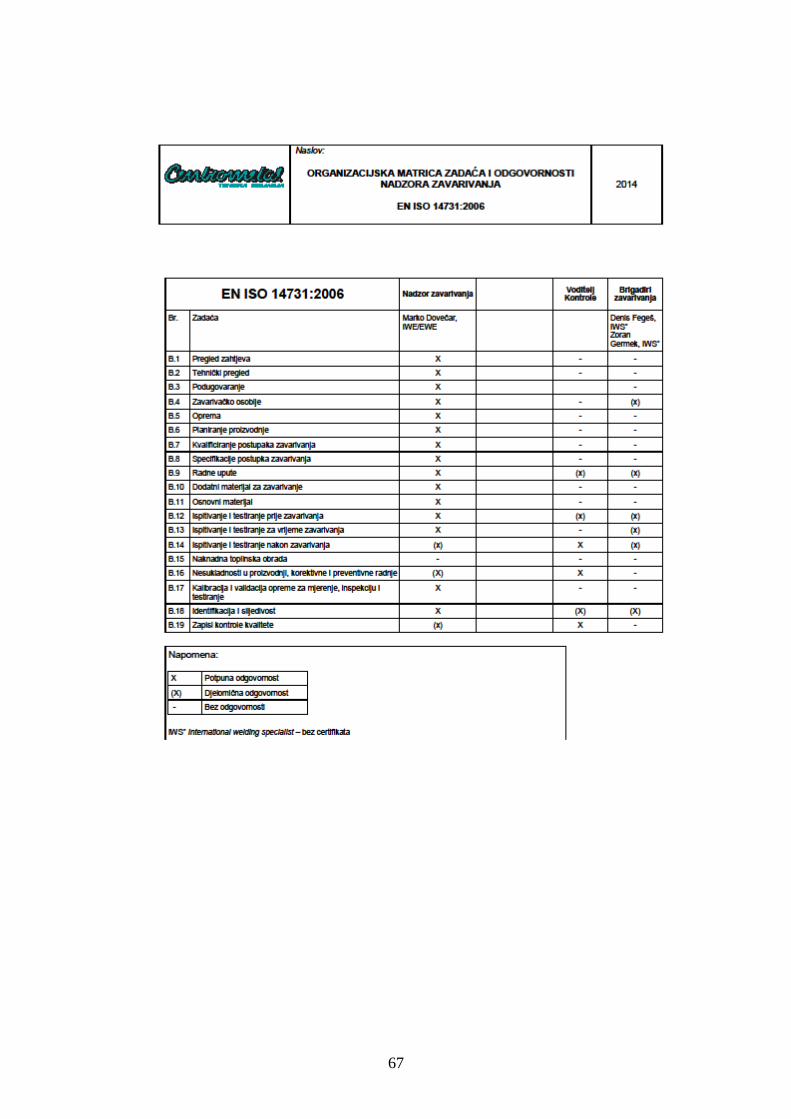
67

68

69
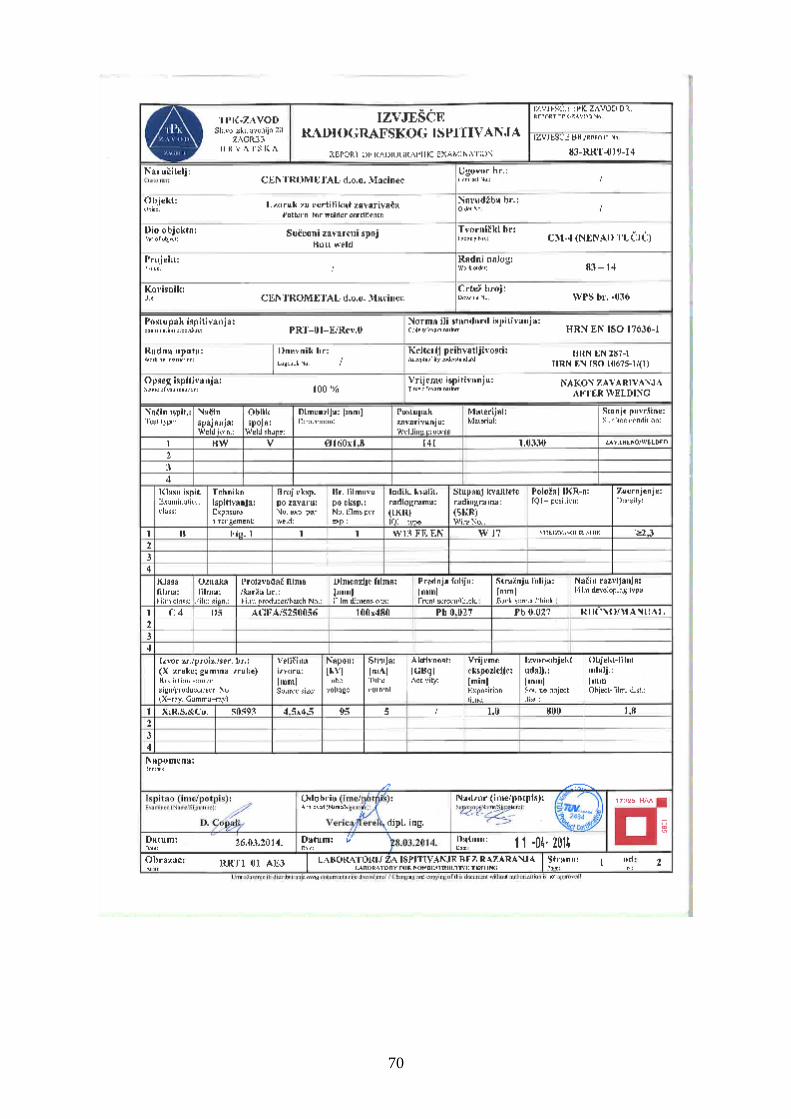
70

71
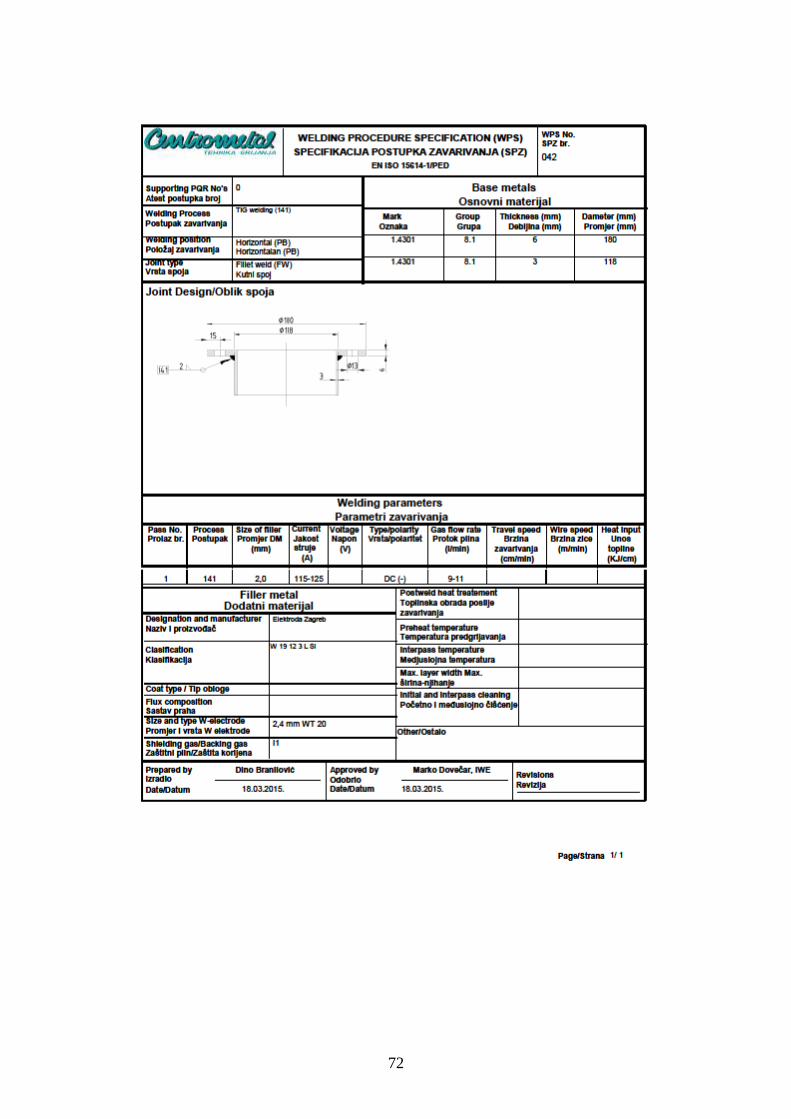
72
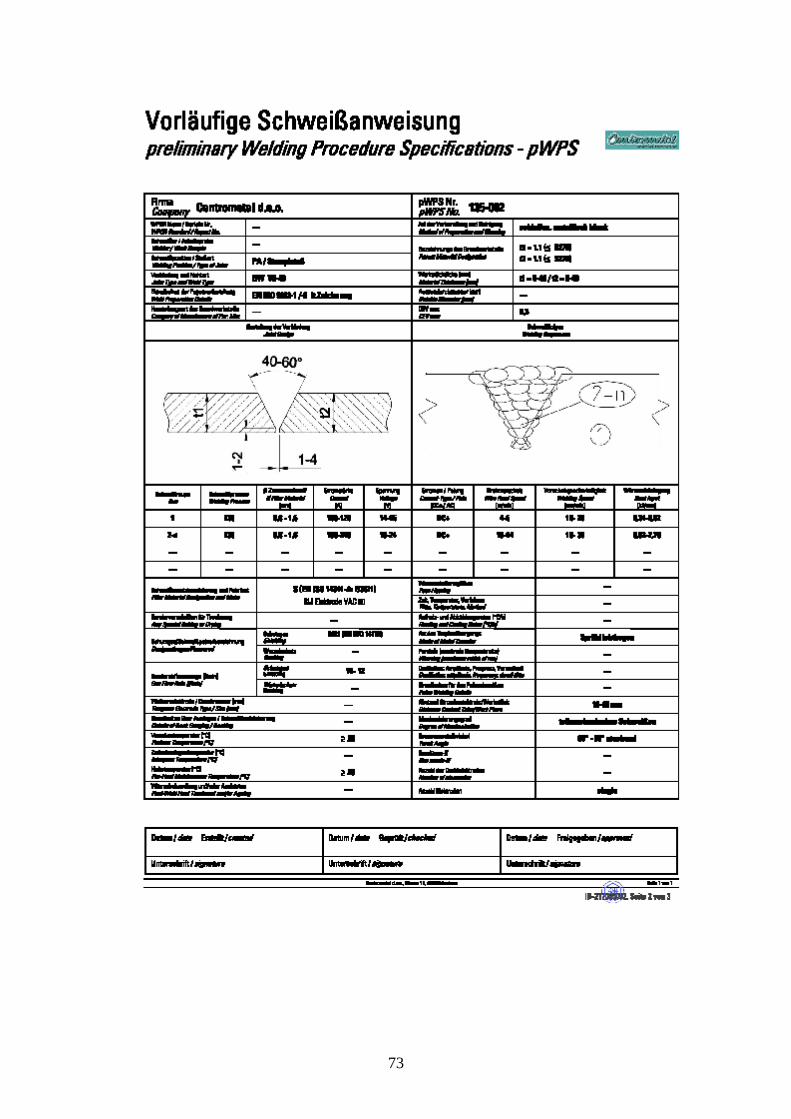
73
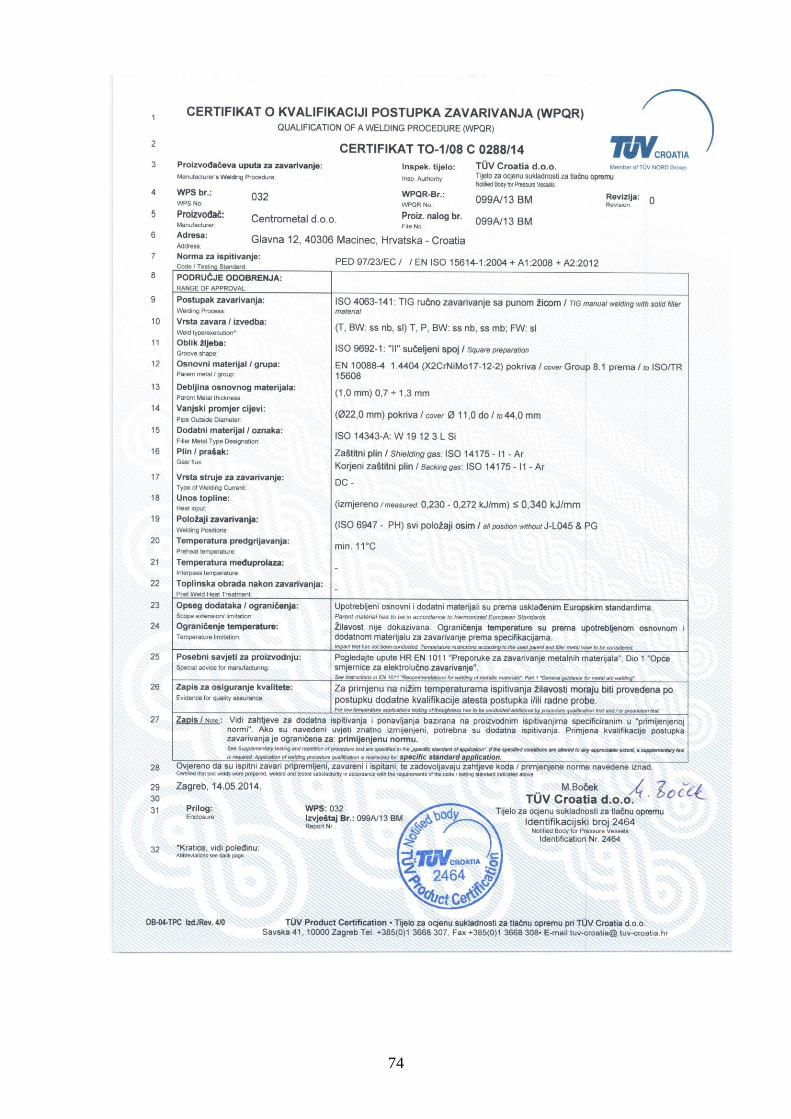
74

75

76

77

78
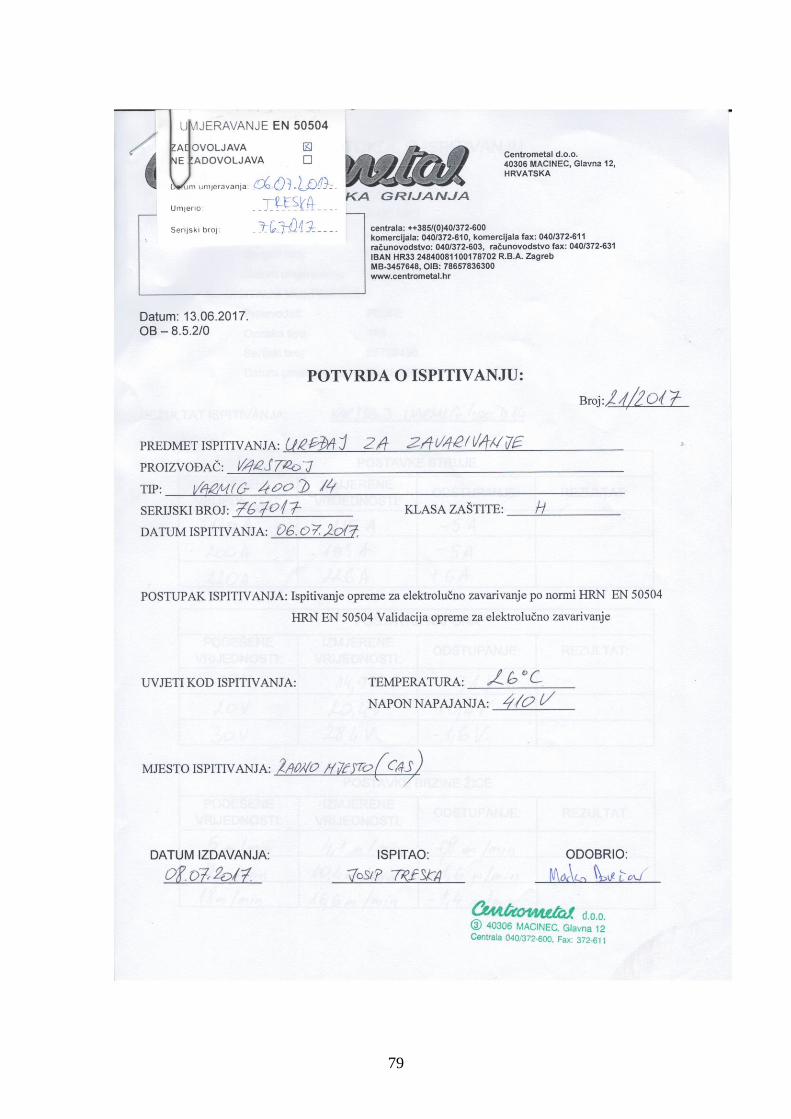
79

80

81

82
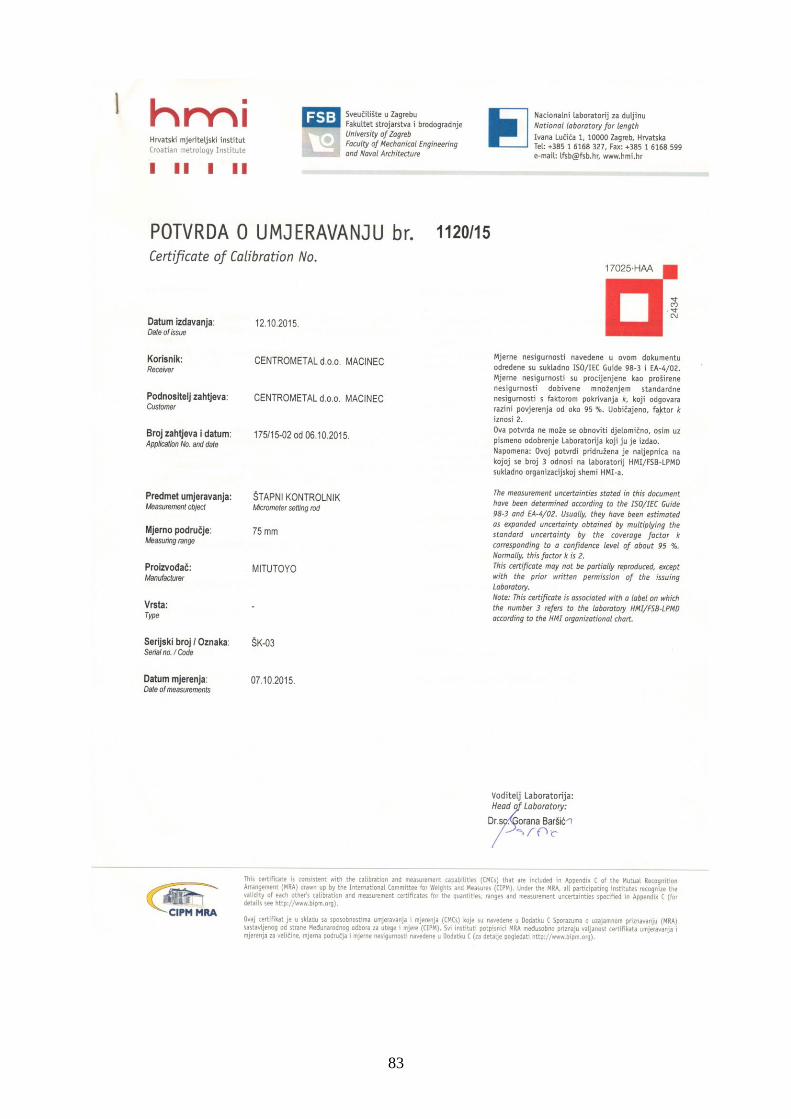
83
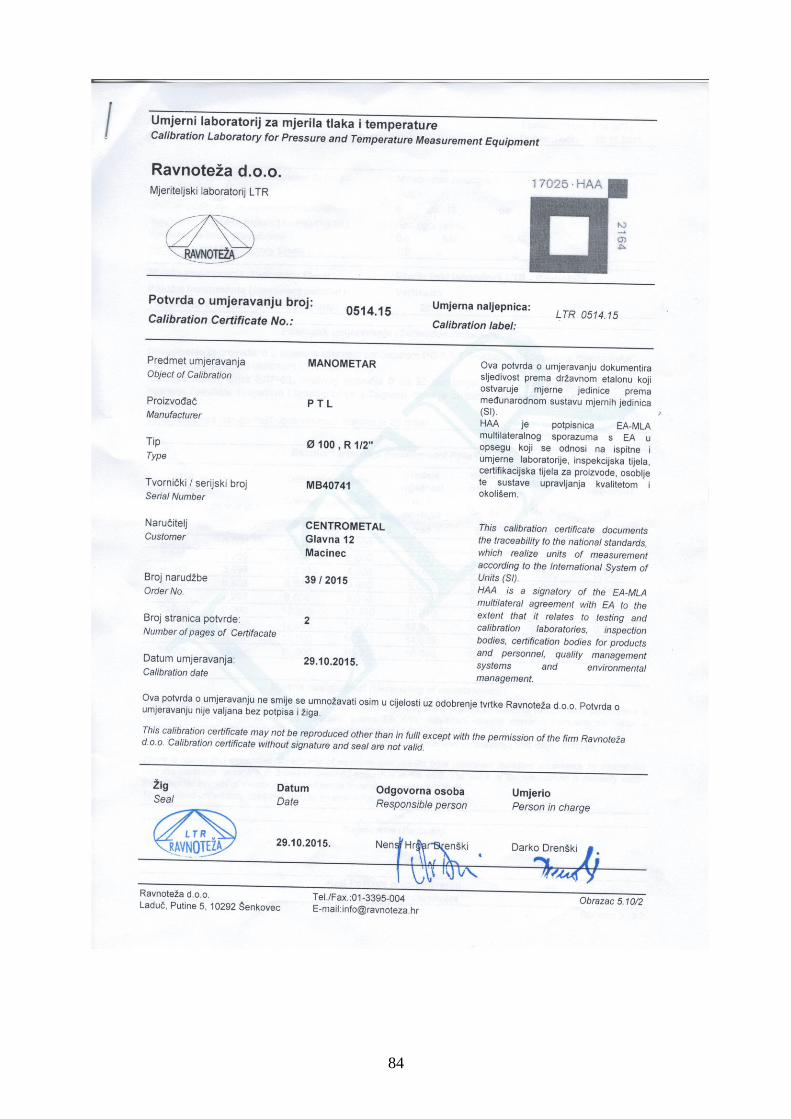
84

85





























