Embed Size (px)
Citation preview

i
TEZ ONAYI
Ahmet KILIÇKAN tarafından hazırlanan “Pnömatik Bir Pamuk Hasat Makinası
Tasarımı” adlı tez çalışması 21/10/2008 tarihinde aşağıdaki jüri tarafından oy birliği /
oy çokluğu ile Ankara Üniversitesi Fen Bilimleri Enstitüsü Tarım Makinaları Anabilim
Dalı’nda DOKTORA TEZİ olarak kabul edilmiştir.
Danışman : Prof. Dr. Rahmi KESKİN Ankara Üniversitesi Ziraat Fakültesi Tarım
Makinaları Anabilim Dalı
Eş Danışman : Prof. Dr. M. Bülent COŞKUN Adnan Menderes Üniversitesi Ziraat
Fakültesi Tarım Makinaları Anabilim Dalı
Jüri Üyeleri:
Başkan: Prof. Dr. Rahmi KESKİN Ankara Üniversitesi Ziraat Fakültesi Tarım
Makinaları Anabilim Dalı
Üye : Prof. Dr. Muammer NALBANT Gazi Üniversitesi Teknik Eğitim Fakültesi
Makina Eğitimi Bölümü
Üye : Prof. Dr. Metin GÜNER Ankara Üniversitesi Ziraat Fakültesi Tarım
Makinaları Anabilim Dalı
Üye : Prof. Dr. Recai GÜRHAN Ankara Üniversitesi Ziraat Fakültesi Tarım
Makinaları Anabilim Dalı
Üye : Doç Dr. İbrahim YALÇIN Adnan Menderes Üniversitesi Ziraat Fakültesi
Tarım Makinaları Anabilim Dalı
Yukarıdaki sonucu onaylarım.
Prof.Dr.Orhan ATAKOL
Enstitü Müdürü

ii
ÖZET
Doktora Tezi
PNÖMATİK BİR PAMUK HASAT MAKİNASI TASARIMI
Ahmet KILIÇKAN
Ankara Üniversitesi Fen Bilimleri Enstitüsü
Tarım Makinaları Anabilim Dalı
Danışman : Prof. Dr. Rahmi KESKİN
Bu çalışmada, pnömatik bir pamuk hasat makinası tasarlanmış ve imal edilmiş olup, makinanın laboratuvar ve tarla denemeleri gerçekleştirilerek performans değerlerinin belirlenmesine çalışılmıştır. Bu amaçla, negatif basınçlı pnömatik iletim sistemi tasarım parametreleri kullanılmıştır. Laboratuar denemelerinde pamuk lüle kopma kuvveti, kritik hava hızı, vakum basıncı, vakum kaynağı güç gereksinimi gibi karakteristik değerler belirlenmiştir. Tarla denemelerinde ise, prototipi imal edilen makinanın hasat etkinliğini saptamaya yönelik, doğal dökülen kütlü oranı, kütlü verimi, yere dökülen kütlü oranı, bitki üzerinde kalan kütlü oranı, toplam kayıp kütlü oranı gibi kriterler belirlenmiştir. Laboratuvar denemeleri Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları Bölümü laboratuvarlarında gerçekleştirilmiştir. Tarla denemeleri ise, Adnan Menderes Üniversitesi Ziraat Fakültesi Araştırma ve Üretim Çiftliğinde yapılmıştır. Tarla denemeleri için Beyaz Altın, Carmen ve Diamond gibi Ege Bölgesinde yetiştiriciliği yoğun olarak yapılan, makinalı hasada uygun pamuk çeşitlerinin ekimi yapılmış ve tesadüf blokları deneme düzenine göre oluşturulan parsellerde denemeler gerçekleştirilmiştir. Tarla denemelerinde her bir çeşit için ayrı ayrı değerler elde edilmiş ve her çeşide ilişkin makina performans değerleri belirlenmiştir. Sonuçlar istatistiksel paket program kullanılarak p=0.05 seviyesinde analiz edilmiştir. Elde edilen bulgulara göre tasarlanan makinanın çeşitlere göre toplam hasat etkinliği, en düşük % 73,64 oranında Diamond çeşidinde ve en yüksek % 77,89 oranıyla Beyaz Altın çeşidinde olduğu belirlenmiştir. Carmen çeşidinde ise makinanın toplam hasat etkinliği % 77.49 olmuştur. Ekim 2008, 73 sayfa Anahtar Kelimeler : Pnömatik, pamuk, hasat

iii
ABSTRACT
Ph.D. Thesis
DESIGN of A PNEUMATIC COTTON HARVESTER
Ahmet KILIÇKAN
Ankara University
Graduate School of Natural and Applied Sciences Department of Agricultural Machinery
Supervisor : Prof.Dr. Rahmi KESKİN
In this study, design and production of a pneumatic cotton harvester have been carried out; and then, the laboratory and field performance values of this machine have been tried to be determined. For this purpose, by producing the parts composing the pneumatic cotton harvesting machine of which design parameters have been determined, harvesting performance of pneumatic cotton harvesting machine has been evaluated in experimental set-up equipped in laboratory conditions and by means of field testing. In this laboratory testing, characteristic indices, such as force of cotton lock break-off, air velocity, vacuum pressure, energy requirement of vacuum source, have been analyzed. In accomplished field testing, criteria such as rate of natural fall down, cotton yield, rate of fall down of cotton, rate of remained on the plant, rate of total losses cotton have been determined to establish the harvesting effectiveness of the pneumatic cotton harvesting machine of which prototype has been produced. Laboratory testing has been performed in the laboratories of Ankara University, Faculty of Agriculture, Department of Agricultural Machinery. Field testing has been, however, accomplished in Adnan Menderes University, Faculty of Agriculture, Production Farm. For this reason, cotton varieties, for example, Beyaz Altın, Carmen and Diamond, which are predominantly cultivated in Ege Region and are convenient to mechanical harvesting, have been planted and testing has been performed according to randomized blocs design. All of the values obtained have been displayed separately for each variety and correspondig to relating to each variety mechanical performance values have been determined. The data collected from the field experiments were analyzed using Minitap statistical proğram at p= 0.05 level. According to findings obtained, it is seen that the designed machine has carried out picking at an approximately desirable level and overall harvesting efficiency due to different varieties has been minimum 73,64 % at Diamond variety, maximum 77,89 % at Beyaz Altın variety. The harvesting efficiency of machine has been determined 77,49 % at Carmen variety. October 2008, 73 pages Key Words : Pneumatic, cotton, harvesting

iv
TEŞEKKÜR
Ülkemiz tarımı ve ekonomisi için çok önemli bir konuda bana araştırma olanağı
sağlayan ve çalışmamın her aşamasında her türlü katkıları ve yardımlarını esirgemeyen
birinci danışman hocam Sayın Prof. Dr. Rahmi KESKİN’e (Ankara Üniversitesi Ziraat
Fakültesi Tarım Makinaları Bölümü) ve ikinci danışman hocam Sayın Prof. Dr. M.
Bülent COŞKUN’a (Adnan Menderes Üniversitesi Ziraat Fakültesi Tarım Makinaları
Bölümü) teşekkürlerimi sunarım. Doktora çalışmamın her aşamasında değerli katkıları
ve önerileriyle sürekli ışık tutan Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları
Bölümü Öğretim Üyeleri Sayın Prof. Dr. Metin GÜNER’e, Sayın Prof. Dr. Mustafa
VATANDAŞ’a ve Helsinki Üniversitesi Agroteknoloji Bölüm Başkanı Sayın Prof. Dr.
Jukka AHOKAS’a teşekkürlerimi bir borç bilirim. Yine denemelerimin yürütülmesi
sırasında bana yardımcı olan Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları
Bölümü Akademik ve Teknik kadrosu ile Adnan Menderes Üniversitesi Ziraat Fakültesi
Araştırma ve Üretim Çiftliği Atölyesindeki tüm personele teşekkür ederim.
Tez çalışmama 105 O 540 kod nolu proje ile mali destek sağlayarak, hassas ve modern
bir çalışmanın gerçekleşmesinde katkıları olan TÜBİTAK’a ayrıca teşekkür ederim.
Ahmet KILIÇKAN
Ankara, Ekim 2008

v
İÇİNDEKİLER
ÖZET ................................................................................................................................ ii
ABSTRACT .................................................................................................................... iii
TEŞEKKÜR ................................................................................................................... iv
SİMGELER DİZİNİ ..................................................................................................... vii
ŞEKİLLER DİZİNİ ..................................................................................................... viii
ÇİZELGELER DİZİNİ .................................................................................................. x
1. GİRİŞ ........................................................................................................................... 1
1.1 Genel ..................................................................................................................... 1
1.2 Türkiye'de Pamuk Üretimi ve Sorunları .......................................................... 3
1.3 Dünya'da ve Türkiye'de Makinalı Hasat ......................................................... 6
1.4 Pamuk Hasat Makinaları ve Özellikleri ............................................................8
1.4.1 Toplayıcılar ......................................................................................................... 9
1.4.2 Sıyırıcılar ........................................................................................................... 12
1.4.3 Vakumlu makinalar ......................................................................................... 12
1.5 Tezin Amacı ....................................................................................................... 14
2. KAYNAK ARAŞTIRMASI ..................................................................................... 15
3. MATERYAL ve METOD ........................................................................................ 24
3.1 Materyal ............................................................................................................. 24
3.1.1 Araştırmada kullanılan pamuk çeşitleri ......................................................... 24
3.1.2 Pamuk lüle kopma kuvvetlerinin belirlenmesinde kullanılan deney tesisi .. 25
3.1.3 Prototip pamuk hasat makinasının kısımları ................................................. 25
3.1.3.1 Siklon .................................................................................................................. 26
3.1.3.2 Negatif basınç kaynağı ..................................................................................... 29
3.1.3.3 Emiş ağzı ........................................................................................................... 31
3.1.3.4 İletim boruları .................................................................................................. 32
3.1.3.5 Çatı, üç nokta askı sistemi ve depo ................................................................. 36
3.1.4 Yaprak döktürücü ............................................................................................. 38
3.1.5 Negatif basınç kaynağı güç tüketimi ölçüm düzeneği ..................................... 39
3.1.6 Basınç ve hız ölçüm ünitesi ............................................................................. 40
3.2 Metod .................................................................................................................. 41

vi
İÇİNDEKİLER
3.2.1 Pamuk lüle kopma kuvvetlerinin belirlenmesi ............................................... 41
3.2.2 Negatif basınç kaynağı güç tüketim değerinin belirlenmesi ......................... 41
3.2.3 Prototip makine üzerinde basınç ve hızın belirlenmesi ................................. 42
3.2.4 Pnömatik pamuk hasat makinası tasarımı ..................................................... 43
3.2.5 Pnömatik pamuk hasat makinasının performans değerlerinin tespiti ......... 47
4. ARAŞTIRMA BULGULARI ................................................................................... 51
4.1 Pamuk Kütlü Kopma Kuvvetleri ve Kopma Enerjileri ................................. 51
4.2 Negatif Basınç Kaynağı Güç Tüketim Değeri ................................................. 52
4.3 Prototip Makina Üzerindeki Basınç ve Hız Değerleri ................................... 53
4.4 Kütlü Verim Değerleri ...................................................................................... 54
4.5 Prototip Pnömatik Pamuk Hasat Makinası Performans Değerleri .............. 54
4.5.1 Doğal dökülme oranı değerleri ......................................................................... 54
4.5.2 Yere dökülen kütlü oranı değerleri ................................................................. 56
4.5.3 Bitki üzerinde kalan kütlü oranı değerleri ..................................................... 58
4.5.4 Toplam kayıp kütlü oranı değerleri ................................................................ 60
5. TARTIŞMA ve SONUÇ ........................................................................................... 62
KAYNAKLAR .............................................................................................................. 68
ÖZGEÇMİŞ ................................................................................................................... 72

vii
SİMGELER DİZİNİ
A1 Birinci durumdaki kesit alanı (m2)
A2 İkinci durumdaki kesit alanı (m2)
CD Çenet derinliği (mm)
CO Çenet açıklığı (mm)
D Boru çapı (m)
dfan Fan çapı (m)
ds Tane çapı (m)
F Kopma kuvveti (N)
g Yerçekimi ivmesi ( m/s2)
İ Kıvrımlı dirsek sayısı (adet)
m Kütle (g)
N Fan devir sayısı (1/min)
u2 Döner çarkın çevre hızı
Ww Islak ağırlık (g)
Wd Kuru ağırlık (g)
ρh Havanın özgül ağırlığı (N/m3)
ρs Tanenin özgül ağırlığı (N/m3)
ρss Yığın materyalinin yoğunluğu
α Basınç kaybı katsayısı (-)
η h Verim katsayısı (-)
V0 İletim borusunda gerekli hava hızı (m/s)
∆l Toplam iletim borusu uzunluğu (m)
∆h Dikey iletim borusu uzunluğu (m)
ß İletim malı hızı c’nin iletim hava hızı v’ye oranı (-)
λh Havanın özgül ağırlığı (N/m3)
Q1 Sisteme giren verdi (m3/s)
Q2 Sistemden çıkan verdi (m3/s)
viii
ŞEKİLLER DİZİNİ
Şekil 1.1 Konik iğli toplama ünitesi ................................................................................ 10
Şekil 1.2 Pamuk hasat makinalarının sınıflandırlması .................................................... 13
Şekil 2.1 Kozaların konumlarına göre toplama gelir içerisindeki payları ...................... 19
Şekil 2.2 Vakum basıncı ile fiziko-mekanik özellikler arasındaki ilişkiler .................... 23
Şekil 3.1 Araştırmada kullanılan düzeneğin şematik görünümü .................................... 25
Şekil 3.2 Tasarımı yapılan pnömatik pamuk hasat makinasının şematik görünüşü ....... 26
Şekil 3.3 Hava ve iletim malının siklondan çıkışı........................................................... 27
Şekil 3.4 Spiral akımlı bir siklonun boyutları ................................................................. 28
Şekil 3.5 Siklonun üç boyutlu görünüşü ......................................................................... 29
Şekil 3.6 Negatif basınç kaynağının üç boyutlu görünüşü .............................................. 31
Şekil 3.7 Emiş ağzının üç boyutlu görünüşü .................................................................. 32
Şekil 3.8 İletim borusunun üç boyutlu görünüşü ............................................................ 33
Şekil 3.9 İletim borularının merkezleyici flanşlarla birleştirilmesi ................................ 33
Şekil 3.10 Çatı, üç nokta askı sistemi ve depo üç boyutlu görünüşü .............................. 36
Şekil 3.11 Çatı stres analizi ............................................................................................. 37
Şekil 3.12 Çatı yerdeğiştirme analizi .............................................................................. 37
Şekil 3.13 Çatı zorlanma analizi ..................................................................................... 38
Şekil 3.14 Kuyruk mili güç ölçüm deney düzeneği (torkmetre) ..................................... 39
Şekil 3.15 Hava hızı ve basıncı belirlemelerinde kullanılan ölçüm ünitesi .................... 40
Şekil 3.16 Dairesel kesitli borular için 10 nokta sistemi ................................................. 43
Şekil 3.17 Emme yöntemli ileticilerin temel çalışma prensibi ....................................... 44
Şekil 3.18 Emiş ağzı yan saclarının önüne monte edilen merdaneler ............................. 45
Şekil 3.19 Kütlü yönlendirme merdaneleri ve genişletilmiş emiş borusu çıkışları......... 46
Şekil 3.20 Emiş ağzına monteli yönlendirme merdanelerinin hareket iletim düzeni ..... 46
Şekil 3.21 Hidrolik sistem devre elemanları ................................................................... 47
Şekil 3.22 İmalatı yapılan prototip pnömatik pamuk hasat makinası ............................. 48
Şekil 4.1 Kütlü kopma kuvvetleri ................................................................................... 51
Şekil 4.2 Kütlü kopma enerjileri ..................................................................................... 52
Şekil 4.3 Negatif basınç kaynağı devir-güç tüketimi değerleri ...................................... 53
Şekil 4.4 Doğal dökülme oranı ortalama değerleri ....................................................... 55
Şekil 4.5 Yere dökülen kütlü oranı ortalama değerleri .................................................. 57

ix
Şekil 4.6 Bitki üzerinde kalan kütlü oranı ortalama değerleri ....................................... 59
Şekil 4.7 Toplam kayıp kütlü oranı ortalama değerleri .................................................. 60

x
ÇİZELGELER DİZİNİ
Çizelge 1.1 Dünya pamuk üretiminde ülkelerin payları ................................................... 2
Çizelge 1.2 Dünya pamuk üretimi ve tüketimi ............................................................... . 2
Çizelge 1.3 Türkiye'de bölgelerin yıllara göre pamuk ekim alanları ................................ 4
Çizelge 1.4 Pamuk, satış, toplama, prim ve motorin fiyatları .......................................... 5
Çizelge 1.5 Hedeflenen ve gerçekleşen pamuk ekim alanları .......................................... 6
Çizelge 1.6 Dünya pamuk üretiminde el ve makinalı hasadın dağılımı ......................... 7
Çizelge 2.1 Pnömatik yüzer ortamlı iletimde önemli bazı yığın mallara ilişkin veriler . 18
Çizelge 2.2 Pamuk çeşitlerine ait tasarım parametre değerleri ...................................... 21
Çizelge 3.1 Çeşitlerin bazı özellikleri ............................................................................. 24
Çizelge 3.2 Spiral akımlı bir siklonun ölçüleri ............................................................... 28
Çizelge 3.3 Kütlü pamuk yüzme hızı değerleri ............................................................... 34
Çizelge 3.4 Torkmetre teknik özellikleri ........................................................................ 40
Çizelge 3.5 Ölçüm ünitesine ait teknik özellikler ........................................................... 40
Çizelge 3.6 Hava basıncı probuna ait teknik bilgiler ...................................................... 41
Çizelge 3.7 Hava hızı probuna ait teknik bilgiler ........................................................... 41
Çizelge 3.8 Deneme planı ............................................................................................... 48
Çizelge 3.9 Bir tekerrüdeki makina ile hasat edilecek sıralar ......................................... 49
Çizelge 3.10 Denemelerde kullanılan vites-hız, kuyruk mili ve merdane devir sayısı .. 49
Çizelge 4.1 Makina üzerindeki basınç farkı ve hava hızı değerleri ................................ 53
Çizelge 4.2 Çeşitlere göre kütlü verim değerleri ............................................................ 54
Çizelge 4.3 Doğal dökülme oranı istatistiksel tanımlaması .......................................... 55
Çizelge 4.4 Doğal dökülme oranı varyans analizi ......................................................... 56
Çizelge 4.5 Yere dökülen kütlü oranı istatistiksel tanımlaması ...................................... 57
Çizelge 4.6 Yere dökülen kütlü oranı varyans analizi ................................................... 58
Çizelge 4.7 Bitki üzerinde kalan kütlü oranı istatistiksel tanımlaması .......................... 59
Çizelge 4.8 Bitki üzerinde kalan kütlü oranı varyans analizi .......................................... 60
Çizelge 4.9 Toplam kayıp kütlü oranı istatistiksel tanımlaması .................................... 61
Çizelge 4.10 Toplam kayıp kütlü oranı varyans analizi .................................................. 61

1
GİRİŞ
1.1 Genel
Takımı Columnifera, familyası Malvaceae, cinsi Gossypium, türü Gossypium spec.
olan, sınırlı sayıda ülkede ekolojik olarak üretilen pamuk, ülkemizde ve dünyada tekstil
ve yem sanayinde yaygın olarak kullanılan bir endüstri bitkisidir (Yalçın 1999, Ören ve
Yaşar 2003).
Pamuk çoğunlukla tropik ve suptropik iklim kuşağında yer alan yaklaşık 83 ülkede
yetiştirilmektedir (Demirtaş 2006).
Pamuk birçok kullanım alanına sahip olmasından dolayı dünya ve ülkemizin tarım,
ticaret ve endüstrisinde çok önemli yere sahiptir. Üretimden elde edilen kütlü pamuk,
işleme açısından çırçır, lifi ile tekstil, çekirdeği ile yağ ve yem sanayinin hammadde
kaynağı durumundadır. Gerek bu sanayi kollarının durumu gerekse bu sektörlerin
önemli sayıda çalışanı istihdam etmesi açısından pamuk üretiminde sürekliliğin önemi
büyüktür (Gürsoy vd. 2002).
Pamuğun Anadolu’ya M.S. I. yüzyılda Hindistan’dan geldiği çeşitli kaynaklarda
belirtilmektedir. Geniş ölçüde pamuk tarımının yapılması VI. yüzyılda Bizanslılar
dönemine rastlamaktadır. Üretim ve sanayisindeki asıl gelişme de XI-XIV. yüzyılları
arasında olmuştur. Anadolu’da uzun süre eski dünya pamuklarından kapalı koza tarımı
yapılmıştır. Anadolu’ya Amerikan orijinli pamuk türlerinin girişi 1863 yılında Mısır
yoluyla olmuştur. 1866’da doğrudan ABD’den 300 ton kadar pamuk tohumu
getirtilmiştir. İleri ülkelere nazaran yurdumuzda modern pamuk ıslahı çalışmaları çok
geç başlamış ve ilk kez 1925 yılında Adana’da bir Pamuk Islah İstasyonu kurulmuştur.
Bunu 1934 yılında Nazilli’de kurulan Pamuk Islah İstasyonu izlemiştir. Bu istasyonlar
daha sonra araştırma enstitüsü niteliğinde hizmet vermeye başlamış ayrıca Antalya’da
da bir Araştırma Enstitüsü kurulmuştur (Aydın 2004).
Dünya’da halen 32125 bin hektar alanda yapılan üretimin yaklaşık % 83’ü sekiz ülke
2
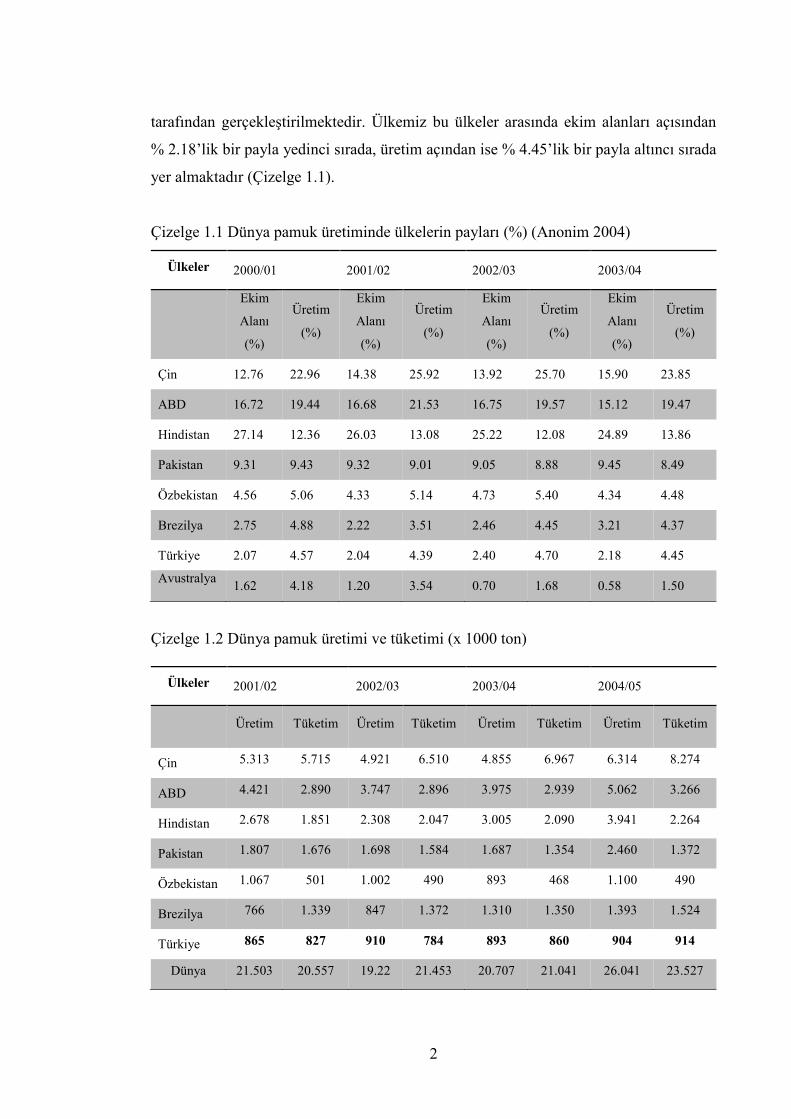
tarafından gerçekleştirilmektedir. Ülkemiz bu ülkeler arasında ekim alanları açısından
% 2.18’lik bir payla yedinci sırada, üretim açından ise % 4.45’lik bir payla altıncı sırada
yer almaktadır (Çizelge 1.1).
Çizelge 1.1 Dünya pamuk üretiminde ülkelerin payları (%) (Anonim 2004)
Ülkeler 2000/01 2001/02 2002/03 2003/04
Ekim
Alanı
(%)
Üretim
(%)
Ekim
Alanı
(%)
Üretim
(%)
Ekim
Alanı
(%)
Üretim
(%)
Ekim
Alanı
(%)
Üretim
(%)
Çin 12.76 22.96 14.38 25.92 13.92 25.70 15.90 23.85
ABD 16.72 19.44 16.68 21.53 16.75 19.57 15.12 19.47
Hindistan 27.14 12.36 26.03 13.08 25.22 12.08 24.89 13.86
Pakistan 9.31 9.43 9.32 9.01 9.05 8.88 9.45 8.49
Özbekistan 4.56 5.06 4.33 5.14 4.73 5.40 4.34 4.48
Brezilya 2.75 4.88 2.22 3.51 2.46 4.45 3.21 4.37
Türkiye 2.07 4.57 2.04 4.39 2.40 4.70 2.18 4.45
Avustralya1.62 4.18 1.20 3.54 0.70 1.68 0.58 1.50
Çizelge 1.2 Dünya pamuk üretimi ve tüketimi (x 1000 ton)
Ülkeler 2001/02 2002/03 2003/04 2004/05
Üretim Tüketim Üretim Tüketim Üretim Tüketim Üretim Tüketim
Çin 5.313 5.715 4.921 6.510 4.855 6.967 6.314 8.274
ABD 4.421 2.890 3.747 2.896 3.975 2.939 5.062 3.266
Hindistan 2.678 1.851 2.308 2.047 3.005 2.090 3.941 2.264
Pakistan 1.807 1.676 1.698 1.584 1.687 1.354 2.460 1.372
Özbekistan 1.067 501 1.002 490 893 468 1.100 490
Brezilya 766 1.339 847 1.372 1.310 1.350 1.393 1.524
Türkiye 865 827 910 784 893 860 904 914
Dünya 21.503 20.557 19.22 21.453 20.707 21.041 26.041 23.527

3
1.2 Türkiye’de Pamuk Üretimi ve Sorunları
Pamuk, yetiştirildiği diğer ülkelerde olduğu gibi ülkemiz ekonomisi açısından da önemli
tarım ürünleri arasında yer almaktadır. Türkiye’de yaklaşık 694 bin hektar alanda 2.4
milyon ton dolayında kütlü pamuk üretilmekte, yaklaşık 100 bin çiftçi ailesi pamuk
üretimi yapmakta, 500 bin daimi ve 1.5 milyon geçici işçi istihdam edilmektedir.
Ülkemiz pamuk üretiminin değeri 850 milyon dolar arasında değişmekte ve gayri safi
milli hâsılanın yaklaşık % 5-6’ sını oluşturmaktadır. Pamuk, sanayi üretiminin % 40’ını
oluşturan ve genel ihracatımızdan % 33 pay alan tekstil ve konfeksiyon sanayisinin de
temel hammaddesidir (Gürsoy ve ark. 2002).
Ülkemizde pamuk tarımı emek yoğun olarak yapılmaktadır. Pamuğun çapası,
seyreltmesi ve hasadı, insan gücü kullanılarak yapılmaktadır. Nazilli Pamuk Araştırma
Enstitüsü Müdürlüğü’nde yapılan çalışmada; pamuk tarımında kullanılan insan iş
gücünün % 4.2 si toprağın işlenmesi ve ekiminin yapılmasında, % 41.7 si bakım
işlemlerinde, % 54.1’i ise hasat işlemlerinde kullanılmaktadır (Anonim 2005).
Her yıl dünyada üretilen pamuğun yaklaşık % 3-4’ü ülkemiz tarafından
karşılanmaktadır. Bu üretimin çoğunluğu sulama olanağının bulunduğu (% 32) Ege, (%
16) Çukurova, (% 2) Antalya ve (% 50) Güneydoğu Anadolu Bölgesinde
gerçekleştirilmektedir (Gürsoy ve ark. 2002). Çizelge 1.3’te ülkemizde bölgelere göre
yıllık ekim alanları verilmiştir.
Ülkemizde pamuk hasadının tamamına yakını elle gerçekleştirilmektedir. Ancak hasatta
işçilik maliyeti toplam cironun % 20-25’i gibi çok yüksek oranlara ulaşmaktadır.
Üretim maliyetlerinin giderek artması ve düşen pamuk satış fiyatları, pamuktaki
desteklerin azalması, hasat maliyetinin giderek yükselmesi, bunun yanında işçi
temininde ve çalıştırılmasında zorluklar yaşanması pamuk üretimimizi olumsuz yönde
etkilemektedir.
Ege Bölgesinde pamuk hasadı çoğunlukla Güneydoğu Anadolu Bölgesi’nden sağlanan
göçebe işçilerce gerçekleştirilmektedir. GAP ile birlikte bu yörelerdeki arazilerin

4
kısmen sulamaya açılması diğer bölgelere göç eden işçi sayısında büyük düşüşe neden
olmuş, bunun sonucunda pamuk hasat bedelinin toplam maliyet içerisindeki payı hızla
yükselmiştir.
Çizelge 1.3 Türkiye’de bölgelerin yıllara göre pamuk ekim alanları (1000 ha) (Anonim 2004)
Yıllar Ege Bölgesi Çukurova Güneydoğu Antalya
1992/93 261 281 136 23
1993/94 237 161 150 20
1994/95 237 169 160 16
1995/96 266 254 206 30
1996/97 266 220 236 28
1997/98 264 172 267 17
1998/99 252 175 313 17
1999/00 246 122 332 19
2000/01 208 116 317 13
2001/02 235 151 300 11
2002/03 224 141 321 9
2003/04 212 126 284 8
Pamuk tarımının karlılığının korunması için, üretim maliyetinin azaltılması
gerekmektedir. Pamuk üretiminde kaliteyi ve elde edilecek kazancı etkileyen en önemli
devre hasat devresidir. Karlılık açısından ürünün olabildiğince kısa sürede ve en az
kayıpla toplanması gerekmektedir. Halen yaygın olarak elle gerçekleştirilen hasat
işlemi, üretim periyodu boyunca en fazla işgücünün tüketildiği ve diğer işlemlere göre
maliyetin en yüksek olduğu işlemdir.
Dünyada, pamuk fiyatları sübvansiyonlarla düşerken, Türkiye’de girdi desteklerine son
verilmesi ve prim desteklerinin yetersiz kalması, üreticilerin her geçen gün pamuk

5
üretiminden uzaklaşmasına ve sübvansiyonlu pamuk ithalatının artarak devam etmesine
neden olmaktadır. Bugün yaklaşık 500 bin tonla dünyanın en önemli pamuk ithalatçıları
arasında ilk sıralarda yer alan ülkemizde, tekstil sektörü giderek artan oranlarda dış
pazara bağımlı hale gelmektedir. Pamuk ithalatında herhangi bir koruma önlemi
olmayıp 1995 yılından beri sıfır gümrükle pamuk, AB ile Türkiye arasında serbest
dolaşıma tabidir. 2000’li yılların başından itibaren desteklemelerin kapsamı
daraltılmıştır. Doğrudan Gelir Desteği (DGD) ve Akaryakıt (motorin) Desteği gibi
üretimden tamamen bağımsız ödemeler ile bazı ürünlerde prim ödemeleri uygulaması
başlatılmıştır. Pamuk, prim ödemelerinden yararlanan sınırlı sayıdaki üründen biridir.
2003 yılında tarım sektöründe buğday, arpa gibi ürünleri üretenlerin eline geçen DGD
ve motorin destekleri toplamı, girdi sübvansiyonlarının kalkması sonucu ortaya çıkan
gelir kaybını rahatlıkla karşılarken, bu ödemelerle pamuk üreticilerinin uğradıkları
zararın sadece yaklaşık yarısı (% 54) karşılanabilmiştir (Tuncer ve Işık 1999).
Son yıllarda, pamuk üretimimizde girdi ve ürün arasındaki fiyat paritesinin girdi lehine
değişmesi, üreticilerin pamuk yerine ikame ürünleri yetiştirmesine yol açmıştır (Miran
2002). Çizelge 1.4’de yıllara göre pamuk primi kütlü pamuk toplama ücreti ve 1 kg
kütlü ile alınan ortalama motorin miktarları verilmiştir.
Çizelge 1.4 Pamuk, satış, toplama, prim ve motorin fiyatları (Demirtaş 2006)
Yıllar
Kütlü
pamuk
fiyatı
(TL/kg)
Verilen
prim
miktarı
(TL/kg)
Primli
pamuk
fiyatı
(TL/kg)
Pamuk
toplama
ücreti
(TL/kg)
Hasat
fiyatının
pamuk
fiyatına
oranı
(%)
Ortalama
motorin
fiyatı
(TL/lt)
Kütlü
pamuk
motorin
(kg/ lt)
2000 422.000 60.970 482.970 67.500 0.14 435.040 1.11
2001 680.000 70.000 750.000 100.000 0.13 714.191 1.05
2002 825.000 75.000 900.000 120.000 0.13 1.106.848 0.81
2003 850.000 85.000 935.000 210.000 0.22 1.413.590 0.66
2004 900.000 190.000 1.090.000 200.000 0.18 1.581.392 0.69
1 YTL= 1000000 TL

6
Ülkemizde son yıllarda yaşanan ekonomik krizler ve pamuk satış fiyatlarının, üretim
maliyetinin altında kalması nedeni ile üretici, pamuk yerine başka ürünlerin tarımına
yönelmiştir. Çizelge 1.5’de sekizinci 5 yıllık kalkınma planında yıllara göre hedeflenen
ve gerçekleşen pamuk ekim alanları verilmiştir (Anonim 2004).
Çizelge 1.5 Hedeflenen ve gerçekleşen pamuk ekim alanları (Anonim 2004)
Yıllar Hedeflenen (ha) Gerçekleşen (ha)
2000 771.000 669.000
2001 781.000 697.000
2002 801.000 694.000
2003 817.000 629.000
2004 833.000 -
Ülkemizde, bölgelere göre üretimi yapılan ticari çeşitler, hem verimli hem de randımanı
yüksek çeşitlerdir. Dolayısıyla pamuk üretimini artırmak için verimde fazla bir artış
sağlanamayacağından, üretimde sağlanacak artış, ancak pamuk üretim alanlarının
artışına bağlı olacaktır. Ülkemiz pamuk tarımının geliştirilerek sürdürülebilmesi için
pamuk üretim maliyetinin düşürülmesi gerekmektedir. Bu da ancak makinalaşma ile
sağlanabilecektir (Demirtaş 2006).
1.3 Dünya’da ve Türkiye’de Makinalı Hasat
Dünyada ekimi yapılan yaklaşık 34 milyon hektar pamuk üretiminde elle hasat
geçerliliğini korumakla birlikte yaklaşık % 30’una yakını makina ile hasat edilmektedir.
Bu durum genelde iş gücü sıkıntısı yaşayan ve iş gücü maliyetinin yüksek olduğu
gelişmiş ülkelerde görülmektedir. Başlıca pamuk üretimi yapan ülkelerdeki makina ve
el ile toplama oranları Çizelge 1.6’de görülmektedir.
Makinalı hasat konusunda öncülüğü hemen birçok mekanizasyon konusunda olduğu
gibi Amerika Birleşik Devletleri yapmaktadır. Dünya pamuk üretiminin yaklaşık %80’

7
ini karşılayan sekiz büyük üretici ülke arasında % 21’lik payı ile Çin’den sonra ikinci
sırada yer alan A.B.D. pamuk üretim alanlarının tamamını 200000 adet’ e yakın makina
ile toplamaktadır (Chaudhry 2000).
Çizelge 1.6 Dünya pamuk üretiminde el ve makinalı hasadın dağılımı (Chaudhry 2000)
Ülkeler Elle hasat (%) Makinalı hasat (%)
Çin 100 -
ABD - 100
Hindistan 100 -
Pakistan 100 -
Özbekistan 70 30
Brezilya 90 10
Türkiye 100 -
Avusturalya - 100
Yunanistan 8 92
Uzun yıllar Sovyet teknolojisine sahip makinaları kullanarak ürününü toplayan özellikle
Özbekistan ve Türkmenistan’da makinalı hasadın yaygınlığı % 70-80 dolayındadır.
Sovyetler Birliğinin dağılması ile bir süre bocalayan bu ülkelerde eski teknoloji ile
üretilmiş makinalar terkedilmiş ve makine parkı çağdaş teknoloji ürünü Amerikan
orjinli makinalar ile hızla yenilenmeye başlanmıştır. Nitekim, dünyadaki en büyük
pamuk hasat makinası üreticisi iki firmadan biri olan Amerikan CASE firması
Özbekistan’da bir montaj fabrikası kurmuş ve 300 adet makinayı pazarlama olanağı
bulmuştur (Evcim ve Öz 1998).
Diğer büyük üretici ülkelerden Brezilya’da 2000 civarında makina çalışmakta, yine aynı
kuşak ülkelerinden Arjantin’de de sınırlı olarak makinalı hasat uygulanmaktadır. Sekiz
büyük üretici ülke içerisinde yer almayan Avustralya ve İsrail’de üretim alanlarının
tamamı, Yunanistan, İspanya, İtalya ve Venezüella’da büyük bir kısmı makine ile hasat
edilmektedir. Özellikle komşumuz Yunanistan’da üretim alanlarının ülkemiz üretim
alanlarının beşte biri olmasına karşın 3000’in üzerinde faal hasat makinasının
kullanılması oldukça ilgi çekicidir (Öz 2000).

8
Türkiye ise Çin, Hindistan ve Pakistan ile birlikte hasadın elle gerçekleştirildiği ülkeler
arasında yer almaktadır. Esasen ülkemizde makinalı hasat çalışmaları 1970’li yıllarda
başlamış olmasına rağmen 1995 yılına kadar gelişme gösterememiştir. Bu durumun
temelinde; söz konusu tarihe kadar işgücünün bol ve maliyetinin düşük olması nedeni
ile makinalı hasadın ekonomik olmamasının yanısıra, ithal edilen sınırlı makinanın eski
teknolojiler kullanarak üretilmiş olması, dolayısıyla performanslarının düşüklüğü,
mevcut üretim sistemimize özellikle sıra arası mesafelerinin fazla olması nedeniyle
uyumlu olmamaları ve yapılan tanıtımlarda makinaların teknik gereksinimlerinin
dikkate alınmaması gibi diğer nedenler yatmaktadır (Öz 2000).
1990’lı yıllardan itibaren Amerika Birleşik Devletleri’nde pamuk hasat makinalarının
üretiminde yaşanan oldukça önemli teknolojik gelişmeler, yüksek teknoloji ve
performansa sahip hasat makinalarının ortaya çıkmasını sağlamıştır. Aynı yıllarda
ülkemizde işçi temini ve çalıştırmadaki zorlukların artması, toplama verimliliğinin
düşmesi ve işçilik maliyetlerinin hızla artış göstermesi üreticilerimizin hasat
makinalarına olan bakış açısını değiştirmeye başlamış, 2005 yılı sonu itibariyle yaklaşık
olarak ülkemizde,
• 35 adet JOHN DEERE marka kendiyürür
• 72 adet CASE IH marka kendiyürür
• 82 adet PAMAK marka traktöre monte edilir tip pamuk hasat makinası olduğu
bilinmektedir (Kılıçkan 2007).
1.4 Pamuk Hasat Makinaları ve Özellikleri
Pamuğun makinalı hasat fikri ilk kez 1850 yılında ABD’de Robert ve Prescott
tarafından ortaya atılmış ancak uzun yıllar pratiğe intikal ettirilmemiştir. Bu yönde asıl
gelişmeler 1940 yılından sonra başlamış 1952 yılında 12 bin adet makina yapılmıştır.
Daha sonra Rusya’da hasat makinası yapılmaya başlanmıştır (Aydemir 1982).
Pamuğun makinalı hasadı için bugüne kadar 5 yöntem denenmiştir. Bu yöntemler şu
şekilde sınıflandırılmaktadır (Işık ve Sabancı 1988).
• Açık kozalardan açılmamış kozalara zarar vermeden döner iğler yardımıyla kütlü
pamuğun toplanması (toplayıcılar),

9
• Açık ve kapalı pamuk kozaların koparılarak toplanması (sıyırıcılar),
• Tüm bitkinin biçilerek kütlünün makina içinde ayrılması,
• Hava akımı yardımıyla emerek ya da üfleyerek toplama (vakumlu makinalar),
• Elektro-statik olarak yüklenmiş bant ya da parmaklar yardımıyla toplama.
Yukarıda belirtilen pamuğun makinalı hasat yöntemlerinden, uygulamada en çok
görülenleri şunlardır.
1.4.1 Toplayıcılar
Toplayıcılar birbirini takip eden çeşitli fonksiyonel ünitelerden meydana gelmişlerdir.
Bunlar;
• Domuz burnuna benzer ayırıcılar,
• Açık kozalardan pamuğu alan gerçek işlem ünitesi,
• Toplanmış pamuğu sepete nakleden iletim ünitesi,
• Toplanmış pamuğun iletildiği sepet veya depo.
Tahrik ünitesi olarak kendi üzerindeki motordan yararlanan, kendi yürür makinalar
olduğu gibi, herhangi bir traktöre bağlanabilen tek sıralı, daha düşük kapasiteli ve daha
ucuz makinalar da vardır. Tahrik ünitesi olarak kullanılan traktörün, mevsim dışında
diğer işlerde de kullanılması olanağını kazandırdıklarından ötürü bu tiplerde genel
giderler daha düşüktür. Fakat buna karşın manevra kabiliyetleri az, ilerleme hızları da
daha düşüktür. Bu makinalar bitkinin çok boylu olmadığı alanlara uygundurlar. Düşük
masrafları nedeni ile küçük parçalı arazilerde büyük arazilere oranla daha verimli
olmaktadırlar.
Mekanik toplayıcılarda esas toplama işlemini gerçekleştiren eleman iğlerdir. Bunlarda
temel prensip, iğlerin açık kozalardaki pamuk içerisine dalması ve pamuğu üzerlerine
dolayarak almasıdır. İğlerin dönüşü, makinanın genellikle 4-6.5km/h olan ilerleme hızı
ile senkronize edilmiştir. İğler arsındaki açıklık (1.5x1.5 inç) kapalı kozalar aralarından
geçebilecek kadar olmaktadır (Evcim et al. 1999).

10
Günümüzde yaygın olarak imal edilen toplayıcılarda iki tip iğ görülmektedir:
• Kalın konik iğler
• İnce silindirik kesitli iğler
Silindirik iğler üzeri helisel yivli ve kertikli veya düz kanal şeklinde yarıklı olmak üzere
ayrıca iki değişik tipte olmaktadır.
Kısa konik iğler, tamburlu tip (drum type) makinalarda kullanılmaktadır. Bu tip
makinalarda iğler, bir tambura veya düşey latalara yatay konumda bağlanmışlardır.
Tambur bir sonsuz zincir yardımıyla döndürülmekte ve ayrıca bir planet dişli tertibi
yardımıyla düşey latalara kendi eksenleri etrafında dönü hareketi kazandırılmaktadır. Bu
dönü hareketi de konik dişli çiftleri ile 90 derece saptırılarak yatay konumdaki iğlere
iletilmektedir.
Sırayı iki yanından hasat edebilecek şekilde, tandem düzende yerleştirilmiş iki üniteli
toplayıcılar olduğu gibi, sırayı sadece bir yanından hasat eden tek ünitelerde vardır.
Çeşitli marka ve tiplerde her bir ünitede toplam 400-600 adet iğ bulunmaktadır (Evcim
et al.. 1999).
Şekil 1.1 Konik iğli toplama ünitesi (Case-New Holland Trakmak)

11
İğler önce nemlendirme yastıklarının altından geçmekte ve bir depodan alınan su, bir
dağıtıcı yardımı ile iğlerin üzerine uygun aralık ve miktarlarda boşaltılmaktadır. Daha
sonra iğler tamburun pamuk sırası tarafındaki kafes parmakları arasından geçerek
toplama zonuna girer ve rastladıkları açık kozalardan pamukları üzerlerine dolamak
suretiyle çekip alırlar. Sonra yine kafesin aralığından geçerek, ters yönde dönen kauçuk
sıyırıcıların arasına girerler. Burada gerek iğlerin konikliği, ıslaklığı ve gerekse kauçuk
sıyırıcının ters yöndeki dönüşü etkisiyle, pamuk iğler üzerinden sıyrılarak alınmaktadır.
Silindirik iğler zincirli tip toplayıcılarda bulunur. Bunlarda iğler, iki uçlarında sonsuz
hareketli bir zincire bağlanmış düşey latalar üzerindedir. Bir toplama ünitesinde bu
şekilde 80 adet düşey lata ve her lata üzerinde de 16 iğ bulunmaktadır. Böylece bir
ünitede 1280 adet iğ var demektir.
Her iğ zincir yörüngesindeki ilerleme hareketinin yanında, toplama zonunun içinde
bulunduğu zamanlarda, kendi ekseni etrafında da döner. Bu dönü iğlerin dip kısımlarına
bağlı dişlilerin, ünitenin pamuk sırası tarafındaki kısmında yer alan kremayer dişlileri
üzerinde gezmesi ile sağlanmaktadır. İki toplam ünitesi bulunan iki sıralı toplayıcılar
yapıldığı gibi, yüksek verimli alanlar için iki ünite tandem şekilde tertiplenerek tek sıralı
toplayıcılar da yapılmaktadır. Bu tipte iğler, yine toplamayı kolaylaştıracak ve iğleri
temizlemek amacıyla toplama zonuna girmeden önce nemlendirilirler. Silindirik iğlerin
ayrılması, iğlerin çaplarından az büyük aralıkları olan sıyırıcı pabuçları arasından,
yörüngenin etkisi ile ters konumda (iğlerin ucu hareket yönünün tersi konumda)
geçmesi sonucu olur.
Bu şekilde toplanan pamuğun sepete taşınması, daha çok pnömatik yöntemle veya
mekanik-pnömatik yöntemlerin karışımı ile yapılır. Toplama sepeti genellikle
makinanın arka kısmında, tahrik ünitesi üstünde bulunur. Kapasitesi tek sıralılarda 500
kg, iki sıralılarda 800-1200 kg dolaylarındadır. Bu sepetler hidrolik olarak kaldırılarak,
seri bir şekilde boşaltılmaktadır.

12
1.4.2 Sıyırıcılar
Hasadın tümünü bir kerede tamamlayan makinalardır. Yüksek rakımlı ovalarda yetişen,
kısa boylu, düşük verimli, kısa elyaflı, sağlam gövdeli ve çırçırda kolaylıkla
temizlenebilen karakterdeki pamuk çeşitlerinde başarı ile kullanılabilirler. Bugünkü
ekili alanlar göz önüne alınabildiğinde ülkemizde kullanılma şanslarının olmadığı
anlaşılır. Bu tür makinalar pamuk kozalarını koparmak suretiyle hasat eden
makinalardır. Parmaklı ve yivli-oluklu olmak üzere iki tipi mevcuttur. Her iki tipte de
işleyici kısımlar kızak veya tekerlekler üzerine yerleştirilmiş bir çatı üstünden çekilir
şekilde inşa edilmektedirler. ABD’de iğli makinalar (stripper) dan önce sıklıkla
kullanılmıştır. Bu makinaların en basiti olan parmaklıklı tarak makinası esas itibariyle
ön tarafı açık büyük bir tahta sandıktan ibaret olup bu açık kısımda demir bir travers
üzerine tarak kısmı bulunmaktadır. Tarak, birbirine paralel 12 mm kalınlığında 75 cm
uzunluğunda 12-16 adet demir parmaktan oluşmaktadır. Parmakların arasında pamuk
dal ve fidanlarının geçebilecekleri kadar mesafe bırakılmıştır. Bu parmaklık
istenildiğinde yükseklik ayarı yapabilecek ve yerle 10-15 derecelik açıyla çalışacak
şekilde monte edilmiştir.
1.4.3 Vakumlu makinalar
Bu tip makinalar negatif basınçlı hava yardımıyla pnömatik olarak kütlüyü kozadan
ayırıp hasat eden makinalardır. 1940 -1950 li yıllar arasında özellikle Rusya’da yoğun
olarak üzerinde çalışılmış olmasına rağmen, o yıllarda basınçlı havayı üretmek ve
kullanmak için gerekli aparat ve gereçlerin ekonomik olmamasından dolayı fazla
gelişmemişlerdir. Günümüzde hasat sonrasında pamuğun lif kalitesine zarar vermemesi
ve daha küçük yapılı olabilmeleri gibi avantajlarından dolayı üzerindeki çalışmalar hız
kazanmıştır.
Bu tip makinalar genel olarak basınçlı havanın üretildiği bir ünite, pamuk kütlülerini
kozadan ayıran bir başlık ve depoya kadar ulaşan taşıma borularından oluşmaktadır.
Basınçlı havayı üreten üniteler fanlar ya da vakum kompresörlerinden oluşmaktadır.
Fanlar ya da vantilatörlerde genel olarak yüksek debi düşük basınçlı hava,

13
kompresörlerde ise düşük debili yüksek basınçlı hava oluşturulabilmektedir. Bu tip
makinalarda kullanılan taşıma boruları ise basınca ve negatif basınca dayanıklı, kesitte
değişmezlik, oynaklık ve hareketlilik, kıvrım yaparken düşük radyüs oluşturmama gibi
özeliklere sahiptirler (Duman 2007).
Dünyada ve ülkemizde üretimi ve satışı yapılan makinalar incelendiğinde, günümüzde
kullanılan pamuk hasat makinalarını Şekil 1.2’deki gibi sınıflandırmak mümkündür.
Şekil 1.2 Pamuk hasat makinalarının sınıflandırılması (Kılıçkan 2007)
Pamuk
Hasat
Makinaları
Toplayıcılar
Sıyırıcılar
Vakumlu
Makinalar
Döner İğli
(ABD)
Testere Dişli
Konik İğli Silindirik
İğli
(ürt.yok)
Kendi
Yürür
2 sıralı
4 sıralı
Rus tipi İtalyan tipi
Kendi
Yürür
2 sıralı
4 sıralı
Traktöre
monte
2 sıralı
4 sıralı

14
1.5 Tezin Amacı
Önemli ve stratejik bir tarımsal ürün olan pamuğun hasadı, farklı büyüklüklerdeki
alanlarda yetiştirildiği için önemli bir problem olarak karşımıza çıkmaktadır (Tuncer ve
Işık 1999). Türkiye’deki pamuk hasadının büyük bölümü insan eliyle yapılmaktadır.
Hasat döneminde işçi bulmaktaki zorluklar ve işgücü maliyetlerindeki artışlar,
üreticileri, makinalı hasada doğru yönlendirmektedir (Işık ve Sabancı 1988, Evcim ve
Öz 1997). Ülkemizde kullanılan yüksek kapasiteli hasat makinaları ise sadece büyük
üretim alanlarında ve uzun kullanım sürelerinde ekonomik olabilmektedir (Evcim
1996). Bu makinalar yapılarından dolayı küçük alanlarda kullanılamamaktadır.
Bu çalışmada, Türkiye’de yetiştirilen güncel pamuk çeşitleri dikkate alınarak, insan iş
gücü ihtiyacını azaltacak, küçük üretim alanlarında da kullanılabilecek, basit yapılı,
pnömatik bir kütlü pamuk toplama makinası tasarımı ve prototipinin gerçekleştirilmesi,
ayrıca hasat işlemi sırasında gerçek performansının ortaya konulmasına yönelik olarak
tarla denemelerinin yapılması amaçlanmaktadır.

15
2. KAYNAK ARAŞTIRMASI
Önal (1978), başarılı bir pamuk hasat makinasının özelliklerini şu şekilde
sıralamaktadır.
a) Olgunlaşmış pamukların büyük bir kısmını yere düşürmeden toplayabilmeli,
olgunlaşmamış kozaları ve vejetatif aksamı zedelememelidir.
b) Toplama sırasında kütlüye zarar vermemeli ve kütlü içerisindeki çepel oranı
en az düzeyde olmalıdır.
c) Mümkün olduğu kadar basit yapıda olmalıdır
Barker (1982), pamukta hasat öncesi kayıplara pek çok faktörün etki ettiğini, bu
faktörlerin çeşit özellikleri (koza yapısı, tutunma direnci, çenet açıklığı vb.), yağmur,
rüzgâr, sıcaklık, böcek zararları, koza açma oranı, kozaların bitki üzerindeki yerleşimi,
bakteri ve mantarlar, sıraların şekli, makinalar ve gelişme döneminde yaşanan besin
maddesi sıkıntısı olduğunu öne sürmektedir.
Gençer ve Yelin (1982), çeşitli araştırmacıların, makinalı pamuk hasadına uygun bitki
çeşidinin özelliklerini şu başlıklar altında topladıklarını ifade etmektedirler;
a) Meyve dalı sayısı fazla, boğum araları kısa, koza çenetleri tam olarak açık,
yaprak sayısı az ve koza sapları kopmaya karşı dayanıklı olmalıdır.
b) Bitki boyu orta boylu olmalı, yaprakları küçük ve erken dökülmeye uygun
olmalıdır.
c) Koza açımından sonra liflerin fırtınaya karşı dayanıklı olması gerekir. Bu
nedenle, lif lüleleri koza çenetlerine sıkı bir şekilde bağlı olmalıdır.
d) İlk meyve dalı yerden 15–20 cm yukarıda ve kozalar ana gövde etrafında
toplanmış olmalıdır.
e) Yaprakların tüysüz olması gerekir.
Aydın (1987) yüksek lisans tezinde belli başlı havalı götürücü sistem çeşitlerinin
tasarımı için bir bilgisayar programı geliştirmiştir. Boru çapı, hava hızı, ve basınç
kayıplarının başlangıç değerlerinin tahminindeki zorluktan dolayı bir ampirik metod
kullanılmış ve sonuçlar tasarım analiz yönteminin başlangıç değeri olarak alınmıştır.

16
Emmeli, basınçlı ve emme-basınç birleşimli sistem çeşitlerinde körük seçimi için
gerekli veriler ve iletim borusu çapı bulunmuştur.
Sabancı vd. (1987) Çukurova Bölgesinde Pamuk Hasadında Toplama Bedeli
Değişimleri ve Makinalı Hasadın Geleceği başlıklı araştırmalarında, Çukurova bölgesi
için pamuk hasadındaki işçi maliyetleri ve makinalı hasada geçiş zorunluluklarından söz
etmişlerdir.
Işık ve Sabancı (1990), Amerikan ve Rus orijinli toplayıcı tip iki makina ile yaptıkları
çalışmada, kayıpların elle hasatta % 6.8, makina ile hasatta % 12-21 olduğunu ortaya
koymuşlardır. 60 cm sıra aralığına sahip Rus orijinli makinanın üretim sistemimize
uymaması nedeniyle yüksek kayıp değeri elde edilmiştir (% 21). Araştırmacılar, elle
toplamada yabancı madde oranının % 4, Amerikan orijinlide % 5, Rus orijinlide % 7
civarında olduğunu, elle hasatta yabancı maddenin % 90’ını koza kabuklarının
oluşturduğunu, buna karşılık makina ile toplanan pamuklarda çoğunlukla yaprakların
bulunduğunu belirtmektedirler.
Önal (1990), makinalı hasada uygun bitki çeşidinin özelliklerini şu şekilde
sıralamaktadır:
a) Bitki orta boyda (45–90 cm) ve dar habituslu olmalıdır.
b) Kısa yan dallara sahip olmalıdır. Bununla birlikle çok fazla dal ve yaprak
bulunması da arzulanmamaktadır.
c) Temiz toplama açısından ilk kozalı dalın yerden yüksekliği olabildiğince
fazla olmasıdır.
Beyhan (1992), ülkemiz koşullarına uygun, aspiratörlü bir fındık hasat makinasının
tasarımı ve prototip bir makine yapımını amaçladığı çalışmasında, 6 çeşit fındığın
fiziksel ve aerodinamik özellikleri ile, makinaya ilişkin temel parametreleri, deneysel
olarak saptamıştır. Prototip makinanın yapımında, deneylerde elde edilen iletim havası
hızının 30.19 m/s, hava debisinin 0.382 m3/s ve toplam statik basıncın 331.5 mmSS
değerlerini göz önüne almıştır. Prototip makinayla yapılan bahçe deneylerinde 226.8
kgf/da ürün verimi için, 28.48 kgf/iÇh tane iş verimi, 0.396 da/h alan iş verimi ve %

17
95.13 toplama etkinliği sağalandığını belirtmiştir.
Williford (1992), toplayıcı tip makinaların daha seçici olduklarını, yalnızca açılmış
kozadaki kütlüyü az miktarda yaprak ve bitki materyali ile (%5-10) toplayabildiğini ve
üreticiye birden fazla hasat olanağı sağladığını belirtmektedir. Bununla birlikte hasat
periyodunda hava koşullarının riskli olması nedeniyle son yıllarda erkenci çeşitler
kullanılarak mümkün olduğu kadar tek seferde hasat yönünde bir eğilimin olduğunu
ifade etmiştir.
Evcim (1996), Pamuk Hasadının Mekanizasyonu ve Sorunları başlıklı yayınında pamuk
üretim sistemleri ve hasadından bahsetmiş, hasat maliyetinin diğer giderler içerisindeki
büyüklüğü anket çalışmalarındaki sonuçlar göz önüne alınarak ortaya konulmuştur.
Yine aynı çalışmada pamuk üretiminde iş gücü kullanılma durumu incelenmiş ve
ortalama olarak hasat için 6.73 erkek işgücü saat/ dekar, 17.50 kadın işgücü saat/dekar
değerleri saptanmıştır. Yüksek bulunan iş gücü ihtiyacının hasat masraflarının ve
dolayısıyla üretim maliyetlerini yükselteceği belirtilmiştir. Evcim çalışmasının
devamında mekanik pamuk hasat makinaları ile ilgili bilgi vermiş, mekanik pamuk
hasadı sonuçlar ve maliyetlerini karşılaştırmıştır.
Arun ve Akkoç (1997), TMMOB Makina Mühendisleri Odası tarafından basımı yapılan
eserlerinde, havanın sıkıştırılabilir özelliği nedeniyle doğacak basınç kaybının % 10 ila
% 15 arasında olabileceği ve basınç kaybını hesap ederken bu düzeydeki kaybın ihmal
edilebileceğini literatürlere dayandırarak bildirmektedirler. Bir pnömatik tesis hesabının
odak noktasını boru çapı ile basınç kaybı arasındaki bağıntının olduğunu ve bu iki
öğeden sonra hava debisi ve körük (fan) gücü saptanarak buna göre körük seçimi
yapılabildiğini bildirmiştir. İletim malının debisi ile vericiyi saptadıktan sonra toz
içeriğinin niteliğine göre filtre seçiminin gerçekleştirileceğini söylemişlerdir. Yine aynı
eserde, geniş çaplı boru seçiminin, basınç kaybını azaltmakla birlikte tesis ve işletme
giderlerini yükselteceğide bildirilmiştir. Öte yandan dar çaplı borularda tesis ve işletme
giderleri genelde düşük fakat basınç kaybı yüksektir denilmiştir. Yazarlar, genellikle
yüzer yöntemli pnömatik iletim tesislerinin hesabı için Çizelge 2.1’de verilen değerlerin
yeterli olabileceğini bildirmiş ve hava direncini oluşturan ayrıntıları şu şekilde

18
sıralanmıştır.
• Kesit yüzeyi değişmeleri
• Kıvrımlı dirsekler
• Memeler
• Ayırıcılar
• Siklonlar
• Filtreler
Çizelge 2.1 Pnömatik yüzer ortamlı iletimde önemli bazı yığın mallara ilişkin veriler (Arun ve Akkoç 1997)
İletim malı ds (mm) ρs (kg/mm3) ρss (kg/mm3) V0 (m/s) α
Arpa 4.0 1420 690 20-25 0.04
Ağaç talaşı 50×20×1 470 150-400 22-25 0.08
Buğday 3.9 1380 730 22-27 0.04
Çimento 0.05 3100 1420 20-25 0.18
Hayvan yemi 0.86 1370 540 22-25 0.06
Mika 0.93 2550 830 25-30 0.09
Pirinç kabuğu 2.5 1280 105 18-20 0.04
Toz şeker 0.52 1610 860 20-25 0.08
Yulaf 3.4 1340 510 22-25 0.04
Prina 0.96 680 260 20-22 0.04
ds=Tane çapı, ρs= Tanenin özgül ağırlığı, ρss = Yığın malın yoğunluğu, α = Basınç kaybı katsayısı,
V0 = İletim borusunda gerekli hava hızı
Sağlam ve ark. (1999), yaptıkları bir araştırmada, makinalı pamuk hasadında toplam
kayıp oranının ortalama % 10.8 olduğunu, kayıpların % 2’sinin hasat öncesi doğal
olarak yere dökülen kütlü ve % 3.9’unun makinadan kaynaklanan dökülme kayıpları
olduğunu, en büyük kaybın % 4.9 değeriyle bitki üzerinde kalan kütlülerde saptandığını,
elle hasatta ise sadece hasat öncesi gerçekleşen % 2 dökülme kaybı meydana geldiğini

19
bildirmektedirler.
Evcim (1999), sırta ekimde oluşan profilin hasat makinasının tekerleklerinin tabana
oturmasını sağladığını, bu sayede en alttaki kozaların da toplama üniteleri tarafından
kayıpsız bir şekilde toplandığını bildirmektedir. Pamuk bitkisinde ağırlık açısından en
büyük ve kıymetli kozalar bitkinin alt meyve dallarında yer almaktadır. Araştırmalar
üçüncü ve altıncı boğumlar arasında ilk açan üç kozanın bitkiden elde edilecek gelirin
% 25’ini oluşturduğunu ortaya koymuştur. Şekil 2.1’de ortalama 30 kozalı bir pamuk
bitkisinde kozaların konumlarına göre toplam gelir içerisindeki payları gösterilmiştir.
Şekil 2.1 Kozaların konumlarına göre toplam gelir içerisindeki payları (Evcim, 1999)
Chaudry (2000) çalışmasında, Türkiye’nin dünyadaki pamuk üretimindeki yerini
belirttikten sonra, yine rakamlarla Dünya ve ülkemizdeki pamuk hasadında makina
kullanım ve hasat sonrası işlem olan çırçırlama oranlarını ortaya koymuş ve
Türkiye’deki makinalı pamuk hasat oranının düşüklüğünü vurgulamıştır.
Öz (2000), yere dökülen kütlü oranının uygulamalara bağlı olarak Nazilli 84 çeşidinde
ortalama % 1.95-3.20, Deltapine 5690 çeşidinde ise ortalama % 1.73-2.22 arasında

20
değerler aldığını, makinalı hasadın lif uzunluğu, uzunluk üniformitesi, lif mukavemeti,
lif inceliği gibi lif kalitesine ilişkin teknolojik özellikler üzerinde olumsuz etkisinin
olmadığını, kantitatif performansın başarısında tarla hazırlığının en büyük etken
olduğunu, etkin bir tarla hazırlığının ve başarılı bir defolyant uygulaması ile makina ile
toplanan kütlüdeki çepel oranının % l gibi düşük seviyelerde kalabileceğini
belirtmektedir.
Keskin ve Güner (2001) “Akışkanlar Mekaniği” adlı ders kitabında boyutlar ve birimler,
kütle ve ağırlık ilişkileri, ideal gaz kanunu, viskozite, reoloji, elastiklik modülü, ses hızı
ve mach sayısı, buhar basıncı, yüzey gerilmesi gibi akışkanların temel özelliklerini, bir
noktadaki basınç, hidrostatik temel denge denklemi, basınç değişimi, atmosfer sıcaklığı
ve atmosfer basıncının değişimi, eğrisel yüzeylere etkiyen hidrostatik kuvvet, blok
halinde sabit ivmeyle hareket eden akışkanlar gibi akışkan statiği konularını, Newton’un
ikinci kanunu, statik, dinamik, ölü nokta ve toplam basınç tanımlamalarını açıkladıktan
sonra süreklilik denklemi ile ilgili şu eşitliklere yer vermişlerdir.
Sıkıştırılamaz akışkanlarda sisteme giren ve sistemden çıkan akım miktarı (verdi) sabit
kabul edilmektedir. Buna kütlenin korunumu denir ve süreklilik denklemiyle ifade
edilir.
Q1=Q2
A1.V1=A2.A2
Bu bağıntıda;
Q1 ve Q2: Sırasıyla sisteme giren ve çıkan verdilerdir (m3/s),
A1: Birinci durumdaki kesit alanı (m2),
V1: Birinci kesitteki akışkan hızı (m/s),
A2: İkinci durumdaki kesit alanı (m2),
V2: İkinci kesitteki akışkan hızı (m/s),
Coşkun (2002a) çalışmasında tasarladığı basit yapılı bir pamuk toplama makinasında
vakum basıncı, emme hızı ve kopma kuvveti gibi tasarım parametrelerine pamuk
çeşitlerinin ne derece etkili olduğunu belirlemeye çalışmıştır. Makinalı hasada uygun
olarak geliştirilmekte olan DPXxC//BixLa melezi ve Nazilli 84 pamuk çeşitlerine ait

21
vakum basıncı, emme hızı ve lüle kopma kuvveti değerleri ölçülmüştür. Ölçülen tasarım
parametreleri ile pamuk çeşitleri arasındaki istatistiksel ilişkiler araştırılmıştır.
Denemeler için bir vakum ünitesinden, bir vakum deposundan ve toplama başlığından
oluşan basit yapılı bir sistem oluşturulmuş ve bu sisteme bir hava hızı ölçer, bir vakum
ölçer ilave edilmiştir. Yine sistemin tamamlanması ve pamuk kütlülerinin bağlanıp
çekilebilmesi için toplama başlığının tam karşısına bir dinamometre yerleştirilmiştir.
Hasat dönemi içerisinde 3 farklı parsellerden toplanmış DPXxC//BixLa melezi ve
Nazilli 84 çeşidi pamuk kütlüleri saplarından dinamometreye rijit olarak bağlanıp her
bir kütlüdeki 4 adet bulunan pamuk lüleleri çektirilerek, vakum basıncı, emme hızı ve
kopma kuvveti değerleri tespit edilmeye çalışılmıştır. Toplam 1800 adet deneme
yapılmıştır. Bulunan değerlerin ortalamaları Çizelge 2.2’de verilmiştir.
Çizelge 2.2 Pamuk çeşitlerine ait tasarım parametre değerleri (Coşkun 2002a)
Tasarım parametreleri DPXxC/BixLa Hibrit Nazilli 84
Kopma kuvveti (N) 0.393 0.284
Emme hızı (m.s-1) 1.676 1.620
Vakum (kPa) -4.132 -3.528
Coşkun (2002b) bir diğer çalışmada ise Nazilli 84 pamuk çeşidi denemeye alınarak
pamuk hasadında yararlanılabilecek vakum basıncı, emme hızı gibi aerodinamik
özellikler ile pamuğun lif ve fiziko-mekanik özelikleri arasındaki ilişkiler belirlenmeye
çalışılmıştır. Yapılan denemelerde yaş ve kuru lüle kütleleri, lüle nemi, lüledeki tohum
sayısı, çenet açıklığı, çenet derinliği, çenet açısı ve lüle kopma kuvveti gibi fiziko-
mekanik özellikler ölçülmüştür. Ayrıca uzunluk, dayanıklılık, esneklik ve incelik gibi lif
özellikleri belirlenmiştir. Denemelerin gerçekleştirildiği sistem, elektrik enerjisi ile
çalışan 0.025 m3 s-1 debi ve – 70 kPa basınç üretebilen bir vakum ünitesi, 2 adet vakum
ölçer, 2 adet sirkülasyon valfi, 1 adet 1×1 mm delik aralığına sahip tel elek ve 1 adet
PVC borudan oluşmaktadır.
Ölçümlerden sonra, kopma kuvveti değerleri;

22
F = m×g
eşitliği ile, boru içerisindeki hava hızı ise;
V = 1.2730×(Q/D2) eşitliği ile,
çenet açısı ise;
α = arctg 0.5×(CO/CD) eşitliği ile,
ve pamuk lülelerinin nem içeriği ise;
% N = (Ww-Wd)/Wd×100 eşitliği kullanılarak bulunmuştur. Burada;
F: Kopma kuvveti (N) m: Kütle (g) g: Yerçekimi ivmesi (g m-2) V: Boru içerisindeki emme hızı (m s-1)
Q: Boru içerisindeki hava debisi (m3 s-1) D: Boru çapı (m) CO: Çenet açıklığı (mm) CD: Çenet derinliği (mm) Ww: Islak ağırlık (g) Wd : Kuru ağırlık (g) dır.
Elde edilen tasarım parametrelerinden vakum basıncının değerleri ile fiziko-mekanik
özellikler arasındaki ilişkiler grafikler halinde ortaya konulmuştur (Şekil 2.2).

23
Şekil 2.2 Vakum basıncı ile fiziko-mekanik özellikleri arasındaki ilişkiler (Coşkun
2002b)
Gürsoy ve ark. (2002), “Güney Doğu Anadolu Bölgesi Pamuk Tarımında Mekanizasyon
Uygulamalarında Karşılaşılan Sorunlar ve Çözüm Önerileri” adlı araştırmada
Güneydoğu Anadolu Bölgesi’nde pamuk tarımında tohumluk hazırlığından çırçırlamaya
kadar süren değişik üretim aşamalarında kullanılacak alet ve ekipmanların randımanlı
kullanılabilme imkânları irdelenmiştir.
Güner (yayınlanmamış lisansüstü ders notları) “Tarımda Kullanılan İletim Tesisleri ve
İleticilerin Tasarımı” isimli ders notlarında buğday, arpa, fasulye, ayçiçeği, mısır, soya
ve mercimeği materyal olarak kullanarak, kuru ve dökme tarımsal ürünlerin iletiminde
kullanılan pozitif düşük basınçlı ileticilerin tasarım ve imalatının yapılmasında hangi
kriterlere dikkat edileceğini ve tarımsal ürünlerin iletiminde ürün, hava akımı, iletici
parametreleri arasındaki ilişkileri incelemektedir.
Vakum (kPa) Vakum (kPa)
Kop
ma ku
vveti (N
)
Yaş A
ğırlık (g)
Vakum (kPa)
Vakum (kPa)
Kuru ağ
ırlık (g)
Nem
(%)

24
3. MATERYAL ve YÖNTEM
3.1 Materyal
3.1.1 Araştırmada kullanılan pamuk çeşitleri
Tasarımı yapılan pnömatik pamuk hasat makinasının temel tasarım parametrelerinin
oluşturulması için laboratuar ortamında ve performans belirleme çalışmalarını oluşturan
tarla denemelerinde Ege Bölgesi’nde yetiştiriciliği yaygın olarak yapılan 4 farklı çeşit
pamuk kullanılmıştır. Bunlardan, sadece laboratuar ortamında yapılan denemelerde
kullanılan Nazilli 84 S çeşidi dışındaki Beyaz Altın 119, Carmen ve Diamond gibi
çeşitler makinalı hasada uygun çeşitlerdir ve tarla denemeleri bu 3 çeşit ile
gerçekleştirilmiştir. Makinalı hasada uygun olan bu çeşitler, ana gövdeye yakın
dallarının kısa olması, bitkilerinin koyu yeşil renkte olması, kozalarının orta büyüklükte
olması, gerekli durumlarda ayarlayıcı ve düzenleyici kimyasalların kullanılabilir olması
gibi ortak özelliklere sahiptir (Şahin ve Ekşi. 1998). Denemede kullanılan tüm çeşitler
delinte (havsız) olup bazı temel özellikleri Çizelge 3.1’de verilmiştir.
Çizelge 3.1 Çeşitlerin bazı özellikleri (Harem 2007)
Özellikler Nazilli 84 S Carmen Diamond B.A. 119
Çırçır Randımanı (%) 43.6 41.9 43.4 42.3
Lif İnceliği (micron) 5.0 4.8 4.5-5.7 4.4
Lif Uzunluğu (mm) 28.5 30.3 28.3-30.1 28.5-29.8
Lif Mukavemeti (g/tx) 31.0 35.9 28-32.6 30.5-32.1
100 Tohum Ağırlığı (g) 10.5 10.7 8.4 9.7-10.1
Yaprak Yüzeyi Tüysüz Tüysüz Tüysüz Tüysüz
Makinalı Hasat Uygunluğu Hayır Evet Evet Evet

25
3.1.2 Pamuk lüle kopma kuvvetlerinin belirlenmesinde kullanılan deney tesisi
Prototip imalatı gerçekleştirilen pnömatik pamuk hasat makinasının temel tasarım
parametrelerinin oluşturulması için ilk olarak, bazı pamuk çeşitlerinin lüle kopma
kuvvetlerinin ve enerjilerinin belirlenmesine yönelik bir deney düzeneği hazırlanmıştır.
Şekil 3.1’de düzeneğin şematik görünüşü verilmiştir.
1 2 3
4
56
1 2 3
4
56
Şekil 3.1 Araştırmada kullanılan düzeneğin şematik görünümü (Güner et al. 2003,
Kılıçkan ve Güner 2008)
(1. Sabit tutucu, 2. Pamuk, 3. Hareketli tutucu, 4. Dinamometre, 5. Amplifikatör, 6. X-Y yazıcı)
3.1.3 Prototip pnömatik pamuk hasat makinasının kısımları
Prototip imalatı yapılan pnömatik pamuk hasat makinası 5 ana organdan oluşmaktadır
(Şekil 3.2). Bunlar;
1. Siklon,
2. Negatif basınç kaynağı (fan),
3. Emiş ağzı,
4. İletim boruları,
5. Depo, ana çatı ve 3 nokta bağlantı sistemi

26
Şekil 3.2 Tasarımı yapılan prototip pnömatik pamuk hasat makinasının şematik
görünüşü
3.1.3.1 Siklon
Siklon, prototip pnömatik pamuk hasat makinasının, kütlüyü, emiş ağzı ile pamuk
dalından kopardıktan sonra merkezkaç kuvvetinin etkisi ile basınçlı havadan ayırma
işlemini gerçekleştiren kısımdır. Merkezkaç kuvvet spiral akımla ortaya çıkmaktadır.
Bir kaptan boşalan her akışkan (sıvı), bir girdap depresyonu oluşturma eğiliminde
olmaktadır. Potansiyel girdap içerisinde öteki akımların aksine uçuşmakta olan
elementler birbirine engel olmamaktadırlar. Bu nedenle akışkanın (basınçlı hava) ve
iletim malının (kütlü pamuk) siklona teğetsel olarak girmesi ile kararlı bir spiral akım
meydana gelmektedir. Şekil 3.3’te bir pnömatik iletim hattının sonundaki siklonun
1. Siklon, 2. Negatif basınç kaynağı, 3. Emiş ağzı, 4. İletim borusu, 5. Depo
ve çatı

27
işlevi görülmektedir. Dairesel kesitli (a) iletim borusu siklonun silindirik kısmına (c)
bağlanmaktadır. Buraya gelen kütlü pamuk, tümüyle spiral yörüngede yumakcıklar
halinde siklonun konik (d) kısmının çeperinden kayarak (e) çıkış ağzına yönelmektedir.
Hava (f) dalgıç boru içine spiral bir biçimde akarak buradan dışarı çıkmaktadır.
Şekil 3.3 Hava ve iletim materyalinin siklondan çıkışı (Arun ve Akkoç 1997).
Siklonlarda belirli bir teğetsel hızda merkezkaç kuvveti yarıçapla ters orantılı olarak
değiştiğinden, küçük çaplı siklonlar büyük çaplı siklonlara göre yarattıkları merkezkaç
kuvveti nedeni ile daha etkili olmaktadırlar.
Bir siklon basınç altında olduğu gibi vakum altında da çalışabilir. Vakum altında çalışan
siklonlarda sızdırmazlığın çok iyi sağlanması zorunludur. En ufak bir sızdırmada
verimleri hızla azalmaktadır (Brauer 1971).
Siklon tasarımında genel anlamda bir standardizasyon mevcut olmamakla birlikte
tanınmış büyük firmalar bu alanda kendi deneyimleri doğrultusunda kendi standartlarını
gerçekleştirmişlerdir. Bununla birlikte ölçüler, ayrımı yapılacak materyale ve sistem

28
gerekliliklerine göre değişiklik gösterebilmektedir. Şekil 3.4’te spiral akımlı bir
siklonun boyutları ve Çizelge 3.2’de ise standartlaştırılmış ölçüleri görülmektedir. Tüm
bu tasarım parametreleri ve sistem kapasitesi dikkate alınarak siklonun seçimi yapılıp
(OSB 70), teknik resmi çizilmiş ve imalatı yaptırılmıştır (Şekil 3.5).
Şekil 3.4 Spiral akımlı bir siklonun boyutları (Arun ve Akkoç 1997)
Çizelge 3.2 Spiral akımlı bir siklonun ölçüleri (Arun ve Akkoç 1997)
Tip D (mm) a (mm) b (mm) d (mm) e (mm) H (mm)
OSB 35 350 65 170 150 50 945
OSB 46 460 80 240 210 100 1370
OSB 58 580 100 280 260 150 1620
OSB 70 700 120 340 315 150 2050
OSB 82 820 140 400 380 150 2450
OSB 94 940 170 480 450 200 2700
OSB 115 1150 200 570 530 250 3250

29
Şekil 3.5 Siklonun üç boyutlu görünüşü
3.1.3.2 Negatif basınç kaynağı
Negatif basınç kaynağı (fan), pnömatik pamuk hasat makinasının en önemli
kısımlarından birisi olup, sistemin ihyacı olan hava basıncına, hızına, ve debisine cevap
verecek şekilde tasarlanmıştır. Euler’in akışkanlara ilişkin temel denklemine göre bir
fanın üreteceği basınç farkı aşağıdaki gibi formülüze edilebilir ( Arun ve Akkoç 1997,
Gökelim 1983).

30
2
2up hh ××=∆ ρη (N/m2).....................................................................(1.1)
Burada;
∆p : Basınç farkı (N/m2)
η h : Verim katsayısı (0,6 ila 0,8 alınabilir).
ρh : Havanın özgül ağırlığı (1,2 kg/m3).
u2 : Döner çarkın çevre hızı (m/s) dır.
Fan kanatlarının dönüklüğü (1.1) eşitliğine göre u2 çevre hızı, vantilatörün üreteceği
basınca dönüşür. u2 çevre hızı (1.2) eşitliğine göre hesaplanabilir.
60
2
ndu
fan ××=π
.......................................................................(1.2)
Burada;
u2 : Çevre hızı (m/s)
dfan: fan çapı (m)
n: fan devir sayısı (1/min)
Fan çapı 960 mm ve fan devri 1080 1/min alınarak eşitlik (1.2) de yerine konulduğunda;
286,5460
108096,01416,3
602 =
××=
××=
ndu
fanπm/s elde edilmiştir.
Bu değer eşitlik (1.1) de bulunan u2 değeri konulursa;
2
2up hh ××=∆ ρη = 0,6 × 1,2 × 54,2862 = 2121,88 N/m2 = 2,12 kPa olarak
bulunmuştur.
Yapılan hesaplamalarla birlikte negatif basınç kaynağının (fan) teknik resmi bilgisayar
ortamında çizilmiş ve imalatı yaptırılmıştır (Şekil 3.6).

31
Şekil 3.6 Negatif basınç kaynağının üç boyutlu görünüşü
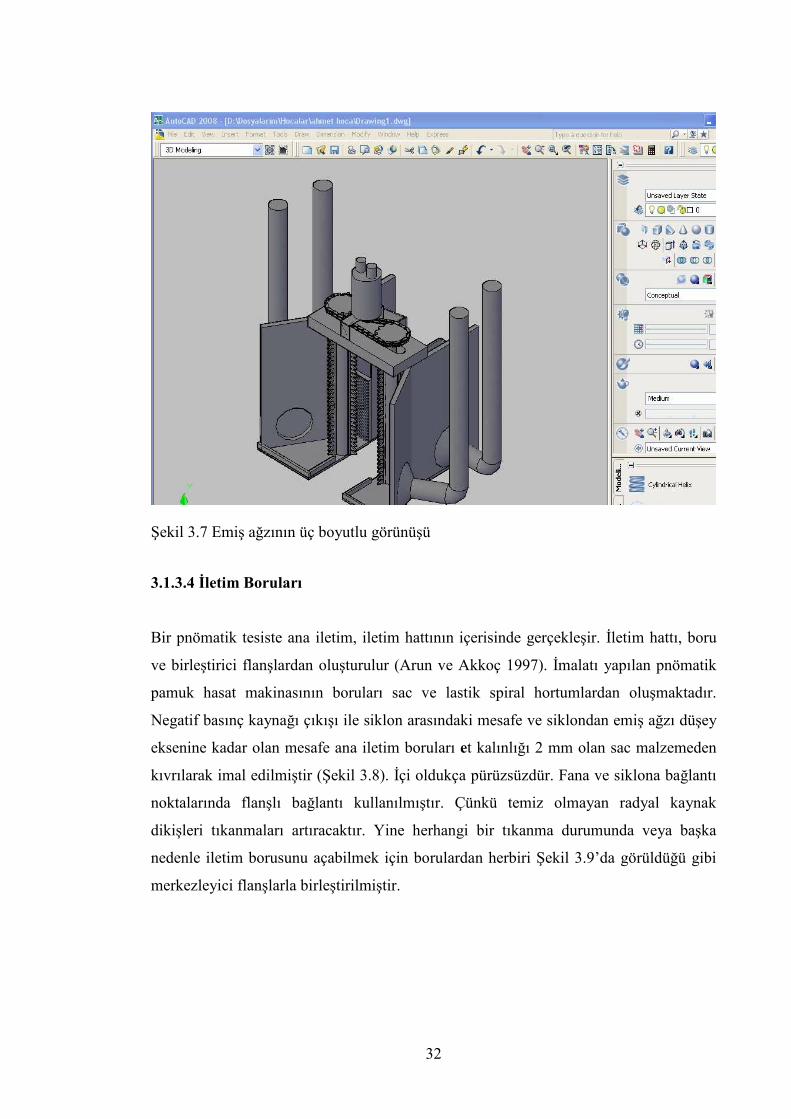
3.1.3.3 Emiş ağzı
Tasarımı yapılan makinanın en önemli kısımlarından birisi emiş ağzıdır. Hasat
dönemine gelmiş pamuk bitkisi üzerinde açmış durumda bulunan kütlüleri, makinanın
ileri hareketi ile üzerinde bağlı bulunan dallardan koparıp mümkün olduğu kadar hızlı
bir şekilde iletim borularına gönderme işlemini gerçekleştirmektedir. Emiş ağzının
etkinliği, yani dal üzerindeki kütlüleri koparıp iletim borusuna gönderebilme oranı,
direk olarak tasarımı yapılan pnömatik pamuk hasat makinasının toplama performansını
etkileyecektir. Bu sebeple emiş ağzı tasarımı önem teşkil etmektedir. Şekil 3.7’de
bilgisayar ortamında oluşturulan emiş ağzı resmi görülmektedir.
32
Şekil 3.7 Emiş ağzının üç boyutlu görünüşü
3.1.3.4 İletim Boruları
Bir pnömatik tesiste ana iletim, iletim hattının içerisinde gerçekleşir. İletim hattı, boru
ve birleştirici flanşlardan oluşturulur (Arun ve Akkoç 1997). İmalatı yapılan pnömatik
pamuk hasat makinasının boruları sac ve lastik spiral hortumlardan oluşmaktadır.
Negatif basınç kaynağı çıkışı ile siklon arasındaki mesafe ve siklondan emiş ağzı düşey
eksenine kadar olan mesafe ana iletim boruları et kalınlığı 2 mm olan sac malzemeden
kıvrılarak imal edilmiştir (Şekil 3.8). İçi oldukça pürüzsüzdür. Fana ve siklona bağlantı
noktalarında flanşlı bağlantı kullanılmıştır. Çünkü temiz olmayan radyal kaynak
dikişleri tıkanmaları artıracaktır. Yine herhangi bir tıkanma durumunda veya başka
nedenle iletim borusunu açabilmek için borulardan herbiri Şekil 3.9’da görüldüğü gibi
merkezleyici flanşlarla birleştirilmiştir.

33
Şekil 3.8 İletim borusunun üç boyutlu görünüşü
Şekil 3.9 İletim borularının merkezleyici flanşlarla birleştirilmesi
Ana iletim borusunun çapı, (1.3) denklemi ile saptanmıştır (Arun ve Akkoç 2007)
s
ss
p
vQKd
∆×
×××=
π
2 ..............................................................(1.3)
Burada;

34
d : Boru çapı (m)
Ks: İletim malı (kütlü pamuk) akımına bağıntılı bir basınç kaybı katsayısıdır ve
(1.4) eşitliği ile hesaplanır.
Qs: İletim malının (kütlü pamuk) kitle debisi (kg/s) (pamuk için max. 2 kg/s)
v: İletim borusunda gerekli hava hızı (m/s) (pamuk kütlüsü için 4.25)
∆ps: Vantilatörün (vakum kaynağı) üreteceği basınç farkı (N/m2)
Pnömatik iletimde taneli ürünlerin güvenli işletme çerçevesinde iletilebilmesi için
yaklaşık 100-200 mm çapındaki boru içerisinden yüzme hızının 2-2.5 katına eşdeğer bir
hız uygulanmalıdır. Tozsu ürünlerin iletiminde aynı hız geçerlidir (Arun ve Akkoç
2007, Güner 1992). Bu amaçla kütlü pamuğun yüzme hızları, hava hızı ayarlanabilir bir
deney tesisinde ölçülmüştür . Deneylerde özgül ağırlıkları ve tohum sayıları belirlenen
kütlü pamuklar kullanılmıştır.
Kütlü pamukların yüzme hızlarının belirlenmesinde, 3 pamuk çeşidinden 40’ar tane
örnek alınmış ve bu kütlüler hasat dönemi nem seviyesinde denenmiştir. Elde edilen
sonuçlar Çizelge 3.3’de verilmektedir.
Çizelge 3.3 Kütlü pamuk yüzme hızı değerleri*
Özellikler Minimum Maksimum Ortalama
Ağırlık (g) 3.10 8.20 5.65
Nem (%) 5.08 7.54 6.31
Tohum sayısı (adet) 19 31 25
Yüzme hızı (m/s) 1.10 2.30 1.7
(*) 19oC hava sıcaklığı ve 999.1 mbar atmosfer basıncı koşullarında
İletim materyali (kütlü pamuk) akımına bağlı basınç katsayısı da (1.4) eşitliği ile hesap
edilmiştir.
)2
1(2)2(
2
i
v
ghlK s +××+
×
×∆×+∆×= β
β
α…………………………………(1.4)

35
Burada;
α: Boru çapına bağlı basınç kaybı katsayısı (0.04 ila 0.08 alınabilir).
∆l: Toplam iletim borusu uzunluğu (m).
∆h: Dikey iletim borusu uzunluğu (m).
g: Yer çekimi ivmesi (m/s2).
ß: İletim malı hızı c’nin iletim hava hızı v’ye oranı (c/v); (tozsu ve irmiksi
iletim malı için 0.8, taneli iletim malı için 0.7 alınabilir).
v: İletim borusunda gerekli hava hızı (m/s) (pamuk kütlüsü için 4.25).
i: Kıvrımlı dirsek sayısı
Eşitlik (1.4) te değerleri yerine koyup iletim malı (kütlü pamuk) akımına bağlı
basınç katsayısı hesap edilebilmektedir;
)2
1(2)2(
2
i
v
ghlK s +××+
×
×∆×+∆×= β
β
α
= 86.15)2
61(7.02
25.47.0
)81.92.62(1.808.02
=+××+×
××+×elde edilir.
Elde edilen Ks (1.3) eşitliğinde yerine konursa;
s
ss
p
vQKd
∆×
×××=
π
2= =
×
×××
88.212114.3
25.4286.1520.201 m = 20.1 cm bulunur.
Siklonun üst kısmından çıkıp emiş ağzı düşey eksenine kadar uzanan sac boru ile emiş
ağzı arası esnek lastik spiral hortumlarla bağlanmıştır. Bunun nedeni ise; negatif basınca
dayanıklı olmaları, kesitte kararlı değişmezlik göstermeleri, hareketli olmaları, kıvrım
yaparken çok büyük kıvrım oluşturmaması ve fazla statik elektrik yüklenmemesidir.

36
3.1.3.5 Çatı, üç nokta askı sistemi ve depo
Depo ve çatı, tarla şartlarında makinanın çalışmasına engel olmaması için birlikte
tasarlanmıştır, siklonun çıkış ağzına flanşla bağlanan depo, kalınlığı 3 mm’ lik sac
malzemeden sızdırmaz şekilde imal edilmiştir. Şekli dikdörtgen prizma şeklinde ve ana
çatının iskeletine uydurulmuştur. Çatı, 40×40 mm köşebent ve kare profil
malzemelerden makinanın tüm kısımlarını üzerinde taşıyabilecek şekilde imal
edilmiştir. Ayrıca traktöre asılır şekilde monte edebilmek için ön kısmına üç nokta askı
sitemi bağlantı muyluları eklenmiştir (Şekil 3.10).
Çatı makinanın tüm parçalarını üzerinde barındırdığı ve çalışma sırasında büyük
kuvvetlere maruz kalan kısım olduğu için tasarımı sırasında, bilgisayar ortamında
CosmosWorks programı deneme sürümü kullanılarak malzeme analizi
gerçekleştirilmiştir. Analizler sırasında stress, zorlanma ve yer değiştirme kriterlerine
bakılmıştır. Elde edilen sonuçlar Şekil 3.11, 3.12 ve 3.13’de verilmiştir.
Şekil 3.10 Çatı, üç nokta askı sitemi ve depo üç boyutlu görünüşü

37
Şekil 3.11 Çatı stres analizi
Şekil 3.12 Çatı yer değiştirme analizi

38
Şekil 3.13 Çatı zorlanma analizi
3.1.4 Yaprak döktürücü (Defolyant)
Yaprak döktürme, hasatı çabuklaştırmak, yetiştiricilerin ürünlerini verim ve kalitesinden
ödün vermeyecekleri bir zamanda hasat etmelerini sağlamak, liflerin beneksiz ve
mümkün olduğunca temiz toplanmasını sağlamak, kozaların havasızlıktan çürümesini
önlemek ve erken açılmalarına yardımcı olmak için ve özellikle makine ile hasat
edilmesine imkân sağlamak için çeşitli yaprak döktürücü kimyasallar kulanılarak
yapılan bir işlemdir.
Pek çok araştırmacı yaprak döktürücü uygulama zamanı için normal olgunluk
döneminin yani en azından kozaların % 50-60’ının açılmasının beklenmesi hususunda
birleşmektedirler. Bu fikirde bitki fizyolojisinin yanı sıra iklimin olumsuz etkilerinin de
göz önüne alınması söz konusudur (Kupal 2002).
Yaprak döktürücü olarak, FINISH (480g/l Ethephon+60g/l Cyclanilide) ve DROPP
ULTRA (120g/l Thidiazuron+60g/l Diuron) isimli kimyasallar karıştırılarak sırası ile

39
200ml/da ve 60 ml/da normunda uygulanmıştır. Burada FINISH kimyasalı, içerisindeki
etken maddeleri dikkate alındığında, bitki üzerindeki açmamış kozaların açımı için,
DROPP ULTRA ise yaprak döktürme işlemi için uygulanmıştır. Yaprak döktürücü
uygulaması yapılırken ilaçlama makinasında yaprak altı meme tertibatı kullanılmıştır.
Yaprak döktürücü uygulama zamanının belirlenmesi için bitkiler koza açımından
itibaren sürekli izlenerek kozaların olgunlaşmaları kontrol altında tutulmuştur. Yaklaşık
olarak % 50 oranında açım görüldüğünde uygulama yapılmıştır. Uygulamadan sonra
yine izlemeler devam ettirilmiş ve yaprak döktürücü uygulamasından 16 gün sonra
hasat işlemine başlanmıştır.
3.1.5 Negatif basınç kaynağı güç tüketimi ölçüm düzeneği
Tasarımı ve imalatı yapılan prototip makinaya ait en önemli kısımlarından biri olan
negatif basınç kaynağının (fan) performansının ortaya konulmasına yönelik olarak güç
tüketim değerlerinin belirlenmesine çalışılmıştır. Bu amaç için oluşturulan deney
düzeneği, traktör üzerine monteli bir torkmetre’den oluşmaktadır. Şekil 3.14’de deney
düzeneğinin resmi görülmektedir. Kullanılan torkmetreye ait teknik özellikler Çizelge
3.4’ te verilmiştir.
Şekil 3.14 Kuyruk mili güç ölçüm deney düzeneği (torkmetre)

40
Çizelge 3.4 Torkmetre teknik özellikleri
Marka HBM
Tip T30FNA
Nominal tork (kNm) 2
Nominal devir (1 / min) 3000
3.1.6 Basınç ve hız ölçüm ünitesi
Laboratuar ortamında fanın oluşturmuş olduğu basınç farkını ve hava hızını belirlemek
için TESTO marka 350/454 model ölçüm ünitesi ile hava hızı ve hava basınç propları
kullanılmıştır (Şekil 3.15). Cihaza ait teknik özellikler Çizelge 3.5’te, problara ait teknik
bilgilerde Çizelge 3.6 ve 3.7’de verilmiştir.
Şekil 3.15 Hava hızı ve basıncı belirlemelerinde kullanılan ölçüm ünitesi
Çizelge 3.5 Ölçüm ünitesine ait teknik özellikler
Hafıza 250000 okuma değeri
Saklama Sıcaklığı -20 ile +50 oC
Çalışma sıcaklığı -5 ile +45 oC
Ağırlık 850 gr
Boyut 252× 115×58

41
Çizelge 3.6 Hava basıncı probuna ait teknik bilgiler
Ölçüm aralığı -4000 ile +4000 Pa
Hata ± 50 Pa
Çözünürlük 10 Pa
Çizelge 3.7 Hava hızı probuna ait teknik bilgiler
Ölçüm aralığı 0 ile +60 m/s
Hassasiyet 0.01 m/s
3.2 Metod
3.2.1 Pamuk lüle kopma kuvvetlerinin belirlenmesi
Pamuk lüle kopma kuvvetlerinin belirlenmesi için yapılan denemelerde, Ege
Bölgesi’nde yoğun olarak yetiştiriciliği yapılan Nazilli 84 S, Beyaz Altın ve Carmen
çeşidi pamuklar kullanılmıştır. Denemeler, Şekil 3.1’deki şematik resmi görülen
düzenekteki 1 numaralı sabit tutucuya saplarından bağlanan pamuk kozları, lülelerinden
3 numaralı hareketli plakaya tutturulmuş ve otomatik ilerleme ile farklı hız
kademelerinde kopartılarak gerçekleştirilmiştir. 4 numaralı dinamometre ile ölçülen
kopma kuvvetleri 5 numaralı amplifikatör ile iki eksenli (X-Y) yazıcıya gönderilmiş ve
zaman- kuvvet alan grafikleri çizdirilmiştir. Denemeler, 2, 4, 6 mm/s’lik üç farklı çekme
hızında gerçekleştirilmiştir. Daha sonra elde edilen tüm bilgiler bilgisayar ortamında
Excel programında tablolar haline dönüştürülmüştür (Erdoğan 1997). Her lüle için ayrı
ayrı kopma kuvvetleri ve kopma enerjileri tespit edilmiş ve her çeşit için ortalama
değerler belirlenmeye çalışılmıştır.
3.2.2 Negatif basınç kaynağı güç tüketim değerinin belirlenmesi
Tasarımı yapılan pnömatik pamuk hasat makinasının güç ihtiyacını, üzerinde bulunan
en önemli parçalarından birisi olan negatif basınç kaynağının güç ihtiyaç değeri
belirlemektedir. Bu nedenle negatif basınç kaynağının güç tüketim değerinin ortaya
42
konulması oldukça büyük öneme sahiptir. Negatif basınç kaynağının (fan) güç
ihtiyacının belirlenmesi için Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları
Bölümü atölyesinde mevcut olan HBM marka torkmetre traktör kuyruk miline monte
edilmiş ve çalışır duruma getirilmiştir. Pnömatik pamuk hasat makinası traktöre 3 nokta
askı siteminden bağlanmış ve kuyruk mili fan arasına dönü hareketinin aktarılması için
şaft bağlanmıştır. Traktör kuyruk mili 200 d/dak’dan 540 d/dak’ ya kadar farklı
devirlerde çalıştırılmış ve anlık olarak değerler tespit edilmiştir. Elde edilen değerler
bilgisayar programı ile işlenmiş ve negatif basınç kaynağının devir-güç tüketimi grafiği
oluşturulmuştur.
3.2.3 Prototip makina üzerindeki basınç ve hızın belirlenmesi
Negatif basınç kaynağında oluşan basınç farkı ve hava hızı, siklondan çıktıktan sonra,
etkisini iletim borularında göstermektedir. Ana iletim borusu (sac) ve emiş boruları
(lastik spiral) iki kısımdan oluşan iletim boruları içerisinde bulunan, emişi ve iletimi
yapılan kütlü pamuğu, yığılma olmadan homojen bir şekilde depoya kadar iletilebilmesi
için negatif basınç kaynağının (fan), sistemde oluşacak basıncı karşılayabilecek ve
gerekli hava hızını üretebilecek özellikte olması gerekmektedir. Oluşan basınç farkı ve
hava hızı, negatif basınç kaynağının devri ile değişebileceğinden, ölçümler, hasat
sırasında çalışılabilecek maksimum devirde (1080 d/dak) yapılmıştır.
Dairesel kesitli borular içerisindeki basınç farkı ve hava hızı ölçümleri, TESTO 350/454
marka basınç farkı ve hava hızı ölçüm ünitesi kullanılarak, nokta hız alan yöntemi (10
nokta sistemi) ile belirlenmiştir. Bu yöntemde boru kesitindeki yatay eksen üzerinde,
standartta verilen ölçülerde 10 adet ölçüm noktası belirlenir ve bu noktalardan ölçülen
basınç ve hava hızı değerlerinin ortalaması ile o dairesel boruya ait ortalama basınç
farkı ve ortalama hava hızı tespit edilebilmektedir (Şekil 3.16).

43
Şekil 3. 16 Dairesel kesitli borular için 10 nokta sistemi (Anonim 1990)
3.2.4 Pnömatik pamuk hasat makinası tasarımı
Pnömatik pamuk hasat makinası tasarımı ve kısımlarının (siklon, fan, iletim hattı v.s.)
imalatı sırasında, emme yöntemli pnömatik iletim tesislerinin temel tasarım prensipleri
kullanılmıştır. Emme yöntemli ileticiler, kısa ve hava akımı içerisinde kolay hareket
ettirilebilen mallar için uygun görülmektedir. Emme yöntemli ileticilerin temel çalışma
prensibi Şekil 3.17’ de görülmektedir.
İletimi yapılacak materyal bu sistemde emici ağızlıklar aracılığı ile emilir ve siklona
gönderilir. Siklonun iki görevi vardır. Bunlardan birincisi filtre görevi yaparak iletim
ürünü içerisindeki istenmeyen daha küçük boyutlu materyalleri ayırmak ve ikinci görevi
depoya boşaltma işlemini gerçekleştirmekdir.
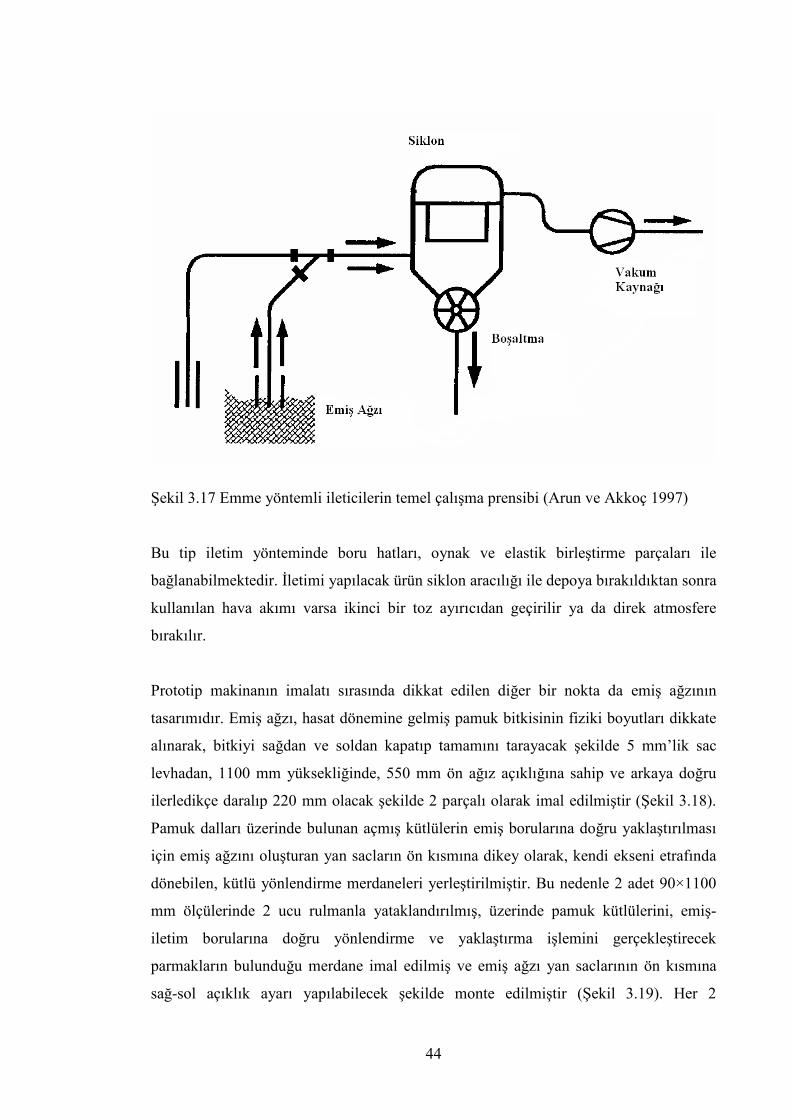
44
Şekil 3.17 Emme yöntemli ileticilerin temel çalışma prensibi (Arun ve Akkoç 1997)
Bu tip iletim yönteminde boru hatları, oynak ve elastik birleştirme parçaları ile
bağlanabilmektedir. İletimi yapılacak ürün siklon aracılığı ile depoya bırakıldıktan sonra
kullanılan hava akımı varsa ikinci bir toz ayırıcıdan geçirilir ya da direk atmosfere
bırakılır.
Prototip makinanın imalatı sırasında dikkat edilen diğer bir nokta da emiş ağzının
tasarımıdır. Emiş ağzı, hasat dönemine gelmiş pamuk bitkisinin fiziki boyutları dikkate
alınarak, bitkiyi sağdan ve soldan kapatıp tamamını tarayacak şekilde 5 mm’lik sac
levhadan, 1100 mm yüksekliğinde, 550 mm ön ağız açıklığına sahip ve arkaya doğru
ilerledikçe daralıp 220 mm olacak şekilde 2 parçalı olarak imal edilmiştir (Şekil 3.18).
Pamuk dalları üzerinde bulunan açmış kütlülerin emiş borularına doğru yaklaştırılması
için emiş ağzını oluşturan yan sacların ön kısmına dikey olarak, kendi ekseni etrafında
dönebilen, kütlü yönlendirme merdaneleri yerleştirilmiştir. Bu nedenle 2 adet 90×1100
mm ölçülerinde 2 ucu rulmanla yataklandırılmış, üzerinde pamuk kütlülerini, emiş-
iletim borularına doğru yönlendirme ve yaklaştırma işlemini gerçekleştirecek
parmakların bulunduğu merdane imal edilmiş ve emiş ağzı yan saclarının ön kısmına
sağ-sol açıklık ayarı yapılabilecek şekilde monte edilmiştir (Şekil 3.19). Her 2

45
merdanenin üst kısmına 1’er adet zincir dişli monte edilmiş ve her 2 merdanenin bu
dişliler aracılığı ile devri ayarlanabilir (100-960 1/min) 1 adet hidrolik motorla
hareketlendirilmiştir (Şekil 3.20). 1 adet basınç kontrol valfi, 1 adet akış kontrol valfi ve
bir adet de manometreden oluşan hidrolik sistem gerekli hidrolik gücü, traktör üzerinde
bulunan arka hidrolik çıkışlarından almaktadır (Şekil 3.21). Merdanelerin hemen arka
kısmında parmaklara takılan kütlülerin sıyrılması için 2 adet fırça yerleştirilmiştir.
Sıyırma fırçaları ve merdanelerin konumu dikkate alınarak emiş ağzı yan saclarının alt
kısımlarına 4 adet emiş borusu yerleştirilmiştir. Emiş boruları 2,5" çapında, çekme
demir borulardan oluşmaktadır. Emiş boruları, yan sacların çıkış yerlerinde büyük çapı
17 cm olacak şekilde ters koni şeklinde genişletilmiştir.
Şekil 3.18 Emiş ağzı yan saclarının önüne monte edilen merdaneler

46
Şekil 3.19 Kütlü yönlendirme merdaneleri ve genişletilmiş emiş borusu çıkışları
Şekil 3.20 Emiş ağzına monteli yönlendirme merdanelerinin hareket iletim düzeni

47
Şekil 3.21 Hidrolik sistem devre elemanları
(1. Hidrolik motor, 2. Akış kontrol valfi, 3. Basınç kontrol valfi, 4. Manometre)
3.2.5 Pnömatik pamuk hasat makinasının performans değerlerinin tespiti
Prototip olarak imal edilen pnömatik pamuk hasat makinasının performansının ortaya
konulabilmesi için tarla şartlarında denemeler gerçekleştirilmiştir (Şekil 3.22).
Denemeler tesadüf blokları deneme desenine göre 3 tekerrürlü olarak; 70 cm sıra arası ve
20 cm sıra üzeri mesafeye göre kurulmuştur. Parseller 10.5 m eninde (15x0.7) ve 100 m
uzunluğunda oluşturulmuştur. Deneme planı Çizelge 3.7’de, bir tekerrürdeki 15 sıranın
makina ile hasat edilen sıraları Çizelge 3.8’de verilmiştir.
Denemelerde kullanılan traktör de vites-hız kademeleri incelenmiş olup pamuk hasadı
için uygun hız kademesi belirlenmiş ve hasat denemelerinde bu hız sabit tutulmuştur.
Bununla birlikte emiş ağzı üzerinde bulunan hareketli yönlendirme merdanelerinin,
denemeler sırasında bitki dalına zarar vermeden en uygun dönüş hızında pamuk
kütlülerini yönlendirebilmesi için devir ayarı denemeleri yapılmış ve bunun için en
uygun devir tespit edilerek sabitlenmiştir (Çizelge 3.10).

48
Şekil 3.22 İmalatı yapılan prototip pnömatik pamuk hasat makinası
Çizelge 3.8 Deneme planı
Tekerrür Çeşit
Tekerrür 1
Beyaz Altın 119
Carmen
Diamond
Tekerrür 2
Carmen
Beyaz Altın 119
Diamond
Tekerrür 3
Diamond
Carmen
Beyaz Altın 119

49
Çizelge 3.9 Bir tekerrürdeki makina ile hasat edilecek sıralar
1 Tekerrür Deneme
1 2 3 4 5
A B A
A- Kenar tesiri B- Makinalı hasat parseli
Çizelge 3.10 Denemelerde kullanılan vites-hız, kuyruk mili ve merdane devir sayısı
Vites Hız (km/h) Kuyruk mili devir sayısı
(1/min)
Merdane devir sayısı
(1/min)
1. Arazi vitesi, yavaş
konum 1,7 540 216
Pnömatik pamuk hasat makinası ile yapılan denemeler 10’ar m lik mesafelerde her bir
sırada 10 adet deneme (10m x 10=100 m ) olacak şekilde gerçekleştirilmiş, elde edilen
sonuçlar Minitab istatistik paket programında, p = 0.05 önemlilik seviyesinde, analiz
edilmiştir.
Yapılan denemelerde, prototipi imal edilen pnömatik pamuk hasat makinasının
etkinliğini saptamaya yönelik aşağıdaki kriterler tespit edilmeye çalışılmıştır.
• Kütlü veriminin belirlenmesi;
Makinalı hasat parsellerinden 100 m uzunluğunda 3 sıradaki kütlü pamuk toplayıcılar
tarafından elle hasat edilmiştir. Elle hasat edilen sonuçlar toplam alana oranlanarak
çeşitlere göre kütlü verimi belirlenmiştir.
• Doğal dökülen kütlü oranının belirlenmesi;
Hasat öncesi kendiliğinden yere dökülmüş pamuk, doğal dökülen kütlü pamuk olarak
ifade edilmektedir. Pamuğun doğal olarak dökülmesi hava koşulları ve çeşidin
dökülmeye karşı duyarlılığına bağlı olarak değişiklik gösterebilmektedir.

50
Bu kaybın belirlenmesi için makina ile toplama işlemine başlamadan önce hasat
parsellerinde 5 m uzunluğunda ardışık 3 sırada (toplam 15 m) doğal olarak yere
dökülmüş olan kütlü pamuk toplayıcılar tarafından toplanıp tartılmış ve toplam kütlü
verimi içerisindeki payı hesaplanarak doğal dökülen kütlü oranı (%) belirlenmiştir.
• Yere dökülen kütlü oranının belirlenmesi;
Hasat sırasında makina tarafından toplanamadan yere dökülen kütlünün kütlü verimine
oranı olarak ifade edilmektedir. 10 m uzunluğundaki (toplam 3x0,7x10=21m²) hasat
makinası tarafından yere dökülen kütlüler toplanarak tartılmış, toplam kütlü verimi
içersindeki oranı bulunmuş, bu orandan doğal döküm oranı düşülerek yere dökülen
kütlü oranı (%) belirlenmiştir.
• Bitki üzerinde kalan kütlü oranının belirlenmesi;
Makinalı hasatta, hasattan sonra makina tarafından toplanmayarak, bitki üzerinde kalan
kütlünün toplam kütlü verimine oranı olarak ifade edilmektedir. 10 m uzunluğundaki
(toplam 3x0,7x10=21m²) hasat makinası tarafından toplanmayarak bitkide kalan
kütlüler toplanmış ve toplam kütlü verimi içindeki oranı (%) belirlenmiştir. Bitkide
kalan kütlü oranı aynı zamanda hasat makinasının toplama etkinliğinin de göstergesidir.
• Toplam kayıp kütlü oranının belirlenmesi;
Makinalı hasatta doğal dökülme oranı, yere dökülen kütlü oranı ve bitkide kalan kütlü
miktarları toplanmış ve toplam kütlü verimi içindeki oranı toplam kayıp kütlü oranı (%)
olarak belirlenmiştir (Işık ve Sabancı 1990, Öz 2000, Demirtaş 2006).

51
4 ARAŞTIRMA BULGULARI
4.1 Pamuk Kütlü Kopma Kuvvetleri ve Kopma Enerjileri
Bazı pamuk çeşitlerinin lüle kopma kuvvetlerinin ve enerjilerinin belirlenmesine
yönelik yapılan çalışmalar için hazırlanan deney düzeneği çalışır hale getirildikten sonra
denemeler gerçekleştirilmiştir. Denemelerde kopma kuvveti ve kopma enerjisi
ölçülmeye çalışılmıştır. Denemelerde Ege Bölgesi’nde yoğun olarak yetiştiriciliği
yapılan elle hasada uygun olan Nazilli 84 S çeşidi ve makinalı hasada uygunluğu ile
bilinen son yıllarda üretimine hız kazandırılan Beyaz Altın 119 ve Carmen çeşidi
pamuklar kullanılmıştır. Burada amaç elle ve makinalı hasada uygun olan çeşitler
arasında, belirlenmesi istenen kütlü kopma kuvveti ve kopma enerjileri değerlerini
karşılaştırabilmektir. Pamuk çeşitlerine yönelik elde edilen lüle kopma kuvvetleri Şekil
4.1 ‘de ve kopma enerjilerine ait sonuçlar Şekil 4.2’de verilmiştir.
Şekil 4.1 Kütlü kopma kuvvetleri
1.0
1.5
2.0
2.5
3.0
3.5
0 1 2 3 4 5 6 7
Koparma hızı, mm/s
Kop
ma ku
vveti, N
Nazilli 84
Beyaz Altın
Carmen

52
Şekil 4.2 Kütlü kopma enerjileri
Elde edilen sonuçlara bakıldığında, Çizelge 4.2’de görüleceği gibi alan verimleri
yaklaşık olarak aynı olan çeşitler içerisinde, makinalı hasada uygun olarak üretimi ve
yetiştiriciliği yapılan Beyaz Altın ve Carmen çeşitlerinin, birbirine yakın kopma kuvveti
ve kopma enerjilerine sahip olduğu, makinalı hasada uygun olmayan genellikle elle
toplanarak hasadı yapılan ve Ege Bölgesinde en çok yetiştiriciliği yapılan Nazilli 84
çeşidinde ise aynı koparma hızları dikkate alındığında, daha düşük kopma kuvvetine ve
kopma enerjisine gereksinim olduğu görülmektedir.
4.2 Negatif Basınç Kaynağı Güç Tüketim Değeri
Negatif basınç kaynağının güç tüketim değerinin belirlenmesine yönelik denemeler
laboratuar ortamında, traktör kuyruk mili üzerinde monte edilen torkmetre ile
gerçekleştirildikten sonra elde edilen değerler düzenlenmiş ve aşağıdaki devir-güç
tüketim grafiği oluşturulmuştur (Şekil 4.3). Ölçümler, makinanın hasat sırasında
yapılamadığı için boşta çalışır durumda yapılmıştır.
0
50
100
150
200
250
0 1 2 3 4 5 6 7
Koparma hızı, mm/sn
Kop
ma en
erjisi, N
mm
Nazilli 84 Beyaz Altın
Carmen

53
Şekil 4.3 Negatif basınç kaynağı devir-güç tüketimi değerleri
4.3 Prototip Makina Üzerindeki Basınç ve Hız Değerleri
Tasarımı yapılan prototip pnömatik pamuk hasat makinasının tarla performans
denemeleri yapılmadan önce laboratuar ortamında, farklı noktalarındaki hava hızı ve
hava basıncı değerleri ölçülmüş ve Çizelge 4.1’de sunulan sonuçlara ulaşılmıştır.
Çizelge 4.1 Makina üzerindeki basınç farkı ve hava hızı değerleri
Ölçüm noktası Basınç (kPa) Hız (m/s) Verdi (m3/h)
Siklon giriş noktası -1,69 26,9 2494,7
Siklon çıkış noktası -0,34 21,4 2184,3
Ana iletim borusu -0,34 21,4 2184,3
Emiş iletim boruları -0,5 43,9 508,4
Güç
, kW
Devir, 1/min

54
4.4 Kütlü Verimi Değerleri
Kütlü veriminin belirlenmesi çalışmaları pamuk ekiminin ve makina performans
denemelerinin yapıldığı 2007 hasat döneminde yapılmıştır. Kütlü verimi için, makinalı
hasat parsellerinden 100 m uzunluğunda 3 sıradaki kütlü pamuk toplayıcılar tarafından
elle hasat edilmiştir. Elle hasat edilen miktarlar toplam alana oranlanarak çeşitlere göre
ayrı ayrı kütlü verimleri belirlenmiştir (Çizelge 4.2).
Çizelge 4.2 Çeşitlere göre kütlü verimi değerleri (2007 hasat dönemi)
Çeşitler Verim (kg/da)
Diamond 219,19
Beyaz Altın 119 271,42
Carmen 308,94
4.5 Prototip Pnömatik Pamuk Hasat Makinası Performans Değerleri
Yapılan prototip makina ile ekimi yapılan pamuk çeşitlerinde yaprak döktürücü
uygulaması yapıldıktan 16 gün sonra hasat denemelerine başlanmıştır. Elde edilen
veriler, bilgisayar ortamında Excel programı ile çizelgelere dönüştürülmüş ve Minitab
paket programı ile istatistiksel olarak farklılıkların ortaya konulması için
değerlendirilmiştir. Değerlendirmelerde p = 0.05 alınmış ve doğal dökülme oranı, yere
dökülen kütlü oranı, bitki üzerinde kalan kütlü oranı ve toplam kayıp kütlü oranı
değişimleri incelenmiştir.
4.5.1 Doğal dökülme oranı değerleri
Doğal dökülme oranıyla ilgili verilerin istatistiki değerlendirilmesi sonucu en yüksek
doğal dökülme oranı % 0.4130 ile Carmen çeşidinde, en düşük doğal dökülme oranı ise
% 0.2880 ile Diamond çeşidinde olduğu saptanmıştır (Çizelge 4.3, Şekil 4.4). Doğal
dökülen kütlü oranı çeşitlerin dökülmeye karşı duyarlılığını göstermektedir. Makinalı
hasatta defolyant uygulama zorunluluğu olmasından dolayı, makinalı hasat parsellerine

55
% 60-70 koza açımında yaprak döktürücü atımı için traktör girmekte ve yaprak
döktürücünün etkisiyle bitkilerin yaprakları dökülerek kozalar açıkta kalmaktadır.
Olumsuz iklim koşullarıyla kozaların karşı karşıya kalması ise makinalı hasat
parsellerinde doğal dökülen kütlü oranının artmasına sebep olmaktadır.
Şekil 4.4 Doğal dökülme oranı ortalama değerleri
Çizelge 4.3 Doğal dökülme oranı istatistiksel tanımlaması (%)
Çeşitler Deneme
Sayısı Ortalama
Ortalama
standart hata
Standart
sapma Min. Max.
B. A. 119 90 0,3719 0,0462 0,1385 0,1300 0,6010
Carmen 90 0,4130 0,0381 0,1143 0,1850 0,5270
Diamond 90 0,2880 0,0336 0,1008 0,1300 0,4560
Yapılan varyans analizinde hasat makinasının doğal dökülme oranı bakımından pamuk
çeşitleri arasında farklı etkiye sahip olmadığı görülmüştür (p>0,05) (Çizelge 4.4).

56
Çizelge 4.4 Doğal dökülme oranı varyans analizi
Varyasyon
kaynağı
Serbestlik
derecesi
Kareler
toplamı
Kareler
ortalaması F Ratio p
Çeşit 2 0,07306 0,03653 2,58 0,096
Hata 24 0,33924 0,01414 -- --
Genel 26 0,41230 -- -- --
4.5.2 Yere dökülen kütlü oranı değerleri
Yere dökülen kütlü oranıyla ilgili verilerin istatistiki incelenmesi sonucu en yüksek
değer % 11.10 ile Carmen çeşidinde, en düşük yere dökülen kütlü oranı ise % 8.51 ile
Diamond çeşidinde gerçekleşmiştir (Çizelge 4.5, Şekil 4.5). Yere dökülen kütlü oranı
traktör ve hasat makinasının kütlülere çarpması ve yönlendirme merdanelerinin
kopardığı kütlülerin emiş boruları ile çekilemeyen kısmını göstermektedir. Traktör
hızına bağlı olarak traktör ve makinanın hasat işlemi sırasında pamuk dallarına çarpması
ve kütlü yönlendirme merdanelerinin pamuk dalları üzerinde bulunan pamuk kütlüsünü
tam olarak emiş borularının ağzına yönlendirememesi makinalı hasat parsellerinde yere
dökülen kütlü oranının artmasına sebep olmaktadır.

57
Şekil 4.5 Yere dökülen kütlü oranı ortalama değerleri
Çizelge 4.5 Yere dökülen kütlü oranının istatistiksel tanımlaması (%)
Çeşitler Deneme
Sayısı Ortalama
Ortalama
standart
hata
Standart
sapma Min. Max.
B. A. 119 90 9,97 1,93 5,79 3,74 19,42
Carmen 90 11,10 1,27 3,80 5,80 17,03
Diamond 90 8,51 1,45 4,36 2,95 16,69
Yapılan varyans analizinde hasat makinasının yere dökülen kütlü oranı bakımından
pamuk çeşitleri arasında farklı etkiye sahip olmadığı görülmüştür (p>0,05) (Çizelge
4.5).

58
Çizelge 4.6 Yere dökülen kütlü oranı varyans analizi
Varyasyon
kaynağı
Serbestlik
derecesi
Kareler
toplamı
Kareler
ortalaması F Ratio p
Çeşit 2 30,31 15,16 0,68 0,517
Hata 24 535,95 22,33 -- --
Genel 26 566,27 -- -- --
4.5.3 Bitki üzerinde kalan kütlü oranı değerleri
Bitki üzerinde kalan kütlü oranıyla ilgili verilerin istatistiki incelenmesi sonucu en
yüksek bitki üzerinde kalan kütlü oranı % 26,36 ile Diamond çeşidinde, en düşük bitki
üzerinde kalan kütlü oranı ise % 22,11 ile Beyaz Altın 119 çeşidinde gerçekleşmiştir
(Çizelge 4.7, Şekil 4.6). Bitkide kalan kütlü oranı değerleri aynı zamanda hasat
makinasının toplama etkinliğini ifade etmektedir. Hasat makinasının en yüksek
toplama etkinliği değerleri % 77.89 ile Beyaz Altın 119 çeşidinden elde edilirken en
düşük toplama etkinliği değeri %73.64 ile Diamond çeşidinden elde edilmiştir.
Diamond çeşidinde hasat makinasının toplama etkinliğinin düşük çıkması (bitkide
kalan kütlü oranının fazla olması), çeşidin kozalarının tam olarak açılmaması ve
kütlünün prototip pnömatik hasat makinası tarafından tam olarak alınamamasından
kaynaklanmaktadır. Carmen çeşidinin bitki üzerinde kalan kütlü oranı % 22,51 olup,
hasat makinası toplama etkinliği de % 77.49 olarak belirlenmiştir.

59
Şekil 4.6 Bitki üzerinde kalan kütlü oranı ortalama değerleri
Çizelge 4.7 Bitki üzerinde kalan kütlü oranı istatistiksel tanımlaması
Çeşitler Deneme
Sayısı Ortalama
Ortalama
standart
hata
Standart
sapma Min. Max.
B. A. 119 90 22,11 2,91 8,73 11,08 39,76
Carmen 90 22,51 4,63 13,89 6,94 41,62
Diamond 90 26,36 3,67 11,01 13,69 50,19
Yapılan varyans analizinde hasat makinasının bitki üzerinde kalan kütlü oranı
bakımından pamuk çeşitleri arasında farklı etkiye sahip olmadığı görülmüştür (p>0,05)
(Çizelge 4.8).

60
Çizelge 4.8 Bitkide kalan kütlü oranı varyans analizi
Varyasyon
kaynağı
Serbestlik
derecesi
Kareler
toplamı
Kareler
ortalaması F Ratio p
Çeşit 2 100,6 50,3 0,39 0,683
Hata 24 3122,0 130,1 -- --
Genel 26 3222,7 -- -- --
4.5.4 Toplam kayıp kütlü oranı değerleri
Toplam kayıp kütlü oranıyla ilgili verilerin istatistiki incelenmesi sonucu en yüksek
toplam kayıp kütlü oranı % 35,19 ile Diamond çeşidinde, en düşük toplam kayıp kütlü
oranı ise % 32,46 ile Beyaz Altın 119 çeşidinde gerçekleşmiştir (Çizelge 4.9, Şekil 4.7).
Toplam kayıp kütlü oranı, doğal dökülme oranı, makinanın toplaması sırasında yere
dökülen kütlü oranı ve bitkide kalan kütlü oranlarının toplanması sonucu
bulunmaktadır. Hasat makinası tarafından toplanamayan bitki üzerinde kalan kütlü
oranının yüksek olması nedeniyle yine aynı sıralama ile Diamond ve Carmen
çeşitlerinde toplam kayıp kütlü oranı oldukça yüksek çıkmıştır.
Şekil 4.7 Toplam kayıp kütlü oranı ortalama değerleri

61
Çizelge 4.9 Toplam kayıp kütlü oranı istatistik tanımlaması
Çeşitler Deneme
Sayısı Ortalama
Ortalama
standart
hata
Standart
sapma Min. Max.
B. A. 119 90 32,46 3,56 11,55 17,60 59,31
Carmen 90 34,03 4,63 13,90 18,50 56,88
Diamond 90 35,19 3,56 10,67 24,78 57,35
Yapılan varyans analizinde hasat makinasının toplam kayıp kütlü oranı bakımından
pamuk çeşitleri arasında farklı etkiye sahip olmadığı görülmüştür (p>0,05) (Çizelge
4.10).
Çizelge 4.10 Toplam kayıp kütlü oranı varyans analizi
Varyasyon
kaynağı
Serbestlik
derecesi
Kareler
toplamı
Kareler
ortalaması F Ratio p
Çeşit 2 34,0 17,0 0,12 0,891
Hata 24 3522,9 146,8 -- --
Genel 26 3556,8 -- -- --

62
5. TARTIŞMA ve SONUÇ
Bu çalışmada; pnömatik bir pamuk hasat makinasının tasarımı yapılarak, imal edilen
makinaya ait laboratuar ve tarla performans değerleri tespit edilmeye çalışılmıştır.
Gerçekleştirilen laboratuar çalışmalarında, pamuk kütlüsünün kopma kuvveti ve kopma
enerjisi değerleri, pnömatik pamuk hasat makinasının en önemli kısımlarından biri olan
negatif basınç kaynağının (fan) güç tüketimi ve prototip makina üzerinde 4 farklı
noktada basınç ve hız değerleri ölçülmüştür. Tarla denemelerinde ise ekimi yapılan 3
farklı makinalı hasada uygun pamuk çeşidi üzerinde, tasarımı yapılan pnömatik pamuk
hasat makinasının toplama etkinliği tespit edilmeye çalışılmıştır. Toplama etkinliğinin
tespitinde, doğal dökülme oranı, yere dökülen kütlü oranı, bitki üzerinde kalan kütlü
oranı ve toplam kayıp kütlü oranı kriterleri incelenmiştir. Araştırma bulguları
sonucunda aşağıdaki değerlendirmeler yapılabilir:
Prototip pnömatik pamuk hasat makinasının temel tasarım kriterlerinden biri olan
pamuk kütlüsü kopma kuvveti ve kopma enerjisi değerlerine bakıldığında, denemelerin
yapıldığı, Beyaz Altın 119 ve Carmen gibi makinalı hasada uygunluğu ile bilinen
çeşitlerin, kopma kuvvetlerinin 2 mm/s, 4 mm/s, ve 6 mm/s lik koparma hızları için 2 N
ila 3.2 N arasında olduğu tespit edilmiştir. Yani koparma hızları arttıkça kopma
kuvvetleri de artmıştır. Bununla birlikte denemenin gerçekleştirildiği üçüncü çeşit olan
ve makinalı hasada uygun olmayan Nazilli 84 S çeşidinde koparma hızları artsa bile
kopma kuvvetlerinde çok fazla yükselme olmadığı görülmüştür. Tüm koparma hızları
(2, 4, 6 mm/s) için çeşidin yaklaşık olarak kopma kuvveti değerinin 2 N dolayında
olduğu tespit edilmiştir (Şekil 4.1). Yapılan bir çalışmada Nazilli 84 çeşidi için kopma
kuvveti değerleri tek çenet için ortalama olarak 0.284 N olarak bulunmuştur. Her
kütlüde de 4 çenet olduğuna göre bir kütlünün kopma kuvveti değeri ortalama olarak
1.136 N olarak bulunmuştur (Coşkun 2002b). Bu durum ilk bakıldığında pamuk hasat
makinaları için Nazilli 84 S çeşidinin daha uygun olduğu gibi görülse de kopma
enerjilerine bakıldığında, bu çeşidin makinalı hasat için uygun olmadığı sonucunu
ortaya çıkarmaktadır.
Denemelerin gerçekleştirildiği Nazilli 84 S, Beyaz Altın 119 ve Carmen pamuk
çeşitlerinin kopma enerjilerine bakıldığında, 2, 4, 6 mm/s koparma hızları için sırası ile

63
50-100 Nmm, 100-150 Nmm ve 160-200 Nmm arasında olduğu görülmüştür (Şekil
4.2). Değerler incelendiğinde tüm çeşitlerde yaklaşık olarak bir paralellik göze
çarpmaktadır. Ancak bu değerler kopma kuvveti değerleri ile beraber irdelenirse, kuvvet
değeri paralel bir grafiğe sahip olan Nazilli 84 S çeşidi için kopma enerjisini koparma
hızları arttıkça yükseldiği gözlenmektedir. Bu durum lif deformasyonunun oldukça
yüksek olduğu anlamına gelmektedir. Yani çekme hızları arttıkça pamuk liflerinde bir
uzama söz konusudur. Sadece bu ölçüt dikkate alındığında Nazilli 84 çeşidinin makinalı
hasat için diğer çeşitlere göre daha az elverişli olduğu söylenebilir. Çünkü bu özellik
hem mekanik toplama zorluğu yaratacak hem de lif kalitesini negatif yönde
etkileyecektir. Makinalı hasada uygunluğu ile bilinen Beyaz Altın 119 ve Carmen
çeşitlerinde ise çekme hızları arttıkça kopma kuvvetlerinde olduğu gibi kopma
enerjilerinde de paralel bir artış gözlenmiştir.
Laboratuar ortamında yapılan bir başka çalışma, imalatı yapılan prototip pnömatik
pamuk hasat makinasının en önemli kısımlarından biri olan negatif basınç kaynağının
(fan) güç tüketiminin tespitine yönelik yapılmıştır. Ölçümler sonucu elde edilen
değerler ile oluşturulan grafik incelendiğinde (Şekil 4.3) özellikle 540 1/min devir
sayısında çektiği güç değeri dikkat çekmektedir. Çünkü dönü hareketi ile çalışan birçok
tarım makinasında olduğu gibi imalatı yapılan prototip pnömatik pamuk hasat makinası
da sürekli 540 1/min ile çalışacak şekilde tasarlanmıştır. Traktör kuyruk milinde 540
1/min olarak alınan dönü hareketi makina ön kısmında bulunan bir kayış-kasnak
mekanizması ile 2 kat yükseltilerek negatif basınç kaynağına verilmektedir. Yani fan
1080 1/min ile dönmektedir. Şekil 4.3’deki traktör kuyruk mili devrinin 540 1/min
olduğu koşuldaki, negatif basınç kaynağının güç tüketim değerine bakıldığında,
yaklaşık olarak 15 kW güç çektiği görülmektedir. Bu ölçüm değeri dikkate alındığında,
tek sıralı bir pamuk hasadı için tasarlanan pnömatik pamuk hasat makinasının, orta ve
küçük güçlü motora sahip traktör grupları ile de oldukça rahat bir şekilde
çalıştırılabileceği söylenebilir. Bu durum, çalışmanın amacına da uygun olarak, küçük
aile işletmeleri şeklinde olan çoğunlukla orta ve küçük güçlü traktörlere sahip olan Türk
pamuk çiftçisi içinde oldukça uygundur.
Tasarımı yapılan pnömatik pamuk hasat makinasının tarla performans denemeleri
yapılmadan önce laboratuar ortamında, farklı noktalarındaki hava hızı ve hava basıncı

64
değerleri ölçülmüştür (Çizelge 4.1). Ölçümler prototip makinanın, siklon girişi, siklon
çıkışı, ana iletim borusu ve emiş boruları gibi farklı noktalarında yapılmıştır. Ölçüm
sonuçları dikkate alındığında negatif basınç kaynağının teorik olarak hesap edilen 2.12
kPa basınç farkı değerinin siklonun giriş noktasında -1.96 kPa vermediği görülmektedir.
Bu durum, atmosfer basıncı, hava nemi ve sıcaklığı ile fan ve siklon giriş noktası
arasındaki boru şeklinden kaynaklandığı söylenebilir. Bu noktadaki hava hızı ise 26.9
m/s olarak bulunmuştur. İkinci ölçüm noktası olan siklon çıkış noktasında ise -0,34 kPa
basınç değeri ve 21.4 m/s hava hızı ölçülmüştür. İlk bakışta basınç değerinde aşırı bir
düşme meydana geldiği gözlenmektedir. Bu durum tamamen siklonun çalışma sistemi
ile ilgili olup ölçülen değer sistemin çalışması için yeterli olabilecek düzeydedir. Hava
hızı değerinde ise aşırı bir düşüş görülmemektedir. Ana iletim borusunda ise, siklon
çıkış noktasındaki değerler ölçülmüştür (-0,34 kPa vakum basıncı, 21.4 m/s hava hızı
değeri). Ana iletim borusundan emiş borusuna geçildiğinde ise boru çapına bağlı olarak
bir kesit daralması meydana gelmiş, vakum basıncı -0.5 kPa ve hava hızı da 43.9 m/s ye
yükseldiği gözlenmiştir. Bu durum özellikle emiş ağzında yönlendirme merdaneleri ile
emiş boruları ağzına yönlendirilmiş kütlülerin hızlı bir şekilde iletiminin sağlanması
açısından olumlu görülebilir.
Doğal dökülen kütlü oranı, çeşitlerin hasat dönemindeki olumsuz iklim koşullarına
dayanaklılığını diğer bir deyişle dökülmeye karşı duyarlılığını göstermektedir. Yapılan
denemelerde en düşük doğal dökülme oranı % 0.288 ile Diamond çeşidinde
görülmektedir. En yüksek değer ise % 0.413 oranıyla Carmen çeşidinde bulunmuştur.
Bu durumun, Carmen çeşidinin dökülmeye karşı direncinin diğer çeşitlere göre daha az
olmasından kaynaklandığı söylenebilir. Demirtaş (2006) çalışmasında makinalı hasat
parsellerinde en yüksek doğal dökülme oranı % 0.33 ile Barut 2005 çeşidinde, en düşük
doğal dökülme oranı ise % 0.11 ile Carmen çeşidinde gerçekleştiğini bildirmektedir.
Buradaki değerler ile karşılaştırıldığında çeşitlere ilişkin doğal dökülme oranları yüksek
çıkmış gibi gözükse de, sadece bir çeşit dışında, diğer çeşitlerde benzerlik yoktur ve
doğal dökülme oranı olarak aşırı bir yükseklik söz konusu değildir. Nitekim Evcim ve
Öz (1997), hasat öncesi iklim koşullarına bağlı olarak bu ve benzeri çeşitlerin doğal
dökülen kütlü oranlarının % 6 ya kadar çıkabildiğini belirtmektedirler.
Yere dökülen kütlü oranı, ölçülen makina performans değerleri içerisinde önemli bir

65
başlıktır. Çünkü yere dökülen kütlü oranı, hasat sırasında çeşitli etkenlerle yere dökülen
kütlü olup, gerçek anlamda bir kayıp değeridir. Yere dökülen kütlü oranı tarla yapısının
düzgünlüğü, traktör sürücüsünün yeteneği, çeşit özellikleri ve tarla hazırlığının başarısı
gibi unsurların yanısıra, tasarımı yapılan makinanın çalışma sistemine ve özellikle de
emiş ağzı tasarım özelliklerine bağlı olmaktadır. Elde edilen sonuçlara göre en düşük
sonuç % 8, 51 oranıyla Diamond çeşidinde, daha sonra % 9.97 oranıyla Beyaz Altın 119
çeşidinde ve en yüksek ise % 11,11 oranıyla Carmen çeşidinde bulunmuştur. Evcim ve
Öz (1997), dört pamuk çeşidiyle ülkemizde kullanılan iğli sisteme sahip bir pamuk
hasat makinası kullanılarak yaptıkları denemelerde yere dökülen kütlü oranlarının
çeşitlere göre % 3.3 ila % 8.6 arasında değiştiğini bildirmişlerdir. Bu değerler ile
prototip makinadan elde edilen değerler karşılaştırıldığında, prototip pnömatik pamuk
hasat makinası değerlerinin bir miktar yüksek olduğu görülmektedir. Bu oranın yüksek
olmasının nedeni, tamamen emiş ağzı çalışma sistemiyle ilgili olduğu düşünülebilir ve
hasat sırasında emiş ağzı yan saclarının pamuk dallarına çarpmasına ve iki yan sac
arasında, emiş ağzı tabanında bulunan, pamuk anadalının geçme boşluğunun fazla
olmasına dayandırılmaktadır. Çünkü çarpmanın etkisiyle daldan ayrılan ve yönlendirme
merdanelerinin emiş borularına yönlendiremeyip aşağıya düşen kütlüler bu boşluktan
toprağa inmekte ve yere dökülen kütlü oranını artırdığı tespit edilmiştir. Bu boşluk oranı
yaklaşık olarak 6.5 cm dir. İyileştirme anlamında bu boşluğun bir miktar daha ana dalın
geçmesine izin verebilecek düzeyde azaltılması önerilebilir.
Bu çalışmada, makina toplama etkinliğini belirleyen bitkide kalan kütlü oranı değerinde
ise şu sonuçlar tespit edilmiştir. Diamond çeşidinde % 26.26, Carmen çeşidinde %
22.51 ve Beyaz Altın 119 çeşidinde ise % 22.11 oranı bulunmuştur. Başka bir deyişle
makinanın toplama etkinliği en yüksek Beyaz Altın 119 çeşidinde % 77. 89 olmuş, en
düşük ise Diamond çeşidinde % 73.64 olarak tespit edilmiştir. Ülkemizde günümüzde
kullanılan pamuk hasat makinalarına bakıldığında (iğli ve testere dişli, kendi yürür ve
traktöre monteli) toplama etkinliği değerlerinin % 88 ile % 97 arasında olduğu
görülmektedir (Işık ve Sabancı 1990, Sağlam vd. 1999, Öz 2000, Demirtaş 2006). Bu
makinalara ait değerler ile karşılaştırıldığında, pnömatik pamuk hasat makinası toplama
etkinliği değerlerinin düşük olduğu gözlenmektedir. Bu duruma bakıldığında,
makinanın çalışma prensibindeki etki azlığından kaynaklandığı söylenebilir ve makina

66
mercek altına alındığında, fan basıncı ve hava hızında herhangi bir yetersizlik söz
konusu olmadığı çalışmalar sırasında gözlenmiştir. Çünkü denemeler sırasında emiş
ağzı üzerinde bulunan emiş boruları önüne gelen kütlüler aşırı bir tıkanma olmadan
rahat bir şekilde depoya kadar iletilmiştir. Siklon ise görevini yerine getirmekte hiçbir
ürünün basınçlı havadan ayrılma zorluğuna rastlanmamıştır. Tüm bunların yanında
özellikle emiş ağzı üzerinde bulunan yönlendirme merdanelerinin istenilen etkinlikte
olmadığı, bitki üzerinde bulunan kütlünün tamamına yakınını emiş ağzı borularına
yönlendiremediği ya da yönlendirdiği kütlünün tamamının emilip, ana iletim borusuna
gönderilemediği görülmektedir. Denemeler, traktör ilerleme hızı, traktörün imkân
verdiği en düşük hızda ve 216 1/min merdane dönme hızında yapılmıştır. Özellikle
merdane dönme hızı uzun süren devir tespit çalışmaları sonucunda bulunmuştur. Çünkü
merdane üzerinde bulunan yönlendirme parmaklarının, bitki dalına zarar vermemesi
ancak ilerleme hızına uygun şekilde dal üzerinde bulunan kütlüleri emiş ağzı borularına
yönlendirmesi gerekmektedir. Yapılan devir ayarı çalışmalarında görülmüştür ki, 216
1/min’nin daha üzerinde bir devirde çalıştırıldığında merdaneler dallara ciddi zarar verip
kütlülerin bağlı olduğu küçük yan dalları parçalamaktadır. Daha küçük devirlerde
çalıştırıldığında ise makinanın ilerleme hızına uygun şekilde kütlüleri yönlendiremediği
görülmüştür. Bu gözlemlenen özellikler dikkate alındığında prototip makinaya ait
toplama etkinliğini artırmak için merdane devir sayısında fazla bir değişiklik
yapılamayacağı görülmektedir.
Yukarıda sıralanan aksaklıklara yönelik düzeltme çalışmaları yapılarak emiş ağzı
etkinliğini ve buna bağlı olarak makina toplama etkinliğini artırılabileceği öngörülebilir.
Bunun yanı sıra merdane üzerinde bulunan ve kütlülere takılıp, kütlüleri emiş borularına
doğru ilerleten üçgen kesitli, uzunlukları yaklaşık 2 cm olan yönlendirme
parmaklarının, bitki üzerinde kalan kütlü oranı üzerinde direk etkili olduğu
düşünülmektedir. Çünkü çalışmalar sırasında, üzerinden hasat makinası geçtikten sonra
pamuk dalları üzerinde kalan kütlüler incelendiğinde, genellikle daların iç kesimlerinde
ve uzun yan dallara sahip pamuk bitkilerinde kütlülerin bitki üzerinde kaldığı
yönlendirme parmakları ile yönlendirilemediği tespit edilmiştir. Bu etkiyi ortadan
kaldırmak için, yönlendirme parmaklarının daha yuvarlak konik yapıda ve daha uzun
boylarda imal edilmesi düşünülebilir. Bu şekilde merdane üzerinde bulunan parmaklar

67
dönü hareketi ile bitki dalının tüm çevresini dolaşabilecek ve en uzakta kalan kütlüyü
bile yönlendirebilecektir.
Toplama etkinliği bakımından makinanın çeşitler üzerine etkisi istatistiksel açıdan
önemsiz bulunmuştur (p>0,05). Bu durum makinanın, makinalı hasada uygun çeşitlerin
kullanılması ile çeşide bağlı olmadan kullanılabileceğini göstermektedir.
Tüm araştırma bulgularından yapılan değerlendirmelere göre elde edilen sonuçlar ve
öneriler şu şekilde özetlenebilir.
• Prototipi yapılan makinanın performans değerlerine bakıldığında özellikle
toplama etkinliği bakımından emiş ağzının geliştirilerek toplama etkinliği daha
da yükseltilebilir.
• Ülkemizde küçük üretim alanlarına sahip pamuk üreticileri için düşük basınç ve
yüksek hava hızı üreten fanlar kullanılarak, günümüzdeki büyük yapılı yüksek
satın alma ve işletme maliyetlerine sahip makinaların tersine daha küçük yapılı
ve traktörden tahrikli bir pamuk hasat makinası kullanılabilir.
• Bu tür küçük yapılı traktörden tahrikli pnömatik pamuk hasat makinalarının
yaygınlaşması ile ülkemizdeki küçük ölçekli pamuk üreticilerinin pamuk hasat
maliyetlerini düşürerek daha fazla kar elde etmeleri sağlanabilir.
• Geliştirilmiş ve istenilen hasat etkinliği düzeyine getirilmiş bu tip küçük yapılı
pnömatik makinaların seri üretimi yapılarak ülkemiz pamuk üreticisinin
hizmetine sunulması ile birlikte yabancı ülke kaynaklı pamuk hasat makinalarına
ödenen yüksek miktardaki dövizin ülke ekonomisine kazandırılması
sağlanabilir.
68
KAYNAKLAR
Anonymous. 1990. Measurement of Fluid Flow in Closed Conduits. ISO standarts, ISO
3966, 34 s., ISO.
Anonim 2004. Pamuk çalışma grubu AB müktesebatına uyum kapsamında Türk pamuk
sektörünün durumu ve yapılması gerekenler, 2004, Ankara.
Anonim 2005. Tarım ve Köyişleri Bakanlığı Nazilli Pamuk Araştırma Enstitüsü
Müdürlüğü 2004 Faaliyet Raporu, sayfa 23-107, Nazilli, Aydın.
Arun, N. ve Akkoç, H. 1997. Pnömatik iletim temel bilgileri, TMMO Makine
Mühendisleri Odası yayın no: 205, 217 s.,İzmir.
Aydemir, E. 1982. Pamuk, ıslahı, yetiştirme tekniği ve lif özellikleri, T.C. Tarım ve
Orman Bakanlığı, Pamuk İşleri Genel Müdürlüğü, Nazilli Bölge Pamuk
Araştırma Enstitüsü yayın no:33, 344-360, 382 s., İzmir.
Aydın, N. 1987. Havalı götürücülerin bilgisayarla tasarımı ve analizi, Yüksek lisans tezi
Ortadoğu Teknik Üniversitesi Fen Bilimleri Enstitüsü, Ankara.
Aydın, M. 2004. Türkiye pamukları, Tarım ve Köyişleri Bakanlığı Tarımsal
Araştırmalar Genel Müdürlüğü Nazilli Pamuk Araştırma Enstitüsü
Müdürlüğü yayın no: 62, Nazilli, Aydın.
Barker, G. L. 1982, Equation for Estimating Cotton Preharvest Losses, Transactions of
the ASAE , 271-276
Beyhan, M.A. 1992. Ülkemiz koşullarına Uygun aspiratörlü bir fındık hasat makinası
tasarımı ve imalatı. Doktora tezi, Ankara Üniversitesi, Fen Bilimleri
Enstitüsü, Ankara.
Brauer, H. 1971. Grundlagen der einphasen,und- mehrphasen, Strmungen, Aarau und
Frankfurt, Verlag Sauerlander. Germany.
Chaudhry, M. R. 2000. Harvesting and ginning of cotton in the World, Technical
Information Section, International Cotton Advisory Committee,
Washington, D.C. USA.
Coşkun, M. B. 2002a. Determination of variety effect of a simple cotton picking
machine on design parameters, Ankara Üniversitesi, Ziraat Fakültesi Tarım
Bilimleri Dergisi, 9 (3), 316-319.
Coşkun, M. B. 2002b. Determination of relationships between various aerodinamics,
physio-mechanical and fiber properties in cotton, Turkish Journal of

69
Agricultural and Forestry, 26, 363-368.
Demirtaş, M. 2006. Traktöre monte edilebilir tip pamuk hasat makinasinin bazı pamuk
çeşitleri üzerindeki performansının belirlenerek ekonomik analizinin
yapılması. Yüksek lisans tezi, Adnan Menderes Üniversitesi, Fen
Bilimleri Enstitüsü, Aydın.
Duman, G. 2007. Bazı tarımsal ürünlerin pnömatik iletiminde basınç düşümünün
saptanması, Doktora tezi, Ankara Üniversitesi Fen Bilimleri Enstitüsü,
Ankara.
Erdoğan, L. 1997. Windows 95 için Excel 7.0. Seçkin yayını, 784 s., Ankara.
Evcim, H. Ü. 1996. Pamuk toplama makinaları ve Türkiye' de pamuk tarımının
makinalı hasada uyarlanması, Büyük Menderes Ovası ve Deltasında
Tarım ve Çevre Sorunları Sempozyumu Bildiri Kitabı, 53-69.
Evcim, H. Ü. ve Öz E. 1997. Farklı pamuk çeşitlerinin makinalı hasadında kantitatif
performansların belirlenmesi, Tarımsal Mekanizasyon 17. Ulusal Kongresi
Bildiri Kitabı-2. 790-797.
Evcim, H. Ü. ve Öz, E. 1998, Türkiye pamukçuluğunda hasat sorunu ve makinalı
hasat girişimleri. 1. Türkiye Pamuk, Tekstil ve Konfeksiyon
Sempozyumu,: Bildiriler, Tartışmalar, 49-55.
Evcim, H. Ü. Öz, E. Caner, Ö. K. Bayındır, E. and Şahin, A. 1999. Determining the
effects of machine picking on cotton lint quality Under practical conditions,
7 th International Congress on Mechanization and Energy in Agriculture
(ICAME ’99) Proceedings, 90-95, Adana.
Evcim, H. Ü. 1999. Türkiye' de makinalı pamuk hasadı: uygulamalar, sonuçlar,
Pamukta Makinalı Hasat Semineri, İzmir Ticaret Borsası, (yayınlanmamış)
Evcim, H. Ü. 2000. TYUAP Ege Marmara Dilimi Tarla Bitkileri Bilgi Alış Veriş
Toplantısı Bildirileri 23- 25 Mayıs 2000 sf 134-154.
Gençer, O. ve Yelin, D. 1982. Pamuk hasadında ürün kayıpları, hasat öncesi, hasat ve hasat
sonrası ürün kayıpları, Seminer Bildirileri, Tarım ve Orman Bakanlığı, 371-380
Gökelim, A.T. 1983. Endüstriyel fan ve kompresör tesisleri. Birsen yayınevi, 150 s.,
İstanbul.
Güner, M. 1992. Sürüklenme katsayısı, hava direnci, ve limit hız saptama yöntemleri.
Tarım Makinaları Bilimi ve Tekniği Dergisi, 2(2);76-86.

70
Güner, M. Dursun, E. and Dursun, İ. G. 2003. Mechanical behaviour of hazelnut
under compressing loading, Biosystem Engineering, Vol 84 (4), 485.
Gürsoy, S. Karademir, E. ve Karademir, Ç. 2002. Güneydoğu Anadolu Bölgesi
pamuk tarımında mekanizasyon uygulamalarında karşılaşılan
sorunlar ve çözüm önerileri, Türkiye V. Pamuk, Tekstil ve Konfeksiyon
Sempozyumu, Kahramanmaraş.
Harem, E. 2007. Türkiye’de yetiştirilen pamuk çeşitlerinin özellikleri, Nazilli
Pamuk Araştırma Enstitüsü Yayınları, Nazilli, Aydın.
Işık, A. ve Sabancı, A. 1988. Pamuk hasat makinaları ve çalışma esasları,
III. Ulusal Makina Teorisi Sempozyumu Bildiri Kitabı. 424 -433.
Işık, A. ve Sabancı, A. 1990. IH-422 ve B-2.4 Pamuk toplama makinalarının iş
başarılarının belirlenmesi üzerinde bir araştırma, Çukurova Üniversitesi
Ziraat Fakültesi Dergisi, 5 (3): 25-40.
Keskin, R. ve Güner, M. 2001. Akışkanlar Mekaniği, Ankara Üniversitesi yayınevi,
yayın no: 1541, Ankara.
Kılıçkan, A. 2007. Pamuk hasat mekanizasyonunda uygulamalar, Doktora Semineri,
Ankara Üniversitesi, Fen Bilimleri Enstitüsü, 47 s., Ankara.
Kılıçkan, A. ve Güner, M. 2008. Physical properties and mechanical behavior of olive
fruits (Olea europaea L.) under compression loading. Journal of Food
Engineering, 87 222–228.
Kupal, M. 2002. Bazı pamuk çeşitlerinde değişik koza olgunluğu dönemlerinde yapılan
defoliant uygulamalarının etkileri üzerine araştırmalar, Doktora Tezi. Ege
Üniversitesi Fen Bilimleri Enstitüsü, Bornova, İzmir.
Önal, İ. 1978. Makinayla pamuk hasadına uygun bitki yetiştirme tekniği, 3. Tarımsal
Mekanizasyon Semineri Bildiri Kitabı, 8.21-8.29.
Önal, İ. 1990. Ege bölgesi koşullarında pamuk tarımı mekanizasyonunda gelişmeler,
TYUAP, Ege Marmara Dilimi, ABAV Toplantısı, İzmir.
Ören, M. Ve Yaşar, B. 2003. Türkiye’de pamuk hasat makinasının kullanımı, Türkiye
VI. Tarım ekonomisi Kongresi (16-18 Eylül 2004), Tokat.
Öz, E. 2000. Ege bölgesi koşullarında makina ile pamuk hasadında kantitatif ve kalitatif
performansların belirlenmesi, Doktora Tezi, E.Ü. Fen Bilimleri
Enstitüsü Bornova, 155 s., İzmir.

71
Sabancı, A. Işık, A. Gençer, O. ve Gülyaşar, F. 1987, Çukurova bölgesinde yaygın
olarak yetiştirilen iki pamuk çeşidinin makinalı hasada uygunluk yönünden
karşılaştırılması üzerinde bir araştırma, Çukurova Üniversitesi Ziraat Fakültesi
Dergisi, 2,(2): 113-124
Sağlam, R. Güler, İ. E. ve Sağlam, S. 1999. Harran ovasında pamukta makinalı hasada
yönelik bazı temel verilerin saptanması üzerine bir araştırma, 15. Ulusal
Kongresi Bildiri Kitabı, 306-314
Şahin, A. Ekşi. İ. 1998. Pamuk tarımı, Nazilli Pamuk Araştırma Enstitüsü Yayınları,
Yayın no: 50107, 50 s., Nazilli, Aydın.
Tuncer, İ. K. ve Işık, A. 1999. Makinalı pamuk hasadı ve Türkiye’deki gelişmeler. Türk
Dünyasında Pamuk Tarımı Lif Teknolojisi ve Tekstil I.
Sempozyumu,Bildiri Kitabı,s., 209 Kahramanmaraş.
Yalçın, İ. 1999. Değişik toprak işleme ve pamuk ekim tekniklerini Aydın yöresi
koşullarına uygulama olanakları, Doktora Tezi, E.Ü. Fen Bilimleri
Enstitüsü, 205 s., İzmir.
Yurtsever, N. 1984. Deneysel istatistik metodları. Tarım Orman ve Köyişleri Bakanlığı
Köy Hizmetleri Genel Müdürlüğü yayını:121, 623 s., Ankara.
Williford, J. R. 1992, Influence of harvest factors on cotton yield and quality,
Transactions of the ASAE, Vol 35, Issue 4: 1103-1107.

72
ÖZGEÇMİŞ
Adı Soyadı : Ahmet KILIÇKAN
Doğum Tarihi : 14.06.1972
Adresi (İş) :Araştırma Görevlisi, Ankara Üniversitesi, Ziraat Fakültesi,
Tarım Makinaları Bölümü Dışkapı/ Ankara
Telefon (İş) : +90 312 5961603
Fax : +90 312 3183888
e-mail : [email protected]
Yabancı Dil : İngilizce
Eğitim
1993-1997 Lisans Eğitimi Adnan Menderes Üniversitesi, Ziraat Fakültesi, Tarım
Makinaları Bölümü
1997-2000 Yüksek Lisans. Adnan Menderes Üniversitesi, Fen Bilimleri Enstitüsü,
Tarım Makinaları Anabilim Dalı,
Tez adı: ISO 9002 Kalite Güvence Sisteminin Tarıma Dayalı Bir
Firmaya Kurulması,
Tez Danışmanı: Doç.Dr. Bülent COŞKUN
2002-2008 Doktora. Ankara Üniversitesi, Fen Bilimleri Enstitüsü, Tarım Makinları
Ana Bilim Dalı
Tez Konusu: Pnömatik Bir Pamuk Hasat Makinası Tasarımı,
Tez Danışmanı: Prof.Dr. Rahmi KESKİN
2005-2006 Doktora Araştırması
Helsinki Üniversitesi Agroteknoloji Bölümü Helsinki / FİNLANDİYA
Proje Konusu: Hava Akış Sistemleri ve Tahıl Kurutucular

73
Çalıştığı Kurum
1998-2002 Araştırma Görevlisi, Adnan Menderes Üniversitesi, Ziraat Fakültesi Tarım Makinaları Bölümü Aydın.
2002 –Devam Ediyor Araştırma Görevlisi, Ankara Üniversitesi, Ziraat Fakültesi
Tarım Makinaları Bölümü Ankara.
Bilimsel Toplantılar
Şubat 1999- Festo Didaktic Temel ve İleri Seviye Pnömatik Eğitimi Kurs Proğramı,
Ankara
Nisan 1999- Festo Didaktic Temel Seviye Elektropnömatik Eğitimi Kurs Proğramı,
İstanbul
Haziran 1999-Festo Didaktic Temel ve İleri Seviye Hidrolik Eğitimi Kurs Proğramı,
İstanbul
Eylül 2000- 19. Ulusal Tarımsal Mekanızasyon Kongresi, Erzurum.
Haziran 2001- GAP II. Tarım Kongresi Şanlıurfa.
Ekim 2002- 8. International Congress on Mechanization and Energy in Agriculture,
Kuşadası
Nisan 2005- Hidrojen Enerji Sistemi Enerji ve Çevre Sorunlarının Kalıcı Çözümü
Sempozyumu, Ankara.
Mart 2006- Üretim Düzeyinde Nokia, Helsinki Finlandiya.
Ekim 2007- EU External Relations: African and Asian Areas, Jean Monnet European
Center, Austria-İtalia.





























