Embed Size (px)
Citation preview
The five steps to running a successful Solid Recovered Fuel (SRF) plant
By Marcus Brew, UNTHA UK
Introduction
Impending landfill diversion targets, the increasing depletion of fossil fuels and the need to improve
the country’s waste agenda, have all contributed to rising alternative fuel production rates in the UK.
The manufacturing of Solid Recovered Fuels (SRF) for instance – which can be burned for energy
instead of coal, oil and gas – represents an area of great potential. The environmental benefits that
the UK can achieve from this type of Waste to Energy (WtE) process are numerous, and
acknowledgement of these benefits is becoming ever-more widespread. But owners and operators
of SRF plants cannot neglect the fact that, whilst supporting the UK’s waste agenda, they are also
creating a product to sell to customers such as power stations or cement kilns.
These SRF customers need a precise and refined particle size, even more-so than RDF which in
comparison tends to be a rougher shred with a less specific fraction requirement. The waste
processing systems that recyclers invest in to create SRF should therefore be built and operated in
the same way as any true production environment, if both the alternative fuel producer and end
user are to reap the greatest possible return on investment.
This white paper is designed to offer specialist insight and much-needed guidance for the best
practice design and ongoing management of an efficient SRF plant, presented in a five-point plan.
Drawing upon the principles of lean manufacturing this paper examines the ways to structure the
SRF production system before considering the importance of input material, equipment and
operators when creating a high quality fuel for the end user.
Challenges do of course face SRF manufacturers but this advice-led resource explains that, when
looking at the plant as a production system not just a recycling process, benefits such as maximum
availability, uptime, throughput and return on investment can be achieved.
Step 1 – Understanding the input material, product and market
What is SRF?
Solid Recovered Fuels (SRF) and Refuse Derived Fuels (RDF) are much-discussed topics within the
WtE industry, but confusion often surrounds the difference between the two. In simplest terms, SRF
is manufactured to a specification whereas RDF is not.
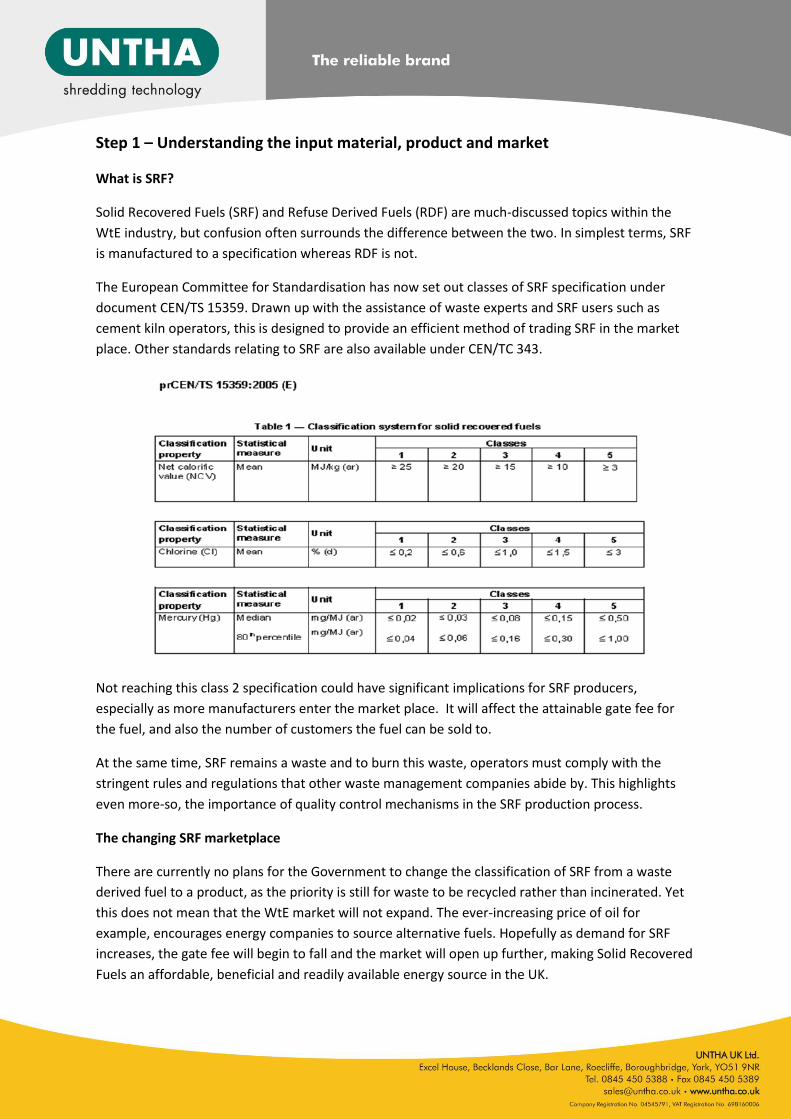
The European Committee for Standardisation has now set out classes of SRF specification under
document CEN/TS 15359. Drawn up with the assistance of waste experts and SRF users such as
cement kiln operators, this is designed to provide an efficient method of trading SRF in the market
place. Other standards relating to SRF are also available under CEN/TC 343.
Not reaching this class 2 specification could have significant implications for SRF producers,
especially as more manufacturers enter the market place. It will affect the attainable gate fee for
the fuel, and also the number of customers the fuel can be sold to.
At the same time, SRF remains a waste and to burn this waste, operators must comply with the
stringent rules and regulations that other waste management companies abide by. This highlights
even more-so, the importance of quality control mechanisms in the SRF production process.
The changing SRF marketplace
There are currently no plans for the Government to change the classification of SRF from a waste
derived fuel to a product, as the priority is still for waste to be recycled rather than incinerated. Yet
this does not mean that the WtE market will not expand. The ever-increasing price of oil for
example, encourages energy companies to source alternative fuels. Hopefully as demand for SRF
increases, the gate fee will begin to fall and the market will open up further, making Solid Recovered
Fuels an affordable, beneficial and readily available energy source in the UK.
Furthermore cement producers are considering using SRF not only in precalciner burners (which
account for approximately 60% of all fuels burnt at cement kilns), but also main rotary kilns. These
will however require a much higher specification SRF.
The input material (type and quality of waste) and end user SRF specification will significantly
influence how much SRF an organisation can produce. Wet municipal solid waste (MSW) for instance
will require most of the organics to be removed in order to meet moisture content specifications,
whereas commercial and industrial (C&I) and demolition material will need a large percentage of
inert material to removed to satisfy ash requirements. It is clearly evident that quality is the main
driver during this entire process; therefore it should be considered and controlled at all stages.
Understanding the manufacturing environment
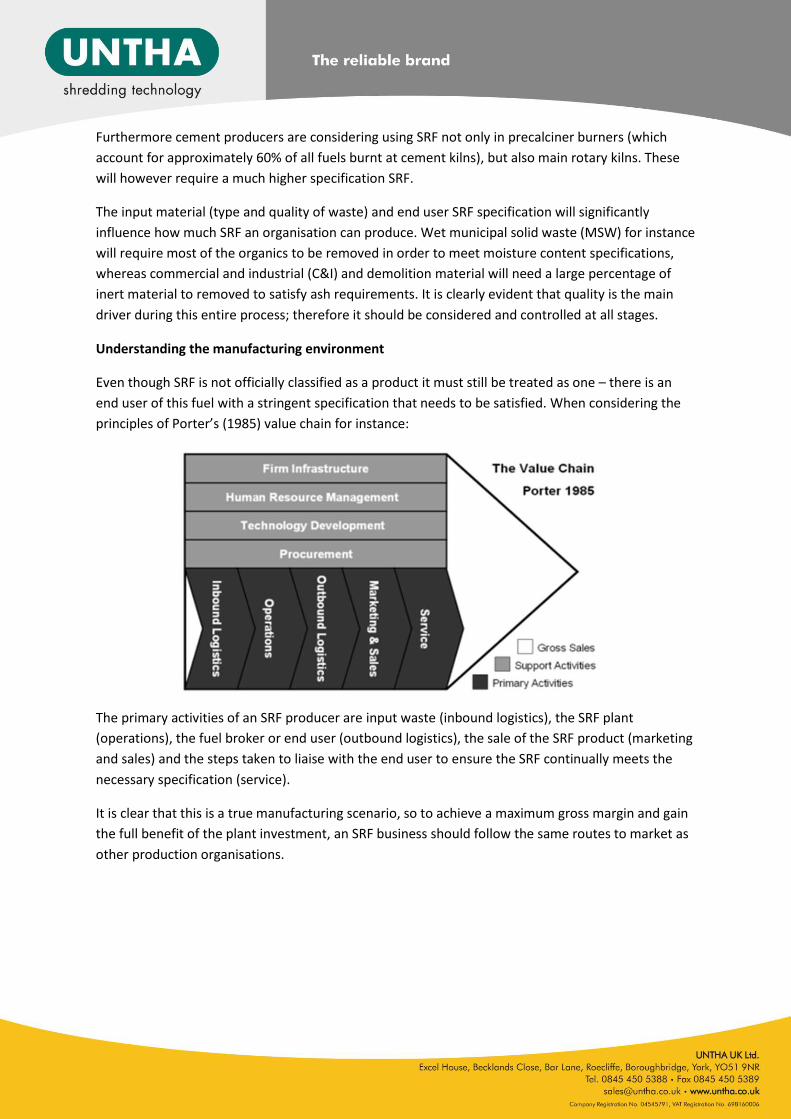
Even though SRF is not officially classified as a product it must still be treated as one – there is an
end user of this fuel with a stringent specification that needs to be satisfied. When considering the
principles of Porter’s (1985) value chain for instance:
The primary activities of an SRF producer are input waste (inbound logistics), the SRF plant
(operations), the fuel broker or end user (outbound logistics), the sale of the SRF product (marketing
and sales) and the steps taken to liaise with the end user to ensure the SRF continually meets the
necessary specification (service).
It is clear that this is a true manufacturing scenario, so to achieve a maximum gross margin and gain
the full benefit of the plant investment, an SRF business should follow the same routes to market as
other production organisations.
Step 2 – Considering SRF plant design and equipment to improve profits
Lean manufacturing in SRF
Having decided to manufacture SRF, decisions then have to be made as to the best way to deliver
the fuel to the end user, at the right time and to the right quality specification.
This is where the philosophy of lean manufacturing can really add value. Originally stemming from
the automotive industry, lean manufacturing focuses on the reduction of system ‘waste’ such as
labour or machinery downtime, in order to improve efficiencies and diminish overall production
costs. A focus on achieving a product of a certain quality at a certain time – and at the most
attractive possible price – maintains satisfied customers, helps attract new business and develops
employees.
It is common to hear waste companies talk about employees not having the right skill set, but large
manufacturers have the same pool of people to recruit from and they boast some of the best
productivity figures in Europe, due to the implementation of intelligent systems.
Intangible benefits of lean manufacturing:
Safer work conditions
Increased employee loyalty
Increased customer satisfaction
Reduced quality issues
Tangible benefits of lean manufacturing:
Increased productivity
Inventory reduction
Lead time reduction
Reduced overheads
Increased profits
If an SRF manufacturer is to develop a lean strategy, then systems must be designed to impact both
on the tangible and intangible benefits of the organisation. Otherwise improvements do not occur
and the new system will fail. The principles of lean manufacturing must also be constantly monitored
by employees to deliver the best results.
Considering the design of the SRF plant
When considering the plant design most people will look firstly at the material that is available for
SRF production. However this would be a mistake. The most successful plants are designed from the
furthest point in the value chain backwards; this ensures that all costs that need to be attributed to
the SRF production are considered, and guarantees that the right quality requirements have been
met.
Quality considerations will become even more important as the number of SRF manufacturers
increases and the level of competition continues to rise – end users will be able to be more selective
in their choice of supplier. However manufacturers that have thought about their plant design and
the future impacts that this will have on their SRF, will be in a much better position to react quickly.
The SRF plant and lean manufacturing system is not something that should be designed quickly,
because it stands to achieve long term gain if it is flexible enough to adapt to future market trends
and demands.
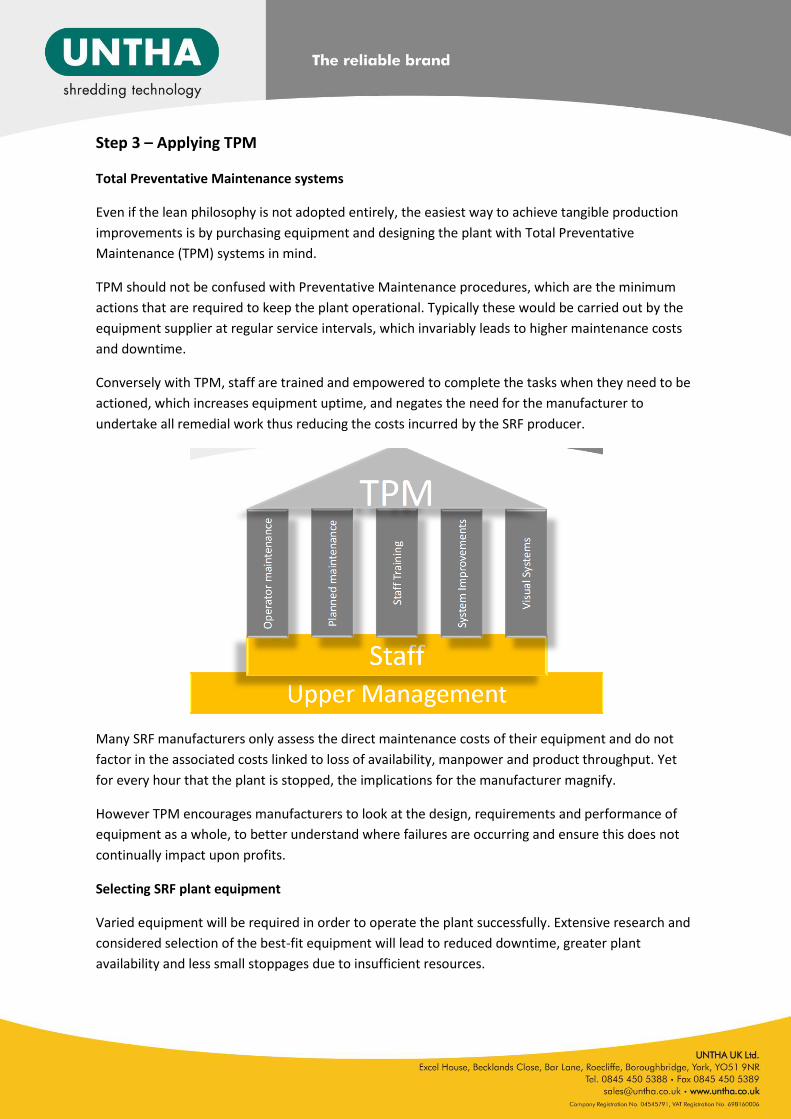
Step 3 – Applying TPM
Total Preventative Maintenance systems
Even if the lean philosophy is not adopted entirely, the easiest way to achieve tangible production
improvements is by purchasing equipment and designing the plant with Total Preventative
Maintenance (TPM) systems in mind.
TPM should not be confused with Preventative Maintenance procedures, which are the minimum
actions that are required to keep the plant operational. Typically these would be carried out by the
equipment supplier at regular service intervals, which invariably leads to higher maintenance costs
and downtime.
Conversely with TPM, staff are trained and empowered to complete the tasks when they need to be
actioned, which increases equipment uptime, and negates the need for the manufacturer to
undertake all remedial work thus reducing the costs incurred by the SRF producer.
Many SRF manufacturers only assess the direct maintenance costs of their equipment and do not
factor in the associated costs linked to loss of availability, manpower and product throughput. Yet
for every hour that the plant is stopped, the implications for the manufacturer magnify.
However TPM encourages manufacturers to look at the design, requirements and performance of
equipment as a whole, to better understand where failures are occurring and ensure this does not
continually impact upon profits.
Selecting SRF plant equipment
Varied equipment will be required in order to operate the plant successfully. Extensive research and
considered selection of the best-fit equipment will lead to reduced downtime, greater plant
availability and less small stoppages due to insufficient resources.
It is important to consider if the infrastructure of the plant can support the SRF operation. The list of
things to assess includes, but is not limited to:
Buildings
Electrical supply
Plumbing
Gas
Amenities
It is also important to select best-fit machinery that has been proven to excel in the complex and
precise processing of waste for SRF. Operators will need to select the right:
Primary and secondary shredders
Trommels/screens
Magnets
Conveyors
Near infra-red sorting equipment
Air compressors
Auxiliary kit will be required to operate alongside the machinery such as:
Grabs/Shovels
Transport equipment
SRF manufacturers should also seek robust and hard-wearing tooling for use within the machinery
including:
Screens
Cutters
Belts
Plus other tools such as:
Small hand tools for maintenance and operation
Spanners
Air tools
Ensuring the plant remains operational
Once the equipment has been selected, it needs to be prioritised in terms of relevance to the overall
SRF manufacturing process. The following questions should be asked:
How much does the process rely on this equipment?
Can the plant operate without it?
Is this a primary or subsidiary piece of equipment?
Once these questions have been answered, appropriate resources can then be allocated to ensure
the equipment remains operational.

It is important that contingencies are put into place though, to provide the greatest level of plant
flexibility possible. Manufacturers should ask:
What will happen if the equipment breaks down?
Can the process be easily outsources or modified?
Can the process or equipment be substituted?
Are replacement parts easily available and accessible locally?
Are the skills to repair available locally?
The equipment manufacturer should be able to supply answers to most of these questions, and is
likely to be able to assist in the training of staff so that contingencies can be developed. If this insight
and expertise cannot be provided, it should be questioned whether the correct supplier has in fact
been selected.
Step 4 – Measuring and driving improvements
Considering the system and measuring investment success
TPM can work for any company. If the principles of TPM have been considered and applied by an SRF
manufacturer before, but they have been deemed to be unsuccessful, it is important to consider
what could have been done differently. Sometimes for instance the plant may have been optimally
designed, but the problems arise due to a lack of thought regarding the system and poor
measurement of investment success.
It is important to fully understand the equipment within the SRF plant. It is such a straightforward
piece of advice but it is imperative that manuals are comprehensively read when the machines are
first supplied. Over 90% of issues can be solved by understanding why the equipment has failed, and
simple maintenance routines can avoid the incurrence of additional manufacturer costs.
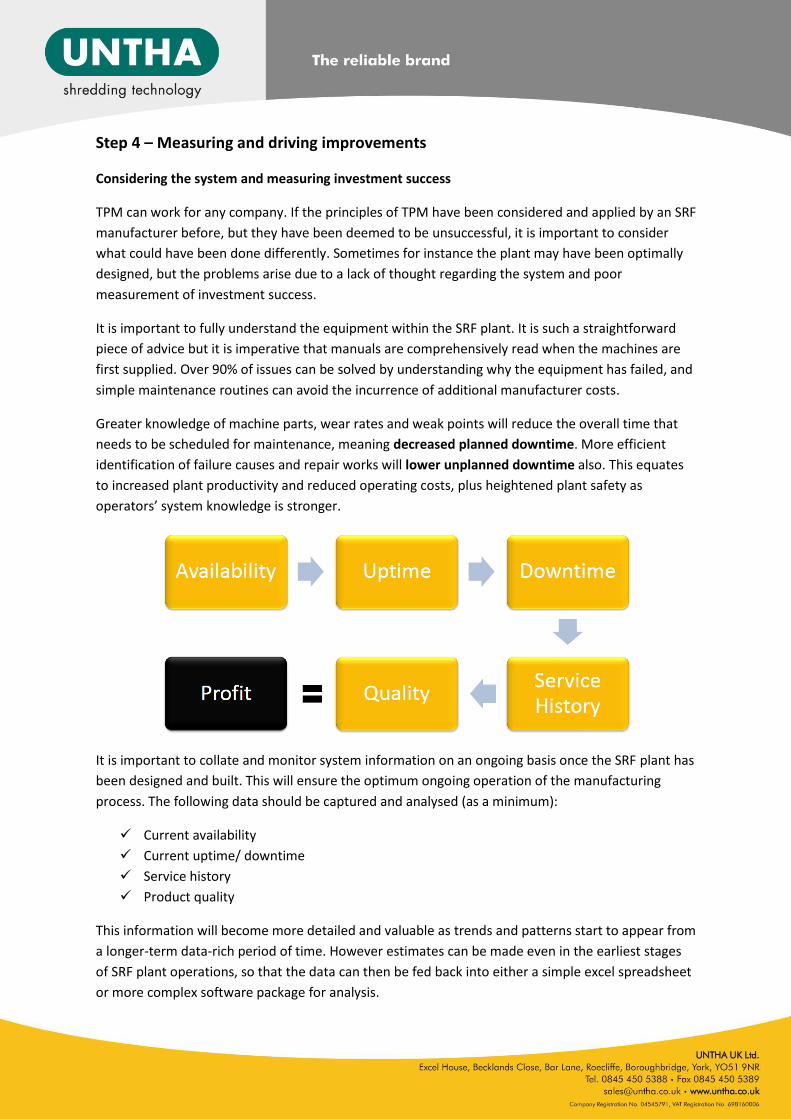
Greater knowledge of machine parts, wear rates and weak points will reduce the overall time that
needs to be scheduled for maintenance, meaning decreased planned downtime. More efficient
identification of failure causes and repair works will lower unplanned downtime also. This equates
to increased plant productivity and reduced operating costs, plus heightened plant safety as
operators’ system knowledge is stronger.
It is important to collate and monitor system information on an ongoing basis once the SRF plant has
been designed and built. This will ensure the optimum ongoing operation of the manufacturing
process. The following data should be captured and analysed (as a minimum):
Current availability
Current uptime/ downtime
Service history
Product quality
This information will become more detailed and valuable as trends and patterns start to appear from
a longer-term data-rich period of time. However estimates can be made even in the earliest stages
of SRF plant operations, so that the data can then be fed back into either a simple excel spreadsheet
or more complex software package for analysis.

Management of the SRF plant
To be a worthwhile exercise, system data should be utilised in a meaningful way once captured, and
this responsibility tends to fall to middle and upper management. Recommendations described in
earlier parts of this white paper will undoubtedly be better implemented by plant operators and
engineers, but if the plant is not effectively managed and people are not held accountable if targets
are missed, the system will ultimately fail.
This means that KPI’s (Key Performance Indicators) should be set by management to encourage the
attainment of achievable results that lie in alignment with organisational budgets or other
departmental targets.
A helpful matrix within this field is that of Overall Equipment Effectiveness, known as OEE. This
model alone could be extensively investigated and discussed, but in simple terms it provides a
snapshot indication of plant performance and is used by many companies as the benchmark for
equipment success.
KPIs could include, for example:
Throughput
Quality
Delivery schedules
Operating costs
Maintenance schedule
Maintenance budget
Example OEE calculation:
97.9% 90% 95% 83.7%
Availability Performance Quality Overall Equipment Effectiveness
Step 5 – Ask the question “what next?”
TPM is very much a visual system that enables plant operators, engineers and management to
clearly see, every day, what they and the plant are required to achieve. Large informative notice
boards, check sheets and other media provide direction and an indication of whether targets are
being achieved.
TPM must be aligned with other business functions within the organisation, but for it to be truly
successful it should be considered at the procurement stage with the involvement of all key
stakeholders.
These key pieces of advice will help to ensure the effective design, implementation and
management of an SRF production plant’s TPM system:
Upper level management need to be in agreement from the start
Upper level management need to appreciate the success that TPM brings to the company
It must be acknowledged that TPM does not make more work, it reduces it
Success depends upon planning and making the investment bring greater returns. Because
of this, the system will need to be managed
Visual management is a core component of TPM
Early involvement of the wider team will encourage ‘buy in’
The system must be resourced and budgeted effectively.
To speak to a member of the UNTHA UK team for further information about the content of this
white paper, or to request a case study or reference from an UNTHA UK client that has
implemented these principles in their own SRF production plant, call 0845 450 5388 or email:
Author biography
This white paper has been prepared by UNTHA UK’s business development manager for waste &
RDF/SRF applications, Marcus Brew.
With a 20 year career working with technically complex capital equipment, Marcus has been
involved in multi-million pound blue-chip engineering projects around the world. As a result his in-
depth knowledge of the production environment spans everything from waste management to the
automotive industry and the fascinating world of aerospace.
Now a recognised expert in shredding technologies for the Waste to Energy industry, Marcus has
worked with some of the country’s leading SRF and RDF operators. His insight into the value of
production philosophies such as lean manufacturing means his unrivalled expertise is highly sought
after in the current competitive WtE environment. His knowledge of the associated supply chain and
the commercial environment means Marcus is also ideally placed to provide advice on financing,
operations and cost reductions for both customers and system builders.





















![PAS [Recovered]](https://img.pdfslide.tips/doc/110x75/56d6be731a28ab301692318f/pas-recovered.jpg)

![Tekpend.pptx.updated [recovered]](https://img.pdfslide.tips/doc/110x75/58f343b21a28abf8258b45e5/tekpendpptxupdated-recovered.jpg)


