Embed Size (px)
Citation preview

/HỎI : 1 bạn ở địa chỉ : [email protected] hỏi : tôi muốn xuất 1 file autocad sang Pro_E thì làm như thế nào?
TRẢ LỜI : trong autocad bạn đánh lệnh igesout sau đó save file này với đuôi iges, vào Pro-E bạn vào insert-> data from file chọn file iges bạn vừa save ở autocad để lấy .( trong machanical bạn có thể vào export để làm công việc này nhanh hơn)http://forum.vinamech.com/forumdisplay.php?f=68
Tổng Quan Các Môn Học Trong Khoa Cơ Khí
Khoa ta là một trong những khoa đông nhất trường, môn học nặng nhất trường và ít sinh viên giỏi nhất trường. Cái gì cũng nhất - nhưng hầu hết đều tính từ ... dưới lên !
Tôi mở chuyên mục này với mục đích chỉ cho các bạn mục đích của môn học đang được học trong chương trình ngành cơ khí.
CK CTM và CDT học rất nhiều, cái gì cũng phải học. Do vậy, khả năng định hướng trong việc học là rất rất quan trọng vì một ngày chỉ có 24 giờ, không thể học hết mọi thứ trong vòng 1 thời gian rất ngắn (12 tuần). Việc học cũng cần có chiến thuật (ngắn hạn) và chiến lược (dài hạn) rõ ràng thì mới có thể học ít, tập trung mà vẫn đạt được điểm tốt, vẫn có kiến thức vững vàng.
Có lẽ tôi cần phân tích 1 chút về các môn học trong ngành cơ khí CTM và CDT để các bạn có thể định hướng được nội dung của topic này nhé.(tôi chỉ chuyên sâu vào CK CTM và CDT nên sẽ tập trung trước, các ngành sau tôi sẽ đăng các ý kiến tham khảo từ các thầy giáo khác)
1. Ngành cơ khí CTM:- Mục đích các môn học: cung cấp cho các bạn kiến thức để thiết kế và chế tạo được các sản phẩm (bằng kim loại và phi kim loại).- Các môn chính: có thể tóm tắt qua các nhóm chính sau:+ Môn cơ bản: tập trung nhất là Vẽ kỹ thuật, Dung sai, Vật liệu+ Môn nền tảng: sức bền, cơ học, đo lường+ Môn chuyên môn: máy - dao cắt - công nghệ CTM+ Các môn hỗ trợ (chính): Tin học, nguyên lý máy-chi tiết máy, ngoại ngữ, một số môn khác (tùy theo ngành học)- Ứng dụng: có thể nói là ngành này có mặt khắp nơi, đặc biệt là những nơi chế tạo các sản phẩm nói chung: từ bàn ghế, xong chảo, đinh ốc,... đến máy CNC, tàu thủy, máy bay, máy tính,...- Học như thế nào để có hiệu quả: như trên, có thể thấy các môn quan trọng nhất không nhiều lắm. Tất nhiên, tất cả các môn học đều có liên quan mật thiết với nhau nhưng các môn trên là những môn thể hiện đặc trưng cho ngành CK CTM. Tôi đặc biệt nhấn mạnh vào các môn sau:
Dung sai: nền tảng của mọi con số kích thước. Bạn cần nắm vững các sai số và cách tính toán dung sai ở khâu bù. Sau này, bạn cần liên hệ được: với dung sai thế này thì phải dùng phương pháp gia công nào để đạt được nó. Việc ghi kích thước trong 1 bản vẽ (gốc từ đâu, giá trị bao nhiêu, dung sai và mối tương quan tới các kích thước khác) sẽ nói lên được kiến thức của bạn Vật liệu: làm Cơ khí mà không nắm được vật liệu thì coi như không biết gì. Bạn cần nắm vững tính chất của kim loại và hợp kim. Một kinh nghiệm thú vị ở đây là bạn cần phải biết phân biệt kim loại, biểu đồ pha và đặc tính gia công cơ, độ cứng sau nhiệt luyện. Việc đọc được thành phần và tính chất cơ học của các thành phần trong hợp kim sẽ là 1 kiến thức được đánh giá cao khi các bạn đi phỏng vấn xin việc đấy (bạn có thể hiểu là "bói" tính chất của kim loại và hợp kim qua kỹ hiệu của nó).Đo lường: có lẽ nhiều bạn bỏ qua môn này. Song môn này là một môn học nghệ thuật bởi vì, cho dù hiện nay có nhiều thiết bị hiện đại để đo kiểm nhưng kinh nghiệm và khả năng sáng tạo (ra các phương pháp đo mới) vẫn được đánh giá là số 1. Với môn này, bạn cần phải cảm nhận được thông số cần đo có liên quan gì đển các thiết bị chúng ta có. Để học tốt môn này, tôi thường hay ngồi xem 1 sản phẩm (có xung quanh tôi) và thử tưởng tượng xem kích thước nào là quan trọng nhất và làm thế nào để đo được nó với các dụng cụ tôi đang có trong tay.CN CTM: nhiều bạn có lý khi chọn môn này là môn quan trọng nhất. Thực chất có mấy điểm sau bạn cần nắm vững là có thể yên chí khi học: các phương pháp gia công cơ khí (máy, dao và nguyên lý gia công), độ chính xác đạt được, yêu cầu đặc biệt khác, chuẩn định vị và chuẩn kẹp chặt, bước (nguyên công) gia công hợp lý. Có 1 kinh nghiệm hay là các bạn có thể cập nhật thông tin mới nhất về các phương pháp gia công bằng internet để nắm vững khả năng ứng dụng, sai số của 1 phương pháp gia côngNgoại ngữ: bạn học giỏi mà không đọc được tài liệu thì tôi nghĩ sẽ không bền vì bạn sẽ không thể tiến thêm trong việc cập nhật thông tin. 1 phương pháp hay là nên tập trung học nghe - nói rồi mới đến viết. Nghe thì cần nghe được từng từ trong câu - cho dù chưa hiểu được nhưng có thể nhắc lại như "vẹt". Bạn nên nhớ rằng chúng ta học ngoại ngữ nghĩa là nhắc lại những gì đã học và đọc mà thôi, không có sáng tạo được điều gì mới cả !!! Nhiều thấy cô dạy ngoại ngữ khuyên là nghe từ chính rồi đoán là không đúng trong nhiều trường hợp vì sẽ làm cho bạn suy nghĩ rất chậm chạp. Thay vì hiểu toàn bộ, bạn có thể nhắc lại rồi hiểu sau cũng rất tốt. Như tôi chẳng hạn, tôi có thể hiểu trực tiếp tiếng Anh và phản xạ trả lời cũng nhanh do nghe được toàn câu và hiểu trực tiếp.
2. Ngành CDT:- Mục đích: còn nhiều tranh cãi. Riêng tôi có quan điểm khác với các GS hiện nay:http://www.svbkol.org/forum/showthre...t=10386&page=2
thực chất CDT sẽ là người trung gian tập hợp các kiến thức về Cơ-Tin-Điều khiển để giải quyết 1 vấn đề nào đó.Do vậy, mục đích của các môn học ở CDT là sẽ cung cấp các kiến thức tổng quát về Cơ-Tin-Điều khiển và đặc biệt là cung cấp các lý thuyết chung để giải quyết các vấn đề trên và kiểm tra được các kết quả có phù hợp hay không. Bạn chỉ cần nhớ: mục đích là tập hợp các kiến thức trên để làm ra được 1 kết quả cụ thể và các đo lường
và đánh giá kết quả đó.- Các môn học chính: với nội dung của ban A, B, C hiện nay, tôi thấy chưa phù hợp với mục đích trên. Các môn học mới chỉ cung cấp cho các bạn công cụ mà chưa chỉ cho các bạn thấy rõ nó sẽ được dùng vào đâu, khi nào và cách nào. Theo cách nghĩ của tôi và 1 số các GS nước ngoài (khi tôi được trực tiếp trao đổi), sẽ không có 1 giáo trình nào hoàn hảo cho ngành CDT vì khả năng ứng dụng rộng rãi của nó trong MỌI NGÀNH kỹ thuật (và cả kinh tế).
Theo tôi, các bạn cần tập trung vào mấy môn học sau:+ Môn học cơ bản: tương tự cơ khí CTM+ Môn học nền tảng: các lý thuyết điều khiển, trò chơi, tối ưu,...+ Môn học chuyên môn: tùy theo định hướng mà bạn có thể lựa chọn. Khác với CK CTM, ở môn học chuyên môn, các bạn sv CDT bắt buộc phải có 1 sự lựa chọn theo dự định tương lai của bản thân để định hướng môn học (có học ở lớp và tự học thêm các môn khác không có trong chương trình - nếu cần thiết) cho thật hợp lý. Ví dụ, bạn muốn làm về ứng dụng robot trong ngành Nhựa thì môn học Robot và Nhựa là chuyên môn chính. CÒn nếu định là về ô-tô thì phải học thêm về các kiến thức ô-tô. Nếu muốn là về máy móc trong nông nghiệp thì phải đọc thêm về các sản phẩm và cách chế biến các sản phẩm nông nghiệp.+ Môn học hỗ trợ: tin học, ngoại ngữ và điều khiển.
- Ứng dụng: các kỹ sư CDT có thể làm việc ở mọi nơi, khả năng thích ứng rất cao với mọi loại hoàn cảnh và mọi loại công việc - so với CK CTM thì linh hoạt hơn rất nhiều.- Kỹ năng cần rèn luyện: tự học các chuyên môn khác, khả năng thuyết phục và làm việc theo nhóm. Tôi đặc biệt nhấn mạnh đến khả năng làm việc nhóm bởi vì kỹ sư CDT không chuyên sâu như CK CTM hay CNTT hay Điều khiển tự động nhưng họ phải biết tập hợp được mọi người trong các chuyên ngành khác để cùng ngồi làm việc với nhau theo đường lối do CDT vạch ra. Cuối cùng là khả năng đưa ra các biện pháp kiểm soát chất lượng của các kết quả trên (Cơ thì chế tạo thiết bị, điều khiển chế tạo phần cứng, CNTT về phần mềm - nếu không có biện pháp kiểm soát thì không biết đổ trách nhiệm cho ai )
Một số kinh nghiệm trong việc định hướng học và cách học một số môn cơ bản, hy vọng các bạn học tốt và thi tốt
_______Copyright: nguoidanduong06
Chẳng biết post cái này ở đâu nhưng cứ cho lên cho nó đủ bộ.

Xử lý nhiệt sau tôi để đạt tổ chức tế vi và cơ tính tối ưu
Sau khi tôi, nguyên công có tính chất điều chỉnh để đạt được tổ chức tế vi và cơ tính tối ưu cho từng loại khuôn dập nguội là ram. Nguyên công này có tác động quyết định đến cơ tính làm việc, tuổi thọ của chi tiết làm bằng thép đó. Bài báo này khảo sát tổ chức tế vi, độ cứng của thép SKD11 dùng làm khuôn dập nguội khi ram ở các nhiệt độ khác nhau và các phương pháp ram khác nhau, từ đó cho phép kết luận về chế độ xử lý nhiệt tương ứng với cơ tính, khả năng chống mài mòn, đó là những chỉ tiêu quan trọng quyết định khả năng làm việc, tuổi thọ của khuôn. Mở đầuChế độ xử lý nhiệt tiếp theo nguyên công tôi sẽ được lựa chọn để đảm bảo cơ tính làm việc của khuôn dập nguội tuỳ theo tổ chức nhận được sau khi tôi. Tuổi thọ của khuôn dập phụ thuộc vào độ bền, độ cứng và khả năng chống mài mòn. Muốn khuôn có chất lượng làm việc tốt, tuổi thọ cao, việc xác định đúng độ bền, độ cứng và khả năng chống mài mòn là yếu tố quan trọng. Thép có độ bền, độ cứng cao sẽ có tính chống mài mòn cao. Khi độ cứng của thép lớn hơn 60HRC thì cứ tăng thêm 1HRC, tuổi thọ của dụng cụ sẽ tăng thêm 30%. Như vậy, xác định đúng độ cứng làm việc của khuôn, tận dụng tuyệt đối việc nâng cao độ cứng của thép sau tôi sẽ có ý nghĩa trong việc tăng tuổi thọ của khuôn. Mặt khác tuổi thọ của khuôn còn phụ thuộc vào tính chống mài mòn, điều này còn phụ thuộc vào lượng cacbit. Hai thép có cùng độ cứng, thép nào có lượng các bít nhỏ mịn, phân bố đều nhiều hơn, thép đó có tính chống mài mòn cao hơn. Như vậy, muốn khuôn có tuổi thọ cao thì ngoài việc chọn độ cứng thích hợp còn phải chọn chế độ xử lý nhiệt sao cho trong tổ chức của nó có nhiều các bit nhỏ mịn phân bố đều.Xuất phát từ yêu cầu làm việc, khuôn đột dập có yêu cầu độ cứng thấp hơn (56-58HRC) để có độ dai va đập cao hơn so với khuôn dập vuốt (độ cứng 60-61HRC) có độ dai va đập thấp hơn. Vấn đề được đặt ra ở đây là sự kết hợp giữa độ cứng với tổ chức tế vi thích hợp để đạt được mục tiêu vừa đề cập ở trên. Như đã trình bày trong bài báo trước (số 2/2006), thép SKD11 có thể áp dụng nhiều chế độ tôi khác nhau và do vậy cũng có thể có nhiều cách ram khác nhau để đạt được các yêu cầu khác nhau về cơ tính, sự ổn định kích thước và tính chống mài mòn. Tôi ở 1050oC-1075oC, lượng austenit dư sau tôi ít, độ cứng đạt 64-65 HRC, biến dạng lớn do máctenxit quá bão hoà cácbon và nguyên tố hợp kim, nếu sau đó tiến hành ram ở nhiệt độ thấp (150oC-200oC) thì kết quả nhận được độ cứng cao và gần như không thay đổi (giảm 1-2 HRC) do nhiệt độ thấp chỉ khử bỏ một phần ứng suất, còn mactenxit và austennit dư hầu như chưa chuyển biến. tôi ở nhiệt độ 1100oC-1125oC, tỷ lệ austenit dư sau tôi khá lớn (đến 40%) nên kích thước khuôn hầu như không thay đổi, độ cứng đạt được thấp (khoảng 58HRC) do mactenxit kém bão hoà cacbon và nguyên tố hợp kim, sau đó ram ở nhiệt độ 150oC-200oC, độ cứng hầu như không thay đổi. Tôi ở nhiệt độ cao 1125oC-1150oC, cacbit hợp kim hoà tan gần hết vào austenit, sau khi tôi lượng austenit dư rất lớn, độ cứng sau khi tôi thấp, chỉ đạt 54-56 HRC, nếu cũng ram ở nhiệt độ thấp như trên thì không đảm bảo cơ tính cho khuôn dập nguội, nhưng nếu tìm được vùng nhiệt độ cao, thích hợp để ram, hoặc có thể ram vài lần ở nhiệt độ đó để lượng austenit dư sẽ chuyển biến thành mactenxit ram, đồng thời mactenxit tôi chuyển biến thành mactenxit ram và tiết ra cacbit nhỏ mịn, phân tán thì độ cứng có thể tăng lên đến 58 – 60 HRC (độ cứng thứ hai). Điều phải lưu ý đối với các thép hợp kim cao và phức tạp là hiện tượng giòn ram (làm cho độ dai va đập có giá trị cực tiểu) thường xuất hiện ở vùng nhiệt độ cao, do vậy nghiên cứu

cũng cần phát hiện ra các vùng nhiệt độ này và cần phải tránh.Môi trường ram cho thép SKD11 có thể dùng muối nóng chảy (đồng đều nhiệt tốt hơn) hoặc môi trường không khí. Tuỳ thuộc vào yêu cầu cơ tính của khuôn dập, nhiệt độ ram được chọn để đảm bảo khử ứng suất, phân huỷ phần lớn austenit dư và tiết ra cacbit nhỏ mịn phân bố đều, tạo được độ cứng cần thiết và tính chống mài mòn cao để tăng tuổi thọ của khuôn.Phương pháp nghiên cứuMẫu thép SKD11 (Nhật Bản) có kích thước 28x24x21mm và mẫu có khoan thêm lỗ F12 để xem xét ảnh hưởng của chỗ dày, chỗ mỏng. Sau khi tôi ở chế độ thích hợp: nung phân cấp lần 1 ở 650oC, lần 2 ở 850oC, nung tôi ở 1050oC, thời gian giữ nhiệt là 10 phút, môi trường là không khí, các mẫu được đem ram ở các nhiệt độ khác nhau. Nghiên cứu được thực hiện với các nhiệt độ ram khác nhau và số lần ram khác nhau (số lần ram ở cùng một nhiệt độ). Tổ chức tế vi của thép và độ cứng là các chỉ tiêu đánh giá cơ tính và tuổi thọ của thép khi ram. Các thiết bị dùng để nghiên cứu bao gồm lò buồng điều khiển theo chương trình Linn của Đức với Tmax 1300oC, kính hiển vi Axiovert 100A để quan sát và chụp ảnh tổ chức tế vi, máy đo độ cứng vạn năng Mityo (ý), HP250 (Nga).Kết quả và bàn luậnẢnh hưởng của nhiệt độ ram đến độ cứng của mẫuCác mẫu sau khi tôi ở 1050oC trong môi trường không khí, độ cứng đạt được 63 á 65 HRC, được ram ở các nhiệt độ khác nhau (mỗi lần giữ nhiệt 1 giờ). Khảo sát sự thay đổi độ cứng và tổ chức tế vi theo nhiệt độ ram nhận được các kết quả sau :Sự phụ thuộc độ cứng vào nhiệt độ ramQuan hệ giữa độ cứng và nhiệt độ được thể hiện trên hình 1, từ đồ thị này ta thấy, ram ở 200oC độ cứng giảm đi 2 HRC so với sau khi tôi (64HRC). Tăng nhiệt độ ram đến 300oC độ cứng giảm đến mức thấp nhất (58,5 HRC). Nếu tiếp tục tăng nhiệt độ, độ cứng bắt đầu tăng. Giá trị độ cứng cao nhất đạt được ở khoảng 500oC (61,5 HRC), sau đó giảm mạnh khi ram cao hơn nhiệt độ này. Sự thay đổi của độ cứng có thể giải thích như sau: Ram ở 200oC, mactenxit tôi bắt đầu chuyển biến thành mactenxit ram bằng cách tiết ra cacbit, nhưng lượng các bít này không đáng kể, lượng cácbon và nguyên tố hợp kim trong mactenxit giảm, do vậy độ cứng của mactenxit giảm, trong khi đó austenit dư chưa chuyển biến, ứng suất giảm một phần, tổng lại độ cứng giảm không đáng kể. Khi tăng tiếp nhiệt độ ram (đến dưới 300oC), mactenxit ram vẫn tiếp tục tiết ra cacbon và nguyên tố hợp kim dưới dạng cacbit, xô lệch mạng giảm, austenit dư vẫn chưa chuyển biến, ứng suất tiếp tục giảm, do đó độ cứng tiếp tục giảm. Nhiệt độ ram tăng đến 400oC và 450oC, austenit dư bắt đầu chuyển biến thành mactenxit ram đồng thời tiết ra các bít. Sự tăng độ cứng do austenit dư chuyển biến thành mactexit ram, lượng cacbit nhỏ mịn phân bố đều tăng (cacbit do austenit dư và mactenxit tôi chuyển biến) lấn át sự giảm độ cứng do mactenxit tôi chuyển biến và ứng suất giảm, vì vậy, độ cứng trong khoảng nhiệt độ này tăng lên (hiện tượng độ cứng thứ hai). Ram quá 500oC, độ cứng lại giảm, nguyên nhân do lượng austenits dư hầu hết đã chuyển biến thành mactenxit ram, mactenxit tôi tiếp tục tiết ra cacbon và nguyên tố hợp kim, các cacbit nhỏ mịn bắt đầu tích tụ, ứng suất gần như hết hoàn toàn và độ cứng giảm đi nhanh chóng. Sự thay đổi của độ cứng có liên quan tới tổ chức được thể hiện rõ hơn qua việc nghiên cứu tổ chức tế vi của thép khi ram. Ảnh hưởng của nhiệt độ ram đến tổ chức tế vi Ram ở 200oC, tổ chức tế vi nhận được trên hình 2 (a), với nền là mactenxit, pha trắng có dạng xương cá là cacbit dư (cacbít của tổ chức ban đầu chưa hoà tan hết khi tôi), các

cacbit này sẽ là nguyên nhân gây ra hiện tượng giòn khuôn trong quá trình làm việc, nhất là khi khuôn làm việc trong điều kiện va đập. Ngoài ra, trên nền mactenxit còn có một số cacbit nhỏ mịn (hạt nhỏ màu sáng), đó là các cacbit không tan khi tôi (như VC). Cacbít do mactenxit tôi tiết ra có kích thước còn rất nhỏ nên không quan sát thấy. Ram ở 300oC (hình 2b), tổ chức tế vi chưa có nhiều thay đổi so với 200oC, lượng cacbit nhỏ mịn mới được tiết ra khỏi mactenxit nhiều hơn, kích thước lớn hơn, độ cứng lúc này chủ yếu là của mactenxit ram, độ cứng này giảm do xô lệch mạng giảm, còn austenit dư thì vẫn chưa chuyển biến. Ram ở 400oC, tổ chức tế vi gồm cacbit dư thô trên nền mactenxit, số lượng và kích thước của cacbit nhỏ mịn nhiều hơn và lớn hơn ở giai đoạn trước, độ cứng bắt đầu tăng, lúc này, austenit dư chuyển biến mạnh. Sự chuyển biến của austenit dư thành mactenxit ram làm độ cứng tăng mạnh, lấn át sự giảm độ cứng của mactenxit do sự tiết cácbit. ở 500oC, kích thước của cacbit này lớn hơn, lượng cacbit lại nhiều hơn nữa. Sau gia đoạn này, độ cứng bắt đầu giảm do austenit hầu như đã chuyển biến hết, chỉ có sự tiếp tục phân huỷ của austenit và sự tích tụ của cacbit.Ảnh hưởng của phương pháp ramNghiên cứu ảnh hưởng của số lần ram được thực hiện ở 500oC. Ram thực hiện 2 lần, mỗi lần 1 giờ. Ram lần 1 ở 500oC độ cứng khoảng 58 HRC. Sau khi ram lần 2, số lượng của cacbit tiết ra khi ram nhiều hơn và có sự tích tụ của các hạt cacbit, tương ứng với sự giảm độ cứng (56-57HRC). ưu điểm của phương pháp này là làm cho austenit dư chuyển biến nhiều hơn và khử ứng suất hơn nữa, đồng thời dừng lại sự phân huỷ của mactenxit.Kết hợp với ảnh hưởng của nhiệt độ ram đến độ cứng, ta nhận thấy, có thể ram để nhận được độ cứng khá cao với lượng cacbit nhỏ mịn phân bố đều, điều này quyết định khả năng chống mài mòn, có nghĩa là nâng cao được tuổi thọ của khuôn và điều cần tránh đối với thép SKD11 là ram ở nhiệt độ 300-350oC, tại đó có độ cứng giảm đáng kể.Thực tế khảo sát khuôn bị vỡ do Công ty Kim khí Thăng Long cung cấp, khuôn này được nhiệt luyện theo qui trình tôi và ram thấp (200oC), độ cứng đạt 52-56HRC, tổ chức tế vi chỉ có cacbit dư thô, hầu như không có cacbit nhỏ mịn tiết ra khi ram nên khả năng chống mài mòn rất kém, tuổi thọ thấp. Hiện tượng khuôn vỡ ngoài nguyên nhân tồn tại của cacbit dư thô, định hướng theo phương rèn do rèn chưa đạt yêu cầu, còn do sự tồn tại của ứng suất sau tôi không được khử hết do nhiệt độ xử lý thấp (hình 5a). Trong khi đó, qui trình nhiệt luyện với nhiệt độ tôi ở 1050oC, ram ở nhiệt đô cao ( 480-520oC), độ cứng đạt 58-60HRC, ứng suất đã được khử triệt để, với nhiều cacbit nhỏ mịn, phân bố đều sẽ cho khuôn có độ cứng, độ dai, khả năng chống mài mòn cao (Hình 5b)Kết luậnNghiên cứu ảnh hưởng của nhiệt độ ram và phương pháp ram đến độ cứng và tổ chức tế vi cho phép kết luận:- Nhiệt độ ram quyết định sự tiết ra cacbit nhỏ mịn phân bố đều. Điều này có tác dụng vừa tăng độ cứng, vừa tăng khả năng chống mài mòn. - Có thể nhận được độ cứng cao, độ dai cao, khả năng chống mài mòn tốt và giảm triệt để ứng suất cho khuôn bằng cách tôi và ram ở nhiệt độ cao. Phương pháp này làm tăng tuổ thọ của khuôn- Qui trình nhiệt luyện nghiên cứu đã được áp dụng nhiệt luyện khuôn đột lỗ cắt hình chi tiết xe máy cho Công ty Kim khí Thăng Long, cho tuổi thọ tương đương với khuôn của Đài loan, với tuổi thọ gấp 3 lần khuôn chế tạo và nhiệt luyện theo qui trình cũ của Công ty. q

Tài liệu tham khảo
Phùng Thị Tố Hằng. “Báo cáo tổng kết đề tài 01C-01/05-2004-1”. 2004I. R.Rauzin. “ Termicheskaia obrabotka khromistoi stali”. Moskva “ Meshunastroenhie”. 1978ASM Committeen on Heat treating of Tool Steels “ Introduction to heat treating of tool steel”. American society for metals. 1981.Daniel S. Zamborsky. “ Control of Distortion in Tool Steels”. Corporate Metallurgist Warner and Swasey Co. 1978.
TS. Phùng Thị Tố Hằng, chuyên san KHCN, bộ Công Nghiệphttp://irv.moi.gov.vn/News/PrintView.aspx?ID=15772
Máy trồng mía ( P1 )
Một mẫu máy trồng mía bằng hom theo hàng (kép), năng suất 0,3 – 0,4 ha/h, đã được thiết kế chế tạo, có thể hoàn tất cùng lúc 5 công đoạn của qui trình trồng mía thủ công phổ biến hiện nay ở nước ta: rạch hàng, bón phân, rãi hom, sắp hom vào rãnh, lấp và nén đất.
Hình: Bộ phận rạch hàng tạo rãnh đặt hom
Mẫu máy đã được thử nghiệm và đưa vào sản xuất thực tế (vụ 2003, ≈ 13 ha), so với qui trình trồng mía thủ công qua một số chỉ tiêu liên quan, cho thấy:
- Hom phân bố đồng đều (mật độ 45 000÷48 000 hom/ha), lượng phân bón đều và tập trung (300÷1 000 kg/ha tùy yêu cầu), tỉ lệ cây sống ≈ 95%, năng suất mía dự đoán tăng ≈ 20 ÷30 tấn /ha.
- Chi phí lao động giảm 77 % (9 công lao động/ha so với 40 công/ha), giá thành trồng mía giảm ≈ 40% (704 000 đ/ha so với 1 170 000 đ/ha).
- Có khả năng đồng bộ với các khâu liên quan tiếp theo như chăm sóc, thu hoạch.

Dẫn nhập
Một trong những yếu tố hàng đầu dẫn đến thua lỗ kéo dài của ngành mía đường nước ta là giá thành sản xuất còn cao, hơn ≈18 – 20% so với các nước trong khu vực. Rõ ràng, giá thành sản xuất đường cao ngoài yếu tố công nghệ (quyết định tỷ lệ thu hồi và chất lượng đường thành phẩm), phải kể đến giá thành mía nguyên liệu, hiện còn cao và không ổn định. Trong đó, hai tiêu chí hàng đầu là năng suất còn quá thấp, trung bình cả nước đạt 48,9 tấn/ha so với mức phấn đấu 75 tấn/ha và chất lượng mía chưa cao, chữ đường chỉ đạt ≈10 so với 13,6 của nhiều nước.
Để giải bài toán trên, Sở Khoa học và Công nghệ TP.Hồ chí minh đã có nhiều Chương trình hỗ trợ nghiên cứu nhằm gia tăng năng suất, cải thiện chất lượng và giảm giá thành sản xuất mía nguyên liệu. Trong đó biện pháp đẩy mạnh cơ giới hóa canh tác mía được xem là biện pháp đột phá trong nhiều giải pháp cần tiến hành. Bởi lẽ, mía là cây trồng có tính thời vụ cao, cạnh tranh về lao động với các cây trồng khác như bắp, cà phê, lúa …, cường độ lao động lại nặng nhọc và diện tích canh tác thường không nhỏ. Nhưng từ lâu, các vùng trồng mía tập trung ở nước ta luôn đối diện với vấn đề mang tính lẩn quẩn: giá thành sản xuất mía nguyên liệu cao do chi tốn nhiều lao động, nhưng giá mía dù cao so với mức trung bình chung của thế giới cũng chưa đủ lợi nhuận để đầu tư cho cơ giới hóa nhằm hạ giá thành sản xuất, và cứ thế tiếp diễn. Cần cắt đứt vòng lẩn quẩn này bằng sự hỗ trợ và tác động khoa học kỹ thuật của Nhà nước để ứng dụng cơ giới hóa, chứng minh được khả năng giảm giá thành sản xuất, ít nhất cũng ở khía cạnh không bị động về lao động trong mùa vụ khẩn trương. Hiện tại, cơ giới hóa chỉ có ở khâu làm đất, nếu thực hiện được khâu trồng bằng máy, sẽ là bước khởi đầu có tính chất quyết định cho toàn bộ quá trình cơ giới hóa canh tác mía.
Mục tiêu và phương pháp nghiên cứu
Phạm vi nghiên cứu đề tài giới hạn ở khâu trồng, mục tiêu nhằm nghiên cứu thiết kế, chế tạo một mẫu máy trồng mía bằng hom, theo hàng, hoàn tất được các công đoạn của qui trình trồng mía thủ công (rạch hàng, bón phân, sắp hom vào rãnh, lắp và nén đất) hiện đang phổ biến trên các vùng trồng mía ở nước ta. Đề tài áp dụng các phương pháp sau:
Phương pháp tiếp cận theo các yêu cầu sản xuất, ưu tiên cho hướng thiết kế dựa theo yêu cầu nông học, chỉ thay đổi, điều chỉnh các điều kiện nông học trong trường hợp bất khả thi.
Phương pháp kế thừa có chọn lọc các kết quả nghiên cứu trong và ngoài nước, có bổ sung cho thích ứng với điều kiện địa phương.
Phương pháp thực nghiệm theo các bố trí thí nghiệm định trước, quan sát, so sánh và xử lý kết quả thu thập được. Đặc biệt chú trọng đến các chỉ tiêu kinh tế, so sánh giữa phương thức cơ giới hóa khâu trồng của đề tài với các phương thức thủ công hiện tại.
Thiết kế chế tạo mẫu máy

Hình 1: Cấu tạo chung máy trồng mía MTM –2
1. Cơ cấu treo;
2. Khung máy; 7. Xi lanh thủy lực; 12. Bộ phận rạch hàng
3. Thanh gạt; 8. Bánh sau; 13. Bộ phận phân phối hom
4. Bánh nén đất; 9. Cần rạch tiêu;
5. Thùng chứa phân vô cơ; 10. Bánh trước;
6. Thùng chứa hom; 11. Thùng chứa phân hữu cơ vi sinh;
Mẫu máy thiết kế tên gọi MTM–2, cấu tạo chung như hình 1. Khi hoạt động liên hiệp kiểu nửa treo với máy kéo công suất 110 HP, trồng theo hàng kép (0,4 m), khoảng cách hàng 1,4 m, năng suất trồng 0,3÷0,4 ha/h.
Cấu tạo và nguyên lý hoạt động của các bộ phận làm việc chính của máy như sau:
Bộ phận rạch hàng (BPRH):
Được thiết kế dạng lưỡi – diệp (2&3) nhằm đạt độ sâu rãnh cần thiết (≈ 30 cm), có tính đến khả năng quá tải và sự làm việc ổn định của máy khi đất trồng chuẩn bị chưa đạt yêu cầu. Để hom đặt đúng vị trí, đạt độ sâu và tạo tiền đề cho việc lấp đúng bề dày lớp đất trên hom, BPRH có thêm hai vách hông ngăn đất cho mỗi rãnh (5 & 6). Độ sâu rạch điều chỉnh bằng cách thay đổi vị trí trụ bộ phận rạch (4) hoặc vị trí bánh xe giới hạn độ sâu rạch hay phối hợp cả hai cách nói trên.
Bộ phận phân phối hom (BPPPH)
BPPPH thiết kế theo nguyên tắc băng tải có các gắn thanh lấy hom (4 và 5) được dẫn động từ hệ thống xích tải (3) thông qua cụm truyền động xích (1), nhận truyền động từ bánh xe trước (2) của máy. Thanh lấy hom (4 & 5) có dạng hình bán nguyệt khi đi vào “vùng múc hom” ở phần đáy có thể tải nhiều hơn 1

hom nhưng khi qua “vùng tạo gia tốc” sẽ chỉ còn 1 hom trong máng, nên khi rơi vào máng đổi hướng sẽ tuần tự không xảy ra trùng lắp.
Hình 3: Bộ phận phối hom mía
Bộ phận bón phân lót (BPBPL)
Để phù hợp với các loại phân thường dùng bón lót cho mía (phân vô cơ và các loại phân hữu cơ vi sinh), BPBPL được thiết kế gồm 2 cụm độc lập cho từng loại phân, theo nguyên tắc trục vít, có cơ cấu khuấy trộn tăng cường khả năng tự chảy của nguyên liệu.
Bộ phận lấp và nén đất (BPL&NĐ)
Thiết kế kiểu cánh gạt và bánh xe máy nông nghiệp dạng vành thép có gân chống trượt.
Tuy điều kiện bố trí thí nghiệm ngoài đồng có khó khăn, chưa đáp ứng các yêu cầu kỹ thuật nông học về khâu chuẩn bị đất trồng, hom giống… và cuối thời vụ trồng (vào mùa khô) nhưng các chỉ tiêu cơ bản của máy như qui cách trồng, tỉ lệ cây mọc, mật độ cây, đều đạt yêu cầu
Bố trí thí nghiệm
Mẫu máy qua nhiều bước thí nghiệm với các mục đích và các chỉ tiêu theo dõi khác nhau:
- Tại xưởng, nhằm đánh giá lựa chọn về nguyên lý, tính năng hoạt động của các bộ phận một cách độc lập để có quyết định sau cùng về phương án chế tạo. Thí dụ:
+ Bộ phận bón phân lót: độ đồng đều, khả năng định lượng, chi phí công suất …

+ Bộ phận phân phối hom mía: độ đồng đều, tỷ lệ tổn thương, chi phí công suất …
- Trên đồng ruộng thí nghiệm, nhằm đánh giá tổng thể tính năng hoạt động của hệ thống máy, thực hiện các điều chỉnh sau cùng.
- Qua thực tế sản xuất, đối chiếu trồng thủ công, rút ra kết luận sau cùng về mẫu máy.
Các chỉ tiêu đánh giá và phương pháp thu thập số liệu
Các chỉ tiêu chính được theo dõi, đo đạc bao gồm:
- Độ sâu rạch hàng tạo rãnh, đo từ đáy rãnh đến mặt đồng, không kể chiều cao lớp vun và độ sâu lấp sau khi đặt hom (bề dày lớp đất nén sau khi đặt hom) được xác định theo giá trị trung bình của tổng các lần đo trên những chiều dài được chọn ngẫu nhiên, khoảng 30 m/đoạn.
- Tỉ lệ tổn thương hom và tỉ lệ hom không mọc là tỉ số giữa tổng số hom bị tổn thương (bị tróc vỏ hoặc gảy ít nhất 1 mầm) hay tổng số hom không mọc (hom chết sau khi trồng) so với tổng số hom thu thập trên những chiều dài được chọn ngẫu nhiên, khoảng 30 m/đoạn.
- Tỉ lệ sót hom là tỉ số giữa số hom qui đổi (qui đổi khoảng trống giữa 2 hom kế tiếp 25 cm tương đương 1hom, chỉ lấy số nguyên) với tổng số hom lý thuyết trên chiều dài đường trồng thu thập được chọn ngẫu nhiên.
- Mật độ trồng đánh giá qua tỉ số giữa mật độ trồng thực tế dựa theo tỉ lệ sót hom, khoảng cách hàng trồng thực tế … và mật độ trồng theo tính toán lý thuyết dựa vào chiều dài hom, độ chập cho phép, khoảng cách hàng qui định ...
Ngoài ra còn theo dõi đánh giá các chỉ tiêu về lượng phân bón lót, độ trượt, hệ số sử dụng thời gian, công lao động, chi phí nhiên liệu...
Kết quả và thảo luận
Sau nhiều thử nghiệm, sửa đổi điều chỉnh, mẫu máy được triển khai trồng thực tế trên 3 lô đất khác nhau thuộc Trại mía Giống, Công ty Mía đường Tây Ninh và các Trang trại trồng mía tư nhân huyện Châu Thành tỉnh Tây Ninh với diện tích tổng cộng ≈ 13 ha. Các kết quả ghi nhận như sau:
Hoạt động của các bộ phận rạch hàng, lấp và nén đất
Được đánh giá qua các chỉ tiêu độ sâu rạch hàng tạo rãnh và độ sâu lấp sau khi đặt hom. Các số liệu thu thập tại huyện Tân Châu tỉnh Tây Ninh, được xử lý và thể hiện qua hình 4.

Kết quả cho thấy, độ sâu rạch trung bình ≈15,58 cm và độ sâu lấp trung bình ≈ 8,52 cm.
Theo các yêu cầu kỹ thuật nông học khi trồng mía bằng hom, cần có lớp đất tơi xốp dày 5 ÷ 10 cm ở đáy luống để bộ rễ cây mía phát triển, vì vậy độ sâu rạch và độ sâu lấp được tạo ra như trên là phù hợp.
So với phương pháp rạch hàng riêng biệt và trồng thủ công trên lô đất được bố trí đối chiếu so sánh (thực hiện theo qui trình chuẩn bởi Trại mía Giống Công ty Mía đường Tây Ninh), ta thấy kết quả nhận được từ 2 phương pháp có sự khác biệt không lớn (độ sâu rạch trung bình 15,56 cm; độ sâu lấp trung bình 7,92 cm; hình 5).
Hình 4: Đồ thị biễu diễn độ sâu rạch và độ sâu lấp trồng bằng máy MTM-2 (tại huyện Tân Châu, tỉnh Tây Ninh)
Hình 5: Đồ thị biễu diễn độ sâu rạch và độ sâu lấp ở qui trình trồng thủ công (rạch bằng máy rạch hàng; rãi hom & lấp thủ công)
Tiếp tục thu thập số liệu về độ sâu rạch và độ sâu lấp khi máy MTM-2 hoạt động tại huyện Châu Thành, tỉnh Tây Ninh, kết quả nhận được cũng tương tự (hình 6).

Hình 6: Đồ thị biểu diễn độ sâu rạch và độ sâu lấp (tại huyện Châu Thành, tỉnh Tây Ninh)
Hoạt động của bộ phận phân phối và rãi hom
Được theo dõi và đánh giá qua 3 chỉ tiêu chính: tỉ lệ tổn thương hom, tỉ lệ hom không mọc và tỉ lệ sót hom. Các số liệu được tổng hợp và xử lý thể hiện qua hình 7. Kết quả cho thấy:
Hình 7: Đồ thị tổng hợp các chỉ tiêu chất lượng làm việc liên quan đến bộ phận phân phối hom
• Tỉ lệ tổn thương hom do tác động từ bộ phận phân phối và rãi hom vào ≈ 7,76% (bao hàm cả phần tổn thất do tác động từ máy cắt tiếp hom trước đó). Tỉ lệ này hơi cao, có thể xuất phát từ tiêu chí đánh giá chỉ cần 1 mầm bị gảy, nhưng theo ý kiến nhiều Chuyên gia Nông học, sẽ không ảnh hưởng nhiều đến khả năng mọc mầm, do tính chất “loại trừ” khi phát triển nên chỉ cần tồn tại 1 mầm “sống”. Điều này được minh chứng khi theo dõi quá trình sinh trưởng và phát triển qua các giai đoạn 30, 60, 90 … tỉ lệ cây sống >90%.
• Tỉ lệ hom không mọc tức hom chết sau khi trồng còn khá cao, chiếm ≈ 5,2%, trong đó phần lớn là hom bị chết khô (đã nảy mầm nhưng sau đó chết dần), đặc biệt xảy ra tại các vị trí gò mối, những nơi chuẩn

bị đất không ky, khả năng giử ẩm kém. Nguyên nhân chủ yếu do trồng cuối vụ mưa, không được tưới tiêu chủ động, vẫn còn những hom “già” hoặc bị sâu bệnh mầm không phát triển …
• Tỉ lệ sót hom còn ≈ 7,9%. Nguyên nhân là độ sâu làm đất chưa đều nên khi làm việc, bộ phận rạch hàng nhiều lúc phải rạch tại những vị trí chưa cày đủ độ sâu, gây quá tải, vận tốc tiến của liên hợp máy thay đổi gây ra hiện tượng rãi hom không đều. Ngoài ra, khi tốc độ giảm, lượng hom trên mỗi đơn vị chiều dài rãnh tăng, do số hom đã ra khỏi bộ phân phối và rãi hom sẽ rơi tự do từ bộ phận phân phối đến rãnh trồng trên đoạn rãnh đã rạch ngắn hơn bình thường, đồng thời tạo nên khoảng trống làm sót hom trong đoạn kế tiếp cho đến khi tốc độ liên hợp máy ổn định.
Tuy nhiên, do đa số các vị trí sót hom trên từng hàng đơn không trùng nhau trên hàng kép, nên cây trên hàng còn lại có điều kiện phát triển mạnh hơn, hệ quả là năng suất giảm không đáng kể. Đây là ý kiến của nhiều Nhà Nông học và cũng là ưu thế nổi bậc của trồng mía hàng kép. Đồng mía xanh tốt, phủ đều sau 6 tháng trồng đã minh chứng cho điều này.
Hoạt động của bộ phận bón phân lót
Được theo dõi qua khả năng phân bố đồng đều theo khối lượng qui định cho mỗi loại phân.
Kết quả cho thấy, phân được bón lót đúng qui cách với khối lượng 300 ÷ 1000 kg/ha theo yêu cầu của từng loại phân và tập quán canh tác của các chủ đất.
Mật độ trồng và năng suất trồng
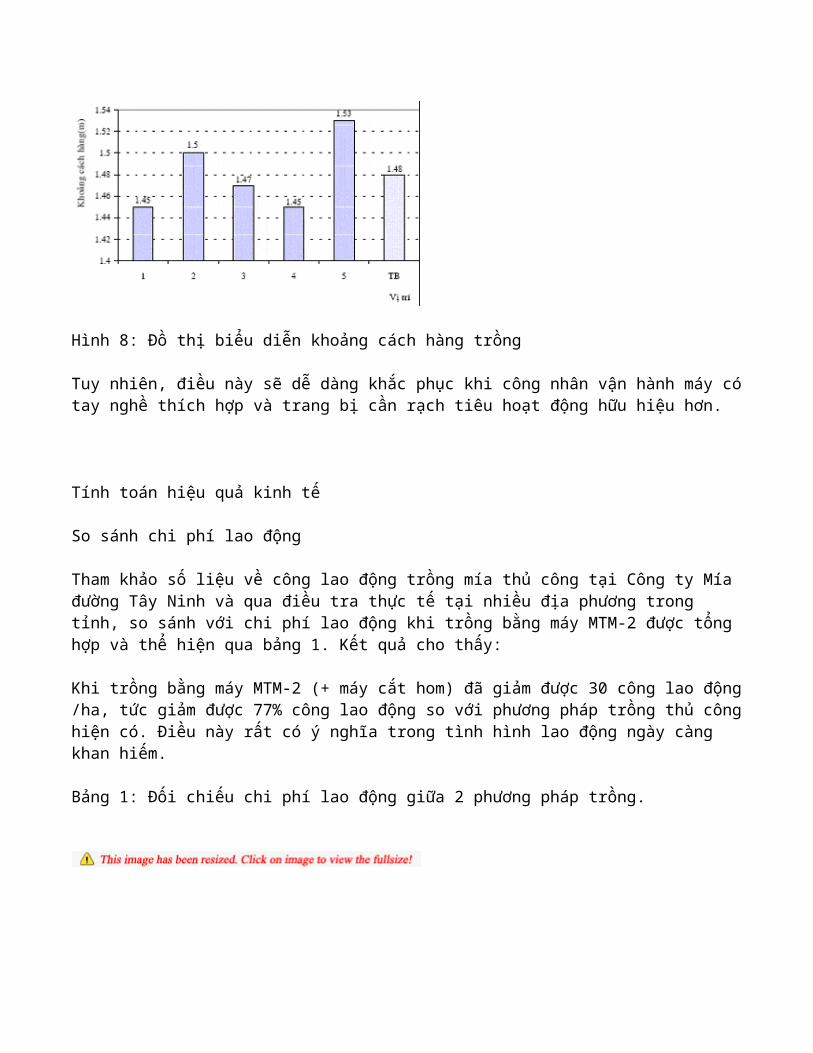
Tỉ lệ giữa mật độ trồng thực tế và mật độ trồng tính toán qua các thí nghiệm chỉ đạt khoảng 87% (48.350/55.500 hom). Nguyên nhân ngoài yếu tố sót hom (tỉ lệ ≈ 7,9%) còn do khoảng cách hàng trồng thực tế chưa đúng qui định, trung bình 1,48 m thay vì 1,4 m (hình 8).
Hình 8: Đồ thị biểu diễn khoảng cách hàng trồng

Tuy nhiên, điều này sẽ dễ dàng khắc phục khi công nhân vận hành máy có tay nghề thích hợp và trang bị cần rạch tiêu hoạt động hữu hiệu hơn.
Tính toán hiệu quả kinh tế
So sánh chi phí lao động
Tham khảo số liệu về công lao động trồng mía thủ công tại Công ty Mía đường Tây Ninh và qua điều tra thực tế tại nhiều địa phương trong tỉnh, so sánh với chi phí lao động khi trồng bằng máy MTM-2 được tổng hợp và thể hiện qua bảng 1. Kết quả cho thấy:
Khi trồng bằng máy MTM-2 (+ máy cắt hom) đã giảm được 30 công lao động /ha, tức giảm được 77% công lao động so với phương pháp trồng thủ công hiện có. Điều này rất có ý nghĩa trong tình hình lao động ngày càng khan hiếm.
Bảng 1: Đối chiếu chi phí lao động giữa 2 phương pháp trồng.
Ghi chú: Lao động thủ công làm việc bình quân 6 giờ/ ngày.
Công nhân lái liên hợp máy kéo- máy rạch hàng khoảng 4 ha/ ngày.
(**) Nhân công chuẩn bị, trộn, tiếp phân lên máy
(***) Công nhân lái máy kéo + phục vụ máy trồng, trồng 2÷ 3 ha/ngày
So sánh giá thành trồng mía
Giá thành trồng mới 1ha mía bằng thủ công tham khảo tại Công ty mía đường Tây Ninh thể hiện qua bảng 1, số liệu này không khác nhiều so với giá trồng tại nhiều địa phương khác nhau, khoảng 1,1 đến 1,2 triệu đồng/ha.

Bảng 2: Chi phí công trồng mới 01 ha bằng thủ công
Đối với qui trình trồng bằng máy MTM-2 (+máy cắt hom), giá thành trồng bao gồm chi phí khấu hao máy kéo, nhiên liệu, dầu mỡ khi sử dụng; chi phí sưoe dụng máy trồng mía và máy cắt hom, nhiên liệu, dầu mỡ vận hành máy.
Việc tính toán dựa trên cơ sở:
- Giá máy trồng mía + máy cắt hom 160 triệu đồng, giá máy kéo 190 triệu đồng, thời gian
khấu hao 10 năm (10%/ năm), lãi tín dụng 1,2%/tháng, thời gian hoạt động của máy kéo 1925 h/năm (11 tháng/năm), máy cắt mía + máy cắt hom 562 h/năm (2,5 tháng/năm).
- Chi phí công nhân lái máy 50.000 đ/công (2 ha/ngày), công nhân lao động phục vụ 25.000 đ/công (8 lao động/ha).
- Các chi phí về nhiên liệu, dầu mở … tính theo giá thị trường.
Kết quả, tổng giá thành cho khâu trồng mía bằng máy theo tính toán được là 704.000 đ/ha (chi phí trực tiếp 640.000 đ/ha + lãi tín dụng 10%), giảm ≈ 40% so với trồng bằng thủ công.
Tổng hợp so sánh giữa 2 phương pháp trồng máy và thủ công tóm tắt như bảng 3. Khi trồng bằng máy, lượng hom giống sử dụng có cao hơn so với trồng bằng thủ công, nhưng năng suất dự đoán sẽ cao hơn ít nhất ≈ 25% (dựa vào quan sát thực tế, tham khảo các chuyên gia và nhất là các chủ ruộng mía đối tác).
Bảng 3. So sánh giữa hai phương pháp trồng máy và trồng thủ công
Kết luận
Tuy điều kiện bố trí thí nghiệm ngoài đồng có khó khăn, chưa đáp ứng các yêu cầu kỹ thuật nông học về khâu chuẩn bị đất trồng, hom giống… và cuối thời vụ trồng (vào mùa khô) nhưng các chỉ tiêu cơ bản

của máy như qui cách trồng, tỉ lệ cây mọc, mật độ cây, đều đạt yêu cầu.
Trong quá trình khảo nghiệm và đưa vào sản xuất cho thấy mẫu máy đã đáp ứng được các yêu cầu kỹ thuật đề ra ban đầu như:
Mật độ trồng đạt từ 40 000÷48 000 hom/ha so với yêu cầu từ 40 000÷55 000 hom/ha, tỉ lệ cây sống đạt khoảng 95%.
Cây phát triển tốt, ngay cả trong điều kiện thời tiết không thuận lợi (trồng cuối vụ, đã chuyển sang mùa khô) vì đất được giữ ẩm tốt do rạch hàng, bỏ hom, và lấp đất gần như tức khắc. Đây là ưu thế nổi bật của máy MTM-2 so với trồng thủ công.
Phân bón lót tập trung đúng vị trí, đúng khối lượng qui định và đồng đều đã tạo điều kiện cho cây đủ dinh dưỡng phát triển tốt ngay từ đầu.
Giảm nhiều số nhân công trực tiếp (77%), giảm giá thành trồng (40%), giảm cường độ lao động, và kéo dài thời vụ trồng mía trước mùa mưa hoặc cuối mùa khô là những ưu điểm vượt trội dễ nhận thấy.
Theo các chủ ruộng đã áp dụng trồng mía với máy MTM-2, khả năng năng suất vụ 1 tăng 20 -30 tấn/ ha (tăng 25%) là hiện thực
Th.S. Trần văn Khanh, TS. Phan Hiếu Hiền, Trần văn Tuấn, ThS. Nguyễn văn Xuân - Đại học Nông Lâm TP HCM, Trung tâm Năng lượng – MNN và Khoa Cơ khí – Công nghệ
Phạm văn Tấn, Tôn Thất Hải - Trung tâm NC Cơ Điện, Phân viện Cơ Điện NN tại TP.HCM
( theo hiendaihoa.com )
Máy trồng mía ( P2 )
Bộ phận tạo rãnh của máy trồng mía bán cơ giới MTB-1,4 được nghiên cứu để chế tạo hoàn chỉnh cho máy MTB-1,4. Từ trước tới nay ở các vùng trồng mía, các máy rạch hàng chỉ được chế tạo theo mô phỏng sự làm việc của cày diệp mà chưa được nghiên cứu cụ thể theo yêu cầu kỹ thuật nông học. Bài báo này giới thiệu cách thiết kế chế tạo bộ phận rạch hàng phức hợp của máy MTB-1,4. Mục tiêu của việc thiết kế chế tạo, thử nghiệm bộ phận rạch hàng là để hoàn thiện máy trồng mía hom bán cơ giới, nhằm đảm bảo kỹ thuật trồng mía để có năng suất cao

PGS.TS. Nguyễn Quang Lộc
Mở đầu
Bộ phận rạch hàng của máy trồng mía bán cơ giới MTB-1,4 có nhiệm vụ tạo rãnh để đồng thời máy nhả phân bón vào rãnh và đặt hom mía vào đáy rãnh theo yêu cầu kỹ thuật nông học (YCKTNH).
Trong thực tế sản xuất ở các vùng trồng mía,bà con thường tự chế tạo lưỡi rạch hàng (một hoặc hai lưỡi tuỳ công suất của máy kéo). Các lưỡi rạch hàng này phỏng theo kiểu làm việc của cày diệp, có hai cánh diệp,nhờ thế khi kéo sau máy kéo, lưỡi rạch hàng sẽ vạch ra hàng lối cho việc bỏ phân,đặt hom và lấp lại. Cũng có nơi bà con dùng cày chảo phá lâm (cày chảo có trụ biệt lập), tháo bỏ bớt chảo để sử dụng cho việc tạo rãnh. Đó là cách tạo rãnh nhờ vào sự lật đất cúa một chảo cày cuối cùng.
Các phương pháp rạch hàng này đều không thoả mãn được YCKTNH cho việc tạo rãnh đặt hom trong kỹ thuật trồng mía.Nó chỉ làm được một việc là “rạch hàng”, đúng như tên gọi của nó mà không thoả mãn những điều kiện tối ưu cho việc phát triển của mầm mía trên hom mía trong quá trình sinh trưởng sau này và vì thế nó làm hạn chế năng suất mía.
Trong tổng thể thiết kế chế tạo máy trồng mía hom bán cơ giới MTB-1,4 việc thiết kế chế tạo bộ phận tạo rãnh để đặt hom được đặt ra như một điều kiện tiên quyết cho việc làm thoả mãn các YCKTNH, nhằm đảm bảo những điều kiện tối ưu cho sự phát triển tốt các mầm mía để góp phần nâng cao năng suất mía.
Các yêu cầu kỹ thuật nông học (YCKTNH) khi tạo rãnh trồng mía:
- Đảm bảo độ sâu của rãnh là 25-27 cm
- Tạo rãnh nhưng hạn chế tối đa lật lớp đất ẩm ở dưới lên
- Có một lớp đất tơi trên mặt đáy rãnh dày 3-5-cm
- Đáy rãnh đủ rộng để đặt hai hom mía song song hoặc hai hom gối đầu
- Hàng phải thẳng,khoảng cách giữa hai đường biên cũng phải có khoảng cách là 1,4 m để các máy chăm sóc có thể làm việc liên hoàn trong thời gian sinh trưởng của mía.
Máy MTB 1,4 làm việc trên mặt ruộng đã được cày bừa kỹ, mặt ruộng khá bằng phẳng,đất tơi (khi trời khô) và dính nhão (khi trời mưa), vì thế bánh xe hạn chế độ sâu khó lăn một cách ổn định.Trong thiết kế chúng tôi chọn bánh xe loại bánh bơm với hy vọng nó linh hoạt hơn bánh sắt,có đường kính là 480 mm (Xem thiết kế chế tạo máy trồng mía bán cơ giới MTB-1,4). Bánh xe này không chỉ làm nhiệm vụ giới hạn độ sâu mà còn dẫn động cho trục phân phối phân bón và trục phân phối hom mía.
Thiết kế chế tạo bộ phận tạo rãnh:
Căn cứ vào YCKTNH cho một rãnh trồng mía, bộ phận tạo rãnh phải thoả mãn hai yêu cầu cơ bản:
- Một là nó có thể ăn sâu vào đất tới 25-27 cm hoặc hơn nữa.

- Hai là tạo rãnh đặt hom mà việc lật đất ẩm lên trên là ít nhất.
Xuất phát từ đó ,bộ phận tạo rãnh đươc thiết kế gồm hai phần như ở hình 1
Hình 1. Bộ phận tạo rãnh liên hợp
1,2,3: Phần tạo khả năng ăn sâu vào đất, chuyển đất (lưỡi rạch); 4,5: Phần tạo rãnh đặt hom
1: Mũi của lưỡi rạch; 2. Diệp chuyển đất; 3,4:Trụ; 5: Bộ phận tạo rãnh; 6:Thanh giằng
Bộ phận tạo khả năng ăn sâu vào đất và chuyển đất (lưỡi rạch):
Mũi (1) của lưỡi rạch được bắt trên trụ (3) bằng bu-long chìm. Góc ăn vào đất của mũi lưỡi rạch được thiết kế từ 21-25°, nhằm tăng khả năng ăn sâu vào đất. Nếu đất được cày sâu tới 30 cm thì khả năng làm việc của mũi rạch là rất bình ổn song trong thực tế bà con chỉ cày sâu được tối đa là 22 cm, vì thế khi ăn sâu tới 25-27 cm, mũi của lưỡi rạch phải sục sâu vào nền đất do đó rất chóng mòn. Nó được chế tạo rời để dễ thay thế khi mòn. Bề rộng của hai cánh lưỡi rạch là 20cm, tạo đáy có bề rộng đạt 15-20 cm. Hai cánh của mũi (1) được mài sắc cạnh để việc cắt tách đất được dễ dàng.
Diệp chuyển đất (2) được hàn vào trụ (3), phía sau có hàn thanh chống diệp vừa tăng cứng cho diệp vừa giới hạn độ mở của cánh diệp,liên kế với bộ phận tạo rãnh phía sau.Diệp được thiết trên nguyên tắc chỉ chuyển đất mà không lật đất.Do đó góc lật β của diệp cày bị hạn chế ở mức tối thiểu.Góc α khi thiết kế được lựa chọn sao cho phù hợp giữa độ nâng khối đất và chuyển nó sang hai bên.Do vậy lý thuyết để áp dụng cho việc thiết kế bề mặt diệp chủ yếu dựa vào phương pháp thiết kế của N.V.Xlátkov.Đó là nguyên lý bề mặt diệp được gầy nên bởi đường sinh tựa trên hai đường cong chuẩn chuyển động song song với mặt phẳng đáy luống.Góc α được thiết kế tăng chậm đẻ giúp cho đất trên mặt diệp trượt dễ dàng.
Trụ: được tính toán theo một dầm coxon chịu lực ở mặt cắt nguy hiểm và xác định kích thước của trụ thông qua tính toán này.Trụ được chế tạo bằng phương pháp rèn .Để tăng độ cứng vững,trụ của lưỡi rạch được bắt với trụ của bộ phận tạo rãnh bằng một thanh giằng (6).

Bộ phận tạo rãnh:
Để tạo khoảng khộng gian cho rãnh cần tạo, bộ phận tạo rãnh sẽ tiếp nhận phần đất mà diệp nâng chuyển về hai bên và phía sau,ép và đẩy đất tiếp tục sang hai bên, tạo thành rãnh đất như mong muốn. Đất mà máy tạo rãnh là đất đã được cày bừa kỹ,tơi vỡ thành cục có đường kính 4-6 cm, không kết dính với nhau thành thỏi đất (Thỏi đất lý tưởng trong lý thuyết cày diệp)do vậy trong quá trình chuyển đất, rất nhiều cục đất sẽ bị rơi trở lại khoảng không gian mà diệp vừa nâng lên và chuyển đi. Nhiệm vụ của bộ phận tạo rãnh là tiếp tục đẩy các cục đất rời rạc này sang hai bên tạo thành một không gian thực sự của rãnh khi bộ phận tạo rãnh đi qua. Bộ phận tạo rãnh được mô tả trên hình 2.
Hình 2: Cấu tạo bộ phận tạo rãnh
1:Trụ ; 2: Cánh ép đất tạo rãnh; 3:Thanh giằng
Bộ phận tạo rãnh được thiết kế đủ độ lớn và đủ dài, góc mở và phải cần ép hết số đất mà diệp chuyển tới để tạo thành rãnh như mong muốn. Trong quá trình này một số đất có kích thước nhỏ 2-3 cm sẽ bị rơi trở lại,điều này lại rất có lợi vì nó đáp ứng đươc yêu cầu phải có một lớp đất tơi trên đáy rãnh vừa được tạo thành.
Liên kết giữa hai trụ và giữa trụ với khung:
Liên kết giữa hai trụ:
Khoảng cách giữa hai trụ được xác định bằng thực nghiệm nhằm tạo điều kiện tối ưu cho sự chuyển tiếp khối đất mà hai cánh diệp chuyển về phía sau. Khoảng cách giữa hai trụ sẽ được chấp nhận khi mà khối đất ở trên diệp vừa kết thúc sự chuyển lên cao và bắt đầu rới xuống. Giữa hai trụ có thanh giằng (6) được bắt bằng bulong.
Liên kết giữa trụ và khung:
Khung của máy MTB-1,4 được chế tạo đặc biệt để có thể gá lắp được nhiều cụm chi tiết của các phần tổng thành của máy (Hình 3) Nó gồm có hai thanh ngang (2) và nhiều thanh dọc (3) để có thể bắt trên đó nhiều chi tiết khác. Các trụ của bộ phận tạo rãnh được bắt bằng các ốp đặc biệt lên hai thanh dọc có khoảng cách là 1,4m. Các ốp đặc biệt này cho phép điều chỉnh được độ sâu của lưỡi rạch như mong muốn.
Hình 3. Sơ đồ khung máy và cụm chi tiết rạch rãnh của máy MTB-1,4.
1: Bánh xe dẫn động và giới hạn độ sâu; 2:Thanh ngang của khung; 3:Thanh dọc; 4:Trụ của bộ phận tạo rãnh; 5:Tấm ốp; 6:Thanh giằng giữa hai trụ; 7:Thùng chứa phân bón.
Kết quả thực hiện:
Để hoàn thiện việc chế tạo bộ phận bỏ hom của máy, phần bón phân và bộ phận tạo rãnh được hoàn chỉnh và thử nghiệm. Trên hình 4 là toàn cảnh máy đã chế tạo xong phần bón phân và tạo rãnh.
Phần bón phân đã được tính toán thiết kế chế tạo để bón lượng phân 200-300 kg/ha, cụ thể là trên quãng đường di chuyển một lượt của máy trồng mía, trên chiều dài 300 m (kích thước chuẩn để CGH đồng bộ) lượng phân bón cho một đường là 9 kg. Đất dùng cho thử nghiệm là loại đất cát pha (giống đất mía của Tây Ninh), đã được cày bừa kỹ. Trên hình 5 là cảnh máy đang thử nghiệm. Tốc độ làm việc 2 km/h.
Hình 5. Máy MTB-1,4 đang tạo rãnh và bỏ phân

Hình 6. Rãnh bà con rạch và đang đặt hom
Hình 7. Rãnh do bộ phận phức hợp tạo ra
Tài liệu tham khảo:
1. Đoàn Văn Điện-Nguyễn Bảng-Lý thuyết tính toán máy nông nghiệp-ĐHNL-1996.
2. Nguyễn Quang Lộc-Cơ giới hoá sản xuất cây trồng-NXB-Nông nghiệp-1991.
3. Nguyễn Quang Lộc-Hệ thống máy làm đất trồng-GT, ĐHNL-1999.
4. Nguyễn Quang Lộc-Hệ thống máy gieo trồng-GT, ĐHNL-2001.
5. Nguyễn Quang Lộc-Đặng Hữu Dũng-Thiết kế chế tạo máy trồng mía hom bán cơ giới TMB-1,4 (Tính toán, chế tạo khảo nghiệm phần bón phân lót ) - Kỷ yếu hội nghị KH-Khoa Cơ Khí Công Nghệ-ĐHNL-2002( theo hiendaihoa.com )
Công cụ máy CNC: một cái nhìn toàn diện
Phần 1Máy CNC (computer numerical controlled) là những công cụ gia công kim loại tinh tế có thể tạo ra những chi tiết phức tạp theo yêu cầu của công nghệ hiện đại. Phát triển nhanh chóng với những tiến bộ trong máy tính, ta có thể bắt gặp CNC dưới dạng máy tiện, máy phay, máy cắt laze, máy cắt tia nước có hạt mài, máy đột rập và nhiều công cụ công nghiệp khác. Thuật ngữ CNC liên quan đến một nhóm máy móc lớn sử dụng logic máy tính để điều khiển các chuyển động và thực hiện quá trình gia công kim loại. Bài viết này sẽ thảo luận hai loại máy phổ biến nhất trên thị trường hiện nay là máy tiện và máy phay.

( image: fagor-automation.com )
Lịch sử Mặc dù máy tiện chế biến gỗ đã được sử dụng từ thời Kinh Thánh, nhưng chiếc máy tiện gia công kim loại thực tế đầu tiên mới được Henry Maudslay phát minh vào năm 1800. Nó chỉ đơn giản là một công cụ máy giữ mẩu kim loại đang được gia công (hay phôi) trong một bàn kẹp hay trục quay và quay mẩu kim loại này, vì vậy một công cụ cắt có thể gia công bề mặt theo đường mức mong muốn. Công cụ cắt này được nhân viên vận hành vận dụng qua việc sử dụng cái quay tay hay vô lăng. Độ chính xác về kích cỡ được nhân viên vận hành điều khiển bằng cách quan sát đĩa chia độ trên vô lăng và di chuyển công cụ cắt theo số lượng hợp lý. Mỗi chi tiết được sản xuất ra đòi hỏi vận hành viên lặp lại những cử động trong cùng trình tự và với cùng kích thước. Chiếc máy phay đầu tiên được vận hành theo cách thức tương tự như vậy, ngoại trừ công cụ cắt được đặt ở trục chính đang quay. Phôi được lắp trên bệ máy hay bàn làm việc và di chuyển theo công cụ cắt, qua việc sử dụng vô lăng để gia công đường mức của phôi. Chiếc máy phay này do Eli Whitney phát minh năm 1818. Những chuyển động được sử dụng trong các công cụ máy được gọi là trục và đề cập đến 3 trục: “X” (thường từ trái qua phải), “Y” (trước ra sau) và “Z” (trên và dưới). Bàn làm việc cũng có thể được quay theo mặt ngang hay dọc, tạo ra trục chuyển động thứ tư. Một số máy còn có trục thứ năm, cho phép trục quay theo một góc. Một trong những vấn đề của những dòng máy ban đầu này là chúng đòi hỏi nhân viên vận hành phải sử dụng vô lăng để tạo ra mỗi chi tiết. Ngoài tính nhàm chán và gây mệt mỏi về thể chất, khả năng chế tạo các chi tiết của vận hành viên cũng bị hạn chế. Chỉ một khác biệt nhỏ trong vận hành sẽ dẫn đến những thay đổi trong kích thước trục và khi đó, tạo ra những chi tiết không phù hợp. Mức độ kim loại vụn được tạo ra từ những hoạt động như vậy là khá cao, lãng phí nguyên liệu thô và thời gian lao động. Khi số lượng sản xuất tăng lên, càng có nhiều chi tiết bị hỏng. Do đó, điều cần thiết ở đây là một phương tiện vận hành các chuyển động của máy một cách tự động. Những nỗ lực ban đầu để “tự động hóa” các hoạt động này sử dụng một loạt cam để di chuyển dao cụ hay bàn làm việc qua những liên kết (linkage). Khi cam quay, một liên kết lần theo bề mặt của mặt cam (cam face), di chuyển công cụ cắt hay phôi qua một dãy các chuyển động. Mặt cam được định hình để điều khiển khối lượng chuyển động liên kết và tốc độ mà cam quay điều khiển tốc độ cấp dao. Một số máy vẫn còn tồn tại cho tới ngày nay và được gọi là máy “Swiss” (máy kiểu Thụy Sĩ), một cái tên đồng nghĩa với gia công chính xác.

Từ thiết kế sơ khai đến hoạt động ngày nayThiết kế máy CNC hiện đại bắt nguồn từ tác phẩm của John T. Parsons cuối những năm 1940 và đầu những năm 1950. Sau Thế chiến II, Parsons tham gia sản xuất cánh máy bay trực thăng, một công việc đòi hỏi phải gia công chính xác các hình dạng phức tạp. Parsons sớm nhận ra rằng bằng cách sử dụng máy tính IBM thời kì đầu, ông đã có thể tạo ra những thanh dẫn đường mức chính xác hơn nhiều khi sử dụng các phép tính bằng tay và sơ đồ. Dựa trên kinh nghiệm này, ông đã giành được hợp đồng phát triển một “máy cắt đường mức tự động” cho Không quân để tạo mặt cong cho cánh máy bay. Sử dụng một đầu đọc thẻ máy tính và các bộ điều khiển động cơ trợ động (servomotor) chính xác, chiếc máy được chế tạo cực kì lớn, phức tạp và đắt đỏ. Mặc dù vậy, nó làm việc một cách tự động và sản xuất các mặt cong với độ chính xác cao đáp ứng nhu cầu của ngành công nghiệp máy bay. Đến những năm 1960, giá thành và tính phức tạp của những chiếc máy tự động giảm đến một mức độ nhất định để có thể ứng dụng trong các ngành công nghiệp khác. Những chiếc máy này sử dụng các động cơ truyền động điện một chiều để vận dụng vô lăng và vận hành dao cụ. Các động cơ này nhận chỉ dẫn điện từ một đầu đọc băng từ – đọc một băng giấy có chiều rộng khoảng 2,5cm có đục một hàng lỗ. Vị trí và thứ tự lỗ cho phép đầu đọc sản xuất ra những xung điện cần thiết để quay động cơ với thời gian và tốc độ chính xác, trong thực tế nó điều khiển máy giống như nhân viên vận hành. Các xung điện được quản lý bởi một máy tính đơn giản không có bộ nhớ. Chúng thường được gọi là NC hay máy điều khiển số. Một nhà lập trình sản xuất băng từ trên một máy giống như máy đánh chữ, hay chính xác hơn là những “băng giấy” được sử dụng ở những máy tính thời kì đầu, sử dụng như một “chương trình”. Kích cỡ của chương trình được xác định bởi độ dài của băng cần phải đọc để sản xuất ra một chi tiết cụ thể. Câu chuyện về việc kết nối những chiếc máy tính với máy móc sản xuất gây nhiều tò mò và tranh cãi. Nó minh họa cách thức gắn kết giữa ngành công nghiệp, các trường đại học và quân đội trong thế kỉ 20. Câu chuyện cũng cho thấy thật khó để quy ra rằng nhiều sáng tạo là do một cá nhân hay một cơ quan.

Phân loại ai làm gì, khi nào và với ảnh hưởng gì là một công việc đầy phức tạp. Năm 1947, John Parsons quản lý một hãng sản xuất hàng không ở thành phố Traverse, Michigan. Đối mặt với tính phức tạp ngày càng cao của hình dạng chi tiết và những vấn đề về toán học và kỹ thuật mà họ gặp phải, Parsons đã tìm ra những biện pháp để giảm chi phí kỹ thuật cho công ty. Ông đã xin phép International Business Machine sử dụng một trong những chiếc máy tính văn phòng trung ương của họ để thực hiện một loạt các phép toán cho một cánh máy bay trực thăng mới. Cuối cùng, ông đã dàn xếp với Thomas J. Watson, chủ tịch huyền thoại của IBM, nhờ đó IBM sẽ làm việc với tập đoàn Parsons để tạo ra một chiếc máy được điều khiển bởi các thẻ đục lỗ. Nhanh chóng, Parsons cũng ký được hợp đồng với Air Force để sản xuất một chiếc máy được điều khiển bằng thẻ hay băng từ có khả năng cắt các hình dạng đường mức giống như những hình trong cánh quạt và cánh máy bay. Sau đó, Parsons đã đến gặp các kĩ sư ở Phòng thí nghiệm cơ cấu phụ thuộc Viện Công nghệ Massachusetts (MIT) nhờ hỗ trợ dự án. Các nhà nghiên cứu MIT đã thí nghiệm nhiều kiểu quá trình khác nhau và cũng đã làm việc với các dự án Air Force từ thời Thế chiến II. Phòng thí nghiệm MIT đã nhận thấy đây là một cơ hội tốt để mở rộng nghiên cứu sang lĩnh vực điều khiển và cơ cấu phản hồi. Việc phát triển thành công các công cụ máy CNC đã được các nhà nghiên cứu của trường đại học đảm trách với mục tiêu đáp ứng nhu cầu của các nhà bảo trợ quân đội. Với những tiến bộ trong điện tử tích hợp, băng từ đã bị loại bỏ và nếu có thì chỉ được sử dụng để tải (load) các chương trình vào bộ nhớ từ. Các máy CNC hiện đại hoạt động bằng cách đọc hàng nghìn bit thông tin được lưu trữ trong bộ nhớ máy tính chương trình. Để đặt thông tin này vào bộ nhớ, nhân viên lập trình tạo ra một loạt lệnh mà máy có thể hiểu được. Chương trình có thể bao gồm các lệnh “mã hóa”, như “M03” – hướng dẫn bộ điều khiển chuyển trục chính tới một vị trí mới hay “G99” – hướng dẫn bộ điều khiển đọc một đầu vào phụ từ một quá trình nào đó trong máy. Các lệnh mã hóa là phương thức phổ biến nhất để lập trình một công cụ máy CNC. Tuy nhiên, sự tiến bộ trong máy tính đã cho phép các nhà sản xuất công cụ máy tạo ra “lập trình hội thoại”. Trong lập trình hội thoại, lệnh “M03” được nhập đơn giản như “MOVE” và “G99” là “READ”. Kiểu lập trình này cho phép đào tạo nhanh hơn và nhân viên lập trình không phải nhớ nhiều ý nghĩa của mật mã. Tuy nhiên, cần phải lưu ý rằng hầu hết các máy sử dụng lập trình hội thoại vẫn đọc các chương trình mã hóa, do đó ngành công nghiệp vẫn đặt nhiều niềm tin vào dạng lập trình này. Bộ điều khiển cũng giúp nhân viên lập trình tăng tốc độ sử dụng máy. Ví dụ, trong một số máy, nhân viên lập trình có thể đơn giản chỉ cần nhập dữ liệu về vị trí, đường kính và chiều sâu của một chi tiết và máy tính sẽ lựa chọn phương pháp gia công tốt nhất để sản xuất chi tiết đó dưới dạng phôi. Thiết bị mới nhất có thể chọn một mẫu kỹ thuật được tạo ra từ máy tính, tính toán tốc độ dao cụ, đường vận chuyển vật liệu vào máy và sản xuất chi tiết mà không cần bản vẽ hay một chương trình.
Công cụ máy CNC: một cái nhìn toàn diện
Phần 2Sự tiến bộ trong máy tính và trí thông minh nhân tạo sẽ làm cho những chiếc máy CNC

tương lai nhanh hơn và dễ vận hành hơn. Tất nhiên, giá của những chiếc máy như vậy chắc chắn sẽ không rẻ và có thể vượt quá tầm với của nhiều công ty. Tuy nhiên, nó sẽ đưa giá của những máy CNC cơ bản thực hiện những chuyển động 3 trục ban đầu xuống một mức độ nhất định.
Lịch sử phát triển
Thiết kế hiện đại và nguyên liệu thô
Các thành phần cơ khí của máy phải đủ cứng và vững để hỗ trợ nhanh chóng các chi tiết chuyển động. Trục chính thường là chi tiết vững nhất và được hỗ trợ bởi các ổ trục lớn. Dù trục chính có giữ sản phẩm hay dao cụ, đặc tính kẹp tự động cho phép trục chính kẹp và nhả trong khi chương trình đang chạy.
Gắn bên sườn máy là một máng chứa nhiều dao cụ khác nhau. Một cánh tay vận chuyển (transfer arm), đôi khi có tên gọi là tool bar có nhiệm vụ tháo dao cụ ra khỏi máy, đặt nó vào trong máng, lựa chọn một dao cụ khác từ máng và đưa nó trở lại máy thông qua những chỉ dẫn trong chương trình. Thời gian chu kì điển hình để thực hiện thủ tục này là 2 – 8 giây. Một số máy có thể chứa tới 400 dao cụ trong những “tổ” lớn, mỗi tổ tự động tải theo trình tự khi chương trình đang chạy.
Máng dao
Bệ hay bàn làm việc của máy được đỡ trên các mặt (way) bằng thép tôi.
Gang hay Meehanite được sử dụng làm vật liệu cho các máy gia công kim loại. Ngày nay, hầu hết các máy đều tận dụng các mối thép hàn cuộn nóng và rèn.
Một số máy được thiết kế như các khoang (cell), có nghĩa là chúng có một nhóm các chi

tiết chuyên biệt được thiết kế đế sản xuất. Các máy này có các máng dao cụ lớn để có thể chứa đủ dao cụ nhằm thực hiện tất cả các hoạt động khác nhau trên mỗi chi tiết khác nhau, các bàn làm việc lớn hay khả năng thay đổi bàn làm việc và các đồ dự trữ đặc biệt trong bộ điều khiển cho đầu vào dữ liệu từ các máy CNC khác. Điều này cho phép lắp ráp máy CNC cùng với các loại máy có trang bị tương tự thành một khoang gia công linh hoạt (Flexible Machining Cell), khoang này có thể sản xuất đồng thời hơn một chi tiết. Mỗi nhóm khoang, có chứa tới 20 hay 30 máy và có tên gọi là Hệ thống gia công linh hoạt. Những hệ thống này có thể sản xuất hàng trăm chi tiết khác nhau ở cùng thời điểm mà không cần con người can thiệp nhiều. Một số hệ thống được thiết kế để hoạt động cả ngày lẫn đêm mà không cần giám sát.
Quy trình sản xuất
Cho đến gần đây, hầu hết các trung tâm gia công được chế tạo theo các thông số kỹ thuật của khách hàng. Giờ đây, thiết kế công cụ chuẩn hóa cho phép chế tạo các máy để lưu kho và bán sau này vì những thiết kế mới có thể thực hiện tất cả những hoạt động cần thiết của hầu hết người sử dụng. Chi phí của một máy CNC mới dao động trong khoảng 50.000 USD (trung tâm đứng) cho đến 5 triệu USD (hệ thống gia công linh hoạt). Quá trình sản xuất được tiến hành như sau:
Hàn bệ Bệ máy hoặc là khuôn đúc hoặc là được hàn cùng nhau. Sau đó nó được nhiệt luyện để loại bỏ ứng suất hàn và để “bình thường hóa” kim loại cho quá trình gia công. Bệ được gắn cố định vào một trung tâm gia công.
Bắt vít me bi
Cơ chế di chuyển bệ hay trục quay được gọi là vít me bi (ballscrew). Cơ chế này làm thay đổi chuyển động quay của động cơ truyền động thành chuyển động tuyến tính và bao gồm một trục vít (screw shaft) và ổ trục đỡ. Khi trục quay, một ổ trục gắn lần theo các đường rãnh hình xoắn ốc trong trục và sản sinh ra một chuyển động tuyến tính chính xác làm quay bàn làm việc ở dưới trục chính hay giá đỡ trục chính. Những vít me bi này được bắt vào bệ máy với ổ trục gắn ghép vào bàn làm việc hay giá đỡ trục chính.
Lắp trục chính Trục chính được gia công và gắn vào động cơ truyền động, rồi sau đó được bắt bùloong vào giá đỡ trục chính di động. Đối với hầu hết các trung tâm gia công, mỗi trục chuyển động đều có vít me bi riêng biệt.
Bộ điều khiển Máy tính, hay bộ điều khiển là một bộ phận lắp ráp điện tử tách biệt hẳn với phần còn lại của máy. Nó có một hộp điều hòa khí hậu gắn bên sườn khung máy hay trong bàn điều khiển của vận hành viên. Nó chứa đựng tất cả bộ nhớ hoạt động, bảng máy tính, cấp nguồn, và mạch điện tử khác để làm cho máy hoạt động. Hệ thống dây được phân loại kết nối bộ điều khiển tới động cơ máy và các khe trượt vị trí. Các khe trượt này liên tiếp gửi thông tin về vị trí trục tới bộ điều khiển, do đó vị trí chính xác của bàn làm việc trong mối

quan hệ với trục chính luôn được biết đến. Mặt trước của bộ điều khiển có một màn hình video hiển thị thông tin chương trình, vị trí, tốc độ và vật liệu cung cấp cho máy cùng nhiều dữ liệu khác cần thiết cho vận hành viên để giám sát chỉ tiêu của máy. Cũng trên panel trước là các phím nhập dữ liệu vào, các cổng kết nối dữ liệu và các công tắc khởi động-dừng.
Máy sau khi lắp ráp được chạy thử để kiểm tra độ chính xác. Mỗi máy có những điểm khác biệt về vật lý và những điểm khác biệt này có thể được chỉnh sửa toán học trong hệ điều hành của máy tính. Những giá trị chỉnh sửa này được lưu trữ trong một bộ nhớ riêng biệt và máy sẽ liên tục kiểm tra những giá trị này. Khi trung tâm gia công trở nên “mòn” do sử dụng nhiều, những thông số này có thể được hiệu chuẩn lại để đảm bảo độ chính xác. Sau khi kiểm tra, chiếc máy hoàn tất sẽ được sơn và chuẩn bị để xuất xưởng.
Điều khiển chất lượng
Chất lượng trong một trung tâm gia công phải được thiết lập ngay từ khâu thiết kế tới khâu giao hàng và lắp đặt. Chỉ dẫn tỉ mỉ cho vận hành viên cũng quan trọng nhằm ngăn chặn hư hỏng, sự xung đột ngoài ý muốn giữa công việc với dao cụ vì những hư hỏng có thể làm hỏng dao cụ hay hỏng máy. Nhiều bộ điều khiển có những chương trình phụ để hiểu được sự cố đang đe dọa và đưa máy vào chế độ dừng khẩn cấp. Tất cả các máy CNC đều được vận chuyển đặc biệt nhằm tránh va đập và được các kỹ thuật viên giàu kinh nghiệm thiết lập cẩn thận tại nhà máy. Những hệ số chỉnh sửa ban đầu được ghi lại để tham khảo sau này. Sách hướng dẫn về lập trình, vận hành và bảo dưỡng cũng được cung cấp.
Tương lai
Các loại máy CNC sẽ có một tương lai bùng nổ mạnh mẽ. Một ý tưởng đang được phát triển là một chiếc máy có trục chính được treo lên bởi sáu thanh giằng vít me bi lồng vào nhau. Chuyển động của trục chính được điều khiển bởi một máy tính phức tạp có khả năng thực hiện hàng triệu phép tính để đảm bảo đường mức chi tiết chính xác. Phải mất vài triệu đô la để phát triển và sử dụng toán học độc quyền cấp độ cao, chiếc máy này hứa hẹn khả năng thực hiện những hoạt động chưa từng nghe thấy trong gia công kim loại. Sự tiến bộ trong máy tính và trí thông minh nhân tạo sẽ làm cho những chiếc máy CNC tương lai nhanh hơn và dễ vận hành hơn. Tất nhiên, giá của những chiếc máy như vậy chắc chắn sẽ không rẻ và có thể vượt quá tầm với của nhiều công ty. Tuy nhiên, nó sẽ đưa giá của những máy CNC cơ bản thực hiện những chuyển động 3 trục ban đầu xuống một mức độ nhất định.Tìm hiểu về phanh khí nén
Đối với phanh khí nén, điều tài tình nhất là nếu toàn bộ khí bị rò rỉ hết ra ngoài thì cơ cấu phanh dừng sẽ được kích hoạt tự động và hãm cả đoàn tàu lại. Trong khi đó, nếu phanh thuỷ lực bị rò rỉ hết dầu phanh thì sẽ thực sự là một thảm họa.

George Westinghouse và lịch sử phát triển của phanh khí nénTàu hỏa, xe buýt và các xe đầu kéo đều lựa chọn phanh khí nén mà không sử dụng phanh thuỷ lực bởi vì dầu phanh có thể bị chảy hết khỏi hệ thống nếu có rò rỉ, còn khí nén thì không bị như vậy! Mặt khác, các phương tiện nêu trên thuộc nhóm vận tải hạng nặng (cả người và hàng hóa) nên yêu cầu về độ an toàn là tối quan trọng. Một đoàn tàu cao tốc sử dụng phanh thủy lực sẽ trở thành một đoàn tàu tử thần lao đi với tốc độ của một viên đạn nếu chẳng may dầu phanh bị rò rỉ.

Trước khi phanh khí nén ra đời, các đoàn tàu hỏa sử dụng một hệ thống phanh thô sơ cần có người điều khiển ở mỗi toa (người gác phanh) để kéo phanh tay khi có hiệu lệnh của lái tàu. Kiểu phanh thủ công thiểu hiệu quả này sau đó bị thay thế bằng hệ thống phanh khí nén trực tiếp, tức là sử dụng một máy nén cung cấp khí nén thông qua một ống dẫn vào bình chứa khí của mỗi toa. Khi lái tàu nhấn phanh, các đường ống được điền đầy khí nén để ép cứng các má phanh.Vào năm 1869, một kỹ sư tên là George Westinghouse - người thực sự nhận ra tầm quan trọng của tính an toàn đối với ngành công nghiệp đường sắt non trẻ lúc bấy giờ - đã sáng chế ra hệ thống phanh khí nén sử dụng van ba ngả đầu tiên, dùng cho xe chở khách chạy trên đường ray. Phanh của Westinghouse có nguyên lý hoạt động ngược hẳn so với kiểu phanh khí nén trực tiếp. Van ba ngả, như tên gọi của nó, có ba cửa nối tới ba đường khí khác nhau: một cửa dành cho ống dẫn chính từ bình tích khí, một cửa dẫn tới các xi-lanh công tác của cơ cấu phanh và cửa còn lại thông với các bình chứa phụ. Và như vây, một hệ thống “van ba ngả” sẽ thực hiện các chức năng sau:1. Nạp khí: Hệ thống cần được nạp đầy khí nén thì mới có thể nhả phanh. Nghĩa là, khi xe không hoạt động, nó luôn trong tình trạng được phanh. Chỉ khi áp suất trong hệ thống đạt tới mức thích hợp thì cơ cấu phanh dừng mới thôi tác dụng, xe sắn sàng hoạt động.2. Tác dụng phanh: Khi người điều khiển đạp phanh thì áp suất trong hệ thống sẽ giảm xuống.

Còn khi lượng khí trọng hệ thống giảm thì van ba ngả sẽ cho phép khí hồi về các bình chứa, đồng thời cơ cấu phanh thực hiện chức năng phanh.3. Nhả phanh: Sau khi thực hiện tác dụng phanh thì một lượng khí nén sẽ bị xả ra ngoài, sau đó áp suất trong hệ thống được tăng để nhả phanh.Thay vì dùng lực cơ học hay áp suất khí nén trực tiếp để tác dụng phanh giống như phanh thủy lực ngày nay, Westinghouse sử dụng một bình chứa luôn được cung cấp đầy khí nén ở áp suất công tác để nhả phanh. Nói cách khác, chế độ phanh trong hệ thống “van ba ngả” luôn được duy trì hoàn toàn cho đến khi có một lượng khí nén bị đẩy ra ngoài không khí. Điều tài tình nhất ở đây là giả sử toàn bộ khí nén bị rò rỉ hết ra ngoài thì mặc nhiên cơ cấu phanh dừng sẽ được kích hoạt một cách tự động và hãm cả đoàn tàu lại. Trong khi đó, nếu phanh thuỷ lực bị rò rỉ hết dầu phanh thì sẽ thực sự là một thảm họa.Ý tưởng của Westinghouse chính là những nguyên lý cơ bản cho các hệ thống phanh khí nén hiện đại đang được sử dụng rộng rãi trên tàu hỏa, xe buýt và đầu kéo. Vậy phanh khí nén trên các phương tiện đường bộ hiện nay hoạt động như thế nào?Hệ thống phanh trên xe tải và xe buýtCấu tạo chung và nguyên lý hoạt động của phanh khí nén trên các xe tải và xe buýt hiện nay cũng hoàn toàn giống như trên tàu hỏa với nguyên lý “van ba ngả”, khí nén chứa sẵn trong các đường ống, cách nhả phanh… Hầu như tất cả các phương tiện đường bộ sử dụng phanh khí nén hiện nay đều có chế độ nhả phân cấp – cho phép điều khiển mức độ nhả phanh từng phần tỷ lệ theo từng cấp độ gia tăng của áp suất.Sau đây là cấu tạo của một hệ thống phanh kiểu khí nén điển hình trên xe tải và xe buýt:- Máy nén khí (air compressor): nén và bơm khí tới các bình chứa để sẵn sàng sử dụng.- Van điều áp của máy nén khí (air compressor governor): điều khiển thời điểm bơm khí của máy nén vào các bình chứa để đảm bảo thể tích khí đủ tiêu chuẩn.- Các bình chứa (air reservoir tanks): chứa khí nén cho toàn hệ thống.- Các van xả hơi nước (drain valves): nằm phía dưới thân các bình chứa, dùng để xả hơi nước lẫn trong khí nén.- Tổng van phanh (foot valve): khi nhận tác động từ chân phanh sẽ điều khiển nhả khí nén từ các bình chứa.- Bầu phanh (brake chambers): thường là một bình hình trụ có nhiệm vụ tạo lực đẩy lên đòn điều chỉnh khe hở má phanh thông qua một cần đẩy để quay cơ cấu cam phanh xe.- Cần đẩy (push rod): một thanh nối bằng thép hoạt động tương tự như một pit-tông nối giữa bầu phanh với đòn điều chỉnh khe hở má phanh.- Đòn điều chỉnh khe hở má phanh (slack adjusters): một tay đòn nối cần đẩy với cơ cấu cam kiểu chữ S để điều chỉnh khe hở giữa guốc phanh và tang phanh.- Cam kiểu chữ S (brake s-cam): cơ cấu cam kiểu chữ S ép các guốc phanh vào sát tang phanh để phanh xe.- Guốc phanh (brake shoes): các kim loại được phủ một lớp vỏ đặc biệt nhằm tạo ra ma sát với tang phanh.- Lò xo hồi vị (return spring): một lò xo cứng được nối với các guốc phanh ở mõi bánh xe nhằm giữ các guốc ở vị trí không phanh khi không bị ép bởi cơ cấu cam.

Hỗ trợ phanh khẩn cấp (phanh dừng) cũng là một phần không thể thiếu của một hệ thống phanh khí nén tiêu chuẩn và có thể được kích hoạt bằng cách kéo một nút trên bàng điều khiển trung tâm, gần với đèn báo sự cố kiểm tra phanh. Trước khi vận hành một chiếc xe dùng phanh khí nén, lái xe phải ấn nút phanh khẩn cấp để nạp khí nén cho hệ thống. Ngay khi đường dẫn phanh khẩn cấp đạt đủ áp suất, phanh sẽ nhả. Nếu hệ thống có rò rỉ, áp suất sẽ giảm một cách vừa đủ để kích hoạt lại phanh khẩn cấp. Thêm vào đó, các xe tải hạng nặng thường được trang bị thêm phanh cổ xả động cơ nhằm bổ trợ cho quá trình phanh. Tuy nhiên, kiểu phanh phụ này nằm ở động cơ nên không được xem như một phần của hệ thống phanh khí nén.Bảo dường phòng ngừaTất nhiên không nên chờ xe hỏng bạn mới quan tâm đến việc chăm sóc cho nó. Hơn thế nữa, phanh khí nén thường có mặt trên các phương tiện vận tải người và hàng hóa hạng nặng, cho nên chỉ một sai sót, lơ đễnh nhỏ có thể gây hậu quả khôn lường. Sau đây là một vài lời khuyên nhỏ dành cho bạn:Duy trì áp suất tối thiểu của khí nén trong hệ thống là 85 psi đối với xe buýt và 100 psi đối với xe tải (1 psi = 6,894 kPa). Kiểm tra thời gian áp suất tăng từ 85 psi lên 100 psi trong không quá 2 phút, tại 600 – 900 vòng/phút. Duy trì áp suất mở van điều áp của máy nén khí trong khoảng 120 – 135 psi. Áp suất đóng van thấp hơn áp suất mở van khoảng 20 – 25 psi.
Bạn cũng nên chú ý nước có thể bị lẫn trong khí nén do trong không khí luôn có một lượng hơi nước nhất định. Hơi nước không được phép có mặt trong đường ống dẫn khí, đặc biệt đối với

các phương tiện hoạt động trong khí hậu lạnh, nước có thể đóng băng trong đường ống làm xe bị phanh cứng. Có nhiều giải pháp hiệu quả khắc phục tình trạng này, trong đó có việc thường xuyên để ý tời các van xả hơi nước nằm ở dưới các bình chứa khí.Các đầu nối ống dẫn khí đôi khi cũng gặp sự cố. Gioăng cao su bị mòn có thể làm rò khí. Tuy máy nén khí có thể khắc phục một lượng rò rỉ nhỏ nhưng như vậy sẽ giảm tuổi thọ của máy nén khi đi nhiều lần. Tất nhiên, như chúng ta đã biết, với phanh khí nén thì rò khí không phải là vấn đề gì quá tồi tệ nhưng cũng đủ để khiến bạn gặp rắc rối khi đang vận hành xe, nhất là khi bạn đang ở trong địa hình rừng núi chẳng hạn.Phanh quá nhạy cũng có thể gây tai nạn, đặc biệt khi bạn mới làm quen với một chiếc xe tải hay xe buýt mới. Phanh khí nén được thiết kế cho các xe có tải trọng lớn. Bởi vậy nếu bạn nhìn thấy các vết phanh kép lớn trên đường thì đó phần lớn là “tác phẩm” của các xe tải hạng nặng bị phanh cứng cầu sau. Nếu bạn lái xe trong trời mưa hay trên đường trơn trượt thì phanh gấp hay “nhồi” phanh quá nhiều lần sẽ rất dễ bị trượt ngang, đặc biệt dễ xảy ra đối với các xe đầu kéo hay bị gập xe.Thực tế là các xe hiện đại sử dụng phanh khí nén đều được thiết kế kiểu phanh “hai dòng”, tức là có hai dòng dẫn khí nén độc lập, chủ yếu là để có một dòng dẫn dự phòng trong trường hợp “dòng” kia bị hỏng. Ngoài ra, khái niệm “hai dòng” trên xe rơ-moóc hay sơ-mi rơ-moóc còn được hiểu theo nghĩa: từ tổng van phanh đi ra sẽ có hai dòng khí nén độc lập, một dòng để phanh đầu kéo, còn một dòng để phanh moóc kéo. Thiết kế như vậy, ngoài duy trì khả năng phanh độc lập còn giúp cho phanh ở đầu kéo luôn tác dụng sau phanh của moóc kéo một chút (khoảng thời gian rất nhỏ tính bằng giây), nâng cao đáng kể hiệu quả và an toàn phanh đối với các xe siêu trường, siêu trọng. Kết hợp với việc các phương tiện đó hầu như đều được trang bị mặc định ABS và các hệ thống bổ trợ tương tự, giúp cho việc điều khiển những chiếc xe đó đỡ căng thẳng hơn rất nhiều so với trước đây.Như vậy, chúng ta có thể nói rằng, kiểu phanh khí nén nhìn chung là hiệu quả và đáng tin cậy. Tuy nhiên, chúng ta khó có thể hy vọng tính hiệu quả và độ tin cậy đó là như nhau trên mọi loại xe, của mọi nhà sản xuất, ở mọi quốc gia. Và còn có một thực tế khác là thiết kế phanh khí nén luôn cồng kềnh và đòi hỏi khá nhiều thao tác trong sử dụng nên không được đánh giá cao về tính tiện dụng. Cuối cùng, chúng ta phải thừa nhận với nhau rằng cho dù có hiện đại và tiện dụng đến mấy, bất kỳ một cỗ máy nào cũng không thể thiếu bàn tay điều khiển của con người. Bởi vậy, mong bạn hãy luôn lái xe cẩn thận, tôn trọng luật lệ và cư xử lịch sự với những người cùng tham gia giao thông trên đường.
Sahara (Tổng hợp)
Truyền thuyết bông hồng xanh
Ngày xửa ngày xưa ở vương quốc hoa hồng có một thằng ngốc tên Stupid. Thằng ngốc may mắn được nhà vua giao cho chăm sóc vườn hoa hồng. Nhà vua có một cô công chúa rất xinh tên Rose.Công chúa rất thích hoa hồng nên yêu cầu thằng ngốc mỗi ngày hãy mang cho mình một bó hoa hồng thật đẹp. Tuy nhiên thằng ngốc không biết bó hoa thế nào cả. Nó bèn xin với công chúa:
-Xin lỗi công chúa nhưng tôi có thể mang đến mỗi ngày chỉ một bông hoa được không .
Ban đầu công chúa thấy không vui một chút nào.Tuy nhiên thằng ngốc đều cố gắng mỗi ngày mang đến cho công chúa một bông hoa đẹp nhất. Thằng ngốc chẳng biết làm việc gì khác ngoài việc chăm sóc những bông hoa.Mỗi khi có ai đó bắt nó đi làm việc gì đó là nó lại nói:
- Xin lỗi nhưng tôi hậu đậu lắm! Tôi sẽ làm hỏng hết mất...

Vậy là người ta lại chán nản bỏ đi. Cũng bởi vậy nên không ai chơi với thằng ngốc cả. Thằng ngốc hàng ngày cứ thui thủi bên những bông hoa của nó. Dường như thằng ngốc chẳng bao giờ biết buồn là gì... Những bông hoa mà thằng ngốc mang đến cho công chúa mỗi ngày đều rất đẹp. Đôi khi công chúa ngắm nhìn những bông hoa đó và tự hỏi: "Một thằng ngốc thì làm thế nào mà tạo ra những bông hoa đẹp như vậy nhỉ".
Rồi một ngày công chúa quyết định đến thăm vườn hoa của thằng ngốc. Thằng ngốc đang lúi cúi tưới cho một khóm hoa hồng. Với công chúa thì công việc này thật lạ. Công chúa tò mò đến gần thằng ngốc và làm nó giật mình. Thằng ngốc làm rơi bình tưới hoa và làm bắn bẩn lên váy áo của công chúa:
- Xin lỗi công chúa_Thằng ngốc hốt hoảng_Tôi thật là hậu đậu.
- Không sao! Ta sẽ tha tội cho ngươi nhưng ngươi phải chỉ cho ta cách ngươi tạo ra nhũng bông hoa này.
Thằng ngốc ngạc nhiên quá "Công chúa mà quan tâm đến cách trồng hoa ư?!"
- Rất đơn giản thưa công chúa... Và thằng ngốc say sưa nói với công chúa tất cả những gì nó biết về hoa hồng,về cách trồng hoa, cách chăm sóc chúng...Thằng ngốc cảm thấy rất lạ khi công chúa tỏ ra rất thích thú với những gì nó nói. Và khi thằng ngốc bắt gặp ánh mắt công chúa đang chăm chú nhìn nó thì tự nhiên nó trở nên luống cuống. Một lần nữa nó lại đánh rơi bình tưới hoa
- Xin lỗi công chúa... tôi vụng về quá đi mất.
- Ngươi thật là ngốc! Nhưng những gì ngươi nói về hoa hồng rất hay. Ngày mai ta sẽ lại tới.
Công chúa trở lại cung điện và thằng ngốc lại say sưa tưới hoa. Tuy nhiên nó vừa tưới hoa vừa hát. Chưa ai nghe thất thằng ngốc hát bao giờ cả... Ngày hôm sau thằng ngốc dậy rất sớm. Nó quét dọn những lối đi, nhổ cỏ bên những khóm hoa. Nhưng công chúa không đến nữa. Thằng ngốc đợi mãi mà công chúa vẫn không đến. Nó đâu biết hôm đó là một ngày đặc biệt. Nhà vua tổ chức một lễ hội rất lớn trong cung đình. Có rất nhiều các vị vua, những hoàng tử của các nước láng giềng... Công chúa chẳng muốn đến lễ hội một chút nào. Nàng nhất định không chịu mặc bộ váy dạ hộ. Chỉ đến khi viên tổng quản xuất hiện và nhã nhặn:
-Xin lỗi công chúa nhưng đây là mệnh lệnh của nhà vua...
Công chúa phải có mặt trong lễ hội. Nhà vua muốn thông qua lễ hội tìm cho con gái mình một vị hoàng tủ thích hợp. Tất cả các hoàng tủ tham gia lễ hội đều được thông báo về điều đó. Ai cũng rất háo hức được gặp công chúa (vì nghe nói công chúa rất xinh ). Và mọi người không phải chờ đợi lâu. Công chúa xuất hiện trong bộ váy dạ

hội mầu trắng, vương niệm của nàng được kết bằng những bông hoa hồng đỏ. Một vài hoàng tủ đánh rơi ly rượu trong tay, một số khác phải mất một lúc lâu mới biết mình đang đứng ở đâu.Ngay đến các nhạc công cũng quên mất những nốt nhạc của mình.Ai cũng muốn được cùng nhảy với công chúa một bài, công chúa đều nhiệt tình đáp lại. Tuy nhiên chẳng ai lọt vào mắt xanh của công chúa cả. Nàng công chúa xinh đẹp chẳng thể tìm được cho mình một vị hoàng tủ thích hợp. Khi mà nhà vua gần như tuyệt vọng thì điều bất ngờ đã xãy ra. Đúng vào lúc bữa tiệc sắp tàn thì một chàng hoàng tử cưỡi một con bạch mã tuyệt đẹp xuất hiện. Hoàng tử đến trước mặt công chúa và mỉm cười:
- Xin lỗi cô bé! Ta không đến quá muộn đấy chứ.
Công chúa bỗng cảm thấy tim mình đập rộn ràng. Đó là những cảm xúc kì lạ mà công chúa không thể định nghĩa nổi... Giai điệu ngọt ngào của bản Vanx như hòa nhịp cùng bước nhẩy của hai người. Hoàng tử kể cho công chúa nghe về những miền đất xa lạ mà hoàng tử đã đi qua. Những câu chuyện kéo dài như bất tận . Thời gian dường như không còn là mối quan tâm của hai người nữa...Mãi đến khi những vì sao đã sáng lấp lánh trên bầu trời, khi mà cả thằng ngốc và những bông hoa hồng đều đã ngủ say , hoàng tử mới lên ngựa từ biệt công chúa... Công chúa trở về cung điện và cho gọi thằng ngốc tới.(Tội nghiệp thằng ngốc đang ngủ say thì bị dựng dậy)
- Ngươi có biết làm thế nào để cung điện của ta thật đẹp không ! Ngày mai hoàng tử sẽ lại tới.Ta muốn dành cho chàng một sự ngạc nhiên.
-Thưa công chúa...hoàng tử.. à vâng thưa công chúa , tôi sẽ trang trí cung điện của công chúa bằng tất cả hoa hồng trong vườn. Cung điện của công chúa sẽ trở thành cung điện hoa hồng.
- Một ý tưởng tuyệt vời! Ngươi cũng không ngốc lắm đâu! Nhưng ta sợ ngươi sẽ không thể làm xong nó trong đêm nay.
- Tôi sẽ cố hết sức thưa công chúa...
Vậy là suốt cả đêm đó những bông hoa hồng còn ướt đẫm sương đêm được thằng ngốc cẩn thận hái từ vườn hoa mang vào cung điện. Khi cung điện của công chúa tràn ngập hoa hồng cũng là lúc trời vừa sáng. Khi công chúa thức dậy, nàng không thể tin vào mắt mình, trước mắt nàng là một cung điện đẹp như trong truyện cổ tích vậy. Công chúa đi dạo một vòng và thấy thằng ngốc ngủ gật bên cạnh một chiếc cột đá:
- Stupid. Dậy đi nào.Trời sáng rồi.
- Xin lỗi công chúa, tôi lại ngủ quên mất, tôi sẽ hoàn thành nốt công việc ngay thôi.
- Không cần nữa. Như vậy là được rồi. Nguơi hãy về nghỉ ngơi đi. Thằng ngốc thở phào vì công chúa đã không trách nó chưa hoàn thành công việc. Nó vui vẻ trở về

với vườn hoa giờ chỉ còn trơ những gốc. Công chúa đến bên cửa sổ và nhìn về phía những ngọn núi xa, nơi mà từ đó hoàng tử sẽ lại tới. Công chúa sẽ dẫn hoàng tử đi thăm cung điện hoa hồng của mình . Hoàng tử sẽ lại kể cho công chúa nghe câu chuyện về những miền đất xa lạ....
Nhưng rồi chẳng có hoàng tử nào đến cả. Chỉ có người hầu của Hoàng tử mang theo một bức thư: -"..Cô bé của ta,Ta không thể đến với em như đã hẹn .Đất nước của ta có chiến tranh.Ta phải tham gia vào cuộc chiến. Có lẽ chúng ta sẽ phải xa nhau một thời gian dài. Ta không muốn thế một chút nào. Ta sẽ rất nhớ em. Nhưng ta tin thời gian sẽ chứng minh cho tình yêu của chúng ta. Ta sẽ sớm gặp lại em... _______Tornado_____ ......."
Công chúa buồn lắm. Những giọt nước mắt lăn dài trên đôi môi.."Em sẽ đợi! Nhưng nhất định chàng phải trở về đấy!....." ...Một tuần, rồi một tháng, rồi một năm...Chẳng có tin tức gì của hoàng tử . Hoàng tử như một cơn gió cứ bay mãi, bay mãi mà chẳng biết bao giở sẽ trở lại . Công chúa thường đứng một mình bên khung của sổ mỗi buổi hoàng hôn và nhìn về phía những ngọn núi xa, nơi ánh mặt trời dần tắt. Có thể một ngày nào đó...Cũng hơn một năm đó không thấy thằng ngốc mang hoa hồng cho công chúa mỗi buổi sớm nữa. Có thể là sau khi trang hoàng cho cung điện vuờn hoa của thằng ngốc đã chẳng còn một bông hoa nào cả. Công chúa hình như cũng chẳng quan tâm đến những bông hoa hồng của thằng ngốc nữa...
Rồi một buổi sáng sớm khi công chúa thức dậy, có ai đó đã đặt sẵn bên của sổ một bông hoa hồng tuyệt đẹp. Công chúa ngắm nhìn bông hoa và chợt nhớ tới thằng ngốc. "Một năm rồi Stupid không mang hoa tới..".Công chúa trở lại vườn hoa của thằng ngốc. Trước mắt công chúa không phải là những gốc cây trơ trụi mà là muôn ngàn những bông hồng rực rỡ. Thằng ngốc vẫn lúi cúi bên những khóm hoa hồng. Thằng ngốc nhìn thấy công chúa và một lần nữa nó lại đánh rơi bình tưới hoa:
- Xin lỗi công chúa! Tôi đã cố hết sức nhưng không thể làm cho vườn hoa đẹp như xưa.
- Ồ không! Thật là kỳ diệu! Nói cho ta biết đi, ngươi đã làm thế nào vậy?!
Lần đầu tiên trong đời có người nói với nó như vậy, mà lại là một công chúa nữa chứ. Thằng ngốc vui lắm, nó cười ngây ngô và lại say sưa nói với công chúa về những bông hoa ...Những ngày sau đó ngày nào công chúa cũng đến vườn hoa của thằng ngốc. Công chúa tự mình trồng những bông hoa, tự mình tưới nước cho chúng . Ban đầu thằng ngốc cảm thấy rất lạ nhưng rồi nó cũng hiểu ra rằng công chúa đang cố làm tất cả để nguôi ngoai nỗi nhớ hoàng tử. Thằng ngốc rất vui vì dù sao cũng có người cùng nó trò chuyện, có người chịu nghe nó nói cả ngày về những bông hoa hồng. Thằng ngốc cố làm cho công chúa vui những lúc công chúa ở bên nó. Có một lần thằng ngốc nói với công chúa về ý nghĩa của các loài hoa:
- Hoa hồng bạch là tình bạn chân thành, hồng nhung là tình yêu nồng thắm, hồng vàng là... - Vậy còn hồng xanh , nó tượng trưng cho điều gì - Hồng xanh là tình yêu

bất diệt ! thưa công chúa,nhưng nó không có thật.
- Vậy tại sao nó lại tượng trưng cho tình yêu bất diệt?!
- Đó là một huyền thoại,thưa công chúa. Người ta nói rằng nếu ta trồng một cây hoa hồng bằng cả trái tim dành cho người mình yêu thương thì nó sẽ nở ra một bông hoa hồng xanh. Đó là bông hoa có phép mầu, nó sẽ cho một điều ước..
- Ta sẽ ước chiến tranh kết thúc và hoàng tử sẽ trở về bên ta...
- Thưa công chúa! Không có điều gì là không thể xãy ra .Tôi tin nếu công chúa thành tâm biết đâu cây hoa mà công chúa trồng sẽ nở ra một bông hoa hồng xanh.
- Ta tin ngươi...
Và từ hôm đó công chúa dành hết thời gian để chăm sóc cho cây hoa hồng của mình. Nhưng không hiểu sao cây hoa mà công chúa trồng mãi vẫn không nở một bông hoa nào cả. Có một sự thật mà có lẽ thằng ngốc không bao giờ dám nói. Đó là câu chuyện về hoa hồng xanh chỉ là một lời nói dối. Thằng ngốc không muốn thấy công chúa quá đau buồn nên nó đã nghĩ ra câu chuyện về bông hoa hồng xanh và điều ước...
Nhưng rồi thằng ngốc mới thấy đó là một sai lầm rất lớn. Nó sợ cái ngày mà cây hoa của công chúa nở ra một bông hoa bình thường. Công chúa sẽ rất buồn. Thằng ngốc không muốn làm công chúa buồn một chút nào. Nó cố tìm trong vườn hoa bao la của nó một bông hoa hồng xanh nhưng chẳng có bông hồng xanh nào cả....Rồi một đêm thằng ngốc trằn trọc mãi không ngủ được. Bỗng nhiên nó nghe thấy một giọng nói như tiếng thì thầm vậy
- Stupid! Sao ngươi buồn thế?! -Ai vậy... Ta là hoa hồng đây.
- Hoa hồng ư? Sao ngươi có thể nói được.
- Ngươi ngốc quá, ta luôn nói chuyện với ngươi mà ngươi không để ý đấy thôi, loài hoa nào cũng nói được, chỉ là có bao giờ ngươi lắng nghe không mà thôi.Có chuyện gì mà ngươi buồn vậy.?
- Ta.. Ta đã trót nói dối công chúa về hoa hồng xanh. Ta không nghĩ là công chúa lại đặt nhiều niềm tin vào hoa hồng xanh đến thế.
- Stupid. Ngươi đang nghĩ gì vậy. Ta nói cho ngươi biết điều này nhé: Huyền thoại mà ngươi đã nói với công chúa là có thật đấy.
- Sao cơ. Thế nghĩ là hoa hồng xanh là có thật. Ngươi biết làm thế nào để tạo ra hoa hồng xanh phải không.?

- Ta biết..Nhưng ta không thể nói cho ngươi được
- Tại sao chứ.? Ta xin ngươi đấy
- Stupid à.. Ngươi thật là ngốc quá, ngươi làm tất cả là vì cái gì chứ.
- Ta..Ta muốn công chúa có bông hoa hồng xanh . Ta muốn ước mơ của công chúa trở thành sự thực. Ta không muốn thấy công chúa buồn..
- Ôi Stupid. Ta không muốn nói cho ngươi một chút nào, nhưng thôi được rồi, nếu ngươi thực sự muốn có một bông hoa hồng xanh, ta sẽ chỉ cho ngươi cách ...
Và hoa hồng ghé tai thằng ngốc thì thầm điều gì đó mà chỉ có thằng ngốc nghe rõ. Khuôn mặt thằng ngốc bỗng ngẩn ngơ đến khó hiểu. Rồi người ta thấy thằng ngốc ngước nhìn bầu trời đầy sao và mỉm cười.... Sáng sớm hôm sau khi công chúa vừa thức dậy thì người hầu của nàng đã chạy vào:
- Thưa công chúa, thật không thể tin được, người hãy ra mà xem, cây hoa mà công chúa trồng đã nở một bông hoa màu xanh.
Công chúa như không tin vào những gì mình nghe thấy. Nàng chạy ngay ra vườn hoa . Trước mắt nàng là một bông hoa hồng xanh tuyệt đẹp. Những cánh hoa lấp lánh những giọt sương sớm long lanh dưới ánh sáng mặt trời. Công chúa cầm bông hoa đặt lên trái tim . Nàng còn chưa kịp nói điều ước thì người hầu của nàng đã vào báo:
- Thưa công chúa.!Hoàng tử đã thắng trận trở về. Có lẽ hoa hồng xanh đã biết truớc điều ước của nàng nên không cần công chúa phải nói ra.
Công chúa băng qua quảng trường rộng mênh mông để đến bên cổng thành. Quả nhiên từ phía ngọn núi xa hoàng tử đã trở về, chiếc áo bào sạm đen vì khói bụi. Hoàng tử xuống ngựa ngay khi chàng trông thấy công chúa, quên đi cả những mệt mỏi bao tháng ngày qua, vòng tay ôm chặt công chúa như không bao giờ muốn buông ra vậy.- Cô bé của ta! Ta nhớ nàng quá.
- Em gần như đã tuyệt vọng, chàng biết không .Nhưng điều kỳ diệu đã xảy ra.Chàng hãy nhìn xem, một bông hoa hồng xanh .Chính nó đã mang chàng về với em.
- Hoa hồng xanh! Ta tưởng làm gì có hoa hồng xanh trên thế gian này! - Có chứ. Đó là một huyền thoại. Em sẽ dẫn chàng đến vườn hoa. Stupid sẽ kể cho cho chàng nghe huyền thoại về hoa hồng xanh. Vậy là hoàng tử và công chúa cùng đến vườn hoa của thằng ngốc.
- Stupid! Ngươi đâu rồi. Ra đây đi nào, hoàng tử muốn nghe câu chuyện về hoa

hồng xanh của ngươi.... Nhưng Stupid đã biến đi đâu mất. Công chúa gọi mãi, gọi mãi mà không thấy thằng ngốc đâu cả. Bên gốc hoa mà công chúa trồng chiếc bình tưới hoa được dựng ngay ngắn. Chẳng hiểu thằng ngốc đã biến đi đâu mất.
Chỉ còn cơn gió thổi những bông hoa hồng đung đưa như đang hát một bài hát từ rất xa xưa "Tình yêu chân thành bắt đầu từ trái tim,chỉ có máu từ con tim của một kẻ đang yêu mới tạo ra bông hồng xanh bất diệt. Và bông hồng xanh sẽ tạo nên điều kỳ diệu..."ý nghĩa số bông hoa mang tặng
Nhân dịp 20-10 tặng anh em 4rum 1 bông hồng: Trong trái tim anh chỉ có mình em2 bông hồng: Thế giới này chỉ có hai chúng ta3 bông hồng: Anh yêu Em4 bông hồng: Đến chết anh cũng không đổi lòng5 bông hồng: Yêu em tự trái tim6 bông hồng: Hãy tôn trọng nhau , yêu nhau và tha thứ cho nhau7 bông hồng: Anh luôn thầm yêu trộm nhớ em8 bông hồng: Cảm ơn sự quan tâm khích lệ của anh9 bông hồng: Em yêu Anh mãi mãi10 bông hồng: Tình đôi ta thập toàn thập mỹ, không gì phá nổi11 bông hồng: Trước sau như một12 bông hồng: Tình yêu của anh nối dài theo năm tháng13 bông hồng: Hãy giữ lấy tình hữu nghị14 bông hồng: Tượng trưng sự kiêu ngạo15 bông hồng: Em có lỗi với Anh16 bông hồng: Tình yêu đầy sóng gió17 bông hồng: Tình tan vỡ không gì cứu vãn18 bông hồng: Chân thành và trong sáng19 bông hồng: Hãy nhẫn nại và chờ đợi20 bông hồng: Anh yêu Em bằng cả trái tim21 bông hồng: Một tình yêu chân thành22 bông hồng: Cầu mong anh gặp may25 bông hồng: Cầu chúc em hạnh phúc30 bông hồng: Hãy tin vào duyên số36 bông hồng: Lãng mạn40 bông hồng: Thà chết không xa nhau50 bông hồng: Không hẹn mà gặp99 bông hồng: Không bao giờ phai nhạt100 bông hồng: Anh yêu em trăm phần trăm101 bông hồng: Yêu... yêu em vô cùng109 bông hồng: Cầu hôn365 bông hồng: Ngày nào anh cũng nghĩ đến em999 bông hồng: Mãi mãi đắm say1001 bông hồng: Mãi mãi bên nhau

THÊM MỘT PHIÊN BẢN NỮA
• 1 bông hồng : Tình yêu tuyệt vời này chỉ dành riêng em thôi.• 2 bông hồng : Tình yêu của đôi ta thật đậm sâu.• 3 bông hồng : Tôi yêu em.• 6 bông hồng : Tôi muốn thuộc về em.• 9 bông hồng : Tình yêu chúng ta dành cho nhau là tình yêu vĩnh cửu.• 11 bông hồng : Em là cô gái tôi yêu nhất trong cuộc đời này.• 12 bông hồng : Tượng trưng cho đam mê, hòa hợp và thu hút lẫn nhau.• 13 bông hồng : Kẻ si tình bí mật.• 24 bông hồng : Tôi luôn nhớ những phút giây trìu mến mà em dành cho tôi. Em biết không, 24 giờ/ngày tôi không thể nào quên được em.• 33 bông hồng : Lời thổ lộ “Tôi yêu em” với một tình yêu sâu sắc.• 36 bông hồng : Vì em đến bên tôi, tôi thấy lòng mình cứ quyến luyến không thôi.• 44 bông hồng : Lời hứa chân tình không bao giờ thay đổi.• 50 bông hồng : Tình yêu này tôi không hề hối tiếc.• 56 bông hồng : Ôi, tình yêu của tôi ơi!• 66 bông hồng : Cuộc tình này sẽ ra hoa kết trái.• 99 bông hồng : Sự hiểu nhau sẽ giúp tình yêu mãi bền lâu.• 100 bông hồng : Đôi ta sẽ yêu nhau mãi đến “đầu bạc răng long”.• 101 bông hồng : Tôi không yêu ai khác ngoài em.• 108 bông hồng : Đồng ý lấy tôi nhé!• 111 bông hồng : Tình yêu bất diệt.• 123 bông hồng : Tình yêu tự do.• 144 bông hồng : Yêu em cả ngày lẫn đêm.• 365 bông hồng : Mỗi ngày qua không ngừng nghĩ về em. Yêu em.• 999 bông hồng : Tình yêu vĩnh viễn, vững bền.• 1001 bông hồng : Tình yêu chân thành mãi mãi. hững điều Cần Biết Về Mã Số - Mã Vạch
Đọc xong bài này mình thấy thật không ngờ nó lại phức tạp vậy, trước kia không để ý nên cũng không biết nó là cái gì, có ý nghĩa gì nữa. Tìm hiểu cái này liệu có phân biệt được hàng thật hàng giả không nhỉ. Trong 5 năm trở lại đây, người tiêu dùng Việt Nam nói chung và ở các thành phố lớn như Hà Nội, Thành phố Hồ Chí Minh... nói riêng đã có thói quen vào các siêu thị hoặc các Mini shop để xem, và mua sắm hàng hóa. Tại đây, mọi người đều có thể thấy một dãy số dưới một dãy vạch đậm nhạt dài ngắn khác nhau được in trực tiếp trên sản phẩm hoặc trên một tem dán phần ngoài bao bì đóng gói của sản phẩm.
Trong quản lý hàng hóa, người ta gọi dãy số và dãy vạch đó là mã số - mã vạch (MS-MV). Thế nhưng, không ít người tiêu dùng và doanh nghiệp còn chưa biết MS-MV là gì và vì sao phải in nó trên mỗi sản phẩm. Nội dung bài này nhằm hỗ trợ kiến thức cơ bản cho doanh nghiệp và người tiêu dùng về MS-MV của hàng hóa.
1. Mã số hàng hóa (Article Number Code) là ký hiệu bằng một dãy chữ số nguyên thể hiện như một thẻ để chứng minh hàng hóa về xuất xứ sản xuất, lưu thông của nhà sản

xuất trên một quốc gia (vùng) này tới các thị trường trong nước hoặc đến một quốc gia (vùng) khác trên khắp các châu lục. Bởi vậy, mỗi loại hàng hóa sẽ được in vào đó (gắn cho sản phẩm) một dãy số duy nhất. Đây là một sự phân biệt sản phẩm hàng hóa trên từng quốc gia (vùng) khác nhau, tương tự như sự khác biệt về MS điện thoại. Trong viễn thông người ta cũng quy định mã số, mã vùng khác nhau để liên lạc nhanh, đúng, không bị nhầm lẫn.
• Cấu tạo mã số hàng hóa (MSHH): Đến nay, trong giao dịch thương mại tồn tại 2 hệ thống cơ bản về MSHH:
Một là, hệ thống MSHH được sử dụng tại thị trường Hoa Kỳ và Canada. Đó là hệ thống UPC (Universal Product Code), được lưu hành từ thập kỷ 70 của thé kỷ XX cho đến nay.
Hai là, hệ thống MSHH được sử dụng rộng rãi ở các thị trường còn lại của thế giới, đặc biệt là châu Âu, châu Á,...; trong đó phổ biến là hệ thống EAN (European Article Number). Trong hệ thống MSHH EAN có 2 loại ký hiệu con số: Loại EAN-13 và EAN-8.
+ Cấu trúc của EAN-13:
Mã số EAN-13 là 1 dãy số gồm 13 chữ số nguyên (từ số 0 đến số 9), trong dãy số chia làm 4 nhóm, mỗi nhóm có ý nghĩa như sau (xem hình 1):
Nhóm 1: Từ trái sang phải, ba chữ số đầu là mã số về quốc gia (vùng lãnh thổ)
Nhóm 2: Tiếp theo gồm bốn chữ số là mã số về doanh nghiệp.
Nhóm 3: Tiếp theo gồm năm chữ số là mã số về hàng hóa.
Nhóm 4: Số cuối cùng (bên phải) là số về kiểm tra
Ví dụ theo quy ước trên, số kiểm tra (C) có ý nghĩa về quản lý đối với việc đăng nhập, đăng xuất của các loại sản phẩm hàng hóa của từng loại doanh nghiệp.
Vậy xác định như thế nào?
Ví dụ: Mã số 8 9 3 3 4 8 1 0 0 1 0 6 - C:
Bước 1 - Xác định nguồn gốc hàng hóa: 893 là MSHH của quốc gia Việt Nam; 3481 là MS doanh nghiệp thuộc quốc gia Việt Nam; 00106 là MSHH của doanh nghiệp.
Bước 2 - Xác định C.

Cộng tổng giá trị của các số ở thứ tự lẻ bắt đầu được tính từ phải sang trái của dãy MS (trừ số C), ta có : 6 + 1 + 0 + 8 + 3 + 9 = 27 (1)
Nhân tổng của (1) với 3, ta có: 27 x 3 = 81 (2)
Cộng tổng giá trị của các số ở thứ tự chẵn còn lại, ta có :
0 + 0 + 1 + 4 + 3 + 8 = 16 (3)
Cộng giá trị (2) với (3), ta có : 81 + 16 = 97 (4)
Lấy giá trị của (4) làm tròn theo bội số của 10 (tức là 100) sát nhất với giá trị của (4) trừ đi giá trị của (4) ta có: 100 - 97 = 3. Như vậy C = 3.
Trong trường hợp này mã số EAN - VN 13 có MSHH đầy đủ là:
893 3481 00106 3
+ Cấu trúc của EAN - 8:
Về bản chất tương tự như EAN-13 chỉ khác là EAN-8 gồm 8 chữ số nguyên, tuỳ theo sắp xếp và lựa chọn các chữ số từ số 0 đến số 9 được chia làm 3 nhóm:
Mã số quốc gia: Gồm 3 chữ số đầu tiên (bên trái)
Mã số hàng hóa: Gồm 4 chữ số tiếp theo.
Mã số kiểm tra: Gồm 1 chữ số đứng cuối cùng. Nhận dạng số C cũng được tính từ 7 số đứng trước nó và cách tính cũng tương tự như EAN-13.
Cần lưu ý rằng, việc sử dụng EAN-13 hay EAN-8 là do Tổ chức EAN thế giới phân định. Sau khi EAN Việt Nam được cấp MS, các doanh nghiệp của Việt Nam muốn sử dụng mã số EAN-VN thì phải có đơn đệ trình là thành viên EAN-VN, sau đó đăng ký xin EAN-VN cấp cho MS cho đồng loại hàng hóa. Việc cấp đăng ký MS cho sản phẩm hàng hóa của doanh nghiệp Việt Nam do các tổ chức EAN-VN có thẩm quyền cấp và được EAN thế giới công nhận, được lưu trữ trong ngân hàng dữ liệu EAN thế giới.
2. Mã vạch hàng hóa
• Khái niệm về mã vạch (Bar Code): Là hình ảnh tập hợp ký hiệu các vạch (đậm, nhạt, dài, ngắn) thành nhóm vạch và định dạng khác nhau để các máy đọc gắn đầu Laser (như máy quét Scanner) nhận và đọc được các ký hiệu đó. Bằng công nghệ thông tin, các mã vạch này được chuyển hóa và lưu trữ vào ngân hàng Server.

• Mã vạch sẽ được trình bày kèm theo mã số và tập hợp thành những hình ảnh và ký tự số tạo nên thang số được gọi MS-MV hàng hóa (xem hình 2).
• Cấu trúc mã vạch: Mã vạch EAN-13 hoặc mã vạch EAN-8 là những vạch tiêu chuẩn có độ cao từ 26,26 mm đến 21,64 mm và độ dài từ 37,29 mm đến 26,73 mm.
• Cấu trúc mã vạch cũng do các tổ chức quốc gia về EAN quản lý và phân cấp đối với các doanh nghiệp.
Hình 2: Mã số - Mã vạch
3. Tiện ích khi các doanh nghiệp đăng ký MS-MV
Trong mỗi quốc gia, các doanh nghiệp, các nhà cung cấp sẽ thuận lợi khi quản lý, phân phối; biết được xuất xứ, nguồn gốc của mỗi loại sản phẩm.
Trong giao lưu thương mại quốc tế, các nhà sản xuất, các nhà cung cấp tránh được các hiện tượng gian lận thương mại, bảo vệ quyền lợi cho người tiêu dùng; sản phẩm hàng hóa có thể lưu thông trôi nổi toàn cầu mà vẫn biết được lai lịch của nó cũng như đảm bảo độ chính xác về giá cả và thời gian giao dịch rất nhanh.
Trong giao dịch mua bán, kiểm soát được tên hàng, mẫu mã, quy cách, giá cả xuất, nhập kho hàng không bị nhầm lẫn và nhanh chóng, thuận tiện.
Ở Việt Nam, Chính phủ đã giao cho Bộ Khoa học và Công nghệ là cơ quan quản lý nhà nước về EAN-VN. Tổng cục Tiêu chuẩn Đo lường Chất lượng là đại diện của EAN-VN và là thành viên chính thức của EAN quốc tế. Việc đăng ký và cấp MS-MV cho các doanh nghiệp để gắn trên các sản phẩm đều do cơ quan Tổng cục Tiêu chuẩn Đo lường Chất lượng quản lý, phân phối cho các tổ chức hợp pháp khác thực hiện hoặc cấp trực tiếp cho doanh nghiệp.
Đối với Việt Nam, đi theo MV là MS có 3 chữ số 893, Trung Quốc có mã số 690, Singapore có mã số 888, Vương quốc Anh có mã số 50, các quốc gia Bắc Mỹ thì đăng ký mã số (UPC) của Hoa Kỳ.
Ngoài những nguyên tắc cơ bản về MS-MV trình bày ở trên, cũng có những trường hợp ngoại lệ đối với một số sản phẩm hàng hóa: MS tập hợp trên 13 chữ số đi với MV không có độ cao, độ dài nêu trên mà dải phân cách MV dài hơn, ngắn hơn. Ví dụ như vật phẩm điện thoại di động hiện nay, MS-MV rất đặc trưng.
Đối với điện thoại di động, về MS, ta thấy có tới 15 chữ số mà chiều cao MV nhỏ hơn 10 mm. Biểu tượng MS-MV không in dán phía ngoài mà in dán phía trong máy. Ngoài ra cũng có một số vật phẩm khác có MS-MV không theo quy tắc trên nhưng vẫn đảm bảo các tiện ích cho doanh nghiệp và người tiêu dùng, được EAN quốc tế cho lưu hành.hoặc

Quote:
http://www.mediafire.com/?ccn345ygyj1
Những điều lưu ý khi làm đồ án CNCTM
Những điều lưu ý khi làm đồ án CNCTM
Với sinh viên học kỹ thuật chuyên ngành cơ khí thì việc làm đồ án CNCTM là một trong những học phần quan trọng. Qua đồ án này sẽ cung cấp, tổng hợp lại những kiến thức vừa học, đã học cho bản thân sinh viên làm hành trang chuẩn bị bước vào môi trừơng làm việc thực tiễn.Sau một thời gian dài tôi nhận thấy hầu như sinh viên khi nhận đề bài đều rất lúng túng không biết mình phải làm gì, bắt đầu từ đâu và như thế nào…. Hôm nay tôi xin đưa ra một số gợi ý để rộng đường cho các bạn sinh viên tham khảo dù rằng vấn đề nầy đã rất nhiều bậc tiền bối chuyên ngành đã viết. Qua bài viết nhỏ nầy có gì chưa hợp lý, mong mọi người góp ý để rộng đường tham khảo nhiều hơn và hữu ích hơn cho các em sinh viên tiện bề học hỏi ! Những mục nầy được sắp xếp theo đúng thứ tự khi làm đồ án, có một số bước được lược bỏ vì đó là những vấn đề chung mỗi SV đều tự tính toán được, không cần bàn thêm làm gì.
1 . Phân tích đề bài:Sau khi nhận đề bài từ giáo viên ( GV ) thì sinh viên ( SV ) phải phân tích được cấu tạo chi tiết, qua phân tích như thế thì chúng ta mới hiểu được nguyên lý làm việc của chi tiết, từ đó ta mới lập được qui trình công nghệ ( QTCN ) một cách hợp lý và chính xác.Nếu như chúng ta phân tích được nhưng không biết chi tiết nầy nằm ở đâu trong một hệ thống máy ( hay thiết bị ) thì SV cứ trực tiếp gặp và trao đổi cùng GV để nắm rõ hơn nguyên lý làm việc của chi tiết trên hệ thống ( thiết bị ) máy. Từ đó làm cơ sở để ta đưa ra những yêu cầu kỹ thuật cho chi tiết, cũng như ta có thể đề xuất những thay đổi, cải tiến tính kết cấu, những thông số cho chi tiết. Đây là việc cần phải làm cho rõ, không hiểu một cách lập lững, có phân tích chính xác thì mới lập những phương án gia công đạt hiệu quả.
2. Tính khối lượng và dạng sản xuất:Cần chia nhỏ chi tiết thành nhiều phần để dễ tính và mang tính gần đúng cao nhất, lưu ý là khi chia nhỏ chi tiết để tính cần đưa về những hình khối đơn giản, dễ tính vì nó dễ dẫn đến những kết quả sai khi ta cho ra dạng sản xuất. Sai 100 gram thì tong một dạng sản xuất. Mà sai cái nầy thì kéo theo bao điều rắc rối về sau đó.
3. Vật liệu và phương pháp chế tạo phôi:Vật liệu thì cầm nắm chi tiết ( vật thật ) sẽ cảm nhận một phần do ta chỉ biết chung chung chứ không cụ thể ( do tính học thuật ở VN là học thì nhiều, hành thì ít nên chịu vậy ) thông thường thì kèm theo chi tiết sẽ có bản vẽ cung cấp cho SV biết vật liệu của chi tiết ( GX 32, CT45… đại loại là như thế ). Bạn phải nắm vững vật liệu ( bao gồm thành phần, tính chất về nhiệt để nhằm cho sai số khi gia công và trong chế tạo phôi ).Với chi tiết thuộc mảng đúc ( như GX ) cần xem kỹ với những lỗ trục có kích thước bao nhiêu là đúc lỗ được, bao nhiêu là không. Vì sai khi xác định ở chỗ này bạn sẽ lập qui

trình công nghệ sai đó !Bên cạnh đó cũng xác định tính phân khuôn cho chi tiết không kém phần gay go, với chi tiết nào thì đặt nằm hay đứng, mặt phân khuôn hai nửa hay một hướng…. Chỗ đặt đậu hơi, tính độ co ngót, khuôn gì, máy gì …. tất tần tật liên quan nhau, bạn không lưu ý phần nầy mà chỉ lo tính công nghệ hay qui trình là toi đấy. Nhớ nhé !
4. Qui trình công nghệ:Đây là cái trọng tâm nhất của đồ án, bạn phải tổng hợp được những số liệu trên rồi hãy nhìn đến nó. Hãy đưa ra nhiều phương án, những phương án phải có tính cụ thể và thực tiễn chứ không nên đưa ra những phương án chung chung, hay phương án phụ nhằm đẩy lên phương án chính mà bản thân đã chọn sẵn. Cái nầy SV nhà ta ưa làm lắm đây. Cụ thể đây, thường thì bạn đưa ra 3, hoặc 4 phương án trong đó bạn đã ngầm chọn phương án 3, thế là 2, hoặc 3 phương án còn lại được tạo ra một cách hời hợt, chung chung hoặc qua loa. Nếu bạn làm như thế là không khéo chết hết những phương án mà bạn đưa ra ( kể cả phương án bạn chọn ). Hãy trao đổi nhiều cùng GV hướng dẫn về vấn đề nầy, từ đó bạn sẽ ngộ ra nhiều QT hay hơn, cụ thể hơn. Nhớ nhé hãy trực tiếp cùng GV hướng dẫn.Trong quá trình thiết kế QTCN bạn cần chú ý nhiều nhất về chuẩn ( bao gồm chuẩn tinh thống nhất, chuẩn phụ, chuẩn thô ) nếu xác định sai chuẩn thì bạn nên xếp sách lại mà làm lại từ đầu.Thêm nữa, chốt trụ định vị mấy BTD, chốt trám, phiến tỳ, khối V ngắn và dài, cặp ngắn, cặp dài….. phải thuộc lòng, nắm vững.Với phương pháp gia công nào đạt được Rz, Ra hay CCX bao nhiêu. Cần nhắc lại rằng đôi khi bản vẽ GV giao cho SV cũng cố tình làm sai đi một số yêu cầu Ra, Rz hoặc giả bản vẽ đó với vị trí đó Ra, Rz không phù hợp lắm cần điều chỉnh lại cho hợp lý. Cho nên tôi luôn lưu ý SV cần phân tích kỹ cấu tạo chi tiết là thế.
5. Dao và máy:Cái nầy thì theo tôi không khuyến khích bạn nhớ làm chi cho mệt óc, đau sọ. Cứ tra sách, nhưng phải biết tra làm sao, tra như thế nào và tra ở đâu. Và nếu điều kiện cho phép (điều kiện đây là GVHD có tư tưởng thoáng ), bạn nên đưa những công nghệ gia công mới vào QT như đưa máy móc, công nghệ mới chẳng hạn. Hãy lấy chế độ cắt thực tế tại chỗ bạn lấy thông số máy và thông tin từ đó bạn sẽ tính toán lại những thông số cần thiết đi kèm.Còn máy ?, hãy tìm những máy cụ thể mà bạn có điều kiện tiếp xúc, ưu tiên nhất là thiết bị máy ở xưởng trường nơi bạn đang học, đang thực hành. Còn không thì hãy đến những trung tâm, xưởng cơ khí gần nhà, hãy trình bày cho chủ tiệm họ sẽ sẵn lòng giúp bạn lấy thông số, dân trong nghề không ai phủi tay hay quay lưng với bạn đâu. Còn đối đế lắm hãy tra trong sách.Tra sách thì thông thường là máy móc cũ thuộc những năm đời cũ của đời tàn, cho nên cần suy nghĩ thật kỹ khi bạn chọn máy từ sách, cần cập nhật máy đó còn trên thị trường không, nó thực sự hữu hiệu với nguyên công hay qui trình không. Nên chịu khó cập nhật những quyển sách về CNCTM mới nhất, trong những phần phụ lục hay rải rác đâu đó sẽ có những thông số cụ thể về máy cho bạn tra cứu tính toán. Hoặc xin mấy thầy cô trong khoa hay bộ mon những thông số nầy, họ sẽ cung cấp cho bạn.
6. Thiết kế đồ gá:Cái nầy thì nhiều SV nhà ta cứ như mắc tóc với nó, có nơm nớp lo lắng, không biết như

thế nào. Với tôi thì bạn hãy xem và xem nhiều sách vào, chúng nằm đâu đó trong những quyển sách, nhưng tốt nhất là bạn hãy xem chi tiết trong STCNCTM rồi từ đó kết hợp lại thành bộ đồ gá cho mình.Với đồ gá bạn cần lưu ý những bạc dẫn hướng: tính chất mài mòn, tính chất thay nhanh. Bên cạnh đó cần lưu ý thêm lực kẹp nữa nghen cũng như tính thực tiễn và đại trà, tiện dụng của đồ gá.Tóm lại khi thiết kế đồ gá trong ĐACNCTM bạn cần thiết kế sao cho đơn giản, tháo lắp nhanh, chính xác và tiện dụng là được, chứ đừng phức tạp, nhiêu khê quá nhiều chi tiết phụ làm cho dễ sai số hoặc mất thời gian tháo lắp.
7. Những quyển sách cần có khi làm đồ án:Với riêng thiển ý của mình thì khi bắt tay vào làm đồ án CNCTM, SV cần có những quyển sách sau để tham khảo và làm hành trang về sau, sách bây giờ cũng khá rẻ rồi, hoặc lên Net tìm ebook có thể có.1. ST CNCTM tập 1, 2, 32. Giáo trình CNCTM3. Chế độ cắt gia công cơ khí của thầy Hồ Viết Bình – cô Nguyễn Ngọc Đào - thầy Trần Thế San. Nói thêm rằng, trong quyển nầy có những thông số cụ thể của nhiều máy được những thầy cô cập nhật. Rất cụ thể cho SV dùng tra cứu và tính toán chế độ cắt.4. Thiết kế đúc của Nguyễn Xuân Bông5. Atlat đồ gá của thầy Trần Văn Địch6. Thiết kế ĐACNCTM của thầy Trần Văn Địch7. Dung sai lắp ghép và đo lường KT của thầy Hoàng Xuân Nguyên8. Vẽ kỹ thuật : đừng coi thường nó à, có nhiều lúc vẽ bạn sẽ quên nét vẽ, hình trích, mặt cắt, ren lỗ…hay một thứ gì đó cần thể hiện, hãy có bên cạnh để biết.9. Dụng cụ cắt gọt – G.V Philipop10. Hướng dẫn thiết kế ĐACNCTM của thầy Lê Trung Thực và thầy Đặng Văn Nghìn.11. Chi tiết máy của thầy Nguyễn Trọng Hiệp đôi khi cần nó đấy, như bulong nè, đai ốc, đệm vênh….. vẽ và tính theo thông số chứ không vẽ bừa đâu nhé !
8. Những quyền trợ giúp:- Ưu tiên một là trao đổi trực tiếp cùng giáo viên hướng dẫn: hãy chuẩn bị đầy đủ nhất ( theo bạn ) rồi hãy lên trao đổi cùng GV, đừng bao giờ không chuẩn bị gì mà lên hỏi GV, lúc đó bạn sẽ bị động ( không biết hỏi gì, làm gì và trả lời gì khi GV bắt bẻ hoặc gợi ý )- Ưu tiên thứ 2 là trao đổi cùng bạn bè ( teamwork ): bạn đừng cho rằng bạn bè học cùng lớp đều chưa có kinh nghiệm thì đều không biết gì hết, đó là những quan niệm sai lầm và ấu trĩ. Nhiều cái đầu, nhiều suy nghĩ sẽ làm nên nhiều thứ đó. Hãy nhờ bạn bè góp ý, cùng thảo luận chắc chắn sẽ ra nhhững ý tưởng mới hơn của bạn ( có thể cái ý tưởng nầy cũng sẽ trớt quớt khi gặp GV HD phản biện hoặc cố tình bắt bẻ để gợi ý tiếp cho bạn, nhưng chắc chắn rằng bạn sẽ được đánh giá cao trong vấn đế ý thức nghiêm túc trong học tập và được điểm trong quá trình làm ĐA )- Ưu tiên thứ 3: lên Net thảo luận để được giúp đỡĐây là cái phao thực sự hiện nay dành cho SV, do các diễn đàn ( như MES chẳng hạn ) có rất nhiều thầy đang giảng dạy trực tiếp các trường ĐH, hay những giáo sư đầu ngành, những KS hoặc anh em làm thực tế sẽ giúp các bạn. Nhưng các bạn cần nhớ rằng các bạn phải chuẩn bị một phần những gì mình biết, trình bày rõ ràng, cụ thể để mọi người hiểu
và giúp bạn nhanh hơn, không chung chung, không ngại hỏi.
Nhưng nói tóm lại là bạn phải tự thân vận động là trên hết, học để cho bản thân bạn, cho gia đình bạn chứ không cho ai cả. Hãy tự trang bị kiến thức cho mình bằng những bài học cụ thể không ỷ lại, trông chờ vào bất cứ một sự giúp đỡ nào trừ khi thật sự bạn bế tắc.Hy vọng qua bài viết vài dòng ngắn này sẽ giúp ích phần nào cho các SV, những KS Công nghệ tương lai.Chúc các bạn học tốt, hoàn thành ĐA một cách tốt nhất và thêm nhiều kiến thức cho bản thân sau khi hoàn thành ĐA của bản thân !
Phúc Linh - Meslab.org Túi khí và những điều cần biết
Túi khí là một hệ thống an toàn bị động vô cùng quan trọng để bảo vệ tính mạng của lái xe cũng như hành khách trên xe khi xảy ra va chạm. Túi ngày nay đã trở thành một trang bị an toàn trên hầu hết các mẫu xe hơi hiện đại. Sau đây chúng tôi xin giới thiệu với bạn đọc những điều nên biết về túi khí để bạn có thể sử dụng thiết bị an toàn này một cách hiệu quả nhất.Mục đích ra đời của túi khíTúi khí (airbag) là một túi tự động bơm đầy khí khi có tai nạn xảy ra nhằm giảm thiểu mức độ chấn thương của người ngồi trong xe. Túi khí (airbag) đã được nghiên cứu từ lâu và được sử dụng lần đầu tiên cho máy bay, trong giai đoạn Thế chiến II. Cho tới tận thập kỷ 1980, loại túi khí sản xuất hàng loạt trang bị cho xe ôtô mới bắt đầu xuất hiện. Năm 1998, Mỹ là một trong những nước đi tiên phong khi yêu cầu toàn bộ xe hơi đều phải có ít nhất hai túi khí dành cho lái xe và hành khách phía trước.
Cụ thể, túi khí an toàn phía trước được trang bị trên các xe ô tô thế hệ mới nhằm:· Giảm thiểu các rủi ro tai nạn liên quan đến con người· Giảm các chấn thương ở vùng đầu, cổ, ngực và mặt của người lái và hành khách ngồi kế bên khi xe bị va chạm từ phía trước.Tuy nhiên, bạn không được hiểu rằng xe được trang bị túi khí sẽ giúp bạn tránh được thương vong trong bất cứ tai nạn ô tô nào.Ngoài ra, một số xe hiện đại cũng trang bị thêm các túi khí bên hông. Túi khí này sẽ hoạt động khi xe bị va chạm trực diện vào khoang hành khách với một lực đủ lớn theo thiết kế của nhà sản xuất.Nguyên lý hoạt động

Nguyên lý hoạt động của túi khí về cơ bản khá đơn giản: Bộ điều khiển điện tử sẽ nhận tín hiệu từ các cảm biến để xác định gia tốc giảm dần của xe. Khi bộ điều khiển nhận được tín hiệu gia tốc giảm dần đủ lớn (bị va chạm) sẽ cung cấp dòng điện kích nổ túi khí tương ứng. Tốc độ nổ túi khí là rất nhanh (khoảng từ 10 đến 40 phần nghìn giây) nên sẽ tạo ra một túi đệm khí tránh cho phần đầu và ngực cửa hành khách va đập trực tiếp vào các phần cứng của xe. Sau khi đã đỡ được hành khách khỏi va chạm, túi khí sẽ tự động xả hơi nhanh chóng để không làm kẹt hành khách trong xe.
Hệ thống túi khí chưa kích hoạt (trái) và được kích hoạt (phải)
Sự kích nổ túi khí phụ thuộc vào 2 yếu tố cơ bản sau:· Lực va đập của xe (gây nên gia tốc giảm dần của xe) · Vùng và hướng va đập (điểm và hướng va chạm xuất phát đầu tiên) Trên hầu các hãng xe, túi khí sẽ được kích nổ khi gia tốc giảm dần tối thiểu là 2 G (G: gia tốc trọng trường) hoặc lực va đập tối thiểu tương đương với trường hợp xe đạt tốc độ khoảng 25 Km/h va chạm trực diện vào bức tường bê tông cố định.Ví dụ: Khi phanh là giảm tốc (gia tốc giảm dần). Giả sử, khi xe chạy ở tốc độ 120 km/giờ đạp phanh gấp cho xe dừng hẳn thì độ giảm tốc tối đa là 1,5 G như vậy độ giảm tốc 2 G để bung túi khí phải lớn hơn gia tốc giảm dần khi phanh gấp rất nhiều.
Trường hợp hạn chế bung túi khí phía trước
Do đó, trong một số trường hợp, sau khi bị tai nạn, vẻ ngoài xe trông bị hư hỏng rất nhiều nhưng túi khí không nổ vì gia tốc giảm dần của xe chưa đạt giới hạn cho phép để kích nổ túi khí. Với những trường hợp này, hệ thống dây đai an toàn đã đủ để giữ hành khách tránh khỏi những chấn thương nghiêm trọng.Vì vậy, trong tất cả các hướng dẫn sử dụng của tất cả các hãng sản xuất xe đều yêu cầu hành khách luôn đeo dây đai an toàn khi ngồi trên xe. Đây cũng là luật lệ bắt buộc của nhiều nước trên thế giới trong đó có Việt Nam. Điều đó có có nghĩa là không phải xe được trang túi khí thì có nghĩa là sẽ bung khi xảy ra va chạm. Có một số điều kiện sẽ hạn chế bung túi khí một số trường hợp sẽ không bung túi khí.
Trường hợp không kích hoạt túi khí trước Cuối cùng, bạn nên biết rằng túi khí là một thiết bị an toàn thụ động. Túi khí không phải sẽ bung trong mọi trường hợp nguy hiểm và cứ bung túi khí là bạn sẽ được an toàn. Cách an toàn nhất là bạn nên nâng cao kỹ năng lái xe và xử lý tình huống, không lái xe trong tình trạng say xỉn, chấp hành luật lệ khi tham gia giao thông...
Long Thành
Công nghệ hàn nổ (Explosive welding)
A-Bản chất của quá trình hàn nổHàn nổ xét theo kiểu năng lượng đưa vào, có liên quan đến nhóm quá trình cơ học liên kết các kim loại. Khi đó năng lượng hóa học chuyển hóa của lượng thuốc nổ ở dạng sản phẩm khí nổ được chuyển thành năng lượng cơ, làm cho một phần của vùng hàn trong các tấm kim loại dịch chuyển với vận tốc rất lớn. Động năng va đập của phần chuyển

động với bề mặt của phần cố định, được dùng làm công biến dạng mềm hỗn hợp của các lớp tiếp xúc của các kim loại (2 kim loại cần hàn), dẫn đến việc hình thành lien kết hàn hay mối hàn.Công biến dạng mềm chuyển thành nhiệt, nhiệt này do hậu quả tính đoạn nhiệt của quá trình, do vận tốc lớn có thể đốt nóng kim loại ở vùng liên kết cho đến khi đạt nhiệt độ khá cao (cho đến khi tạo những vùng nóng chảy cục bộ).Sơ đồ nguyên lý hàn nổ có 2 dạng: dạng song song và dạng không song song (tạo góc). Sơ đồ song song được trình bày sơ bộ trên hình
Hình 1- sơ đồ bố trí hàn hổ dạng song song1-khối thuốc nổ, 2- tấm đệm lót, 3- tấm kim loại dịch chuyển (tấm kim loại thứ nhất), 4-dụng cụ cố định khe hở giữa 2 tấm kim loại, 5-tấm kim loại cố định (tấm thứ 2), 6- tấm ván, 7-nền đất, 8- ngòi nổ điện (kích nổ bằng điện).
Với việc kích nổ thuốc, sẽ xuất hiện một mặt trước (mặt tiền) của sóng dẫn nổ và nó lan truyền với vận tốc D, phù hợp với việc chọn thuốc nổ, tính chất, khối lượng, trạng thái…, sẽ trong khoảng 2000-8000 m/s. Ở mặt sau (mặt hậu) tạo thành những sản phẩm nổ dạng khí trong khoảng thời gian rất ngắn theo quán tính chúng sẽ bảo toàn thể tích trước kia của thuốc nổ nằm trên đó dưới áp suất 100-200 nghìn at, sau đó với vận tốc 0,5-0,7D chúng sẽ mở rộng ra theo hướng vuông góc với những mặt phẳng tự do của khối thuốc nổ. Việc này tạo ra vùng kim loại ở dưới xung lượng nào đó, xung lượng này sẽ cuốn lần lượt từng khoảng thể tích kim loại thứ nhất vào sự chuyển động hướng tới bề mặt của tấm kim loại cố định và va đập với nó với vận tốc -(vận tốc va đập). Trong quá trình này, tấm kim loại thứ nhất (tạm gọi là kim loại “bay”) sẽ bị bẻ cong hai lần. Phần nghiêng của nó chuyển động với vận tốc -(vận tốc tiếp điểm), chuyển động ngay sau “mặt tiền” của song dẫn nổ, còn phần phía trước nữa của sóng dẫn nổ chưa kịp nổ thì dưới quán tính sẽ tiếp tục chiếm trạng thái của trạng thái ban đầu.

Hình 2- Sơ đồ cơ chế diễn biến hàn nổ ở thời điểm bất kỳ trong quá trình hàn
1-Mặt tiền của song dẫn nổ, 2-mặt tản của sản phẩm nổ, 3-mặt sóng loãng.Sự va đập với vận tốc lớn của kim loại “bay” (KLB) và kim loại cố định (KLCD) phát triển ra trong phạm vi của đỉnh chuyển động với góc gama (γ), các mặt phẳng KL gặp nhau với áp lực kb. Sự nén của nổ khắp các hướng tạo thuận lợi cho xu hướng mềm hóa ở khu vực tiếp xúc theo hướng hàn nhờ có sự hiện diện của mặt phẳng tự do phía trước góc gama và thành phần vận tốc , điều này bắt buộc những lớp bề mặt của cả 2 kim loại đồng thời biến dạng theo cùng hướng vận tốc . Kết quả dẫn đến sự kết dính hai bề mặt các kim loại và nhận được mối hàn.Cũng dưới cơ chế này thì các màng oxi hóa và những tạp chất bẩn trên bề mặt kim loại cũng bị đập vỡ, phân tán và rơi ra khỏi đỉnh góc gama dưới sự tác động của hiệu ứng dồn (hiệu ứng chồng chất).Tham số động lực của quá trình hàn nổ chính là vận tốc va đập của các mặt tiếp xúc, vận tốc chuyển động của đỉnh góc gama (vận tốc tiếp điểm), động năng va đập của các phần tiếp xúc W.Vận tốc va đập phụ thuộc vào vận tốc dẫn nổ D, mật độ của khối thuốc nổ, độ cao H của khối thuốc nổ, độ dày và mật độ hay độ chặt của KLB, đồng thời nó cũng phụ thuộc vào khoảng cách h giữa hai bề mặt kim loại. Có hai cách xác định đó là bằng thực nghiệm và bằng tính toán. Phương pháp thứ nhất dựa vào sự chụp ảnh ở từng thời điểm xảy ra của quá trình hàn nổ trong khoang chân không với sự trợ giúp của dụng cụ chuyên dụng ghi ảnh hoặc máy xung lượng rơnghen.Công thức tính toán chính xác hoàn toàn của đến giờ vẫn chưa thể thực thi được, lí do vì sự phức tạp của sơ đồ tính toán và số lượng lớn các đại lượng thay đổi (biến số) xác định quá trình va đập các vật thể kim loại khi hàn.Biến dạng mềm của kim loại theo cơ chế biến vị (lệch), khả năng xảy ra với vận tốc nhỏ hơn vận tốc truyền của sóng mềm nén . Bởi vậy để tạo ra liên kết vật lý trong vùng hàn và hiện thực hóa cơ chế tạo thành những trung tâm kích hoạt, phải nhỏ hơn , trong trường hợp ngược lại, kim loại không kịp biến dạng và không xảy ra quá trình hàn. Đối với một loạt liên kết các kim loại (thép-titan, nhôm-thép…) thỏa mãn điều kiện < là cần nhưng chưa đủ. Độ bền các liên kết của chúng tiếp tục tăng cùng với việc giảm và vào miền “tiền âm thanh”.
B-Các tham số của hàn nổ.1. Tham số công nghệ: gồm có khối lượng và kích thước hình học của các phần tử hàn;

dạng, khối lượng và kích thước hình học của khối thuốc nổ; kích thước xác định liên hệ giữa các phần tử (ví dụ khoảng cách giữa 2 tấm kim loại; mật độ hay độ chặt của các kim loại và thuốc nổ; góc α xác định vị trí đặt ban đầu của các kim loại (với sơ đồ song song thì α=0 ).
2. Tham số động lực: gồm có các vận tốc, vận tốc tiếp điểm (tiếp xúc) , vận tốc va đập , góc γ và áp lực P tại vị trí đỉnh của góc.
3. Tham số năng lượng: theo động lực học, tính chất quá trình hàn nổ được xem xét là quá trình của hiện tượng hóa-lý. Năng lượng chính là yếu tố ảnh hưởng lên quá trình này hay quá trình hình thành mối hàn. Lưu ý là quá trình hàn nổ phụ thuộc rất lớn vào vấn đề phân bố năng lượng trong việc chuyển hóa nó từ nguồn đến vị trí mối hàn. Để tạo ra liên kết chắc chắn bằng hàn nổ thì tại miền xảy ra va đập phải xác định một mức độ biến dạng mềm nào đó, để sao cho trong khoảng thời gian rất ngắn (được xác định bằng vận tốc hàn), làm đứt phần bị nén của các liên kết hóa học trên cả hai bề mặt hai kim loại và thay thế chúng bằng các liên kết mới. Năng lượng yêu cầu kích hoạt quá trình này khi hàn nổ chỉ có thể mở rộng được nhờ kết quả của biến dạng mềm của kim loại, độ biến dạng này qui định bởi năng lượng chi dùng cho phần động năng va đập các thành phần hàn.
Các thành phần năng lượng lần lượt là:W: động năng riêng va đập của các thành phần hàn,: động năng riêng của hệ gồm các thành phần hàn,: động năng riêng để làm biến dạng mềm các lớp bề mặt tại vị trí tiếp xúc,: năng lượng riêng lấy ra từ hệ hàn dưới tác động của hiệu ứng chồng chất.
4. Tham số vật lý: các tham số này một mặt điều khiển động học và tính chất mối hàn nhận được, mặt khác lại phụ thuộc vào các nhóm tham số trước và tính chất lý-hóa của kim loại. Nhóm các tham số vật lý có thể kể đến: - thời gian tạo thành mối hàn trong miền va đập, P- áp lực tác dụng lên miền va đập, -nhiệt độ các lớp tiếp xúc nhau của hai kim loại, ε- bậc biến dạng mềm của các lớp tiếp xúc nhau tại miền va đập, - chỉ số độ nhám các mặt tiếp xúc, -trở kháng lại sự biến dạng dưới sự tiếp xúc và va đập trên.
C-Những khuyết tật của vật liệu và mối hàn
Mối hàn nhận được từ hàn nổ phải ổn định chất lượng trên toàn bộ bề mặt đặc biệt là đối với các sản phẩm có kích thước lớn là một bài toán đủ khó về công nghệ. Điều này cắt nghĩa rằng một mặt hàn nổ cho phép nhận được mối hàn dùng cho rất nhiều chi tiết ứng dụng rộng rãi nhiều lĩnh vực và mục đích sử dụng khác nhau, nhưng mặt khác thì cũng tồn tại rất nhiều yếu tố ảnh hưởng đến cấu trúc và tính chất mối hàn các kim loại không đồng nhất (các kim loại khác nhau).Kinh nghiệm hàn nổ và sự phân tích trong những tài liệu đã được xuất bản và lưu hành chỉ ra rằng chất lượng của mối hàn bằng phương pháp nổ được đánh giá theo các tiêu chuẩn: tính đặc của mối hàn, độ bền của mối hàn, cấu trúc vùng hàn, độ biến dạng của chi tiết, sự có mặt của các khuyết tật.

Độ đặc hay tính đặc của mối hàn được đánh giá bằng tỉ lệ diện tích mối hàn chất lượng trên toàn bộ diện tích sản phẩm. Nó được kiểm tra bằng phép dò khuyết tật siêu âm.
Độ bền mối hàn xác định bằng cách thử nghiệm cắt hoặc đứt lớp hàn (lớp hàn qui ước là lớp kim loại “bay” hay còn gọi là lớp “mạ”. Kim loại cố định cũng có thể coi là kim loại được mạ)
Cấu trúc miền hàn có tính chất xác định bằng
-các tham số liên kết dạng sóng;-sự có mặt của: hợp kim, chất tơi xốp, lỗ rỗ, vi rạn nứt, các phi kim;-độ vi cứng;-tổ chức tế vi phụ.
Cấu trúc được kiểm soát bằng nghiên cứu kim tương học, phương pháp phân tích rơn-ghen hoặc quang phổ, phương pháp dò khuyết tật từ trường…
Độ biến dạng của sản phẩm xác định bằng độ cong và độ nới dài.
Khuyết tật của sản phẩm hàn ( mạ, bimetal, composite lớp…) đó là: những vết rạn, lỗ rò-rỗ, sứt mẻ và phá hủy.
Chất lượng mối hàn đuợc xác định bằng sơ đồ hàn bao gồm: các tham số truyền năng lượng hàn, tính chất các kim loại thành phần, công tác chuẩn bị bề mặt để hàn, dạng bệ đỡ và các yếu tố môi trường ngoài khi tiến hành ở bãi rộng (độ ẩm, gió bui, lượng mưa… ).
Phân loại khuyết tật hàn, về cơ bản đối với sản phẩm cỡ lớn, phân chia ra 5 nhóm, mỗi nhóm lại chia ra các nhóm nhỏ tùy theo sự phân bố khuyết tật và nguyên nhân xuất hiện.
1- Hàn không thấu (khuyết tật về tính đặc).a- đơn giản là ở các rìa, mépb- liên hệ với sự vỡ ở chế độ hàn
2- Khuyết tật của miền hàna- dạng cây thongb- vỡ trễc- những phần nóng chảy
3- Khuyết tật của chi tiếta- congb- giãnc- ở rìa.
4- Hỏng lớp mạ (kim loại “bay”)

a- bề mặtb- rò, rỉ, lỗ rỗc- nứt.
5- Các vi nứt và phá hủya- mẻb- bóc lớpc- xuất hiện khi kim loại cố định (kim loại được mạ) bị kéo dãnd- được qui định bởi kim loại được mạe- có liên qua đến quá trình công nghệ.
D- Sơ lược về ứng dụng của bimetal nhận bằng hàn nổ trong công nghiệp và các nghành khác nhau.
1- Vật liệu chống ăn mònMột trong các phương pháp bảo vệ có hiệu quả kim loại trước ăn mòn đó là sản xuất kim loại nhiều lớp. Điều này cho phép hạ thấp chi phí cho các kim loại thiếu hụt và hiếm trong công nghiệp. Một mặt việc sử dụng sẽ cho khả năng kết hợp các tính chất nhiều vật liệu khác nhau sử dụng ở các công việc khác nhau trong một sản phẩm vật liệu suy nhất (composite).
Bimetall chống ăn mòn đưa vào trạng thái “xử lý nhiệt”, khi đó hiển nhiên mức độ các cơ tính của tấm bimetal tăng cao hơn hẳn cơ tính của kim loại dùng để mạ. Điều này liên hệ đến vận dụng các thép hợp kim thấp làm kim loại cơ bản (kim loại được mạ).Phối hợp thép hợp kim thấp với thép chống gi sẽ làm tăng độ bền composite so với kim loại dùng để mạ. Với cách này bimetal chống ăn mòn đã được sản suất đại trà có giới hạn chảy đạt 400-500 MPa và có thể làm cho cao hơn nữa.Các tính chất quan trọng khác của bimetal này là tính dẫn nhiệt và tính công nghệ- có khả năng cho phép thực hiện các quá trình công nghệ khác như hàn, uốn, dập…Dĩ nhiên bimetal không có độ dẫn nhiệt cao bằng một kim loại nguyên khối thuần nhất. Tuy thế ở trường hợp này khi dùng thép chống gỉ để mạ thì bimetal có độ dẫn nhiệt chỉ kém độ dẫn nhiệt của kim loại cơ sở (kim loại được mạ) một chút nhưng lại cao hơn hẳn kim loại dùng để mạ đến 2-3 lần. Điều này cho phép chế tạo thiết bị trao đổi nhiệt mà lại có các tính năng vận hành khác tương đối tốt.Khả năng chống ăn mòn của bimetal quyết định bằng lớp kim loại mạ. Có thể sử dụng thép ayctenit crom và chế tạo thiết bị làm việc trong môi trường có liên kết hữu cơ, các dung dịch muối nitrit, sunphat, và clorua cũng như có khí clo khô, khí lưu huỳnh hoặc cacbonat.Trường hợp môi trường đặc biệt ăn mòn mạnh, có thể sử dụng vật liệu mạ làm từ hợp kim của niken, titan và một số kim loại màu.Trong công nghiệp hóa học người ta sử dụng bimetal kể trên để làm bể kết tinh, thiết bị chân không, bình ngưng tụ, thiết bị trao đổi nhiệt lò l(uyện) hơi, giếng rửa, bình phản ứng, nồi hấp để làm sạch dầu mỡ, thiết bị dành cho phản ứng oxi-hóa, máy trộn…Trong công nghiệp dầu mỏ, người ta vận dụng bimetall này để chế tạo máy trộn, bể phản ứng chưng cất xăng từ dầu, nồi phản ứng tinh luyện, thiết bị trao đổi nhiệt…

Gần 80% bimetal dùng trong các nhà máy thuộc công nghiệp dầu mỏ đều dùng bimetal chứa 12-14% Cr, C < 0,08% , P < 0,03%, S < 0,025% … Nhưng thép này, bỏ qua tính chống gỉ của nó, không thể sử dụng làm vật liệu kết cấu. Chính độ nhớt va đập thấp và tính giòn của các mối hàn, đặc biệt trong điều kiện làm việc nhiệt độ thấp đã tạo ra vấn đề đó. Cho nên dùng nó làm kim loại mạ sẽ đưa ra khả năng nhận được vật liệu kết cấu với những tính năng làm việc mới.
2- Vật liệu chống mài mòn
Chúng ta dùng phương pháp hàn nổ để tạo ra bimetal chống mài mòn. Vật liệu dùng để mạ, là thép và hợp kim có tính chống mài mòn cao, còn vật liệu dùng làm kim loại cố định thì thông thường chọn thép các-bon thấp.Để sử dụng làm vật liệu chống mài mòn, người ta có thể dùng tấm 2 hoặc 3 lớp có độ dày chung là 2-15 mm với độ dày tương đối của từng lớp 10-15% độ dày chung. Kim loại cơ sở hay kim loại được mạ, được chọn là các loại thép có 0,06-0,5 % C, tương tự để chọn làm kim loại mạ, có thể sẽ là thép chứa 0,6-1,3% C hoặc các hợp kim dụng cụ chống mòn cũng như một số thép cac-bit.Có thể sử dụng các tấm bimetal dày hơn- độ dày lên tới 50-100 mm, chủ yếu dùng trong khai thác quặng mỏ. Tương lai sẽ sử dụng bimetall định hình ở dạng có các tiết diện của các loại lưỡi dùng làm các dao cắt khác nhau trong sản xuất nông nghiệp và dụng cụ cắt gọt công nghiệp, hoặc ở dạng tròn hay phức tạp hơn (như bánh răng, các chi tiết thân rỗng…) dùng trong các trục, đĩa, chốt, dao phay, tiện… Sử dụng kết hợp kim loại cứng với kim loại mềm hơn sẽ không chỉ cho ra thứ vật liệu có thời hạn sử dụng chống mài mòn tăng mà còn tạo được từ chúng những cái lưỡi cắt trong máy cày với tính năng mới đó là tự mài mòn. Điều này giải thích được rằng những lớp vật liệu mềm bị mài mòn nhanh hơn những lớp cứng (được dùng làm lưỡi sắc). Các chi tiết như vậy không cần phải mài sắc cho đến khi nào vật liệu bị mài mòn hoàn toàn. Cũng có phương án khác để làm lưỡi cày từ bimetall, đó là dùng bimetall định hình dạng “chèn đôi” với độ dày chung là 4-12 mm bề rộng 220 mm. Bề dày lớp cắt gọt làm từ thép 15% C, 6% Cr, 1% V và chiếm 23-30% đọ dày chung bimetal.Bimetall còn dùng làm đĩa và chân máy xới đất, đĩa xới của máy bừa, máy cắt phẳng (bào), bộ phận xay của máy xay-giã …Từ composite dụng cụ cũng tạo ra dao nhíp cắt gỗ, giấy …Tương lai lớn hơn sẽ dùng phổ biến bimetal dạng này vào tổ chức, kết cấu giao thông vận tải: rãnh-máng, gàu xúc, dùng trong khai thác khoáng sản, nghành nhiệt lượng, công nghiệp nhẹ và công nghiệp thực phẩm.Composite kim loại chống mài mòn không chịu các thử nghiệm cơ chuyên dụng. Có một số qui ước chuẩn định trước là độ cứng tối đa cho phép của kim loại cơ sở trong trạng thái chưa xử lý nhiệt và độ cứng nhỏ nhất của kim loại mạ sau khi tôi. Cũng có thể kiểm soát sự tách lớp.Tiêu chuẩn cơ bản của chất lượng vật liệu chống mài mòn là độ mài mòn riêng của lớp vật liệu cứng (lớp mạ), có thể theo độ dài hoặc theo khối lượng. Điều này được xác định nhờ thí nghiệm trong phòng thí nghiệm các dao cắt trong chậu với đất trồng và thực nghiệm trong sản xuất với mẫu thử tự nhiên của chi tiết máy nông nghiệp (lưỡi cày, lưỡi gạt) lúc cày.

3- Vật liệu kỹ thuật điệnTrong kỹ thuật điện bimetall dùng làm dây dẫn và chi tiết của bộ phận tiếp xúc. Thông thường composite kim loại kết hợp lại trong đó các tính chất về điện và tính bền rất tốt với các kim loại rẻ nhất, ít hiếm (Cb, Al, Ag…). Ngoài ra dây dẫn composite còn có khối lượng nhỏ và chống ăn mòn tốt.Bimetall dây với lớp ngoài làm từ đồng và lõi thép có tính phổ biến cao như vật liệu dây dẫn hầu như không thua kém về khả năng dẫn của dây đồng nhưng lại kinh tế hơn và bền hơn. Dây thép chứa nhôm dùng làm đường thông khí trong ống thông gió của tàu điện và xe điện, dây chão cho việc tiếp xúc và truyền điện khí hóa trong đường sắt.Triển vọng lớn là việc sử dụng composite để làm những mấu nối liền trong mạch điện. Chính ở đầu nối này xảy ra phần mất mát cơ bản năng lượng điện trong các chi tiết tải lưu (dẫn điện). Sử dụng các mấu tiếp xúc bằng bimetal bởi vì các nguyên nhân sau: thiết kế thanh dẫn, điện cực, và các chi tiết khác từ các kim loại khác nhau; sự nhất thiết tạo ra mấu tiếp điểm chuyển mạch giữa các chi tiết tải lưu không có đồng; việc sử dụng các chi tiết tải lưu thành phần với mục đích kinh tế đối với các kim loại đắt giá và kim loại hiếm; tăng cường cơ tính các chi tiết tải lưu làm từ kim loại và hợp kim mềm dẻo.Một trong những nghành vận dụng năng lượng trong thời đại ngày nay là điện hóa thực hành, điện phân, kết tủa và tinh luyện kim loại (Ni, Al, Cu, Zn, Ti, Co, Sn, Cr…).Sử dụng các tiếp điểm bằng vật liệu lớp kim loại trong mạch điện điện hóa thực hành làm việc dưới tải dòng với cường độ lớn, dưới nhiệt độ cao, trong môi trường hóa có hoạt tính lớn. Đây là yêu cầu cao đòi hỏi về chất lượng vật liệu được sử dụng. Tiếp điểm bằng bimetal (Ti+Cu, thép+Al, Cu+Al…) sử dụng cho hàng loạt các quá trình điện hóa thực hành, mà sẽ tăng thời hạn sử dụng của các chi tiết tải lưu một cách tương đối và giảm đáng kể trở kháng tại vị trí chuyển tiếp điểm.Cũng trong điện hóa thực hành, vật liệu nhiều lớp dạng dải cuộn được dùng làm vật liệu kết cấu. Vật liệu này kết hợp trong đó những tính chất như độ bền cao, độ dẫn điện cao và hệ số nở dài thấp, khả năng chống ăn mòn, tính công nghệ tiếp nhận gia công.
4- Vật liệu chống ma sátMột trong những lĩnh vực hiệu quả của việc sử dụng composite lớp kim loại đó là sản xuất vòng bi trượt. Trong các máy hiện hành việc sử dụng vòng bi trượt là tốt hơn cả, hơn các vòng bi lăn, nhờ có kích thước và lượng chứa kim loại nhỏ cũng như các tính năng làm việc tốt.Chi phí kim loại màu dùng trong vòng bi composite đặc biệt nhỏ hơn chi phí cho vòng bi làm từ một kim loại màu (độ dày của lớp chống ma sát chỉ cẩn vài phần mm).Vật liệu gốc cho vòng bi là dải bimetall hoặc cuộn với lớp cơ sở làm từ thép các-bon thấp, lớp mạ làm từ hợp kim chống ma sát (la-tông, brong, hợp kim nhôm…) hoặc một số loại polimer cũng có tính chống ma sát tốt.
5- Lưỡng kim (bimetall) “nhiệt”Bimetall nhiệt dùng trong sản xuất các dụng cụ cảm ứng nhiệt, rơ-le, bộ phận tự lựa… Vê cơ bản tính chất của bimetal nhiệt có thể tóm gọn lại vào khả năng bẻ cong dưới tác dụng nhiệt độ khi nóng lên. Bởi vậy để đạt được độ cong lớn nhất thì trong thiết kế phải chọn các thành phần của bimetall có sự khác biệt lớn về hệ số nở dài. Khi đó tính cơ-lý của các thành phần phải đáp ứng cho việc nhận được liên kết bền theo toàn bộ mặt tiếp xúc, cũng như gia công bimetall-nhiệt (dập, cắt, hàn…). Ngoài ra nhất thiết phải đáp ứng trong quá

trình làm việc bimetall-nhiệt không có ứng suất dư, không thay đổi điện trở và tính nhiệt hoạt.
6- Vật liệu composite lớp trong sản phẩm dân dụng. Trong cộng đồng thế giới con người, chế tạo đồ dân dụng từ bimetal đem lại hiệu quả rất lớn (chén bát, các dụng cụ điện dân dụng…), chi tiết hoàn thiện, trang trí trong ô-tô, tiền xu, biểu tượng, trang trí, đồ sắt, kiến trúc…Cái chảo nấu ăn được làm từ 2 hoặc nhiều lớp kim loại, trong đó có thép không gỉ kết hợp với thép các-bon thấp, hợp kim đồng hoặc nhôm. Composite này sẽ cho tính chống gỉ và vẻ đẹp cũng như tính an toàn. Chảo này giữ một nhiệt độ tối ưu trong khi nấu ăn (nhanh và nóng đều), giảm thiểu khả năng thức ăn bị cháy.Công ty Hoa Kỳ “Texas Instruments” đã xuất xưởng loại chảo 4 lớp vật liệu gồm Ni+thép không gỉ+Cu+Ni. Công ty Anh quốc “Prestige” thì sản xuất chảo từ 3 lớp kim loại: thép không gỉ+thép các-bon thấp+thép không gỉ. Còn tại Đức vật liệu không gỉ “Platinox” dùng để sản xuất xoong-nồi, chảo, chi tiết của máy giặt, máy sấy, các máy tự động rửa chén bát. Thép fe-rit để mạ dùng trong chế tạo ô-tô, làm giếng, bình vật liệu trang trí cho xây dựng.
Trên đây là giới thiệu chung về sơ đồ hàn nổ để chế tạo bimetal và một số ví dụ nhỏ về sự ứng dụng của nó trong các lĩnh vực sản xuất và đời sống khác nhau. Ưu điểm của công nghệ ở việc cho phép tạo ra bimetall hoặc composite lớp với các kim loại bất kỳ, với các kích thước lớn bất kỳ (tương đối) với các ưu điểm về cơ tính và một số tính chất đặc biệt khác. Việc ứng dụng bimetall và composite lớp nói chung vào phục vụ sản xuất và đời sống là hết sức phổ biến và có hiệu quả to lớn. Việc sản xuất bimetall hoặc vật liệu kim loại nhiều lớp bằng hàn nổ đòi hỏi phải có sự chuẩn bị kỹ lưỡng về công nghệ, kinh nghiệm và tính toán tối ưu hóa các tham số liên quan. Điều này rất quan trọng trong việc cho ra các sản phẩm đạt tiêu chuẩn như yêu cầu và thể hiện được tính ưu việt của công nghệ. Bởi vì có nhiều yếu tố liên quan và ảnh hưởng đến quá trính hàn nổ và chất lượng của thành phẩm, mặt khác quá trình xảy ra hàn là rất nhanh cho nên không thể trực quan quan sát và kiểm soát quá trình này. Vì thế việc tối ưu hóa và tin tưởng vào sự lựa chọn các tham số là rất quan trọng.Thông thường người ta sẽ kết hợp hàn nổ với một số phương pháp gia công áp lực khác như cán, ép… và các phương pháp xử lý nhiệt để tùy mục đích mà nhận được thành phẩm theo mong muốn. Điều quan trọng là độ bền của mối hàn phải đạt yêu cầu cao. Điều đó thể hiện ở việc thử nghiệm độ bền với sự phá hủy không xảy ra ở chỗ hàn mà xảy ra ở kim loại có độ bền thấp hơn. Việc nghiên cứu cơ tính có thể là thực nghiệm trên: đo độ cứng, độ vi cứng, đứt, cong, độ nhớt …Tùy thuộc vào kim loại và các tham số hàn nổ mà các quá trình xảy ra ở vùng hàn khi hàn sẽ khác nhau. Tại đó sẽ có thể xảy ra các quá trình: chuyển pha, khuyếch tán, phản ứng hóa học… kết quả sẽ nhận được những thành phần khác nhau: những vùng nóng chảy cục bộ, liên kim loại, dung dịch rắn, liên kết hóa học và các pha khác…Hàn nổ nhìn chung là một phương pháp sản suất kim loại nhiều lớp có tính sản xuất cao và tính kinh tế. Hàn nổ được phát triển trên thành quả của những nghiên cứu ứng dụng áp lực vào gia công kim loại, điều khác biệt để tạo nên hiệu quả cao là áp lực nổ tương đối lớn. Ở nhiều nước có nền công nghiệp tiên tiến việc ứng dụng công nghệ này đã trở nên

phổ biến và chuyên nghiệp, thể hiện qua các công ty, nhà máy chuyên dụng và cho hiệu quả kinh tế cao, và dễ dàng nhận thấy rằng triển vọng của hàn nổ cũng đi lên cùng với triển vọng của kim loại lớp nói riêng, composite nói chung trong thời đại mới.
Phụ lục: 1-Sơ đồ bố trí hàn nổ dạng nghiêng (tạo góc)
1-tấm kim loại cố định, 2- tấm kim loại dịch chuyển, 3-khối thuốc nổ, 4- tấm ván, 5- ngòi nổ điện (kích nổ bằng điện).2-Tấm vật liệu nhận được từ các hợp kim trên cơ sở nhôm-đồng với số lượng lớp khác nhau
3-Quan sát tại vùng hàn, đường ranh giới giữa hai kim loại của mối hàn sau khi nổ (hàn 2

miếng thép các bon thấp cùng loại)
và cũng 2 tấm kim loại này nhưng với các tham số khác nhau khi nổ sẽ cho ra hình dạng đường giới hạn khác nhau, và có thể sẽ dẫn đến tính chất khác nhau của mối hàn.
4-Hình dạng của các sản phẩm bimetal và composite lớp:


Nguồn tài liệu tham khảo:
1-Лысак В.И. Сварка взрывом/ В.И.Лысак, С.В.Кузмин.-М.: машиностроение-1, 2005.-544с.2-Казак Н.Н. Методики металлографического исследования сварных соединений, полученных сваркой взрывом/ Н.Н. Казак// Методические указания к лабораторным работам.- 1981.3-Трыков Ю.П. Технология получения металлических композиционных материалов методом сварки взрывом/ Ю.П. Трыков, В.Г Шморгун// Учебное пособие.- Волг, 2000.4-http://www.strateg.novo-sibirsk.ru http://pmi.basnet.by
Tác giả: Hải NinhEmail: [email protected] [email protected]
Link tải tài liệu gốc:Code:
http://www.megaupload.com/?d=H81PJI9F
Công nghệ hàn TIG, MIG, MAG
Công nghệ hàn TIG, MIG, MAG

nguồn ME - Meslab
























![[Tailieuluyenthi.com]Tong Hop Cac Bat Dang Thuc Va Pp Chung Minh, Ung Dung](https://img.pdfslide.tips/doc/110x75/55cf9852550346d03396fb5d/tailieuluyenthicomtong-hop-cac-bat-dang-thuc-va-pp-chung-minh-ung-dung.jpg)





