Embed Size (px)
DESCRIPTION
Informe de planta quimica
Citation preview
SUMARIO
1. Introducción
2. Exposición de motivos Panorama de la agricultura Áreas de cultivo de la agricultura condiciones que hacen de la urea un fertilizante apropiado para el uso en la
agricultura
3. capacidad de la planta Método de puntaje de selección de tecnología
4. Características y propiedades de la urea
5. Bases teóricas del proceso de fabricación de urea
6. Balance de materia
7. Balance de energía
8. Costo fijo de inversión
CALCULOS ECONOMICOS Página 1
INTRODUCCIÓN
En nuestro país “Perú” se cuenta con el mejor abono natural del mundo, sin duda el humus de lombriz es el mejor fertilizante orgánico conocido en el mundo hasta el momento. El humus de lombriz es el producto resultante de la transformación digestiva en forma de excretas que ejerce este pequeño anélido sobre la materia orgánica que consume. Aunque como abono orgánico puede decirse que tiene un excelente valor en macro nutrientes, también habría que mencionar la gama de compuestos orgánicos presentes en él, su disponibilidad en el consumo por las plantas, su resistencia a la fijación y al lavado.Existen en el mercado diferentes tipos de humus de lombriz, los cuales se diferencian básicamente por el sustrato utilizado para alimentar a las lombrices; Los provenientes de materia vegetal fermentada y estiércol de animal.
Para completar su abonamiento, los agricultores se ven precisados a adquirir abonos o fertilizantes para abastecer el crecimiento de las plantas. El objetivo principal de la industria de los fertilizantes es proporcionar los nutrientes principales y secundarios que son necesarios en grandes cantidades. Nutrientes primarios son suministrados normalmente a través de Fertilizantes químicos. Cualquiera que sea el compuesto químico, su ingrediente más importante para el crecimiento de las plantas es nitrógeno, además de otros nutrientes primarios como fósforo y potasio.
La urea es un importante fertilizante nitrogenado. Su utilización es cada vez mayor, es el preferido en todo el mundo. Se utiliza en fertilizantes sólidos, fertilizantes líquidos, Resinas de formaldehído y adhesivos.
Rouelle descubrió por primera vez la urea en la orina en 1773. Su descubrimiento fue seguido por Woehler mediante la síntesis de urea a partir de amoníaco y el anhídrido carbónico. Esto se considera ser la primera síntesis de un compuesto orgánico a partir de un compuesto inorgánico. En 1870, Bassarow produce la urea por calentamiento del carbamato de amonio en un tubo sellado en lo que fue la primera síntesis de la urea por deshidratación. La fórmula química de, NH2CONH2 , indica que la urea puede ser considerada como la amida del NH2COOH.En la actualidad existen varios procesos para la fabricación de la urea, pero en nuestro presente informe se eligió a dos de estos métodos para compararlos y determinar así el proceso de mejor obtención de urea. Los métodos escogidos son: el proceso de la TECNOLOGIA SNAMPROGETTI y el proceso de la TECNOLOGIA TOYO- KOATSU.
Esto permite a la fábrica diseñar el mejor proceso de obtención de urea generando un alto rendimiento con menores costos, permite apreciar la economía en los costos de operación y orientados a satisfacer las condiciones de la agricultura, tales como suministros económicos, clase y calidad de materias primas, fuentes de energía, etc.
CALCULOS ECONOMICOS Página 2
EXPOSICION DE MOTIVOS
PANORAMA DE LA AGRICULTURA
El Perú es un país agricultor tiene una población total aproximada de 30 millones de habitantes (tomando como referencia el año 2013). La población de encuentra distribuida en zonas que difieren dramáticamente una de la otra.
Serían aptas, 210 000 hectáreas moderadamente aptas, 350 000 hectáreas marginalmente o muy marginalmente aptas y el resto (cerca de 14 millones de hectáreas) se consideran como no aptas. En la Sierra, solamente 450 000 hectáreas serían muy aptas, unas 220 000 hectáreas aptas o moderadamente aptas, casi 1 millón de hectáreas marginalmente o muy marginalmente aptas y el resto (cerca de 19 millones de hectáreas) no son aptas.
CALCULOS ECONOMICOS Página 3
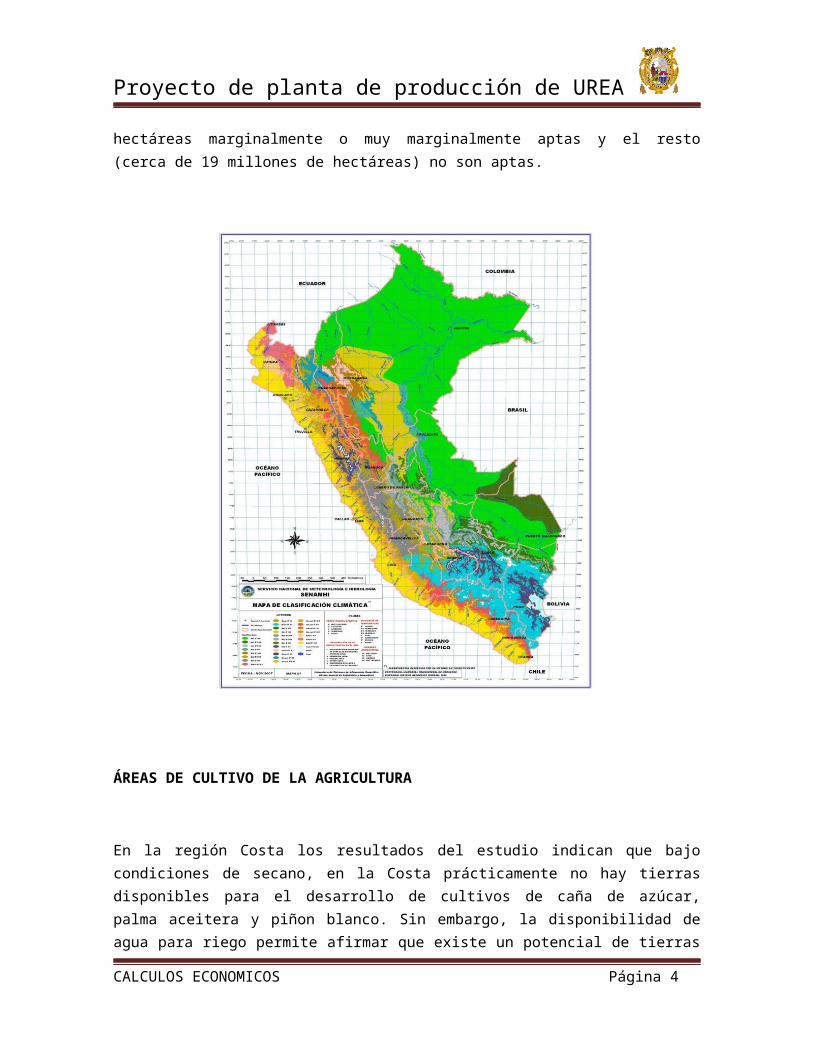
ÁREAS DE CULTIVO DE LA AGRICULTURA
En la región Costa los resultados del estudio indican que bajo condiciones de secano, en la Costa prácticamente no hay tierras disponibles para el desarrollo de cultivos de caña de azúcar, palma aceitera y piñon blanco. Sin embargo, la disponibilidad de agua para riego permite afirmar que existe un potencial de tierras eriazas, cercano a 200 000 hectáreas, ubicadas en zonas áridas situadas entre las regiones de Piura y Lima, que podrían destinarse a la implementación de cultivos de caña de azúcar y eventualmente piñon blanco para producir biocombustibles líquidos. Sin embargo, es necesario un análisis profundo del impacto de la disponibilidad de agua para verificar que este recurso existe.
Considerando que en la Costa la precipitación es casi nula, el agua se obtiene ya sea de los ríos o de la napa freática. Actualmente, un gran volumen de agua se pierde en el Océano Pacífico por lo que es necesario construir más reservorios y dar un adecuado mantenimiento a los que actualmente existen y que presentan serios problemas de colmatación. Otra alternativa es la construcción de canales similares al que conduce agua para la irrigación Chavimochic (Región La Libertad). La transferencia de agua desde la cuenca Amazónica permitirá obtener grandes volúmenes de agua para el desarrollo de las tierras áridas de la costa. Ya se tienen dos ejemplos importantes en la región Arequipa (Proyecto Majes-Siguas) y en Lambayeque (Olmos). En ambos casos, se beneficiará a un gran número de pequeños y medianos agricultores.
Sin embargo, es necesario considerar que estos proyectos requieren grandes inversiones y son a mediano y largo plazo. El desarrollo de las plantaciones azucareras para obtener etanol anhidro, ya sea para el mercado interno o para exportación, requiere grandes inversiones y el uso de técnicas modernas de cultivo, especialmente la implementación del riego tecnificado, la labranza intensiva y un alto nivel de insumos para asegurar buenos niveles de productividad. Por ello, se estima que serán grandes inversionistas los que comprarán las tierras aptas. Las nuevas empresas se convertirán en polos de desarrollo y contribuirán a reducir la pobreza rural, gracias a la creación de un gran número de puestos de trabajo para los pobladores ubicados cerca de las plantaciones. Asimismo, la demanda local respecto a varios servicios, se incrementará sustancialmente. Además, las nuevas plantaciones incentivarán el desarrollo de unidades agrícolas pequeñas y medianas que abastecerán con caña de azúcar a las fábricas que producirán etanol anhidro. Finalmente, es preciso destacar que se trata del uso de tierras en las que el cultivo de caña de azúcar no compite con cultivos alimenticios.
CALCULOS ECONOMICOS Página 4
En la región de la sierra (los Andes) ,en el presente estudio se ha evidenciado que la mayor parte del territorio de la Sierra no es apta para cultivos de caña de azúcar, palma aceitera y piñon blanco. Este último aparece como el más promisorio con unas 800 000 hectáreas muy aptas o aptas. En general, la ampliación de la frontera agrícola presenta una serie de problemas entre los que se pueden citar: topografía accidentada, factores climáticos negativos (heladas, sequías), excesivo fraccionamiento de la propiedad agrícola, falta de ordenamiento de la propiedad de los predios (titulación) y difíciles condiciones socioeconómicas de los pobladores.
La topografía que resulta de la presencia de la cordillera de los Andes, favorece la erosión causada por las lluvias y por las malas prácticas agrícolas. Se han desarrollado una serie de proyectos para contrarrestar la erosión evitando la desertificación pero el efecto multiplicador es muy lento. El mejor ejemplo se refiere a los trabajos de PRONAMACHCS, creado en 1981 y que desde el 2008 está incorporado dentro de AGRO RURAL.
Se han propuesto varios proyectos en relación a la implementación de cultivos (canola, girasol e higuerilla) para obtener biocombustibles líquidos pero ninguno ha prosperado. En el futuro, es probable que la mayoría de los agricultores siga con sistemas de producción de subsistencia. Continuarán sembrando cultivos tradicionales para autoconsumo, para intercambio y para mercados locales. Se trata de agricultura con cultivos asociados, intensa rotación de cultivos, agroforestería, uso de pesticidas casi nulo, poco capital, uso intensivo de mano de obra y prácticas para la conservación del suelo y la biodiversidad. Hay algunos ejemplos de investigación y extensión participativa de cultivos nativos, destacando la papa amarilla y la quinua cuyos rendimientos y calidad han mejorado notoriamente lo que permite obtener buenos precios y por ende permite reducir la pobreza rural.
En la región de la selva, el territorio que ocupa la Selva representa más de la mitad del área del país. Las lluvias son abundantes y gran parte de la llanura amazónica tiene poca pendiente por lo que está cubierta por agua o la napa freática es muy superficial lo que constituye una seria restricción para el desarrollo de proyectos agrícolas. Además, sería necesario talar los árboles y la deforestación generaría desertificación. Algunos reportes indican que ya existen más de 3 millones de hectáreas deforestadas, principalmente en las regiones San Martín, Loreto y Ucayali. Otras versiones señalan que habría algo más de 1 millón de hectáreas deforestadas, el 10 por ciento delas cuales sería altamente apropiada para expansión de la frontera agrícola y un 40 por ciento sería moderadamente apropiada, de acuerdo a consideraciones agroclimáticas.
CALCULOS ECONOMICOS Página 5
En esta región geográfica, la palma aceitera es el cultivo por excelencia, utilizando agricultura de conservación y usando altos insumos. El presente estudio indica que existirían más de 10 millones de hectáreas disponibles. Actualmente, hay cerca de 20 000 hectáreas con dicho cultivo y varios estudios anteriores indican que el área deforestada, inmediatamente disponible para este cultivo sería de alrededor de 120 000 hectáreas. El uso de mano de obra es intensivo lo que constituye un aspecto fundamental para el mejoramiento del nivel de vida de los pobladores. En cuanto al cultivo de caña de azúcar, los resultados obtenidos indican que habría alrededor de 2 millones de hectáreas aptas.
Sin embargo, hay que tener presente que en diversas oportunidades se ha analizado la posibilidad de instalar plantaciones azucareras pero los estudios no han tenido en cuenta que las condiciones agroclimáticas de la cuenca amazónica son muy diferentes a las existentes en la Costa en cuanto a variedades, manejo del cultivo, duración del ciclo vegetativo y rendimientos.
En varias zonas, las lluvias son excesivas, la topografía dificulta la mecanización y la infraestructura existente no es apropiada lo que restringe las áreas disponibles para desarrollar plantaciones de caña de azúcar y que eventualmente el porcentaje de sacarosa es bastante menor en comparación con los valores obtenidos en la Costa. El potencial para piñon blanco también es importante ya que, de acuerdo al presente estudio, habría unas 15 millones de hectáreas muy aptas para dicho cultivo. Sin embargo, no hay antecedentes respecto a su comportamiento en esta zona geográfica. Se requerirá hacer muchos estudios para determinar la factibilidad de implementarlo.
CALCULOS ECONOMICOS Página 6
CONDICIONES QUE HACEN DE LA UREA UN FERTILIZANTE APROPIADO PARA EL USO EN LA AGRICULTURA
La urea es uno de los mejores fertilizantes que tienen varias características distintivas, como su característica no contaminante, mayor capacidad de rendimiento y respeto al medio ambiente
Apto para todo tipo de cultivos y que no causa ningún daño, ya que sólo contiene dióxido de carbono y nitrógeno. Se puede guardar fácilmente ya que tiene una excelente vida de anaquel. Disponible en los gránulos grandes, este compuesto orgánico que puede ser almacenado por un período de tiempo más largo, ya que no retenga la humedad.
Otro rasgo característico de este abono es que es muy barato en comparación con otros fertilizantes y por lo que es ampliamente utilizado por los agricultores. Además, se sabe que aumenta la fertilidad del suelo y un mejor rendimiento de los cultivos. Se mezcla bien con el suelo a pesar de que se mezcle bien con otros fertilizantes también.
Se puede comprar fácilmente de los fabricantes de urea que la oferta de este fertilizante orgánico en las tiendas en línea. También disponible en otras formas como los productos químicos, cosméticos, productos farmacéuticos, etc.
Sin embargo, la atención especial debe ser tomada mientras que la aplicación de urea en el suelo como debe ser bien mezclado con la tierra para producir los resultados deseados. Es a menudo recubierto con otros materiales para que el contenido de nitrógeno de los fertilizantes no se evapora rápidamente. El suelo debe ser húmedo y muy absorbente para obtener resultados finales.
Es difícil encontrar un compuesto orgánico que sirve como un excelente fertilizante, así como un ingrediente útil en muchos otros productos. La urea se considera el tratamiento de fertilización más fuerte y más barato disponible en comparación con otros fertilizantes caros.
No aumenta la salinidad de los terrenos, siendo insustituible en aquellos terrenos salados en los que no conviene aplicar salitre ni sulfato de amonio. Como sabemos muchos suelos de nuestra costa adolecen del defecto de ser salinos, esto es, tener una alta proporción de cloruros y sulfatos que, en muchos casos, hacen difícil las siembras, pues la planta no desarrolla con facilidad.
La urea al no llevar ninguna sal de residuos y al eliminarse totalmente, no empeora la calidad de estos suelos que abundan en la costa peruana. La urea se ha convertido así en uno de los mejores fertilizantes que se adapta a las necesidades de la agricultura y su empleo y difusión en el futuro tiene que ser muy amplio.
CAPACIDAD DE LA PLANTA
CALCULOS ECONOMICOS Página 7
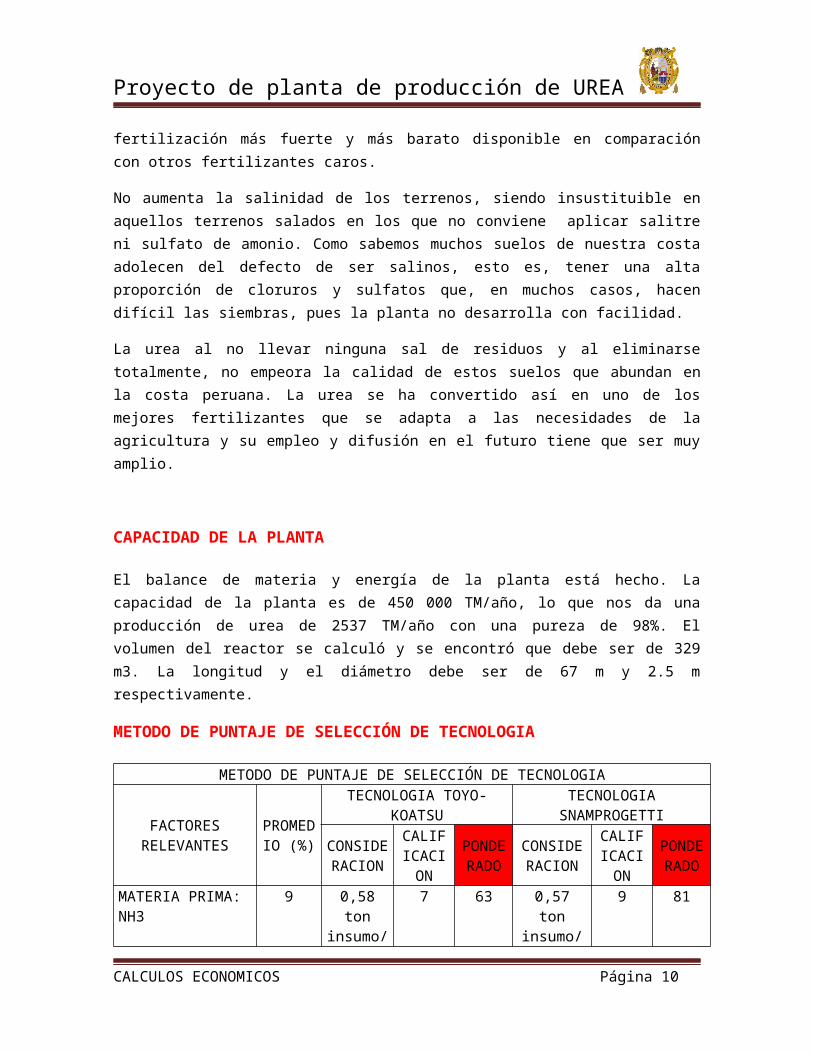
El balance de materia y energía de la planta está hecho. La capacidad de la planta es de 450 000 TM/año, lo que nos da una producción de urea de 2537 TM/año con una pureza de 98%. El volumen del reactor se calculó y se encontró que debe ser de 329 m3. La longitud y el diámetro debe ser de 67 m y 2.5 m respectivamente.
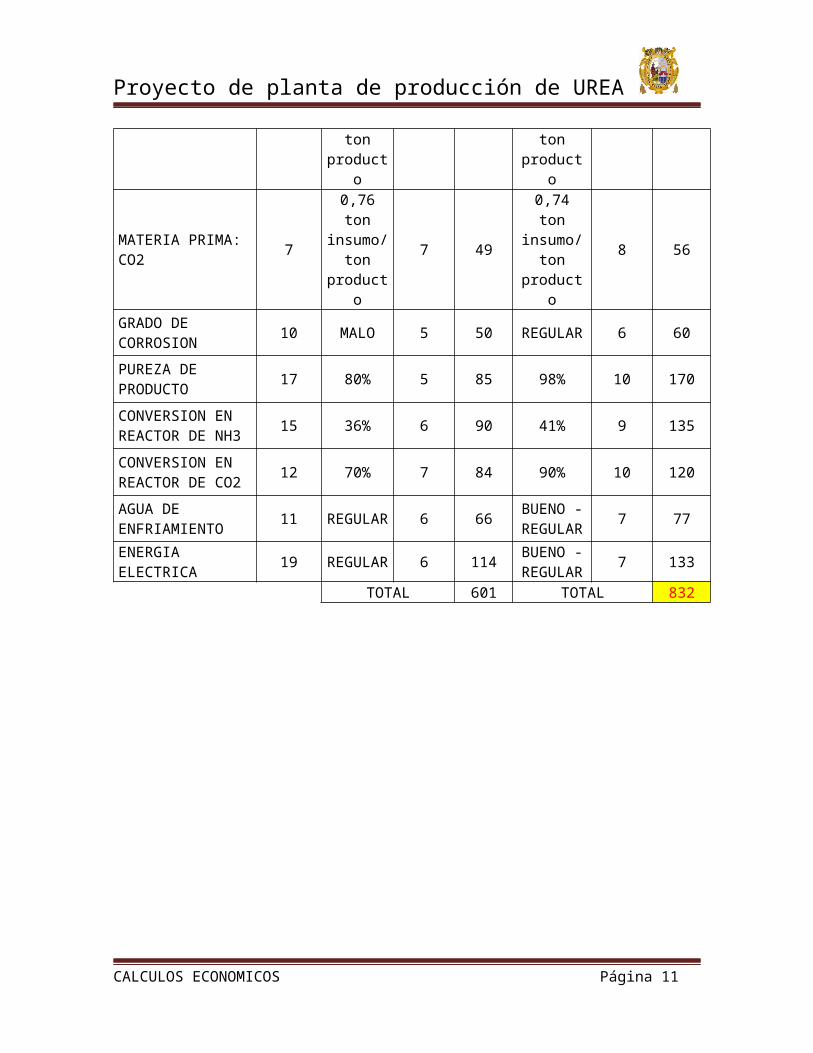
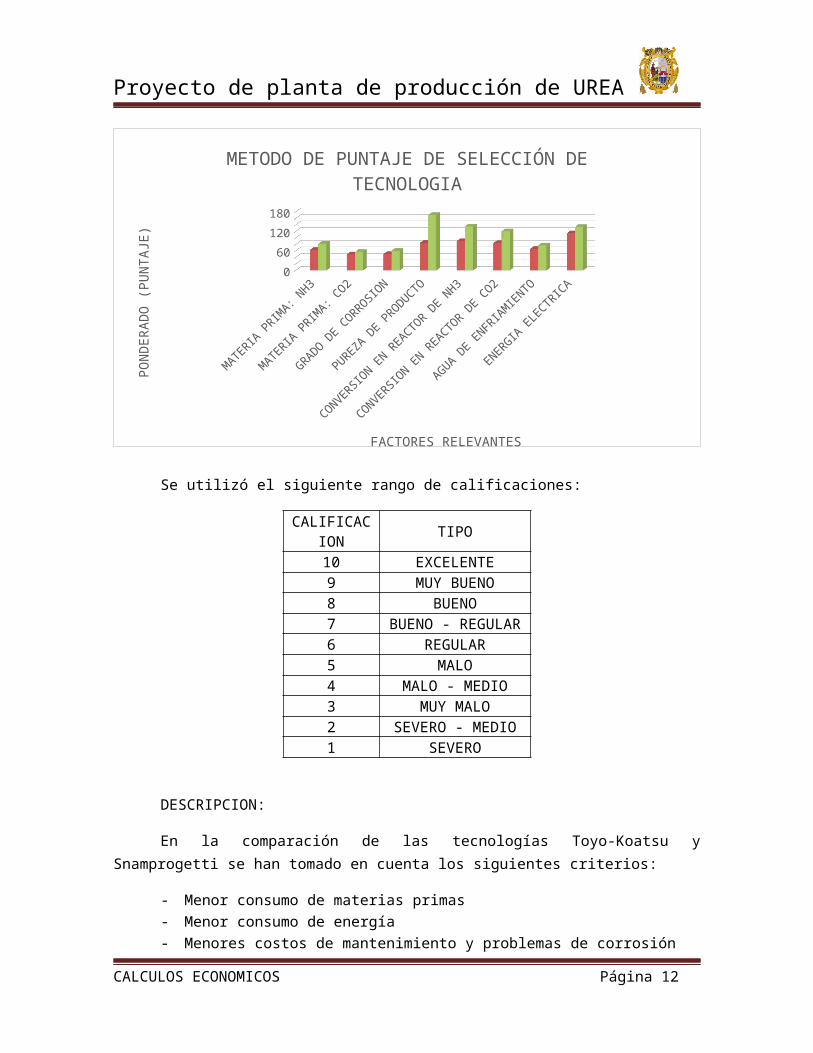
METODO DE PUNTAJE DE SELECCIÓN DE TECNOLOGIA
METODO DE PUNTAJE DE SELECCIÓN DE TECNOLOGIA
FACTORES RELEVANTES
PROMEDIO (%)
TECNOLOGIA TOYO- KOATSU TECNOLOGIA SNAMPROGETTICONSIDER
ACIONCALIFICACION
PONDERADO
CONSIDERACION
CALIFICACION
PONDERADO
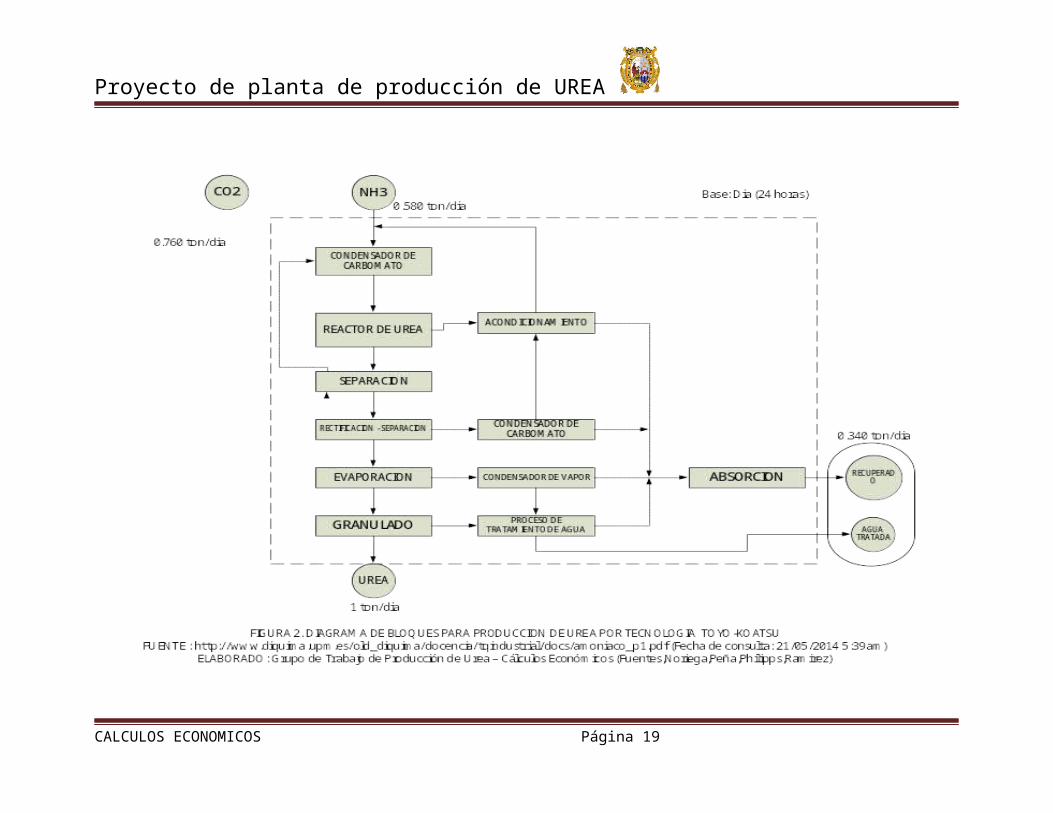
MATERIA PRIMA: NH3 9
0,58 ton insumo/to
n producto
7 630,57 ton
insumo/ton producto
9 81
MATERIA PRIMA: CO2 7
0,76 ton insumo/to
n producto
7 490,74 ton
insumo/ton producto
8 56
GRADO DE CORROSION 10 MALO 5 50 REGULAR 6 60
PUREZA DE PRODUCTO 17 80% 5 85 98% 10 170
CONVERSION EN REACTOR DE NH3 15 36% 6 90 41% 9 135
CONVERSION EN REACTOR DE CO2 12 70% 7 84 90% 10 120
AGUA DE ENFRIAMIENTO 11 REGULAR 6 66
BUENO - REGULAR 7 77
ENERGIA ELECTRICA 19 REGULAR 6 114BUENO - REGULAR 7 133
TOTAL 601 TOTAL 832
CALCULOS ECONOMICOS Página 8
0
40
80
120
160
METODO DE PUNTAJE DE SELECCIÓN DE TECNOLOGIA
FACTORES RELEVANTES
POND
ERAD
O (P
UNTA
JE)
Se utilizó el siguiente rango de calificaciones:
CALIFICACION TIPO10 EXCELENTE9 MUY BUENO8 BUENO7 BUENO - REGULAR6 REGULAR5 MALO4 MALO - MEDIO3 MUY MALO2 SEVERO - MEDIO1 SEVERO
DESCRIPCION:
En la comparación de las tecnologías Toyo-Koatsu y Snamprogetti se han tomado en cuenta los siguientes criterios:
- Menor consumo de materias primas- Menor consumo de energía- Menores costos de mantenimiento y problemas de corrosión- Menor cantidad de agua necesaria para intercambio de calor
CALCULOS ECONOMICOS Página 9
1. La tecnología Snamprogetti hace uso de una alta eficiencia en el uso de calor, debido a la posibilidad de recuperar vapor a una alta presión y con la correspondiente reducción de los consumos de agua de enfriamiento.
2. Menor consumo eléctrico debido principalmente a la baja presión de compresión de CO2 y al empleo de bombas de reciclo muy pequeñas.
3. Menor severidad de operación de algunos equipos, especialmente para la bomba de carbamato y del compresor de CO2.
4. Menores costos de instalación debido al hecho que en la sección de alta presión la conversión total de CO2 es cercana al 90% contra una conversión del orden de 70% en la tecnología Toyo-Koatsu, lo cual involucra una reducción considerable del tamaño de equipos después de la sección de síntesis.
5. Debido a las condiciones menos severas para los equipos e instalaciones, la incidencia de costo de mantenimiento es menor para el caso de la tecnología Snamprogetti.
Finalmente, haciendo uso del método de selección por puntaje de tecnología, se llega a la conclusión que el proceso en el cual se aprovecha y posee cualidades y características más beneficiales es el PROCESO SNAMPROGETTI.
CALCULOS ECONOMICOS Página 10
CARACTERÍSTICAS Y PROPIEDADES DE LA UREA
La urea se descubrió por primera vez en la orina en 1773 por Rouelle. Su descubrimiento fue seguido por la síntesis de la urea a partir del amoniaco y ácido cianhídrico realizado por Woehler en 1828. Este fue considerado el primer proceso de síntesis de un compuesto inorgánico a partir de un compuesto orgánico.
Las aplicaciones industriales de la urea son numerosas. Merecen citarse sus usos en la agricultura como fertilizante y como producto que se agrega al alimento de los rumiantes, en la industria de las resinas de urea-formaldehido, como estabilizador de las proteínas y del almidón, como ablandador para los productos de la celulosa, como neutralizantes y en la medicina.
PROPIEDADES FISICAS Y QUÍMICAS DE LA UREA
Propiedades físicas:
Es un sólido cristalino, blanco e inodoro, de sabor fresco y salino que recuerda al del nitrato de potasio. No es corrosivo. Es higroscópica y absorbe humedad de la atmósfera.
Propiedades Químicas:
Peso molecular : 60.05
Humedad relativa : 60%
Contenido máximo de nitrógeno : 46.6%
Gravedad específica : 1.335
Calor de fusión : - 5.78 a – 6.00 cal/g
Calor de combustión : 2531 cal/g
Calor de disolución en agua : -57.8 cal/g
Se disuelve fácilmente en agua, en alcoholes y en el amoniaco líquido. Es poco soluble en éter etílico, en acetato de etilo y en piridina a temperatura ambiente.
Ref. Enciclopedia de Tecnología Química (1962) Pag. 722-731
Véase: Manufacture of Urea, Thesis
CALCULOS ECONOMICOS Página 11
BASES TEÓRICAS DEL PROCESO DE FABRICACIÓN DE UREA
En la industria la urea se obtiene por reacción de amoniaco y dióxido de carbono:
2NH3 + CO2 NH2COONH4 -37.4 Kcal
Esta reacción altamente exotérmica esta seguida por una descomposición endotérmica del carbomato de amonio
NH2COONH4 NH2CONH2 + H2O +6.3 Kcal
Existe una reacción indeseable que es la formación de biuret:
2NH2CONH2 NH2CONHCONH2 + NH3
La 1era reacción normalmente se completa entre 185 – 190°C y entre 180 – 200 atm.
La 2da reacción de descomposición es lenta y determina la velocidad de la reacción.
La recirculación del amoniaco y del dióxido de carbono en forma de solución acuosa de carbomato de amonio disminuye el grado de conversión en urea a causa de la elevada concentración de agua en el sistema. Para compensar este efecto hay que aplicar elevadas temperaturas en el reactor y utilizar mayor concentración de amoniaco, esto conlleva a elevar también la presión. Esto se convierte en un problema ya que hacen más costosa la planta, debido a las altas presiones y al revestimiento que deben de tener los equipos. Y la síntesis se complica aún más por la formación de un dímero llamado biuret, que debe mantenerse baja, ya que afecta negativamente al crecimiento de algunas plantas.
Ref. Enciclopedia de Tecnología Química (1962) Pag. 722-731
Véase: Manufacture of Urea, Thesis
CALCULOS ECONOMICOS Página 12
DESCRIPCION DEL PROCESO
En lo concerniente a la tecnología de la urea, muchas plantas se han construido en las últimas décadas utilizando los dos tipos de procesos más conocidos: El convencional de Reciclo total y el despojamiento.
Ambas tecnologías han estado buscando la reducción de los consumos de energía y el mejoramiento de la calidad de la urea, que también contribuye a la realización de ahorros.
Los procesos de despojamiento con amoniaco ( Snamprogetti) o con dióxido de carbono (Stamicarbon ) han estado orientados al mejoramiento de la conversión de CO2; mientras que los procesos convencionales de reciclo total (mitsuI Toatsu y Montedison han desarrollado nuevos procesos) , respectivamente que combinan los altos rendimientos del reactor , de los procesos convencionales de reciclo total , con las ventajas de las altas recuperaciones de calor de los procesos de despojamiento .
Al pasar de las décadas se fueron desarrollando diferentes tecnologías para la producción de la urea como:
Proceso INVENTA. Proceso CHEMICO. Proceso PECHINEY. Proceso MONTECATINI. Proceso DU PONT. Proceso CHEMICO. Proceso MITSUI TOATSU. Proceso SNAMPROGETTI. Proceso STAMICARBON. Proceso ACES. Proceso IDR.
De los cuales en el presente documento se estudiaran dos de ellos: MITSUI TOATSU, SNAMPROGETTI.
CALCULOS ECONOMICOS Página 13
PROCESO MITSUI TOATSU
La reacción se lleva a cabo a 250 atm y 200 ℃ , con una relación molar de NH 3
CO2 de 4.1/1.
El carbamato contenido en el efluente del reactor es descompuesto en tres etapas de sucesivamente bajas presiones de 17 -2.5-0.3 atm. Los gases de tope de estos descomponedores son absorbidos con agua y luego reciclados al reactor.
La solución concentrada de urea sale por el fondo del último descomponedor y es enviada al sistema de cristalización al vacío. Los cristales resultantes son separados del licor madre (rico en Biuret) en una centrifuga, luego secados, fundidos y finalmente granulados. Parte del licor madre retorna al reactor donde el gran exceso de amoniaco permite su conversión a urea. El producto final contiene 0.3 % de Biuret ; El calor suministrado para la descomposición es recuperado por una corriente de solución concentrada de urea proveniente del sistema de cristalización , al nivel del absorbedor de alta presión ( 17 atm).
El reactor es de acero al carbono revestido con titanio, debido a la alta corrosividad de la solución que recicla. Los demás equipos como los descomponedores, absorbedores, cristalizadores, fundidor son de acero inoxidable.
CALCULOS ECONOMICOS Página 14
CALCULOS ECONOMICOS Página 15
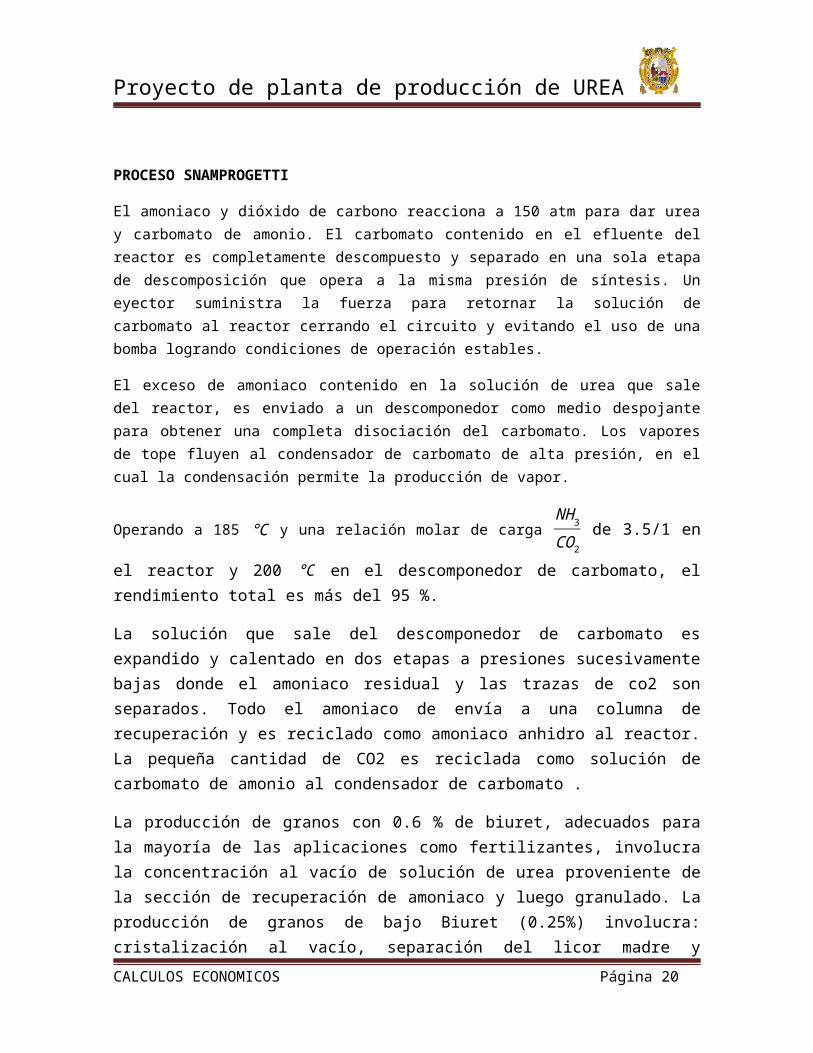
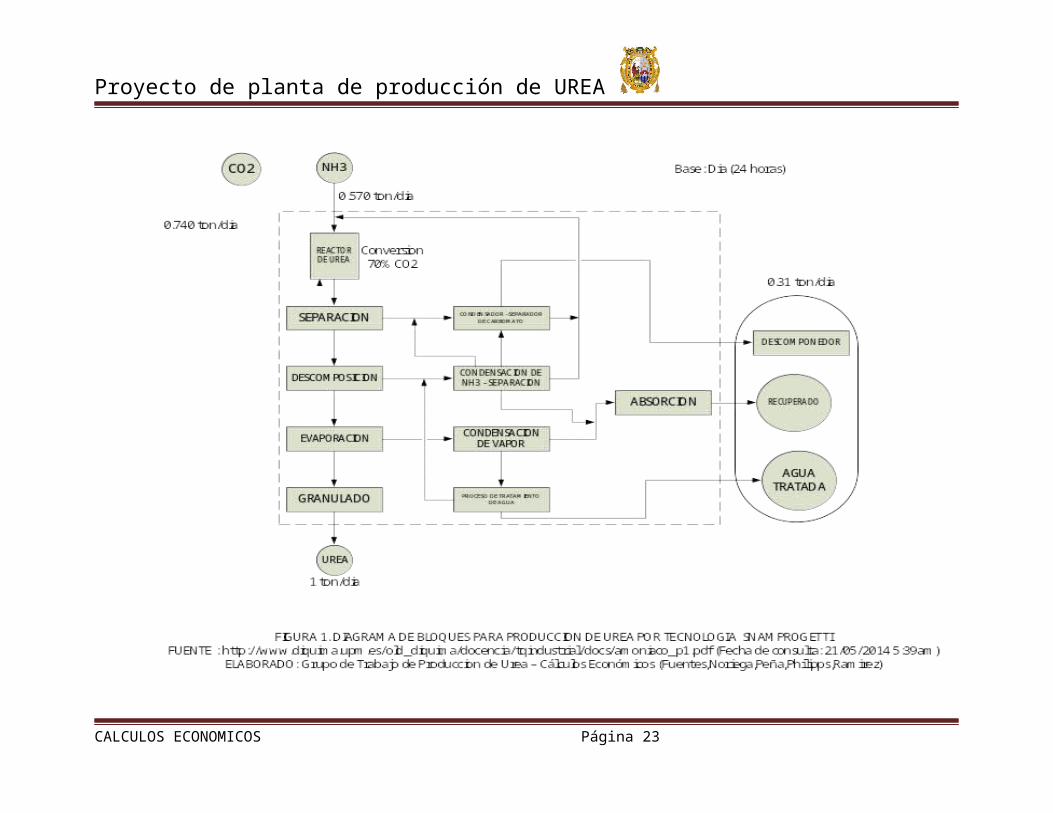
PROCESO SNAMPROGETTI
El amoniaco y dióxido de carbono reacciona a 150 atm para dar urea y carbomato de amonio. El carbomato contenido en el efluente del reactor es completamente descompuesto y separado en una sola etapa de descomposición que opera a la misma presión de síntesis. Un eyector suministra la fuerza para retornar la solución de carbomato al reactor cerrando el circuito y evitando el uso de una bomba logrando condiciones de operación estables.
El exceso de amoniaco contenido en la solución de urea que sale del reactor, es enviado a un descomponedor como medio despojante para obtener una completa disociación del carbomato. Los vapores de tope fluyen al condensador de carbomato de alta presión, en el cual la condensación permite la producción de vapor.
Operando a 185 ℃ y una relación molar de carga NH 3
CO2
de 3.5/1 en el reactor y 200 ℃ en el
descomponedor de carbomato, el rendimiento total es más del 95 %.
La solución que sale del descomponedor de carbomato es expandido y calentado en dos etapas a presiones sucesivamente bajas donde el amoniaco residual y las trazas de co2 son separados. Todo el amoniaco de envía a una columna de recuperación y es reciclado como amoniaco anhidro al reactor. La pequeña cantidad de CO2 es reciclada como solución de carbomato de amonio al condensador de carbomato .
La producción de granos con 0.6 % de biuret, adecuados para la mayoría de las aplicaciones como fertilizantes, involucra la concentración al vacío de solución de urea proveniente de la sección de recuperación de amoniaco y luego granulado. La producción de granos de bajo Biuret (0.25%) involucra: cristalización al vacío, separación del licor madre y cristales en centrifuga, secado de cristales, fusión y granulado.
El circuito de síntesis opera a temperatura y presiones moderadas, con un alto exceso de amoniaco. De manera que los problemas de corrosión están bastante reducidos
CALCULOS ECONOMICOS Página 16
CALCULOS ECONOMICOS Página 17
CALCULOS ECONOMICOS Página 18
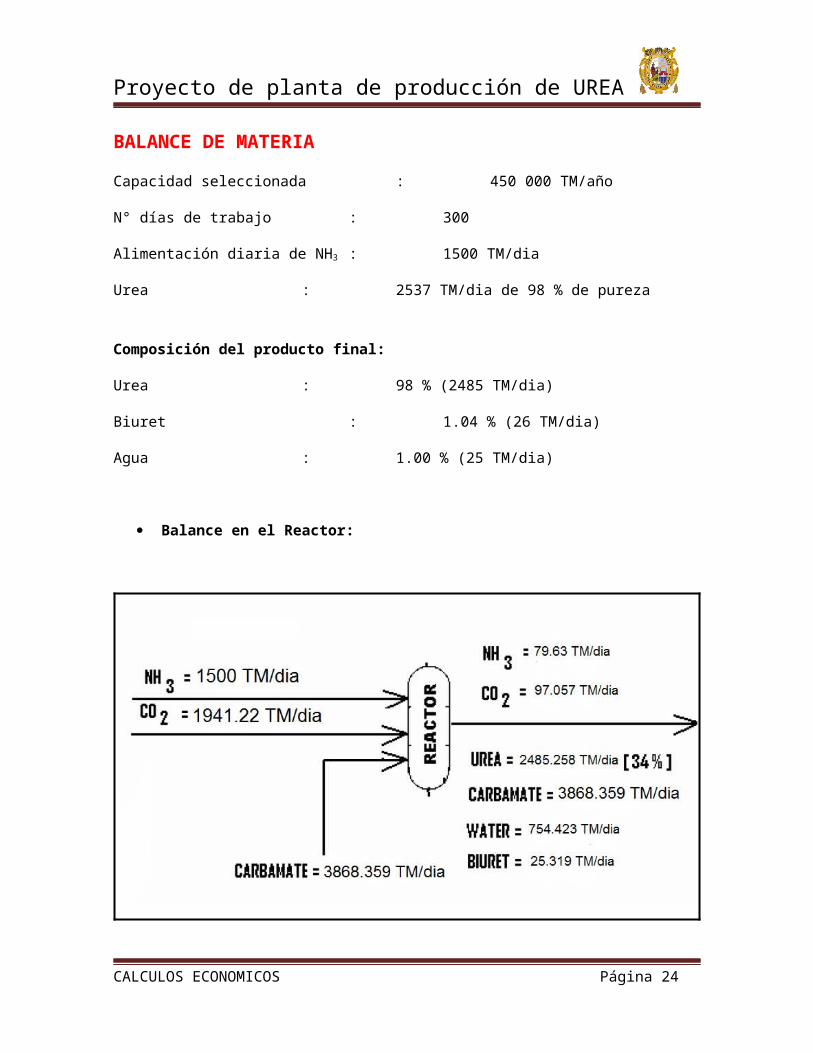
BALANCE DE MATERIA
Capacidad seleccionada : 450 000 TM/año
N° días de trabajo : 300
Alimentación diaria de NH3 : 1500 TM/dia
Urea : 2537 TM/dia de 98 % de pureza
Composición del producto final:
Urea : 98 % (2485 TM/dia)
Biuret : 1.04 % (26 TM/dia)
Agua : 1.00 % (25 TM/dia)
Balance en el Reactor:
ENTRADA SALIDA
CALCULOS ECONOMICOS Página 19
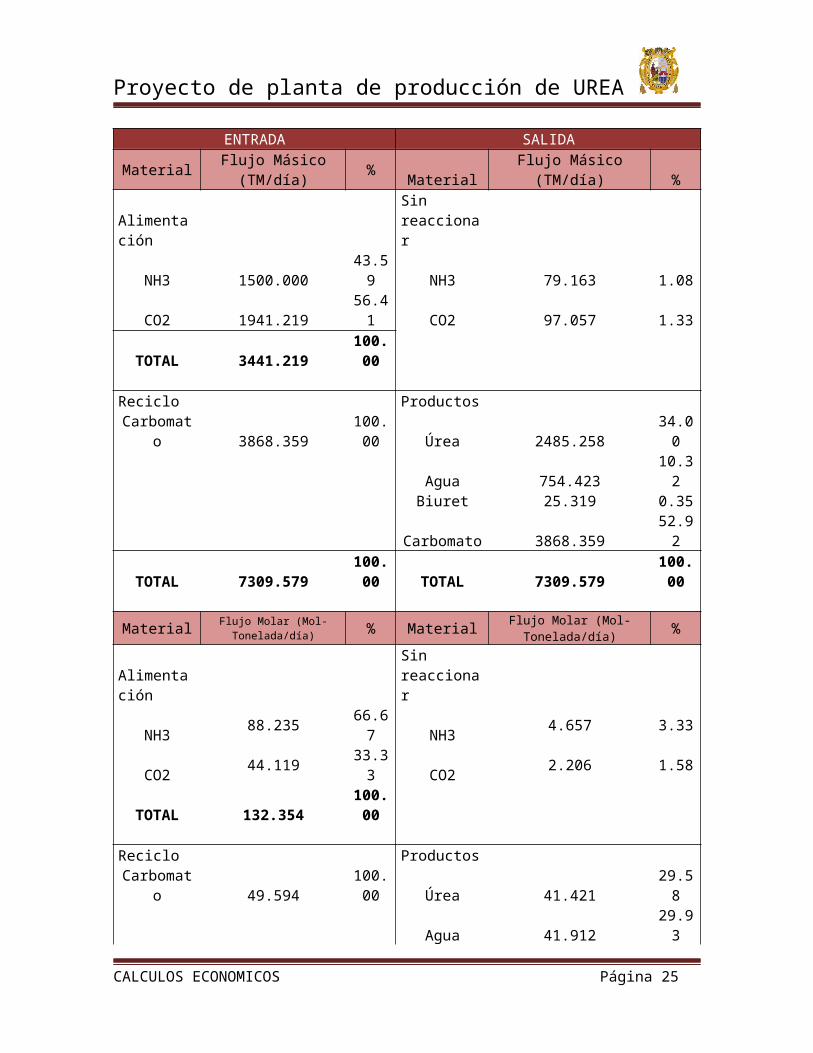
Material Flujo Másico (TM/día) % Material Flujo Másico (TM/día) %Alimentación
Sin reaccionar
NH3 1500.000 43.59 NH3 79.163 1.08CO2 1941.219 56.41 CO2 97.057 1.33
TOTAL 3441.219100.0
0 Reciclo Productos Carbomato 3868.359 100.00 Úrea 2485.258 34.00
Agua 754.423 10.32 Biuret 25.319 0.35 Carbomato 3868.359 52.92
TOTAL 7309.579100.0
0 TOTAL 7309.579100.0
0
Material Flujo Molar (Mol-Tonelada/día) % Material Flujo Molar
(Mol-Tonelada/día) %
Alimentación
Sin reaccionar
NH3 88.235 66.67 NH3 4.657 3.33CO2 44.119 33.33 CO2 2.206 1.58
TOTAL 132.354100.0
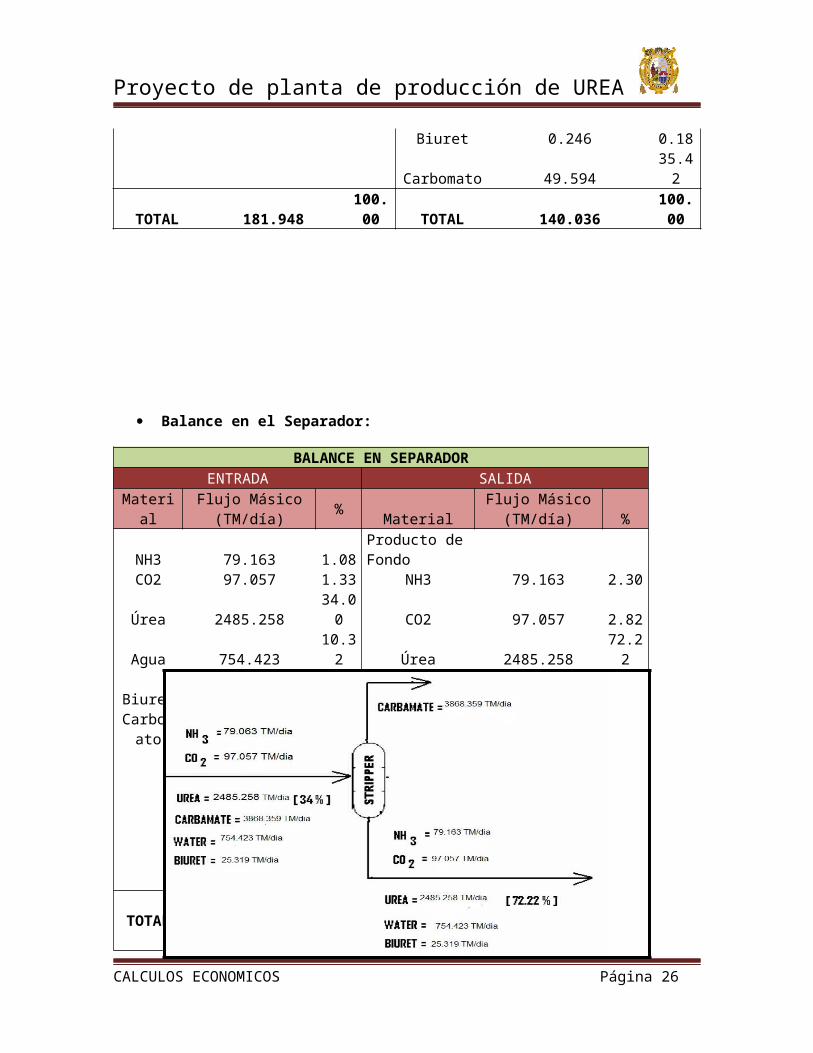
0 Reciclo Productos Carbomato 49.594 100.00 Úrea 41.421 29.58
Agua 41.912 29.93 Biuret 0.246 0.18 Carbomato 49.594 35.42
TOTAL 181.948100.0
0 TOTAL 140.036100.0
0
Balance en el Separador:
BALANCE EN SEPARADORENTRADA SALIDA
Material Flujo Másico % Material Flujo Másico %
CALCULOS ECONOMICOS Página 20
(TM/día) (TM/día)
NH3 79.163 1.08Producto de Fondo
CO2 97.057 1.33 NH3 79.163 2.30Úrea 2485.258 34.00 CO2 97.057 2.82Agua 754.423 10.32 Úrea 2485.258 72.22Biuret 25.319 0.35 Agua 754.423 21.92
Carbomato 3868.359 52.92 Biuret 25.319 0.74
TOTAL 3441.219100.0
0
Producto de Tope
Carbomato 3868.359100.0
0
TOTAL 7309.579100.0
0 TOTAL 7309.579100.0
0
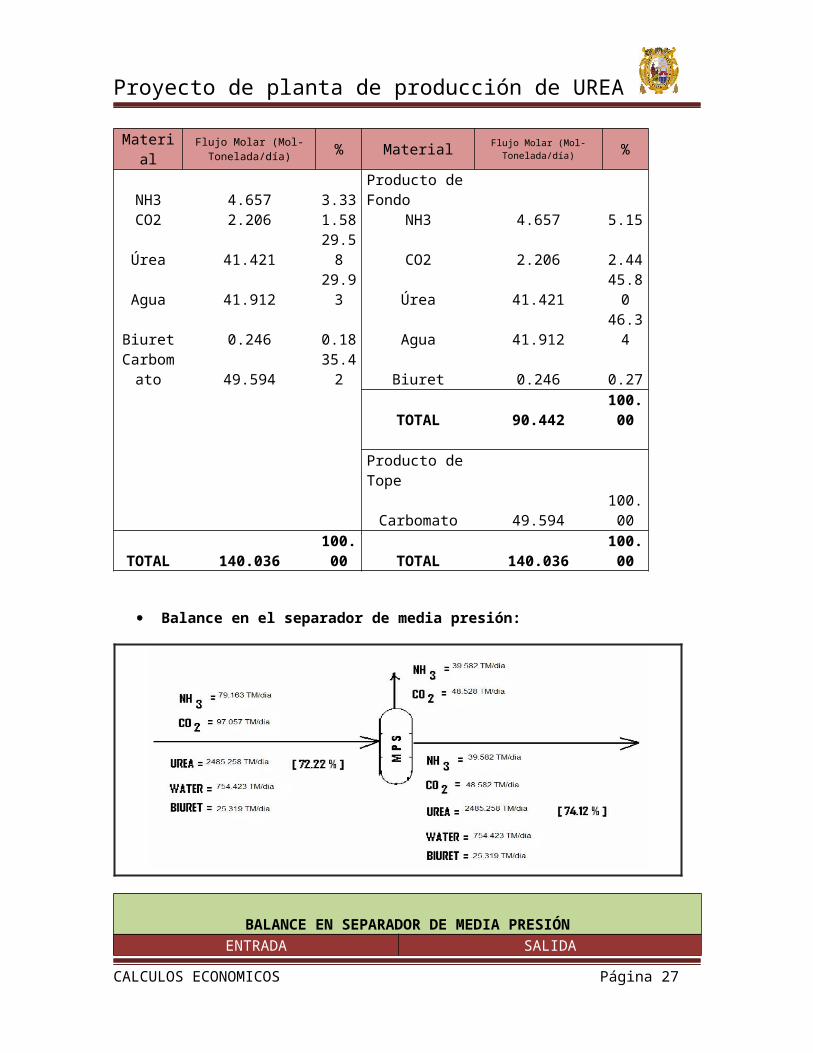
Material Flujo Molar (Mol-Tonelada/día) % Material Flujo Molar
(Mol-Tonelada/día) %
NH3 4.657 3.33Producto de Fondo
CO2 2.206 1.58 NH3 4.657 5.15Úrea 41.421 29.58 CO2 2.206 2.44Agua 41.912 29.93 Úrea 41.421 45.80Biuret 0.246 0.18 Agua 41.912 46.34
Carbomato 49.594 35.42 Biuret 0.246 0.27
TOTAL 90.442100.0
0
Producto de Tope
Carbomato 49.594100.0
0
TOTAL 140.036100.0
0 TOTAL 140.036100.0
0
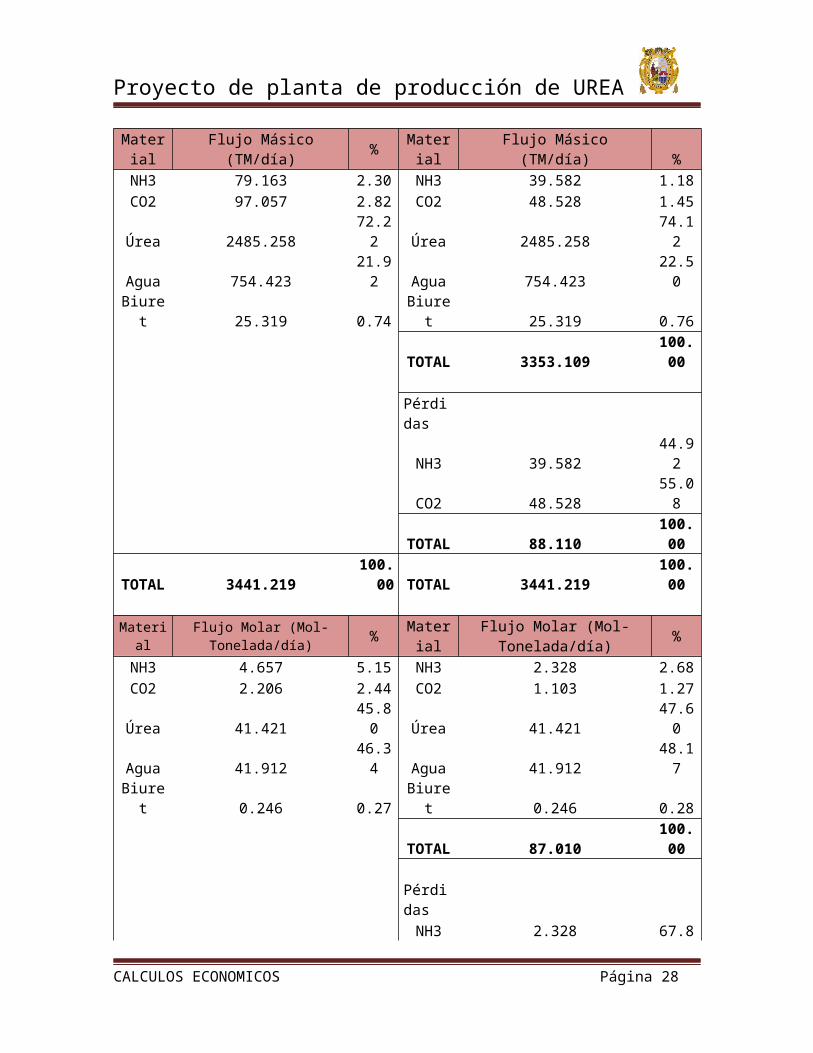
Balance en el separador de media presión:
CALCULOS ECONOMICOS Página 21

BALANCE EN SEPARADOR DE MEDIA PRESIÓNENTRADA SALIDA
Material Flujo Másico (TM/día)
% Material Flujo Másico (TM/día) %
NH3 79.163 2.30 NH3 39.582 1.18CO2 97.057 2.82 CO2 48.528 1.45Úrea 2485.258 72.22 Úrea 2485.258 74.12Agua 754.423 21.92 Agua 754.423 22.50Biuret 25.319 0.74 Biuret 25.319 0.76
TOTAL 3353.109100.0
0
Pérdidas
NH3 39.582 44.92 CO2 48.528 55.08
TOTAL 88.110100.0
0
TOTAL 3441.219100.0
0 TOTAL 3441.219100.0
0
MaterialFlujo Molar
(Mol-Tonelada/día) % Material
Flujo Molar (Mol-Tonelada/día)
%
NH3 4.657 5.15 NH3 2.328 2.68CO2 2.206 2.44 CO2 1.103 1.27Úrea 41.421 45.80 Úrea 41.421 47.60Agua 41.912 46.34 Agua 41.912 48.17Biuret 0.246 0.27 Biuret 0.246 0.28
CALCULOS ECONOMICOS Página 22
TOTAL 87.010100.0
0
Pérdidas
NH3 2.328 67.86 CO2 1.103 32.14
TOTAL 3.431100.0
0
TOTAL 90.442100.0
0 TOTAL 90.442100.0
0
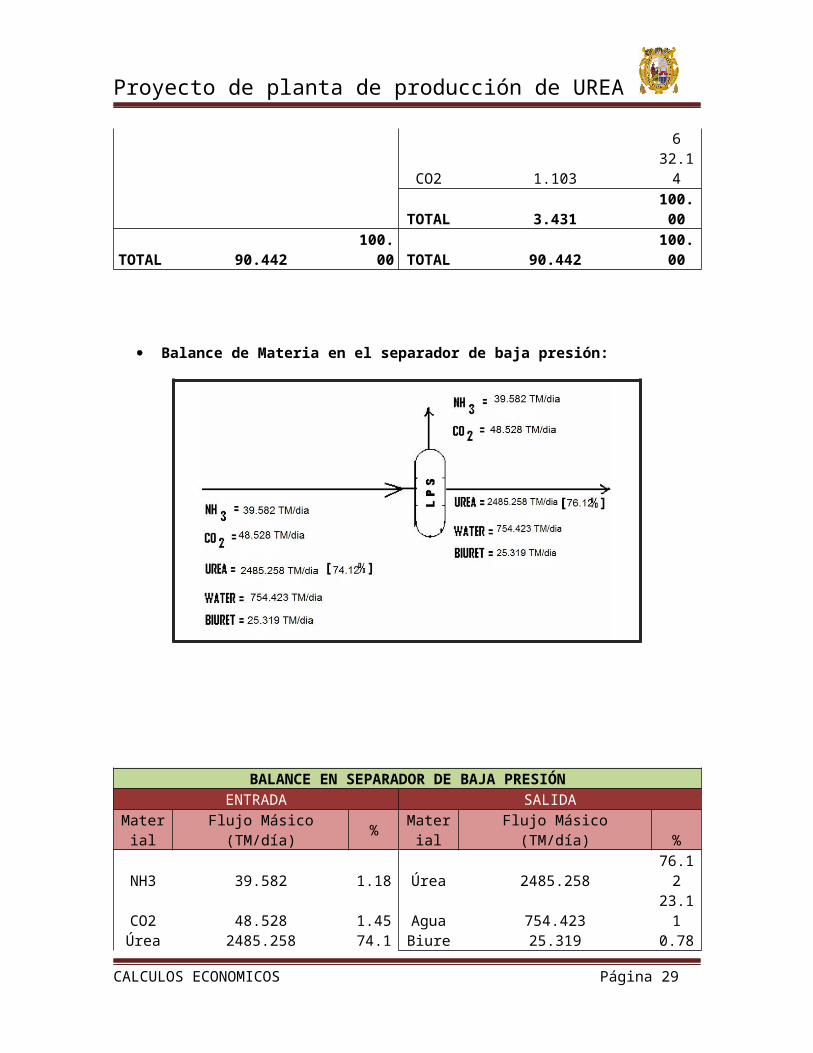
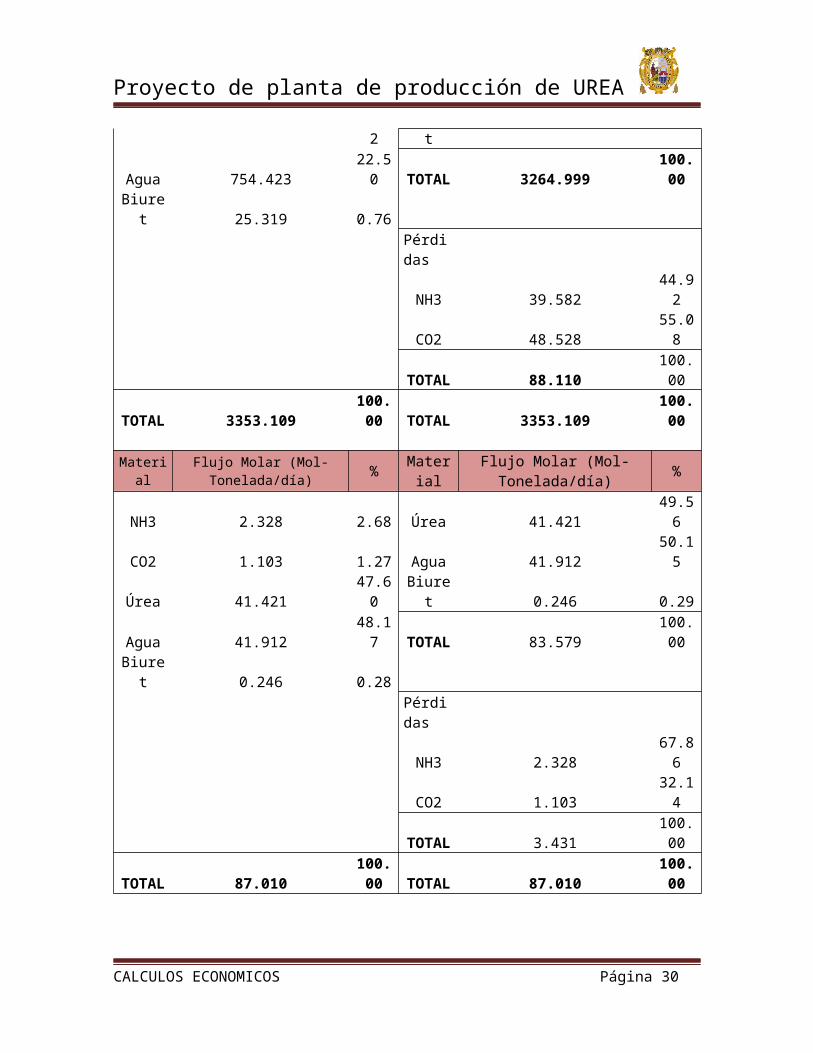
Balance de Materia en el separador de baja presión:
BALANCE EN SEPARADOR DE BAJA PRESIÓNENTRADA SALIDA
Material Flujo Másico (TM/día)
% Material Flujo Másico (TM/día) %
NH3 39.582 1.18 Úrea 2485.258 76.12CO2 48.528 1.45 Agua 754.423 23.11Úrea 2485.258 74.12 Biuret 25.319 0.78
CALCULOS ECONOMICOS Página 23
Agua 754.423 22.50 TOTAL 3264.999100.0
0Biuret 25.319 0.76
Pérdidas
NH3 39.582 44.92 CO2 48.528 55.08
TOTAL 88.110100.0
0
TOTAL 3353.109100.0
0 TOTAL 3353.109100.0
0
Material Flujo Molar (Mol-Tonelada/día) % Materia
lFlujo Molar
(Mol-Tonelada/día)%
NH3 2.328 2.68 Úrea 41.421 49.56CO2 1.103 1.27 Agua 41.912 50.15Úrea 41.421 47.60 Biuret 0.246 0.29
Agua 41.912 48.17 TOTAL 83.579100.0
0Biuret 0.246 0.28
Pérdidas
NH3 2.328 67.86 CO2 1.103 32.14
TOTAL 3.431100.0
0
TOTAL 87.010100.0
0 TOTAL 87.010100.0
0
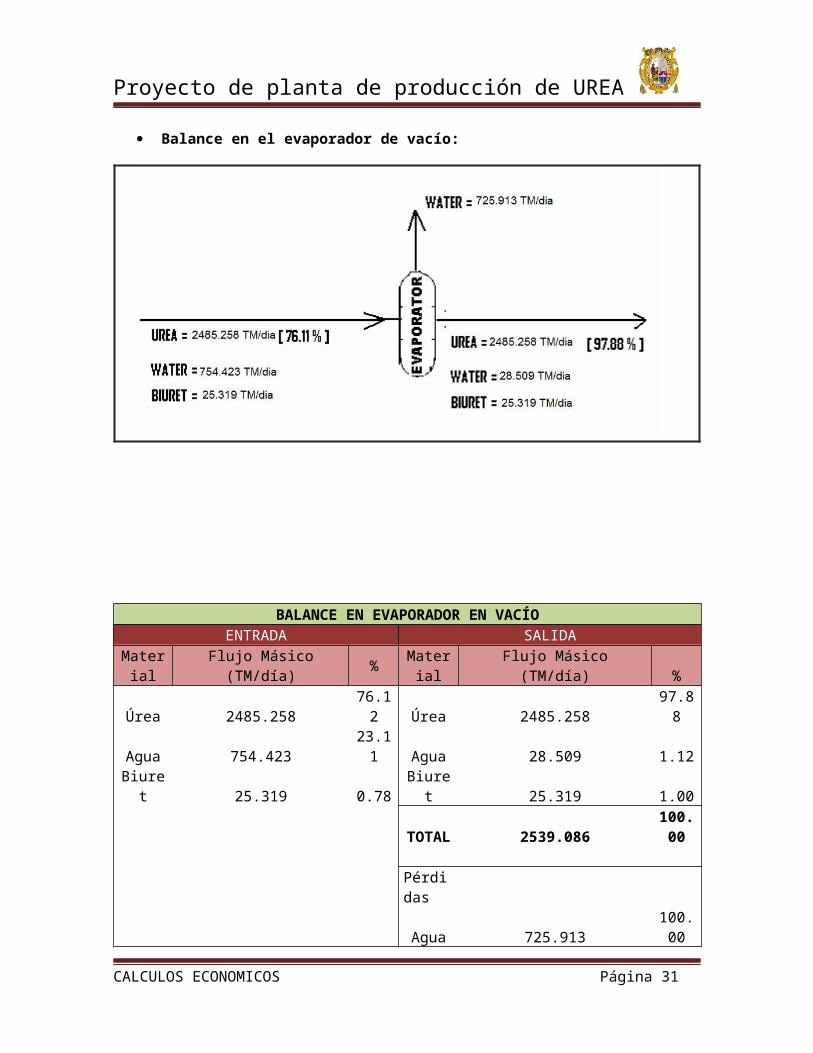
Balance en el evaporador de vacío:
CALCULOS ECONOMICOS Página 24
BALANCE EN EVAPORADOR EN VACÍOENTRADA SALIDA
Material Flujo Másico (TM/día)
% Material Flujo Másico (TM/día) %
Úrea 2485.258 76.12 Úrea 2485.258 97.88Agua 754.423 23.11 Agua 28.509 1.12Biuret 25.319 0.78 Biuret 25.319 1.00
TOTAL 2539.086100.0
0
Pérdidas
Agua 725.913100.0
0
TOTAL 3264.999100.0
0 TOTAL 3264.999100.0
0
MaterialFlujo Molar
(Mol-Tonelada/día) % MaterialFlujo Molar
(Mol-Tonelada/día)%
Úrea 41.421 49.56 Úrea 41.421 95.77Agua 41.912 50.15 Agua 1.584 3.66
CALCULOS ECONOMICOS Página 25
Biuret 0.246 0.29 Biuret 0.246 0.57
TOTAL 43.251100.0
0
Pérdidas
Agua 40.329100.0
0
TOTAL 83.579100.0
0 TOTAL 83.579100.0
0
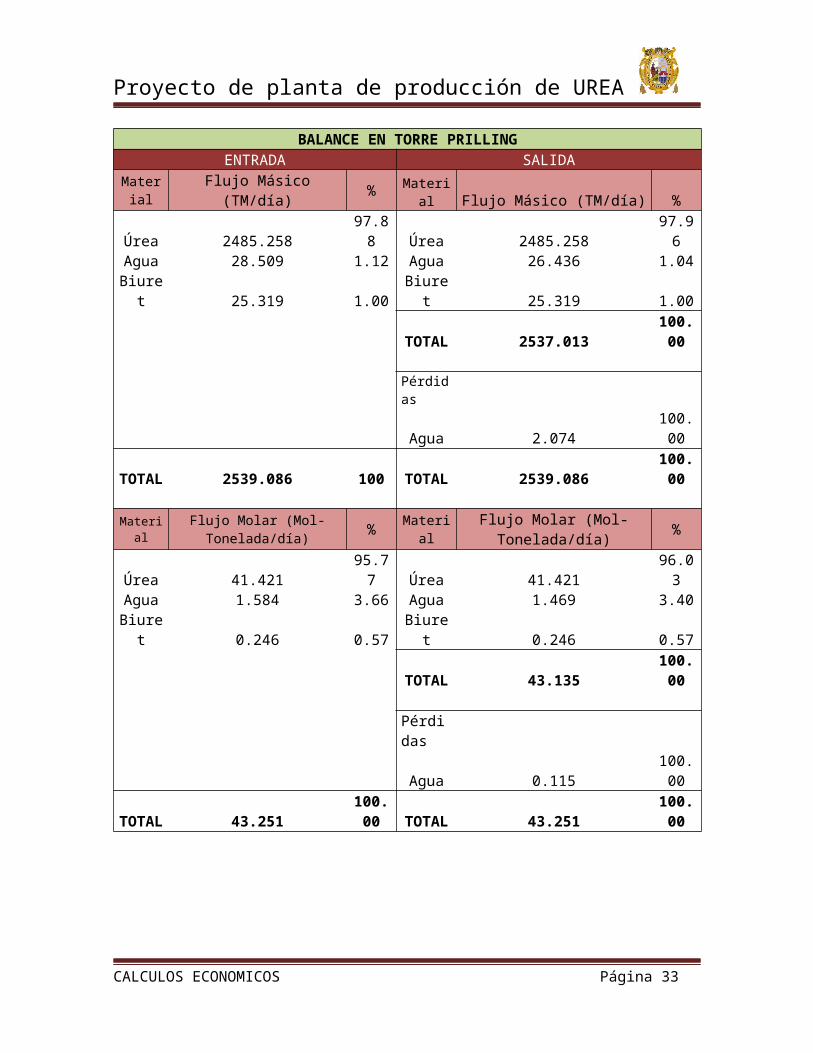
Balance en Torre Prilling:
BALANCE EN TORRE PRILLINGENTRADA SALIDA
Material Flujo Másico (TM/día) % Material Flujo Másico (TM/día) %
Úrea 2485.258 97.88 Úrea 2485.258 97.96Agua 28.509 1.12 Agua 26.436 1.04Biuret 25.319 1.00 Biuret 25.319 1.00
TOTAL 2537.013100.0
0 Pérdidas
CALCULOS ECONOMICOS Página 26
Agua 2.074 100.00
TOTAL 2539.086 100 TOTAL 2539.086100.0
0
MaterialFlujo Molar
(Mol-Tonelada/día) % MaterialFlujo Molar
(Mol-Tonelada/día)%
Úrea 41.421 95.77 Úrea 41.421 96.03Agua 1.584 3.66 Agua 1.469 3.40Biuret 0.246 0.57 Biuret 0.246 0.57
TOTAL 43.135100.0
0
Pérdidas
Agua 0.115 100.00
TOTAL 43.251100.0
0 TOTAL 43.251100.0
0
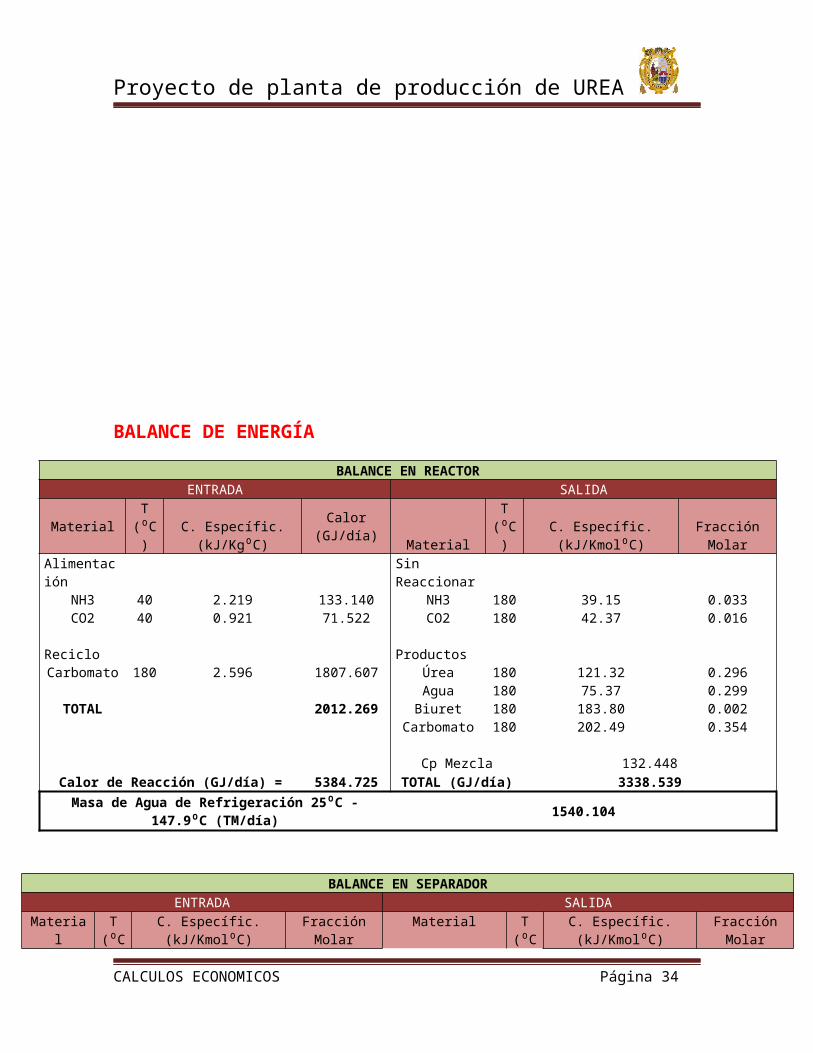
BALANCE DE ENERGÍA
BALANCE EN REACTORENTRADA SALIDA
Material T (⁰C) C. Específic. (kJ/Kg⁰C)
Calor (GJ/día)Material
T (⁰C) C. Específic. (kJ/Kmol⁰C) Fracción Molar
Alimentación Sin Reaccionar
CALCULOS ECONOMICOS Página 27
NH3 40 2.219 133.140 NH3 180 39.15 0.033CO2 40 0.921 71.522 CO2 180 42.37 0.016
Reciclo Productos
Carbomato 180 2.596 1807.607 Úrea 180 121.32 0.296 Agua 180 75.37 0.299
TOTAL 2012.269 Biuret 180 183.80 0.002 Carbomato 180 202.49 0.354 Cp Mezcla 132.448
Calor de Reacción (GJ/día) = 5384.725 TOTAL (GJ/día) 3338.539
Masa de Agua de Refrigeración 25⁰C - 147.9⁰C (TM/día) 1540.104
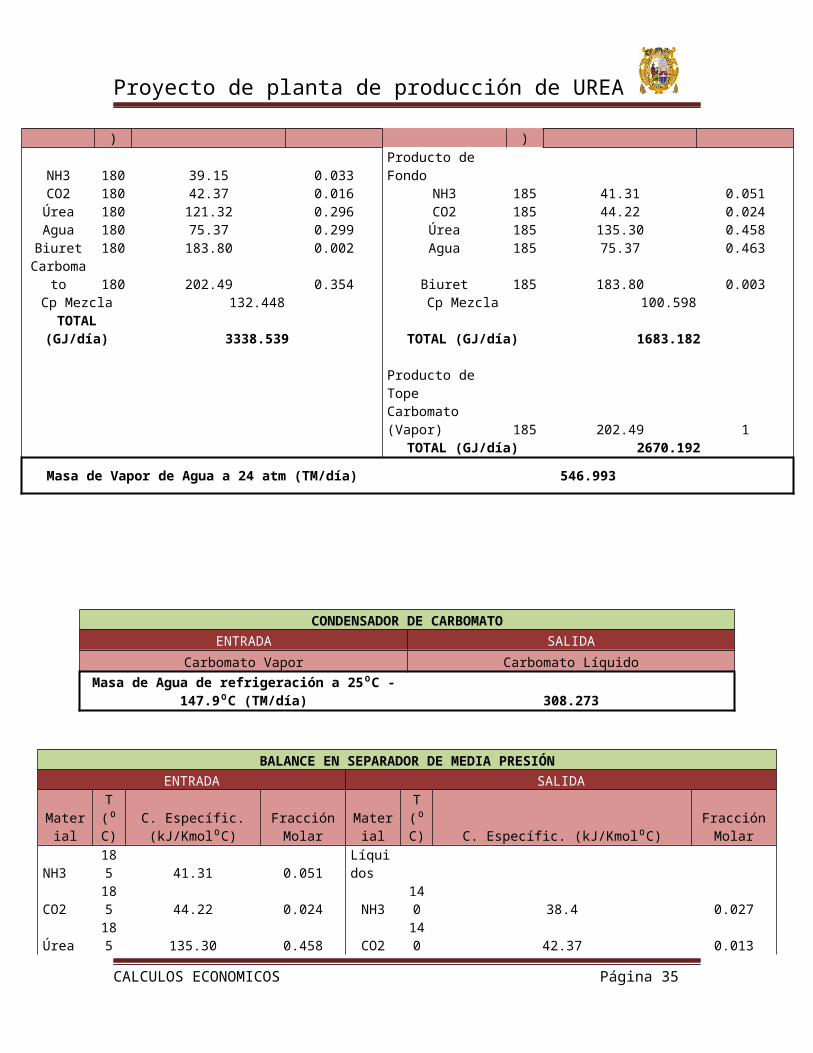
BALANCE EN SEPARADORENTRADA SALIDA
MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción Molar MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción MolarNH3 180 39.15 0.033 Producto de Fondo CO2 180 42.37 0.016 NH3 185 41.31 0.051Úrea 180 121.32 0.296 CO2 185 44.22 0.024Agua 180 75.37 0.299 Úrea 185 135.30 0.458Biuret 180 183.80 0.002 Agua 185 75.37 0.463
Carbomato 180 202.49 0.354 Biuret 185 183.80 0.003Cp Mezcla 132.448 Cp Mezcla 100.598
TOTAL (GJ/día) 3338.539 TOTAL (GJ/día) 1683.182 Producto de Tope Carbomato (Vapor) 185 202.49 1 TOTAL (GJ/día) 2670.192
Masa de Vapor de Agua a 24 atm (TM/día) 546.993
CONDENSADOR DE CARBOMATOENTRADA SALIDA
Carbomato Vapor Carbomato Líquido
Masa de Agua de refrigeración a 25⁰C - 147.9⁰C (TM/día) 308.273
CALCULOS ECONOMICOS Página 28
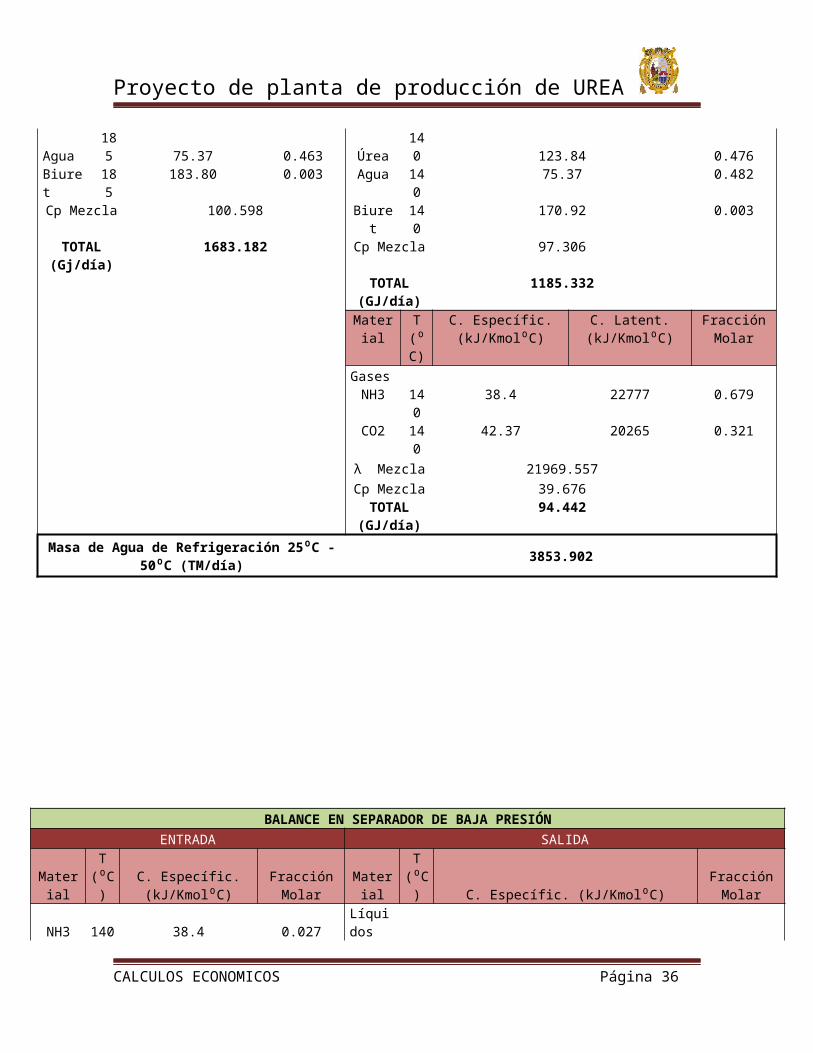
BALANCE EN SEPARADOR DE MEDIA PRESIÓNENTRADA SALIDA
Material
T (⁰C)
C. Específic. (kJ/Kmol⁰C)
Fracción Molar
Material
T (⁰C) C. Específic. (kJ/Kmol⁰C)
Fracción Molar
NH3 185 41.31 0.051 Líquidos CO2 185 44.22 0.024 NH3 140 38.4 0.027Úrea 185 135.30 0.458 CO2 140 42.37 0.013Agua 185 75.37 0.463 Úrea 140 123.84 0.476Biuret 185 183.80 0.003 Agua 140 75.37 0.482
Cp Mezcla 100.598 Biuret 140 170.92 0.003TOTAL
(Gj/día) 1683.182 Cp Mezcla 97.306
TOTAL
(GJ/día) 1185.332
Materia
lT
(⁰C)C. Específic. (kJ/Kmol⁰C)
C. Latent. (kJ/Kmol⁰C)
Fracción Molar
Gases NH3 140 38.4 22777 0.679 CO2 140 42.37 20265 0.321 λ Mezcla 21969.557 Cp Mezcla 39.676
TOTAL
(GJ/día) 94.442
Masa de Agua de Refrigeración 25⁰C - 50⁰C (TM/día) 3853.902
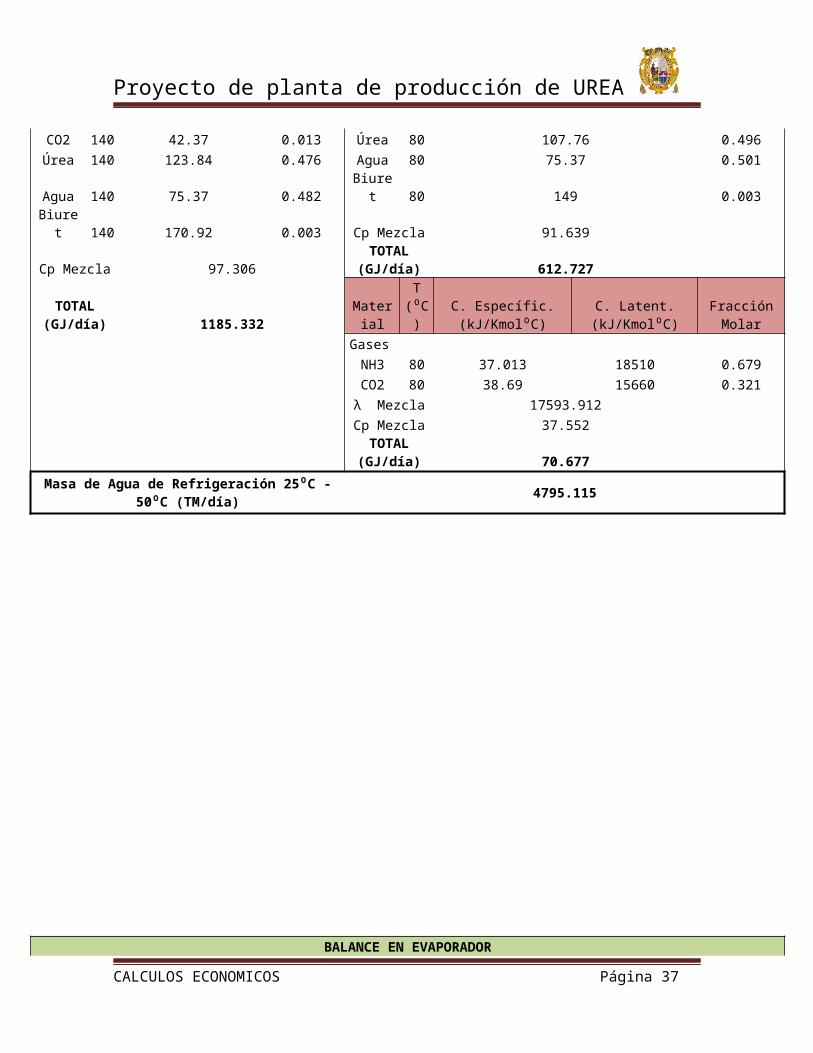
BALANCE EN SEPARADOR DE BAJA PRESIÓNENTRADA SALIDA
MaterialT
(⁰C)C. Específic. (kJ/Kmol⁰C)
Fracción Molar Material
T (⁰C) C. Específic. (kJ/Kmol⁰C)
Fracción Molar
NH3 140 38.4 0.027 Líquidos CO2 140 42.37 0.013 Úrea 80 107.76 0.496Úrea 140 123.84 0.476 Agua 80 75.37 0.501
CALCULOS ECONOMICOS Página 29
Agua 140 75.37 0.482 Biuret 80 149 0.003Biuret 140 170.92 0.003 Cp Mezcla 91.639
Cp Mezcla 97.306TOTAL
(GJ/día) 612.727 TOTAL
(GJ/día) 1185.332 MaterialT
(⁰C)C. Específic. (kJ/Kmol⁰C)
C. Latent. (kJ/Kmol⁰C)
Fracción Molar
Gases NH3 80 37.013 18510 0.679 CO2 80 38.69 15660 0.321 λ Mezcla 17593.912 Cp Mezcla 37.552
TOTAL
(GJ/día) 70.677
Masa de Agua de Refrigeración 25⁰C - 50⁰C (TM/día) 4795.115
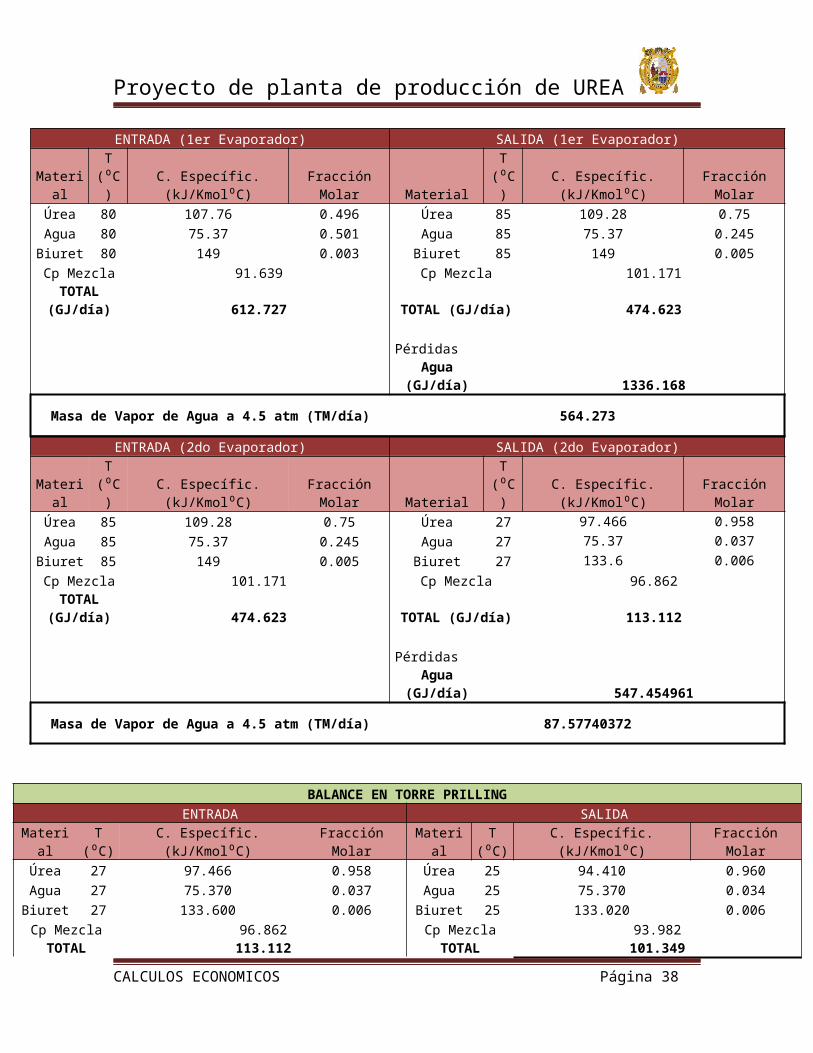
BALANCE EN EVAPORADORENTRADA (1er Evaporador) SALIDA (1er Evaporador)
MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción Molar MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción MolarÚrea 80 107.76 0.496 Úrea 85 109.28 0.75Agua 80 75.37 0.501 Agua 85 75.37 0.245Biuret 80 149 0.003 Biuret 85 149 0.005
Cp Mezcla 91.639 Cp Mezcla 101.171
CALCULOS ECONOMICOS Página 30
TOTAL (GJ/día) 612.727 TOTAL (GJ/día) 474.623 Pérdidas
Agua (GJ/día) 1336.168
Masa de Vapor de Agua a 4.5 atm (TM/día) 564.273
ENTRADA (2do Evaporador) SALIDA (2do Evaporador)
MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción Molar MaterialT
(⁰C) C. Específic. (kJ/Kmol⁰C) Fracción MolarÚrea 85 109.28 0.75 Úrea 27 97.466 0.958
Agua 85 75.37 0.245 Agua 27 75.37 0.037
Biuret 85 149 0.005 Biuret 27 133.6 0.006
Cp Mezcla 101.171 Cp Mezcla 96.862TOTAL (GJ/día) 474.623 TOTAL (GJ/día) 113.112 Pérdidas
Agua (GJ/día) 547.454961
Masa de Vapor de Agua a 4.5 atm (TM/día) 87.57740372
BALANCE EN TORRE PRILLINGENTRADA SALIDA
Material T (⁰C) C. Específic. (kJ/Kmol⁰C) Fracción Molar Material T (⁰C) C. Específic. (kJ/Kmol⁰C) Fracción MolarÚrea 27 97.466 0.958 Úrea 25 94.410 0.960Agua 27 75.370 0.037 Agua 25 75.370 0.034Biuret 27 133.600 0.006 Biuret 25 133.020 0.006
Cp Mezcla 96.862 Cp Mezcla 93.982
TOTAL (GJ/día) 113.112 TOTAL (GJ/día) 101.349
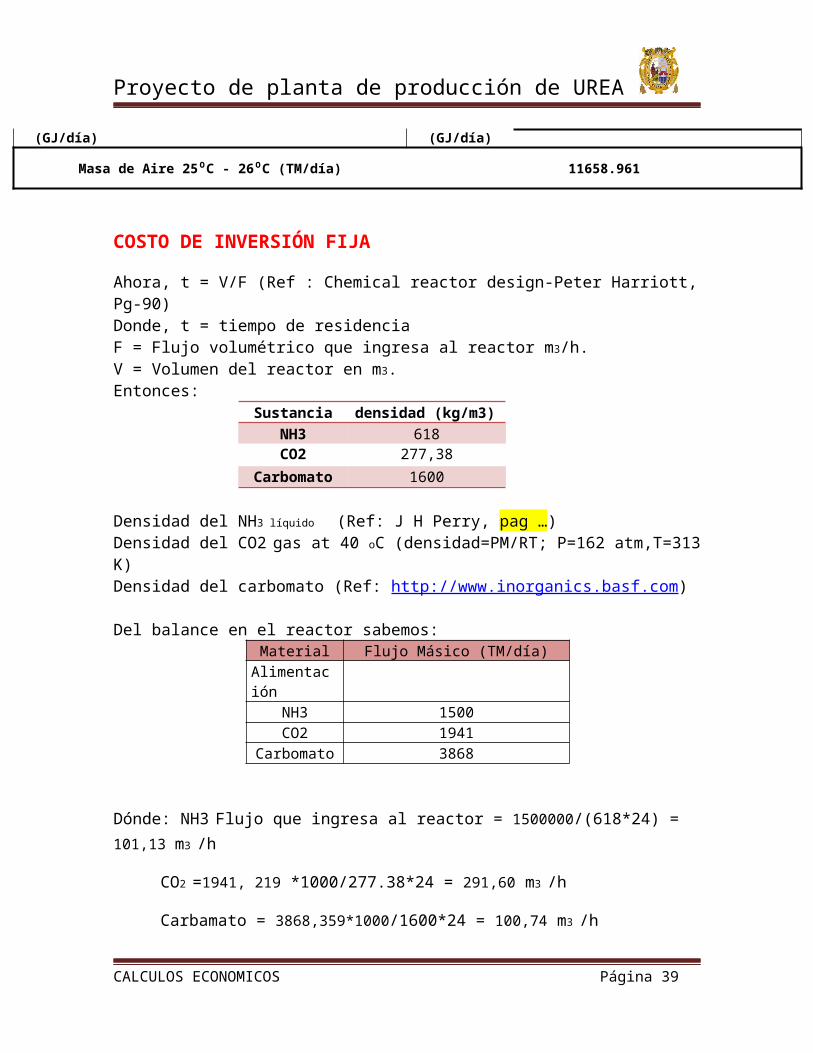
Masa de Aire 25⁰C - 26⁰C (TM/día) 11658.961
COSTO DE INVERSIÓN FIJA
Ahora, t = V/F (Ref : Chemical reactor design-Peter Harriott, Pg-90)Donde, t = tiempo de residencia F = Flujo volumétrico que ingresa al reactor m3/h.V = Volumen del reactor en m3.Entonces:
Sustancia densidad (kg/m3)NH3 618
CALCULOS ECONOMICOS Página 31
CO2 277,38
Carbomato 1600
Densidad del NH3 líquido (Ref: J H Perry, pag …)Densidad del CO2 gas at 40 oC (densidad=PM/RT; P=162 atm,T=313 K)Densidad del carbomato (Ref: http://www.inorganics.basf.com)
Del balance en el reactor sabemos: Material Flujo Másico (TM/día)
AlimentaciónNH3 1500CO2 1941
Carbomato 3868
Dónde: NH3 Flujo que ingresa al reactor = 1500000/(618*24) = 101,13 m3 /h
CO2 =1941, 219 *1000/277.38*24 = 291,60 m3 /h
Carbamato = 3868,359*1000/1600*24 = 100,74 m3 /h
Flujo total = 101,13 m3 /h +291,60 m3 /h + 100,74 m3 /h = 493 m3 /h
Donde, t = V/FDespejando, V = t x F= (40 x493)/60
V = 329, 0 m3
Volumen del reactor = (π*D2/4) L = 329, 0 m3 [D = 2.5 m (dado)](Ref : Equipment Design-Brownell & Young;Pg-80)
L = 67,0 m
Después de hallar el volumen del reactor, tomaremos la misma medida para el separador y ambos descomponedores.
Para la torre de granulado se tomó una L = 75 m, donde V = 343,61 m3
Los valores para Fm de los diferentes equipos se tomaron de la tabla A.3 y se ubican respectivamente en la figura A.18, obteniéndose dichos valores según el material a usar, debido a
CALCULOS ECONOMICOS Página 32
las condiciones severas de corrosión se trabajó con acero inoxidable (SS), Para el caso y evaporadores se utiliza la tabla A.7 y se reemplazan en la figura A.19 donde se obtienen los valores de Fbm para ellos.
Para el reactor y el screen se obtuvieron los valores de la tabla A.6 hallando así los valores de Fbm para cada uno.
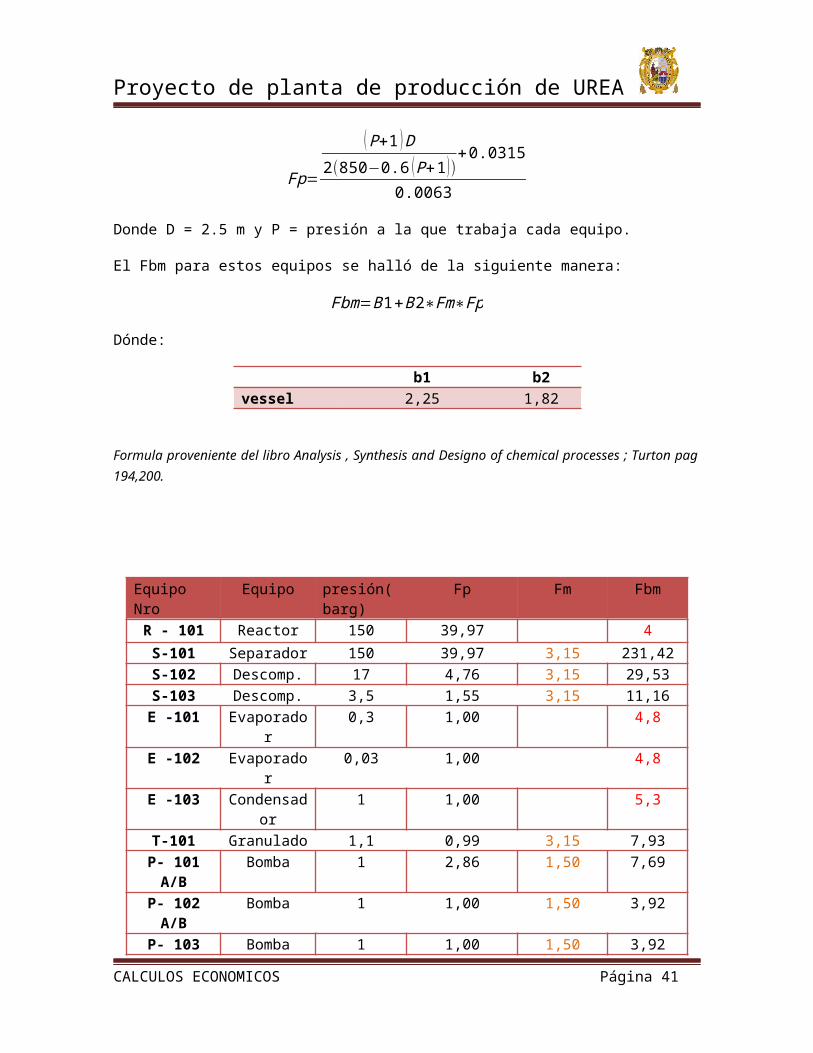
Los valores de Fp para el reactor, separador, descomponedores y torre de granulado se obtuvieron de la siguiente formula:
Fp=
(P+1 )D2(850−0.6 (P+1 ))
+0.0315
0.0063
Donde D = 2.5 m y P = presión a la que trabaja cada equipo.
El Fbm para estos equipos se halló de la siguiente manera:
Fbm=B1+B2∗Fm∗Fp
Dónde:
b1 b2vessel 2,25 1,82
Formula proveniente del libro Analysis , Synthesis and Designo of chemical processes ; Turton pag 194,200.
Equipo Nro Equipo presión( barg)
Fp Fm Fbm
R - 101 Reactor 150 39,97 4
S-101 Separador 150 39,97 3,15 231,42S-102 Descomp. 17 4,76 3,15 29,53S-103 Descomp. 3,5 1,55 3,15 11,16E -101 Evaporador 0,3 1,00 4,8E -102 Evaporador 0,03 1,00 4,8E -103 Condensador 1 1,00 5,3
CALCULOS ECONOMICOS Página 33
T-101 Granulado 1,1 0,99 3,15 7,93P- 101 A/B Bomba 1 2,86 1,50 7,69P- 102 A/B Bomba 1 1,00 1,50 3,92P- 103 A/B Bomba 1 1,00 1,50 3,92C -101 A/B Compresor 1 5,8
V-101 Screen 1,1 1,34
Una vez hallado el Fbm para cada equipo se halló el Cp al año 2013 tomando como base el año 2001 , para el reactor, separador, descomponedores y torre de granulado se trabajó con la siguiente formula:
log (cp )=k1+k2 logv+k3 l og v2
Formula proveniente del libro Analysis , Synthesis and Designo of chemical processes ; Turton pag 946
Dónde:
vessel screenk1 3,4974 3,8219k2 0,4485 0,0368k3 0,1074 -0,605
Para los equipo ya mencionados V = 329m3
Excepto para la torre de granulado donde el nuevo volumen es:
V = 343,61 m3
Para los evaporadores y el condensador se obtuvieron a partir de la gráfica A.2 para el V = 329 m3
en donde se obtuvo el valor de 1000 $ /m3 obteniéndose así:
Cp=¿1000 $ /m3 * 329 m3
Hallando el área para el screen y reemplazando los valores en la primera ecuación para Cp (logarítmica)
A = (π*D2/4) donde D = 2.5 m
CALCULOS ECONOMICOS Página 34
A= 4,58 m2
Los valores calculados se obtuvieron tomando como base el año 2001, al no contar con datos de los índices de precios para el 2014 trabajaremos todos los precios para el 2013 de la siguiente manera:
Cp (2013 )=Cp(2001 )∗IP2013
IP2001
Para poder calcular el costo fijo de la planta se requiere calcular el Cbm de cada equipo de la siguiente manera:
CBM=Cp2013∗Fbm
TOTAL MODULE COST (PARA UNA AMPLIACION DE PLANTA)
CTM=1.18∗$92344690
CALCULOS ECONOMICOS Página 35
CTM=∑i=1
n
CTM=1.18∑i=1
n
CBM
Equipo Nro Cp(2001) $ Cp(2013) $ CBM (2013) $
R - 101 $ 3340552
S-101 202699 291540,75 $ 67467648
S-102 202699,96 291540,75 $ 8608141
S-103 202699,96 291540,75 $ 3253770
E -101 328981,13 473169,33 $ 2271213
E -102 328981,13 473169,33 $ 2271213
E -103 328981,13 473169,33 $ 2507797
T-101 211633,62 304389,92 $ 2414510
V-101 3818,41 5491,97 $ 7359
P- 101 A/B (6) $ 33 402
C -101 A/B $ 169 078
TOTAL (Cbm) $ 92 344690
CTM=$108966734
GRASSROTT COST (INVERSION FIJA PARA UNA PLANTA NUEVA)
CGR=CTM+0.50∑i=1
n
CBM
CGR=$108966734+$ 46172345
CGR=$155139079
PERFIL DE LA INVERSION FIJA
PERFIL PORCENTAJE CGR MONTO Costo de planta de procesos 0.50 $ 77 569 540Costo de facilities 0.30 $ 46 541 724Sub total(inv.fija depre) 0.80 $ 124 111 264
Terreo y mejoras 0.05 $ 7 756 954Costos intangibles 0.15 $ 23 270 862
Sub total 0.20 $ 31 027 815TOTAL 1.00 $155139079
Fuente de elaboración propia, realizada por el equipo de trabajo, los porcentajes con los cuales se trabajó el proyecto fueron impartidos por el profesor en clase.
Costo de facilities 0.30 $ 46 541 724
Dónde:
PLANTA 0.70 $ 32 579 207EDIFICACIONES 0.30 $ 13 962517
CALCULOS ECONOMICOS Página 36
CGR=CTM+0.50∑i=1
n
CBM
Fuente
Equipment cost, Plant design and economics for chemical engineers – 5 th. Edition Peters Max, Timmerhauss clauss . Editorial .MC Graw Hill. Año: 2002
http://www.mhhe.com/engcs/chemical/peters/data/ce.html
Debajo de cada cuadro y numerado
INFORME NÚMERO 02
1) Objetivo: ESTIMAR EL COSTO DEL PRODUCTO
2) Alcance: El análisis toma en cuenta las clases proporcionadas por el profesor Jose Porlles durante el curso de Cálculos Económicos dictados en el semestre 2014 –I ( Abril – Julio ).
3) Metodología: Para calcular el CP se procede a desarrollar los siguientes pasos : a) Tomar en cuenta la inversión fija consignada en el informe N 01.
CALCULOS ECONOMICOS Página 37
b) Se utiliza el modelo consignado en el cuadro N 01, Estimando así el costo del producto, proveniente del material de trabajo entregado.
c) Se toma en cuenta los modelos de presentación de los costos variables unitarios y costos variables fijos impartidos por el profesor durante el desarrollo de su curso.
Con lo anterior se posibilita realizar las siguientes actividades:
Calculo del costo variable unitario desagregado a nivel de los componentes funcionales. Costo fijo de operación. Calculo de los costos unitarios del producto para diferentes años. Proyección del estado de pérdidas y ganancias (EPG). Cálculos del flujo de caja proyectado para los próximos 10 años.4) Desarrollo :
b) Costos fijos de Operación
Para poder iniciar con los cálculos respectivos debemos hallar el MOD, el cual se calcula a partir de los dispositivos con los cuales opera nuestra planta de producción de la siguiente manera:
Cuadro N° 01
Equipo Trabajadores/turno Unidades Total
R - 101 0.3 1 0.3S-101 0.1 3 0.3E -101 0.2 3 0.6T-101 0.3 1 0.3V-101 0.03 1 0.03
C -101 A/B 0.1 1 0.1P- 101 A/B (6) 0 0 0
TOTAL 1.63 redondeando 2
Reemplazos (20%) 0.400TOTAL 2.400
Redondeando 3.000
Trabajando con 3 operarios por turno y siendo tres turnos en todo el día en total se trabajarán con 9 operarios en un día , los cuales reciben en promedio un salario del $ 500
CALCULOS ECONOMICOS Página 38
cada uno de ellos siendo así el gasto por remuneraciones de $4500 ; En donde anualmente se cumple con 14 remuneración generando así un MOD de $ 63 000 .
COSTOS FIJOS
A) COSTO DE MANUFACTURA
MOD = 9 Operadores x 500 $
operadorxmes = 4500
$mes
MOD = 9 Operadores x 500 $
operadorxmes X 14
mesesaño
= 63 000 $
año GIF fijo :
a) MOI : ( 20% MOD) = 20 %( 4500 $/MES) = $ 900.00
= 20 %(63 000 $/año) = $ 12 600
b) Supervisión directa : (20 % (MOD + MOI) ) = 20 %( $ 4500 + $900) = $ 1080 = 20%( $ 63 000 + $ 12 600)= $ 15 120
c) Suministros ( 1% costo de planta ) = 1% ($ 77 569 540 ) = $ 775,695
d) Mantenimiento y reparación ( 6 % costo de planta) =
6% ($ 77 569 540 ) = $ 4,654,172
e) Control de calidad = ( 15 % MOD)
15%( $63 000) = $ 9,450
f) Depreciación ( 10 % inv. Fija depreciable ) =
10 % ($ 124 111 264) = $ 12,411,126
g) Seguro de fabrica (3% inv. Fija depreciable ) =
3 % ($ 124 111 264) = $ 372,334
h) Gastos generales de la planta (0.5 % inv. Fija depreciable )=
CALCULOS ECONOMICOS Página 39
0.5 % ($ 124 111 264)= $ 62,056
CALCULO DE COSTOS FIJOS DE OPERACIÓN
Concepto porcentaje $/mes $/ añoA) COSTO DE MANUFACTURA1)Mano de obra directa (MOD) $ 4,500.00 $ 63,000.002)Gasto indirecto de fabricación GIFMOI 20.00% $ 900.00 $ 12,600Supervisión directa(MOD+MOI) 20.00% $ 1,080.00 $ 15,120Suministros(costo de la planta) 1.00% $ 775,695Mantenimiento y reparación(costo de la planta) 6.00% $ 4,654,172Control de calidad (MOD) 15.00% $ 9,450Depreciación (inv. Fija depreciable) 10.00% $ 12,411,126Seguro de la fabrica (inv. Fija depreciable) 3.00% $ 372,334Gastos generales de planta (inv. Fija depreciable) 0.50% $ 62,056SUB TOTAL COSTO MANUFACTURADOS FIJOS $ 18,375,554B)GASTOS ADMINISTRATIVOS(MOD+MOI+Super+mant) 15.00% $ 711,734C)GASTOS DE VENTAS $ -
TOTAL COSTOS FIJOS (CFU) $ 37,462,841Total Costos Fijos Desembolsables (sin depreciacion) $ 25,051,715
CALCULOS ECONOMICOS Página 40
CUADRO N° : COMPUTO DEL COSTO VARIABLE UNITARIO
INSUMO UNIDADCONSUMO/
kg PRODUCTO
PRECIO $/ INSUMO
CVU $/ kg
1. Costo de fabricación MATERIA PRIMA: NH3 kg 0.6 0.4 0.24MATERIA PRIMA: CO2 kg 0.78 0.008 0.01AGUA DE ENFRIAMIENTO m3 (25°C) 11.73 1.5 17.6ENERGIA ELECTRICA kwh 0.08 11.82 0.95
Sub total Costo Manufactura Variable
18.8
2. Gastos Administrativos 0.003. Gastos de Ventas 5% P P = $ 318.7 / kg 15.94
Total CVU 34.74Gasto indirecto de fabricación variable: 18.55
- Costo Variable Unitario:El CVU calculado es de $ 34.74/ kg ($ 34 740 / Ton)
- Costo de Manufactura Unitario (CMU)CMU = CMU variable + CMU fijo = $18.8 /kg + ($18 375 554 /año) / (150 000 kg/año) = $ 18.8 /kg + $ 12.25 /kg CMU = $ 31.05 /kg (operando a 1500 ton /año)
- Costo de Conversión (CC)CC= MOD + (GIF fijo + GIF variable) = $ 63 000 /año + ($18 312 554 /año) + $ 18.55 /kg = $ 12.25 /kg + $ 18.55 /kgCCUnitario = $ 30.8 / kg (operando a 1500 ton/año)
- Costo del Producto Unitario (CPU)CPU = CVU + CFU = $ 34.74 /kg + ($ 37 462 841 /año) / (150 000 kg/año) = $ 34.74 /kg + $ 24.98 /kg = $ 59.72 /kg (operando a 1500 ton/año)
CALCULOS ECONOMICOS Página 41