Embed Size (px)
DESCRIPTION
plantas quimicas
Citation preview

1. El problema
1.1 Planteamiento del problema
A nivel mundial uno de los principales ejes económico del mundo son los
productos manufacturados a partir de los procesos petroquímicos. Los productos
petroquímicos dependen del petróleo o del gas ya que son la principal fuente tanto
de energía como de una amplia gama de productos y materia prima para ser
procesados en otros productos de mayor valor. La intensión principal de todo esto
es proveer a la población productos de uso diario y de necesidad.
Entre la gran variedad de productos petroquímicos, el formaldehido, que es
un producto que se obtiene principalmente a partir del metanol y que es usado en
una gran cantidad de artículos tanto industriales como de uso cotidiano, como en
artículos de higiene personal y de belleza.
El formaldehido o formalina como se conoce en su solución en agua ha
tenido un crecimiento en demanda debido a la gran cantidad de usos y
aplicaciones que este poseelo que hace de la manufactura y venta de este, un
mercado casi infalible visualizando hacia un futuro.
Esta demanda a nivel mundial del formaldehido, también se ha visto
reflejada en Venezuela, donde gran parte del formaldehido consumido debe ser
importando, así como otra gran cantidad de productos, ya que la cantidad
producida no cubre la demanda o bien simplemente no se produce, lo cual trae
como consecuencia una mayor demanda y la necesidad de importar, aumentando
muchísimo el costo del producto a diferencia de que si fuera producido y
comprado en el país con materia prima venezolana.
En Venezuela, la industria ha sido gran participe de la base económica del
país; siendo además una gran fuente de empleo y de desarrollo. En un principio, el

interés del país por la industria petroquímica se dio por la iniciativa de producir
fertilizantes y, lo más importante, de procesar el gas natural proveniente del
petróleo que era anteriormente quemado y aliviado a la atmosfera. En el país
operan tres complejos petroquímicos: Morón (Estado Carabobo), Ana María
Campos (Estado Zulia) y José Antonio Anzoátegui (Estado Anzoátegui).
Dicho todo lo anterior, se ve como una contribución y un alternativa a aliviar
el alto costo de muchos materiales en el país, la posibilidad de realizar un estudio
preliminar, tanto técnico como económico de la instalación de una planta de
formaldehido en nuestro país. Siguiendo como base metodológica las etapas
principales de la elaboración de un proyecto de ingeniería: Ingeniería Conceptual,
Ingeniería Básica, Ingeniería de Detalle, Procura y Construcción.
1.2 Objetivos
Objetivo General
Desarrollar la ingeniería conceptual, básica y de detalle para la instalación
de una planta para la producción de Formaldehido de alta pureza con una
capacidad de 40 MTMA a partir de metanol.
Objetivos Específicos
Recolectar información para la realización de un DBM para el inicio del
proyecto de una planta de formaldehido.
Realizar un análisis técnico del proceso.
Elaborar un diagrama de bloque del proceso del formaldehido.
Realizar los balances de masa del proceso.
Elaborar el diagrama de flujo del proceso en la planta.
Elaborar el diagrama de tuberías e instrumentación de la planta.

Realizar un estudio para la localización y distribución de una planta de
Formaldehido en Venezuela.
Seleccionar una de las locaciones para la ubicación de la planta.
Realizar la distribución de los equipos de la planta de la manera más
eficiente y apropiada.
Efectuar el diseño de especificación de los principales equipos del proceso
de obtención de formaldehido de alta pureza.
Realizar el análisis económico del proceso de la producción del
formaldehido.
Determinar el costo total de producto, el flujo neto de caja y la inversión de
capital del proyecto.
Determinar la factibilidad económica del diseño de una planta para la
producción de 40 MTMA de formaldehido de alta pureza a partir del
metanol en Venezuela.
1.3 Justificación
La finalidad de este proyecto es tener una visión conceptual, técnica y
económica de la factibilidad que tiene instalar una planta de formaldehido en
Venezuela. De ser factible este será un proyecto muy atractivo para invertir un
capital en búsqueda de incrementar la economía del país, así como el desarrollo
petroquímico. La petroquímica es una industria de requiere de mucho personal, y
al elaborarse más plantas de este tipo en el país también sería la puerta a muchos
puestos de trabajo.
Se aliviaría el gasto de divisas en productos importado que puede ser
utilizada en desarrollo social y como Venezuela es un país petrolero y gasífero
produce la materia prima necesaria para la elaboracióndel formaldehido.

Una vez satisfecha la demanda interna de formaldehido en Venezuela, este
proyecto se podría expandir de tal manera de elaborar un producto de calidad de
importación para competir con el mercado internacional.
El presente trabajo también puede ser utilizado como referencia para
futuras investigaciones, haciendo una mención especial a futuros trabajos que
desarrollen la ingeniería básica e ingeniería de detalle de la misma planta.

2. Marco teórico
2.1 Industria petroquímica
Hoy día es imposible entender el mundo en que vivimos sin la aportación
tan impresionante y tan importante de la industria petroquímica. Si la revolución
industrial, que comenzó entre finales del siglo XVIII y principios del siglo XIX, fue el
inicio de la era moderna, la aparición del petróleo y, por extensión de la industria
petroquímica, es lo que nos ha permitido no sólo darnos una calidad de vida y
prosperidad a nivel industrial, sino que todos sus logros van influir en el futuro de
nuestro mundo. Aunque esta influencia que es positiva y muy importante, también
tiene su lado negativo.
Hay que pensar que gracias a la investigación de la industria petroquímica
podemos tener una serie deproductos esenciales que, de otra manera sería
imposible de conseguir y que, sin embargo lo vemos como algo normal en nuestra
sociedad. Ejemplo de ello, como todo el mundo puede saber, es el gasoil, la
gasolina o el queroseno. Pero también hay otros productos que sin la industria
petroquímica no existirían, como por ejemplo el metano, el butano, el propano u
otros productos como, por ejemplo, el plástico o el asfalto e incluso las fibras
sintéticas.
A partir de los combustibles sólidos, también podemos conseguir otra serie
de productos muy importantes para el control de plagas, algo muy importante en
los cultivos. Así, se pueden obtener fertilizantes, pesticidas y herbicidas que
ayudan a evitar los ataques a los cultivos, con lo que ayudan a evitar pérdidas
millonarias y a que la población pueda pasar hambre.
Si bien es cierto que en los combustibles sólidos son una materia con fecha
de caducidad, ya que se espera que, aunque el plazo sea para dentro de mucho
tiempo, se acaben y, por extensión los productos que se producen gracias a él.

Lo más normal y, con la llegada y asentamiento de las energías renovables,
es que la industria petroquímica, no ahora, pero si dentro de un tiempo, cambie su
estrategia y apueste por mantener una estructura de empresas que creen
productos para servicios y vaya renunciando poco a poco a la estrategia
de combustible para medios de transporte. Pero no pensemos que esto es una
decisión para cuidar nuestro planeta, no. Esto es una estrategia para mantener
una producción, una ganancia económica y, sobre todo, el mantenimiento de un
poder de influencia a nivel económico, social y político.
Hemos de ser conscientes que la industria petroquímica es esencial en la
vida de cualquier sociedad moderna, sea la que sea, y es fundamental para que
un país avance y poco a poco vaya aumentando su riqueza, esperanza de vida, su
industrialización y que la sociedad de la misma avance.
2.1.1 Industria petroquímica en Venezuela
Las plantas petroquímicas en Venezuela están situadas generalmente
cercanas a los principales yacimientos de petróleo y gas, con la finalidad de
disponer de fácil acceso, es decir, su situación geográfica está determinada por la
de sus fuentes de abastecimiento.
La primera planta petroquímica del país se estableció, entre 1956 y 1963,
en Morón, Estado Carabobo, por la cercanía a las fuentes de materia prima, su
proximidad a los muelles de Puerto Cabello para efectos de importación y
exportación, además de la conexión con el ferrocarril Puerto Cabello –
Barquisimeto; quedando constituido el Complejo Morón de la siguiente forma:
1. Refinería experimental.
2. Planta cloro-soda.
3. Complejo de fertilizantes.
4. Minas de Riecito y Aroa.

En 1962 inició actividades, la planta de ácido fosfórico y un año después lo
harían el Complejo de Explosivos Civiles y las plantas de amoníaco y nítrico-urea;
el mismo año se finalizó la construcción de la planta Udex.
En 1970 se abre el proceso de licitación para la construcción del segundo
complejo industrial petroquímico, en el Tablazo, Estado Zulia. Se puso en marcha
un plan de participación de capital privado, nacional y extranjero según el
esquema de empresas mixtas.
En el estado Falcón se encuentra el Centro de Refinación Paraguaná,
formado por la interconexión de las refinerías de Amuay y Cardón (Falcón), y la de
Bajo Grande (Estado Zulia). En el estado Carabobo tenemos El Palito, y en el
estado Anzoátegui están localizadas las refinerías de Puerto La Cruz y San
Roque. Por último se ha incorporado mediante un contrato de arrendamiento con
el gobierno de Curazao, la refinería La Isla.
El manejo de gran parte de la industria petroquímica venezolana se
encuentra en la actualidad en manos del Estado; el cual ha destinado grandes
esfuerzos con el objeto de canalizar eficientemente el funcionamiento de dicha
industria.
2.1.2 PEQUIVEN
Pequiven, Petroquímica de Venezuela, S.A. es la Corporación del Estado
venezolano encargada de producir y comercializar productos petroquímicos
fundamentales con prioridad hacia el mercado nacional y con capacidad de
exportación.
La empresa propicia la creación de empresas mixtas y de producción social
(EPS), estimula el desarrollo agrícola e industrial de las cadenas productivas y
promueve el equilibrio social con alta sensibilidad comunitaria y ecológica.

Pequiven ofrece a los mercados nacional e internacional más de 40
productos petroquímicos.
Su visión internacional del negocio y la vinculación con importantes socios
en la conformación de las empresas mixtas en la que participa le ha permitido
consolidar una importante presencia en los mercados de la región, así como en
otras partes del mundo.
Pequiven fue creada en 1977 asumiendo las operaciones del Instituto
Venezolano de Petroquímica (IVP), fundado en 1955. Desde su transformación,
Pequiven ha vivido sucesivas etapas de reestructuración, consolidación y
expansión, en la que ha ampliado su campo de operaciones, desarrollando un
importante mercado interno y externo para sus productos.
La empresa ha orientado su crecimiento en tres líneas específicas de
comercialización: fertilizantes, productos químicos industriales y olefinas y resinas
plásticas.
Mediante decreto del Presidente de la República Bolivariana de Venezuela,
Hugo Chávez Frías, Pequiven pasó de ser filial de Petróleos de Venezuela
(PDVSA), para convertirse en una corporación independiente, adscrita al
Ministerio del Poder Popular de Petróleo y Minería.
Esta independencia le permite a la empresa la consolidación de un sector
industrial fortalecido, capaz de impulsar las industrias transformadoras del plástico,
así como al sector agroindustrial y al de productos químicos industriales.

2.1.3 Lugares donde se desarrollan las actividades petroquímicas en
Venezuela
Tres Complejos Petroquímicos: Morón, Ana María Campos y General José
Antonio Anzoátegui, ubicados en los estados Carabobo, Zulia y Anzoátegui,
respectivamente.
Una sede corporativa situada en Valencia, estado Carabobo.
Una planta de BTX en la Refinería El Palito, PDVSA.
Una mina de Roca Fosfática en el estado Falcón.
Dos terminales marinos dentro de los complejos Ana María Campos y José
Antonio Anzoátegui.
Un terminal marino dentro de la compañía anónima Productos de Alcoholes
Hidratados (Pralca) empresa mixta de Pequiven, ubicada en la Costa
Oriental del Lago, en el estado Zulia.
Un Terminal en Borburata, estado Carabobo.
Tres Unidades de Comercialización: Fertilizantes, Productos Industriales y
Olefinas y Plásticos.
22 Empresas Mixtas.
Nueve Empresas Filiales.
Una Consultoría Ambiental.
Una empresa de Investigación y Desarrollo (Indesca).
2.2 Metanol
El metanol es un alcohol incoloro, higroscópico y completamente miscible
con agua, pero mucho más ligero (peso específico de 0,8 g/ cm3). Es un buen
disolvente, pero muy tóxico e inflamable. Este alcohol de un sólo átomo de
carbono es un disolvente volátil y un combustible ligero.
El metanol, también conocido como alcohol metílico o de madera, es un
líquido orgánico incoloro a una temperatura y una presión normales (NTP: 72 °F y
1 atmósfera). Aunque esta descripción es correcta, es sólo una pequeña parte de

lo que debe saber y comprender alguien que manipule metanol para transportarlo,
almacenarlo y usarlo sin peligro.
El metanol es un material extraordinariamente útil que significa distintas
cosas para distintos usuarios. Para algunos, el metanol es un combustible; para
otros, es un aditivo de combustible, una materia prima para la industria química,
un disolvente, un refrigerante o un componente de anticongelantes. Las
aplicaciones emergentes del metanol incluyen su uso como fuente de protones
para la tecnología directa de celdas de combustible de metanol y como
combustible de turbinas para la generación de energía eléctrica.
Los peligros particulares del metanol que importan más para su instalación
dependen en gran parte sobre la forma en que se recibe y almacena el metanol,
cómo se usa, dónde se usa y cuánto se almacena y usa en un cierto tiempo. No
controlar los peligros relacionados con una pequeña cantidad de metanol podría
resultar problemático sin apenas ninguna consecuencia pero la pérdida de control
de una cantidad grande puede ser catastrófica. La Sección 2 del manual
proporciona información general sobre el metanol, tanto para los manipuladores,
transportadores y usuarios de grandes cantidades como de pequeñas cantidades.
Hay cinco consideraciones importantes al manipular el metanol:
Elmetanol es un líquido fácilmente inflamable que arde y a veces estalla en
el aire.
El peso molecular del vapor de metanol es marginalmente mayor (más
denso) que el del aire (32 frente a 28 gramos por mol). Como consecuencia
de eso, y dependiendo de las circunstancias de una fuga o un derrame, el
metanol líquido se acumulará y el vapor puede migrar a espacios cerca del
suelo y acumularse en áreas estrechas y bajas. Se espera que el vapor de
metanol, al estar cerca de la flotabilidad neutral, se disipará inmediatamente
de los lugares ventilados. No espere que se disipe de lugares sin ventilar

como alcantarillas y espacios cerrados. Si se inflama, la llama del vapor de
metanol puede retroceder hasta su fuente. En ciertas circunstancias
específicas, el vapor de metanol puede estallar en vez de arder al
inflamarse. Los recipientes de metanol están sujetos a una explosión de
vapores en expansión de líquidos en ebullición (BLEVE) al calentarse
externamente.
El metanol es una toxina; la ingestión de una pequeña cantidad (entre unos
30 y 60 mililitros) puede causar la muerte; se sabe que cantidades menores
causan ceguera irreversible. El equipo del proyecto está compuesto por
Enrique Medina (MS, CIH, especialista medioambiental, editor y director de
proyecto) y Robert R. Roberts (MS, MBA, ingeniería de proceso y
especialista de fiabilidad). El metanol se absorbe por la piel y otros tejidos
pasando directamente a la corriente sanguínea.
El metanol es totalmente miscible con agua y retiene su inflamabilidad
incluso a concentraciones de agua muy altas. Una solución del 75% de
agua y 25% de metanol en volumen se considera un líquido inflamable.
Esto tiene consecuencias importantes para la lucha contra incendios.1 El
metanol es un disolvente químico, que tiene implicaciones importantes para
la selección de materiales y también para la lucha contra incendios.
La molécula de metanol contiene un sólo átomo de carbono y es, por lo
tanto, el alcohol más sencillo que puede derivarse de hidrocarburos saturados
normales, es decir, metano (CH4), etano (C2H6) y propano (C3H8). Los alcoholes
de dos y tres átomos de carbono son el etanol y el propanol, respectivamente. Los
nombres químicos de los alcoholes se basan en los nombres de sus
correspondientes grupos de hidrocarburos. Al convertirse en alcoholes, se les
agrega una “l” al nombre. Los alcoholes comunes —el metanol (CH3OH), el etanol
(C2H5OH) y el propanol (C3H7OH) — tienen propiedades físicas y químicas
similares, pero peligros de toxicidad muy diferentes. A medida que aumenta el
número de átomos de carbono que componen las moléculas del alcohol, aumenta
la longitud de la cadena recta de átomos de carbono, aumenta el peso molecular

de la molécula del alcohol, disminuye la temperatura del punto de congelación y
aumenta la temperatura del punto de ebullición.
Figura 1. Metanol CH3OH
Los alcoholes son estructuralmente similares al agua. Algunas propiedades
de los alcoholes, específicamente del metanol, se asemejan a las propiedades del
agua. Tanto el agua como el metanol son moléculas polares. REF indica las
fórmulas estructurales, los nombres científicos, los nombres comunes y las
temperaturas de fusión y ebullición de tres alcoholes representativos.
2.2.1 Metanol en Venezuela
En Venezuela la principal empresa en producción y comercialización de
metanol es una empresa perteneciente a la corporación Mitsubishi gas chemical
de Japón, esta es una empresa reconocida a nivel mundial con alta experiencia y
prestigio a nivel de investigacióny desarrollo de la industria petroquímica que
posee la licencia de planta II de metanol de oriente. Esta empresa conocida como
Metor, produce un metanol de 99,85% de pureza.
La planta II de Metor se encuentra ubicada en complejo petroquímico José
Antonio Anzoátegui al oriente del país en el estado Anzoátegui.

2.3 Formaldehído
2.4. Procesos de obtención de formaldehido
El formaldehído ha sido fabricado y continúa siendo fabricado a partir del
metanol.Al final de la segunda guerra mundial en Estados Unidos se producía el
20% del formaldehído en fase gaseosa por oxidación no catalítica del propano y
del butano. Este proceso producía un amplio espectro de co-productos que
requerían un costoso proceso de separación por lo que el proceso a partir del
metanol es preferido.
En la actualidad la mayoría del formaldehído comercializado es producido a
partir del metanol y el aire.Como la mezcla aire metanol es inflamable en una
concentración de metanol que varía del 6% a 25% o del 9% al 37% en volumen de
acuerdo a la presión y temperatura en la que se encuentre la mezcla.En la
producción de formaldehído a partir del metanol, la materia prima es el gas de
síntesis que se obtiene del metano.
CH4 + H2O CO + 3 H2
3 CH4 + CO2 + 2 H2 4 CO + 8 H2
2 H2 + CO CH3OH
CH2OH + ½ O2 HCHO + H2O
CH3OH HCHO + H2
El proceso puede ser llevado a cabo de dos maneras:
Por sobre el límite superior (con exceso de metanol en la mezcla aire
metanol): Estos procesos se llevan a cabo con catalizadores de plata.
Por debajo del límite inferior (con exceso de aire): Estos procesos se
llevan a cabo con catalizadores de óxidos de metales, generalmente catalizadores
de acero - óxido de molibdeno.
2.4.1 Proceso con catalizador de plata.
En las primeras plantas de la fabricación de formaldehído el metanol era
oxidado por medio del uso de catalizadores de cobre, que han sido casi
completamente reemplazados por catalizadores de plata. La reacción catalítica de
oxidación ocurre a presión atmosférica y a una temperatura entre 600ºC y 650ºC y
puede ser representada por dos reacciones que ocurren simultáneamente.
CH2OH + ½ O2 HCHO + H2O DH = -156 KJ
CH3OH HCHO + H2 DH = 85 KJ
Entre el 50% y el 60% es formado por la primera reacción, que es
exotérmica, y el resto por la segunda reacción, que es endotérmica.
En resultado neto de ambas reacciones es una reacción exotérmica.
El monóxido y dióxido de carbono y el ácido fórmico son subproductos
causados por otras reacciones.

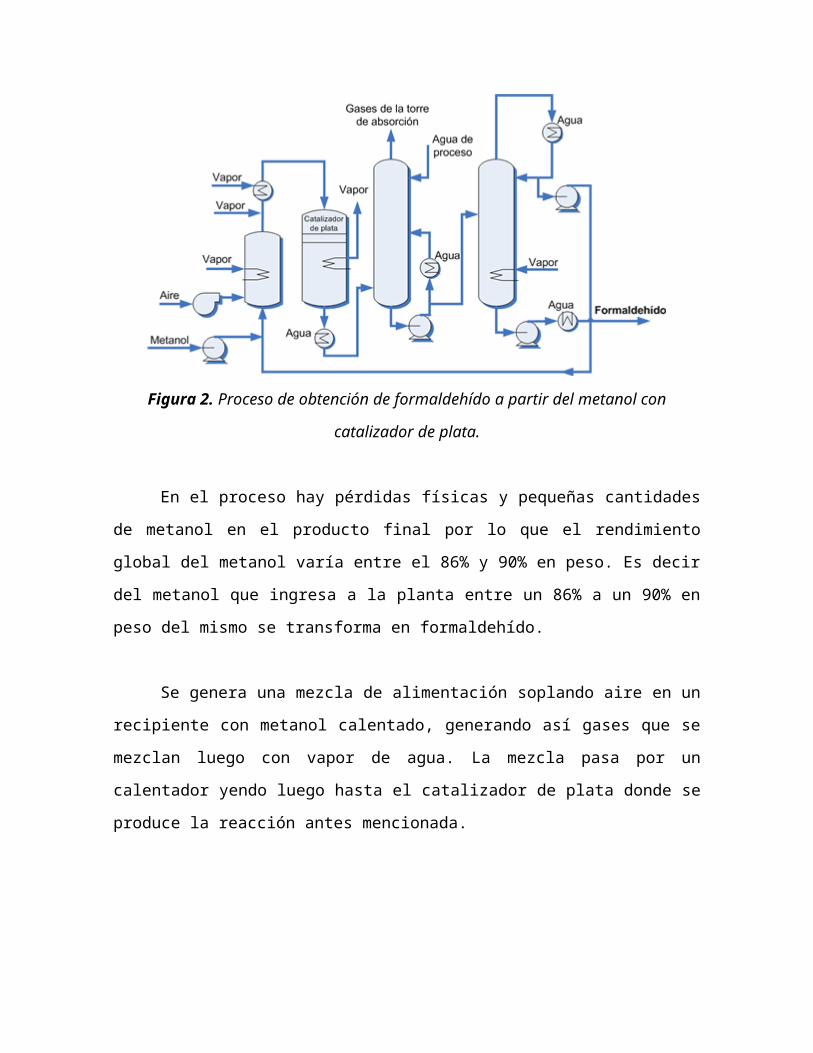
Figura 2. Proceso de obtención de formaldehído a partir del metanol con
catalizador de plata.
En el proceso hay pérdidas físicas y pequeñas cantidades de metanol en el
producto final por lo que el rendimiento global del metanol varía entre el 86% y
90% en peso. Es decir del metanol que ingresa a la planta entre un 86% a un 90%
en peso del mismo se transforma en formaldehído.
Se genera una mezcla de alimentación soplando aire en un recipiente con
metanol calentado, generando así gases que se mezclan luego con vapor de
agua. La mezcla pasa por un calentador yendo luego hasta el catalizador de plata
donde se produce la reacción antes mencionada.
La mezcla de gases que sale del reactor contiene formaldehído, metanol,
hidrógeno, gases inertes provenientes del aire y otros subproductos en menor
proporción.
La mezcla es rápidamente enfriada en un generador de vapor de agua y
luego en un intercambiador de calor con agua. Posteriormente ingresa por la parte
inferior de una torre de absorción.

En la torre de absorción el formaldehído y el metanol pasan al agua que
fluye en contracorriente, separándose de los gases inertes del aire, hidrógeno y
otros que se encuentran en pequeñas proporciones.
La mezcla líquida formada por el formaldehído junto con el metanol en agua
es o enviada a una torre de destilación fraccionada (rectificación) donde el metanol
es recuperado para ser reutilizado en el reactor y se obtiene el formaldehído en
solución acuosa a una concentración del 55% en peso. Esta es enfriada en un
intercambiador de calor con circulación de agua y luego atraviesa un equipo de
intercambio iónico donde se limita el ácido fórmico residual a las admisibles,
especificadas por el productor.
El catalizador de plata tiene una vida útil satisfactoria, de tres a ocho meses
y luego de esta, el catalizador puede ser recuperado. Este es fácilmente
contaminado por el azufre.
La reacción ocurre en condiciones esencialmente adiabáticas con un gran
aumento de la temperatura en la superficie de entrada del catalizador.
El control de la temperatura es predominantemente por balance térmico en
la forma de exceso de metanol o exceso de vapor de agua, o ambos, en la
alimentación. Si la planta busca obtener un producto entre el 50% y el 55% de
formaldehído y no más del 1,5% de metanol, la cantidad de vapor de agua que
puede agregarse a la mezcla es limitada.
El gas eliminado en la torre de absorción contiene un 20% (en moles) de
hidrógeno y tiene un alto poder calorífico (2420 Kj/m3). Con el incremento del
costo de los combustibles y el incremento de la importancia del medio ambiente,
este gas es quemado con dos propósitos: generación de vapor y la eliminación de
emanaciones de compuestos orgánicos y de monóxido de carbono a la atmósfera.

El formaldehído acuoso corroe los aceros al carbono, pero el formaldehído
en fase gaseosa no. Por lo tanto todas las partes de los equipos en contacto con
soluciones calientes de formaldehído deben estar fabricadas con aceros
inoxidables. Teóricamente el reactor y los equipos anteriores pueden estar
fabricados de acero al carbono, pero en la práctica son usadas aleaciones para
proteger el catalizador, que es muy sensible a la contaminación de los metales.
Variantes de este proceso
1. Si un producto diluido (conteniendo de 40% al 45% de formaldehído y de
1% a 1,5% de metanol) es aceptable, entonces el vapor en la mezcla de
alimentación puede ser aumentado de manera tal que la relación metanol
aire siga siendo superior a la del límite superior de inflamabilidad y todo el
metanol presente reacciona formando formaldehído, de esta manera no se
requiere de la torre de destilación lográndose significativos ahorros en
energía (pues la torre de destilación necesita ser calentada con vapor) y en
la inversión requerida para instalar la planta.
2. Otra variante del proceso es reutilizar el gas eliminado en la torre de
absorción enviándolo al reactor. Este adicional de gas junto con vapor
provee la masa necesaria para el balance térmico evitando la combustión
del metanol sin necesidad de exceso de metanol y todo el metanol
reaccionará en el catalizador para formar formaldehído. Con este proceso
se obtiene un producto con un 50% de formaldehído y 1% de metanol sin
necesidad de la torre de destilación.
3. La recuperación del metanol puede ser obviada en un sistema de oxidación
de dos etapas donde por ejemplo, parte del metanol es transformado en un
catalizador de plata, el producto es enfriado, se agrega exceso de aire, y el
metanol restante es transformado en un catalizador con óxidos de ciertos
metales. En este caso el primer catalizador (de plata) trabaja por sobre el
límite de inflamabilidad superior y el segundo catalizador (de óxidos de

metales) trabaja por debajo del límite inferior de inflamabilidad gracias al
exceso de aire.
2.4.2 Proceso con catalizadores con óxidos de metales.
La oxidación del metanol a formaldehído con catalizador de pentóxido de
vanadio fue el primero de estos catalizadores y fue patentado en 1921, seguido en
1933 por la patente de un catalizador de acero - óxido de molibdeno, el cual es el
más usado actualmente. Estos catalizadores han sido mejorados por el agregado
de óxido de otros metales y métodos de activación y preparación. En 1952 fue
puesta en operación la primera planta usando un catalizador de acero - óxido de
molibdeno. Se estima que el 70% de la capacidad productiva instalada usa estos
catalizadores formados por óxidos de metales.
A diferencia con el proceso con catalizador de plata, todo el formaldehído
es obtenido por medio de reacciones exotérmicas a presión atmosférica y a una
temperatura entre los 300ºC y los 400ºC. Con un apropiado control de la
temperatura una conversión del metanol mayor a un 99% puede ser mantenida.
Los subproductos no deseados son monóxido de carbono y ácido fórmico. En el
proceso hay pérdidas físicas y pequeñas cantidades de metanol en el producto
final por lo que el rendimiento global del metanol varía entre el 88% y 92% en
peso, levemente superior al que se puede obtener en un proceso con
catalizadores de plata.

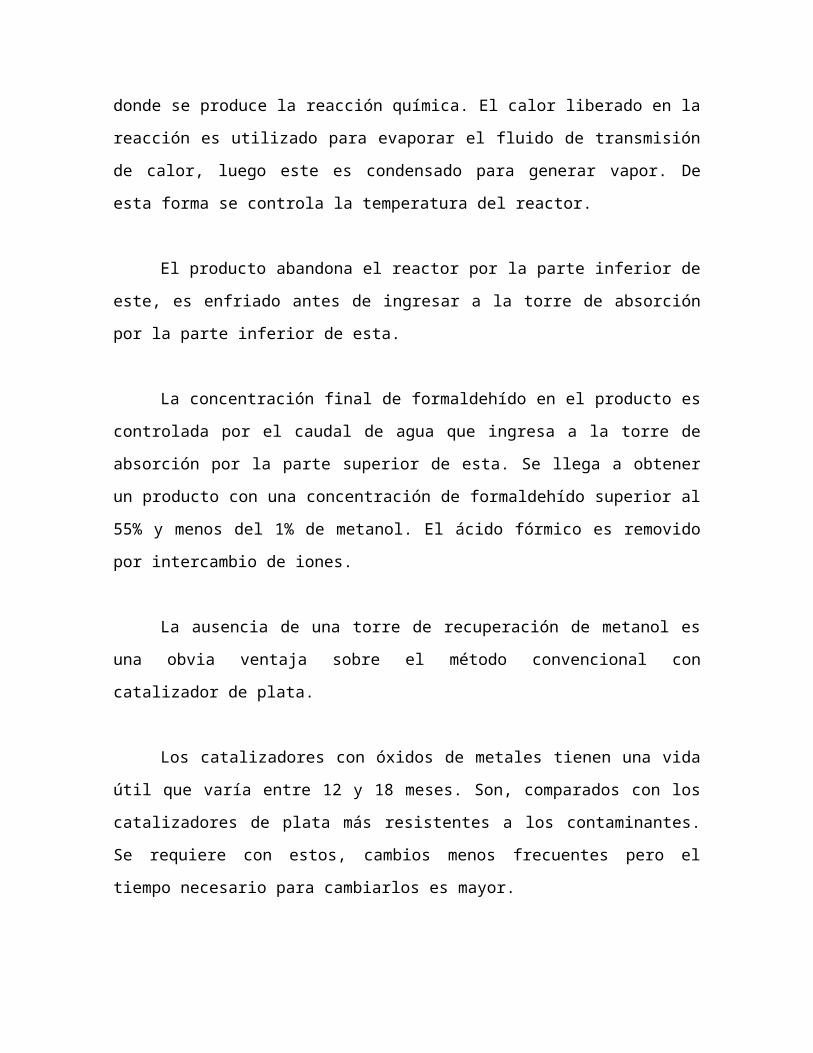
Figura 3. Proceso de obtención de formaldehído a partir del metanol con
catalizadores de óxidos de metales.
El metanol es vaporizado y mezclado con aire y gas eliminado de la torre de
absorción ingresando luego en el reactor donde atraviesa los tubos del catalizador,
es aquí donde se produce la reacción química. El calor liberado en la reacción es
utilizado para evaporar el fluido de transmisión de calor, luego este es condensado
para generar vapor. De esta forma se controla la temperatura del reactor.
El producto abandona el reactor por la parte inferior de este, es enfriado
antes de ingresar a la torre de absorción por la parte inferior de esta.
La concentración final de formaldehído en el producto es controlada por el
caudal de agua que ingresa a la torre de absorción por la parte superior de esta.
Se llega a obtener un producto con una concentración de formaldehído superior al
55% y menos del 1% de metanol. El ácido fórmico es removido por intercambio de
iones.
La ausencia de una torre de recuperación de metanol es una obvia ventaja
sobre el método convencional con catalizador de plata.
Los catalizadores con óxidos de metales tienen una vida útil que varía entre
12 y 18 meses. Son, comparados con los catalizadores de plata más resistentes a
los contaminantes. Se requiere con estos, cambios menos frecuentes pero el
tiempo necesario para cambiarlos es mayor.
Contrariamente con lo que sucede en una planta que usa catalizadores de
plata, no se justifica económicamente incinerar el gas liberado en la torre de
absorción para generar vapor. Este gas está esencialmente compuesto por
nitrógeno y oxígeno con componentes combustibles (dimetileter, monóxido de
carbono, formaldehído y metanol) que representan solo un pequeño porcentaje del
total. Sin embargo, las presiones que sufren las empresas por mantener el medio
ambiente hacen necesaria su incineración.
2.4.2 Desarrollo de nuevos procesos
Ha habido grandes esfuerzos de investigación para el desarrollo de nuevos
procesos de obtención de formaldehído, estos esfuerzos no han aún generado
tecnologías aplicables industrialmente por ninguno de los métodos que a
continuación se comentan:
1. Obtención del formaldehído a partir del metano por oxidación parcial. Lo
que motiva el estudio de este proceso es la posibilidad de bajar los costos
de las materias primas dado que se evitaría el proceso de obtener el
metanol que se obtiene del metano.
2. Obtención de formaldehído por deshidrogenación del metanol el cual
produce formaldehído anhídrido o altamente concentrado. Para ciertos
usuarios de formaldehído, la minimización de agua en la alimentación
reduce los costos totales de energía, generación de efluentes y pérdidas al
proveer condiciones más deseables de reacción.
2.5 Producción y mercado de formaldehido en el mundo
La producción y el comercio del formaldehido en el mundo han ido variando
conforme el paso del tiempo. Así, en 1998, los mayores productores eran Europa
(32%), Estados Unidos (30%) y Japón (8%), mientras que en la actualidad el
mayor productor mundial es China, seguida de Europa y EEUU.
Según estudios recientes, a principio de 2006 existían en China 300
industrias productoras de formaldehido con una capacidad total de 11 millones de
toneladas al año y un consumo de 6-7 millones de toneladas. Se ha observado
que en el año 2009 China ha tenido una sobreproducción de formaldehido,
exportándose todo el producto sobrante a distintos países.
En cuanto a EEUU, sobre el 75% del formaldehido producido se destina a la
producción de resinas para maderas laminadas y conglomeradas. En EEUU en el
año 2000 el formaldehido era el compuesto químico número 26 en volumen de
producción (Wittcoff et al., 2002). Existían en EEUU 40 plantas que producían
formaldehido, y 11 en Canadá en 2006. Alrededor de dos terceras partes de los
productos de madera manufacturados en EEUU se exportan a otros países.
El crecimiento del mercado en EEUU se predijo que sería del 1% al año
hasta 2010 de acuerdo con ICB Americas (el estudio es de 2007), creciendo la
demanda en los EEUU de 4,76 millones de toneladas en 2006 a 4,96 millones de
toneladas en 2010.
En la siguiente tabla se puede observar la producción de formaldehido en el
año 2003 (véase como había aumentado la producción del año 2003 al 2006 (el
dato anteriormente citado de 4,76 millones de toneladas)):
Como se puede observar en la tabla anterior, la mayor parte de la
producción de formaldehido se destina a las resinas de urea-formol y fenol-formol,

y otros compuestos importantes son las resinas MDI (resinas muy novedosas que
se usan en la industria automovilística) y las resinas melanina-formol.
En cuanto a Europa, al ser un mercado maduro, los crecimientos son bajos
(un 2% al año), pero en zonas del Este de Europa los crecimientos son del 5% y
en Rusia del 7% al ser mercados recientes.
Las principales empresas productoras de formaldehido en el mundo son:
Hexion, multinacional que posee varias plantas en el mundo (en Europa
posee una fábrica en Rotterdam, Países Bajos, y tiene otras fábricas en
Australia, Latinoamérica, Asia y Norteamérica).
Borden, EEUU.
DuPont, EEUU.
Perstorp, Suiza.
Hoechst Celanese, EEUU.
Georgia Pacific, EEUU.
Degussa, Alemania.
2.6 Producción y mercado de formaldehido en Venezuela
2.7 Aplicaciones y usos del formaldehido
El formaldehido en sí mismo no tiene aplicaciones, excepto la de
conservante de tejidos (en medicina se usa ampliamente, aunque solo se usa un
1% del formaldehido producido mundialmente para dicho propósito). En cambio,
posee muchas aplicaciones en cuanto a elaboración de otros productos que si son
útiles. Así, el formaldehido que se obtiene en la planta puede ser usado en
multitud de aplicaciones, como son la obtención de resinas, adhesivos,
desinfectantes, fertilizantes, jabones y detergentes, vacunas, medicinas, etc. y por

industrias, en la industria textil y del cuero, farmacéutica, cosmética, maderera,
papelera, del corcho, de fertilizantes, eléctrica y electrónica, etc.
La principal aplicación del formaldehido es la obtención de resinas que se
usan ampliamente en la industria papelera, del corcho, maderera y de adhesivos.
Dichas resinas tiene como uso principal el ser aglutinantes de partículas o
porciones de material (es decir, actúan como adhesivos). Así aglutinan las
cadenas de celulosa para la formación de papel, las partículas de madera para
formar conglomerados, las láminas de madera para formar laminados y trozos de
corcho para obtener corchos de diferentes formas y volúmenes.
Las resinas son polímeros termoestables (son duros y rígidos, pero no se
pueden volver a moldear usando un aumento de la temperatura) que se producen
por la reacción directa del formaldehido con otra sustancia. Las resinas se
nombran a partir de las sustancias de las que parten; así los tres tipos básicos de
resinas son las resinas urea-formol, las resinas fenol-formol y las resinas
melanina-formol.
Resinas urea-formol: estas resinas se suelen usar como elementos de
moldeo, siendo la aplicación principal la destinada a la industria maderera
(para la obtención de madera terciada). Además se usa en la industria
eléctrica y electrónica.
Resinas fenol-formol: estas resinas también se suelen usar como
elementos de moldeo, siendo la aplicación principal la destinada a la
industria maderera (para la obtención de madera laminada). También se
suele usar en la industria papelera y del corcho.
Resinas melanina-formol: estas resinas se suelen usar también como
elementos de moldeo, pero su distribución es menor que las dos anteriores.

2.8 Metodología FEL
Esta metodología se basa en el concepto de “portones” representados por
etapas en las cuales se debe decidir si se puede o no continuar con el proceso, es
decir, establece un sistema de control en cada fase del proyecto.
Fase I: Viabilidad
Proponer un modelo que permita simular la dispersión atmosférica de
partículas de carbón en el terminal de Santa Cruz de Mara, Estado Zulia.
Fase II: Etapa Conceptual
En esta fase de debe tener un amplio conocimiento por parte del ingeniero
de proceso acerca de las necesidades del cliente ya que en ella se plantean las
ventajas y desventajas de las diferentes tecnologías, capacidad de crecimiento y
posibles localizaciones, es decir, se selecciona una tecnología y se planta una
localización lo que permite realizar un mejor estimado de costos así como un
diagrama de bloque de proceso con estimados de valores improvisados.
Fase III: Fase de ingeniería básica o Diseño
En esta etapa se realizan optimizaciones a los diagramas de procesos,
lugares de disposición final de los equipos cronograma de ejecución así como la
obtención de un presupuesto y la contratación de algunos servicios, es por ello
que debe ser realizada por un equipo multidisciplinario.
Fase de ejecución
Esta fase incluye la ingeniería de detalle y la obra en sí, se elabora el
presupuesto final y se controla el progreso del proyecto en obra a efectos de evitar

salirse del presupuesto, el éxito de esta etapa está muy relacionado con la calidad
de las etapas anteriores.
2.9 Metodología POL
Esta metodología permite que el estudiante se desenvuelva en un mundo
similar al entorno laboral y más dinámico del que se encuentra en un salón de
clases normalmente, este método permite al estudiante aprender a coordinarse
con otros estudiantes como equipo donde tienen que tener su propio criterio y
tomar decisiones a fin del cumplimiento del proyecto de la misma forma como lo
haría en el área laboral.
Para el cumplimiento del proyecto es necesario un planteamiento correcto
donde estén claros los objetivos, limitaciones y expectativas del mismo. Para ello
se requiere que los integrantes del equipo tengan un buen criterio y una buena
orientación de parte del docente, también es necesaria una base teórica
sustentable la cual el equipo deberá investigar y desarrollar según lo exija el
proyecto.
En esta metodología al culminar el proyecto se emplea mucho una
exposición donde los distintos equipos muestran y argumentan sus
investigaciones respectivas, muestran sus trabajos realizados y dan a conocer sus
conclusiones mostrando el conocimiento adquirido y dicen lo importante y
beneficioso que puede ser este proyecto en una sociedad tal como normalmente
se hace en proyecto laborales.
Actividades iníciales de los equipos:
Planeación preliminar. Se comparten conocimientos sobre el tema y se
sugieren posibles proyectos para el equipo.
Establecer tentativamente lo específico que debe ser el proyecto.
Profundizar el conocimiento.

Especificar tentativamente el plan de trabajo. Dividir el proyecto en
componentes y asignar responsabilidades.
Retroalimentación por parte del profesor. Esta es una meta parcial clave.
Revisar el plan en base a la retroalimentación.
2.10 Diagrama de flujo de procesos (PFD)
Es una representación gráfica de la secuencia de pasos que se realizan
para obtener un cierto resultado. Este puede ser un producto, un servicio, o bien
una combinación de ambos.
2.10.1 Contenido de un Diagrama de Procesos
Debe incluir los números y nombres de identificación del equipo, las
presiones y temperaturas, identificaciones de servicios, y flujo másico/volumétrico
de lascorrientes seleccionadas y una tabla de balance de materia ligada por medio
de una clave de líneas de procesos.
2.10.2 Características principales.
Capacidad de Comunicación.
Permite la puesta en común de conocimientos individuales sobre un
proceso, y facilita la mejor comprensión global del mismo.
Proporciona información sobre los procesos de forma clara, ordenada y
concisa.
2.10.3 Finalidad del Diagrama de flujo de proceso
Representar gráficamente las distintas etapas de un proceso y sus
interacciones, para facilitar la comprensión de su funcionamiento. Es útil para
analizar el proceso actual, proponer mejoras, conocer los clientes y proveedores
de cada fase, representar los controles, etc.
2.10.4 Beneficios del Diagrama de Flujo de proceso
En primer lugar, facilita la obtención de una visión transparente del proceso,
mejorando su comprensión. La diagramación hace posible aprender ese
conjunto e ir más allá, centrándose en aspectos específicos del mismo,
apreciando las interrelaciones que forman parte del proceso así como las
que se dan con otros procesos y subprocesos.
Permiten definir los límites de un proceso. A veces estos límites no son tan
evidentes, no estando definidos los distintos proveedores y clientes
(internos y externos) involucrados.
El diagrama de flujo facilita la identificación de los clientes, es más sencillo
determinar sus necesidades y ajustar el proceso hacia la satisfacción de
sus necesidades y expectativas.
Estimula el pensamiento analítico en el momento de estudiar un proceso,
haciendo más factible generar alternativas útiles.
Proporciona un método de comunicación más eficaz, al introducir un
lenguaje común, si bien es cierto que para ello se hace preciso la
capacitación de aquellas personas que entrarán en contacto con la
diagramación.
Un diagrama de flujo ayuda a establecer el valor agregado de cada una de
las actividades que componen el proceso.
Igualmente, constituye una excelente referencia para establecer
mecanismos de control y medición de los procesos, así como de los
objetivos concretos para las distintas operaciones llevadas a cabo.
Constituyen el punto de comienzo indispensable para acciones de mejora o
reingeniería.

2.10.5 Posibles problemas y deficiencia de interpretación
La principal causa de deficiencias en la interpretación de los Diagramas de
flujos es que éste no refleje la realidad. Esto puede ser debido a:
Se representa el proceso ideal tal y como debería ser realizado, y no la
práctica habitual de aquellos que lo ejecutan.
Alguno de los participantes no aporta información sobre partes del mismo,
evidentemente ilógicas, por sentirse de alguna forma responsable de las
mismas.
Se consideran irrelevantes pequeños bucles existentes.
Los miembros del grupo de trabajo desconocen realmente como opera
parte del proceso.
Se utilizan Diagramas de Flujo desfasados que no han sido revisados
después de producirse cambios en el proceso.
Para evitar la aparición de estas situaciones se aconseja, siempre que sea
posible, la confrontación del diagrama con la realidad, siguiendo en la
práctica la ejecución del proceso.
Cuando esto no sea posible, será útil la revisión del diagrama por personal
operativo del proceso.
2.11 Diagrama de tubería e instrumentación (P&ID)
Un diagrama de tubería e instrumentación es la representación grafica de la
secuencia de equipos, tuberías y accesorios que conforman una sección de una
planta (batería de separación, de compresión, rebombeo, centro operativo, centro
de proceso, etc.). Este diagrama especifica tanto la conexión de un equipo con
otro en forma precisa (diámetro y longitud de cañerías o canaletas, pérdidas de
carga asociadas a singularidades, etc.) como los aparatos que permiten el manejo
concreto del proceso.

Es el documento más importante de un proyecto porque en él está todo lo
que comprende al proceso. Son una vista unidimensional de la planta. Los
distintos grupos que intervienen usan el P&ID para su trabajo.
2.11.1 Contenido de un Diagrama de tubería e instrumentación
Los P&ID son planos basados en el PFD (diagrama de flujo de proceso) que
muestran todos los aspectos físicos de la planta y de los equipos. El P&ID debe
tener indicadas todas las líneas de interconexión, líneas de puesta en marcha,
válvulas, drenajes, instrumentos, lazos de control, sistemas de protecciones,
puntos de muestreo, conexiones al sistema de aguas aceitosas, etc.
2.11.2 Características principales
Los sistemas de control de procesos se representan en diagramas de
tuberías e instrumentos (P&ID) utilizando símbolos normalizados.
Se representan: Instrumentación, tuberías, bombas, motores y otros
elementos auxiliares.
Los instrumentos del lazo de control se representan por un círculo con las
letras de designación del instrumento así como el número identificativo del
lazo de control al que pertenecen.
Es el principal esquema utilizado para la colocación de un proceso de
control de la instalación.
2.11.3 Finalidad del Diagrama de tuberías e instrumentación
Tener claridad para revisar los procedimientos de puesta en marcha,
vaporizaciones, gasificaciones, puntos de bloqueo, paletas, lavados, etc.
Establecer todas las líneas para su dimensionamiento.
Revisar por otros grupos si están cubiertas sus necesidades (mantención,
laboratorio).
Especificaciones mecánicas.

Establecer condiciones de operación de diseño.
2.11.4 Beneficios del diagrama de tuberías e instrumentación
Estos proporcionan la información que necesitan los ingenieros para
comenzar a planificar la construcción de la planta. En muchos casos se
pueden indicar los requisitos de instrumentación en los propios diagramas
simplificados, pero, si la instrumentación es compleja, resulta necesario
desarrollar un diagrama más detallado, destacando todos los reguladores e
instrumentos.
Los P&ID desempeñan un papel importante en el mantenimiento y
modificación del proceso que describe. Es fundamental para demostrar la
secuencia física de los equipos y sistemas, así como la forma en que estos
sistemas de conexión. Durante la etapa de diseño, el esquema también
proporciona la base para el desarrollo de sistemas de control del sistema, lo
que permite aumentar la seguridad operacional y las investigaciones, como
los estudios de peligros y operabilidad.
El P&ID es la última etapa del proceso de diseño básico y sirve como guía
para los responsables del diseño final y la construcción de la planta.
2.11.5 Posibles problemas y deficiencia de interpretación
Requiere de un espacio considerable y cuenta con demasiadas
ramificaciones.
Consume bastante tiempo de computadora.
2.11.6 Preparación de la construcción del diagrama de flujo de proceso
Paso 1:

Establecer quiénes deben participar en su construcción. El grupo de trabajo,
o la persona responsable del estudio identificará los organismos implicados en el
proceso, o parte del mismo, que debe ser analizado.
Se invitará a un representante de dichos organismos a participar en la
construcción del Diagrama de Flujo.
El número de participantes en la sesión de construcción del Diagrama no
será superior a 10 para que el grupo sea operativo y eficaz.
Paso 2:
Preparar la logística de la sesión de trabajo.
Con objeto de que el ritmo de la sesión de trabajo sea el adecuado se debe
prever:
Dar la información necesaria a los participantes en la reunión sobre el
objeto de la misma y sobre este procedimiento.
Preparar superficies y material de escritura que permitan tener a la vista
continuamente el trabajo desarrollado.
Paso 3:
Definir claramente la utilización del Diagrama y el resultado que se espera
obtener de la sesión de trabajo.
a) En primer lugar, es necesario clarificar el objetivo de la construcción del
Diagrama y escribirlo de forma que sea visible para los participantes
durante toda la sesión.
b) Esta clarificación permitirá definir el grado de detalle y la estructura que se
requieren en el diagrama para poder alcanzar dicho objetivo.

Paso 4:
Definir los límites del proceso en estudio.
La mejor forma de definir y clarificar dicha definición de los límites del
proceso es decidir cuáles son el primer y último pasos del Diagrama.
a) El primer paso es la respuesta a la pregunta:
¿Qué nos indica que empieza el proceso?
b) El último paso debe contestar a la pregunta:
¿Cómo sabemos que el proceso ha terminado?
Escribir estos pasos expresándolos de forma clara y concisa e incluirlos en
la superficie de escritura. (El primer pasó en el borde izquierdo o superior de la
misma y el último paso en el borde derecho o inferior).
Paso 5:
Esquematizar el proceso en grandes bloques o áreas de actividades.
Identificar los grupos de acciones más relevantes del proceso y establecer
su secuencia temporal.
Esta esquematización global del proceso a analizar servirá de ayuda para
guiar el proceso de construcción del diagrama.
Paso 6:
Identificar y documentar los pasos del proceso.
Esta actividad puede comenzar, tanto por el primer paso del proceso, como
por el último, no existiendo ningún criterio que indique mayor eficacia en alguno de
los dos enfoques. Sea cual sea la dirección en que se realice, si se considera útil,
realizar una revisión en la dirección contraria.

Las preguntas a realizar para la identificación y documentación de los pasos
del proceso son las siguientes:
a) ¿Existen entradas significativas asociadas con este paso, tales como
materias primas, información, etc.?
Señalar estas entradas, por medio de los símbolos apropiados, en el
diagrama.
b) ¿Existen resultados significativos como consecuencia de este paso,
tales como información, etc.?
Señalar estos resultados, por medio de los símbolos apropiados, en el
diagrama.
c) ¿Cuál son las actividades inmediatamente siguientes que debemos
realizar?
Señalar estas actividades, mediante el símbolo apropiado, en el diagrama.
Partiendo del primer paso, realizar este proceso hasta alcanzar el último o
viceversa.
Dibujar el proceso con exactitud disponiendo el flujo principal siempre de
arriba abajo o de izquierda a derecha.
Paso 7:
Realizar el trabajo adecuado para los puntos de decisión o bifurcación.
Cuando se llega a un paso en el que existe un punto de decisión o de
bifurcación:
a) Escribir la decisión o alternativa de acuerdo con la simbología utilizada e
identificar los posibles caminos a seguir mediante la notación adecuada.
En general, cuando se trata de una toma de decisión, se incluye dentro
del símbolo una pregunta y la notación de las dos ramas posibles
correspondientes se identifican con la notación SI/NO.
b) Escoger la rama más natural o frecuente de la bifurcación y
desarrollarla, según lo dispuesto en el "Paso 6", hasta completarla.
c) Retroceder hasta la bifurcación y desarrollar el resto de las ramas de
igual modo.
Paso 8:
Revisar el diagrama completo.
Comprobar que no se han omitido pasos, pequeños bucles, etc. y que el
proceso tiene una secuencia lógica. En caso de que existan dudas sobre parte del
proceso representado, realizar una observación directa del proceso o contactar
con expertos de esa área para su aclaración. El resultado final de este paso es el
Diagrama de Flujo del proceso en estudio.
2.11.7 Norma PDVSA No. L-TP1.1
La norma PDVSA No. L-TP 1.1 tiene como propósito establecer las pautas
que deben seguirse en la preparación de los Diagramas de Proceso, para
proyectos totalmente nuevos, modificaciones o remodelaciones de plantas
existentes, desde la Ingeniería Conceptual hasta la Ingeniería de Detalle. También
puede utilizarse en actividades de cambios menores.
2.12 Equipos de procesos
Cada equipo debe tener su código de identificación, nombre del equipo y
características de operación normal. El trazado de equipos en un DFP debe
realizarse bajo los siguientes criterios.
a) Se deben utilizar los símbolos de equipos establecidos en las normas.
b) La identificación y códigos de equipos establecidos en las normas.
c) Los equipos deben ser distribuidos uniformemente en el plano.

d) Las torres o columnas, reactores, tambores, tanques y calentadores se
muestran en la mitad del plano. La identificación del equipo se escribe en la
zona superior del plano y alineada verticalmente con el mismo.
e) Generalmente las bombas y compresores se muestran en línea, a lo largo
de la cuarta inferior del plano. La identificación de estos equipos se escribe
en la zona inferior o adyacente al símbolo del equipo.
f) Otros equipos deben ser colocados como mejor representen la intención
del proceso, esto es, los condensadores aéreos son situados generalmente
encima del tambor de reflujo, los rehervidores se colocan junto a la torre o
columna, etc.
g) Cuando no sea importante la colocación física, el equipo debe mostrarse en
la secuencia lógica del flujo del proceso y en forma conveniente para
simplificar las líneas de conexión.
h) Los dibujos no representan el tamaño, ni indican la orientación real de los
equipos; sin embargo, la secuencia del proceso debe ser percibida
fácilmente.
i) Se deben mantener las proporciones relativas en las dimensiones de los
equipos principales.
j) Se debe diferenciar la representación de los equipos ya existentes.
Colocando la palabra “existente” al lado del código de identificación del
equipo. En caso de modificaciones o remodelaciones donde predominan
los equipos existentes, se debe utilizar la palabra “nuevo”, para los equipos
nuevos.
2.12.1 Diseño de equipos de proceso
Tuberías
Una tubería es un conducto que cumple la función de transportar agua u
otros fluidos. Se suele elaborar con materiales muy diversos. Cuando el líquido
transportado es petróleo, se utiliza la denominación específica de oleoducto.

Cuando el fluido transportado es gas, se utiliza la denominación específica de
gasoducto. También es posible transportar mediante tubería o nada materiales
que, si bien no son un fluido, se adecúan a este sistema: hormigón, cemento,
cereales, documentos encapsulados, etcétera.
- Diseño
El diseño de un sistema de tuberías consiste en el diseño de sus tuberías,
brida y su tortillería, empacaduras, válvulas, accesorios, filtros, trampas de vapor
juntas de expansión. También incluye el diseño de los elementos de soporte, tales
como zapatas, resortes y colgantes, pero no incluye el de estructuras para fijar los
soportes, tales como fundaciones, armaduras o pórticos de acero.
La lista siguiente muestra los pasos que deben completarse en el diseño
mecánico de cualquier sistema de tuberías:
a) Establecimiento de las condiciones de diseño incluyendo presión,
temperaturas y otras condiciones, tales como la velocidad del viento,
movimientos sísmicos, choques de fluido, gradientes térmicos y número de
ciclos de varias cargas.
b) Determinación del diámetro de la tubería, el cual depende
fundamentalmente de las condiciones del proceso, es decir, del caudal, la
velocidad y la presión del fluido.
c) Selección de los materiales de la tubería con base en corrosión,
fragilización y resistencia.
d) Selección de las clases de "rating" de bridas y válvulas.
e) Cálculo del espesor mínimo de pared (Schedule) para las temperaturas y
presiones de diseño, de manera que la tubería sea capaz de soportar los
esfuerzos tangenciales producidos por la presión del fluido.
f) Establecimiento de una configuración aceptable de soportes para el sistema
de tuberías.

g) Análisis de esfuerzos por flexibilidad para verificar que los esfuerzos
producidos en la tubería por los distintos tipos de carga estén dentro de los
valores admisibles, a objeto de comprobar que las cargas sobre los equipos
no sobrepasen los valores límites , satisfaciendo así los criterios del código a
emplear.
Si el sistema no posee suficiente flexibilidad y/o no es capaz de resistir las
cargas sometidas (efectos de la gravedad) o las cargas ocasionales (sismos y
vientos), se dispone de los siguientes recursos:
a. Reubicación de soportes.
b. Modificación del tipo de soporte en puntos específicos.
c. Utilización de soportes flexibles.
d. Modificación parcial del recorrido de la línea en zonas específicas.
e. Utilización de lazos de expansión.
f. Presentado en frío.
El análisis de flexibilidad tiene por objeto verificar que los esfuerzos en la
tubería, los esfuerzos en componentes locales del sistema y las fuerzas y
momentos en los puntos terminales, estén dentro de límites aceptables, en todas
las fases de operación normal y anormal, durante toda la vida de la planta.
Bombas
Las bombas son maquinas hidráulicas donde se transfiere energía del rotor
al fluido, produciendo una conversión de energía cinética de presión. Las bombas
se pueden clasificar de la siguiente manera:
- Bombas de desplazamiento positivo: Rotatorias (alabe, cavidad progresiva,
tornillo, paleta, engranaje) y reciprocantes (pistón, inmersión, diafragma).
- Bombas Cinéticas: Flujo Radial, Flujo Axial, Flujo Mixto.
- De propulsión o tipo eyector.

- Diseño
Los parámetros para el diseño de estos equipos se enlistan a continuación:
Naturaleza del líquido que se va a bombear.
Capacidad requerida.
Condiciones en la succión y en la descarga de la bomba.
Tipo de sistema a la que la bomba entrega el fluido.
Limitaciones de espacio, peso y posición.
Condiciones ambientales.
Costos de instalación y operación de una bomba.
Cabeza de succión positiva neta (NPSH)
Es un cabezal que es proporcionado debido a que es esencial que la
presión de succión a la entrada de la bomba tenga un valor más elevado que la
presión a la cual se presentaría vaporización a la temperatura de operación de un
líquido. NPSHD= Psalida-Pvap. NPSHR=Dato del fabricante. NPSHD> NPSHR
operación factible. NPSHD <NPSHR cavitación.
NPSH D=2,31(PS−PV )
sg(Ec .1)
NPSHD: Cabezal neto de succión positiva disponible (ft)
sg: Gravedad especifica del fluido
PS: Presión de succión de la bomba (psia)
PV: Presión de vapor del fluido (psia)

TDH Cabezal Total
TDH=2,31(PD−PS)
sg(Ec .2)
TDH: Cabezal Total (ft)
PD: Presión de descarga de la bomba (psia)
PS: Presión de succión de la bomba (psia)
sg: Gravedad específica del fluido
Potencia
La potencia es la cantidad de trabajo realizado por unidad de tiempo.
Representa la potencia requerida por la bomba para transferir líquidos de un punto
a otro y la energía requerida para vencer sus pérdidas.
BHP=Q .TDH .sg3960.ƞ
(Ec .3)
BHP: Potencia de la bomba (hp)
Q: Caudal (gpm)
TDH: Cabezal total (ft)
sg: Gravedad especifica del fluido
ƞ: Eficiencia de la bomba.
Línea de Succión
Se refiere a todas las partes del sistema de flujo desde la fuente del fluido
hasta la entrada de la bomba. Es importante al momento de asegurar un valor de
cabezal de succión positivo neto.
Línea de descarga
Debe ser lo más corta y directa como sea posible para minimizar la cabeza
de la bomba. La especificación está relacionada con la economía.
Compresores
Un compresor es una máquina de fluido que está construida para aumentar
la presión y desplazar cierto tipo de fluidos llamados compresibles, tal como lo son
los gases y los vapores. Esto se realiza a través de un intercambio
de energía entre la máquina y el fluido en el cual el trabajo ejercido por el
compresor es transferido a la sustancia que pasa por él convirtiéndose en energía
de flujo, aumentando su presión y energía cinética impulsándola a fluir.
Al igual que las bombas, los compresores también desplazan fluidos, pero a
diferencia de las primeras que son máquinas hidráulicas, éstos son máquinas
térmicas, ya que su fluido de trabajo es compresible, sufre un cambio apreciable
de densidad y, generalmente, también de temperatura; a diferencia de
los ventiladores y los sopladores, los cuales impulsan fluidos compresibles, pero
no aumentan su presión, densidad o temperatura de manera considerable.
Existen hoy en día dos tipos de compresores:
Alternativos o de desplazamiento: Se utilizan para generar presiones
altas mediante un cilindro y un pistón. Cuando el pistón se mueve hacia la
derecha, el aire entra al cilindro por la válvula de admisión; cuando se mueve
hacia la izquierda, el aire se comprime y pasa a un depósito por un conducto muy
fino. Pueden ser: De pistón. De membrana.
Rotatorios: Producen presiones medias y bajas. Están compuestos por una
rueda con palas que gira en el interior de un recinto circular cerrado. El aire se
introduce por el centro de la rueda y es acelerado por la fuerza centrífuga que
produce el giro de las palas. La energía del aire en movimiento se transforma en
un aumento de presión en el difusor y el aire comprimido pasa al depósito por un
conducto fino. El aire, al comprimirlo, también se calienta. Las moléculas de aire
chocan con más frecuencia unas con otras si están más apretadas, y la energía
producida por estas colisiones se manifiesta en forma de calor. Para evitar este
calentamiento hay que enfriar el aire con agua o aire frío antes de llevarlo al
depósito. Pueden ser: Compresores a tornillo o helicoidales. Compresores Roots.
Compresores a paleta.
- Diseño
Los criterios para la selección del tipo de aparato más adecuado para la
impulsión de gases son en principio los mismos que para la selección del tipo de
bomba. Se han de tener en cuenta, por un lado, las propiedades del gas y por
otro, las condiciones de la impulsión. En principio, el primer factor a considerar es
la presión de descarga que se ha de alcanzar, o mejor dicho, el "salto de presión"
requerido. Ello determina la selección entre los tres grandes tipos de aparatos
(ventiladores, soplantes y compresores). Dentro de cada grupo deben conocerse,
además del caudal, las condiciones particulares de cada caso (funcionamiento
continuo o intermitente, etc.)
Separadores
Los separadores, como su nombre lo indica, son equipos destinados a
realizar la separación de hidrocarburos entre diferentes fases mediante el principio
de diferencia de densidades.
Durante las diferentes etapas de procesamiento y tratamiento de gas,
petróleo e hidrocarburos en general es común tener la necesidad de realizar un
proceso de separación de fases. Para el caso que exista una marcada diferencia
en las densidades de cada fase, los equipos comúnmente utilizados son los
separadores.
Dichos equipos pueden ser bifásicos, si sólo tienen que separar una fase
gaseosa de una líquida, o trifásicos, si deben además separar dos fases líquidas.
Su configuración puede ser horizontal o vertical, dependiendo de los caudales de
cada fase a procesar.
Como componentes internos, los separadores suelen ser equipados con
eliminadores de niebla, cajas de chicanas o coalescedores, que al favorecer la
separación entre partículas permiten tamaños de equipos más compactos.
- Diseño
Como criterio de diseño, se requieren conocer y determinar los siguientes
aspectos:
Propiedades de los fluidos
Elementos internos y externos
Tipos de separador
Dimensiones del equipo y disposición de espacio. Para el
dimensionamiento de un separador se cuenta con las siguientes
expresiones:
- Velocidad del gas:
vg=K∗√ ρ l−ρg
ρg
(Ec .4 )
Donde:
vg: Velocidad del gas

K: Factor dependiente del tipo de separador.
g: Densidad del gas
l: Densidad del liquido
- Tasa del flujo volumétrico:
Q g=wg
ρg
(Ec .5)
Donde:
Qg: Tasa de flujo volumétrico.
wg: Flujo másico del gas
g: Densidad del gas
- Área transversal:
A=Q g
vg(Ec .6)
Donde:
A: Área Transversal
Qg: Flujo volumétrico
vg: Velocidad del gas
- Diámetro interno:
D=√ 4∗Aπ
(Ec .7)
Donde:
D: Diámetro interno
A: Área Transversal

- Volumen de retención:
v l=60∗(Ql )∗t(Ec .8)
Donde:
vl: Volumen de retención
Ql: Flujo volumétrico de líquido
t: Factor dependiente de la gravedad API de la corriente.
- Diámetro de la boquilla:
Db=√ 4∗(Ql−Q g )π∗vg
(Ec .9)
Db: Diámetro de la boquilla
Ql: Flujo volumétrico de liquido
Qg: Flujo volumétrico de gas
vg: Velocidad del gas
- Coeficiente de arrastre:
C '∗(ℜ )2=0.95 (108 )∗ρg∗D p
3∗(ρl−ρg)μ2
(Ec .10)
Donde:
C’: Coeficiente de arrastre
Re: Numero de Reynolds
g: Densidad del gas
l: Densidad del líquido
Dp: Diámetro mínimo de la partícula

Figura 4. Gráfico para determinar el Coeficiente de Arrastre
- Velocidad Terminal:
v t=√ 4∗g∗D p∗(ρl− ρg)3∗ρg∗C '
(Ec .11)
Donde:
g: Gravedad
Dp: Diámetro mínimo de la partícula que se desean eliminar.
g: Densidad del gas
l: Densidad del líquido
C’: Coeficiente de arrastre
- Altura o longitud:
L=4∗Qg
π∗v t∗D(Ec .12)
Donde:
L: Altura o Longitud
D: Diámetro interno.

Qg: Flujo volumétrico de gas
vt: Velocidad terminal
Torres
Torre de destilación o columna de destilación simple es una unidad
compuesta de un conjunto de etapas de equilibrio con un solo alimento y dos
productos, denominados destilado y fondo. Incluye, por lo tanto, una etapa
de equilibrio con alimentación que separa dos secciones de etapas de equilibrio,
denominadas rectificación y agotamiento. Los más comunes son los de platos y
empaques.
- Diseño
Espaciamiento entre platos
Generalmente se escoge de acuerdo a la facilidad de construcción,
mantenimiento y costo. Se verifica, posteriormente, mediante un proceso iterativo,
para evitar cualquier inundación y arrastre excesivo del líquido en el gas.
Diámetro de la torre
El diámetro de la torre, y en consecuencia el área transversal, debe ser lo
suficientemente grande para manejar el flujo del gas y del líquido dentro de la
región de operación satisfactoria. El diámetro mínimo posible de la columna es
determinado por la capacidad máxima permisible del plato.
Para un flujo constante de líquido, el mayor flujo de gas da como resultado
un arrastre excesivo y una inundación. En el punto de inundación es difícil obtener
un flujo descendente neto de líquido y el líquido que se alimente a la columna se
irá con el gas superior. Además, aumenta el inventario de líquido de la columna, la
caída de presión en la columna se hace muy grande y el control resulta difícil. El

diseño racional exige que se trabaje con un margen seguro por debajo de esa
condición máxima permisible.
Los diferentes arreglos, dimensiones y condiciones de operación que se
escogen para el diseño son aquellas que según demostrado la experiencia,
establecen un término medio adecuado para la combinación de las tendencias
opuestas.
También se puede producir una inundación al incrementar el flujo de líquido
y mantener constante el de gas. El flujo excesivo de líquido puede superar la
capacidad de las bajantes u otros pasajes, con el resultado final de que aumenta
el inventario de líquido, se incrementa la caída de presión y se presentan otras de
las características de una columna inundada.
Por lo común, esos dos tipos de inundación se toman en cuenta por
separado al evaluar la capacidad de una columna de platos. Con fines de
identificación, se denominan inundación de arrastre e inundación de bajantes o
descendente. Cuando cualquiera de esos tipos de inundación destruye la acción
de contracorriente, se pierde la eficiencia de transferencia y se sobrepasan los
límites razonables del diseño.
El diámetro requerido de una torre se pude disminuir utilizando un mayor
espaciamiento de los platos, de tal forma que l costo de la torre, que depende
tanto de la altura como del diámetro, se vuelve mínimo con cierto espaciamiento
óptimo.
Vertederos:
Lleva el líquido de un plato al siguiente. El vertedero proporciona una caída
libre de los vapores, ya que estos se van desprendiendo a medida que se alimenta
el líquido al plato inferior y permite un tiempo adecuado para que se produzca
dicha separación.

Pueden ser tuberías circulares o de preferencia simples partes de la
sección transversal de la torre eliminadas para que el líquido fluya por los platos
transversales. Pueden utilizarse recipientes cerrados o diques de retención
especialmente si existe la tendencia a acumular sedimentos.
Derramadero:
Mantiene la profundidad del líquido sobre el plato, requerida para el
contacto con el gas. Los derramaderos rectos son los más comunes; los de
ranuras múltiples en V mantienen una profundidad del líquido menos sensible a
las variaciones de flujo de líquido. Para asegurar una distribución razonable
uniforme del flujo del líquido en un plato de un paso, se utiliza un diámetro de
derramadero de 60 -80 % del diámetro de la torre.
Perforaciones y área activa:
Diámetros de orificios usados: 3 a 12mm (1/8 a ½ in), Pero con más
frecuencia 4.5mm (3/16in) Instalaciones de acero inoxidable u otra aleación
perforada en lugar de acero al carbón.
Espesor del Plato: Depende de El diámetro del orifico.
Para acero inoxidable: El espesor es ½ del diámetro del orificio.
Para acero al carbón o aleaciones de cobre: El espesor será menor en un
diámetro del orifico.
Orificios: Distancia entre los centros 2.5 a 5 diámetros de los orificios.
Profundidad del Líquido:
Generalmente, las profundidades del líquido no deben ser menores de 50
mm (2 in), para asegurar una buena formación de espuma. El máximo de
profundidad más común usado es 100 mm.
Estos límites se refieren a la suma de la altura del derramadero más la
parte que queda sobre el derramadero (cresta del derramadero)
Derramadero
La altura del nivel del líquido que está por encima del nivel del derramadero,
puede calcularse por medio de la formula de Francis.
Caída de presión para el gas
La caída de presión del gas es la suma de los efectos para el flujo del gas a
través del plato seco y de los efectos causados por la presencia del líquido.
Caída de presión en seco
Se calcula basándose en que es el resultado de una perdida de presión a la
entrada de las perforaciones, la fricción por ella debido al espesor del diámetro y la
pérdida a la salida.
Velocidad de lloriqueo
Ocurre cuando la caída de presión del gas a través del orificio perforado no
es suficiente para producir burbujeo en la superficie y soportar la presión estática
del líquido emulsionado sobre el plato. Se calcula la velocidad mínima del gas a
través de los orificios, si no se alcanza esta velocidad, es probable un excesivo
lloriqueo.

Arrastre del líquido
Se presenta cuando el líquido es arrastrado por el gas hacia el plato
superior, este es atrapado en el líquido del plato superior. El efecto es acumulativo
y las cargas del líquido en los platos superiores de la torre pueden llegar a ser
excesivas.
Una definición conveniente del grado de arrastre es la fracción del líquido
que entra en un plato y es arrastrado hacia el plato superior. Los platos perforados
están sujetos a oscilaciones laterales de líquido, el cual puede oscilar de un lado a
otro o desde el centro hacia los lados y de regreso, lo que produce un mayor
arrastre.
2.13 Análisis Económico
La estructura de un análisis económico, varía dependiendo de la
complejidad del mismo; y su grado de complejidad determina la exactitud de dicho
análisis. La finalidad del análisis, es principalmente comprobar la factibilidad del
proyecto; determinando mediante algún método; el tiempo de recuperación de
capital, el beneficio neto después de cierto periodo de tiempo, o la tasa interna de
retorno.
2.13.1 Estimación de Costos
La estimación, no es más que la evaluación de todos los costos de los
elementos de un proyecto. La dificultad de estimar el requisito de capital es
proporcional a la exactitud deseada, con regularidad una estimación sea cual sea
su orden, es suficiente para permitir decisiones económicas. En figura 5 se
muestran los tipos de asignación según su exactitud.

Figura 5. Clasificación de la estimación de costos
Características principales de cada tipo de estimación
- Orden de Magnitud: estimación rápida basada en otras instalaciones
similares. Se utiliza en estudios de viabilidad y proporciona una basa
sobre las decisiones a tomar.
- Estudio: combina la estimación del orden de magnitud con factores
específicos de trabajo en curso, equipamiento básico, instalaciones
auxiliares, entre otros. Sirve de base para la elección del proceso.
- Preliminar: sirve de base para la adaptación de fondos. Se basa en los
documentos: lista de equipos con tipos y dimensiones, diagramas de flujo
globales del proceso, desarrollo enclave escogido.
- Definitiva: es una estimación preliminar a la que se añaden detalles
adicionales de costos; se basa en: planos globales preliminares de planta,
recuentos de materiales, examen de desarrollo del enclave escogido,
incluyendo basuras e infraestructuras.
- Detallada: se realiza únicamente para proyectos llave en mano y una vez
finalizada la ingeniería de detalle.
Por lo general una estimación de costos está compuesta por:

2.13.2 Ingresos por Ventas Anuales
Se calculan asumiendo que la planta trabaja al 100% de su capacidad
mediante la relación:
Ia= Pvp∗Cop106$ /M $
(Ec .13)
Donde:
Ia: Ingresos por ventas anuales, M$/año
Pvp: precio de venta al público, $/TM
Cop: Total de Producción
2.13.3 Capital Total Invertido
Es el costo de inversión total que se realiza en la planta, se puede decir que
dicho costo es habitualmente superior al costo de las plantas del proceso
englobadas en los límites de batería, puesto que el capital total invertido abarca
también instalaciones auxiliares (vapor, aire, agua), almacenes, oficinas,
supervisión de construcción, entre otros.
La estructura de este costo se puede representar según la figura 2, donde
se observa que estos costos se dividen en directos e indirectos. Los costos
directos son debidos a elementos concretos de la instalación, suele dividirse en
tres partidas: equipo, materiales y subcontratos.
Los costos indirectos son aquellos que siendo necesarios para la ejecución
del proyecto, no se particularizan en elementos tangibles.
Habitualmente cuando se realiza la estimación de costo total de capital, se
excluye el costo del terreno que normalmente es propiedad de la empresa que
quiere realizar la planta, siendo una inversión ya contabilizada por ésta.

Figura 6. Estructura del costo total de inversión
2.13.4 Métodos Rápidos de estimación
Método de relación (Giro de circulación)
Consiste en multiplicar el valor de las ventas anuales por un factor de
relación de capital que gira para procesos químicos en general en torno a 2,02
Cs=Cp (s )As
(Ec .14 )
Donde:
Cs: Relación de Capital.
Cp(s): Inversión de Capital fijo.
As: Ingreso por ventas anuales.

Se incluyen dentro del costo del capital fijo, no solo el dinero invertido en
instalaciones para producción y almacenamiento, sino también el invertido en
terrenos, gastos de investigación y desarrollo, y las instalaciones auxiliares
necesarias para apoyar el proceso.
Este método es un tanto inexacto y solo se puede utilizar para valores
aproximados. Tiene la ventaja de que se puede hacer un cálculo en unos minutos
y no requiere de trabajo de diseño o diagramas de flujo de proceso
Método de orden de magnitud (Método de Williams)
Está basado en la relación de costos entre dos plantas o equipos de
capacidad, potencia o volumen diferente; para la estimación de costos de los
equipos, se obtienen buenos resultados mediante la aplicación del factor seis/diez,
cuando el equipo nuevo es similar a uno donde se tenga suficiente data. Según
esta regla, el costo de una unidad donde se conozca la capacidad viene dado por:
C2=C1(Cap2Cap1 )0,6
(Ec .15)
Dónde:
C2= costo a la capacidad deseada
C1= costo original
Cap2= capacidad deseada
Cap2= capacidad original.
En la bibliografía se encuentran una amplia gama de métodos de
estimación de costos de inversión; que no se mencionan en este documento,
puesto que no serán utilizados en el desarrollo del mismo.

2.13.5 Estimación de costos de producción
Para una buena estimación de costos de producción, se desglosa la
estructura a desarrollar continuación; donde la omisión de algún renglón determina
la falta de exactitud de la estimación.
3. Marco Metodológico

Para lograr cumplir los objetivos propuestos en el presente trabajo se
realizaron una serie de pasos ordenados y lógicos los cuales serán presentados a
continuación:
3.1. Recolección, transcripción y redacción de la información
En primer lugar se recolectó toda la información pertinente sobre el
Formaldehido, utilizando documentos de referencia de otros proyectos y
antecedentes sobre el diseño de una planta de formaldehido en otros países, así
como bibliografía encontrada conformada por documentos de internet de los
cuales se obtuvo información a la que se hace referencia en capítulos anteriores.
Partiendo de la información obtenida se procedió el análisis y la selección
de los aspectos más relevantes y de mayor interés para el proyecto planteado y
con el objetivo de lograr los resultados requeridos. Todos estos datos sirvieron
como base para el cubrir todo el Memorándum de base de datos otorgando
información fundamental acerca del formaldehido, su producción, una idea
preliminar de las ventajas de esta inversión, la complejidad del proceso, los
aportes del producto final, diagramas, y detalles económicos.
3.2 Análisis técnico del proceso
A partir de los datos recolectados anteriormente, se realiza un análisis
conceptual de todos los procesos y operaciones involucradas en el montaje,
arranque y funcionamiento de una planta de formaldehido, algunas presiones y
temperaturas de operación, posibles controladores y medidas de seguridad a
tomar. Todos estos análisis técnicos se realizaron con el fin de tener una idea
clara para poder realizar el diagrama de bloque y el balance de masa.

3.3 Diagrama de Bloque
Para el diagrama de bloque luego del análisis técnico se procedió a realizar
un esquema el cual refleje de manera simple idea principal de este proyecto que
es la producción de formaldehido a partir de metanol y aire.
3.4 Balances de masa
Basado en los datos recolectados anteriormente sobre la reacción principal
del proceso, y de la capacidad que se espera de la planta de 40 MTMA, se
realizaron los balances de masa correspondientes para determinar los flujos y
composiciones de cada una de las corrientes involucradas en el proceso.
3.5 Diagrama de flujo de proceso (PFD)
Ya con los datos de los balances se realizó el diagrama de flujo de proceso
en que se reflejan los princípiales equipos de operaciones unitarias, temperaturas
y presiones de operación y cada una de las corrientes con los datos obtenidos de
los balances de masa.
Para la realización de este diagrama se trabajó según la Norma PDVSA No.
L-TP 1.1 la cual dicta una seria de pasos y consideraciones para construir el
diagrama de flujo de proceso, como también la nomenclatura y el dibujo que
identifica a los princípiales equipos presentes.
3.6 Diagrama de tubería e instrumentación (P&ID)
Para la elaboración del diagrama de tubería e instrumentación, se utilizó la
Norma PDVSA No. L-TP 1.1. El P&ID profundizo la información presente en el
PFD incluyendo toda la instrumentación y los principales sistemas de control del
proceso.
En este diagrama se especifican los distintos lazos de controles (abiertos y
cerrados) que requiera el proceso para asegurar la calidad y seguridad, todo estos
lazos se especificaron en una tabla, se detalló la identificación de los equipos a
controlar, tipos de controlador, variables manipuladas, variables de control y
elemento final de control en el proceso involucrado.
3.7 Estudio de la localización
Antes de determinar la localización, se estudiaron y compararon los
principales lugares en Venezuela donde sería conveniente el montaje de la planta,
este estudio se hace basado en lograr los objetivos nombrados anterior mente a la
hora de seleccionar una localización adecuada.
Las principales variables de estudio de cada una de estas localizaciones
fueron: la facilidad para la obtención de la materia prima, vías de comunicación y
transporte tanto para la compra de materia prima como para el mercado del
producto final, factores ambientales, poblaciones cercanas, personal capacitado,
aspectos culturales y económicos de la localidad.
3.8 Selección de la localización de la planta
Para la selección de la localización se
Conclusiones
Bibliografía

- http://www.metor.com.ve/avances/index.php?target=expansion_scheduler
- http://www.pequiven.com/index.php/lacorporacion





























