Embed Size (px)
Citation preview

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
1
Trabalho de Conclusão de Curso
Engenharia Química
DIEGO PAVAN CORNETTA
“Aproveitamento biotecnológico do permeado de soro de
queijo para produção de biomassa em biorreator”
Lorena – SP
2013

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
2
Diego Pavan Cornetta
“Aproveitamento biotecnológico do permeado de soro de
queijo para produção de biomassa em biorreator”
Trabalho de Conclusão de Curso
apresentado à Escola de engenharia de
Lorena como requisito para conclusão do
curso de Engenharia Química
Orientador: Prof. Dr. Ismael Maciel de Mancilha
Lorena – SP
2013

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
3
DEDICATÓRIA
Dedico o presente trabalho de conclusão de curso aos meus pais pelo apoio e suporte durante todo a período de graduação e vida.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
4
AGRADECIMENTOS
A minha família pelo apoio, suporte e compreensão durante toda a
graduação.
Ao professor Ismael, pela orientação e ajuda durante todo esse trabalho
e também pela oportunidade de conduzi-lo no laboratório de probióticos.
Ao Juan, por toda a ajuda e ensinamentos desde os tempos de iniciação
científica.
Ao professor Arnaldo Márcio, pela utilização do fermentador de bancada
e por toda sua paciência e atenção.
Aos amigos de laboratório Flávio, Cláudio e Aline, pela convivência no
ambiente de trabalho.
A todos os amigos que de alguma maneira contribuíram para a
realização deste trabalho.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
5
LISTA DE FIGURAS Figura 1. Fórmulas estruturais da lactose (A), glicose (B) e galactose (C)................................12
Figura 2. Assimilação de lactose e glucose por Kluyveromyces marxianus....................................................................................................................................14 Figura 3. Fermentador de bancada............................................................................................18 Figura 4. Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 2,0 vvm..........................................................22
Figura 5. Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 1,5 vvm..........................................................23
Figura 6. Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 1,0 vvm..........................................................24

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
6
LISTA DE TABELAS Tabela 1. Composição do soro de queijo doce...........................................................................10
Tabela 2. Níveis das variáveis do planejamento fatorial fracionado 22 para a produção de
biomassa pela levedura K marxianus UFV-3 em meio formulado com soro de
queijo...........................................................................................................................................17
Tabela 3. Matriz do planejamento experimental 22 para a para a produção de biomassa pela
levedura K marxianus UFV-3 em meio formulado com soro de
queijo...........................................................................................................................................17
Tabela 4. Resultados do planejamento fatorial fracionado 22 para a produção de biomassa pela
levedura K marxianus UFV-3 em meio formulado com soro de
queijo...........................................................................................................................................21
Tabela 5. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 2,0 vvm........................22
Tabela 6. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 1,5 vvm........................23
Tabela 7. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 1,0 vvm........................24
Tabela 8. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada após 21h............................................................25

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
7
SUMÁRIO
1. Introdução..............................................................................................08
2. Revisão Bibliográfica............................................................................09
2.1 Soro de queijo..............................................................................09
2.2 Metabolismo da Lactose...............................................................12
2.3 Leveduras que Metabolizam Lactose...........................................14
3. Materiais e Métodos..............................................................................16
3.1 Obtenção e tratamento do permeado de soro.............................16
3.2 Microrganismos............................................................................16
3.3 Preparo do inóculo.......................................................................16
3.4 Processo fermentativo..................................................................16
3.5 Métodos analíticos.......................................................................19
3.5.1 Determinação da concentração celular..................................19
3.5.2 Determinação da concentração de lactose.............................19
3.6 Determinação dos parâmetros fermentativos..............................20
3.6.1 Cálculo do fator de rendimento – Yx/s.....................................20
3.6.2 Cálculo da produtividade – Qp................................................20
4. Resultados e Discussões.....................................................................21
5. Conclusões............................................................................................27
6. Referências Bibliográficas...................................................................28
7. Anexo.....................................................................................................32

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
8
1. Introdução
A preocupação com a redução do impacto ambiental dos poluentes
estimula o desenvolvimento de pesquisas biotecnológicas para o
aproveitamento de subprodutos da agroindústria. Processos novos e
econômicos que utilizam resíduos como substratos para a obtenção de
proteína celular e biomoléculas vêm sendo investigado. No Brasil, a indústria
de laticínio gera milhares de toneladas de soro como resíduo da produção de
queijo. A composição do soro varia de forma considerável dependendo da fonte
de leite, tipo de queijo e dos processos aplicados na produção. A composição
típica do soro residual inclui lactose (5,0 % m/m); proteína (0,8 % m/m) e
minerais (0,4 – 1,0 % m/m) (LING, 2008).
O descarte de soro de queijo de forma direta ou indiretamente nos
cursos dos rios, sem qualquer tipo de tratamento, gera um grande problema
ambiental, pois o potencial poluidor do soro de queijo é aproximadamente cem
vezes maior que o esgoto doméstico, ou seja, cada 1000 litros de soro não
tratados por dia equivale a uma poluição diária de 470 pessoas. Os valores de
demanda química e bioquímica de oxigênio (DQO, DBO) do soro de queijo são
superiores a 50 g/L (ZAFAR, OWAIS, 2006).
Ao longo dos últimos anos, um dos desafios da biotecnologia é o
desenvolvimento de processos para a utilização de resíduos agroindustriais,
como o soro de queijo. Nesta perspectiva, a fermentação do soro para
obtenção de bioprodutos de elevado valor agregado emerge como uma
alternativa para a redução da carga poluidora dos resíduos líquidos da indústria
de laticínio. Assim, vários estudos têm sido realizados para utilizar a lactose
presente no soro como substrato para obtenção de produtos como etanol e
biomassa como suplemento alimentar para animais e humanos.
A presença de lactose como único carboidrato fermentável no soro limita
sua utilização como fonte de carbono e energia pelos microrganismos. Poucas
espécies de leveduras, incluindo Kluyveromyces marxianus, Kluyveromyces

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
9
lactis, Kluyveromyces fragilis and Candida sp. apresentam atividade β-
galactosidase, enzima fundamental para a hidrólise da lactose.
O uso de espécies de microrganismos com interesses nutricionais teve
início no final da 2ª Guerra Mundial, e os alemães foram os pioneiros na
utilização de leveduras na alimentação animal e humana. Este produto foi
chamado de Single Cell Protein (SCP), que se refere à produção de proteínas
unicelulares. Microrganismos como algas (Spirulina, Chlorella, Laminaria,
Rhodymenia), bactérias (Lactobacillus, Cellulomonas, Alcaligenes), leveduras
(Saccharomyces, Candida, Kluyveromyces, Pichia, Torulopsis) e fungos
(Aspergillus, Penicillium) são considerados como fontes de proteína. Assim, a
produção de proteína unicelular a partir de soro de queijo representa uma
opção para seu aproveitamento ao invés de trata-lo apenas como efluente
industrial.
A produção de proteína unicelular e etanol a partir de soro de queijo vêm
sendo estudado em frascos agitados e reatores de bancada por diversos
grupos de pesquisas. Entretanto, faz-se necessário o desenvolvimento de
pesquisas que visem a seleção de novas cepas de leveduras que apresentem
maior potencial de crescimento em soro de queijo.
Portanto, o objetivo deste trabalho foi avaliar o potencial e a viabilidade
da utilização do permeado de soro de queijo na formulação de meio de cultivo
para a produção de biomassa pela levedura Kluyveromyces marxianus UFV-3.
2. Revisão Bibliográfica 2.1. Soro de queijo
Para a fabricação de queijos, adiciona-se ao leite uma cultura láctica
composta de bactérias produtoras de ácido láctico, e um preparado enzimático
capaz de coagular a caseína do leite. A atividade da enzima, combinada com a
acidez produzida pelo fermento, causam a desestabilização da caseina
promovendo sua coagulação, formando um gel de caseína. O coágulo formado
é cortado e aquecido lentamente, e este processo de cozimento provoca a
U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
10
contração do gel e a expulsão de líquido do seu interior. Este líquido
remanescente da precipitação da caseína do leite, durante a fabricação do
queijo, recebe o nome de soro de queijo (SISO, MIG, 1996).
Fatores que interferem na composição do soro incluem o pH, seu
conteúdo em proteínas, sais minerais, ácidos graxos e lactose (SCOTT,
1986).No Brasil, a produção de soro é representada quase que exclusivamente
pelo soro doce, proveniente da fabricação de queijos de coagulação
enzimática, como o minas frescal, meia cura, prato, mussarela, entre outros. A
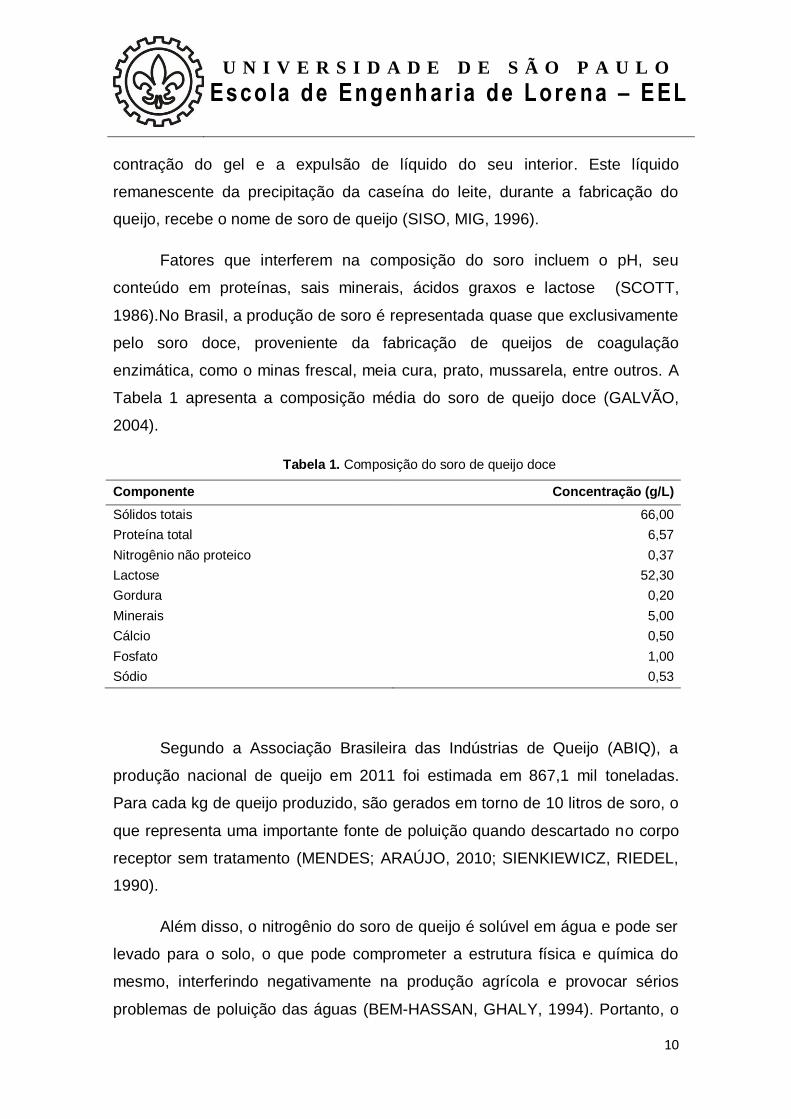
Tabela 1 apresenta a composição média do soro de queijo doce (GALVÃO,
2004).
Tabela 1. Composição do soro de queijo doce
Componente Concentração (g/L)
Sólidos totais 66,00
Proteína total 6,57
Nitrogênio não proteico 0,37
Lactose 52,30
Gordura 0,20
Minerais 5,00
Cálcio 0,50
Fosfato 1,00
Sódio 0,53
Segundo a Associação Brasileira das Indústrias de Queijo (ABIQ), a
produção nacional de queijo em 2011 foi estimada em 867,1 mil toneladas.
Para cada kg de queijo produzido, são gerados em torno de 10 litros de soro, o
que representa uma importante fonte de poluição quando descartado no corpo
receptor sem tratamento (MENDES; ARAÚJO, 2010; SIENKIEWICZ, RIEDEL,
1990).
Além disso, o nitrogênio do soro de queijo é solúvel em água e pode ser
levado para o solo, o que pode comprometer a estrutura física e química do
mesmo, interferindo negativamente na produção agrícola e provocar sérios
problemas de poluição das águas (BEM-HASSAN, GHALY, 1994). Portanto, o

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
11
não aproveitamento do soro traz o problema da contaminação do meio
ambiente e, por esse motivo, vem se exigindo das indústrias o seu tratamento
antes do descarte.
Para atender a legislação ambiental, as indústrias têm buscado
alternativas para sua utilização. As proteínas contidas no soro, por exemplo,
podem ser separadas por ultrafiltração e utilizadas como suplemento alimentar.
Entretanto, a recuperação das proteínas pouco contribui para a diminuição da
carga poluente do soro, formada principalmente pela lactose presente no
permeado (MAWSON, 1994). Apesar de solucionar o problema legal associado
ao lançamento de soro sem tratamento em cursos d’água, o tratamento do soro
pelos métodos de tratamento de efluentes gera produtos com baixo ou nenhum
valor econômico. Dessa maneira, o tratamento de soro se constitui em uma
fonte de trabalho e custo, que são refletidos diretamente nos preços dos
produtos para o consumidor final.
Nas últimas décadas foram desenvolvidos vários processos que
permitem a obtenção de produtos com alto teor de proteínas a partir do soro,
preservando suas propriedades intrínsecas destacando-se os concentrados e
os isolados de soro. Os processos desenvolvidos empregam essencialmente
sistemas com membranas semipermeáveis, nos quais a separação dos
compostos do soro é baseada no tamanho molecular dos compostos. A
produção destes ingredientes proteicos envolve processos de separação com
membranas,: osmose reversa, ultrafiltração e microfiltação. Cromatografia de
troca iônica é usada na produção de isolados de soro; nesse caso, a separação
se baseia na carga eletrostática e no caráter anfótero das proteínas
(HUFFMAN, HARPER, 1999).
No soro bruto de queijo utilizado no presente trabalho, foi utilizada a
separação de proteínas mediante ultrafiltração em membrana polimérica para
sua posterior comercialização. O permeado resultante deste processo
apresenta uma alta concentração de lactose (12 - 18 %) que representa uma

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
12
fonte de carbono passível de ser utilizada como substrato em processos
fermentativos (TIM, MAWSON, 1993, ZAFAR, OWAIS, 2006).
2.2. Metabolismo da Lactose
A lactose é um dissacarídeo característico do leite dos mamíferos,
sendo praticamente essa sua única fonte. Outras fontes de lactose são raras,
como constituinte de oligossacarídeos, em flores do gênero Forsythia e
Sapotacea. O leite humano possui maior quantidade de lactose,
aproximadamente 7%, comparado aos 4,8% encontrado no leite bovino
(WONG et al, 1988). Quando hidrolisada, a lactose gera D-glicose e D-
galactose, cujas estruturas são mostradas na Figura 1.
Figura 1. Fórmulas estruturais da lactose (A), glicose (B) e galactose (C). Fonte: Zadow, 1984
Este dissacarídeo é hidrolisado pela enzima intestinal β-D-galactosidase
ou lactase, liberando seus componentes monossacarídicos para absorção na
corrente sanguínea. A galactose é enzimaticamente convertida em glicose, que
é o principal combustível metabólico de muitos tecidos. A atividade da lactase é
alta durante o período neonatal e de lactância, mas declina por ocasião do
desmame (BARBOSA,C. R.; ANDREAZZI, M. A. 2011).
A lactase é uma enzima situada nas microvilosidades do enterócito
(MORAIS, 2007). Quando há deficiência desta enzima, a lactose, que é uma
boa fonte de energia para os microrganismos do cólon, é fermentada a ácido

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
13
láctico, metano (CH4) e gás hidrogênio (H2). O gás produzido cria um
desconforto por distensão intestinal e pelo incômodo problema de flatulência. O
ácido láctico produzido pelos microrganismos é osmoticamente ativo e
promove a retirada de água das células para o intestino, assim como a lactose
não digerida, resultando em diarreia (BARBOSA,C. R.; ANDREAZZI, M. A.
2011).
Sua utilização na indústria advém de algumas características físico-
químicas particulares, como a habilidade de carregar sabores e cores, sendo
utilizada na fabricação de biscoitos, recheios e outros produtos de panificação.
A natureza redutora da lactose aliada ao fato de que não é fermentada pelas
leveduras do pão lhe conferem características únicas para serem utilizadas na
indústria de panificação. Assim, sua adição à massa aumenta o dourado da
crosta do pão (WONG et al, 1988).
Uma alternativa para se utilizar a lactose presente no soro de queijo é a
produção de etanol. São poucas as espécies de leveduras capazes de produzir
etanol a partir de lactose. A maioria das espécies do gênero Saccharomyces
não apresenta a capacidade de metabolizar a lactose. A presença de lactose,
como única fonte de carbono no permeado, limita a sua utilização a um grupo
de espécies de microrganismos produtores da enzima β-galactosidase, entre
os quais sedestacam espécies de leveduras do gênero Kluyveromyces (GRBA
et al, 2005).
A enzima β-galactosidase atua como catalisador biológico na conversão
de lactose em unidades monoméricas de galactose e glicose (OZMIHCI;
KARGI, 2007). A Figura 2 ilustra a assimilação da lactose por leveduras.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
14
Figura 2. Assimilação de lactose e glucose por Kluyveromyces marxianus (Adaptado de Lee et
al., 1996)
Outra alternativa para utilização da lactose é a produção de proteínas
unicelulares. A aceitabilidade de um microrganismo em particular para o uso na
alimentação humana e animal depende de seu valor nutricional e sua
segurança, incluindo o teor de ácidos nucléicos, presença de toxinas e
compostos residuais indesejáveis. Os microrganismos apresentam alto teor de
proteínas e elevada velocidade de crescimento, o que leva a uma rápida
produção de biomassa, sendo que esta pode ser contínua e independe das
condições do ambiente (BEKATOROU et al., 2006).
2.3. Leveduras que Metabolizam Lactose
As leveduras foram os primeiros microrganismos utilizados na produção
de proteínas unicelulares (SCP) sendo as que receberam maior atenção nos
estudos e apresentam maior aceitação pelos consumidores. Isto se deve
principalmente ao fato de que raramente são tóxicas ou patogênicas. Apesar
de seu teor de proteínas não exceder 60%, sua concentração de aminoácidos
essenciais, como lisina, triptofano e treonina, é satisfatória. Além disso,
apresentam pequenas quantidades de aminoácidos sulfurados, como a
Etanol + CO2

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
15
metionina e a cisteína. Outras características incluem o fato que são células
maiores que as bactérias, facilitando sua separação; e de poderem ser
utilizadas em seu estado natural. Entretanto, sua taxa de crescimento
específico é relativamente baixa, com um tempo de geração de 2 a 5 horas.
Nos últimos anos, outras leveduras, além da S. cerevisiae, despertaram
interesse industrial como produtoras de proteínas heterólogas. Exemplos
destas leveduras são aquelas que utilizam o metanol, como a Hansenula
polymorpha e Pichia pastoris; e as espécies que degradam a lactose, como
Kluyveromyces lactis, K. fragilis e K. marxianus. A aplicação destas espécies
em processos de fermentação em larga escala para a produção de proteínas
heterólogas se tornou uma prática industrial comum (PINHEIRO et al., 2000).
A espécie K. marxianus é de grande interesse nos processos industriais,
pois apresenta a capacidade de crescimento a elevadas temperaturas,
diminuindo os custos de resfriamento e os riscos de contaminação; possui altas
velocidades de crescimento e ainda é considerada um microrganismo GRAS
(generally recognized as safe) pelo FDA (Food and Drug Administration) dos
EUA (FURLAN et al, 1995).
Sua versatilidade como espécie de microrganismo de interesse industrial
é amplamente ilustrada pela diversidade de processos industriais reportados na
literatura, como a produção de lactase (MAHONEY et al, 1974; BALES,
CASTILLO, 1979), algumas vezes silmutaneamente com inulinase (HEWITT,
GROOTWASSINK, 1984) e com pectinases (ESPINOZA et al, 1992). A
utilização do soro de queijo ou de sua fração glicolítica como meio de cultura é
destacada em todos esses processos. A possibilidade de utilização desta
matéria-prima, muitas vezes vista apenas como efluente industrial, baseia-se
no fato de que a levedura K. marxianus é capaz de metabolizar a lactose.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
16
3. Material e Métodos
3.1. Obtenção e tratamento do permeado de soro
O permeado de soro de queijo obtido por ultrafiltração foi fornecido pela
empresa Dan-Vigor Indústria e Comércio de Laticínios Ltda - Cruzeiro-SP. O
permeado foi tratado com HCl (7 M) até pH 4,3 e submetido a tratamento
térmico de 50°C por 20 minutos com o objetivo de remover proteínas
remanescentes do processo de ultra filtração.
3.2. Microrganismos
A levedura Kluyveromyces marxianus UFV-3, gentilmente cedida pelo
Departamento de Microbiologia Agrícola da UFV, foi avaliada quanto a sua
capacidade de sintetizar biomassa a partir da lactose presente no permeado de
soro de queijo. Esta cultura foi mantida a 4 ºC e repicada periodicamente em
tubos contendo meio YEPD, constituído por extrato de levedura (10 g/L), bacto
peptona (10 g/L), dextrose (20 g/L) e ágar (20 g/L).
3.3. Preparo do inóculo
O preparo do inoculo, foi realizado em frascos Erlenmeyer de 250 mL
contendo 125 mL de meio formulado com permeado de soro de queijo
previamente tratado suplementado com 2 g/L de extrato de levedura Biorigin,
incubado em incubadora de movimento rotatório com agitação de 200 rpm, a
30 ºC por 24 horas. Em seguida as células foram recuperadas por
centrifugação a 2000 x g por 10 minutos e lavadas com água esterilizada,
resultando em uma suspensão que foi utilizada como inoculo.
3.4. Preparo do meio e condições da fermentação
As fermentações para a produção de biomassa foram conduzidas em
frascos Erlenmeyer de 500 mL contendo 200 ml do meio de fermentação,
constituído de permeado de soro de queijo com diferentes concentrações de
lactose (50, 75 e 100 g/L) e suplementado com ureia (NH2CONH2), 0,5 g/L e

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
17
fosfato de potássio dibásico (K2HPO4), 1,0 g/L, a pH 5,5. O meio foi inoculado
com uma suspensão celular em quantidade suficiente para conferir uma
concentração de células de 1,0 g/L e incubado em shaker de bancada até o
consumo total da lactose a temperatura de 30 ºC. Foram avaliados três níveis
de agitação: 150, 200 e 250 rpm.
As diferentes condições de agitação e concentração de lactose foram
avaliadas segundo um delineamento fatorial completo 22, conforme
apresentado nas Tabelas 2 e 3. Os experimentos foram realizados em
duplicata.
Tabela 2. Níveis das variáveis do planejamento fatorial fracionado 22 para a produção de
biomassa pela levedura K marxianus UFV-3 em meio formulado com soro de queijo.
NÍVEIS
VARIÁVEIS FATORES -1 0 +1
Lactose (g/L)
50 75 100
Agitação (rpm) 150 200 250
Tabela 3. Matriz do planejamento experimental 22 para a para a produção de biomassa pela
levedura K marxianus UFV-3 em meio formulado com soro de queijo.
Ensaios Lactose Agitação
1 -1 -1
2 +1 -1
3 -1 +1
4 +1 +1
5 0 0
6 0 0
7 0 0
O ensaio que apresentou melhores resultados foi avaliado em
fermentador de bancada em reator Bioflo III (The Microprocessor controlled
laboratory-scale fermentor) da New Brunswick Scientific, representado na

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
18
Figura 3. O esquema de montagem da cuba de fermentação está apresentado
em anexo. Foi utilizado 1 litro do meio de fermentação suplementado com
ureia (NH2CONH2), 0,5 g/L e fosfato de potássio dibásico (K2HPO4), 1,0 g/L. O
pH foi controlado entre 5,4 e 5,6 e a agitação constante em 500 rpm a
temperatura de 30 °C. Amostras foram coletadas nos tempos inicial, 2, 4, 6, 8,
10, 12, 15, 18 e 21 horas de cultivo, para quantificação da biomassa e lactose
presentes no meio.
As amostras coletadas durante a fermentação foram centrifugadas a
2360 x g por 20 minutos. As células foram lavadas com agua esterilizada e o
sobrenadante reservado para determinação da concentração da lactose.
Figura 3. Fermentador de bancada

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
19
3.5. Métodos Analíticos
3.5.1. Determinação da concentração celular
A concentração de células foi determinada por turbidimetria, a partir de
uma curva de calibração que correlaciona absorbância a 600 nm e a
concentração em g/L da biomassa obtida em diferentes tempos de
fermentação.
3.5.2. Determinação da concentração de lactose
A lactose remanescente foi determinada pelo método do ácido-3,4-
dinitro salicílico (DNS). Para a preparação do reagente, foram dissolvidos por
aquecimento 5 g de ácido-3,5-dinitrosalicílico em 100 mL de NaOH 2N.
Separadamente dissolveu-se por aquecimento 150 g de tartarato duplo de
sódio e potássio em 250 mL de água destilada. Misturou-se as duas soluções e
completou-se o volume para 500 mL. Para construção da curva de calibração,
adicionou-se 1 mL de amostra padrão com diferentes concentrações, 0,5 mL
de água destilada e 1 mL da solução preparada anteriormente em tubos de
ensaio. Então, os tubos foram levados ao banho-maria a 100ºC por 5 minutos e
em seguida, foram deixados sobre a bancada para esfriar até a temperatura
ambiente. Em seguida, adicionou-se 7,5 mL de água destilada a cada tubo e
leu-se a absorbância em 540 nm, utilizando água destilada como branco.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
20
3.6. Determinação dos parâmetros fermentativos
Os resultados dos ensaios realizados foram analisados considerando os
seguintes parâmetros: fator de conversão de substrato em biomassa (YX/S) e
produtividade volumétrica em relação a biomassa (QP) .
3.6.1. Cálculo do fator de rendimento - YX/S
onde:
YX/S = fator de rendimento em biomassa (g/g); Xf = concentração final de
biomassa (g/L); Xi = concentração inicial de biomassa (g/L); Sf = concentração
final de lactose (g/L); Si = concentração inicial de lactose (g/L).
3.6.2. Cálculo da produtividade - Qp
onde:
QP = produtividade volumétrica em biomassa (g/L.h); Pf = concentração final de
biomassa (g/L); Pi = concentração inicial de biomassa (g/L); t = intervalo de
tempo da fermentação (h).

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
21
4. Resultados e Discussão
Os resultados referentes ao consumo de lactose e produção de
biomassa desenvolvidos em conformidade com o planejamento fatorial 22 são
mostrados na Tabela 4. Observa-se que nos ensaios 1 e 3 os quais continham
50 g/L de lactose inicial, o açúcar foi totalmente consumido após 12 horas de
fermentação. Assim, os resultados para tal tempo estão representados na
Tabela 4 para todos os ensaios realizados.
Tabela 4. Resultados do planejamento fatorial fracionado 22 para a produção de biomassa pela
levedura K marxianus UFV-3 em meio formulado com soro de queijo.
Na Tabela 4, observa-se que os maiores valores de biomassa,
rendimento (YX/S) e produtividade (QP) foram obtidos para as concentrações
mais elevadas de substrato, independente do nível de agitação. Os máximos
valores foram observados nas condições de ensaio 4, obtendo-se YX/S e QP de
0,0979 g/g e 0,5025 g/L.h, respectivamente. Estes resultados são similares aos
observados por RIBEIRO et al. (2004), que constataram que o aumento da
concentração de lactose estimula a síntese da enzima β-galactosidase e
consequentemente, o aumento da concentração celular e acúmulo de
biomassa no meio fermentativo. Assim, a condição de 100 g/L de lactose inicial
foi a escolhida para realizar os experimentos no fermentador de bancada.
Ensaio Agitação
(rpm) Lactose 0h
(g/L) Lactose 12h
(g/L) Biomassa 0h
(g/L) Biomassa 12h
(g/L) Y x/s (g/g)
Qp (g/L.h)
1 150 52,95 0,96 1,17 5,26 0,0787 0,3408
2 150 96,31 33,36 1,21 7,14 0,0942 0,4942
3 250 48,48 0,91 1,15 5,40 0,0893 0,3542
4 250 95,64 34,03 1,16 7,19 0,0979 0,5025
5 200 78,53 11,27 1,06 6,69 0,0837 0,4692
6 200 80,50 8,19 1,18 6,95 0,0798 0,4808
7 200 77,46 8,55 1,11 7,08 0,0866 0,4975

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
22
Os ensaios foram realizados no fermentador de bancada utilizando-se
diferentes níveis de volumes de ar estéril por unidade de volume de meio (1,0;
1,5 e 2,0 vvm). Durante os ensaios, amostras foram retiradas a intervalos de 2
horas nas 12 primeiras horas e em seguida em intervalos de 3 horas até o
completo consumo de lactose. Os resultados estão apresentados nas Tabelas
5 a 8; e representados nas Figuras 4 a 6.
Tabela 5. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 2,0 vvm.
Figura 4. Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 2,0 vvm.
horas lactose
(g/L) biomassa
(g/L) Y x/s (g/g)
Qp (g/L.h)
0 96,06 1,13 - - 2 92,66 1,88 0,2206 0,3750 4 79,96 3,55 0,1503 0,6050 6 73,52 5,71 0,2032 0,7633 8 59,39 7,65 0,1778 0,8150
10 51,66 9,3 0,1840 0,8170 12 45,44 10,95 0,1940 0,8183 15 31,77 12,54 0,1775 0,7607 18 19,96 13,67 0,1648 0,6967 21 8,04 15,44 0,1626 0,6814

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
23
Tabela 6 Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 1,5 vvm.
Figura 5 Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 1,5 vvm.
horas lactose
(g/L) biomassa
(g/L) Y x/s (g/g)
Qp (g/L.h)
0 95,17 0,93 - - 2 91,41 1,39 0,1223 0,2300 4 87,12 2,54 0,2000 0,4025 6 78,71 4,37 0,2090 0,5733 8 62,43 6,77 0,1784 0,7300
10 49,37 8,55 0,1664 0,7620 12 34,52 10,76 0,1621 0,8192 15 20,07 13,3 0,1647 0,8247 18 8,03 14,37 0,1542 0,7467 21 0 16,95 0,1683 0,7629
U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
24
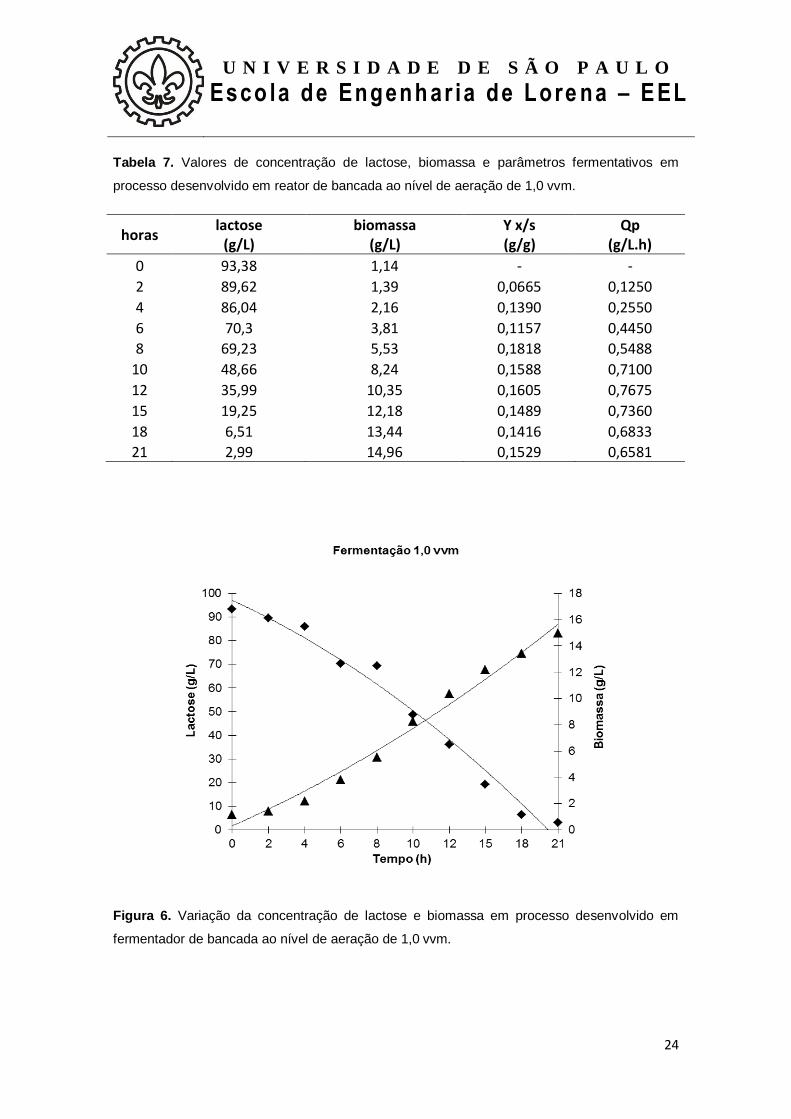
Tabela 7. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada ao nível de aeração de 1,0 vvm.
horas lactose
(g/L) biomassa
(g/L) Y x/s (g/g)
Qp (g/L.h)
0 93,38 1,14 - -
2 89,62 1,39 0,0665 0,1250
4 86,04 2,16 0,1390 0,2550
6 70,3 3,81 0,1157 0,4450
8 69,23 5,53 0,1818 0,5488
10 48,66 8,24 0,1588 0,7100
12 35,99 10,35 0,1605 0,7675
15 19,25 12,18 0,1489 0,7360
18 6,51 13,44 0,1416 0,6833
21 2,99 14,96 0,1529 0,6581
Figura 6. Variação da concentração de lactose e biomassa em processo desenvolvido em
fermentador de bancada ao nível de aeração de 1,0 vvm.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
25
Tabela 8. Valores de concentração de lactose, biomassa e parâmetros fermentativos em
processo desenvolvido em reator de bancada após 21h.
Aeração (vvm)
Lactose remanescente
(g/L)
Biomassa (g/L)
Y x/s (g/g)
Qp (g/L.h)
2,00 8,04 15,44 0,1626 0,6814
1,50 0,00 16,95 0,1683 0,7629
1,00 2,99 14,96 0,1529 0,6581
Ao se analisar os resultados apresentados na Tabela 8, observa-se que
a maior concentração de biomassa foi obtida utilizando-se uma condição de
aeração de 1,5 vvm. Nesta condição, obteve-se o maior concentração de
biomassa (16,95 g/L), rendimento (0,1683 g/g) e produtividade volumétrica
(0,7629 g/L.h) após 21 horas de fermentação, condição ainda na qual a lactose
foi totalmente consumida pela levedura.
Húngaro et al. (2008), avaliaram o cultivo de Kluyveromyces marxianus
ATCC 8554 em meio contendo 55 g/L de lactose de soro de queijo frescal sob
diferentes condições em reator de bancada. Para os máximos valores dos
fatores avaliados (1,5 vvm, 300 rpm, pH 7,0, 30oC e concentração celular inicial
de 1,0 g/L), os autores observaram valores máximos de biomassa (3,5 g/L),
rendimento (0,07 g/g) e produtividade (0,1382 g/L.h) após 26 h de cultivo. Estes
resultados são inferiores aos observados no presente trabalho. Por outro lado,
Rech (1998) em estudos para produção de lactase, utilizando soro de queijo na
concentração de 150 g/L como substrato e a levedura K. marxianus CBS 6556,
obteve os maiores resultados nas utilizando 2 vvm, 500 rpm, 37 oC e
concentração celular inicial entre 0,05 e 0,1 g/L. A autora descreve valores de

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
26
conversão de substrato em biomassa de 0,320 g/g em biorreator de bancada
após 14,6 horas de cultivo.
Revillion et al. (2003) avaliaram a produção de células de
Kluyveromyces marxianus em biorreator contendo meio composto por 50 g/L
de lactose inicial. Os autores alcançaram uma conversão de 0,30 g/g após 15
horas de fermentação, valor superior ao encontrado no presente trabalho. Em
outros estudos, Brinques (2009) utilizou meio de cultivo contendo 140 g/L de
lactose, temperatura de 34 oC, agitação de 200 rpm, taxa de aeração de 2 vvm
e concentração celular inicial de 0,5 g/L para propagação de Lactobacillus
plantarum em biorreator, obtendo-se 14,97 g/L de biomassa após 48 horas de
cultivo.
Em relação aos cultivos conduzidos em condições de aeração de 2 vvm,
observa-se diminuição nos principais parâmetros bioquímicos. O rendimento
em ATP sob condições anaeróbias é muito menor que o obtida na oxidação
completa da glicose até o CO2 e H2O, sob condições aeróbias. Assim, era
esperado encontrar maiores valores de rendimento e produtividade em
biomassa na condição de maior aeração, o que não ocorreu. Uma possível
explicação para tal resultado, tendo em vista que a condição de aeração de 2
vvm foi a que apresentou maior lactose remanescente. Conforme descrito por
PINHEIRO; BELO; MOTA, 2000 o oxigênio é um fator limitante para o
crescimento celular, porém em grandes concentrações pode ser tóxico para o
microrganismo causando um estresse oxidativo. Onken e Liefke (1989)
afirmaram que como consequência de altas concentrações de oxigênio, as
U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
27
células podem retardar ou até mesmo parar seu crescimento, dependendo da
sua sensibilidade ao excesso de oxigênio no meio. Tal afirmação foi
comprovada por Pinheiro et al. (2002) utilizando uma cepa da levedura
Kluyveromyces marxianus, trabalho no qual os autores encontraram baixas
porcentagens de células viáveis e pouco crescimento celular em condições de
alta pressão parcial de oxigênio.
5. Conclusões
O soro de queijo representa um substrato alternativo para a produção de
biomassa de leveduras. Neste trabalho, os melhores resultados obtidos após
21 h de cultivo foram 0,1683 gbiomassa/glactose de rendimento e 0,7629
gbiomassa/L.h de produtividade, utilizando-se 100 g/L de lactose suplementado
com ureia (NH2CONH2) e fosfato de potássio dibásico (K2HPO4) e taxa de
aeração de 1,5 vvm.
Apesar dos resultados apresentados nesse trabalho estarem abaixo dos
encontrados na literatura, pode-se concluir que o soro de queijo apresenta
potencial para ser utilizado como meio de cultura para propagação de
biomassa. Entretanto, são necessários novos experimentos variando-se
parâmetros mantidos constantes no presente trabalho a fim de melhorar os
resultados obtidos.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
28
6. Referências Bibliográficas
BARBOSA,C. R.; ANDREAZZI, M. A. Intolerância à lactose e
suasconsequências no metabolismo do cálcio. Revista Saúde e Pesquisa, v. 4,
n. 1, p. 81-86, jan./abr. 2011
BALES, S.A.; CASTILLO, F.J. Production of lactase by Candida
pseudotropicalis grown in whey. Applied and Enviromental Microbiology,
Washington, v 37, p 1201-1205, 1979.
BEN-HASSAN, R. M.; GHALY, A. E. Continuous propagation of Kluyveromyces
fragilisin cheese whey for pollution potential reduction. Applied Biochemistry
and Biotechnology, v.47, p.89-104, 1994.
BERRY, D.R.; RUSSEL, I.; STEWART, G.G. Yeast Biotechnology. Londres,
Unwin, p 160-199, 1987.
BRINQUES, GRAZIELA BRUNQUES. Otimização da produção de probióticos
em biorreatores e suas aplicações em sistemas alimentícios sob a forma
imobilizada. Tese de Doutorado, Porto Alegre – RS, UFRGS, 2009.
ESPINOZA, P.; BÁRZANA, E.; GARCIA-GARIBAY; GÓMEZ-RUIZ, L.
Evaluation of Kluyveromyces marxianus for the production of lactase
simultaneously to pectinase or inulinase. Biotechnology Letters, v 14, p 1053-
1058, 1992.
FURLAN, S.A.; CARVALHO-JONAS, M.F.; MERKLE, R.; BERTOLI, G.B.;
JONAS,R. Aplicação do sistema Microtiter Reader na seleção de
microrganismos produtores de β-galactosidase. Arquivos de Tecnologia e
Biologia, Curitiba, v 38, p 1261-1268, 1995.
HEWITT, C.M.; GROOTWASSINK, J.W.D. Simultaneous prosuction of
inulinase and lactase in batch and continuous cultures of Kluyveromyces
fragilis. Enzyme and Microbial Technology, Surrey, v 6, p 263-270, 1984.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
29
HUFFMAN, L. M. HARPER, W. J. Maximizing the value of milk through
separation technologies. Journal Diary Science, 82(10), 2238-2244, 1999.
HUNGARO, H.M.; CALIL, N. O.; FERREIRA, A.S.; RIVALDI, J.D.; SILVA S. S.
Produção de ribonucleotídeos em soro de queijo utilizando Kluyveromyces
marxianus ATCC 8554. Anais do XXV Congresso Nacional de Laticínios, 2008.
GALVÃO, C. M. A. Hidrólise controlada de proteínas de soro lático usado
tripsina e quimotripsina imobilizadas em diferentes suportes. Tese de
doutorado – UFSCar- São Carlos, SP, Brasil, 2004.
GRBA, S.; TOMAS, V.S.; STANZER, D. VAHCIC, N.; SKRLIN, A. Selection of
yeast strain Kluyveromyces marxianus for alcohol ond biomass production on
whey. Chem. Biochem. Eng. Q. 2002; Volume 16, p 13-16.
MAHONEY, R.R.; NICKERSON, T.A.; WHITAKER, J.R. Selection of strain,
growth conditions and extraction procedures for optimum production of lactase
from Kluyveromyces fragilis. Journal of Diary Sciene, Champaign, v 58, p 1620-
1629, 1974.
MARWAHA, S.S.; KENNEDY, J.F. Ethanol fermentation from whey permeate
by immobilized yeast cells. Enzyme and Microbial Technology, 1984, Volume 6,
Issue 1, p 18-22.
MAWSON, A.J. Bioconversions for whey utilization and waste abatement.
Bioresource Technology, 1994, Volume 47, Issue 3, p 195-203.
MENDES, F. B.; ARAÚJO, E.H. Produção de etanol a partir de soro de queijo
utilizando a levedura Kluyveromyces marxianus e diferentes concentrações de
lactose. Disponível em:
http://www.propp.ufu.br/revistaeletronica/Edicao%/202006_1/C/fabricio.pdf; acessado
em 15/04/2012.
MORAIS, M.B. Intolerância à Lactose: Fatos e Mitos, 2007.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
30
Onken, U.; Liefke, E. Effect of total and partial pressure (oxygen and carbon
dioxide) on aerobic microbial processes. Advances in Biochemistry,
Engineering and Biotechnology,1989. Volume 40, p137–169.
OZMIHCI,S.; KARGI,F. Ethanol production from cheese whey powder solution
in a packed column bioreactor at different hydraulic residence times.
Biochemical Engineering Journal, 2008, Volume 42, Issue 2, p 180-185.
PINHEIRO, R.; BELO, I.; MOTA, M. Air pressure effects on biomass yield of two
different Kluyveromyces strains. Enzyme and Microbial Technology, v. 26, p.
756- 762, 2000.
PINHEIRO, R.; BELO, I.; MOTA M. Oxidative stress response of
Kluyveromyces marxianus to hydrogen peroxide, paraquat and pressure.
Applied Microbiology and Technology, 2002, volume 58, p 842-847.
RECH, ROSANE. Aproveitamento do soro de queijo para a produção de
lactase por Kluyveromyces marxianus. Dissertação de mestrado, Porto Alegre-
RS, 1998.
REVILLION, P. P. J.; BRANDELLI, A.; AYUB, Z.M. Production of yeast extract
from whey using Kluyveromyces marxianus. Brazilian Archives of Biology and
Technology, vol 46, p 121-127, 2003.
Ribeiro, J. E; SANTIAGO, A. P.; MARQYEZ, S. D. L.; CARDOSO, L. V. Estudo
da produção de β-galactosidase por fermentação de soro de queijo por
Kluyveromyces marxianus. Ciência e Tecnologia Alimentos, Campinas, 2004, p
567-572.
RICHARDIS, N.S. Revista do Instituto de Laticínios Cândido Tostes, Juiz de
Fora, n. 9, p. 67-69, 1997.
SCOTT, R. Cheesemaking Practice. London: Elsiever Applied Science, p 312-
319, 1986.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
31
SILVEIRA, W.B.; PASSOS, F.J.V.; MANTOVANI,H.C.;PASSOS, F.M.L. Ethanol
production from cheese whey permeate by Kluyveromyces marxianus UFV-3: A
flux analysis of oxido-reductive metabolism as a function of lactose
concentration and oxygen levels. Enzyme and Microbial Technology,2005,
Volume 36, Issue 7, p 930-936.
SISO, MIG. The biotechnological utilization of cheese whey: a review.
Bioresource Technology ,1996, Volume 57, p 1-11.
Takayama, S. & Akita, M. The types of bioreactors used for shoots and
embryos. Plant Cell, Tissue and Org. Cult. 39:147-156, 1994;
WONG, P.N.; JENNESS, R.; KEENEY, M.; MARTH, E.H. Fundamental of Dairy
Chemistry, 3 ed, NewYork, Van Nostrand Reinhold, p 279-342, 1988.
ZADOW, J.G. Lactose: properties and uses. Journal of Diary Science,
Champaign, v 67, p 2654-2679, 1984.
ZAFAR,S.;OWAIS,M. Ethanol production from crude whey by Kluyveromyces
marxianus. Biochemical Engineering Kournal, 2006, Volume 27, Issue 3, p 295-
298.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
32
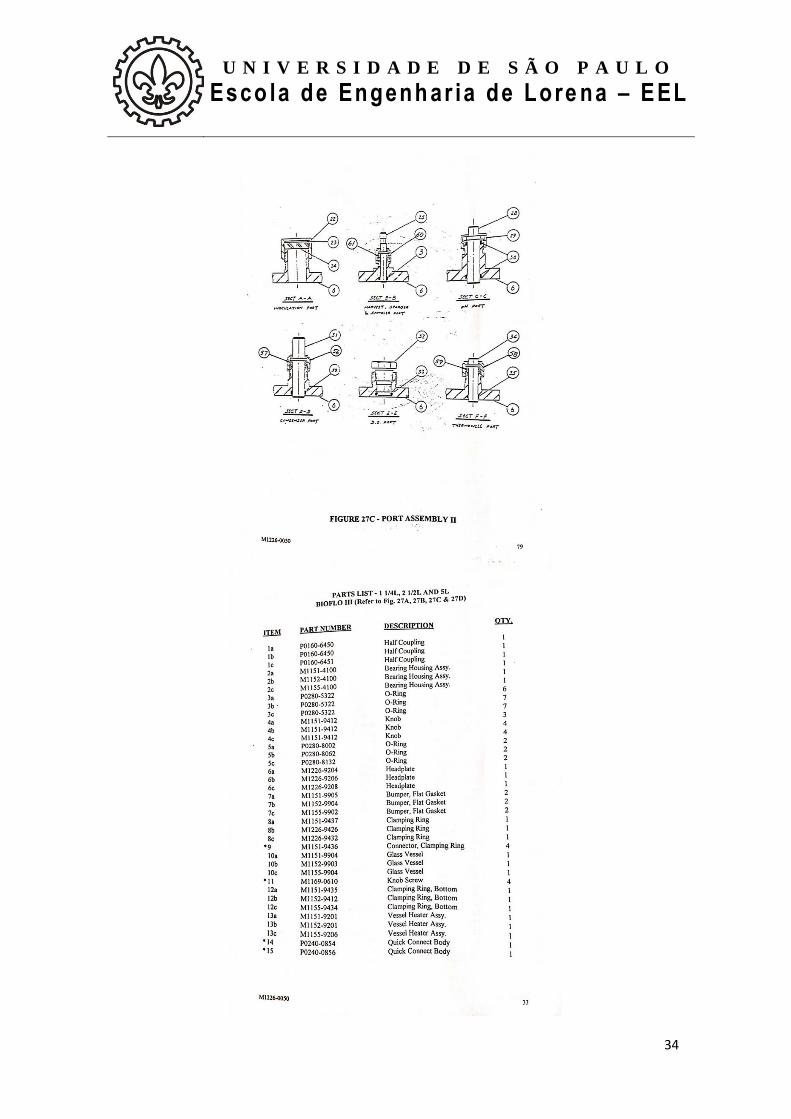
7. Anexo
Detalhes da cuba do fermentador utilizado no presente trabalho.

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
33
U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
34

U N I V E R S I D A D E D E S Ã O P A U L O
Esco la de Engenh ar ia de Lore na – EEL
35





























