Embed Size (px)
Citation preview
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 1/10
Tratamentos térmicos de ligas de alumínio
Considerando-se os tratamentos térmicos das ligas de alumínio, deve-seinicialmente diferenciar as ligas termicamente tratáveis (séries 2XXX, 6XXX, 7XXXe a maioria da série 8XXX), as que podem endurecer por meio de tratamentotérmico de solubilização e envelhecimento, daquelas cujo aumento de dureza só
pode ser obtido mediante trabalho mecânico e conseqüentemente encruamento(séries 1XXX, 3XXX, 4XXX e 5XXX).
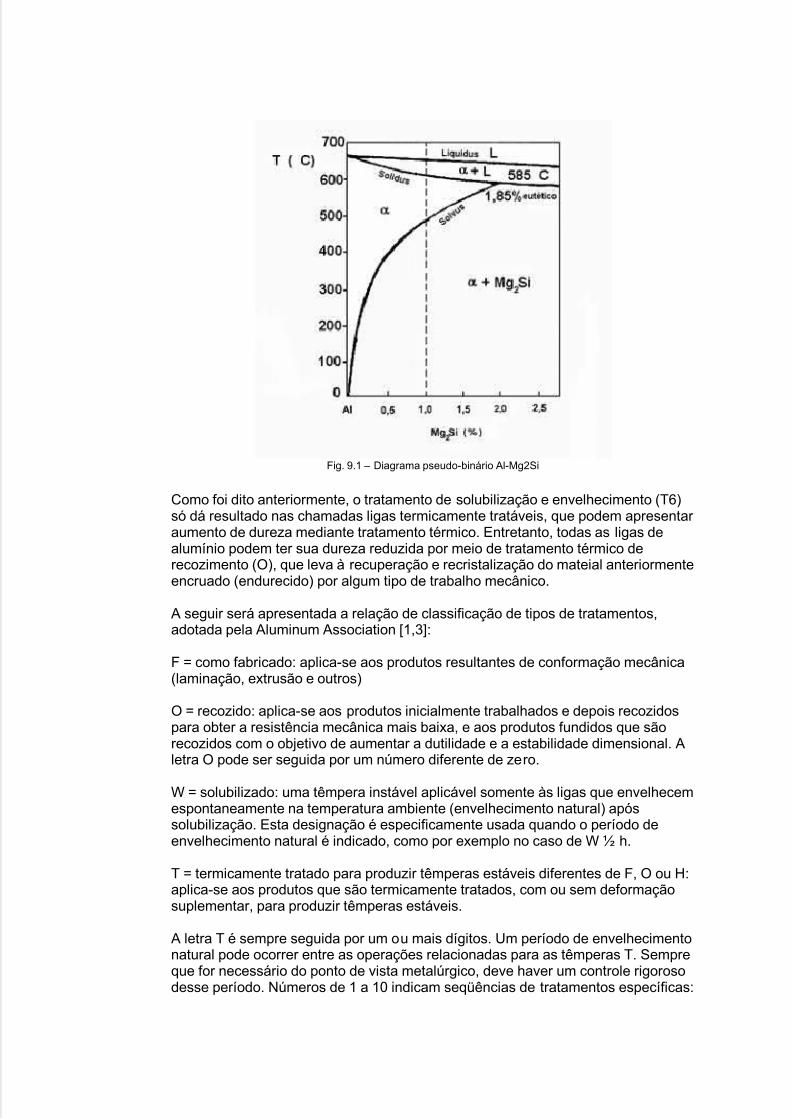
A solubilização consiste em aquecer o material a uma temperatura bem elevada,em geral relativamente próxima do ponto de fusão, de tal modo que nestatemperatura, com os coeficientes de difusão dos elementos de liga no alumínio jásuficientemente aumentados, seja possível a migração desses átomos,proporcionando a dissolução, completa depois de um certo tempo de permanêncianesta temperatura, das fases secundárias inicialmente presentes na liga. Estaetapa do tratamento térmico é fundamental para assegurar que o envelhecimentosubseqüente, realizado em temperatura bem mais baixa e tempo mais prolongado,ocorra de modo controlado, de tal maneira que os precipitados sejam formados deforma controlada, principalmente no que se refere ao tamanho dos mesmos econseqüentemente sua coerência com a matriz. Na figura 9.1 vemos o diagrama deequilíbrio pseudo-binário das ligas Al-Mg-Si que mostra o campo monofásico alfa,evidenciando que acima da linha solvus, determinada por uma combinação detemperatura e de teor de Mg2Si, o magnésio e o silício encontram-se dissolvidos namatriz de alumínio. Para um teor de 1,0 % de Mg2Si, por exemplo, a 500 ºC osprecipitados de Mg2Si são termodinamicamente instáveis e com tempo suficientedissolvem-se na matriz de alumínio. Quando é feito um resfriamento rápido emágua, mantém-se à temperatura ambiente a solução sólida supersaturada.Posteriormente, a manutenção do material à temperatura ambiente(envelhecimento natural) ou a uma temperatura mais elevada (envelhecimentoartificial) leva à formação de precipitados endurecedores. No envelhecimentonatural a cinética de precipitação é mais lenta do que no envelhecimento artificial,no qual o controle de temperatura e tempo permite a obtenção de valores dedureza mais elevados. No envelhecimento artificial é possível atingir o máximo de
dureza para um determinado tempo de tratamento, após o qual o crescimentoexcessivo dos precipitados e a conseqüente perda de coerência dos mesmos coma matriz leva à queda de dureza denominada superenvelhecimento.
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 2/10
Fig. 9.1 – Diagrama pseudo-binário Al-Mg2Si
Como foi dito anteriormente, o tratamento de solubilização e envelhecimento (T6)só dá resultado nas chamadas ligas termicamente tratáveis, que podem apresentar aumento de dureza mediante tratamento térmico. Entretanto, todas as ligas dealumínio podem ter sua dureza reduzida por meio de tratamento térmico derecozimento (O), que leva à recuperação e recristalização do mateial anteriormenteencruado (endurecido) por algum tipo de trabalho mecânico.
A seguir será apresentada a relação de classificação de tipos de tratamentos,adotada pela Aluminum Association [1,3]:
F = como fabricado: aplica-se aos produtos resultantes de conformação mecânica(laminação, extrusão e outros)
O = recozido: aplica-se aos produtos inicialmente trabalhados e depois recozidospara obter a resistência mecânica mais baixa, e aos produtos fundidos que sãorecozidos com o objetivo de aumentar a dutilidade e a estabilidade dimensional. Aletra O pode ser seguida por um número diferente de zero.
W = solubilizado: uma têmpera instável aplicável somente às ligas que envelhecemespontaneamente na temperatura ambiente (envelhecimento natural) apóssolubilização. Esta designação é especificamente usada quando o período deenvelhecimento natural é indicado, como por exemplo no caso de W ½ h.
T = termicamente tratado para produzir têmperas estáveis diferentes de F, O ou H:aplica-se aos produtos que são termicamente tratados, com ou sem deformaçãosuplementar, para produzir têmperas estáveis.
A letra T é sempre seguida por um ou mais dígitos. Um período de envelhecimentonatural pode ocorrer entre as operações relacionadas para as têmperas T. Sempreque for necessário do ponto de vista metalúrgico, deve haver um controle rigorosodesse período. Números de 1 a 10 indicam seqüências de tratamentos específicas:
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 3/10
T1 = resfriado de uma temperatura elevada em um processo de conformação eenvelhecido naturalmente até uma condição substancialmente estável. Aplica-se aprodutos que não são trabalhados a frio após resfriamento de uma temperaturaelevada em um processo de conformação a quente, ou nos quais o efeito dotrabalho a frio no endireitamento ou na planificação é reconhecido nos limites de
propriedades mecânicas.T2 = resfriado de uma temperatura elevada em um processo de conformação,trabalhado a frio e envelhecido naturalmente até uma condição substancialmenteestável. Aplica-se a produtos que são trabalhados a frio para aumentar aresistência mecânica após resfriamento de uma temperatura elevada em umprocesso de conformação, ou nos quais o efeito do trabalho mecânico noendireitamento ou na planificação é reconhecido nos limites de propriedadesmecânicas.
T3 = solubilizado, trabalhado a frio e envelhecido naturalmente até uma condiçãosubstancialmente estável. Aplica-se a produtos que são trabalhados a frio paraaumentar a resistência mecânica após solubilização, ou nos quais o efeito dotrabalho mecânico no endireitamento ou na planificação é reconhecido nos limitesde propriedades mecânicas.
T4 = solubilizado e envelhecido naturalmente até uma condição substancialmenteestável. Aplica-se a produtos que não são trabalhados mecanicamente apóssolubilização, ou nos quais o efeito do trabalho a frio no endireitamento ou aplanificação pode não ser reconhecido nos limites de propriedades mecânicas.
T5 = resfriado de uma temperatura elevada em um processo de conformação eenvelhecido naturalmente. Aplica-se a produtos que não são trabalhados a frioapós resfriamento de uma temperatura elevada em um processo de conformação aquente, ou nos quais o efeito do trabalho a frio no endireitamento ou a planificaçãopode não ser reconhecido nos limites de propriedades mecânicas.
T6 = solubilizado e envelhecido artificialmente. Aplica-se a produtos que não sãotrabalhados a frio após solubilização, ou nos quais o efeito do trabalho a frio noendireitamento ou a planificação pode não ser reconhecido nos limites depropriedades mecânicas.
T7 = solubilizado e estabilizado. Aplica-se a produtos que são estabilizados apóssolubilização para levá-los além do ponto de máxima resistência mecânica, demodo a permitir o controle de alguma característica especial.
T8 = solubilizado, trabalghado a frio, e então envelhecido artificialmente. Aplica-sea produtos que são trabalhados a frio para aumentar a resistência mecânica, ounos quais o efeito do trabalho mecânico no endireitamento ou na planificação éreconhecido nos limites de propriedades mecânicas.
T9 = solubilizado, envelhecido artificialmente e trabalhado a frio. Aplica-se aprodutos que são trabalhados a frio para aumentar a resistência mecânica.
T10 = resfriado de uma temperatura elevada em um processo de conformação,trabalhado a frio e então envelhecido artificialmente. Aplica-se a produtos que sãotrabalhados a frio para aumentar a resistência mecânica, ou nos quais o efeito dotrabalho mecânico no endireitamento ou na planificação é reconhecido nos limitesde propriedades mecânicas.
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 4/10
O tratamento de solubilização consiste em aquecer um produto, fundido outrabalhado mecanicamente a uma temperatura adequada, manter a liga nessatemperatura por tempo suficiente para que os átomos de soluto se difundam demodo que se dissolvam na matriz, e resfriar rapidamente o material de modo amanter os elementos de liga dissolvidos na matriz. Algumas ligas da séria 6XXX
atingem as mesmas propriedades quando solubilizadas em forno ou resfriadas deuma elevada temperatura de trabalho a quente, desde que o resfriamento sejarápido o suficiente para manter todo soluto em solução sólida. Neste caso asdenominações de têmpera T3, T4, T6, T7, T8 e T9 podem ser mantidas e podemser aplicadas em ambos os casos [3].
As denominações seguintes, envolvendo dígitos adicionais são usadas para o casode materiais submetidos a alívios de tensões de produtos trabalhados [3]:
T-51 = submetido a alívio de tensões por estiramento. Aplica-se aos seguintesprodutos quando estirados, sendo indicado o grau de estiramento (em %), apóssolubilização ou resfriamento a parir de trabalho a quente:Placas: 1,5 a 3 % de ajuste permanente. Vergalhões, barras, perfis e tubosextrudados: 1 a 3 % de ajuste permanente. Tubos trefilados: 0,5 a 3 % de ajustepermanente. Aplica-se diretamente a placas e barras e vergalhões laminados ouacabados a frio. Esses produtos não sofrem nenhum endireitamento adicional apóso estiramento. Aplica-se a vergalhões, barras, tubos e perfis extrudados e tambémtubos trefilados, quando denominados de maneira mostrada a seguir:
T-510: produtos não sofrem endireitamento adicional após estiramento.
T-511: produtos que podem sofrer um pequeno endireitamento após o estiramento,de modo a se enquadrar nas tolerâncias padronizadas.
T-52 = submetido a alívio de tensões por compressão. Aplica-se aos produtos queforam submetidos a alívio de tensões por compressão após solubilização ouresfriamento a partir do trabalho a quente de modo a produzir um ajuste
permanente de 1 a 5 %.
T-54 = submetido a alívio de tensões por combinação de estiramento ecompressão. Aplica-se a produtos forjados que são submetidos a alívio de tensõesao serem repassados a frio pela matriz de acabamento.
Os mesmos dígitos (51, 52 e 54) podem ser adicionados à designação W paraindicar um produto solubilizado instável e submetido a alívio de tensões. Asseguintes designações são usadas para classificar produtos trabalhados etermicamente tratados das têmperas O ou F, para manifestar resposta atratamentos térmicos:
T42 = solubilizado a partir das têmperas O ou F para demonstrar resposta ao
tratamento térmico e envelhecido naturalmente até uma condição suficientementeestável.
T62 = solubilizado a partir das têmperas O ou F para demonstrar resposta aotratamento térmico e envelhecido artificialmente.
As denominações de têmpera T42 e T62 também podem ser aplicadas a produtostrabalhados e termicamente tratados a partir de qualquer têmpera, quando essestratamentos resultam em propriedades mecânicas compatíveis com essas
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 5/10
têmperas.
• Origem do aumento de dureza através do tratamento deenvelhecimento e da queda de dureza causada pelosuperenvelhecimento:
O tratamento de solubilização e envelhecimento tem por objetivo a obtenção deprecipitados finos, que ao mesmo tempo que sejam grandes o suficientes para agir como obstáculos ao movimento das discordâncias, endurecendo a liga, sejam por outro lado pequenos o suficiente para manter a coerência com a matriz,fundamental para manter o efeito de endurecimento. A solubilização, ao garantir aobtenção de uma solução sólida (dissolução dos elementos de liga) mantida àtemperatura ambiente de modo instável por meio de resfriamento rápido, permiteum melhor controle do crescimento dos precipitados durante o posterior envelhecimento. No início do envelhecimento surgem as chamadas zonas deGuinier Preston, muito pequenas para garantir uma substancial endurecimento,uma vez que podem ser facilmente cisalhadas por discordâncias em movimento.Prosseguindo o envelhecimento numa temperatura suficientemente alta
(envelhecimento artificial), formam-se os precipitados metaestáveis, inicialmentecoerentes e posteriormente semicoerentes. A coerência do precipitado com amatriz, ao provocar distorções na mesma, devido a pequenas diferenças deparâmetro de rede, gera um campo de tensões que dificulta a movimentação dediscordâncias, endurecendo o material. Com o tempo ocorre perda parcial decoerência, através do surgimento de discordâncias de interface entre o precipitadoe a matriz, que está associada a uma pequena queda de dureza. Prolongando oenvelhecimento para tempos excessivos, ocorre a perda total de coerência,havendo a formação de uma interface entre o precipitado e a matriz, aliviandototalmente as tensões, provocando amolecimento significativo. Além disso, comoos precipitados, incoerentes, estáveis e muito grandes, encontram-se muitoafastados uns dos outros devido ao coalescimento, deixam um longo caminho livrepara a movimentação das discordâncias, o que também favorece o amolecimento
típico do superenvelhecimento. A diferença básica entre o envelhecimento artificiale o envelhecimento natural (à temperatura ambiente), além dos níveis de durezaque podem ser atingidos (bem mais altos para o envelhecimento artificial), é acinética do processo: enquanto o pico de dureza no envelhecimento artificial podeser obtido em algumas horas (tanto mais rápido quanto mais alta a temperatura),no envelhecimento natural o máximo de dureza (inferior ao obtido em forno)somente acontece após uma semana ou mais de manutenção do material àtemperatura ambiente.
• Tratamento térmico de homogeneização:
Também conhecido como pré-aquecimento do lingote anterior ao trabalho aquente, pode ter vários objetivos, dependendo da liga, do produto e do processo de
fabricação envolvido. Um dos principais objetivos é aumentar a trabalhabilidade. Amicroestrutura dos tarugos e placas fundidas de ligas de alumínio é bastanteheterogênea, apresentando segregações numa estrutura dendrítica, com grandevariação de composição química, com o teor de soluto aumentandoprogressivamente das superfícies para o centro, assim como a presença departículas de segunda fase, que se formam preferencialmente nos contornos dasdendritas [3].
Devido à baixa dutilidade resultante da presença localizada dessas partículas asestruturas fundidas estão associadas com baixa trabalhabilidade. Os tratamentos
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 6/10
térmicos de homogeneização das estruturas fundidas foram desenvolvidos demaneira empírica, baseados em observações metalográficas em microscópio óticopara determinar o tempo e a temperatura necessários para reduzir a segregação edissolver as partículas de segunda fase. Entretanto, mais recentemente têmsurgido métodos que permitem determinar quantitativamente o grau de
microssegregação e as taxas de dissolução e de homogeneização. Em geral,quanto mais grosseira a estrutura dendrítica, maior a segregação e mais difícil ahomogeneização, uma vez que as distâncias, que devem ser vencidas pela difusãodos átomos, tornam-se mais longas. Durante o resfriamento lento que se segue aotratamento térmico de homogeneização ocorre reprecipitação de partículas desegunda fase, mas esta ocorre de maneira mais dispersa, não localizada, e no demodo muito significativo no interior das dendritas, e não nos contornos comoanteriormente. Além disso, a vantagem intrínseca do tratamento dehomogeneização é permitir a esferoidização das partículas quase insolúveis quecontêm ferro, a qual é tanto maior quanto maior for a solubilidade e a taxa dedifusão dos elementos contidos nas partículas [3].
A presença de elementos como manganês, cromo e zircônio tem um efeito
diferente do ferro e do silício no que se refere à segregação e à presença departículas de segunda fase. Esses elementos se separam por uma reaçãoperitética durante a solidificação, de tal modo que a formação de partículascontendo esses elementos ocorre de maneira inversa ao que acontece com aspartículas que não contêm esses elementos, isto é, a região central da dendrita,que é a primeira a se solidificar contém, progressivamente, maior teor desseselementos do que a região dos contornos, que é a última a se solidificar. Assim, assoluções sólidas formadas por esses elementos estão supersaturadas, o queresulta das taxas de difusão relativamente baixas destes elementos no estadosólido [3].
Tratamentos térmicos de pré-aquecimento dos lingotes das ligas que contêm esseselementos são recomendados para induzir a precipitação de partículas de fases
tais como Al20Cu2Mn3 e Al12Mg2Cr, com dimensões de 10 a 100 nm. Essesprecipitados formados em altas temperaturas também são conhecidos comodispersóides e se formam dentro das dendritas com uma distribuição que é amesma resultante da solidificação, pois as taxas de difusão são muito baixas eassim não permitem uma redistribuição significativa. Essa precipitação dedispersóides, entretanto deve ser controlada, de modo a não ocorrer nos contornosdas dendritas, e tem uma importância muito grande como fator de geração deobstáculos à movimentação de contornos durante a a recristalização, pois osdispersóides atuam no sentido de dificultar a movimentação dos contornos,contribuindo para a obtenção de grãos mais finos, o que é benéfico para a maioriadas aplicações das ligas de alumínio, uma vez que invariavelmente resulta emmelhores propriedades mecânicas [3].
•
Recozimento:
O recozimento pode ser necessário antes das operações de conformaçãomecânica a frio, devido à ocorrência de encruamento durante essas operações. Éutilizado em todos os tipos de ligas de alumínio, tanto as endurecíveis por precipitação como as que não endurecem por precipitação, entretanto, no caso dasprimeiras, deve haver um controle de temperaturas mais cuidadoso, para evitar aocorrência de precipitação durante um tratamento de recozimento pararecristalização, por exemplo. O tipo de recozimento a ser realizado numa ligaevidentemente depende de sua história termomecânica prévia e do tipo de
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 7/10
microestrutura resultante dessas operações anteriores. O encruamento resultantede uma têmpera F (de fabricação) em geral pode ser eliminado medianteaquecimento a uma temperatura da ordem de 345 ºC e a manutenção a estatemperatura por um tempo adequado para garantir uniformidade térmica. Nessetipo de tratamento as taxas de aquecimento e de resfriamento não são críticas,
embora um aquecimento mais rápido seja preferível, por proporcionar um grãomais fino [3].
O recozimento de ligas previamente tratadas para têmperas como W, T3, T4, T6ou T8 necessita de tratamentos que primeiro façam com que os precipitadosatinjam sua estrutura cristalina de equilíbrio e depois coalesçam. Isso pode ser conseguido mediante aquecimento a temperatura entre 355 e 410 ºC, ou poucoacima, seguido por resfriamento até cerca de 260 ºC em taxas de 25 a 40 ºC. Umresfriamento muito lento resulta em precipitados muito grosseiros, o que podeprejudicar as operações de conformação mecânica subseqüentes. Nas ligas dasérie 7XXX o processo de precipitação é mais lento do que nas ligas da série2XXX, necessitando um tratamento adicional a 230 ºC por 2 a 6 h, de modo agarantir precipitação completa, de forma a permitir maior estabilidade durante a
operação de conformação subseqüente. Mesmo assim com esse tratamento, asligas envelhecidas apresentam piores condições para conformação do que asmesmas ligas não envelhecidas. O recozimento só se aplica a ligas fundidasquando é necessário um rigoroso controle dimensional ou quando o material serásubmetido posteriormente a alguma operação de conformação não convencional[3].
• Solubilização:
O objetivo do tratamento de solubilização é por em solução sólida a maior quantidade possível de átomos de soluto, como cobre, magnésio, silício ou zinco,na matriz rica em alumínio. Para algumas ligas a temperatura na qual a máximaquantidade de soluto pode estar dissolvida corresponde à temperatura eutética.
Sendo assim, as temperaturas de solubilização devem ser limitadas a um nívelseguro no qual as conseqüências do superaquecimento e da fusão parcial sejamevitadas. A liga 2014 apresenta essa característica, ao contrário da liga 7029, quepermite maior tolerância de temperaturas de solubilização. Mesmo assim, o limitesuperior de temperatura de solubilização deve levar em conta outros fenômenos,como o crescimento de grão, efeitos de superfície, economia e operacionalidade.Algumas ligas, como a 7075 e a 7050, que teoricamente permitiriam grandetolerância na definição da temperatura de solubilização, com base na temperaturasolvus de equilíbrio e na temperatura solidus, podem apresentar fusão incipienteem temperatura muito inferiores à solidus em determinadas circunstâncias. A liga7075 tem duas fases solúveis, a MgZn2 (com alumínio e cobre substituindoparcialmente o zinco) e a Al2CuMg. Esta última dissolve muito lentamente.Concentrações localizadas desta fase podem causar fusão de não equilíbrio entre
485 e 490 ºC, se a liga for aquecida muito rapidamente até esta faixa detemperaturas e se a homogeneização não for bem feita. Outro fenômeno nocivoque pode ocorrer durante a solubilização é o crescimento excessivo de grãos, tantomais significativo quanto mais elevadas as temperaturas e mais longos os temposde solubilização. Finalmente, outra conseqüência negativa de elevadastemperaturas de solubilização é a oxidação em altas temperaturas, principalmentese a atmosfera do forno estiver contaminada com umidade ou enxofre [3].
O resfriamento rápido que se segue à têmpera é uma etapa crítica do tratamento,porque é fundamental para manter à temperatura ambiente a solução sólida obtida
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 8/10
em alta temperatura. Além disso, o resfriamento rápido permite manter àtemperatura ambiente a mesma concentração de lacunas existente em altatemperatura, e estas lacunas são muito importantes para acelerar o processo dedifusão dos átomos de soluto que ocorre no tratamento posterior deenvelhecimento (endurecimento por precipitação). O meio de resfriamento rápido
mais usado é a água, embora, caso seja necessária uma taxa de resfriamento maisbaixa, possam ser usados diversos líquidos orgânicos como meios de resfriamentorápido. O resfriamento ao ar é muito lento para a maioria das ligas de alumínio,permitindo o prosseguimento do processo de precipitação, embora não seja tãolento como o resfriamento ao forno, evidentemente.
• Endurecimento por precipitação – Envelhecimento artificial:
O efeito da precipitação é bastante acelerado mediante aquecimento emtemperaturas da ordem de 95 a 205 ºC, muito inferiores à temperatura solvus(acima da qual ocorre a solubilização dos átomos de soluto), porém suficientespara a obtenção de energia térmica necessária para a difusão dos átomos desoluto que permite a formação dos precipitados endurecedores. Entretanto, o
máximo de dureza atingido por uma liga através de tratamento térmico (T6)também corresponde a uma considerável queda de dutilidade e tenacidade. Por outro lado, o superenvelhecimento, resultante do prolongamento doenvelhecimento por longos períodos ou envelhecimento em altas temperaturas,provoca queda de dureza, porém simultaneamente aumento de dutilidade etenacidade em comparação com a condição T6 (máximo de dureza) [3]. Cada tipo(série) de liga de alumínio endurecível por precipitação (séries 2XXX, 6XXX, 7XXXe 8XXX) tem a sua faixa de temperaturas de envelhecimento artificial (em forno)assim como sua faixa de temperaturas de solubilização. Utiliza-se o termoenvelhecimento natural para designar os processos de precipitação que ocorremcom a manutenção da liga de alumínio à temperatura ambiente, evidentementemuito mais lentos e com níveis de dureza resultante bem mais baixos do que osque ocorrem no envelhecimento artificial [3].
• Tratamentos termomecânicos – Envelhecimento termomecânico:
Constituem-se nos tratamentos nos quais a deformação plástica é realizada antes,após, ou intercalada com o tratamento térmico de envelhecimento. As práticas detratamentos termomecânicos mais simples correspondem aos tratamentos T3, T8 eT9. A taxa e o grau de endurecimento por precipitação aumentam muito com adeformação anterior ao envelhecimento, devido à introdução de discordâncias queatuam como sítios para a nucleação preferencial de precipitados, entretanto, aresposta a esse tipo de tratamento varia muito de liga para liga, sendo algumasmais propensas do que outras ao ganho de dureza proporcionado por essaseqüência de tratamentos. Algumas ligas da série 2XXX, como a 2024, 2124 e2219 são particularmente sensíveis a esse tipo de tratamento, obtendo ganho
significativo de dureza quando submetidas ao tratamento T8. Na liga 2024 esseganho de dureza está relacionado com a nucleação de precipitados de fase S’ (emforma de plaquetas) sobre as discordâncias introduzidas pela deformação,geralmente realizada por processo de estiramento ou de laminação. Além defavorecer a nucleação de precipitados, a deformação, com a introdução dediscordâncias, acelera todo o processo de precipitação, sendo assim o materialdeformado atinge o superenvelhecimento mais rapidamente do que o mesmomaterial não deformado [3].
A seguir são apresentadas temperaturas consideradas ideais para alguns tipos de
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 9/10
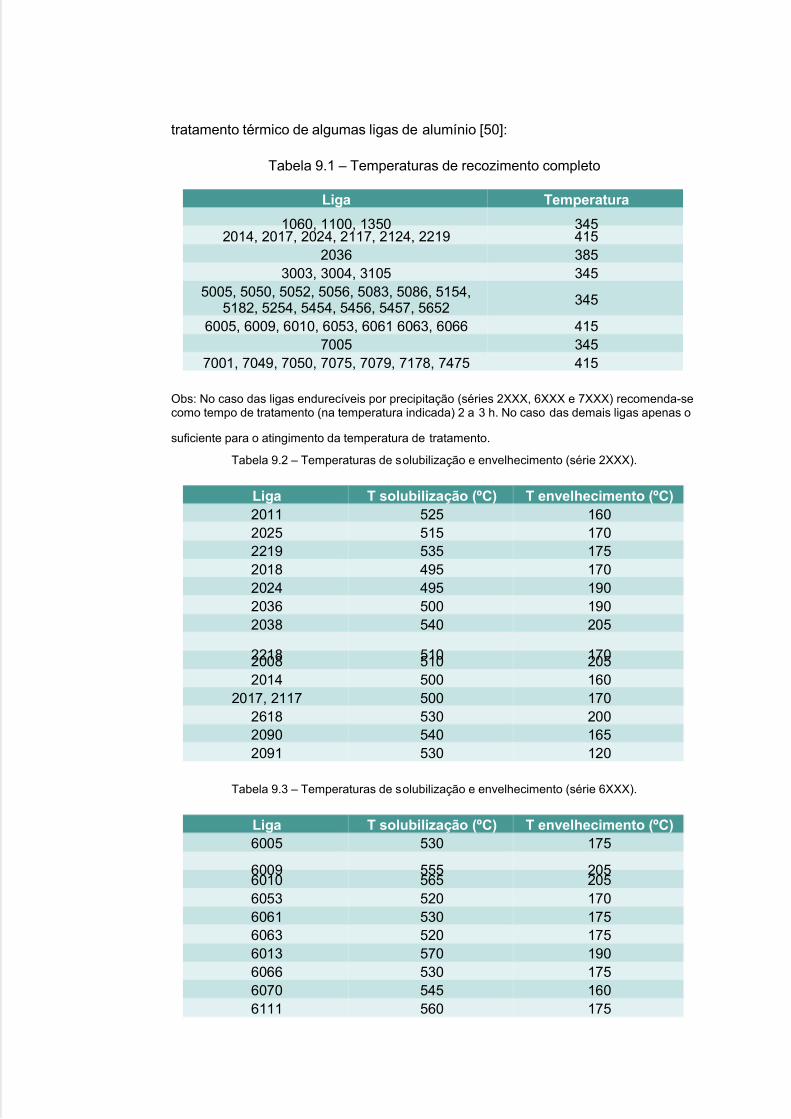
tratamento térmico de algumas ligas de alumínio [50]:
Tabela 9.1 – Temperaturas de recozimento completo
Liga Temperatura
1060, 1100, 1350 3452014, 2017, 2024, 2117, 2124, 2219 415
2036 3853003, 3004, 3105 345
5005, 5050, 5052, 5056, 5083, 5086, 5154,5182, 5254, 5454, 5456, 5457, 5652
345
6005, 6009, 6010, 6053, 6061 6063, 6066 4157005 345
7001, 7049, 7050, 7075, 7079, 7178, 7475 415
Obs: No caso das ligas endurecíveis por precipitação (séries 2XXX, 6XXX e 7XXX) recomenda-secomo tempo de tratamento (na temperatura indicada) 2 a 3 h. No caso das demais ligas apenas o
suficiente para o atingimento da temperatura de tratamento.
Tabela 9.2 – Temperaturas de solubilização e envelhecimento (série 2XXX).
Liga T solubilização (ºC) T envelhecimento (ºC)
2011 525 1602025 515 1702219 535 1752018 495 1702024 495 1902036 500 1902038 540 205
2218 510 1702008 510 2052014 500 160
2017, 2117 500 1702618 530 2002090 540 1652091 530 120
Tabela 9.3 – Temperaturas de solubilização e envelhecimento (série 6XXX).
Liga T solubilização (ºC) T envelhecimento (ºC)
6005 530 175
6009 555 2056010 565 2056053 520 1706061 530 1756063 520 1756013 570 1906066 530 1756070 545 1606111 560 175
5/11/2018 Tratamentos_t_rmicos_de_ligas_de_alum_nio - slidepdf.com
http://slidepdf.com/reader/full/tratamentostrmicosdeligasdealumnio 10/10
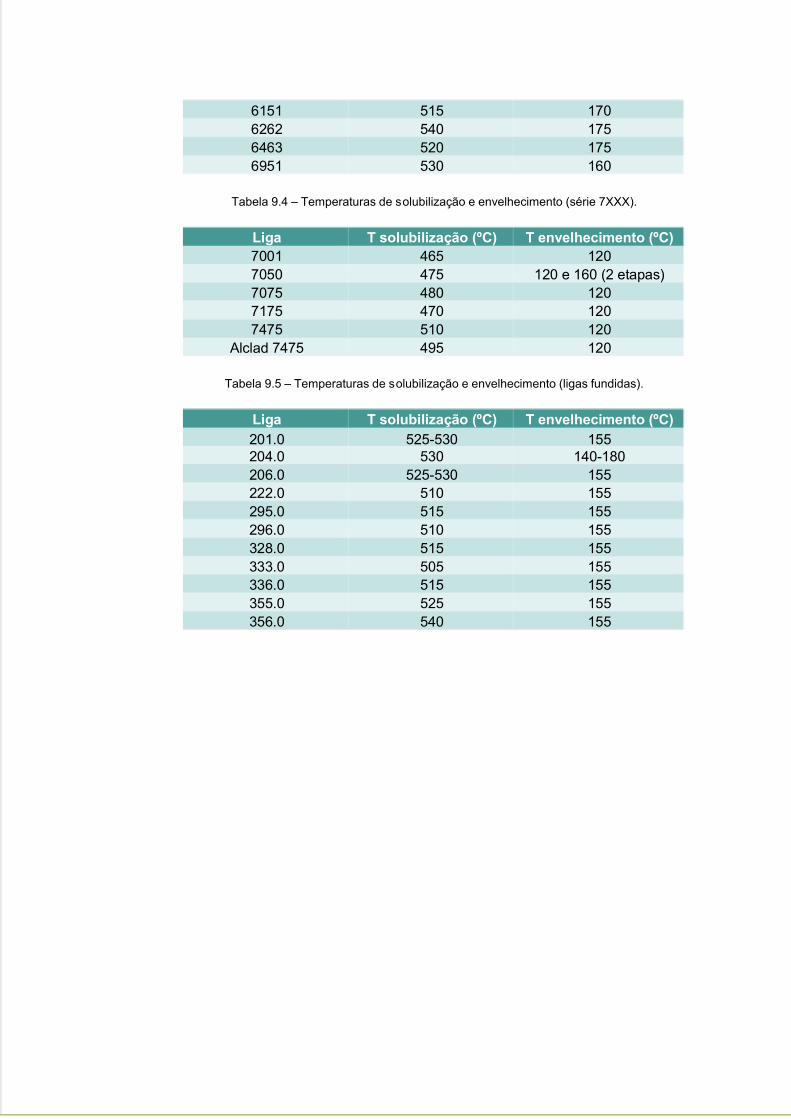
6151 515 1706262 540 1756463 520 1756951 530 160
Tabela 9.4 – Temperaturas de solubilização e envelhecimento (série 7XXX).
Liga T solubilização (ºC) T envelhecimento (ºC)
7001 465 1207050 475 120 e 160 (2 etapas)7075 480 1207175 470 1207475 510 120
Alclad 7475 495 120
Tabela 9.5 – Temperaturas de solubilização e envelhecimento (ligas fundidas).
Liga T solubilização (ºC) T envelhecimento (ºC)
201.0 525-530 155204.0 530 140-180206.0 525-530 155222.0 510 155295.0 515 155296.0 510 155328.0 515 155333.0 505 155336.0 515 155355.0 525 155356.0 540 155





























