Embed Size (px)
Citation preview

CHƯƠNG TRÌNH MÔ ĐUN CHẾ TẠO PHÔI HÀN
Mã số mô đun: MĐ13Thời gian mô đun: 150 giờ (Lý thuyết: 40 giờ; Thực hành: 101 giờ, kiểm tra: 9 giờ)
I. VỊ TRÍ, TÍNH CHẤT CỦA MÔ ĐUN:- Vị trí: Là môn đun được bố trí cho sinh viên sau khi đã học xong các môn học chung
theo quy định của Bộ LĐTB-XH và học xong hoặc học song song với các môn học bắt buộc của đào tạo chuyên môn nghề từ MH07 đến MH12
- Tính chất: Là mô đun chuyên ngành bắt buộc. II. MỤC TIÊU MÔ ĐUN:
- Xác định đúng phương pháp chế tạo phôi hàn.- Tính toán khai triển phôi chính xác, đúng kích thước bản vẽ.- Vận hành sử dụng thành thạo các loại dụng cụ, thiết bị chế tạo phôi hàn.- Chế tạo các loại Phôi tấm, phôi thanh, phôi ống thép đúng kích thước bản vẽ đảm
bảo yêu cầu kỹ thuật và có tính kinh tế cao.- Thực hiện tốt công tác an toàn và vệ sinh phân xưởng.- Rèn luyện tính cẩn thận, tỉ mỷ, chính xác, trung thực của sinh viên.

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
SốTT
Tên các bài trong mô đun Thời gianTổng
sốLý
thuyếtThực hành
Kiểm tra*
1 Chế tạo phôi hàn bằng mỏ cắt khí cầm tay 40 24 15 1
2 Chế tạo phôi hàn từ vật liệu thép tấm bằng máy cắt khí con rùa 24 2 21 1
3 Chế tạo phôi hàn từ vật liệu thép ống bằng bằng máy cắt khí chuyên dùng 22 2 19 1
4 Chế tạo phôi hàn từ vật liệu thép tấm bằng máy cắt CNC 28 6 21 1
5 Chế tạo phôi hàn từ vật liệu thép tấm bằng máy cắt plasma 24 5 19
6 Mài mép hàn, mép cùn bằng máy mài cầm tay 8 1 6 1
7 Kiểm tra kết thúc Mô đun 4 4Cộng 150 40 101 9
2 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
LỜI NÓI ĐẦU
Để đáp ứng tình hình chuyển biến mới trong đào tạo, mở rộng và phát huy tính độc lập trong học tập của sinh viên Khoa Cơ khí và tạo điều kiện thuận lợi cho giáo viên dạy và hướng dẫn thực hành V v...Giáo trình “Chế tạo phôi hàn” được biên soạn với nội dung tuân theo chương trình khung của Bộ LĐ - TB & XH đã ban hành kết hợp với điều kiện giảng dạy hiện có, đáp ứng được nhu cầu học tập của sinh viên, mang được tính hiện đại, tính phong phú và cơ bản nhất trong lĩnh vực chế tạo phôi hàn nói riêng và xưởng sản xuất cơ khí nói chung.
Bố cục của giáo trình được trình bày theo thứ tự các bài trong chương trình khung tạo điều kiện thuận lợi cho việc giảng dạy và đọc của sinh viên.
Biên soạn
Ks Hàn. Trần Ngọc Thủy
3 | P a g e
1
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§1. CHẾ TẠO PHÔI HÀN BẰNG MỎ CẮT KHÍ CẦM TAY
Sau khi học xong bài này người học có khả năng:- Kiển thức:
+ Liệt kê đầy đủ các loại dụng cụ, thiết bị cắt khí+ Trình bày rõ cấu tạo, nguyên lý làm việc của mỏ cắt, van giảm áp, chai chửa khí, máy sinh khí, khóa bảo vệ...
- Kỹ năng:+ Lắp ráp thiết bị dụng cụ cắt khí đảm bảo an toàn, đúng tiêu chuẩn kỹ thuật + Vận hành và sử dụng thiết bị thành thạo+ Khai triển, tính toán phôi đúng hình dạng và kích thước của chi tiết + Chọn chế độ cẳt, gá kẹp phôi chắc chắn, đảm bảo thoát xỉ tốt + Cắt kim loại theo đúng kích thước yêu cầu, ít ba via, cháy cạnh + Chỉnh sửa phôi đạt hình dạng, kích thước theo yêu cầu
- Thái độ: Rèn luyện tính cẩn thận, nghiêm túc, đảm bảo an toàn cho người và thiết bịNỘI DUNG CỦA BÀI1. Thực chất, đặc đỉểm và điều kiện áp dụng cắt phôi bằng ngọn lửa oxi - khí cháy1.2 Thực chất, đặc điểmCắt kim loại bằng ngọn lửa khí , cháy là quá trình dùng nhiệt lượng của ngọn lửa khí cháy vói oxi để nung nóng chỗ cắt đến nhiệt độ cháy của kim loại, tiếp đó dùng luồng oxỉ áp suất cao thổi lớp oxỉt kim loại đã nóng chảy để lộ ra phần kim loại chưa bị oxi hóa. Lớp kim loại này tiếp tục bị cháy tạo thành lớp oxit mới, rồi đến lượt lớp oxit mới nàybị nóng chảy và bị luồng oxi thổi
4 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
đi, cứ thế cho đến hếtĐể đốt nóng kim loại đến nhiệt độ cháy, dừng nhiệt của phản ứng giữa O2 kỹ thuật (98 99,7% O2 ) và C2 H2 ( hoặc C6 H6 , khí gas.. .)
Ư u điểm : - Thiết bị đơn giản, dễ vận hành- Cắt được kim loại dày- Năng suất cao Nhươc điểm:- Chỉ cắt được kim loại thỏa mãn điều kiện cắt- Vùng ảnh hưởng nhiệt lớn nên sau khi cắt chi tiết con vênh, biến dạng- Mạch cắt không đều, bavia nhiềuCắt khí dùng trong ngành đóng tàu, chế tạo toa xe, xây dựng, công nghệ luyện kim.. .để cắt thép tấm, phôi tròn và các chi tiết đơn giản hay phức tạp. Bên cạnh cắt bằng tay, cắt bằng máy ngày càng được phát triển nhằm nâng cao năng suất và độ chính xác, mép cắt phẳng.
1.3Điều kiện áp dụngCắt khí chỉ cắt được những kim loại thỏa mãn các điều kiện cắt sau :- Nhiệt cháy của kim loại nhỏ hơn nhiệt chảy của nó. Đối với thép các bon thấpcó lượng 0,7%C nhiệt cháy khoảng 135°C, còn nhiệt chảy gần 1500°C nên thỏa mãn điều kiện này. Với thép các bon cao (1,1 1,2%) nhiệt cháy gàn bằng nhiệt chảy nên trước khi cắt cần đốt nóng từ 300 650°c.Đối với thép các bon có thànhphàn cao hơn và thép hợp kim cao Cr - Ni, gang, kim loại màu, muốn cắt phải dùng thuốc cắt.- Nhiệt độ cháy của oxit kim loại phải nhỏ hơn nhiệt cháy của kim loại đó. Nếu ngược lại lớp oxit tạo nên trên bề mặt kim loại vi không bị chảy ra nên khi có dòng O2 thổi vào lớp oxit sẽ ngăn cản việc oxi hóa lớp kim loại ở phía dưới.- Nhiệt lượng sinh ra trong phản ứng cháy của kim loại phải đủ lớn để duy trì quá trình cắt liên tục vì khi cắt thép gần 70% nhiệt là do phản ứng cháy của kim loại với oxi, chỉ 30% là do ngọn lửa nung nóng.- Xỉ tạo thành khi cắt phải có tính chảy loãng cao để dễ dàng bị thổi đi.
5 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Tính dẫn nhiệt không quá cao tránh thoát nhiệt gây gián đoạn quá trình cắt.
6 | P a g e
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.1Thiết bị và dụng cụ cắt khí :
2.2 Bình điều chế axetylen (bình sinh khí)Dùng khỉ không cỏ bình chứa khí, xa nơi sản xuất C2 H2 , là thiết bị thực hiện phản ứng của đất đèn với nước để thu về C2H2
CaC2 + 2H20 = C2 H2 + Ca(OH)2
Hiện nay có rất nhiều loại bình sinh khí khác nhau, mỗi loại chia ra các kiểu khác nhau nhưng đều cấu tạo bởi các bộ phận sau :
- Buồng sinh khí- Thùng chứa khí- Thiết bị kiểm tra và an toàn
7 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Các bộ phận trên cỏ thể bố trí thành một kết cấu chung hay lắp riêng rồi nối vởi nhau bằng ổng dẫn
a. Phân loại- Theo năng suất: 0,8 ; 1,25 ; 2 ; 3,2 ; 5 ; 10 ; 20 ; 80 (m3/h)- Theo cách lắp đặt: loại di động và cổ định- Theo hệ thống điều chỉnh và theo sự tác dụng của nưóc với đất đèn
b. Yêu cầu- Năng suất phải phù hợp với lượng tiêu thụ khí C2 H2
Máy phải kín, bộ phận thu khí phải đủ lớn để khỉ ngưng lấy khí thi axetylen không tỏa ra ngoài - Máy lưu động, gọn nhẹ, dễ vận hành và sử dụng2.3 Bình chứa khí axetylenViệc cung cấp khí bằng máy sinh khí có nhiều bất tiện do đó ngày nay dùng phổ biến các bình khí điều chế sẵn. Bình axetylen chứa đày khối xốp than gỗ hoạt tính (290 - 320g/dm3 dung tích bình). Axetylen hòa tan trong axeton trở thành không nguy hiểm vì không gây nổ nữa và nằm lại trong khối xốp. Khối xốp cần phải mềm và có độ xốp tối đa, không tác dụng với kim loại bình, không gây cặn bẩn trong quá trình làm việc. Khi mở van bình, axetylen bốc hơi ra khỏi axeton dưới dạng khí và đi đến van giảm áp, ống dẫn để tới mỏ cắt. Khi sử dụng bình tránh va đập mạnh hoặc để nóng quá, không nên đặt nằm ngang, tránh bụi bẩn bám vào các bộ điều áp. Bình chứa axetylen chứa được áp suất khí tối đa 16at, áp suất của khí sẽ thay đổi theo nhiệt độ.
Bảng 1 Áp suất axetylen thay đổi theo nhiệt độNhiệt độ °c -5 0 5 10 15 20 25 30 35Ap suât, MPa 1.34 1.4 1.5 1.65 1.8 1.9 2.15 2.35 2.6
Sử dụng bình chứa axetylen thay cho các máy sinh khí có một ưu điểm: thiết bị đơn giản, gọn gàng và điều kiện làm việc tốt hơn, nâng cao năng suất làm việc cho người thợ cắt
8 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.4. Bình oxy
Bình chứa oxy được sơn màu xanh hoặc xanh da trời, chứa lượng khí có áp suất 150at. Oxy phải dùng đúng mục đích, các phần nối và làm kín của thiết bị chứa oxy, các ống dẫn oxy phải không dính chất dầu mỡ, bụi bẩn, sơn
Bảng 2 Các loại bình oxyBình chứa oxy dạng khí
Kiểu Thể tích bình Áp suất Lượng oxylít MPa Lít
50 50 20 10.00040 40 15 6.00010 10 20 2.000
9 | P a g e

Hình 2.5 Áp kế
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.5 Áp kếLà thiết bị đo áp suất làm việc của thùng điều chế. Trên mặt áp kế phải kẻ một vạch đỏ rõ
ràng ở ngay sau số chỉ áp suất cho phép làm việc bình thường. Loại áp suất trung bình mà thừng chứa khí được tạo thành một bộ phận riêng thì phải lắp áp kế cả ở trên buồng sinh khí và thùng chứa.
2.5.1 Khóa bảo hiểmTrong khi cắt bằng khí hay xảy ra hiện tượng
lửa quặt, đó là sự cháy hỗn họp nhiên liệu trong ống mỏ cắt đặc trưng bởi tiếng nổ mạnh và ngọn lửa lụi đi. Hiện tượng này xảy ra khi tốc độ cháy của 02 + C2H2 lớn hơn tốc độ cung cấp khí. Để tránh hiện tượng ngọn lửa cháy ngược theo ống dẫn trở về bình điều chế gây ra nổ người ta dùng khóa bảo hiểm.
Tốc độ cung cấp càng giảm khi : tăng đường kính lỗ mỏ hàn, giảm áp lực và lượng tiêu hao khí, ống dẫn khí bị tắc...
Tốc độ cháy càng tăng khi : tăng lượng ôxy, nhiệt độ khí cao, môi trường hàn khô ráo và nhiệt độ cao...Yêu cầu :- Ngăn ngọn lửa cháy ngược trở lại và xả hỗn họp cháy ra ngoài- Có độ bền áp suất cao khi khí cháy- Giảm khả năng cản thủy lực dòng khí- Tiêu hao nước ít- Dễ kiểm tra, sửa chữa, dễ rửa.Có thể phân loại:
Theo kết cấu : loại hở và loại kín- Theo lượng tiêu thụ khí: loại nhỏ và loại lớn
10 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Theo loại tắt khí: loại ướt và loại khôKhóa bảo hiểm được đặt giữa thùng điều chế axetylen hoặc giữa ống dẫn axetylen và mỏ cắt Dưới đây giới thiệu hai loại khỏa kiểu hở và kiểu kín- Kiểu hở : dùng cho bình áp lực thẩp. Khí C2 H2 được dẫn vào qua ống 1 đi qua nước vào ngăn chứa khí tới ống 2 vào mỏ cẳt. Khi có lửa quặt, áp suất trên mặt nước của khỏa tăng lên đẩy nước dâng lên ữong ống 1 chặn không cho khi đi vào bình đồng thời mực nước hạ xuống miệng ổng 4 hở ra khí qua ổng thoát ra ngoàiKiểu kín : dùng cho bình áp lực trung bình. Khi C2 H2 dẫn vào qua ống 2 đẩy viên bi lên và đi qua van ra ổng 1 đến mỏ cắt. Khi có lửa quặt áp lực khí tăng lên đẩy viên bi xuống khóa van. Nếu áp suất vượt quá giá trị cho phép thì van chặn 6 bị phá và khí thoát ra ngoài.
11 | P a g e
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.5.2 Van giảm ápVan giảm áp dùng để giảm áp suất và tự động điều chỉnh lượng tiêu hao khí nén trong
bình từ áp suất cao đến áp suất làm việc.Van giảm áp oxy để điều chỉnh áp suất từ 150at xuống khoảng 1 -ỉ- l,5at Van
giảm áp axetylen để điều chỉnh áp suất từ 150at xuống 0,05 -ỉ- l,5at Van giảm áp được phân loại:- Theo nguyên lý làm việc : van kiểu thuận và van kiểu nghịch- Theo loại khí : van axetylen, van oxy, van metal
Trên hình giới thiệu hai loại van kiểu thuận và kiểu nghịchVan thuận : Khí được dẫn vào theo ống (1) và ra qua ống (5) tói mỏ cắt. Áp lực khí trong buồng hạ áp (6) phụ thuộc vào độ mở của van (3). Khi lò xo chính (7) bị nén, van (3) chịu tác dụng của lò xo phụ (2) và áp lực cùa khí, đóng kín cửa van không cho khí vào buồng hạ áp. Khi vặn nút điều chỉnh (8) làm lò xo (7) bị nén, van (3) được nâng lên, cửa van mở cho khí sang buồng hạ áp. Tùy độ nén của lò xo, độ chênh áp trước và sau van, cửa van được mở nhiều hay ít ta nhận được áp suất cần thiết trong buồng hạ áp. Màng đàn hồi (9) để tự động điều chỉnh áp suất của khí ra. Nếu do nguyên nhân nào đó áp suất ở cửa ra tăng lên đẩy màng (9) đi xuống kéo theo con đội đi xuống làm cửa van đóng bớt lại, lượng khí ở buồng hạ áp giảm làm áp suất khí ra giảm.
12 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.5.3 Mỏ cắt
Mỏ cắt để hòa trộn hỗn hợp oxi với khí cháy và dẫn oxi thổi để tạo mạch cắt Cấu tạo của mỏ cắt ảnh hưởng rất lớn tới chất lượng cắt. Mỏ cắt cần phải an toàn khỉ sử dụng và ổn định thành phần của ngọn lửa, phải nhẹ nhàng và thuận tiện khỉ sử dụng, dễ điều chỉnh thành phần và công suất ngọn lủa khỉ cắt.
Phân loại mỏ cắt theo nhiều cách, đùng phổ biến nhất là hai loại :
- Mỏ cắt kiểu hút
- Mỏ cắt kiểu đẳng áp
13 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Khí cháy theo ống (6) đi vào buồng hỗn họp (12) qua van điều chỉnh (9), oxi cháy đi theo ống (5) qua van (4) vào buồng hỗn hợp để hòa trộn với khí cháy, còn oxi thổi đi qua van (3) đến trực tiếp đầu cắt.
Yêu cầu với mỏ cẳt:
- Đảm bảo cắt được tất cả các hướng
- Chiều dài thích họp để dễ thao tác và an toàn khi cắt
- Điều chỉnh được dòng oxi và hỗn họp
- Mỏ có bộ phận gá đặt
Bản chất của cắt bằng Oxy - Axetylen là quá trình oxy hóa cục bộ tại điểm cần cắt. Nhiệt sinh ra để cắt là nhờ nhiệt độ của phản ứng oxy hóa. Bí quyết để thực hiện tốt một đường cắt nhanh, vết cắt đẹp là phải giữ sao cho tốc độ di chuyển của mỏ cắt bằng với tốc độ ôxy hóa.
Việc sử dụng bép cắt bằng khí gas hay axetylen lâu nay rất thông dụng ngoài xã hội cũng như trong các nhà máy. Có thể sử dụng để hàn các chi tiết hay để cắt thép thành những khổ hay hình theo ý muốn như cắt thép tấm để làm bích, đồ gá hàn hay khuôn dựng hình trong gia công dập.... Công việc này chủ yếu phụ thuộc vào tay thợ là chủ yếu: điểu chỉnh tỷ lệ gas, axetyle và oxy, chế tạo các dụng cụ để cắt các hình phức tạp
14 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.5.6 Ống dẫn khíTrong kỹ thuật hàn cắt thường sử dụng hai loại ống: ống bằng kim loại và bằng cao su. Ống bằng kim loại được đặt cố định trong các phân xưởng hoặc lắp bình sinh khí với các bộ phận khác, ống cao su để nối khí từ bình chứa khí hoặc máy sinh khí đến mỏ hàn cắt.- Ông dẫn bằng kim loại: Ống dẫn oxi có áp suất từ 16at trở xuống được chế tạo bằng ống thép không hàn, nhãn hiệu 10 hoặc 20. Ống dẫn khí oxi áp lực cao được chế tạo bằng đồng
15 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
đỏ hoặc đồng thau, ống dẫn khí cháy chỉ dùng loại ống thép không hàn nhãn hiệu 10 hoặc 20. Để hạn chế sự cố nổ khí ở áp suất làm việc 0,1 H- 0,5at, đường kính ống không được vượt quá 50mm.
Óng dẫn bằng cao su : Mỏ hàn, mỏ cắt và các thiết bị khác muốn nối liền với bình oxi, máy sinh khí đều dùng ống cao su.Ổng phải mềm để không gây ảnh hưởng đến thao tác của người thợ, đường kính ống căn cứ vào lưu lượng khí tiêu thụ để chọn. Để đủ sức bền ở áp suất làm việc, ống cao su phải có một hoặc nhiều lóp hoặc bọc bằng vải bông hoặc đay. Đối với khí C2H2 , ống được tính toán để làm việc ở áp suất đến 3at, còn đối với khí oxi Hình 2.11. Ổng dẫn khíthi tính toán để làm việc với áp suất 10at. Chiều dày lớp trong của ống cao su không được mỏng quá 2mm và lớp ngoài không mỏng quá l mm. Đường kính trong của ống cao su theo qui định : 5,5 ; 9,5 ; 13 ; 16 và 19mm.2.6 Vận hành và sử dụng thiết bị cắt khí.
2.6.1 Kiểm tra tình trạng thiết bị:- Kiểm tra tình trạng ống dẫn xem có bị xước, bị rách ở đâu không,- Kiểm tra các đàu nối ống có bụi bẩn, lẫn dầu mỡ, hỏng hóc gì không- Kiểm tra van đầu bình có rò khí không
2.6.2 Lắp dây dẫn và van giảm áp- Dây dẫn khí oxi màu xanh, khí cháy màu trắng hoặc đỏ. Quay cửa xả khí về phía trái người thao tác để thổi sạch bụi bẩn- Vặn nút điều chỉnh áp suất trên van giảm áp ngược chiều kim đồng hồ cho đến khi lỏng tay mới thôi- Van oxi không có ren nên phải dùng gông, có miếng đệm bằng da để đảm bảo độ kín- Kiểm tra các van trên mỏ cắt đảm bảo đã đóng- Dừng kim vặn tò từ (ngược chiều đồng hồ) van khóa đầu bình nếu không thấy có tiếng xi do rò khí và kim đồng hồ áp suất cao dịch chuyển là được. Khi
16 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
thấy tiếng xì xì phải khóa van đầu bình, tháo đai ốc và làm biện pháp đảm bảo độ kín của chỗ ghép.- Mở dần dàn van áp suất theo chiều kim đồng hồ, theo dõi đồng hồ đến khi đạt trị số áp suất yêu càu thì dừng lại.- Xả thử van trên mỏ cắt
17 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.6.3. Vận hành mỏ cắt- Mở nhỏ van dẫn oxi vào buồng hỗn hợp- Mở van khí cháy rồi mồi lửa- Điều chỉnh van oxi hỗn họp để điều chỉnh chiều dài và công suất ngọn lửa- Nung nóng vật cắt đến trạng thái cháy thì mở van oxi cắt để tạo thành mạch cắt
2.7 Chế đô cắt khí2.7.1 Tốc độ cắt
- Ảnh hưởng đến chất lượng mối cắt- Tốc độ phải tương ứng với chiều dày cắt (tốc độ thấp thì sự cháy mạnh, tốc độ cao thi lượng không cắt hết lớn)
2.7.2 Lưu lượng khíLưu lượng khí tiêu hao phụ thuộc vào chiều dày vật cắt, trạng thái bề mặt vật cắt và độ tinh
khiết của dòng oxy2.7.3 Khoảng cách từ mỏ cắt đến vật cắt
Khoảng cách từ nhân ngọn lửa đến bề mặt vật cắt tốt nhất là từ 1,5...2,5 mm. Khoảng cách từ mỏ cắt tới bề mặt kim loại khi cắt thép s<100mm có thể tính theo công thức :
h = 1 + 2 (mm)1: chiều dài nhân ngọn lửa (mm)
Khi cắt các tấm dày S > 100, oxi có áp suất thấp, h tính theo công thức :h = 5 + 0,05 s (mm)
S : chiều dày tấm (mm)Bảng 2.3. Chế độ cắt dùng gas, mỏ gas
Chiều dày vật cắt (mm)
Số hiệu bép cắt
Áp lực khí (kg/cm2)
Lưu lượng khíTốc độ cắt (mm/ph)
02 Gas O2 căt O2 thổi Gas5 00 1.5 0.2 690 1180 310 660
5-10 0 2 0.2 1200 1180 310 660 - 55010-15 1 2.5 0.2 2100 1180 310 550 - 49015-30 2 3 0.25 3400 1370 360 490 - 40030-40 3 3 0.25 4300 1370 360 400 - 350
18 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
40-50 4 3.5 0.3 6500 1860 490 350 - 32050 - 100 5 4 0.3 11000 1860 490 320 - 200100-150 6 4 0.3 15000 3040 800 200 -150150-250 7 4.5 0.4 22000 3720 980 150-80
250 - 300 8 4.5 0.4 28000 3720 980 80-45
Bảng 2.4. Chế độ cắt dùng gas, mỏ axetylenChiêu dày
vật cắt (mm)
Sô hiệu bép cắt
Ap lực khí (kg/cm2)
Lưu lượng khí Tôc độ cắt (mm/ph)
O2 Gas O2 căt O2 thổi Gas5 00 7 0.2 750 520 470 750
5-10 0 7 0.2 1100 520 470 750 - 68010-15 1 7 0.2 2500 600 550 680 -60015-30 2 7 0.2 3800 600 550 600 - 50030-40 3 7 0.2 5400 600 550 500 - 45040-50 4 7 0.2 7300 750 680 450 - 400
50 - 100 5 7 0.25 10000 860 780 400 - 260100-150 6 7 0.3 14000 950 860 260 - 180150-250 7 7 0.3 22000 1330 1210 180-100250 - 300 8 7 0.4 35000 1600 1450 100 - 70
2.8 Gá phôiDo không có tác dụng lực tong quá trình cắt nên phôi thường được đặt ở các vị trí ngay ừên
phân xưởng nhưng phải đảm bảo- Tránh xa nơi có các vật dễ cháy nổ- Mặt dưới của phôi phải được che chắn tránh xỉ bắn ra khi thổi oxi- Nếu cắt trên mặt bê tông phải dừng tấm kê
19 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Kỹ thuật cắt
3.1.1Chuẩn bị bề mặt vật cắt- Làm sạch chất bẩn, dầu mỡ, gỉ sét, ...bằng cách dùng ngọn lửa nung nóng để làm sạch.- Nếu thép đã tôi thi nhiệt luyện trước khi cắt, nếu không thì ứng suất khi tôi cộng ứng suất khi cắt sẽ làm cho kim loại bị nứt.- Với thép cacbon thấp thì không cần nung nóng sơ bộ.
3.1.2 Cắt đường thẳnga. Bẳt đầu cẳt
Ngọn lửa hướng vào vùng cắt để đốt nóng kim loại đến nhiệt độ cháy. Với vật tương đối dày, mỏ cắt nghiêng góc 5... 10° so với vật cắt nhằm nung nóng toàn bộ chiều dày để quá trình cắt dễ dàng. Với tấm có s < 50mm, mỏ cắt gần như đặt thẳng góc với vật hàn.
Hình 2.12. Vị trí bắt đầu cắt Hình 2.13. Vị trí bắt đầu cắt thép tròn
Khi cắt từ giữa tấm ra ngoài, phôi phải được gia công trước một lỗ bằng khoan. Khi chiều dày S < 20mm có thể dừng mỏ cắt để tạo lỗ.b. Quá trình cẳtTrong khi cắt mỏ cắt nghiêng góc 20.. .30° về phía ngược hưởng cắt, bằng cách này cho phép nâng cao năng suất cắt khi tấm dày 20.. .30mm
3.1.3 Cắt phôi trònKhi cắt phôi tròn, không thể cùng lúc cắt cả chiều dày chi tiết vì vậy góc độ của mỏ cắt
20 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
phải thay đổi dàn, vị trí cắt và đường dịch chuyển mỏ cắt như hình vẽ. Các kỹ thuật cắt như khi cắt đường thẳng.3.1.3 Cắt kim loại định hìnhVới kim loại định hình, trước khi cắt ta phải tiến hành vạch dấu chuẩn xác và dịch chuyển mỏ cắt theo đường vạch dấu. Tốt nhất là tạo mẫu để làm dưỡng, đảm bảo chính xác về hình dáng3.1.4 Chú ý khí cắt- Khi cắt kim loại có S < 2,5 mm, mép cắt thường dễ bị chảy nên khoảng cách từ vật cắt đến mỏ phải lớn hơn.- Khi cắt các tấm dày, dòng oxi phải lớn (12 14at), phải nung nóng sơ bộ tới 250-300°C- Khi cắt thép dày S < 30mm, mỏ nghiêng 20.. .30° so vởi phương đứng- S > 30mm thi nghiêng 5... 10°4. Chỉnh sửa phôiPhôi sau khi cắt có lượng bavia nhất định và bề mặt phẳng hay không còn tùy thuộc vào tay nghề của công nhân. Sau khi cắt, để nguội và dùng máy mài tay mài hết bavia và chỉnh sửa bề mặt vết cắt5. An toàn, phòng chống cháy nổ khỉ hàn khí5.1 An toàn với bình khí- Bình khí oxi để cách xa ngọn lửa tràn ít nhất 5m- Trước khi lắp van giảm áp, khẽ mở van đàu bình để thổi hết bụi bẩn trên đường ống dẫn khí, việc mở van phải nhẹ nhàng trước và sau khi lắp van giảm áp vì có thể làm hỏng màng của van giảm áp- Tránh xa nơi để dầu mỡ, chất cháy, các chai dễ bắt lửa với bình oxi- Vận chuyển nhẹ nhàng, tránh va chạm mạnh
- Không dùng lẫn lộn van giảm áp của oxi với khí cháy5.2 Tránh lẫn bụi bẩn, dầu an toàn với van giảm áp- Mỡ trên ống dẫn, đầu nối
- Khi ngừng làm việc trong thời gian ngắn phải đóng van khóa trên nguồn cấp khí
21 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§2;3 CẮT PHÔI TRỂN MÁY CẮT KHÍ BÁN TỰ ĐỘNG (MÁY CẮT CON RÙA)
MỤC TIÊU CỦA BÀISau khi học xong bài này người học có khả năng:
- Kiển thức:+ Mô tả cấu tạo, nguyên lý làm việc của máy cắt khí bán tự động + Phân biệt rõ chức năng của các nút điều khiển, điều chỉnh như: điều chỉnh ngọn lủa, điều chỉnh tốc độ cắt, điều khiển chiều cắt, điều chỉnh chiều cao và tầm với của mỏ cắt...
- Kỹ năng:+ Vận hành thành thạo máy cắt con rùa+ Khai triển, tính toán phôi đúng hình dáng, kích thước theo bản vẽ + Chọn chế độ cắt (chiều cao cắt, tốc độ cắt, công suất ngọn lửa) phù hợp với chiều dày và tính chất vật liệu.+ Lấy lửa và điều chỉnh ngọn lửa cắt + Gá phôi chắc chắn+ Cắt phôi tấm đứng kích thước bản vẽ mặt cắt phẳng, vuông góc, ít bavia
- Thái độ: Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng, rèn luyện tính cẩn thận, nghiêm túc, đảm bảo an toàn cho người và thiết bịNỘI DUNG CỦA BÀI2.1 Cấu tạo, nguyên lý làm việc của máy cắt khí bán tự độngMáy cẳt bán tự động kiểu con rùa được sử dụng rộng rãi trong cắt kim loại nhằm nâng cao năng suất và độ chính xác.2.1 .1Khái niệm chung :Là loại máy cắt trong đó sự chuyển dịch của mỏ cắt được tự động hoá nhờ mô tơ điện cùng các bánh xe lăn trên thanh ray hoặc trên mặt tấm kim loại cắt. Còn đầu cắt được điều chỉnh bằng tay.- Đặc điểm: Chỉ cắt được mạch cắt thẳng, cong theo hướng của đường ray
Hình 2.14. Máy cắt con rùa
22 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.1.2 Sơ đồ cấu tạo
Hình 2.15. Cấu tạo máy cắt con rùa
23 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
24 | P a g e

8. Nút lắp ống oxy9. Bộ truyền trục vít10. Động cơ11. Công tẳc điều khiển12. Thân máy13. Bánh xe14. Ray
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
1. Bép cắt2. Nút điều chỉnh khoảng cách mỏ cẳt3. Núi điều chỉnh oxy phản ứng4. Nút điều chỉnh dòng oxy thổi5. Nút điều chỉnh gas6. Nút điều chỉnh tầm với mỏ cắt7. Nút lắp ống gas2.1.3 Nguyên lý làm việc :Trước khi cắt phải điều chỉnh cho ray song song với rãnh cắt, điều khiển tầm với của mỏ cắt vào đúng mép đường cắt, vặn núm điều chỉnh (2) để điều chỉnh khoảng cách từ bép cắt đến chi tiết. Khi khoảng cách đã đạt yêu càu thì vặn nút (3) và (5) để mồi lửa. Khi ngọn lửa đã nung mép cắt đến trạng thái cháy thi vặn nút (4) để xả dòng khí oxy cắt đồng thời gạt công tắc (11) để xe di chuyển hết rãnh cắt.2.2 Vận hành máy cắt con rùa2.2.1 Nối ống dẫn khí vào máyKhí lấy từ bình chứa qua van giảm áp, dây dẫn đưa vào máy. Ống dẫn và đàu dẫn khí oxy có màu xanh, ống dẫn khí cháy có màu đỏ hay nâu. Để tránh lắp nhầm dây vào máy người ta quy định, đầu nối ống oxy có ren phải còn đầu nối khí cháy có ren trái.2.2.2 Định vị máyDo chuyển động cắt được thực hiện tự động nên cần xác định chính xác vị trí của máy ừên chi tiết. Đặt ray lên vật cắt đảm bảo song song với đường cắt và cách đường cắt một khoảng đảm bảo để đàu cắt có tàm với tối đa. Sau đó đặt máy lên ray di chuyển đến vị trí bắt đàu cắt.
2.2.3 Điều chỉnh mỏ cắt- Tầm với của mỏ cắt được điều chỉnh bằng nút (6)- Khoảng cách của mỏ cắt với chi tiết được điều chỉnh bằng nút (2)
25 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
2.3 Chế độ cắtChế độ cắt khí bằng máy bán tự động giống như chế độ cắt khí bằng tay, chỉ khác là các thông số như tốc độ cắt, tầm với, khoảng cách từ mỏ cắt đến vật cắt không thay đổi trong suốt quá trình cắt.
2.4 Kỹ thuật cắt kim loại tấm2.4.1 Chuẩn bị- Nối các ống dẫn khí vào máy và vào bình khí- Định vị máy, điều chỉnh tầm với của mỏ cắt, khoảng cách từ mỏ cắt tới bề mặt vật cắt- Điều chỉnh áp lực khí oxy, axetylen và tốc độ cắt- Nối nguồn điện vào máy.
4.4.2 Mồi ngọn lửa- Mồi lửa như cắt bằng tay- Khi cắt trên nền betong cần có tấm kê để không làm betong bị nổ
4.4.3 Cắt đường thẳng mép cắt vuông
Hình 4.3. Cắt đường thẳng Hình4.4. cắt vát mépMồi lửa, nung mép cắt đến màu cà chua sáng thi xả dòng oxy cắt đồng thời ấn công tắc di chuyển. Trong khi cắt, ngồi bên phải hướng cắt để quan sát, nếu thấy quá trình cắt gián đoạn phải ngắt công tắc và nung mép cắt như lúc đàu rồi cắt tiếp
4.4.4 Cắt đường thẳng mép cắt vátĐiều chỉnh góc vát theo thang chia độ, chế độ cắt được tính theo chiều sâu của đường vát
4.5 An toàn khi cắt kim loại bằng máy cắt khí bán tự động- Luôn mang quần áo bảo hộ theo quy định- Lắp dây tiếp đất cho máy
26 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
4.5.1. An toàn với bình khí- Bình khí oxi để cách xa ngọn lửa trần ít nhất 5m- Trước khi lắp van giảm áp, khẽ mở van đàu bình để thổi hết bụi bẩn trên đường ống dẫn khí, việc mở van phải nhẹ nhàng trước và sau khi lắp van giảm áp vì có thể làm hỏng màng của van giảm áp- Tránh xa nơi để dầu mỡ, chất cháy, các chai dễ bắt lửa với bình oxi- Vận chuyển nhẹ nhàng, tránh va chạm mạnh
27 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
4.5.1. An toàn với van giảm áp- Không dùng lẫn lộn van giảm áp của oxi với khí cháy
- Tránh lẫn bụi bẩn, dầu mỡ trên ống dẫn, đầu nối - Khi ngừng làm việc trong thời gian ngắn phải đóng van khóa trên nguồn cấp khí
28 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§4 CHẾ TẠO PHÔI HÀN TỪ VẬT LIỆU THÉP TẤM BẰNG MÁY CẮT CNC (Computer numerical control)
Mục tiêu:- Mô tả cấu tạo, nguyên lý làm việc của máy cắt CNC.
- Lập trình chế độ cắt phù hợp với chiều dày và tính chất của vật liệu. - Lập trình vận hành thành thạo máy cắt CNC.
- Lập trình tính toán phôi đúng kích thước theo bản vẽ.- Gá phôi chắc chắn.- Cắt phôi đúng kích thước bản vẽ, đường cắt không có ba-via.
Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởngNỘI DUNG CỦA BÀI4.1 Cấu tạo, nguyên lý làm việc của máy cắt CNC4.1.1 Khái niệm vể điểu khiển sốKhi gia công trên máv công cụ thông thường, các bước gia cổng chi tiết do ngườii thợ thực hiện bằng tay như: Điều chỉnh số vòng quay, lượng chạy dao, kiếm tra vị trí dụng cụ cắt để đạt được kích thước cần gia công trên bản vẽ...Ngược lại, trên máy điều khiển số thì quá trình gia công thực hiện một cách tự động. Trước khi gia công người ta phải đưa vào hệ thống điều khiển một chương trình gia công dưới dạng một chuỗi các câu lệnh điều khiển. Hệ thống điều khiển số có khả năng thực hiện các lệnh điều khiển này và kiểm tra chúng nhờ một hệ thống đo lượng dịch chuyển bàn trượt của máy.Điều khiển số NC được hiệp hội cổng nghiệp điện tử (EIA) cúa Mỹ định nghĩa là: “Một hệ thống trong đó các hoạt động dược điều khiển bởi dữ liệu số được đưa trực tiếp vào từ một điểm nào đó. Hệ thống đó phải tự động biên dịch tối thiếu một phần nào đó của dữ liệu này”.Dữ liệu cần thiết đế tạo ra một chi tiết gọi là một chương trinh chi tiết (part program).Máy công cụ điều khiển theo chương trình số gọi là máy công cụ NC và máy công cụ CNC4.1.2 Cấu tạo máy cắt CNC:Cấu tạo máy công cụ CNC về cơ bản giống máy công cụ truyền thống. Sự khác nhau ở chỗ các thiết bị liên quan tới quá trình gia công được điều khiến bởi máy tínhHê thống CNC gồm 6 phần:• Chương trình gia công (part program).• Thiết bị đọc chương trình (program input device).
29 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
• Hệ 3 điều khiển máy (MCƯ).• Hệ thống truyền động (drive system).• Máy công cụ (machine tool).• Hệ thống phản hồi (feedback system)Hướng chuyến động các thiết bị của máy được xác định theo hệ toạ độ tham chiếu phôi cần gia công và có các trục toạ độ nằm song song vối phương chuyển động cơ bản. Các chuyển động cần thiết đối với từng thành phần của kết cấu (bàn máy, đầu mang đao...) được tính toán, điều khiển và kiếm tra bằng một máy tính. Vì lý do này mà mỗi phương gia công cần có một hệ thống đo lường độc lập để xác định các vị trí tương ứng của toàn hệ thống dịch chuyển và phản hổi thông tin này lại cho bộ điều khiển.
30 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
31 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
4.1.3 Chức năngĐẩu vào:Các chương trình NC có thể được nhập vào bằng bán phím, đĩa từ hoặc cáp truyền. Bộ điều khiển lưu trữ chương trình NC trong bộ nhớ trên đĩa cứng.Điều khiển CNCCác chức năng điều khiển do máy vi tính tích hợp trong bộ điều khiển CNC và phần mềm tương ứng đảm nhận. Bộ nhớ trong dược dùng để chứa các chương trình, chương trình con, dữ liệu máy, dao cắt vàbù dao, các chu trình gia còng.Phần mềm giám sát sai số cũng được tích hợp trong bộ điều khiểnĐiểu khiển kích thướcMáy CNC đảm bảo sự ổn định kích thước trong quá trình gia côngbằng những thông tin phản hồi liên tục từ hệ thống đo và các động cơ servo được điều khiển bắng sốvòng quay. Các servo đo lường giám sát và điều khiển kích thưócngay trong quá trình gia công4.1.4 Đặc điểm+ Lập trình bằng tay trực tiếp trên máy công CNC+ Cho phép lưu các quá trình gia công lặp lại nhiều lần dưới dạng các chương trình con.+ Mô tả hình dạng chi tiết cần gia công bằng các thông số hình học đơn giản.+ Tự động liến mỏ cắt cho đến khi đạt kích thước cần cắt+ Tự động khới tạo các chức năng máy và can thiệp ngay khi phát hiện lỗi hoặc nhiều.+ Tự động giám sát gia công thông qua điều khiển CNC (đo và kiếm tra tự động).+ Có thế điều chỉnh mỏ cắt sơ bộ mà không ảnh hướng đến tiến trình gia công cúa máy.- Chất lượng cắt ổn định, ít phế phẩm.- Độ chính xác kích thước tăng do độ chính xác cơ học cơ bản của máy cắt (l/1000mm).- Thời gian chạy không cắt và chuyển bước gia công ngắn.- Tận dụng máy được nhiều hơn.
32 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Làm việc lính hoạt trong hệ thống sản xuất, tương ứng là khả năng xứ lý nhiều mỏ cắt cùng một lúc với độ phức tạp cao một cách thông minh.- Các dữ liệu nhập vào máy được xử lý qua bộ khuếch đại và gừi tớicác động cơ.- Trên mỗi đầu trục đều có gắn động cơ riêng biệt để điểu khiển di chuyển của các trục.- Trên mỗi đầu trực đều có gắn bộ cảm biến tốc độ (các bộ cảm biến này có nhiệm vụ phản hồi thông tin về bảng điều khiển hiệu chỉnh những dữ liệu nếu có sai lệch sẽ phát ra tín hiệu điều chỉnh).- Các thông tin trao dổi với nhau diễn ra trong vòng tròn khép kín.Do có những ưu điểm trên, các máy công cụ CNC ngày càng trở nên phổ biến . trong gia công cắt gọt. Phạm vi ứng dụng rộng rãi chính là đặc tính điển hình của máy công cụ CNC4.1.5 Nguyên lý:Dữ liệu miêu tả tiến trình và nội dung gia công chi tiết cơ khí được lưu trữ ở bộ điều khiển số dưới dạng chương trình NC được người sử dụng lập trình trực tiếp trên máy gia công hay gián tiếp tại các phòng, viện. v.v...Lập trình trực tiếp thông qua phím máy, hay máy tính (bàn phím, chuột, v.v...), hoặc thông qua các vật mang tin như băng đục lỗ. bìa đục lổ. hãng từ, đĩa mềm, hoặc giải pháp CAD/CAM liên hoàn thông qua các cổng kết nối tương thích.Quá trình xứ lý số điền ra như sau:+ Xử lý số bên ngoài (tạo lập chương trình NC), vật mang tin lưu trữ và truyền tải chương trình NC.+ Xử lý số bên trong (gia công theo chương trình NC) diễn ra nhờ bộ phận biên dịch những:Câu lệnh NC từ vật mang tin thành các câu lệnh của máy để điều khiển các chuyển động gửi lới máy gia công.
Sử lý số bên ngoài Sử lý số bên trong
33 | P a g e
Bản vẽ chi tiết
Lập trình gia công CNC Bản vẽ chi tiết
Vật mang tin
Hệ điều khiển NC,CNC
Máy công cụ CN,CNC Bản vẽ chi tiết

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
4.2 Lập trình CNC4.2.1 Khái niệm về lập trình CNCMáy công cụ NC và máy công cụ CNC không có sự khác nhau cơ bản về ngôn ngữ lập trình và công nghệ gia cống của máy công cụ.Do vậy khái niệm vể chương trình NC đuợc dùng cho cả hai hệ.Chương trình NC là tập hợp những chỉ dẫn cần thiết cho quá trình gia công một chi tiết cơ khí trên máy công cụ điều khiển NC hoặc CNC mà không có sự trợ giúp của con người.Quá trình lập chương irình gia công là quá trình thiết lập tuần tự các khối lệnh, theo một ngôn ngữ mà bộ điều khiển CNC có thể hiểu được, để hoàn thành một quá trình gia công hoàn chỉnh theo yêu cầu công nghệ được gọi là quá trình lập chương trình gia công.Để tiến hành diều khiển một quá trình gia công trên máy CNC theo chương trình. Lập trình viên phải mô tả quá trình gia công trên máy tính bằng một ngôn ngữ mà máy có thể hiểu được.Ngôn ngữ lập trình NC cho máy công cụ NC và CNC được hãng chế tạo máy công cụ NC và CNC sử dụng gồm 2 cấp:- Cấp thấp: Lập trình cơ sở bằng ngôn ngữ điều khiển số (ISO - code). Vi dụ: ISO 6983, DIN 66025... (Tương đương với ngôn ngữ lập trình trên máy tính ASSEMBLY, FOTRAN...).- Cấp cao: Lập trình nâng cao bằng ngôn ngữ cấp cao. Ví dụ: APT (Automatically Programed Tool) (Tương đương với ngồn ngữ lập trình trên máy tính Pascal, ngôn ngữ C…)4.2.2 Phương thức lập trìnha. Lập trình trực tiếp:Ngưòi lập trình có thể tự biên soạn chương trình NC trên cơ sở nhận dạng hoàn toàn chính xác toạ độ chạy mỏ cắt. Thường sử dụng cho các trường hợp cắt đơn giản. Truyền chương trình NC được lập vào hệ điều khiển máy bằng 2 phương pháp - Nhập từ các thiết bị ngoài: đĩa mềm, băng từ, cổng giao tiế p ...
34 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Nhập từ Panel điều khiển theo chế độ MDI (manual đata input).
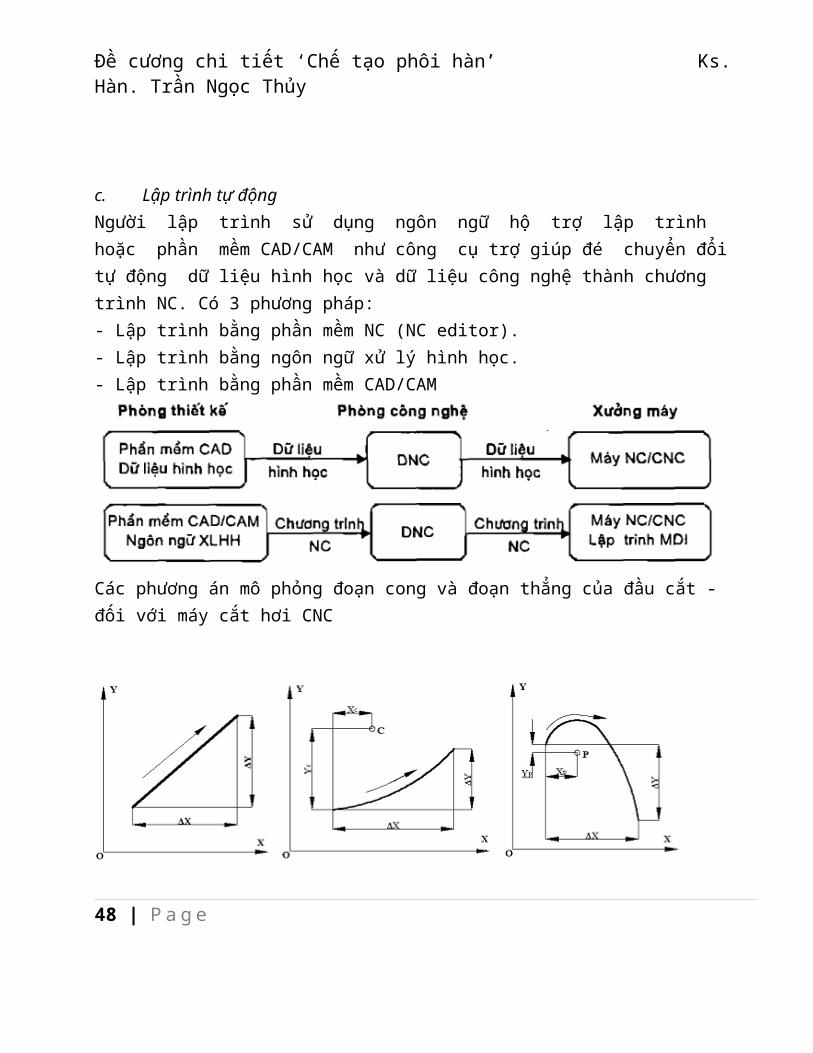
c. Lập trình tự độngNgười lập trình sử dụng ngôn ngữ hộ trợ lập trình hoặc phần mềm CAD/CAM như công cụ trợ giúp đé chuyển đổi tự động dữ liệu hình học và dữ liệu công nghệ thành chương trình NC. Có 3 phương pháp:- Lập trình bằng phần mềm NC (NC editor).- Lập trình bằng ngôn ngữ xử lý hình học.- Lập trình bằng phần mềm CAD/CAM
Các phương án mô phỏng đoạn cong và đoạn thẳng của đầu cắt - đối với máy cắt hơi CNC
35 | P a g e
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
4.3 Công nghệ cắt tôn trên máy cắt nhiệt tự động (CNC)a.Chuẩn bị.-Chuẩn bị về nhà xưởng-Kiểm tra máy và độ an toàn của các thiết bị-Kiểm tra chất liệu kim loại cắt.-Làm sạch mép cắt,...b.Tiến hành cắt:
36 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Thứ tự cắt từ A đến B , C theo hướng mũi tên
37 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§5 CHẾ TẠO PHÔI HÀN TỪ VẬT LIỆU THÉP TẤM BẰNG MÁY CẮT PLASMA
Mục tiêu:- Giải thích đúng thực chất của phương pháp cắt kim loại bằng tia Plasma.- Mô tả đầy đủ các bộ phận của máy cắt Plasma.- Sử dụng máy cắt plasma bằng tay thành thạo.- Khai triển, tính toán phôi đúng hình dáng và kích thước của chi tiết.- Chọn chế độ cắt phù hợp với chiều dày và tính chất của vật liệu.- Cắt phôi theo đường thẳng, đường cong, đường tròn đúng kích thước bản vẽ, mặt cắt phẳng, ít bavia.- Chỉnh sửa phôi đạt hình dáng, kích thước theo yêu cầu kỹ thuật.- Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng.- Rèn luyện tính cẩn thận, tỉ mỷ, chính xác trong công việcNỘI DUNG CỦA BÀI
38 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§5 MÀI MÉP HÀN, MÉP CÙN BẰNG MÁY MÀI CẦM TAY Mục tiêu: - Giải thích cấu tạo và nguyên lý làm việc của máy mài cầm tay. - Chuẩn bị đầy đủ dụng cụ, bảo hộ lao động như: kính bảo vệ, kính bảo hộ, thùng nước làm mát, khóa mở đá, cờlê, mỏ lết đầy đủ. - Mô tả đúng các bước kiểm tra an toàn trước khi mài. - Vận hành sử dụng các loại máy mài cầm tay thành thạo. - Mài được phôi hàn có hình dáng, kích thước đảm bảo yêu cầu kỹ thuật theo bản vẽ. - Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng. - Rèn luyện tính cẩn thận, tỉ mỷ, chính xác trong công việc NỘI DUNG CỦA BÀI5.1 Đặc điểm, công dụng của phương pháp cắt plasmaPlasma là một dạng vật chất thứ tư sau rắn, lỏng, khí. Plasma gồm các ion được gia tốc lớn nên có động năng rất mạnh. Nhiệt độ của tia plasma rất lớn (10000°C) do tập trung năng lượng cao nên có thể làm nóng chảy tức thời kim loại trên đường đi của nó.Trong cắt kim loại bằng plasma, người ta sử dụng khí nén làm môi trường tạo ra plasma (khí bị ion hóa tồn tại dưới dạng plasma). Ở các nước công nghiệp phát triển người ta ứng dụng rất rộng rãi các máy cắt plasma do có năng suất cao hơn 1,5 - 2 làn so với cắt khí, đường cắt cao hơn hẳn, sạch sẽ không gây ô nhiễm môi trường, không gây nguy cơ cháy nổ, linh hoạt, giảm chi phí vận hành và mau hoàn vốnMáy plasma có nhiều loại khác nhau, tuy giá đắt nhưng do hiệu quả sử dụng nên tùy theo yêu cầu và cân nhắc những hiệu quả kinh tế mà ta lựa chọn máy cho phù hợp5.3 Cấu tạo, nguyên lý làm việc của máy cắt plasma5.3.1 Cấu tạo Máy cắt plasma thường được sử dụng kèm các thiết bị khác để tạo thành một hệ thống làm việc. Nó bao gồm- Máy nén khí (air compressor)- Hộp nguồn (cuttungpower supply) - Mỏ cắt( cutting lorch)- Dây dẫn (cable)
39 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
5.3.2 Nguyên lý làm việc
40 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Hình 3.1 Sự hình thành PlasmaKhi ấn công tắc khởi động, hiệu điện thế giữa cực âm và cực dương được bộ khởi động ừong máy tăng lên khoảng 40000V trong 1%S để gây hồ quang. Khi hồ quang đã hình thành, hiệu điện thế giảm xuống còn 70V để duy trì hồ quang.Khi đó, khí nén từ máy được role điện trở mở khi hồ quang đã hình thành đẩy vào vùng hồ quang để tạo thành plasma phun qua vòi phun ra ngoài Do nhiệt độ của plasma cao và tập trung năng lượng thành ống hình trụ nhỏ nên nó làm nóng chảy tức thời kim loại kết hợp với áp lực khí nén thổi kim loại ra ngoài hình thành nên rãnh cắt.Điểm khác nhau cơ bản của cắt plasma so với hàn plasma là làm nguội bằng khí chứ không làm nguội bằng nước. Có ba loại plasma phụ thuộc vào kết cấu nối dây đểhình thành hồ quang
Hình 3.3 Mỏ cắt plasma
Bảng 3.1. Khả năng căt của máy căt plasmaCường độ dòng điện 100A 50AThép cacbon (mm) 30 15
Thép hợp kim cao (mm) 25 13Nhôm (mm) 2 13
5.4 Vận hành máy thiết bị cắt plasma- Đấu máy với nguồn điện 220V, 380V hoặc ba pha tùy yêu cầu nguồn vào của máy- Khởi động máy nén khí đảm bảo có đày khí nén trong bình chứa- Nối dây dẫn khí vào hộp nguồn và nối dây điện từ hộp nguồn vào mỏ cắt
41 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Kiểm tra điện vào máy và tình trạng thông khí- Gây hồ quang và cắt thử
5.5 Khai triển và vạch dấu phôi- Dùng mũi vạch để vạch dấu trên phôi, vạch phải nhỏ và rõ nét đúng với hĩnh dạng và kích thước trong bản vẽ, tiết kiệm được phôi- Với những tấm tròn dùng compa để vạch đảm bảo độ tròn, rõ nét5.6 Chế độ cắt plasmaTrong lý lịch máy có ghi đày đủ các thông tin kỹ thuật của máy nên khi cắt phải căn cứ theo chiều dày vật cắt và hướng dẫn của nhà sản xuất để chọn chế độ cắt cho phù hợp. Hai thông số quan trọng nhất là cường độ dòng điện và áp lực khí nén5.7 Kỹ thuật cắt plasma
- Do công suất lớn và tốc độ nung chảy cao, vận tốc cắt lớn nên khi cắt phải có compa và thước làm dưỡng tránh lệch đường vạch dấu- Năng lượng cột plasma lớn nến khi cắt từ trong ra không cần khoan lỗ như cắt khí5.7.1 Cắt tiếp xúcKhi cắt vật liệu tấm mỏng có chiều dày nhỏ hơn 9 + 12mm, tốt nhất là sử dụng bép cắt loại “S”. Góc độ thích họp của mỏ cắt với tấm cắt là 90° ± 5°- Bấm công tắc trên mỏ sẽ phát sinh hồ quang dẫn sau l,5s- Đưa đầu bép cắt cách điểm bắt đàu cắt khoảng 1 3mm, khi đó hồ quang plasma sẽ phát sinh- Để bép cắt tiếp xúc với bề mặt cắt theo đường vạch dấu một cách nhẹ nhàng và tiến hành di chuyển mỏ cắt
42 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Khi cắt gàn đến điểm cuối đường cắt, nhấc đàu bép cắt lên cách tấm khoảng 1 3mm và tiếp tục cắt đến hết đường cắt.
Hình 3.6. Sơ đồ cắt tiếp xúcNếu bấm công tắc mỏ cắt khi mỏ cắt tiếp xúc vuông góc với tấm cắt thì khí nén sẽ không thổi ra ngoài được và hồ quang sinh ra đốt cháy bên trong bép cắt. Vì lý do đó nên phải bấm công tắc trước khi cho bép cắt tiếp xúc với vật cắt và cho đàu bép cắt tiếp xúc nhẹ nhàng với bề mặt tấm cắt.Tốc độ cắt chính xác thì hồ quang plasma thổi nhẹ nhàng. Nếu tốc độ cắt lớn sẽ xảy ra hiện tượng thổi ngược lại, còn khi tốc độ cắt chậm thì sẽ làm kim loại trên bề mặt tấm cắt bị chảy nhiều.
5.7.2 Cắt không tiếp xúcKhi cắt các tấm có chiều dày lớn hoặc trung bình (lớn hơn 9mm) cần điều chỉnh mỏ cắt sao cho khoảng cách giữa đầu bép cắt với bề mặt tấm cắt từ 2 4mm. Sử dụng bép cắt loại “H”, các bước thực hiện như cắt không tiếp xúc.
43 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Hình 3.7. Sơ đồ cắt không tiếp xúc 3.6.3. Các sự cổ xảy ra khỉ cắtSự cố Nguyên nhân Khăc phục
Không gây được hô quang
dẫn
Điều chỉnh áp lực khí quá cao hoặc quá thấp
Điều chỉnh áp lực khí 0.39at
Điện cực mòn Thay điện cực, bép mớiCông tắc air đặt ở nút check Gạt công tăc sang vị trí cut
Không chuyển được hồ
quang dẫn sang hồ quang plasma
Lồ bép cắt bị méo Thay bép mớiĐiện cực mòn Thay điện cực, bép mới
Khí nén lẫn nước hoặc dầu Tháo hết khí và rửa sạch bộ lọc
Bép căt tiêp xúc với bề mặt cătCân tránh điêu này vì hô quang
mạnh sẽ làm lỗ bép cắt biến dạng
Góc nghiêng mỏ căt lớn Chỉnh góc nghiêng ±5°
Khoảng cách giữa bép và bể mặt cẳt lớn
Điêu chỉnh khoảng cách đúng
Có chât cách điện trên bê mặt căt Tẩy sạch chất cách điện ở vị trí bắt đàu cắt
Hô quang Tốc độ cắt chậm Tăng tốc độ cắt
44 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
bị ngăt gián đoạn
Khoảng cách giữa bép cẳt và bề mặt cắt quá lớn
Điêu chỉnh khoảng cách đúng
Xỉ bám vào bép cắt Làm sạch bề mặt bép cắtDi chuyển mỏ cắt không đều Kiểm tra đầu cắt và đường ray
Rãnh căt bịnghiêng
Lỗ bép cắt bị méo Thay bép cắtMỏ cắt bị nghiêng Điều chỉnh mỏ cắt thẳng góc
Dòng căt nhỏ Điêu chỉnh chê độ cătBép căt không đúng loại Dùng đúng loại bép
Lỗ bép cắt chóng hỏng
Dùng không đúng loại bép Chọn loại bép tùy thuộc vào chiều dày cắt
Điện cực quá mòn Thay điện cực và bép cătGóc nghiêng mỏ cắt lớn Điều chinh góc độ 90 ± 5°
5.8 An toàn khỉ cắt kim loại bằng plasma- Thường xuyên kiểm tra áp suất của máy nén khí trên áp kế, nếu áp suất vượt quá giới hạn cho phép phải dừng máy và kiểm tra.- Đeo kính trắng, mũ hàn, quàn áo bảo hộ, gằn tay khi cắt.- Không dùng mỏ để đánh lửa trên cơ thể người
45 | P a g e
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
§6 MÀI MÉP HÀN, MÉP CÙN BẰNG MÁY MÀI CẦM TAY Mục tiêu: - Giải thích cấu tạo và nguyên lý làm việc của máy mài cầm tay. - Chuẩn bị đầy đủ dụng cụ, bảo hộ lao động như: kính bảo vệ, kính bảo hộ, thùng nước làm mát, khóa mở đá, cờlê, mỏ lết đầy đủ. - Mô tả đúng các bước kiểm tra an toàn trước khi mài. - Vận hành sử dụng các loại máy mài cầm tay thành thạo. - Mài được phôi hàn có hình dáng, kích thước đảm bảo yêu cầu kỹ thuật theo bản vẽ. - Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng. - Rèn luyện tính cẩn thận, tỉ mỷ, chính xác trong công việc. NỘI DUNG CỦA BÀI6.1. Cấu tạo, nguyên lý làm việc máy mài cầm tay6.1.1. Máy mài cầm taya. Hình dáng chung của máy
46 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Hình 6.1. Các loại máy mài cầm tayb. Sơ đồ cấu tạo
d.Nguyên lý làm việc
- Động cơ một chiều (1) làm việc tạo chuyển động quay, bộ truyền bánh răng côn(2) có một bánh lắp ừên trục động cơ truyền chuyển động quay vuông góc tong không gian làm lưỡi cắt (3) quay theo nhờ bánh răng thứ hai lắp trên trục đá. Để mài, cắt được kim loại ta đưa máy vào vị trí mài sao cho mặt phẳng đá nghiêng một góc từ 15°- 30° so vối bề mặt kim loại cần mài, cắt Động cơ của máy mài cầm tay có kết cấu gọn, nhẹ, cơ động, momen khởi động lớn, dễ sử dụng, tuy nhiên tiếng ồn lớn và nhanh mòn chổi than. Khi vận hành, người thợ cần tuân thủ nghiêm ngặt kỹ thuật và an toàn6.2. Dụng cụ màiDụng cụ dùng trong mài là đá mài, gồm các lọai đá khác nhau tùy theo kích thước máy và việc sử dụng máy vào công việc gì.
47 | P a g e
Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
Hình 6.6. Đá mài
48 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
6.3. Vận hành và sử dụng máy mài cầm tay6.3.1. Kiểm tra an toànCũng như máy cắt lưỡi đá, máy mài có tốc độ quay của đá rất cao nên trước khi sử dụng việc kiểm tra an toàn là hết sức quan trọng.- Đeo kính bảo hộ và găng tay- Kiểm tra không có chất dễ cháy nổ ở gàn khu vực làm việc- Kiểm tra không có người đứng ở hướng tia lửa bắn ra- Kiểm tra đá trước khi lắp vào máy xem có bị xước hay sứt mẻ- Kiểm tra tình trạng lắp chặt của đá đảm bảo đai ốc giữ đá được xiết chặt
Hình 6.7. Kiểm tra máy mài- Kiểm tra tình trạng chung của máy: Độ chặt của tay nắm, độ rơ của gối đỡ và bộ truyền bánh răng côn, chổi than, dây, công tắc điện.- Cho máy chạy không tải: nghe tiếng máy chạy chẩn đoán hư hỏng và xử lý nếu có.6.3.2. Tháo, lắp máy
49 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
- Tháo lắp chắn phoi: Đưa chắn phoi (1) vào vị trí, vặn vít (3) rồi xoay theo hai chiều mà không bị xê dịch là được, cuối cùng vặn chặt đai ốc hãm.- Lắp tay cầm : Tùy theo người sử dụng thuận tay nào mà lắp tay cầm đúng vị trí phù hợp.- Lắp đá, kẹp chặt đá mài: Đưa định tâm (6) vào trục (7), lắp đá (5) qua trục (7)vào định tâm (6) và vặn đai ốc (4) vào. Xiết chặt đai ốc (4) bằng cách tay trái hãm
Hình 6.10. Tháo, lắp đá màichốt (9) tay phải vặn cole chuyên dùng (8) vừa đủ lực tránh làm vỡ đá, sau khi máy chạy đá sẽ được tự hãm - Thay chổi than : Sau một thời gian làm việc chổi than bị mòn, cần thiết phải thay thế ngay trước khi phần còn lại của chổi than cuốn vào trong làm hỏng cổ góp. Dùng tuavit hai cạnh vặn vít cạnh sườn máy, tháo chổi than cũ và lắp chổi than mói vào.
Hình 6.11. Chổi than Hình 6.12. Tháo chổi than
50 | P a g e

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
6.3.3. Bật tắt công tắc máy
15 14 Hình 6.14. Cố định công tăc máy Công tắc máy có thể được bố trí phía trên, dưói thân hay bên sườn.- Giữ máy bằng tay trái, tác dụng lực vào nút trượt (10) thông qua ngón tay cái của bàn tay phải theo hướng máy hoạt động. Nếu muốn tắt máy ta đưa (10) về vị trí (0).- Với máy có công tắc điều khiển ở phía sau. Để mở máy giữ chắc máy, ngón tay trỏ bàn tay phải bốp cò điều khiển (14) máy sẽ hoạt động, nếu muốn tắt máy thả cò (14).- Muốn máy chạy liên tục không bị mỏi ngón tay trỏ thì sau khỉ bốp cồ điều khiển (14) ta ấn chốt (15) vào.Lưu ý : trước khỉ tắt công tắc phải nâng máy lên khỏi vật mài, tắt công tắc, chờ máy dừng hẳn mới đặt máy lên giá đỡ.6.4. Kỹ thuật mài bằng máy mài cầm tay- Cầm chếch máy một góc khoảng 15° -ỉ- 20° và cho cạnh đá tiếp xúc với vật mài.- Dỉ chuyển đá trên mặt vật về phía trước, phía sau, sang phải, sang trái với lực ấn đều
Tài liệu tham khảo :
51 | P a g e
Hình 6.15. Góc nghiêng máy mài Hình 6.16. Di chuyển máy mài

Đề cương chi tiết ‘Chế tạo phôi hàn’ Ks. Hàn. Trần Ngọc Thủy
52 | P a g e