Embed Size (px)
Citation preview
제 1 장 PM이란 무엇인가
1. 생산활동과 PM
1-1 PM의 필요성 1-2 생산활동에 있어서의 PM의 역할 2. PM의 의의와 발전 과정 2-1 PM의 발전 과정 2-2 예방보전의 설비의 예방 의학 2-3 정기보전과 예지보전의 관계 2-4 PM의 목적과 수단과의 관계 2-5 PM진화의 5단계
3. PM활동의 방법과 역할 분담 3-1 PM활동의 구조 / 생산보전체계의 사례 3-2 보전의 분류와 분담 3-3 OPERATOR(운전자, 작업자)와 보전맨의 역할분담
4. "이익이 되는 PM"의 사고법 4-1 이익이 되는 PM의 3가지 요점 4-2 보전비와 열화손실의 합계를 최소로 한다 4-3 고장에 의한 열화 손실을 감소시킨다 4-4 필요한 보전을 효율적으로 해서 보전비를 떨어뜨린다. 어느쪽이 이익인가
5. PM의 관리 지표 5-1 신뢰성 보전성의 평가 5-1 설비종합효율 평가
목 차

근대 공업의 특색중 하나는 기계화, 자동화라고 말 할 수 있지만, 설비의 고도화가
진행하면 할수록 복잡한 기계장치가 사람의 생각대로 움직여지지 않아 왔다.
그래서, 기계화, 자동화가 진행된 공장일수록 다음과 같은 설비상의 문제에 빠져
있는 일이 많다.
1) 돌발 고장 때문에 생산이 정지되고, 생산계획은 흐트러지거나 납기가 늦는 경우가
나오거나, 잔업, 휴일 출근을 부득이하게 되었다.
2) 기계장치의 정밀도 저하, 성능 노화 때문에 불량품과 2급품이 나오거나 답보상태
에 빠져 수율이 저하된다.
3) 설비의 효율저하나 증기누설,공기누설,기름누유 등 귀중한 자원 에너지가 헛되게
낭비되고 있다.
4) 설비의 마모, 부식 등 노화가 심하여 점검, 급유, 청소, 수리 등 설비의 보전에
많은 인원과 경비가 필요하다.
5) 설비의 오조작, 설계조작실수, 수리미스 등으로 재해나 공해가 발생한다.
설비의 고도화에 즉각 응해서 PM의 관리체제, 기능수준을 높여가는 것이야 말로
공업화가 진행된 기업이 이 어려운 경제환경을 뚫고 나아가기 위해서의 기본적 조건
이고, 자원 에너지 문제, 환경, 공해문제, 혹은 생산량, 품질, 가격, 납기문제등을
해결하는 근본적인 대책이다.
1. 생산활동과 PM
1-1 PM의 필요성
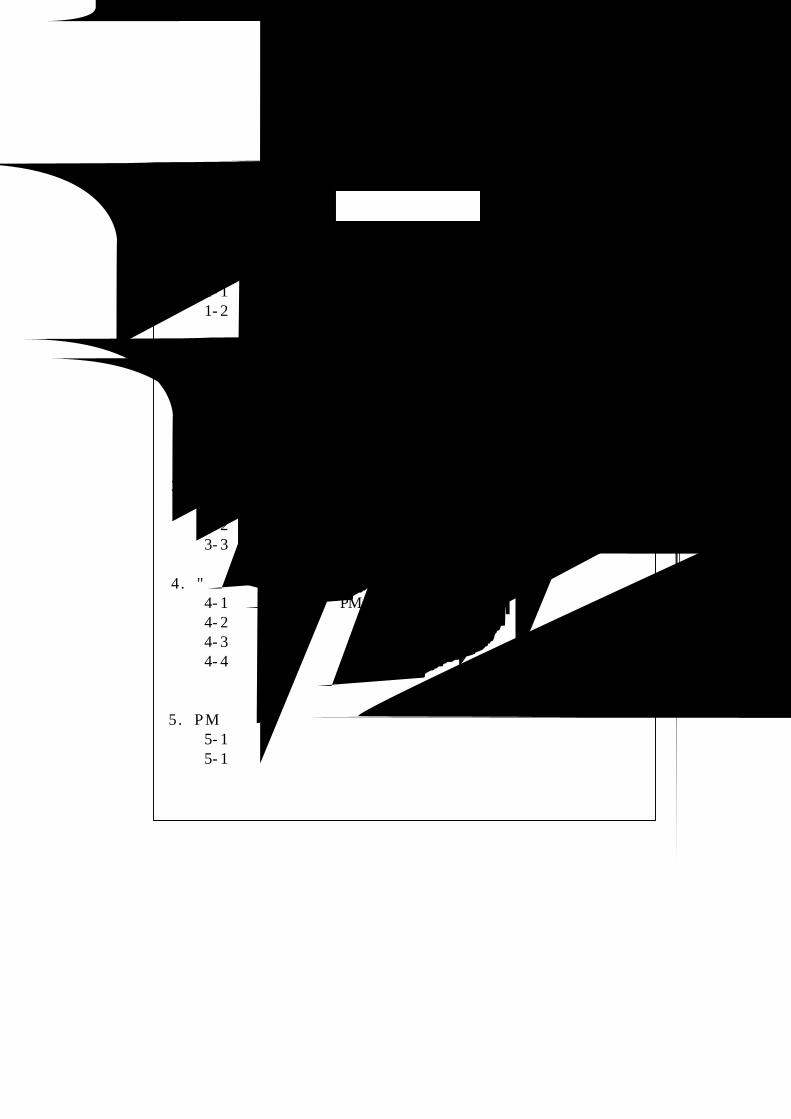
전원참가의 PM 계획
Man사 람
Machine설 비
Material원재료
Method관리수법
Money (자금)
Production
(P) 생산성
ProductionControl공정관리
Quality
(Q) 품 질
QualityControl품질관리
Cost
(C) 코스트
CostControl원가관리
Delivery
(D) 납 기
Delivery Control납기관리
Safety
(S)안전위생환경
Safety &Pollution
안전환경관리
Morale
(M) 작업의욕
HumanRelation노무관리
ManpowerAuthorization
정원관리
Plant Engg &Maintenance
설비관리
InventoryControl
자재관리
INPUT
OUTPUT
Method관리방법
INPUT
OUTPUT
= 생산성
공장활동의 목적
P M
1-2 생산활동에 있어서의 PM의 역할
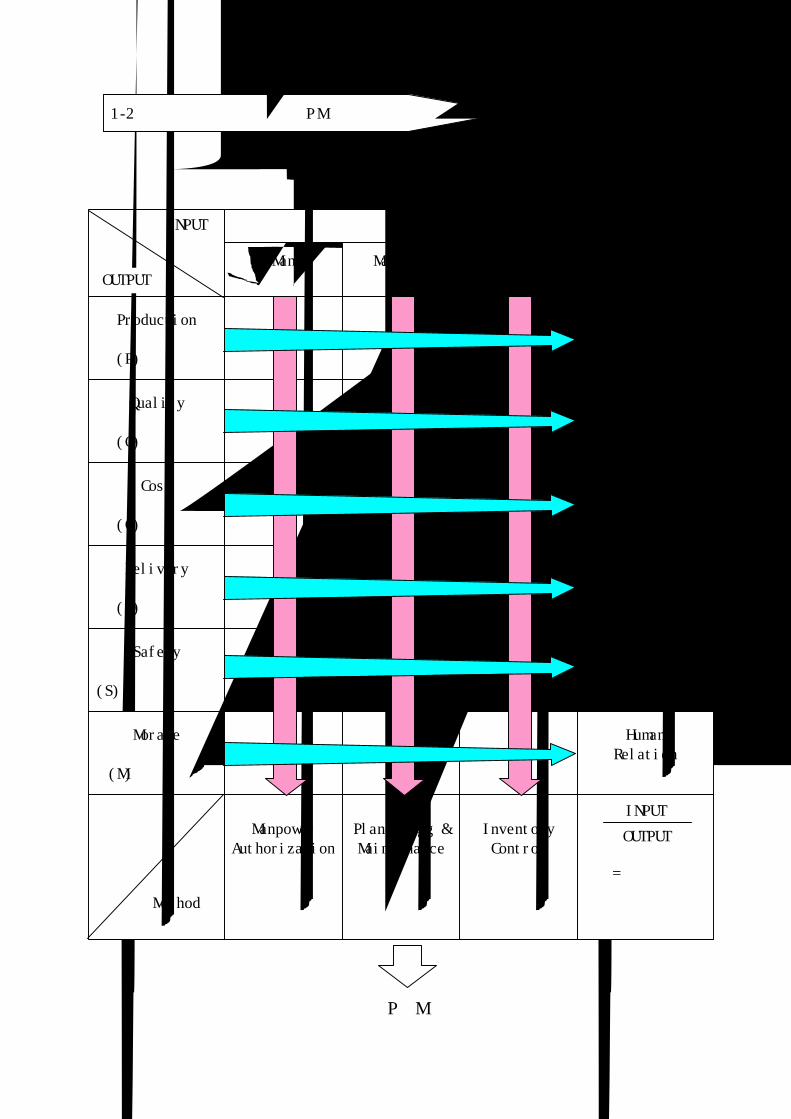
PM - PREVENTIVE MAINTENANCE 예방 보전
PM - PRODUCTIVE MAINTENANCE 생산 보전
CM - CORRECTIVE MAINTENANCE 개량 보전
MP - MAINTENANCE PREVENTION 보전 예방
RELIABILITY ENGINEERING 신뢰성 공학
TPM - TOTAL PM "전원참가의 PM"
CBM - CONDITION BASED MAINTENANCE 예지 보전
1925년 미국의 문헌에 처음 오름1951년 일본 동아연료공업(주)에서 처음 도입
1954년 미국 GE자 제창 "생산성을 높이기 위한 보전" - 경제성 강조
1957년 무렵부터 강조 "설비 자체의 체질개선"
1960년 FACTORY지 게재 "신설비의 PM 설계"
1962년 무렵부터 강조RELIABILITY와 MAINTENABILITY (신뢰성) (보전성)
1971년 JIPE 제창
1980년 설비진단기술의 개발과 적용
2. PM의 의의와 발전과정
2-1 PM의 발전과정
* 보전활동의 3요소
일 상 예 방 일 상 보 전
(노화 방지)
(급유, 청소, 조절, 점검)
예
방
의
학
예
방
보
전
건 강 진 단 검 사 (진단)
(노화 측정)
초 기 치 료 예방수리 (사전 교환)
(노화 회복)
3요소
대상
노화예방활동 노화측정활동 노화회복활동
인 간
일상예방
병에 걸리지 않도록
한다
스포츠, 예방주사 등
건강진단
병 기운이 어떤가
조사한다
정기검진, 정밀검진 등
초기치료
병을 치료한다
약, 수술 등
설 비
일상보전
청소, 주유 등
설비검사 점검, 검사 등
예방, 수리
교환, 정비 등
2-2 예방보전은 설비의 예방 의학

예 방 보 전(TIME BASED 보전)
정 기 보 전
예 방 보 전
(CONDITION BASED 보전
--------------- 주기 일정
--------------- 주기 변동
* TIME BASED 보전 : 옛날부터 행하여 지고 있는 전통적인 방법으로, 시간을 기준으로 보전시간을 결정하는 방법을 말한다. 이 방법은 정기보전 또는 FIXED TIME ,AINTENANCE라 불리우고 있다.
* CONDITION BASED 보전 : 설비의 상태를 기준으로 해서 보전의 시간을 결정하는 방법을 말한다. 이 방법을 적용하는데는 설비의 상태를 진단하기 위하여 설비진단 기술의 개발과 적용이 필요하다. 이 방법은 예지보전 또는 상태기준보전이라 불리우고 있다.
목 적 수 단
* 생산 보전 예방 보전 (PM)
사후 보전 (BM)
개량 보전 (CM)
보전 예방 (MP)가장 경제적인 보전
생산성이 높은 보전
생산보전은 목적을 표현하는 언어이고, 그 목적을 달성하는 수단으로 예방보전, 사후보전, 개량보전, 보전예방 등의 구체적인 ACTION을 취하는 것이다. 이와 같이 생산보전과 예방보전이라는 것은 목적과 수단의 관계이다.
2-3 정기보전과 예지보전의 관계
2-4 PM의 목적과 수단과의 관계
2-5 PM 진화의 5단계
1950 1960 1970 1980
사후보전시대
예방보전시대
생산보전시대
TPM시대
CONDITION BASED의TPM시대
TIME BASED의 보전
CONDITIONBASED의 보전

생산계획
보전목표설정
중점설비,중점개소의 선정
보전표준의 설정수리표준검사표준정비표준
보전계획
보전의 실시
수리 검사 정비
기록, 분석
효과확인
일상보전
교 육
안 전
예비품관리
보전비관리
예산편성
↓
보전비기록
돌발고장
고장분석
예지보전
보전예방
개량보전
FEED BACK
3. PM활동의 방법과 역할분담
3-1 PM활동의 구조

생산 보전 체계의 사례
방 침
회의체
보전관리부서 보전관리부서
시설부생산기술부
시설부 전동과 (전기, 동력계)공장제조 기술과 (보전, 공작계)
공장 각과(제조부문)
계
획
년 도 목 표
실시 계획(개량,
정기보전)
실시 계획(일상,
정기보전)
년도목표
실시 계획
(자주보전)
회사방침
생산회의
실
시
자주보전DALILYL & S 보전
이상발견상황조사
수리의뢰고장수리
돌발고장
가동기록보전결과확인
보전기록보전 DATA 통계 작성
확인
평 가평 가
대
책
개선교육MP 설계자료화
재발방지
교육협조
개량보전
공 사
공사관리(정기,외주)
계 량 기
정기점검
예방보전
- 예방수리
- 정기점검
- 검 사
- 정기정비
- 순찰점검
- 중점점검
개량보전

보전운전노화회복노화측정노화방지수 단 분 류목 표
분 담실 시 활 동
바른 조작
절차 조정
청소,잠재결함의 도출, 처치
급 유
증가 합계
사용조건, 노화의 일상점검
소정비
정상운전
일상보전
예방보전
정기점검
정기검사
정기정비
정기보전
경향조사
비정기정비
예지보전
이상의 초기발견과 확실하고 신속한 처치
돌발수리
사후보전
강도 향상
부하 경감
검사방법개선,개발
정비작업및품질개선
개량보전(신뢰성)
개량보전(보전성)
유지활동
개선활동
생산보전
보전목표달성
○
○
○
○
○
○
○
○ ○
○
○
○
○
○
○
○ ○
○ ○
○ ○
○
3-2 보전의 분류와 분담
3-3 OPERATOR와 보전맨의 역할 분담
설
비
보
전
OPERATOR 보전담당자 수리부문 또는 외주업자
- 정상운전- 일상점검, 청소, 급유 증가 합계- 이상의 초기 연락
- 정기 점검- 교환 정비- 작은 수리
- 분해 검사- 정기 정비- 개조, 분해 수리- 고장 수리
건
강
관
리
어머니 또는 본인 보건소, 진찰소 병 원
- 일상 건강에 주의 혈압, 맥박, 체온측정- 무리를 하지 않는다- 이상의 조기치료
- 건강 진단- 예방 주사- 가벼운 병의 초기치료- 체질 개선
- 입원 수술- 정밀 진단- 특별치료, 중병치료- 실험, 연구, 개발
자
동
차
정
비
운 전 자 수리소 또는 주유소 정비공장
- 안전 운전- 일상 점검, 손질- 이상의 초기 처리
- 조정 (엔진, 브레이크, 공기압)- 교환 (플러그, 전구, 오일)- 작은 수리, 판금 수리 도색
- 정기 수리, 차량 점검- 수리- 개선
1. 보전비와 노화손실의 합계를 최소로 한다
합계
노화손실
보전비
비용
↑
→ 시간 (또는 처리량)
4-1 "이익이 되는PM"의 3가지 요점
4. "이익이 되는 PM"의 사고법
2. 고장에 의한 노화손실을 줄인다
* 고 장노화고장 (기능저하형)
돌발고장 (기능정상형)
* 고장절감 → 노화손실감소
(신뢰성 향상)
3. 필요한 보전을 효율적으로 해서 보전비를 떨어뜨린다
* 설비, 치공구, 에비품 등의 물적 환경조건의 개선
(보전성 향상)
* 작업관리 측면의 개선
단위 기간당 노화손실 누계
단위 기간당 보전비
합계설비비용
보전비
비
용
↑
최적수리주기
→ 시간 (또는 처리량)
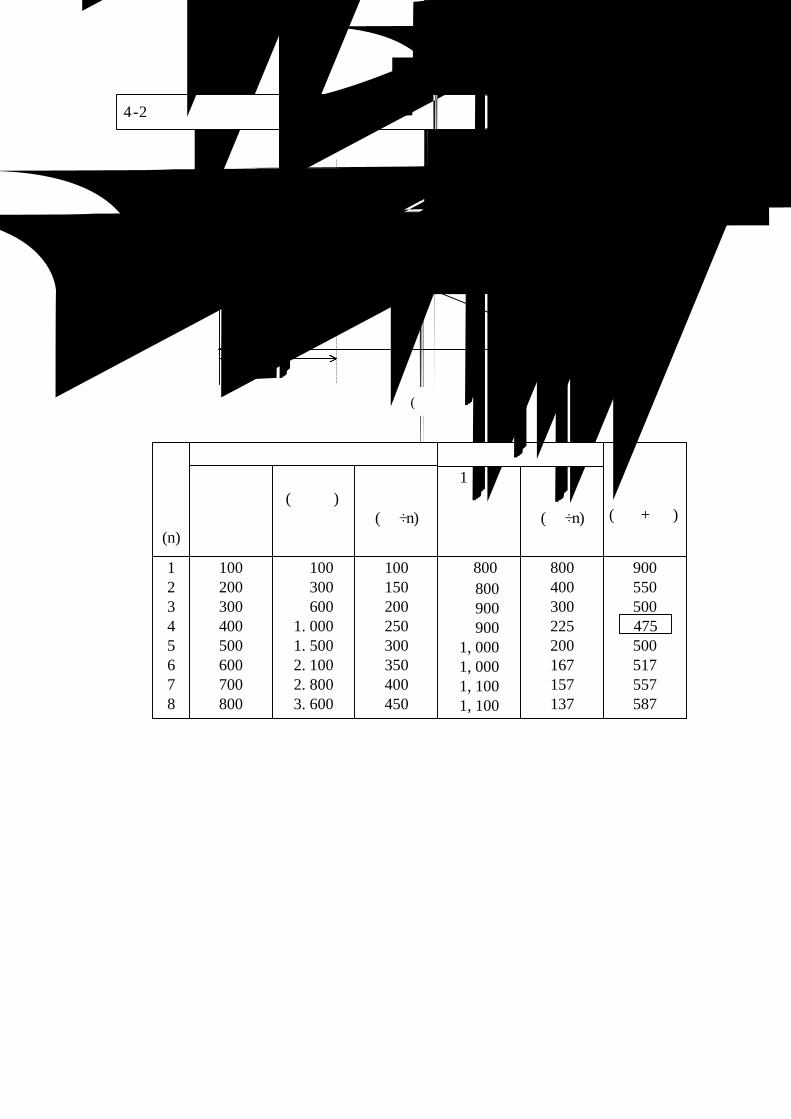
4-2 보전비와 열화손실의 합계를 최소로 한다
최소비용점
경
과
월
수
(n)
노 화 손 실
당 월노화손실
①
누 계(∑ ①)
②
월 당노화손실(②÷n)③
1회당수리비
④
월 당수리비(④÷n)⑤
월 당비용합계(③ + ⑤)
⑥
수 리 비
100200300400500600700800
100 300 6001.0001.5002.1002.8003.600
100150200250300350400450
800 800 900 9001,0001,0001,1001,100
800400300225200167157137
900550500
500517557587
12345678
475
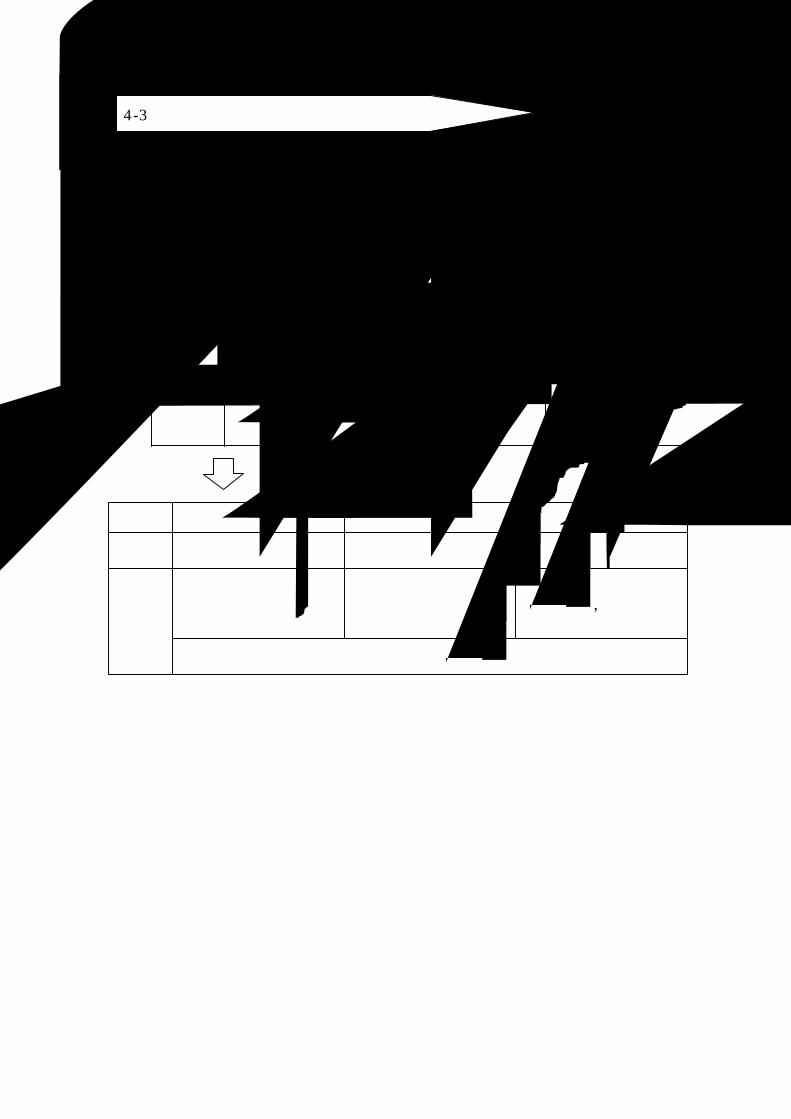
- 고장을 줄이기 위해서는 -
규정고장율
고장율↑
초 기고장기(A)
우 발고장기(B)
마 모고장기(C)
보전에 의한고장율의 저하
유용수명
구 분 초 기 고 장 우 발 고 장 마 모 고 장
원 인 설계 제작상의 실수 운전 조작상의 실수 수 명
대 책
시운전 검수의 여행초기 유동관리
올바른 조작 예방보전, 개량보전
보 전 예 방
4-3 고장에 의한 열화손실을 감소시킨다

보전의 작업능률은 좋지 않다
준비작업1/3
정미작업1/3
휴식1/3
예비품, 재료 준비
치공구 준비
도면 준비
연락 협의
1. 설비, 치공구, 예비품 등의 물적 환경조건 개선 1) 보전의 대상이 되는 설비, 치공구의 보전성 개선(CM), 구조, 배치 설치에 관한 점검, 주유, 손질, 교환등을 쉽게 할 수 있도록 보전 의 자동화를 계획한다. 2) BLOCK 교환 방식의 채용 3) 에비품 및 도면의 보관 정리 4) 보전용의 설비, 치공구의 개선 5) 운반용구의 확보(CRANE, HOIST, CHAIN BLOCK, 운반차 등) 6) 환경개선 (열, 환기, 분진, 비계, 조명)
2. 작업관리 개선
1) 보전작업 (분해검사, 수리, 손질 등) 순서의 재점검 2) 적정한 수리계획을 세운다 (NET WORK 방법 활용) 3) 작업의 연결, 지시명령 계통을 명확히 한다. 4) 작업자, 단체 기량의 적정화 5) 단체내의 인간관계를 좋게 한다. 6) 교육 7) 보전 현장 조직의 재검토
보전작업 능률향상 대책
4-4 필요한 보전은 효율적으로 해서 보전비를 떨어뜨린다

어느쪽이 이익인가
- 2종류의 도료의 비교 -
구 분 도 료 값 수 명 비 율
도 료 A
도 료 B
100만
300만
3년
6년
33만/년
50만/년
3년 3년
도 료 값 : 100만엔 100만엔
인 건 비 : 400만엔 400만엔
6년
도 료 값 : 300만엔
인 건 비 : 400만엔
- 설비의 LIFE CYCLE COST의 비교 -
구 분 A B
설비의 구입 가격 1,000만엔 700만엔
매년 운전 유지비 300만엔/년 600만엔/년
사 용 년 수 5 년
계 산 이 율 10 %
년 가 비 교 563.80만엔 784.66만엔
현 가 비 교 2,137.3만엔 2,974,6만엔
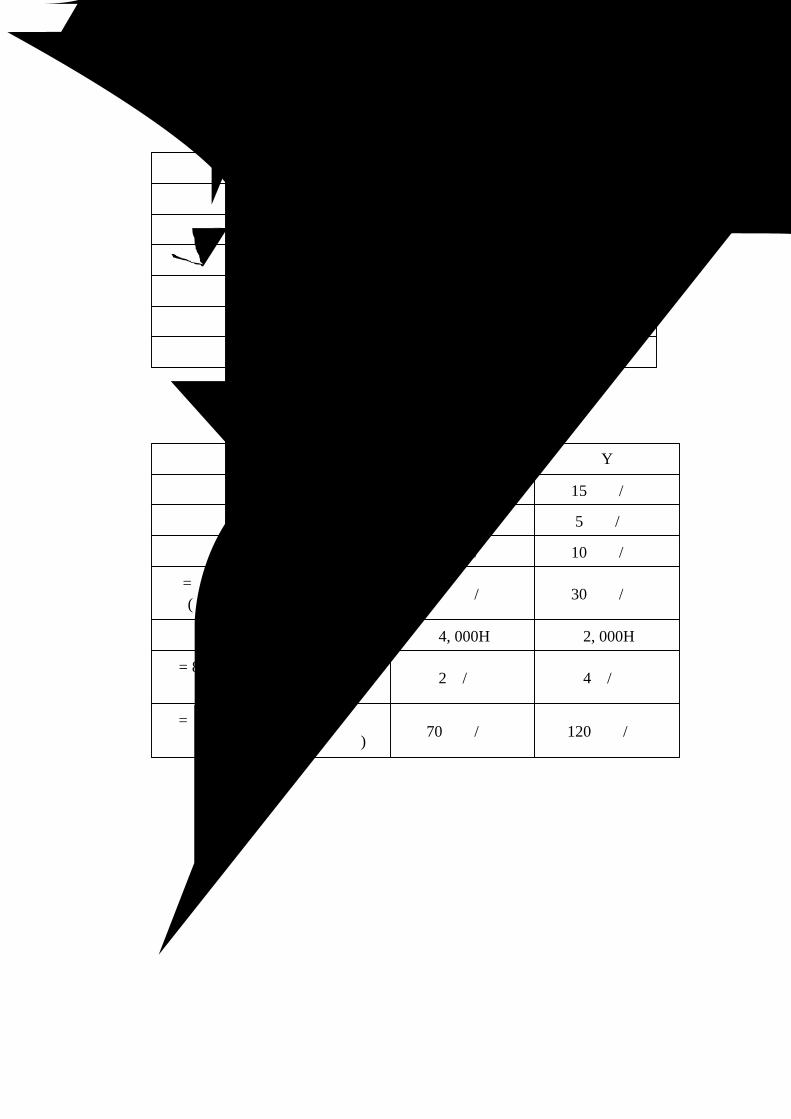
- 제품 X와 Y의 비교 -
구 분 X Y
① 부품 구입 가격 20만엔/개 15만엔/개
② 부품 교환 노무비 5만엔/회 5만엔/회
③ 부품 교환의 중지 손실 10만엔/회 10만엔/회
④ = ① + ② + ③ (보전비 + 중지손실)/회
35만엔/회 30만엔/회
⑤ 부품의 평균 수명 4,000H 2,000H
⑥ = 8,000H ⑤ 부품의 년간 교환 횟수
2회/년 4회/년
⑦ = ④ × ⑥ 년간 (보전비 + 중지손실)
70만엔/년 120만엔/년
5. PM의 관리 지표
5-1 신뢰성 보전성의 평가
구분 평 가 척 도 계 산 식 의 미
신
뢰
성
평균고장간격
(MTBF)고장 발생 간격의 평균
작동시간
고장정지횟수
고장도수율 부하시간당 고장발생 비율고장정지횟수
부하시간×100
보
전
성
평균수리시간
(MTTR)고장 정지 시간의 평균
고장정지시간
고장정지횟수
고장강도율 부하시간당 정지시간 비율고장정지시간
부하시간×100
주) MTBF (Mean Time Between Failures) MTTR (Mean Time To Repair)
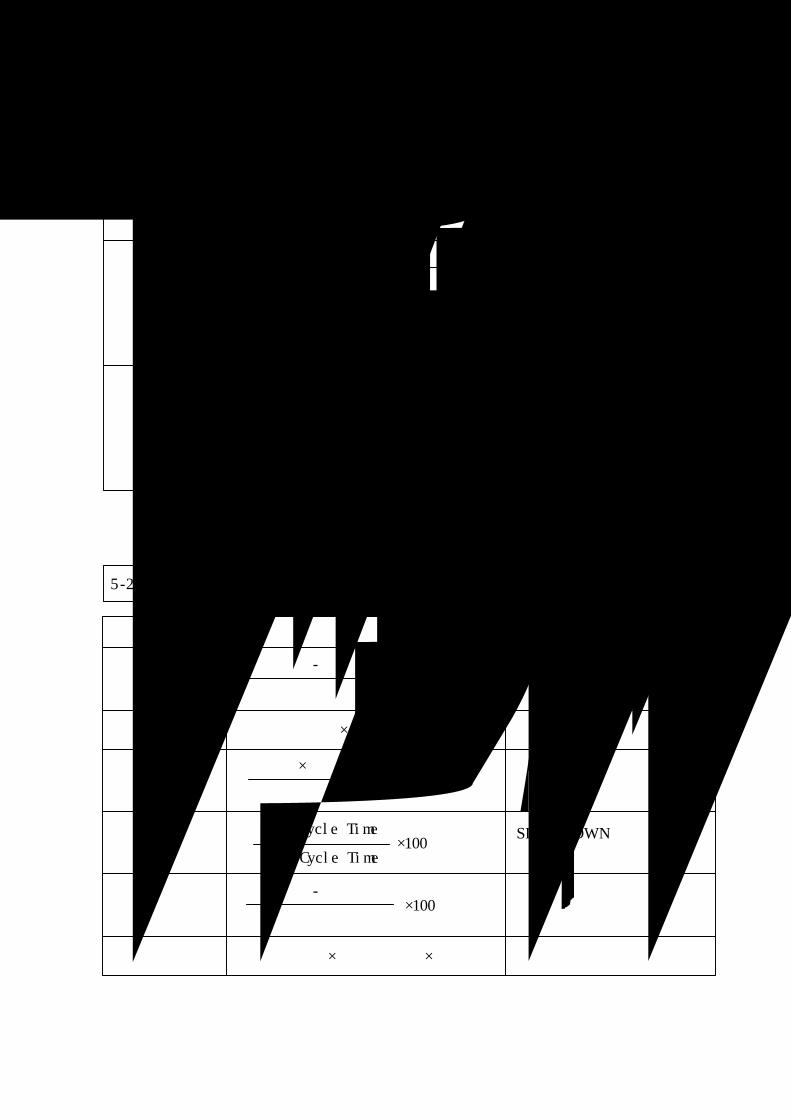
5-2 설비종합효율 평가
평 가 척 도 계 산 식 의 미
시간가동율 정지 손실 발생 비율부하시간 - 정지시간
부하시간×100
성능가동율 정미가동율 × 속도가동율 × 100 속도 손실 발생 비율
정미가동율 적은 정지시 손실의
발생 비율
생산고 × 실제 Cycle Time
부하시간×100
속도가동율 SLOWDOWN 손실의
발생 비율
이론 Cycle Time
실제 Cycle Time×100
양 품 율 불량수리 손실 발생 비율투입수량 - 불량수량
투입수량×100
설비종합효율 시간가동율 × 성능가동율 × 양품율 설비의 유효 활용 비율

제 2 장 TPM추진과 직반장의 역할
1. TPM의 정의와 효과사례
1-1 TPM의 정의 1-2 TPM의 기본 이념 / TPM의 목적 1-3 TPM의 목적
2. 설비효율을 최고로 하기 위해서는 2-1 설비종합효율이란 설비종합효율의 계산 방법 2-2 고장대책의 사고법 2-3 TPM 전개순서의 사례 3. TPM도입의 준비체제 만들기 3-1 TPM 전개 프로그램의 12단계 3-2 TPM 추진기구 / TPM 추진기구의 사례 3-3 TPM의 기본방침과 목표의 설정 사례
4. TPM 도입실시부터 정착까지 4-1 MODEL 설비에 의한 TPM 추진순서 4-2 설비효율화의 개별개선 - PM분석의 실예 4-3 자주보전 전개의 단계 사례 4-4 보전공사관리의 FLOW 사례 - 년간 보전 카렌다 - 설비진단기술의 활용과 고장유형 진단법 4-5 보전기초과정 과목 개선사례 - 보전기초과정 - 기술평가 4-6 설비초기관리 체제 - 설비초기관리 체제 - 보전불필요의 설계를 위한 시스템 4-7 TPM 성숙도 평가기준
5. TPM 추진에 관한 직반장의 역할
6. 소집단활동의 기초지식
목 차

TPM (전원참가의 PM) 이란
① 생산 시스템 효율화의 극한 추구(종합적 효율화)를 하는 기업체질 만들기를 목표로 해서
② 생산 시스템의 Life Cycle 전체를 대상으로 한 "재해 0, 불량 0, 고장 0" 등 온갖 손실을 미연에 방지하는 구조를 현장, 현물로 구축하고
③ 생산부문을 필두로 개발, 영업, 관리 등의 모든 부문에 걸쳐서
④ TOP으로부터 제일선 종업원에 이르기까지 전원이 참가하여
⑤ 중복소집단활동에 의해 "손실 0" 를 달성하는 것을 말한다
기업의 체질 개선(업적향상, 밝은 직장 만들기)
Man, Machine System의 극한 상태 발휘(당연히 구비해야 할 모습의 추구)
손실, 낭비의 예방, 철저 배제
인원, 설비의 체질개선
직제활동과 집단활동의 일체화
1-1 TPM의 정의
1. TPM의 정의와 효과 사례
1-2 TPM의 기본 이념
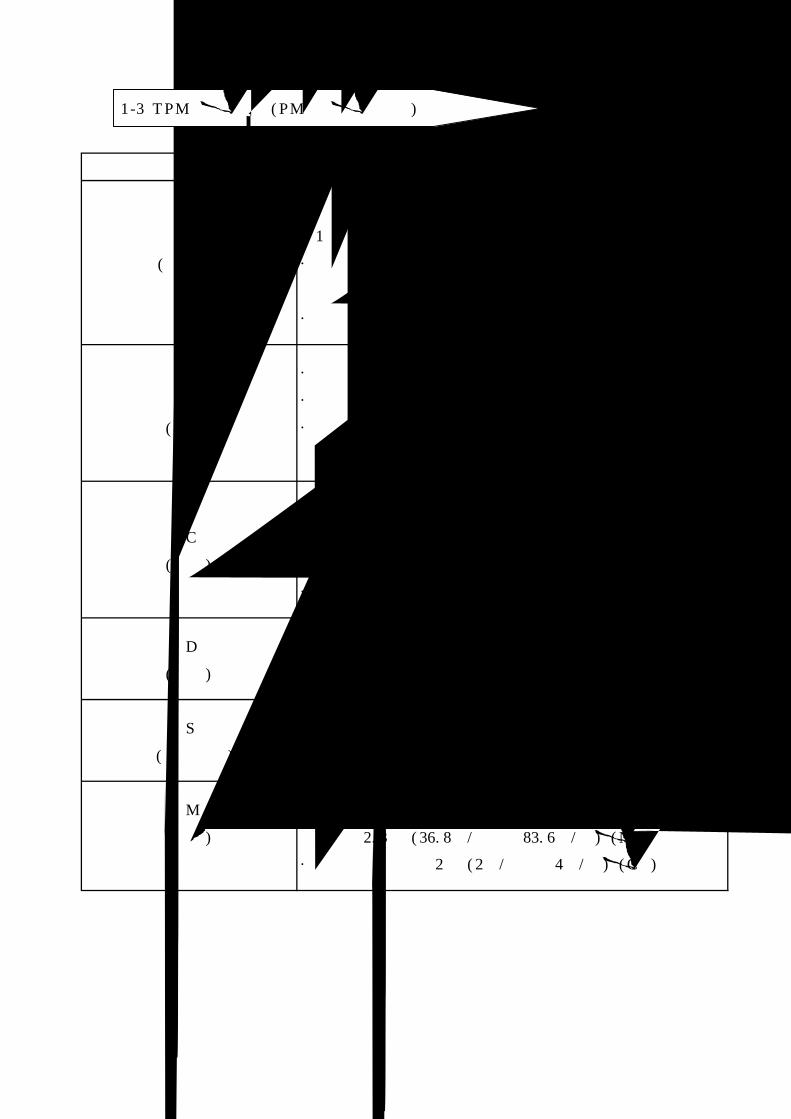
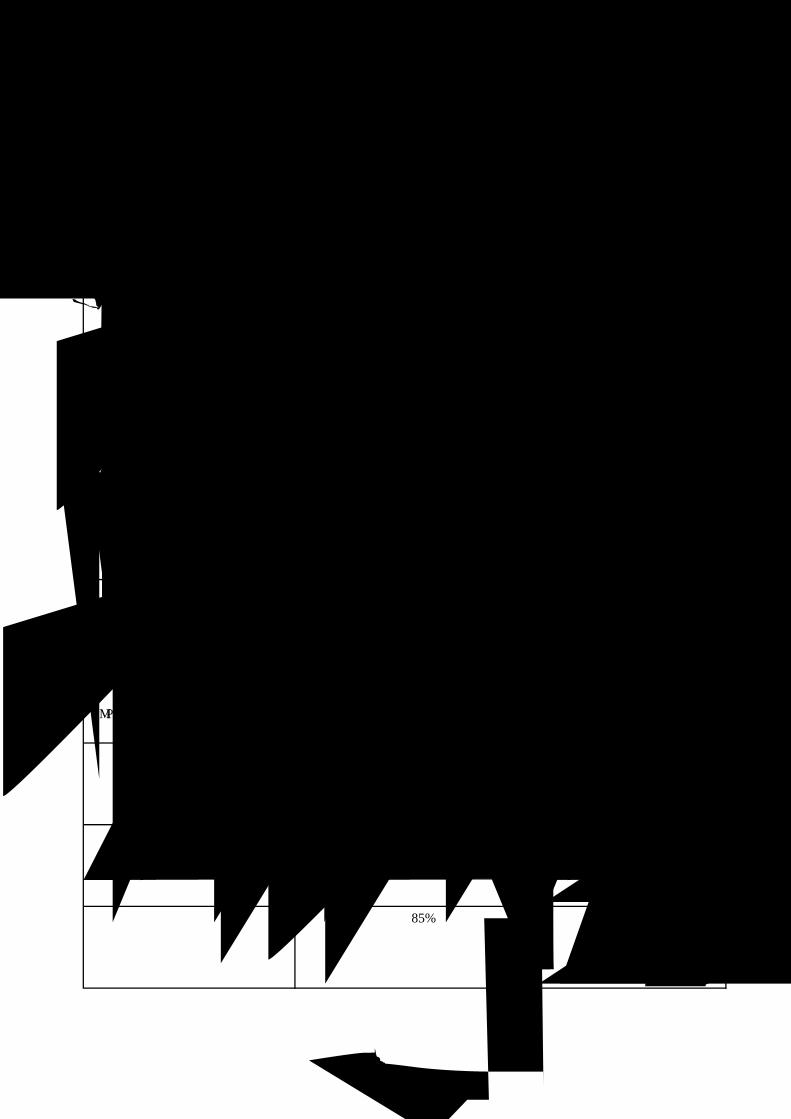
항 목 효 과 사 례
· 노동생산성 1.4배 (M사), 1.5배 (F사)
P · 1인당 부가가치 1.47배 (A사), 1.17배 (AS사)
(생산성) · 설비가동율 17% 향상 (68% → 85%) (T사)
26% 향상 (55% → 81%) (C사)
· 돌발고장 1/50 (1,000건/월 → 20건/월) (TK사)
· 공정내 불량율 1/10 (1.0% → 0.1%) (MS사)
Q · 폐기 불량율 1/3 (0.23% → 0.08%) (T사)
(품질) · 납입처 Claim 1/2 (MS사), 1/2 (F사),
1/4 (MZ사)
· 인원 절감 30% (TS사), 30% (C사)
C · 보전비 절감 15% (TK사), 30% (F사)
(비용) 30% (NZ사)
· 에너지 절감 30% (C사)
D · 제품 재고 일수 1/2 (11일 → 5일) (T사)
(납기) · 제품 재고 회전율 2배 (3회/월 → 6회/월) (C사)
S · 휴업 재해 ZERO (M사)
(안전환경) · 공해 ZERO (각사)
M · 개선 제안 건수
(의욕) 1인당 2.3배 (36.8건/년 → 83.6건/년) (N사)
· 서클 회합 회수 2배 (2회/월 → 4회/월) (C사)
1-3 TPM 효과 사례 (PM상 수상 사업장)
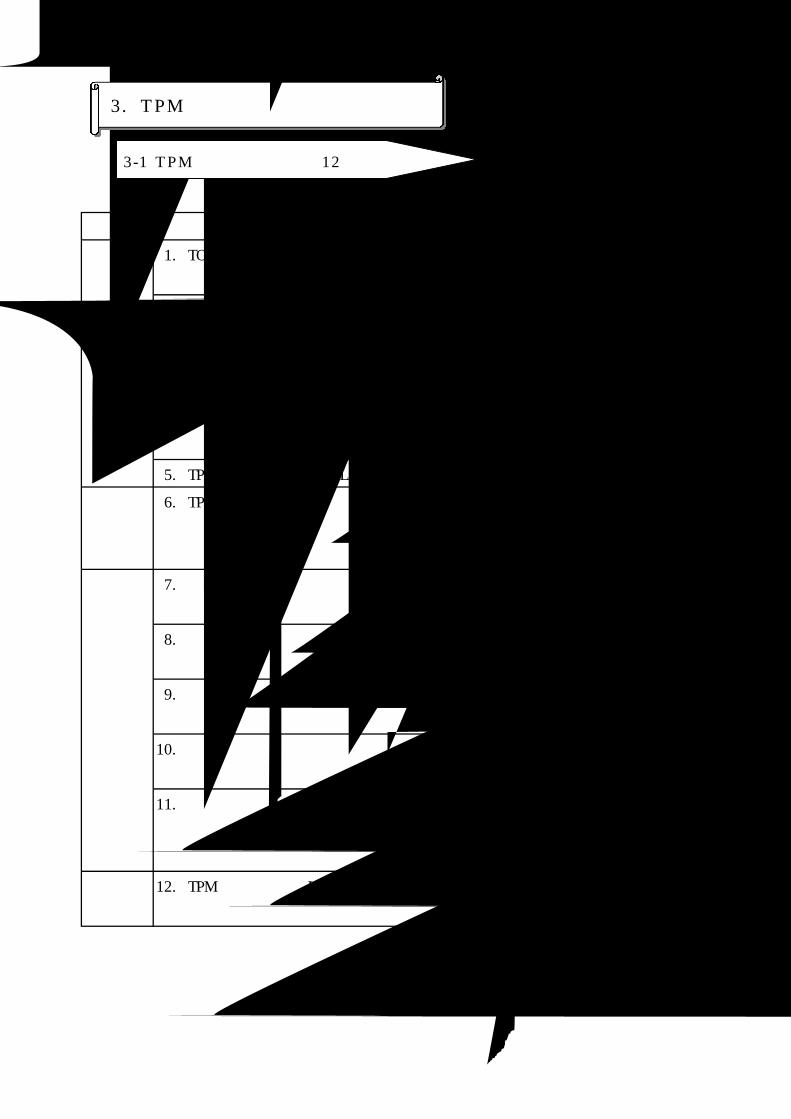
구분 단 계 요 점
1. TOP의 TPM 도입 결의 선언 · TPM 사내 강습회에서 선언
도 · 사보에 게재
입 2. TPM의 도입 교육과 홍보 · 간부 : 계층별 합숙 훈련
준 · 일반 : 슬라이드 영사회
비 3. TPM 추진기구 만들기 · 위원회 : 전문분과회
단 · 사무국
계 4. TPM의 기본방침과 목표설정 · Bench Mark 목표
· 효과 예측
5. TPM 전개의 MASTER PLAN 작성 · 도입준비에서 수상 심사까지
도입 6. TPM의 KICK OFF · 납입처
개시 · 관계회사 초대
· 협력회사
7. 설비효율화의 개별개선 · MODEL 설비의 설정
· 프로젝트팀 편성
도 8. 자주보전 체제 만들기 · STEP 방식
입 · 진단과 합격증
실 9. 보전부문의 계획보전 체제 만들기 · 정기보전, 예지보전
시 · 공사, 예비품, 공구, 도면의 관리
단 10. 운전, 보전의 기술 향상 훈련 · LEADER의 집합 교육
계 · MEMBER 애로의 전달 교육
11. 설비초기관리 체제 만들기 · MP설계
· 초기유동관리
· LCC
정착 12. TPM 완전실시와 LEVEL UP · PM수상 심사
단계 · 보다 높은 목표로 도전
3-1 TPM 전개 프로그램의 12단계
3. TPM 도입의 준비체제 만들기
TOP
MIDDLE
제1선
기본방침, 목표설정
PM의 종합평가
부분방침, 목표설정
PM의 부분평가
자주관리활동
TOP QC
PM
안전
모임
설비설계부문 설비사용부문 설비보전부문
정기검사
수 리
개량보전
일상보전
이상처리
안전운전
신뢰성
보전성
안전성
(보전예방)
설계
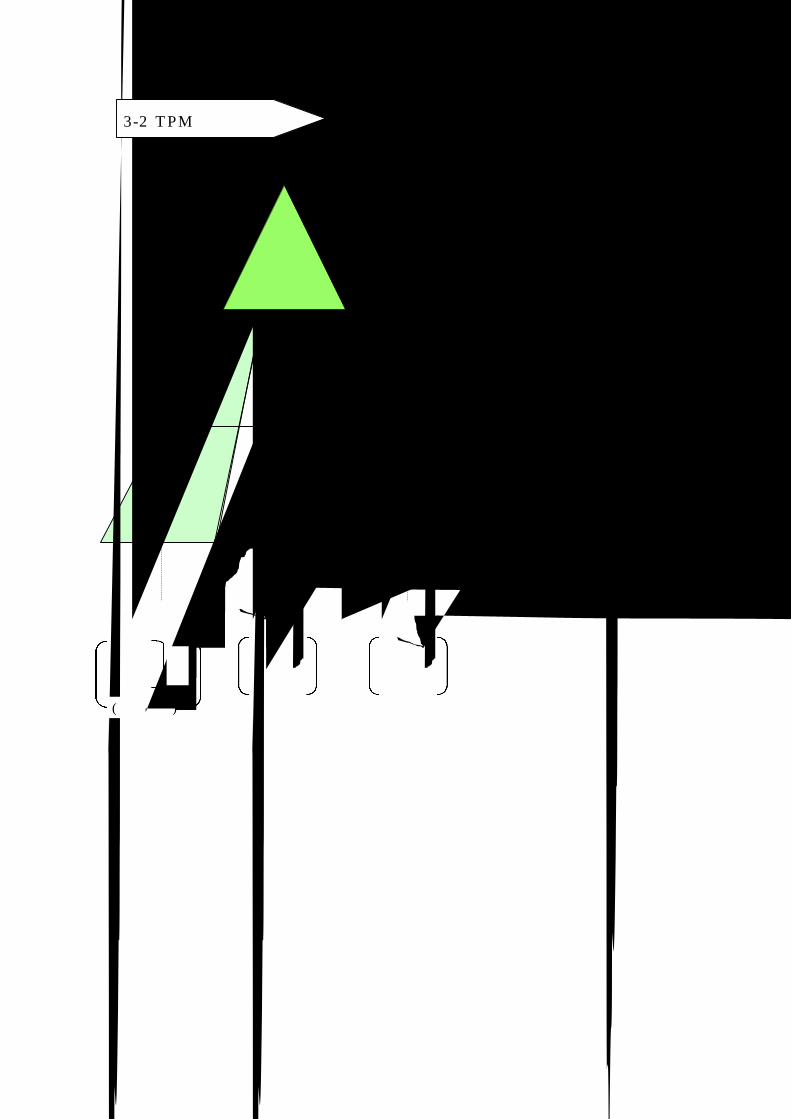
3-2 TPM 추진기구

TPM 추진기구의 사례
사 장
TPM추진위원회
豊田공장
리임과
TPM추진사무국
프로젝트팀
시설부 기술부공무부품질관리부 총무부업무부
생산기술부 기획관리부본사공장尾崎공장
프레스과 조립과
도장과 타이어수도과
제1리임계 제2리임계
PM·QC서클 PM·QC서클PM·QC서클
회사추진회의
부내추진회의
과내추진회의
계내추진회의(리더회)서클
전원참가중복소집단
조직
전문분과회
-홍보분과회 -교육분과회 -자주보전 진단분과회
1. 신제품 타임리, 또한 효과적인 대처 2. 수요동향에의 탄력적인 대응 3. 상품가격의 인하 4. 고도의 품질보증 5. 성자원, 성에너지
1. 설비고장 다발에 의한 생산품과 품질트러블의 증가 2. 연속고부하운전에 의한 설비열화 3. 설계적 약점을 가진 설비증가 4. 사용부문의 설비관리의 의식과 지식 부족 5. 설비관리의 불만에 의한 현상모랄 의 저하
외부정보에 의한 니즈 사내의 니즈
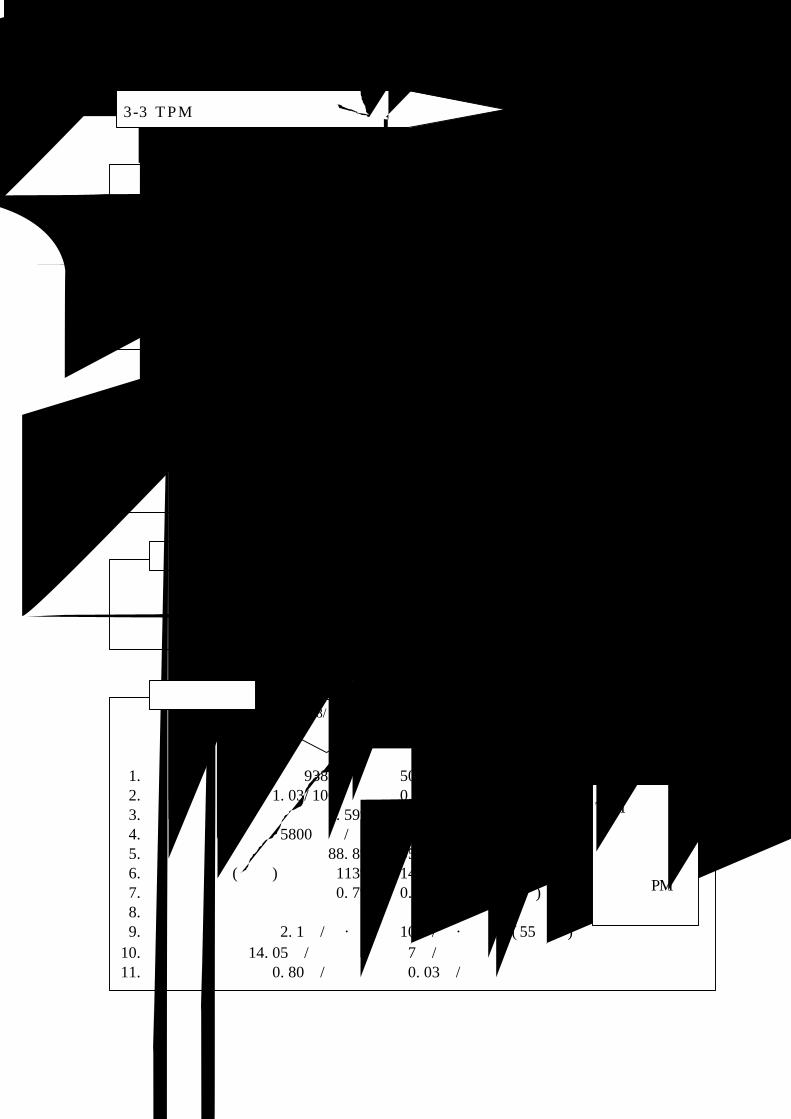
전원참가의 PM으로 고장제로, 불량제로, 부상제로를 목표로 설비의 종합효율화와 원가의 저감을 도모하여, 그 활동을 통해서 전원의 의식혁신을 행한다
기 본 방 침
1. 설비·금형의 고장 저감 4. 설비·금형의 정도관리
2. 대기·준비시간의 단축 5. 성자원, 성에너지의 추진
3. 기존설비의 유효이용 6. 교육훈련의 인재의 육성
중 점 항 목
1. 고장절감 938건/월‥‥50건/월이하 2. 설비고장도수율 1.03/100시간‥‥0.2건/100시간이하 3. 설비고장강도율 1.59%‥‥0.4%이하 4. 불가동시간 5800시간/월‥‥2900시간/월이하(50%감) 5. 설비가동율 88.8%‥‥95.0%이상 6. 생산성향상(능률) 113%‥‥141%이상(25%이상) 7. 공정내 불량절감 0.7%‥‥0.35%이하(52년/하) 8. 성에너지 9. 개선제안건수 2.1건/년·인‥‥10건/년·인이상(55년도)
10. 재해도수율 14.05건/백만시간‥‥7건/백만시간 11. 안전강도율 0.80일/천시간‥‥0.03일/천시간
목 표
TPM활동의성과 및 활동상황에 대해평가를 받기위하여 PM상을 수여한다
78/상실적
81/3목표
3-3 TPM의 기본방침과 목표설정 사례

(1) 모델을 선택한다.
PQCDSM의 개선효과가 기대되는 중점설비
(2) 프로젝트팀을 만든다.
직장소집단, 보전담당자, 보전기술 STAFF, 설비계획 프로세스 STAFF등을 멤버로
(3) 소집단활동에 대한 모델 설비의 5S
청소곤란개소, 발생원 대책, 불량개소, 미결함 등 제안
(4) 순간정지대책
발생개소, 발생회수의 기록, 검토, 개선활동
(5) MTBF 분석과 개선활동
보전작업 삭감 연구
(6) 모델설비의 정기보전과 예지보전
정기정비기준, 보전달력 작성, 설비진단기술의 적용
4-1 모델 설비에 의한 TPM 추진순서
4. TPM 도입실시부터 정착까지
(예 1)
예(2)
4-2 PM분석의 실예
공장 현 상 물리적인 해석 성립하는 조건 설비, 재료, 치공구의 관련성
비닐압출공장
열분해 어느 일정량 이상의 열량을 가하는것에 의한 탄화현상, 난류에 의한부분적인 동반한탄화현상
1.Cylirder와 Screw의 간격
2.Screw에 기인 한다.
3.각 부품의 부착 정도
4.각 부품의 정밀도
1-1 Cylirder의 마모1-2 Cylirder와 Screw의 간격
2-1 Screw의 편심2-2 Screw의 파손2-3 Screw의 마모2-4 Screw의 오염
3-1 부착정도
4-1 각 부품의 정밀도4-2 접촉면의 오염
공장 현 상 물리적인 해석 성립하는 조건 설비, 재료, 치공구의 관련성
건
전
지
공
장
회전
테이블
위에서
전지가
넘어짐
외적조건(충격,마찰,진동 등)에의한 중심이동으로 평행을 잃는다
1.마찰의 발생조건 -회전테이블과 틀의 접촉면 -틀 자체에 기인 (접촉면 변형, 이물질 부착)
2.진동의 발생조건 -회전테이블자체에 기인 -회전테이블과 주변 Guide의 접촉
3.충격의 발생조건 -Conreyer와 회전 테이블의 -회전테이블과
생 략
2-1 Table의 표면상태2-2 Table의 평탄도2-3 Table의 흔들림2-4 Table의 회전2-5 Guide의 형상,위치,각도2-6 Guide의 표면상태2-7 Table과 Guide의 접촉 상태

단계 명 칭 활 동 내 용
1 초기청소 설비 본체를 중심으로 쓰레기, 오염의 배제와 급유,
증감관계의 실시 및 설비의 불량상태 복원
2 발생원곤란개소 쓰레기, 오염의 발생원, 비산방지와 청소급유의 곤란
대책 개소를 개선하고, 청소, 급유의 시간단축을 도모한다
3 청소, 급유기준의 단시간에 청소, 급유, 조임을 확실히 유지할 수 있도록
작성 행동기준을 작성한다. (일상, 정기적으로 사용 가능한
시간배정을 표시해 주는 것이 필요)
4 총점검 점검 매뉴얼에 의한 점검기능교육과 총점검 실시에 대한
설비 결함 적출과 복원
5 자주점검 자주점검 체크시트의 작성, 실시
6 정리, 정돈 각종 현장관리항목의 표준화를 행하는 유지관리의 완전
시스템을 꾀한다.
— 청소, 급유 점검 기준
— 현장의 물류 기준
— DATA 기록의 표준화
— 형, 치공구 관리 기준 등
7 자주관리의 철저 회사방침, 목표의 전개와 개선활동의 정상화
MTBF 분석기록을 확실히 행하고, 해석하여, 설비를
개선한다.
4-3 자주보전 전개의 단계 사례
기 술 부 문 보 전 부 문 제 조 부 문
계
획
연간점검검사
정비계획 생산계획
불 량 정 보
월 별 공 사 계 획
주 간 공 사 계 획
(매월25일)
(매주 목요일)
DAILY - L & S 보전타합
일 상 공 사
휴 일 공 사
상 기 공 사
보 전 기 록
성과확인 · 검수
표 준 화
(매일09:00-09:30)실
시
확
인
대책처치
4-4 보전공사관리의 FLOW 사례
돌발
고장
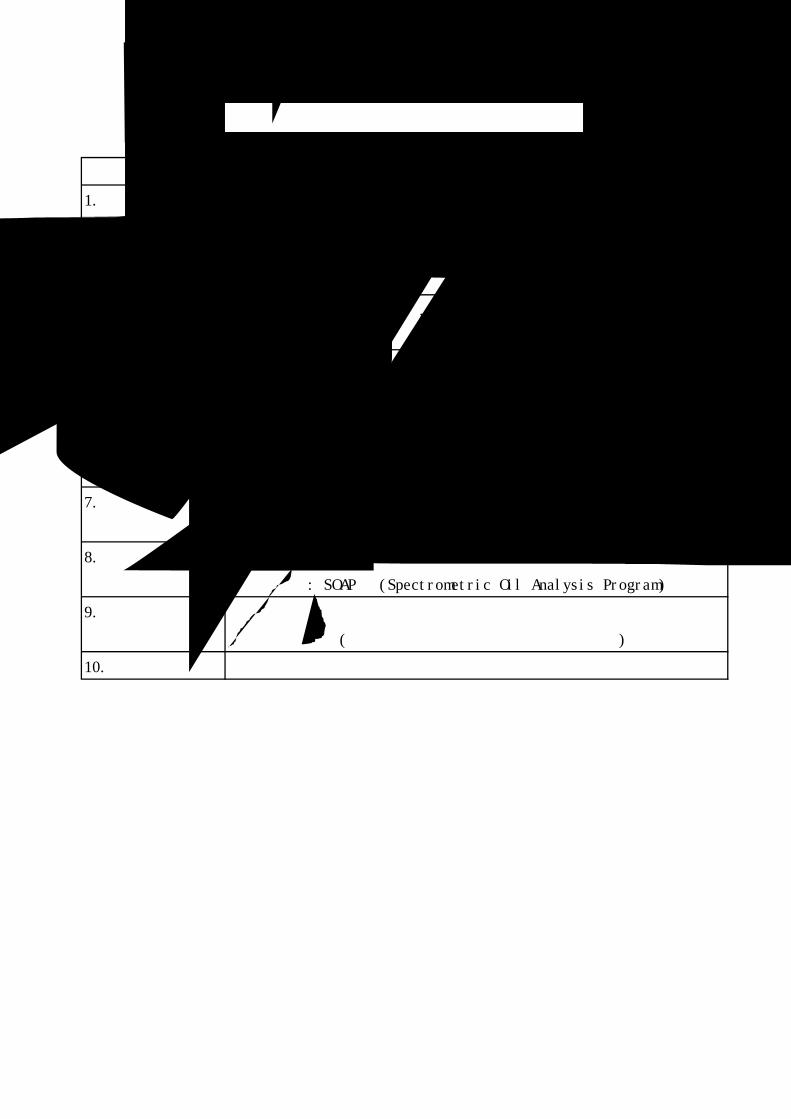
고 장 유 형 진단법의 예
1. 누 출 가압에 의한 누출 검지, 누출 가스의 검지, 초음파법 (석회수,
오일 도포)
2. 분 할 비파괴 검사법 (방사선, 초음파, 자기탐상 등)
AE법 (Acoustic Emission)
3. 부 식 목시법, 소공법, 방사선법, 와류탐상법, 츠음파 두께 측정법,
시험편법, 전기저항법
4. 이상진동 진동분석법 (진폭, 변위, 속도, 가속도, 주파수, 위상)
5. 이상음 소음계
주파수 분석
6. 이상온도 온도측정법
적외선 카메라
7. 재질노화 비파괴 검사법 (쪼개짐, 부식 등)
시험편법 (기계적 성질)
8. 유류노화 금속 마모분의 입도 분석 측정
성분 분석 : SOAP법 (Spectrometric Oil Analysis Program)
9. 풀어짐 진동분석법
적외선 카메라 (전기배선 연결부의 느슨해진 곳 발열)
10.전기계통이상 절연진단법
설비진단기술의 활용과 고장유형 진단법
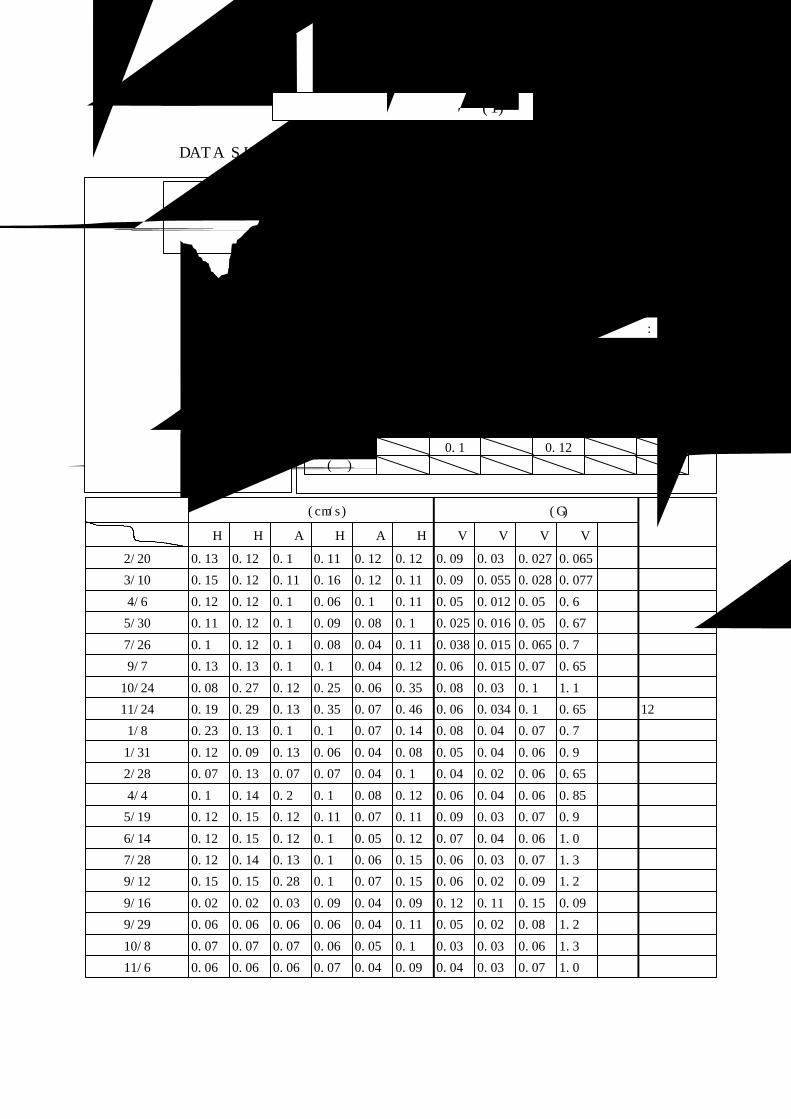
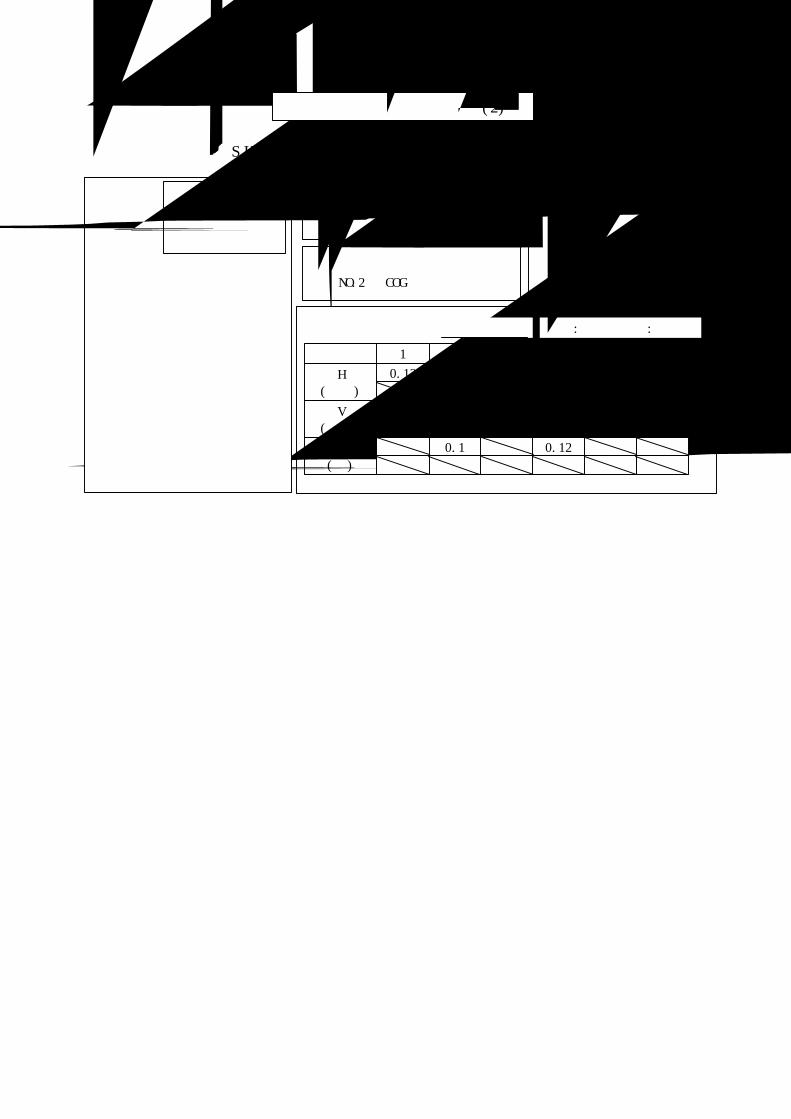
간이진단의 DATA SHEET 상표코드 설비코드 고유코드 주요사양 전동기회전수 3555 rpm 베어링형식 볼베어링 축경80 mm
공장명칭 NO.4
설비명칭 NO.2 COG 송풍기
측정위치 1 2 3 4 5 6
H(수평)
0.13 0.12 0.11 0.12
V(수직) 0.09 0.03 0.027 0.065
A(축)
0.1 0.12
초기값 측정조건 저속부하운전 상단:속도 하단:가속도
기계개략도 볼베어링 미끄럼베어링 축이음 ↓ 측정위치
①H ②H ②A ③H ③A ④H ①V ②V ③V ④V
속도 (cm/s) 가속도 (G)비 고
측정일 측정위치
점검주기
0.13 0.12 0.1 0.11 0.12 0.12 0.09 0.03 0.027 0.0652/20
0.15 0.16 0.12 0.11 0.09 0.055 0.028 0.0773/10
0.12 0.06 0.1 0.11 0.05 0.012 0.05 0.64/6
0.11 0.09 0.08 0.1 0.025 0.016 0.05 0.675/30
0.1 0.08 0.04 0.11 0.038 0.015 0.065 0.77/26
0.13 0.13 0.1 0.04 0.12 0.06 0.015 0.07 0.659/7
0.08 0.27 0.12 0.25 0.06 0.35 0.08 0.03 0.1 1.110/24
0.19 0.29 0.13 0.35 0.07 0.46 0.06 0.034 0.1 0.6511/24 12월송풍기
0.23 0.13 0.1 0.1 0.07 0.14 0.08 0.04 0.07 0.71/8
0.12 0.09 0.13 0.06 0.04 0.08 0.05 0.04 0.06 0.91/31
0.07 0.13 0.07 0.07 0.04 0.1 0.04 0.02 0.06 0.652/28
0.1 0.14 0.2 0.1 0.08 0.12 0.06 0.04 0.06 0.854/4
0.12 0.15 0.12 0.11 0.07 0.11 0.09 0.03 0.07 0.95/19
0.12 0.15 0.12 0.1 0.05 0.12 0.07 0.04 0.06 1.06/14
0.12 0.14 0.13 0.1 0.06 0.15 0.06 0.03 0.07 1.37/28
0.15 0.15 0.28 0.1 0.07 0.15 0.06 0.02 0.09 1.29/12
0.02 0.02 0.03 0.09 0.04 0.09 0.12 0.11 0.15 0.099/16 균형유지
0.06 0.06 0.06 0.06 0.04 0.11 0.05 0.02 0.08 1.29/29
0.06 0.05 0.1 0.03 0.03 0.06 1.310/8
0.07 0.04 0.09 0.04 0.03 0.07 1.011/6
0.12
0.12
0.12
0.12
0.07
0.06
0.07
0.06
0.07
0.06
0.11
0.1
0.1
0.1
0.1
회전기계의 간이진단 예 (1)
간이진단 경향관리 SHEET 상표코드 설비코드 고유코드 주요사양 전동기회전수 3555 rpm 베어링형식 볼베어링 축경80 mm
공장명칭 NO.4
설비명칭 NO.2 COG 송풍기
측정위치 1 2 3 4 5 6
H(수평)
0.13 0.12 0.11 0.12
V(수직) 0.09 0.03 0.027 0.065
A(축)
0.1 0.12
초기값 측정조건 저속부하운전 상단:속도 하단:가속도
기계개략도 볼베어링 미끄럼베어링 축이음 ↓ 측정위치
회전기계의 간이진단 예 (2)

소요일수 과 목 명 세 부 내 용
3 일 1.Bolt, Nut의 적절 결합 1) Bolt, Nut 결합의 기초지식
2) 평강 부착과 풀어짐 방지
3) 보전용 공구기재의 지식과 취급
3 일 2. 올바른 Key 맞춤 1) Key의 종류와 최적 사용
2) 줄작업과 Ket 맞춤 작업
3) Key 빠짐 방지 기술
3 일 3. 축 베어링의 보전작업 1) 축과 Boss의 받침
2) 베어링 부착, 시운전
3) 베어링의 윤활과 문제점
3 일 4. 운동부품의 보전작업 1) 기어 전동장치의 부착
2) 체인 전동장치의 부착
3) 벨트 전동, 브레이크 장치의 지식
3 일 5. 누출방지 작업법 1) Seal의 지식과 중요성
2) Gasket, Packing의 종류와 취급
3) O-Ring, 관용나사의 조립과 압력 Test
4-5 보전기초과정 과목 개요 사례

레벨 레벨 1 레벨 2
항목 휴면기 각성기
① 방침과 목적 □톱은 TPM에 무관심하다 □톱이 TPM에 관심을 갖기 시작
했다
□설비종합효율에 무관심하며 □보전효과 측정항목을 문제로
보전비 삭감 목표만 있을 뿐 삼기 시작했다
② 조직과 운영 □설비보전 부문이 약체다 □설비보전 부문 중심으로 보전
체제가 되어 있다
□보전부문 이외는 설비에 □운전과 보전의 PM분담이
무관심하다 정해져 있다
③ 소집단활동과 □소집단활동 테마에 PM이 다루 □소집단활동 테마에 PM이 다루
자주보전 어지지 않고 있다 어지기 시작했다
□오퍼레이터의 자주보전이란 □오퍼레이터에 의한 점검급유
생각조차 못하고 있다 가 좀처럼 시행이 안된다
④ 교육훈련 □설비관리 관계의 세미나에 □설비관리 관계의 세미나에
거의 참가하지 않고 있다 자주 참가하고 있다
□체계있는 보전맨의 교육훈련이 □보전맨의 기능교육이 실시
없다 되고 있다
⑤ 설비상태의 관리 □설비도 바닥도 더러운채로 □바닥청소 등 5S를 시작하고
방치되고 있다 있다
□급유소홀, 볼트너트의 탈락 □점검, 급유의 체크리스트가
등이 방치되고 있다 정비되고 있다
⑥ 보전계획과 관리 □돌발고장이 많고 사후보전에 □정기보전, 개량보전을 일부
쫓기고 있다 실시하고 있다
□예비품, 금형, 치공구, 도면 □예비품, 금형, 치공구, 도면
등 관리가 나쁘다 등의 관리가 충분치 않다
⑦ 설비투자계획과 □LCC란 무엇인지 잘 모른다 □LCC에 관심을 가지기 시작
MP(보전예방)활동 했다
□MP설계, 초기유동관리등은 □MP설계, 초기유동관리에 관심
실시하지 않고 있다 을 갖고 있다
⑧ 생산량납기품질 □재고삭감, 성에너지, 보전비 □재고삭감, 성에너지, 보전비
원가에 대한 관리 저감에 착수해 가고 있다 저감에 착수해 가고 있다
와의 관계 □만성불량 저감에 착수해 가고 □만성불량 저감에 착수해 가고
있다 있다
⑨ 안전위생과 □재해건수가 감소하지 않는다 □재해건수가 감소해 가고 있다
환경관리
□환경관리면에서 트러블이 □환경관리는 법규제에 겨우
일어난다 저촉이 안될 정도이다
⑩ 효과와 평가 □설비종합효율이 나쁘고 또한 □설비종합효율이 60% 이하다
파악이 안되고 있다
□생산성과 품질이 동업 타사에 □생산성과 품질이 현상 유지선
비하여 나쁘다 이다
4-7 TPM 성취도 평가 기준
레벨 3 레벨 4 레벨 5
도입기 충실기 정착기
□톱의 방침으로 TPM을 도입해 □년도방침에 TPM 편성이 정착 □설비효율 극대확 톱의 방침
가고 있다 하고 있다 이다
□각 계층별의 TPM 목표가 설정 □중장기의 TPM목표가 설정되어 □극한에 도전하는 중장기 TPM
되어 있다 있다 목표를 설정하고 있다
□TPM추진기구 형성이 되어 □TPM추진기구의 활동이 활발 □TPM이 완전히 정착하여 효율
있다 하다 있게 운영되고 있다
□사업장의 각 부문이 TPM에 □본사 전 사업장에 걸쳐 TPM을 □사내뿐만 아니라 협력공장에도
참가하고 있다 전사 전개하고 있다 TPM을 전개하고 있다
□TPM의 목표를 소집단의 목표 □PM을 테마로 한 소집단활동 □극한에 도전하는 소집단활동이
로 하고 있다 이 활발하다 활발하다
□자주보전활동을 전개해 가고 □자주보전활동이 정착해 가고 □자주보전의 레벨업이 실시되고
있다 있다 있다
□각 계층별의 TPM 도입교육이 □설비관리사 양성코스에 참가 □설비관리사의 유자격자가 많다
실시되고 있다 시키고 있다
□운전맨·보전맨의 보전기능훈련 □기능사의 자격취득을 장려하고 □보전맨은 거의 기능사의 자격
을 실시하고 있다 있다 을 갖고 있다
□발생원 곤란개소 대책등 설비 □설비의 5S가 철저하여 바닥이 □무진화가 철저해서 돌발고장
5S를 시작하고 있다 건조한 상태이다 제로를 계속하고 있다
□급유라벨·한계표시 등 눈으로 □급유라벨, 한계표시 등 눈으로 □설비상태관리의 자동화를 시험
보는 관리를 시작하고 있다 보는 관리가 잘되어 있다 해 가고 있다
□계획적인 정기보전, 개량보전 □정기보전, 개량보전 등이 계획 □컨디션베이스의 보전으로 이행
에 이행해 가고 있다 적으로 실시되고 있다 해 가고 있다
□MP설계, 초기유동관리 준비 □예비품, 금형, 치공구, 도면 □예비품, 금형, 치공구, 도면
를 해가고 있다 등의 관리가 잘되어 있다 등의 관리가 우수하다
□LCC에 의한 설비투자계획을 □LCC에 의한 설비투자계획으로 □LCC에 의한 설비투자계획이
시행해 가고 있다 이행해 가고 있다 정착되어 있다
□MP설계, 초기유동관리 준비 □MP설계, 초기유동관리를 시작 □MP설계, 초기유동관리가 정착
를 해가고 있다 하고 있다 하고 있다
□재고삭감, 성에너지, 보전비 □재고삭감, 성에너지, 보전비 □재고삭감, 성에너지, 보전비
삭감이 되어가고 있다 저감의 성과가 크다 저감이 극한에 가깝다
□만성불량대책이 실시되기 □만성불량대책이 정착해 가고 □불량제로시스템이 정착하고
시작했다 있다 있다
□재해는 거의 일어나지 않고 □휴업재해제로를 계속하고 있다 □무재해를 장기간 연속하고
있다 있다
□환경관리는 법규제에 적합 □환경관리는 법규제보다 엄격 □환경관리는 법규제 보다 훨씬
하다 하게 하고 있다 엄격하게 하고 있다
□설비종합효율이 향상하기 □설비종합효율이 85%이상이다 □설비종합효율이 극한에 가깝다
시작했다
□생산성과 품질이 향상하기 □생산성과 품질이 대폭적으로 □생산성과 품질의 향상이 극한
시작했다 향상하고 있다 에 가깝다

1.9형 9.9형
1.1형 9.1형
5.5형
업적에 대한 관심1<저>
9<고>
인간에
대한
관심
∧고∨
∧저∨
5. TPM 추진에 관한 직반장의 역할
5-1 기대되는 관리자상

(1) TPM에 관한 소집단 활동의 추진방법(생산 직접 부문에 대한 일반적인 순서)
① 소집단 (Cirde 또는 Group)의 목표를 정한다.
목표의 결정법으로 중요한 것은 TOP의 방침 또는 상사의 목표에 따른 목표항목,
목표치를 소집단의 멤버 전원의 상의에 의해서 자주적으로 결정하는 것이다.
또, 달성할 만한 관심있는 목표를 선택할수록 그것을 달성했을 때의 즐거움, 즉,
만족감, 성취욕은 크다. 제1선의 생산현장에서의 PM목표항목으로서는 설비가동율,
고장정지시간등이 선택되어진다.
② 일상보전의 감행, 즉, 5S의 철저, 일상점검, 급유 및 누유방지, 풀림방지를 위하
여 조임을 하고, 정상운전에 유의하여 고장발생을 방지하는 것과 함께, 고장을 없애
고, 고장정지시간을 단축하며, 설비가동율을 높게 하는 등의 목표달성을 위한 개선
을 소집단 전원에게 토의하고 제안하게 한다.
③ 목표항목에 대한 설비의 운전 및 보전의 실적을 기록하고 표시한다.
④ 정기적인 미팅을 열어서, 목표달성 상황에 관하야 소집단 전원이 자기평가를
한다.
⑤ 목표를 달성하게 되면 상사에게 보고하는 것과 함께 더욱 새로운 목표를 정해서
도전한다.
⑥ 사내에서 개최되는 소집단활동의 사례발표회에서 적극적으로 목표달성의 사례를
발표하고, 상사나 동료로부터 평가받거나, 표창제도가 있는 경우에는 표창을 목표로
하면 소집단활동이 활성화 된다.
(2) 리더의 2대 역할
5-2 TPM에 관한 소집단활동과 리더의 역할
리더의
2대 역할
집단의 목표를 달성하는 중의 역할(집단과제 해결의 역할)
매력적인 집단으로 만드는 중의 역할(집단유지의 역할)
‥ 목표달성의 역할
(사무적인 면)
‥ 집단구성의 역할
(인간적인 면)

- 일본의 대표적인 소집단활동의 관련도 -
Q C Circle 활동 미 국 Z D
일 본 Z D
자주관리(JK)활동
전원참가의 PM
Zero재해 전원참가운동
<공통의 통칭> 소집단 자주관리활동 (생략해서 소집단활동)
(ZD그룹활동)
(안전운전)
(PM)
(TPM)
1973년
1971년
1969년
1965년
1962년
6. 소집단활동의 기초지식
6-1 소집단활동의 성장과정
(1) 소집단활동의 목적은 기업목표의 달성
(2) 주역은 일은 하는 본인
(3) 직제의 역할은 동기부여
① 일의 중요성 인식
② 목표설정과 달성
③ 제 안
④ 표 창
6-2 소집단활동의 기본적인 사고방식
조직의목표
산출물 변수
(집단과제)
(단기적 목표) 순이익
년간 매상고
손익 감정
업적지향형
매개 변수
(집단유지)
(장기적 목표) 효율적 상호관계
Communication
의사결정능력

집단과제의 역할
집단유지의 역할
정신적 성장
인간교육
교 육 훈 련
관리기술
고유기술기술교육
소집단 자주활동 경영에로의 탈피
심리적 환경 만들기
환경만들기
설비 · 공구 · 재료 · 표준 등
물리적 환경 만들기
성공의 3조건
하는 기분
하는 솜씨
하는 장소
6-3 소집단활동 성공의 열쇠

제 3 장 보전계획 세우는 법
1. 계획보전이란 2. 보전계획의 필요성 2-1 설비기능유지의 의의 2-2 보전계획의 필요성 2-3 보전계획으로부터 얻어지는 효과 3. 보전계획 세우는 법 3-1 보전방식 3-2 보전계획 내용 3-3 공사 계획 3-4 기기 계획 3-5 점검 계획
4. 보전계획에 필요한 제반 요소 4-1 보전기술 표준 (각종 기준) 4-2 고장 관리 4-3 예비품 관리 5. 보전계획의 평가
6. 보전계획의 MAINTENANCE
7. 보전계획에 최신 보전관리기술 반영
목 차

모든 생산활동에 생산계획이 필요한 것과 같이, 보전활동에도 보전계획이 필요불가
결하며, 인체로 말하자면 바로 골격에 해당하는 것이라고 말할 수 있다.
보전활동의 기본이 PLAN - D0 - SEE - CHECK의 CYCLE로 움직이고 있다고 보면,
보전계획은 PLAN에 해당하겠지만, DO, SEE, CHECK와도 밀접하게 관련되고 있다.
PLAN(보전계획)
SEE(결과평가)
CHECK(계획반영)
DO(수리·점검)
1. 보전계획이란

최근 제조설비에 대한 요구는, 소비자 욕구의 다양화, 소LOT 다품종화에 동반되어
더욱 고도화하고, 또, 제조설비 자체도 연속화, 자동화하여 더한층 설비에 의한 품질
보증 체제화되어, 설비기능이 고도화하는 것과 함께, 보전활동에 요구되는 내용은
광대해지며, 변화해 오고 있다.
결국, 복잡 고도화한 설비 기능을 적정한 Cost로 100% 유지하는 것이 기업에 있어서
대단히 중요한 시대가 되어온 까닭이다.
2. 보전계획의 필요성
2-1 설비기능 유지의 의의
설비의 고도화에 따른 보전 가치관의 변화
연속화
Mechatronics화 Line Stop의 품질, 생산성
Energy에로의 영향력 증대
자동화
Mechatronics화 Operator의 기능은 단순화하고
반대로 설비중심의 생산 이행
설비에 대한
품질보증 체계화 품질도 설비가 보증
설 비
보전의 가치관 변화종래 보전비의 단순 결함을 목표로 한 것부터답보 Miss, 품질가격하락이 포함된 Total Cost관리체제로
보전이 제품의 종합경쟁력을 결정한다
그림 1 보전 가치관의 변화

모든 설비는, 처음에 그것이 아무리 훌륭한 설비라해도 시간이 경과함에 따라 노화
가 진행한다.
설비의 노화와 보전활동과의 관계를 그림으로 나타내면 그림2와 같다.
고장이라하는 돌발적인 정지는 당연히 복구되어야 하지만, 고장이 없어도 설비는
서서히 노화하고 있다. 그래서 정기적인 수리를 행하여 설비를 소정의 능력으로
유지하는 것이 필요하다.
현대에는 보전활동이 단순한 설비유지관리 뿐만 아니라, 설비개선부터 점점 보전
계획은 그 중요성이 늘어가고 있다.
2-2 보전계획의 필요성
그림 2 설비의 노화와 보전활동
시간
수리 수
리
고장(돌발정지)
개선
노후화
구식화
현설비의 신설시성능 노후화
구식화
성능노화의 형태
노화가 느리다
신형설비의 성능향상
성
능
정
밀도
·생산성
등

설 비관 리업 무
설 비
개 선
1. 공장 News의 대응
(신제품 개발 Test, 에너지 절감)2.설비의 정밀도, 기능, 능률의 개선 (품질, 생산성, 능률 향상)3.Maintenance Free화
개선능력의 보유(어떤 요구에도빠르고 정확하게대응할 수 있다)
설 비유 지
관 리
1. 설비의 정밀도 유지 (품질,생산성)
2.설비의 기능 유지 (품질,생산성)3.설비의 능률 유지 (능률)4.고장방지, 복구 (품질,생산성,능률,납기)
대단히 싼 비용으로 설비유지를한다
설 비
신 설
1. MP 활동
(보전성이 좋은 설비)
MP : Maintenance Prevention2.위탁공사
LCC 최소화
그림 3 설비관리업무란
지금까지 보전계획의 의의와 필요성에 대하여 알아보았다.
다음에 구체적으로 보전계획에 기대되는 것의 예를 들어 본다.
(1) 보전계획에 의하여, 수리시기가 예측가능하며, 인원과 예비품의 수급이 실수없이
행해질 수 있다.
(2) 보전계획에 의하여, 공사량이 예측가능하며, 작업의 평준화가 행해질 수 있다.
(3) 보전계획에 의하여, 수리가 생산계획에 대응 가능하다.
(4) 각 설비의 보전 레벨의 균일화, 통일화가 꾀해질 수 있다.
(5) 보전담당자 개개인의 머리속에 있는 계획을 전원의 조직계획으로 확립이 가능하다.
2-3 보전계획으로부터 얻어지는 효과

보전계획중 기본이 되는 것은, 그 설비를 어떤 방식으로 보전할 것인가 하는 보전
방식의 선정, 확립이다.
(1) 보전방식의 종류와 특징
표1에 현재 일반적인 보전방식의 종류와 특징을 나타낸다.
대 분 류 소 분 류
예방보전(PM) 1. T.B.M(Time Based Maintenance) 시간 기준형 보전
Preventive 보전방법:설비의 노화에 가장 비례하는 변수(ch수, 생산톤수 등)
Maintenance 로 수리주기를 정하여(이론값, 경험값) 주기까지 사용
한다면 무조건으로 수리를 행한다.
장 점:점검등 보전의 인력이 적어지며, 고장도 감소한다
단 점:Over Maintenance가 되어 수리비가 커진다.
2. C.B.M(Condition Based Maintenance) 상황 기준형 보전
보전방법:설비의 노후상황을 각 측정 Data의 분석에 의해서
On-Line의 상태에서 파악하고, 노화를 나타내는 값이
미리 정해진 노화기준치에 이른다면 수리를 행한다.
장 점:TBM의 단점인 Over Maintenance를 방지할 수 있다.
단 점:감시 시스템의 설치에 비용이 들고, TBM에 비교해서
보전이력을 요구한다.
3. I.R(Inspection & Repair) Overhaul형 보전
보전방법:설비를 정기적으로 분해 또는 점검하고, 그 시점에서
판단해서 (노화경향관리는 하지 않는다) 불량부문을
교환할 수 있다.
장 점:CBM과 TBM의 중간적 성질을 가진다.
사후보전 (B.M) 보전방법:점검, 정기교환은 전혀 행하지 않고, 설비가 고장나고
Break Down 나서(기능정지) 복구 공사를 하는 것이다.
Maintenance 장 점:수명이 다 할때까지 사용하므로 2차 고장이 나지
않으면 보전비, 수리비도 싸다.
단 점:고장이 증가하고, 생산공정에 끼치는 영향이 크며,
생산성, 에너지원단위등도 저하한다.
3. 보전계획 세우는 법
3-1 보전 방식
CBM 방식의 효과를 Motor Overhaul 치수를 예로, 자료 그림 4에 나타낸다.
(2) 보전방식의 변천
보전방식에 대해서는 1950년대에 미국으로부터 시작해서 PM이 도입된 이래 PM -
TBM - CBM으로 변천해 온 것이다.
A 강관, B 제철소의 보전방식의 변천을 자료 표2, 그림 5에 나타낸다.
현재의 주류는 CBM으로 되어 있지만, 표4에서도 알 수 있듯이, 모두가 CBM이 되지는
않고, 각 방식을 각각의 필요에 따라 나누어 사용하고 있다.
(3) 보전방식의 선택
보전방식을 선택하는데 있어서 배려해야 할 2가지 큰 요소가 있다.
하나는, 그 설비의 중요도이고, 다른 하나는 그 설비의 노화가 무엇에 의해 규정
되는가하는 것이다.
설비의 중요도로서는, 공장 설비 전체에 대해서 그 설비가 생산(생산량, 품질)에
어떠한 영향을 어느 정도 끼치는가, 또 고장일 때 설비 자체의 피해, 규모등을 고려
해서, 그 회사 독자적으로 결정해야 한다.
일반적으로 중요도 선택의 요점을 다음과 같이 말할 수 있다.
P : PRODUCTS 생산량 (부하상황, 대체 기계의 유무)
Q : QUALITY 품질에 끼치는 영향
C : COST 원가에 끼치는 영향과 보수비
D : DELIVERY & DAMAGE 납기와 설비 피해
S : SAEETY 안전성
중요도 구분 등급에 의해 PM인가, BM인가, PM중에도 COST보다 고장 방지를 중시해서
TBM인가, 등을 결정한다.

하나더 중요한 요소인 노화요인으로서는, 그 설비의 노화속도가 어느 변수 (시간,
생산량, 작동회수) 에 비례하는가, 하지 않는가 하는 것이다.
비례하면 TBM, 하지 않으면 CBM, IR을 하는 방식이 된다.
실제로는 이상 2가지 요소를 조합시켜서 선택하는 것이 된다.
참고로 선택 FLOW CHART의 일례를 그림 6에 나타낸다.
노화부위와노화속도
경향관리
생산영향
설비피해
생산영향
설비피해
설비피해
설비피해
설비피해
BMTBM CBM IR BM TBM IR
大
大
小 大
小
大
小없음
가능
없음
없음
있음불가능
미지수명의분포가크다
감지수명의분포가작다
있음 있음
그림6 보전방식의 선택 구분

보전계획과 그것을 지탱하는 제반계획, 제반기준을 그림으로 나타내면 다음과 같다.
보전계획표는 보전활동의 제반 simulation이고, 손으로 쓰는 방식, EDPS방식, 어느
쪽이든 다음의 내용을 숙지하는 것이 필요하다.
(1) 적절한 단위마다 작성한다.
통상 하나의 기능을 가지는 최소단위가 일반적이다.
(2) 보전방식을 설정한다.
(3) 기본 수리 주기를 설정한다.
TBM에서는 시간(년, 월, 주 등), 생산량, 작동회수 등이 된다.
CBM에서도 가상주기를 설정하는 것이 중요하다. 가상주기가 없으면 예산계획을
세울 수 없다. 상태감시로 결과가 이루어지면, 가상주기가 나와도 시간을 연장해가면
좋기 때문이다.
(4) 과거의 실적과 종래의 계획을 기입한다.
과거의 실적은 단순한 실적 뿐 아니라, 수리 이유 및 수리 결과를 기입해 두는 것이
중요하다.
(5) 관련되는 여러 기준을 기입
그림 7에 나타낸 관련 제반 기준을 기입해 둔다.
여기서 보전주기의 사고법을 더욱 상세하게 설명해 보면, TBM에 대한 보전주기는
일반적으로 순환시간으로 이루어져 있는 경우가 많다.
순환시간의 주기는 중장기의 계획이 간단하게 설정 가능하고, 또 복잡한 시스템에
3-2 보전계획 내용
조업정보
(생산량,
작동회수 등)
보수예산
(보전예산)
보전계획
(보전계획표)
공사
계획
기기
계획
점검계획
점검결과
보전기준
(보수기준)
점검검사
기 준
수리기준
공사
계획
그림7 보전계획과 제반기준
의한 계산도 필요하지 않는 등 이점도 많다.
그러나, 설비의 노화요인이 단순한 순환시간 뿐이 아니라, 생산량과 작동회수 등
순환시간의 재평가 수정이 필요하게 된다.
(예 1)
종래 가 동 8Hr/Day
능 률 100개/Hr
가 동 일 20일/월
보전주기 10개월
새로운 보전주기는 10개월 × 8/10 = 8개월로 하지 않으면 안된다.
(예 2)
위와 같은 설비로 생산 능률이 개선되어 120개/Hr로 향상하였다면 새로운 보전주기
는 10개월 × 10/12 = 약 8.3개월이 된다.
결국, 이 설비의 진짜 보전주기는 10개월이라는 순환주기가 아니라, 160,000개
( 8 × 100 × 20 × 10 ) 인 것을 알 수 있다.
시스템에서의 지탱없이는 생산량과 작동회수에서의 주기는 추정할 수 없는 일이
많지만 거기에도 중요한, 또 Cost가 걸리는 설비에는 이상과 같은 배려가 필요하게
된다. 참고로, 보전계획표의 예를 첨부표 3에 나타낸다.
(1) 적절한 단위로 설정한다.
공사로서의 1로 합친 단위 (공사청구단위) 가 공사계획의 기본단위이다.
(2) 기본주기, 공수(견적), 사양서 No. 등을 기입한다.
(3) 보전계획과의 관계를 기입한다.
통상적으로 되풀이 하는 공사를 중심으로, 공사계획 주축으로 등록해서 둔다.
공사계획과 같다.
부품 및 Set 예비품 (감속기, 펌프 등 개체로 기능을 가진다) 단위로 설정하고,
장비수, 기본주기, 조달기간, 최저재고, 사용한계값 등을 정해서, 기기 계획 주축으로
활용한다.
의 설비로 가동시간이 조업측의 요망으로8Hr/Day로부터 10Hr/Day가 되면
3-3 공사 계획
3-4 기기 계획

보전계획중 보전방식이 TBM인것을 계획에 따라 수리기간이 설정 가능하지만, CBM인
것은 수리시기를 노화상황을 파악하면서 결정하는 것이 된다.
그 때문에 보전계획과 점검계획과는 연계된 것도 있고, 보전계획표에 점검을 포함해
버리는 방법도 있다.
점검계획에 있어서 중요한 것은,
(1) 점검, 검사 방법이 정해져 있다.
(2) 정량적인 노화파악과 장래의 예측이 가능하다.
(3) 정밀도 관리기준, 교환기준등이 표준화 되어 있고, 조치, 판단이 용이하다.
(4) 점검항목의 총수와 빈도는 업무량과의 균형이 중요하다.
아무리 점검이 중요해도, 1인 1일 100 이나 200개의 점검이 불가능하다.
최대로 시간 비율로서 20%이하의 점검시간이 되도록 중요도가 높은 것을 선택하고,
확실하게 실시할 수 있도록 계획을 세워야 한다.
참고로 점검계획표의 예를 첨부표 4에 나타낸다.
3-5 점검 계획

점검방법을 정하는 점검검사기준, 점검결과를 보전계획에 연결하기 위하여 보전기준
(정밀도 관리기준, 보수기준 등) 등, 보전기술 표준이 필요하다.
보전기술표준은 공통적으로 사용 가능한 공통기술표준과 그 설비, 부품 고유의 개별
보전기술 표준에 의해서 된다.
(1) 설비의 고장시간은 보전계획을 세우기 위해서 필요한 관리항목이다.
고장시간을 적게하기 위해서는 일반적으로 예비품이 많이 필요하거나, 수리주기가
짧아지거나, 보전비가 증가하는 경향의 보전계획이 되기 쉽다.
(2) 고장내용을 분석하여 고장원인을 파악해서 개선을 행하는 것으로서 고장의 재발을
방지하는 것이 보전활동으로서 중요하다.
이 고장원인 검토에 있어서는 보전계획에 문제가 있었던가 하는 것을 체크하는 것이
중요해서, 고장을 좋은 교훈으로 보전계획에 반영시켜가야 한다.
(3) 보전계획이 좋고, 보전 수준이 향상하면, 마모고장은 적어지고, 초기고장, 우발
고장이 차지하게 된다.
(4) 종래의 예방보전적인 보전활동 이외에 개량보전이 중요하게 되어, 보전계획에
개선 개조공사등이 계획되도록 한다.
4. 보전계획에 필요한 제반 요소
4-1 보전기술표준 (각종 기준)
4-2 고장관리
(1) 공사계획에 맞추어, 예비품을 준비하는 것 이외에, 급격하게 설비가 노화되어
돌발적으로 수리를 할 경우 때문에 어느 정도의 예비품을 준비해 둘 필요가 있다.
(일반적으로 돌발 예비품, 보험적 예비품이라 부르고 있다)
(2) 예비품의 단위는 종래의 부품단위부터 Set 예비품(감속기, 펌프 등) 또는 부분적
Set 예비품이 많게 되는 경향이다.
(3) Set 예비품은 부품마다의 예비품보다 일반적으로 보전비는 증가하지만
① 돌발고장등의 복구시간 단축
② 현장 공사량의 감소와 예비품 정비등의 평소 작업량 증가에 의한 공사량의
평준화
③ 수리공장작업 (Set 예비품의 정비작업)에 의한 수리정밀도 향상등의 종합적
장점이 있다.
(4) 예비품 관리는 보전계획중의 기기계획과 연결하여 관리하는 것이다.
4-3 예비품관리

좋은 보전계획은 기본적으로
(1) 계획적인 생산이 가능한 상태로 설비의 기능을 유지할 수 있다.
(2) 적정한 비용의 범위에 있다.
(3) 제품 품질의 보증이 가능하다.
보전업무 수행의 관점으로 보면
(1) 생산활동과 보전계획과의 관계가 확실하다.
(2) 보전업무량의 Balance가 좋다. (장기적으로 실시할 수 있다)
(3) 설비부위의 노화특성이 충분히 반영되어 있다.
(4) 보전방식의 선택에 방침이 통해 있다.
(5) 점검, 검사등의 보전기록이 정확하게, 시계열적으로 정리되어, 항상 보전계획에
Feed Back 되어 있다.
(5) 공사량이 평균화하여 안정되어 있다.
5. 보전계획의 평가
보전계획은 처음부터 최적, 최량인 것은 있을 수 없다. 또, 생산변동과 개량보전등
에 대응해서 탄력성이 있는 것이 필요하다. 결국, 보전계획은 매일매일 Maintenance를
행하는 것에 의해서 비로소 좋은 보전계획이 되어가는 것이다.
이 때문에 보전 Data로서 중요한 「실적 Data」를 정리하고, 추이를 보면서 1년에
1∼2회 정도를 정해서 담당 직장 비슷한 설비보전과도 교류를 가져서, 보전계획의
Maintenance를 실시하는 것이 필요하게 된다. 특히 보전예산의 편성때는 재평가하기
좋은 기회이다.
보전계획이 계획대로 실시되지 않는다면, 그 원인을 파악, 보전계획을 재평가하는
것도 중요하다. 게다가 보전원이 정하는 주기는, 어떻게해서도 안전적(짧게)으로
되기 때문에, 기술·기능의 향상을 추진하면서 주기의 연장(한계수명에로의 도전)에
노력하는 것이 중요하다.
6. 보전계획의 Maintenance

지금까지 논술해온 것이 보전계획의 기본이고, 그것은 설비규모의 크기에 따라 변하
지는 않는다. 그러나, 보전방식으로서 CBM이 도입되면, 노화상태를 감시하기 때문에
설비진단기술이, 또, 경향관리를 하여 수명예측을 하는데는 EDP 등의 활용이 필요하게
되었다.
설비규모가 작다면 특별한 시스템화 없이도 가능하지만, 설비규모가 크고 관리해야
할 설비수가 커지게 되면 시스템화가 필요하게 된다.
이 시간 이후의 보전계획은 시스템과 설비진단기술의 2가지의 것을 기반으로해서
발전해가는 것이 될 것이다.
7. 보전계획에 최신 보전관리기술 반영
보 전 계 획
SYSTEM 설비진단기술
P. C Level 대형 컴퓨터에 의한EDPS
그림 4 Motor 총대수의 변동 추이
1940년대 BM (Breakdown Maintenance)
1950년대 PM (Preventive Maintenance) 제도 도입기
공장보전
1960년대 PM (Productive Maintenance)
집중보전
1970년대 TBM (Time Based Maintenance)
EDP System에 의한 보전
보전계획 업무를 대폭적으로 기능계로 이관
1980년대 CBM (Condition Based Maintenance)
On Line System에 의한 보전설비진단기술 도입
표 2 B 제철소 설비관리의 역사
표 4 점검계획표
3월 점검계획표 1987년 2월 27일 Page 2
공장No. 837 계열명칭 점검일 03 수리구분 일반
작업구분 점검 No.청구구분 기준변경
설비명칭(부위Unit 명칭 작업명칭)
설비Code
전실적추후예정
변경 이월일 유
부위명칭 No.공사계획 No.
3월 3일 점검작업명세표 1987년 2월 27일 Page 1
공장No. 837 명칭 수리구분 일반
작업구분점검 No.기준변경
설비명칭
작업명칭
점검항목
기준값
주의값
한계값
측정
단위
전번값
금번값

1987년통합보전System가동
1982년신보전System가동
1979년1976년1972년보전System가동
1968년3곳통합
1962년집중보전
10
20
30
40
50
60
70
80
90
100%
보전방식의
점유율
B·M
I·R
T·B·M
C·B·M
그림 5 보전방식의 변천

표 3 장기보전 계획표 (1988년 2월 5일)

표 5 공통보수기준의 예
감속기의 보수기준 150kw 1500rpm ∼ 500rpm
보전
방식
검사항
목내 용
점검형식
점검주기
검사부위, 내용
노
화
측
정
값
초
기
값
주
의
값
한
계
값
Vel
Acc
Vel
Acc
Vel
Acc
작 업 방 법
C
B
M
진동측정
E I
I M
입력축 축수D.F와 함께
출력축 축수D측
N ㎜/sec
S g
2 N
2 S
6 N
6 S
n ㎜/sec
S g
2 n
2 s
6 n
6 s
범용 진동계로 측정
기름분석
E I
I Y
점도
150cst
127 172
혼성
0%
0.5
산화
0.4㎜g koh/g
1.3
수분
0%
0.4
기름분석
제 4 장 고장분석과 대책 세우는 법
1. 고장에 관한 기초 1-1 고장의 정의와 분류 1-2 신뢰성, 보전성 1-3 고장율의 형태 1-4 수명특성곡선
2. 고장분석의 순서와 방법 2-1 고장분석의 과정 2-2 고장요인의 추정 2-3 조사, 원인 분석 3. 고장대책의 추진방법 3-1 고장대책의 일반적 과제 3-2 고장대책의 사고방식 3-3 고장대책의 접근 4. 종합 정리
목 차

(1) 고장의 정의
고장이란 「System, 기기, 또는 부품이 규정의 기능을 잃는 것」
(2) 고장의 분류 (고장의 2가지 형태)
① 기능정지형 고장 (돌발형 고장)
설비의 전기능이 정지하는 형태의 고장으로, 원인은 부분적 기능정지에 있어도
결과적으로는 설비의 전기능 정지에 연결되는 것
② 기능저하형 고장 (노화형 고장)
설비의 부분적 기능의 저하에 의해서, 전기능의 정지에는 이르지 않지만, 여러
가지 손실(불량, 생산성 저하, 공정, 순간정지) 등을 발생시키는 형태의 고장
(3) 고장의 형태와 진행과정
고 장 형 태 고 장 진 행 과 정
고장발생 상태의 형식에 고장이 표면에 나타날 때까지 물리적, 과학적, 기계적
의한 분류 인간적인 것들과 같은 원인에 의해 어떤 과정을 더듬어
왔는가의 줄거리
Arc, 잡음, 개방, 단락, 노화 Arc, 방전, 접촉면의 탄화, 잡음, 간섭, 누출증대, 도체
누출, 변형, 부착, 불안정, 의 개방 단락, 전압 과부하, 코일의 2차 전류, 자기이력
운동의 정지, 표면 흐트러짐 현상, 피에조 효과, 주파수 효과, 유전체 파괴, 전기분해
풀림, 막힘, 오염, 탄화, 부착, 용착, 액체의 분리, 과학적 오염, 과부하, 중량의
파단, 비뚤어짐, 미끄러짐, 불균형, 온도 수축, 철합금의 탈탄, 변동과 이동, 부식,
Crack, 불에 탐 등 Spattering, 승화, 증발, 피로, 마모, Creep, 미끄러짐,
(비탄성적 변형), 확산, 화학반응, 흡착, 결정구조의
변화, 생장, 교호작용 (파급, 간섭) 등
1. 고장에 관한 기초
1-1 고장의 정의와 분류

(1) 신뢰성 (Reliability)
Item (System, 기기, 부품) 이 주어진 조건에서 규정된 기간중 요구된 기능을 완수
하는 능력
(2) 보전성 (Maintainability)
수리하면서 사용하는 Item (System, 기기, 부품) 의 보전을 주어진 조건에 요구된
기간에 종료할 수 있는 능력
(3) 신뢰성 특성값 (척도)
척도분류 항 목 내 용
확 률 신뢰도 Reliability Item이 주어진 조건에서 규정기간중
요구된 기능을 완수하는 확률
보전도 Maintainability 수리하면서 사용하는 Item의 보전을
주어진 조건에 요구된 기간내에
종료하는 확률
이용도 Availability 수리가능한 Item이 어떤 특정한 시간
에 기능을 유지하고 있을 확률
시 간 MTBF Mean Time Between
평균고장간격 Failures
MTTF : Mean Time To
고장까지의 평균시간 Failures
MTTR Mean Time To
평균수복시간 Repair
MUT Mean Up Time Item이 규정의 기능을 완수할 수 있는
평균동작가능시간 상태로 있는 시간의 평균
MDT Mean Down Time Item이 규정의 기능을 완수할 수 있는
평균동작불가능시간 상태가 아닌 시간의 평균
율 고장율 (λ) Failure Rate 어떤 시점까지 작동되어 온 Item이
계속되는 단위시간내에 고장을 일으
키는 비율
1-2 신뢰성, 보전성
Σt b f
r=
T
rr : 고장수
T : Total Operating Time
Σt t f
n n : 부품수
Σt t r
r r : 고장수

1. 신뢰도, 고장밀도계수, 고장율
2. 고장율의 형태
1-3 고장율의 형태
100
잔재율
(%)
누
적
분
포
계
수
→t →t
잔재율곡선 불신뢰도
F(t)
신뢰도
R(t)
상
대
고
장
도
수(1/시간)
→t →t
→t →t
λ(t, t+Δt)
평균
고
장
율
(1/시간)
고
장
율
(1/시간)
λ(t)
고
장
밀
도
계
수(1/시간)
f (t)
→t→t→t
(1)DFR(1)DFR (2)CFR (3)IFRλ(t) ↑고
장
율
f (t) ↑고장
밀도
계수
R(t) ↑신
뢰
도
(1) 고장율 감소형 : DFR
(Decreasing Failure Rate)*처음 사용하여 고장나기 쉬운 결함을 가져 이 고장을 일으키지만, 시간과 함께 감소하여 고신뢰의 것만 남는다.*시운전등의 Delxging에 의하여 초기 고장율의 부분을 제거한다.(2) 고장율 일정형 : CFR (Constant Failure Rate)*많은 구성부품으로 이루어진 장치에 보여지면 어느 시간에도 고장율이 일정 하여 부품, 재료가 가장 안정된 시기로 보여진다.*예방보전은 무의미하고, 특성의 변화를 관찰한다.(3) 고장율 증가형 : IFR (Increasing Failure Rate)*순차적으로 고장율이 증가하는 형으로 베어링등 기계적 소자 부품의 마모, 피로, 부식 등*고장이 집중적으로 일어나기 전에 사전 교환(예방보전)을 한다.
F(t) = dF(t)
dt
- dR(t)
dt
λ(t) f (t)
R (t)=
- dR(t)
d(t)/ R(t)
λ(t) = Const → R(t) = e -λt
λ =1
MTBF
λ(t,t+Δt)r(t,t+Δ
n(t)1
Δt
: 평균고장율
=
: 고장율
: 평균밀도계수
=
R(t) + F(t) = 1
수명시간의
막대그래프
(1) 초기고장기간
설계의 실수나 제작공정의 실수등의 원인에 의한 것으로 사용개시 직후의 비교적
빠른 시기에 고장이 발생한다.
이 기간에서는 시운전 검사를 거행하고 빨리 고장의 원인을 배제하여 고장율을
낮출 필요가 있다 ‥‥‥ 초기유동관리
(2) 우발고장기간
고장율은 거의 일정해서 안정하고, 고장은 우발적으로 발생한다.
고장의 원인은 우발적인 환경조건의 변화, 사용중의 인위적 실수, 관리 미흡으로
생긴 제작 공정중의 결함들이다.
예방보전을 취해도 초기고장을 유발할 뿐으로 의미가 없다.
특성의 변화를 관찰한다 ‥‥‥ 계측기, 시험장치, 경보장치 등의 모니터를 사용
하여 자동화하고, 미세한 이상을 검지하여, 예측
예지한다.
(3) 마모고장기간
부품의 수명이 다되어 고장율이 급격히 상승한다. 미리 어느 시간에 마모가 시작할
것인가가 예지된다면, 그 시간보다 조금전에 사전 교환을 하여, 고장율을 낮출 수
있다. 또, 개량보전에 의하여 마모고장기간의 개시를 늦출 수 있다.
Bath Tub 곡선
초기고장시간
우발고장시간 마모고장시간 규정고장율
보전에 의한유용수명의 연장
유용수명
CFR
DFR
→ 시간t
IFR
고장율
λ(t)
↑
1-4 수명특성곡선
2. 고장분석의 순서와 방법
2-1 고장분석의 흐름
분석대상의 축소
⊙ 고장요인의 추정
* 중점 순위의 결정
- Pallet도 (발생빈도, 고장의 영향) - 개선의 가능성, 유효성
* 고장 현상의 추정
- Fish Bone도 (특성요인도) - FTA
⊙ 조 사 * 고장 형태, 과정에 관한 정보 파악
- 보전기록 - MTBF 분석 기록표
⊙ 원 인 분 석 * 고장 형태와 과정의 해명
- PM 분석 - FMEA
대 책 의 실 시 * 고장 진행 과정의 배제, 중단
- 설계 변경 - 개량 보전 - 보전방법 개선
개선효과의 흐름 * 예상과의 차이를 명확히 한다.
정 보 활 용 * TPM의 추진
- 설계, 재료, 운전, 수리 부문

설비고장을 일으키는 요인에는 여러가지가 있지만, 그 요인을 빨리 발견 처치하기
위한 방법으로는 Fish Bone도와 FTA가 있다.
(1) Fish Bone도 (특성요인도)
특정의 현상이나 불량항목에 대하여, 거기에 관계가 있는 많은 원인을 찾아내어,
그것을 계통적으로 순서를 세워 요인을 추정한다.
(2) FTA(Fault Tree Analysis) : 고장의 뿌리 도식 해석
고장요인의 추정을 위한 일련의 그림 해설식 해석방법으로, 고장현상에 대해서는
원인계의 인과관계를 얼추잡은 단계로부터 순차적으로 세밀한 곳으로 논리적을 추구
하여, 근본원인과 그 발생에 이르는 경로를 명확히 하는 해석 수법
적 열 부
배 선 부
전기스토브가따뜻하지 않다
적열관No.1
적열관No.2
콘트롤플러그
전선
스위치
정전
스토브가 따뜻하지 않다
직열관이 2개 모두가열되지 않는다
전류가 흐르지않는다
적열관No.1고 장
적열관No.2
고 장
전선단선
프러그고장
스위치고장
정전
SYSTEM(제품)
SUBSYSTEM(부분제품)
COMPONENT
(부품)
(논리 Gate 기호)
AND Gate
OR Gate
(사상 기호)
사상
기본사상
비전개사상
AND
OR
OR
2-2 고장요인의 추정
(1) 조사 : 고장형태, 과정에 관한 정보를 파악한다.
① 고장 Data의 수집과 정리
고장을 감소시키는 우선 설비의 실태를 정확히 파악하는 것이 필요하다.
고장실태를 파악하기 위해서는 고장이 날때마다 기록하여 그것을 합쳐서 고장통계
를 만든다.
(가) 고장기록
· 언제 : 고장일시
· 어느 설비의 어느 부위가 : 고장부위
· 어떻게 고장이 나서 : 고장현상
: 고장내용
· 그 원인은 : 고장원인
· 처치는 어떻게 하였으며 : 수리내용
· 손실은 : 손 실
(2) 원인 분석 : 고장형태와 과정을 해명한다.
밑에 나타낸 수법을 활용하여, 기기부품등의 잠재적 혹은 현재적인 고장 과정,
발생율 및 그 영향을 검토한다.
· Pallet
· 상관도
· 막대그래프 등
· Model Test
· FMEA
· PM 분석
(예) PM 분석 PM분석의 순서
PM분석은 만성손실(불량, 고장)을 (1) 현상을 명확히 한다
절감하기 위하여 개발된 수법으로 (2) 현상을 물리적으로 해석한다
PM이라는 현상(Phenomena)을 물리적 (3) 현상이 성립하는 조건을 제거한다
(Physical)으로 해석하는 것에 의하여 (4) 설비,사람,재료와의 관련성을 검토한다.
그 과정(Mechanism)을 해명하고, 설비 (5)조사방법을 검코한다
사람, 재료(Machine, Man, Material) (6) 불일치점을 도출한다
와의 관련성을 분명하게 한다는 의미 (8) 개선안을 입안한다
이다.
2-3 조사, 원인 분석
MTBF 분석기록표설비별, 부위별로 고장발생정도, 고장현상, 처치내용등을 한눈에 알 수 있도록일관성을 가지게 한다
고장요인이 Pick Up, 고장율 형태의 구명(수명 특성 곡선)

(1) 잠재결함의 현재화
① 잠재결함이란
결함이란 고장의 요인이 되는 설비의 손상을 말하나, 잠재결함이란 그곳에 결함이
있음에도 불구하고, 사람이 그 결함의 존재를 감지하지 못하고, 방치되어 있는 결함
을 말한다.
② 물리적 잠재결함과 심리적 잠재결함
(가) 물리적 잠재결함
· 노화 징후의 측정과 분해검사를 게을리 한다.
· 부품의 형상과 부품 위치가 나쁘다.
· 오염되어 있다.
등으로 거기에 결함이 있음에도 불구하고, 물리적으로 볼 수 없기 때문에 발견
하지 못하여 방치되어 있는 결함을 말한다.
(나) 심리적 잠재결함
· 눈에 보임에도 불구하고 보고하지 않는다.
· "이 정도면"하고 생각해서 무시한다.
· 이상한 징후가 있음에도 불구하고 간과해 버린다.
등과 같이, 설비에 관계되는 사람들의 의식과 기능이 낮으므로 발견하지 못하
여 방치되어 있는 결함을 말한다.
③ 잠재결함을 현재화 하기 위한 과제 < 고장 요인의 복합 >
(가) 기본조건의 미비
(나) 사용조건의 미준수
(다) 노화의 방지
(라) 설계상의 약점 내재
(마) 운전, 보전 기능의 결여
고장의 요인은 그 하나하나가
직접고장에 연결되는 것도 있지만
오른쪽 그림과 같이, 이것들이 서로
중복된 형태로 고장을 일으키는 일도
많다.
3. 고장대책의 진행법
3-1 고장대책의 일반적 과제
사용
조건
미준수
설계상의
약점내재노화
방지
기능의
결여
사용조건
의 미비

잠재결함을 현재화시켜, 올바르게 처치하기 위해서는 5가지의 대책이 필요하다.
아래에 이들 대책에 관한 내용을 논술한다.
(1) 기본조건을 정비한다.
기본조건이란, 설비의 청소, 급유, 조임의 3요소를 말한다.
기본조건을 정리하는 것은, 설비의 노화를 막는 활동이고, 고장의 원인을 만들지
않는 가장 중요한 활동이다.
(2) 사용조건을 정비한다.
설비가 올바르게 일을 발휘하려면, 올바른 조건을 갖추어 사용해야 한다.
· System, 부품의 적정 사용
· 운전, 조작, 부하 조건
(3) 노화의 복원
설비는 시간과 함께 조금씩 노화하고, 약해진 부분으로부터 고장나는 것이다.
그래서, 노화부위를 사전점검, 검사에 의하여 올바르게 현재화시켜, 설비 전체의
강도와 정밀도의 균형을 복원하는 것이 고장 절감의 지름길이다.
· 노화의 발견과 예지
· 노화 복원의 방법
(4) 설계상의 약점 개선
기본조건을 지켜도 수명이 짧은 경우는, 점검, 검사와 복원조치가 고장발생에
미치지 못하여, 보전비의 부담이 크게 된다.
이 같은 경우에는 설계적 약점을 해명하여 개조하는 쪽이 유효하다.
· 수명 연장을 위한 강도 향상 대책
· 동작 Stress의 경감 대책
· 과부하에 대한 약점 대책
(5) 운전, 보전의 기능 향상
기능부족에 의하여 일어나는 고장은, 조작실수이거나 수리실수라고 확실히 아는
경우는 차라리 괜찮지만, 실제로는 틀린 사용법을 올바르다고 생각하는 일이 많아,
그 때문에 해결되지 않는 고장도 있다.
따라서, 고장의 특성에 따라, 설비의 운전자, 보전자가 지녀야 할 올바른 기능이
무엇인가를 명확히 하여, 그들에게 교육, 훈랸을 반복해서 기능을 높여가지 않으면
이 같은 고장은 해결할 수 없다.
3-2 고장대책의 사고법
잠재결함을 현재화하는 5가지 대책에 대하여 논술했지만, 이들 5가지의 대책을
단기적 또는 동시 병행적으로 진행하고자 해도 잘되지 않는다.
그래서 이같은 대책을 4가지의 단계로 나누어 순차적, 계획적으로 실시해 가는
쪽이 효과적이다.
4가지의 단계라는 것은,
(1) 고장간격의 산만함을 감소시킨다.
(2) 고유수명을 연장한다.
(3) 정기적으로 노화를 방지한다.
(4) 수명을 예지한다.
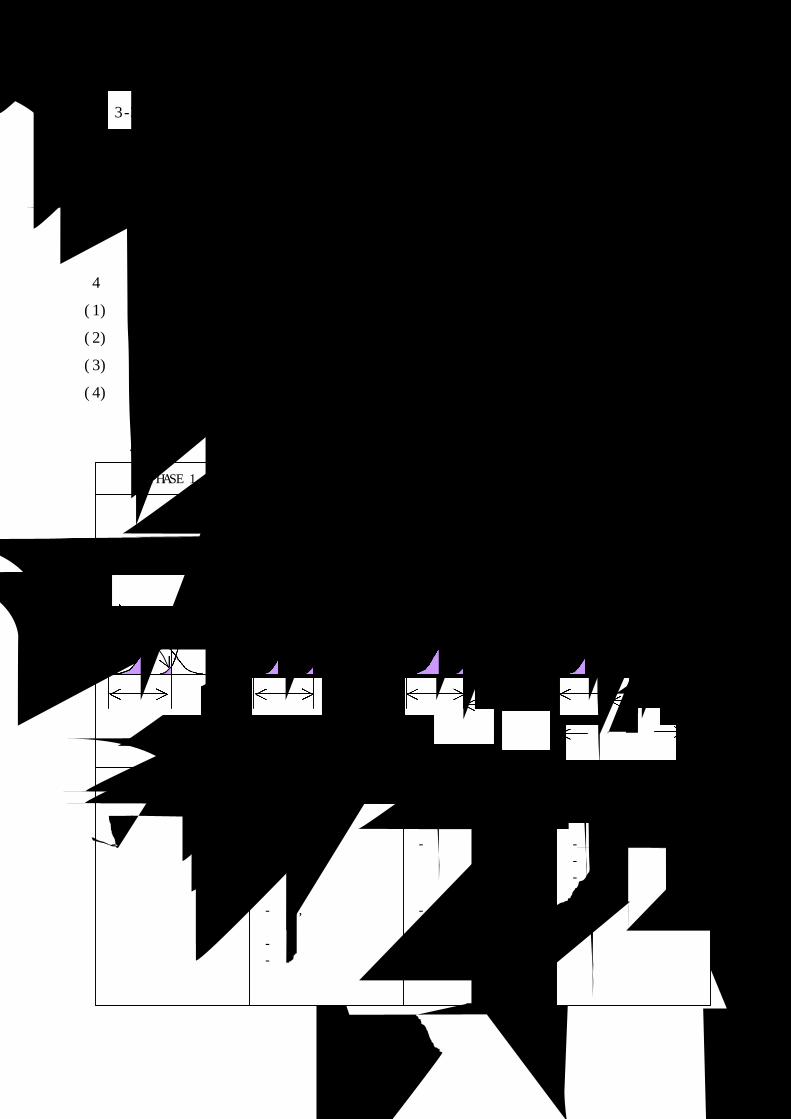
4가지 단계의 개요
PHASE 1 PHASE 3 PHASE 4
고장간격의 산만함을감소시킨다
정기적으로 노화를복원한다
수명을 예지한다
PHASE 2
고유수명을 연장한다
▶방치된 노화 복원 -현재결함의 처치▶강제노화의 배제 -기본조건의 정비 -사용조건의 준수
▶정기적 노화의 복원 -수명의 추정 -정기점검 검사기준 -정기교환 기준 -보전성의 개선▶내부노화에 대한 오감에 의한 이상 징후의 파악 -징후가 나타나는 것 나타나지 않는 것 -어떠한 징후인가 아닌가 -어떻게 징후를 파악 가능한가
▶설비진단기술에 의한 수명의 예지▶파국형고장의 기술적 해석 -파단면의 해석 -재료피로의 해석 -기어치면의 해석 등 -수명연장대책 -수명의 추정에서 정기적 복원으로
▶설계상의 약점개선 -강도, 정밀도의 약점개선 -조건에 맞는 부품 선정 -과부하에 대한 약점 개선▶우발고장의 배제 -운전, 보전의 기술 향상 -운전실수의 대책 -수리실수의 대책▶외관적 노화의 복원
3-3 고장대책의 접근
여기밖에
고장나지 않는다
교체기간①
교체기간②
교체기간①
교체기간②
교체기간①
교체기간②
교체기간③ 정기보전
교체기간①
교체기간②
교체기간③
수명예지에 의한
부정기 교체

일반적인 고장 절감 대책의 사고법에 관하여 논해 왔지만, 실제로는 각 기업에서
의 설비, 고장발생도, 보전의 조직, 체제 (전문 보전과 자주 보전의 분담 등) 등의
차이가 있으므로, 각 기업의 실태에 맞춘 방법이 필요하다.
제1선 감독자로서 직접 설비와 관련되어, 고장 대책에 바로 접해있는 직반장의
역할로서는, 매일매일의 문제점에 대한 예방보전, 개량보전의 실시 등, 일상 관리
활동과 보전과정에서의 고장이나 개선등의 정보를 설비계획, 설계부서에 Feed Back
해서 새로운 설비에 반영시켜가는 등의 장기적인 관리활동의 향방에 접근해 가는것
이 기대된다.
4. 종합정리

제 5 장 보전 DATA의 활용
1. 보전정보를 수집하는 목적 1-1 기업에 대한 보전활동의 위치 역할 1-2 보전정보를 수집하는 의도 2. 보전활동이란 3. 유용한 보전 정보 4. 정보의 수집 - 해석 - 활용 과정
5. 보전정보 활용의 예 5-1 보전일지의 활용 5-2 점검에 의한 노화경향측정 Data의 활용 5-3 불량정지시간 Data의 활용 5-4 설비고장 Data의 활용 5-5 유사설비 Data의 활용 5-6 EDPS Data의 활용 5-7 설비진단 Data의 활용
6. 종합 정리
목 차

특히, 자동화, 기계화가 눈부시게 발전하고 있는 현재, 생산의 주체는 인력에서
설비로 이전해 가고, 생산량, 제품의 품질, 원가등을 좌우하는 커다란 용인으로서
설비의 비중이 점점 높아져가고 있다.
더욱이, 설비의 사양, 기능은 고정밀도화, 고속화, 고압, 고부하가 요구되는 것이
일반화 되어 고도화되어 가고 있다.
그 때문에 거액의 설비투자가 요구되며, 그것을 회수하기 위해서 설비를 완전히
활용하고, 그 능력을 가능한한 높은 수준으로 유지하기 위한 활동, 즉, 설비관리는
기업에 있어서 중요한 업무가 되고 있다.
이 설비관리가 기업활동에소 차지하는 위치는 그림1에 나타낸대로 이다.
한편, 우리들이 일상적으로 하는 보전활동은 설비관리의 각 단계중에도 조업단계
에 있으며, 유난히 기간이 길며, 실제 설비의 투자효과가 발휘된 때이고, 운전과
함께 중요한 업무라 불리워진다.
1. 보전정보를 수집하는 목적
1-1 기업에 대한 보전활동의 위치 역할

필요한 보전정보가 모두 수집되어, 기록으로 정리되어 있어서 유용하게 활용되고
있는 공장도 있는 반면, 보전일지 조차 충분히 기록되지 않아, 그 활용도 거의 되지
않고 있는 공장도 있을 것이다.
보전정보의 기록은, 그 공장의 보전활동의 수준을 나타내는 것이므로, 공장의 관리
수준에 맞는 종류와 내용이 있으면 좋지만, 무엇보다 중요한 것은 보전정보를 수집
하는데 목적이 있다.
즉, 그 목적의 공장활동의 목적과 같아서
(1) 계획 생산량의 확보
(2) 품질의 유지 향상
(3) 원단위의 절감
(4) 납기의 확보
(5) 안전환경조건의 향상
에 있다고 말할 수 있다.
이들 활동을 효율좋게 실시하기 위해서, 보전정보를 수집하고, 유용하게 활용하는
것에 따라, 보전활동의 향상이 꾀하여 진다.
이것에 의해서 기업활동속의 설비관리의 일익을 담당하고, 궁극적으로는 기업활동
의 목적인 생산성 향상에 연결해 가야 한다.
1-2 보전정보를 수집하는 의도

기업 목적
생산성 향상
관 리 설 비
노 동
원 료
기 술
시 장
자 금
설비관리
조
사
연
구
설
계
제
작
설
치
운
전
폐
각
보
전
설비투자계획 건 설 조 업
자재관리 예비품관리 공사관리 일상보전 생산으로 이어지는설비능력의 파악
개선
그림1 설비관리, 보전활동의 위치

기업활동의 목적에 의한 보전활동을 구체적으로 나타내면,
(1) 계획 생산량을 확보하기 위한 활동
점검, 검사, 수리, 정비의 계획적인 운영에 의한 돌발사고, 일시정지, 중대고장의
절감
(2) 품질의 유지 향상을 위한 활동
설비, 기기의 점검, 검사, 수리, 개선등에 의한 설비의 초기 기능 확보 및 향상
(3) 원단위 절감을 위한 활동
설비의 개선, 개조 및 기계화, 자동화에 의한 운전원가의 절감
(동력절감, 에너지 절감, 공정 단축 등)
(4) 납기 확보를 위한 활동
돌발고장, 일시정지, 중대고장의 절감
수리능력 (기술적, 시간적) 의 향상
(5) 안전환경조건의 향상을 위한 활동
안전장치 등의 보수, 개선에 의한 재해의 방지
이들의 활동을 효율적으로 실시해 가기 위해서는 유용한 보전정보를 수집, 기록
하여 적극적인 개선활동에 연결해 가기 위해, 그 활용을 도모해야 한다.
2. 보전활동이란

보전 정보를 수집, 기록하여, 그것을 일상의 보전활동에 활용해 가기 위해서는
아래와 같은 내용에 관해서 명확히 해둘 필요가 있다.
(1)Who ‥‥‥‥ 그 정보를 필요로 하는 사람은 누구인가
어떤 직위의 사람인가
(2)What ‥‥‥‥ 무엇을 관리하고자 하는가
(3)When ‥‥‥‥ 언제 필요한가 (매일, 매월, 수시인가)
(4)Where ‥‥‥‥ 대상은 (어느 공장, 공정, 설비인가)
(5)How ‥‥‥‥ 정보의 양식은, 수집, 기록의 방법은
(6)Why ‥‥‥‥ 왜 필요한가, 그 활용 목적은
이상의 것을 충분히 검토하여 확실히 해두어 수집한 정보는 Data로서 활용되어
얻은 유용한 정보라 할 수 있다.
3. 유용한 보전정보

보전활동에 의해서 얻어진 성과로서의 보전정보는 수집, 기록되어 보전활동의 효율
화를 위해 해석되어 활용되지 않으면 수집할 의미가 없다.
이 수집, 해석, 활용에 있어서의 기본적인 관리 흐름은 아래와 같다.
이 흐름 (Plan - Do - Check - Action) 을 항상 반복하는 것에 의해, 보전 수준의
향상이 꾀해지고, 보전활동의 효율화가 이루어진다.
Plan ‥‥‥‥ 표준의 설정과 보전계획의 입안
Do ‥‥‥‥ 점검, 급유, 수리 및 개선의 실시
Check ‥‥‥‥ 결과의 기록 및 해석
Action ‥‥‥‥ 보전정보를 Feed Back하고, 다음 계획에 활용
그림2는 보전활동의 흐름을 나타낸 것이다.
보전 방침을 근거로 보전계획이 입안되어, 보전 (점검, 급유, 수리, 개선)이 실시
된다.
이들 보전활동에 의해서 얻어진 각종의 정보가 수집, 기록, 해석되어 새로운 보전
활동에 반영되는 System으로 되어 있다.
다음에는 공장의 보전활동으로 수집되어 있는 대표적인 보전정보에 관하여 그 활용
방법을 구체적으로 논술해 보자.
4. 정보의 수집 - 해석 - 활용 과정

-공사표-일수요원 보고서
정보자료
-설비사고 보고서-설비사고대책 실시 보고서
-보전일지-점검,급유 관리표-이상보고서-예비품대장
가동정보(1)가동율(2)불량정지율(3)생산톤수 등
-신기종-신기술-신재료 등
수리실시 보전실시 생산부문 외부정보
LINE LINE
수리실시 보전실시
LINE STAFF
개선계획
STAFF
돌발사고
보전계획
보전담당과장
PM 방침
해석의 수법
(1) EDPS에 의한 통계 (2) 수작업에 의한 통계
입안자료로 활용 (1) 보전연결회의 (2) 과 QC 회의 (3) QC CIRCLE (4) 그외의 회의
임의의 활용 (1) LINE (2) STAFF (3) PROJECT TEAM
보고로 활용 (1) 설비관리상황 일람표 (2) 공장관리월보 (3) 수시
개선계획 보전계획수리계획
계
획
(PLAN)
(DO)
실
시
(CHECK)
해
석
FEED
BACK
(ACTION)
그림2 보전활동의 흐름

그림 3은 점검작업관리 System의 흐름을 나타내지만, 일상의 보전활동에 있어서,
가장 많이 이용되고 있는 것이 보전일지이다.
보전일지는 각각의 공장에 있는 보전작업자에 의하여 작성되어, 설비에서 일어나고
있는 상황변화에 대한 특기사항과 주요업무의 내용등에 관하여 정리정돈한 것이고,
보고서로 제출되는 기본적인 것의 하나이다.
그 보전일지로 설비의 상황변화 파악이 가능하며. 거기에 따라 점검주기의 변경이나
수리요구등의 Action을 취하는 눈금이 될뿐만 아니라, 이상 사고에 대한 재발방지를
노린 개선활동에서 사용하는 것도 가능하다.
보전일지에 다양한 정보가 포함되어 있으며, 그 활용예를 종합해 보면, 그림 4의
내용이 될 것이다.
보전일지는 직장, 계장, 보전 Staff로부터의 연락사항이나 지시를 전달하기 위해서
도 필요하다.
그림4 보전일지의 내용과 활동범위
활동범위일지 내용
요주의 점검실시이상의 징후가 있음
일수항목 채용
예비품 확보이상이 있음
수리 실시(급하지 않음)
수리요원 확보이상이 있음(급함)
개선 계획
보고서 작성사고가 있음
설비대장기록
점검기준 제정개선제안
Meeting 자료
사무적 사후처리연락사항
5. 보전정보 활용의 예
5-1 보전일지의 활용

기계요소별점검기준
점검
CHECK
반장
CHECK
반장
보전일지요주의점검
CHECK
MEETING
개선계획
일상수리
수 리 돌발고장
설비대장
DEPS
개정
그림3 점검작업관리 SYSTEM
정기점검관리표
경향관리관리표
일상점검관리표
정기점검기준
중점점검기준
일상점검기준
중점점검기준
점검
일수항목표
공사요구표
설비사고
보고서

공장
년도 월 일 요일
점검보고 (이상개소) 돌발보고, 전달사항, 그외 원인조치 등
· Cover Carriage 3화 상부 Lifting Beam
B쪽 Flange 용접부문 단락으로 Lifting Beam 낙하
· 조치, 그 공사에서 용접수리 철공 3명, 보전 2명
수리시간 10:30 ∼ 12:30 ≒ 1:50분간
· Cover Carriage 1호 점검 OK
그리이스 보급 지시봉 120㎜ → 300㎜
· 균열로 송풍기 2 - 7호 점검 OK
7호 축수 온도 C 42℃ D 44℃
· INGOT Packing, Pump 그리이스 보급 8㎏
· No. 1. ‥‥
· No. 2. ‥‥
· No. 2. Oil 보급 , Compound 180S 5,000 l
보급전의 유면 11.6
보급후의 유면 21.5 → 17.20
· No. 3. ‥‥
보 전 일 지
A B
단락
원인 : 7호로의 Heater Cover가 정상시보다 높기 때문에 Heater Cover로 주물이 돌출한 것이라 생각 됨
그림5 보전일지
설비는 사용중 점차 노화해 간다. 그림 6에 나타낸 것과 같이, 사용하는 것에 의한
노화 이외에 자연노화도 할 것이고, 또 불의의 사고에 의해서도 노화한다.
이 같은 노화가 없으면 설비의 유지관리는 아주 쉽지만, 현실적으로는 노화가 없도
록 노력하기는 하지만, 피할 수 없는 것이다.
노화는 표1에 나타낸 것과 같이, 형태상 기능저하형과 기능정지형의 2가지로 크게
구분된다. 설비가 이 2가지 형태의 어느쪽인가로 나누어진다고 하기 보다는 노화의
방식에 의해 2가지 형으로 되는 것이므로, 하나의 설비에서 2가지 형의 노화가 일어
난다.
이들의 노화에 의하여 설비가 본래 구비해야 할 성능이 발휘되지 못하는 것이다.
5-2 점검에 의한 노화경향 측정 Data의 활용
마 모 사용에 의한 노화
(마모, 부식 등) (운전조건, 조작방법 등)
파 손 자 연 노 화
(충격, 피로 등) (녹, 기계의 이상, 노화 등)
오 염 재해에 의한 노화
(원료 부착 등) (폭풍, 침수, 지진 등)
성능노화
기능저하형(성능저하형)
구 분
설비의 사용중 생산량, 단위생산량, 정밀도등의 성질과 전력, 중기등의 효율이 순차적으로 저하하는 형
구 분
- 반응탑- 암모니아 합성 압축기- 전해조
예
기능정지형(돌발고장형)
사용중의 성능저하는 그다지 없지만, 부분의파손, 그외 돌발적으로 고장정지하나, 부분적 교환에 의해서 복구되는 형
- 기계의 축- 전기의 단선- 내압용기의 파괴
표 1 노화의 형태

설비를 유지관리하는 중 설비에 일어나는 이들 노화현상을 정확히 파악하여, 그
경향을 보아 최적의 해결방법을 판단하여, Action을 취해가는 것이 중요하다.
이것은 일상의 점검 Check List나 정기점검 관리표를 근거로 실시하여, 그 경향을
확실히 체크하지 않으면 안된다.
표2에 정기점검 관리표의 예를 그림 7에 활용예를 나타낸다.
그림 7은 분괴 압연기의 압하장치에 조립되어 있는 Screw 간격의 추이를 나타낸 것
이다. 이 그림중 ① ② 의 부분은 급격히 마모가 진행하고 있고, 간격이 늘어나고
있다.
분해점검의 결과로부터 Screw 표면의 거칠음에 의한 것으로 판단됨으로서 특수 윤활
제를 이용하여 정상마모로 되돌린 것이다.
이후 같은 경향으로 마모한다면 ③의 시점에서 교환하게 된다.
0
2
4
6
8
㎜
경과기간
교체단계
그림 7 압하장치용 Screw 마모 상황
표 2 정기점검 관리표
기계명 점검개소계획
실시1 2 3 7 11 12
비 고 ○계획 ●실시 △급유 ☆교환 □ 돌발
계획
실시
○
3/21●
계획
실시
1/4개월
○
7/28●
년도
5
그림 7 압하장치용 Screw 마모 상황
D측
C측
②
①

보전활동의 목표는 설비관리 (설비의 일생애 관리) 의 면에서 보면, 금액으로 표시
되어야 할 것이다.
그러나, 설비의 근대화, 대형화에 따른 공장내의 조직, 기능이 점점 세분화, 전문화
되는 경향 속에서 각 분야의 제반활동을 유기적으로 연결, 생산성향상이란 목적에
집결시키기 위해서, 공통의 관리측정 수단으로 곧잘 사용되고 있는 것이 설비가동
시간(률) 또는 불량정지시간(률)이다.
이 관리측정의 보기 및 활용을 아래에 나타낸다.
(1) 단기적인 추이도부터 조기에 타결해야 할 대책이 뒤로 밀리지
않도록 관리한다.
‥‥‥고장현상으로부터 원인을 추정하여 설비의 개선에 중점을
둔 재발방지대책을 신속히 취할 것
‥‥‥제1선에서 관리하는 것에 의해, 눈앞의 문제점에 대한
유효한 대책을 세우고 Action 을 취할 것
(2) 장기적인 추이에 의해 보전활동에 관한 Micro적인 자세를 돋보
이게 하여, 앞으로 나아갈 방향, 대처할 방향을 명확히 한다.
‥‥‥설비의 노화 상황이나 보전효과의 판단자료로 한다.
‥‥‥갱신계획, 설비투자계획의 기초적인 자료로 한다.
불량정지율의 예는, 그림 8, 9에 나타낸다.
5-3 불량정지시간 Data의 활용
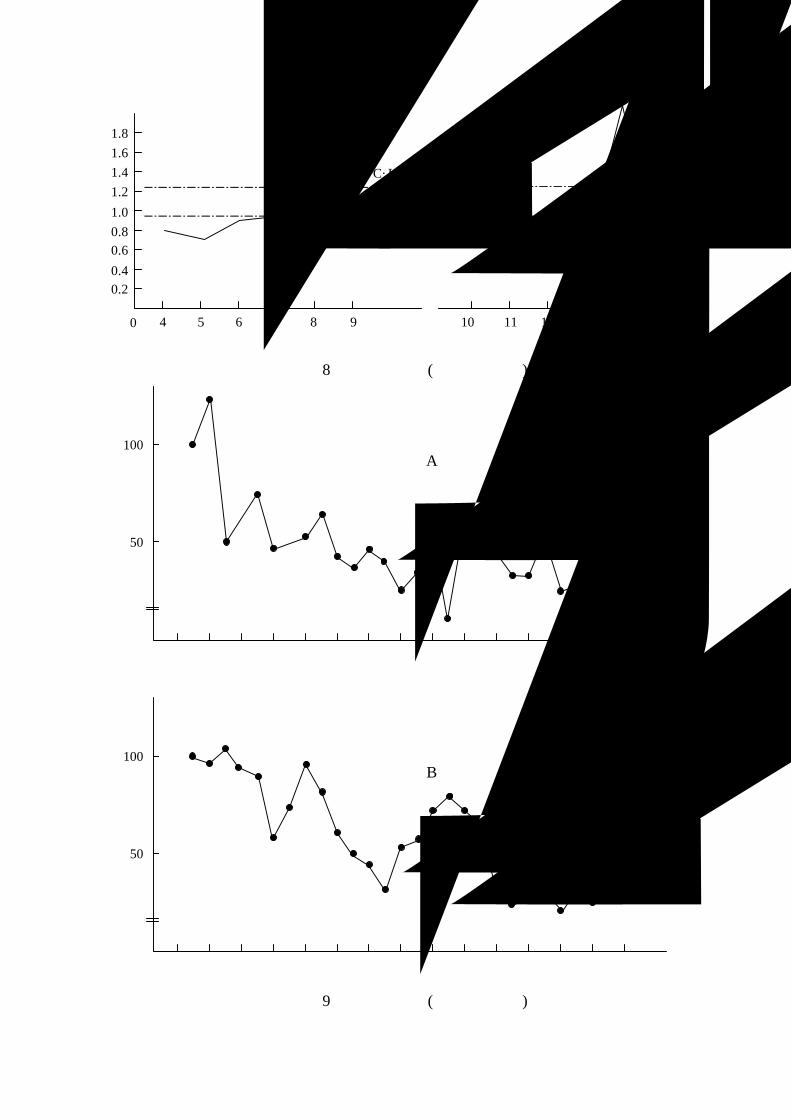
그림 8 불량정지율 (단기적 추이)
그림 9 불량정지율 (장기적 추이)
0 4 5 6 7 8 9
0.20.4
0.60.8
1.0
1.2
1.4
1.6
1.8
C·L-0.95
U·C·L-1.29
10 11 12 1 2 3
C·L-0.95
U·C·L-
8.4
상 기 하 기
50
100A공장
지
수
경과기간
50
100B공장
지
수
경과기간

계획적인 점검, 검사, 수리, 개선등을 실시하고, 보전활동을 효과적으로 추진한다면
돌발고장은 방지할 수 있다는 것이 예방보전의 기본적인 사고방법이지만, 실제로
고장 Zero에는 미치지 못하는 경우가 많다.
이것은 설비관리의 운영면에 있어서 충분하지 않음을 의미할지도 모른다.
따라서, 보전활동은 돌발사고를 절감한다는 목표에 대해서 항상 강하게 추진하지
않으면 안된다. 이 목표달성을 위한 하나의 수단으로, 과거에 발생한 설비고장의
원인분석을 하고, 그 분석결과를 근거로 유효한 대책을 세워 재발방지에 노력하고,
신설비의 MP설계의 발판으로 활용하는 것이 중요하다.
그림 10은 설비 사고보고서의 예를 나타냈지만, 그 보고서는 관계부서, 간부에게
보고하는 것을 주안으로 한 것이다. 그와 함께, 그 속에 포함되어 있는 정보를 분석
하여 사고의 내용을 파악하고, Micro적인 시야에서 개선에 기여하는 것이다.
그림 11은 원인별로 분석한 예를 나타낸다.
또, 이제까지 발생한 설비고장이나 커다란 예방수리 내용등을 설비의 내역을 나타
내는 표로 중요한 요소이므로, Data로서 기록하고 설비 단위로 보존해 둘 필요가
있다.
표3, 4에 각각 설비대장(보전 Card) 및 보전기록표의 예를 나타낸다.
5-4 설비고장 Data의 활용
그림 10 설비고장보고서
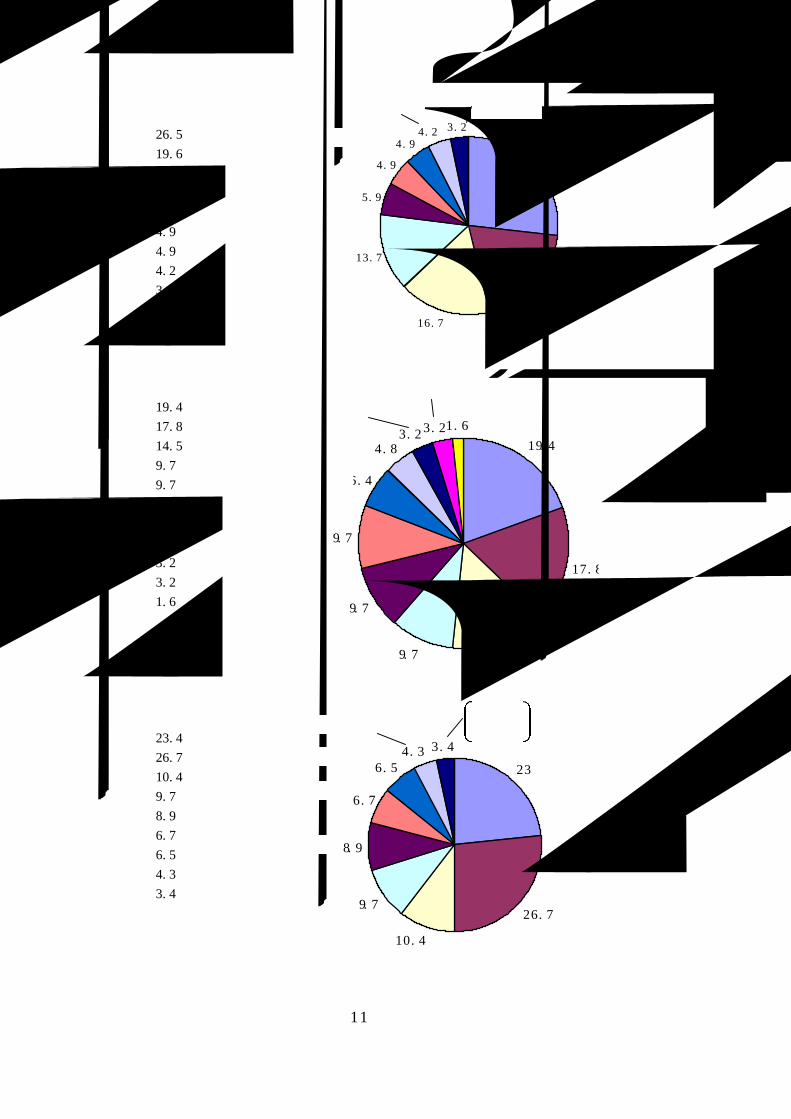
기타 26.5
자연노화 19.6
설계불량 16.7
점검불량 13.7
조정불량 5.9
수리불량 4.9
오조작 4.9
급유불량 4.2
제작불량 3.2
자연노화 19.4
기타 17.8
수리불량 14.5
오조작 9.7
점검불량 9.7
설계불량 9.7
조정불량 6.4
제작불량 4.8
급유불량 3.2
환경불량 3.2
설치불량 1.6
자연노화 23.4
기타 26.7
오조작 10.4
수리불량 9.7
설계불량 8.9
제작불량 6.7
점검불량 6.5
조정불량 4.3
환경불량 3.4
26.5
19.6
16.7
13.7
5.9
4.9
4.94.2 3.2
19.4
17.8
14.59.7
9.7
9.7
6.4
4.83.2 3.21.6
23.4
26.7
10.4
9.7
8.9
6.7
6.54.3 3.4
기타
자연노화
설계불량
조정불량
점검불량
수리불량
오조작
제작불량급유불량
자연노화
기타
수리불량
오조작
점검불량
설계불량
조정불량
제작불량
설치불량
환경불량
급유불량
그림 11 원인별 분석결과
기타
자연노화
오조작
수리불량
설계불량
제작불량
점검불량
조정불량
환경불량
급유불량
설치불량

공장명 :
설비명 :
년월일 내 용 자료NO. 비 고
표 3 설비대장 (보전 CARD)표 3 설비대장 (보전 CARD)
보전 CARD
자료No.
공장명 :
표 4 보전 기록표
보전 기록표 공해. 사고. 수리. 개선. 점검
년 월 일 보고
설비명
건 명
Staff 계장 과장 보고자
공장정지시간 발생
완료
년 월 일
년 월 일
상황
원인·이유
조치
대책
약도
설비는 크기나 용도의 차이는 있을지 몰라도, 구성요소로부터 보면 그다지 틀린것이
없는 것이 많다. 하물며, 용도, 기능이 완전이 같은 유사설비는 의외로 많다.
이들 유사설비는 고장의 내용이나 개소도 대단히 비슷하다.
따라서, 어느 설비의 사고예, 개선예는 넓게 유사설비에 적용 가능한 것이고, 또
크게 활용하지 않으면 안된다.
물론, 그 때문에 적용할 수 있는 정보가 폭넓게 관계자에게 전달 가능한 시스템이
되지 않으면 안된다는 것은 말할 필요도 없다.
그림 12는 다른 공장의 유사설비의 정보를 재빨리 받아들여 돌발고장을 미연에
방지한 예를 나타낸다.
이상 (Clack 발생) 에 이르는 원인의 추정으로부터 진짜의 원인을 규명하고, 설비에
맞는 최적의 작업조건을 산출하여 표준화한 것이다.
보전 Data의 처리를 EDPS(Electronic Data Processing System)화 하는 것은 전산기
를 사용하는 것이므로, 분류, 선택, 조합, 집계가 빠르고, 처리량도 많으며, 정보
처리의 노력을 대폭 감소시킬 수 있다.
그림 13은 설비보전관리 System의 Data Base 관련도의 일례를 나타낸다.
System화의 이점은 정보의 일원화, 공유화를 꾀할 수 있으며, 언제라도 필요한
정보를 도출시킬 수 있는 것과 함께, 계획의 실행, 실적수집, 평가해석, PDCA의 관리
Cycle이 정상적으로 처리되는 것이다.
이것에 의하여, 정보가 적시에 Output되어 보전활동을 효율좋게 운영할 수 있음과
동시에 설비관리의 정밀도 향상을 꾀할 수 있다.
5-5 유사설비 Data의 활용
5-6 EDPS Data의 활용
절단기 상부 레버균열 발생
본사 압연기설계 검토
절단기 상부 레버 균열 확인
공작 설계 도면화
발 주
개조
제 작
교 환
교 환
절단능력검사(Strain Gauge에의한 응력측정
해 석
표 준 화
실 시
관계부서 검토
400Ton 절단기의 절단능력 표준화까지의 과정
그림12 유사설비에로의 활용
개 략 도

표 5는 EDPS의 수리정보에 관한 Output의 일례를 나타낸 것이다.
또, 그림 14는 EDPS Data를 활용하여 Action을 취한 결과, 어떤 효과가 나왔는가를
그래프화 한 것이다.
그림13 설비보전관리 SYSTEM (DATA BASE 연관도)
기(예산)계획 월차·주 계산 지령·발주 실적수집 기준(Master)
요원계획
작업미달
고장실적
생산실적
작업예산
작업예산
지령작업실적
예산실적
예비품계 획
예비품예 산
예비품실 적
자재구매Data Base
설비Master
작업Master
예비품Master
개별관리Master
요원관리Master
개별이력Master

표 5 EDPS DATA의 활용
전단기 TOOL 교환 매수 추이
3
20
10
0
매
교환매수
검토(QC Circle) 1차 2차 개선후
경과기간

그림 14 EDPS DATA의 활용
전단기 TOOL 교환 매수 추이

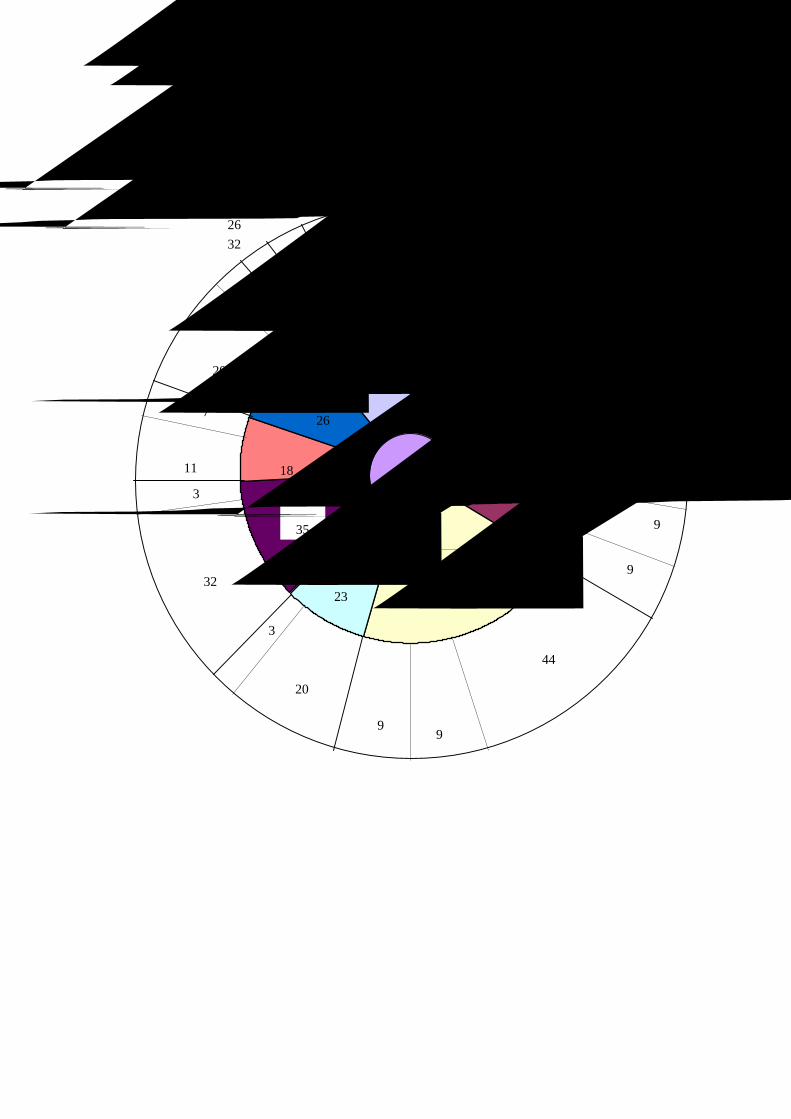
설비 또는 그것을 구성하는 부품이나 요소에 과대응력, 부식환경등이 작용하면, 그
들은 각각 고유의 고장 Mechanism에 의하여 결함이 발생한다. 결함은 시간과 함께
진행하고, 확대되어, 결국은 설비를 고장에 이르게 할 수 있다.
이 이상징후를 측정, 관찰하는 것에 의해, 고장에 이르는 시간을 예지, 예측과 함께
결함의 종류, 발생부위, 정도를 분명히 하여, 최적의 대책, 수정방법을 검토하여,
계획적으로 설비의 보전을 행하는 것이 가능하게 된다.
설비진단기술은 그 목적이 최근 보전활동에도 적용되어, 실용화, 보급단계에 있는
기술이다. 또, 설비진단기술은 각종의 진단수법이 확립되고, 동반되어, 종래의 예방
보전의 방식인 시간계획보전부터 상태감시보전, 즉, 예지보전을 위한 유력한 기술이
되고 있는 중이다.
설비진단에 의하여 얻어진 정보는, 그 기술의 성격으로부터 주로 사고의 사전방지,
교환주기의 연장, 개방점검의 생략 등 직접적인 수리비용의 절감에 기여할 뿐 아니라
정량화에 의한 점검의 신뢰성 향상, 제품의 품질 안정화 등에 활용이 가능하다.
그림 15는 진단수법의 실용화 상황을 나타내고 있다.
또, 그림 16에는 진동법을 응용한 설비진단의 예를 보여 준다.
5-4 설비고장 Data의 활용
구름베어링 69
미그럼베어링 30
기어 62
변속기 23
축 35
압연구동계 18
펌프압축기 26
기타 32
구름베어링
69
미끄럼베어링
30
기어
62
변속
축
35
압연구동계
18
펌프
압축기
23
26
기타
32
총수
295건
진동법
50
유분석법10
기타 9
기타 18
진동법
12
유분석법9
기타 9
기
타
9
유
분
석
법
9
진동법
44진동법
20
기타
3
기타 3
진동법
32
기타 7
진동법
11
진동법
20
기
타
6
진
동법
6
유
분석
법8
보전활동은 설비관리의 단계중 조업단계에서의 활동이고, 생산활동과 함께 장기간
에 걸쳐, 기업활동의 목적인 생산성 향상에 기여해야 하는 중요한 위치에 있다.
이 활동을 받쳐주는 것으로 보전정보가 수집되어 활용되지 않으면 안된다.
이 수집에 있어서는 규정된 형태는 없고, 각각의 공장, 현장의 실태에 따라 독자적
으로 개발해 나갈 것을 바란다.
또, 보전의 수준에 맞는 종류와 내용이면 좋지만 최초에 논술한 기본적인 사고방법
을 명확히 하여, 충분히 이해해서 실행에 옮겨가는 것이 중요하다.
특히, 직반장은 공장의 제1선 감독자이므로, 단기적 관리와 장기적 관리의 양면에
접근해 가는 것이 기대되고 있다.
6. 종합정리
제 6 장 보전 DATA의 활용
1. 표준과 표준화 1-1 표준화란 1-2 표준화의 대상과 분류 1-3 표준화에 맞추어 2. 설비보전 표준화의 목적 2-1 설비보전의 업무 2-2 설비보전 표준화의 목적 3. 설비보전 표준화의 분류 3-1 설비의 관리적 표준 3-2 설비의 기술적 표준 4. 설비보전 표준의 설정 예 4-1 관리적 표준 5-2 기술적 표준 5. 결 론
목 차

기업내의 활동은 일반적으로 마케팅, 연구개발, 설계조달, 제조, 품질관리, 설비
관리, 판매, 총무, 인사, 경리 등 각각 전문적으로 나누어진 기능부문으로 분업되어
있고, 또 이들 각 부문의 활동이 얼마의 계층에 의해서 관리되고 있는 것이 보통이다.
이러한 기업내의 각 부문 및 각 계층이 협력하여 최선의 기업활동에로의 노력을
조직적으로 행하기 위해서는, 각 부문 및 각 업무의 계층마다 되풀이 되서 행해지는
구체적인 업무의 진행법에 대해서, 그 방법, 수단이나 판단기준등의 근거가 결정되어
져, 실수없이 확실하게 시행 가능하도록 짜여져 있지 않으면 안된다.
이같이 기업활동을 실수없이, 효율적으로 진행함에 있어서, 업무의 진행방향, 방법,
판단의 기준등에 관해서 정해진 약속을 『표준』이라고 부르고 있다.
한편 『표준화』라는 것은, 이 표준을 제정하여, 이것을 합리적으로 활용하는 조직
적 활동이며, 활용하는 것에 의해 기업활동의 목적을 달성하는 것이어야 한다.
또, 이 활동은 끊임없이 계속적으로 해야하며, 일련의 관리 Cycle (Plan - Do -
Check - Action) 이 명확히 정해져 있는 것이 중요하다.
1. 표준과 표준화
1-1 표준화란
1. 표준화의 대상
표준화를 추진하는 경우에는, 각 부문 및 각 계층의 활동에 따라 많은 규정이나
기술표준이 제정된 것이지만, 이들을 일정한 사고법에 따라 정리하여, 체계화하는
것이 필요하다. 각각 표준의 적용범위나 상호관계를 명확히 하여 중복이나 탈락을
방지하여 전체가 적용된 표준화를 추진하는 것이 대단히 중요하다.
표준화의 대상을 체계적으로 정리하면, 그림 1에 나타낸 T.R.B. Sonders의 3요소
(주제, 국면, 수준) 로 나누어진다.
총
무
인
사
근
로
경
리
연
구
개
발
설
계
조
달
제
조
재
료
부
품
공
정
품
제
품
제
조
설
비
실
험
설
비
치
공
구
업무 물건
Z(수준)
X(주제)
전 사사업장공 장부 · 과
분류, 정의, 명칭
기호, CODE
종류, 등급, 품질
재료, 원료
WORK STATION 제조, 시험, 검사방법
포장, 저장, 운반
순서, 수속
방법, 판단기준
Y(국면)
그림1 표준화의 3요소
1-2 표준화의 대상과 분류

(1) 표준화의 주제
주제란, 「무엇에 관하여 표준화를 행하는 것인가」라는 것이고, 유형의 물건과
업무로 크게 구분된다. 전자는 물건의 종류로 세분되고, 후자는 회사에서의 기업활동
의 분야로 구분된다.
(2) 표준화의 국면
국면이란, 「어디를 표준화 하는가」를 정하는 것이고, 표준으로 채택한 규정항목,
요구사항, 조건 등이다.
(3) 표준화의 수준
수준이란, 「표준의 적용범위란 어디까지인가」를 정하는 것이거, 기업의 경우에는
전사, 사업장, 공장, 부 · 과 등의 범위 수준을 가리키는 것이다.
이 같이 표준화에 앞서 대상이 되는 과제를 정리해서 검토하면 적합한 표준화를
기할 수 있다.
2. 표준의 분류
표준은 대상이 되는 주제가 주로 유형의 물건 (혹은 기술) 에 과한 것인가. 아니면
업무 (바꾸어 말하면 경영관리) 에 관한 것인가에 따라서, 기술면의 표준과 업무면의
표준으로 분류된다.
표준의 분류를 표 6-1에 나타낸다.
업무면의표 준
(경영관리면)
조직의 표준조직의 표준‥‥‥조직규정(업무분담, 직무권한, 조직도)
관리제도의 표준‥관리규정(규정관리, 설비관리, 품질관리)
기술면의표 준
준수해야 할 표준‥‥규격,사양서(품질규격,재료규격,검사규격)
표시가 되는 표준‥‥기준,설명서(설계기준,검사요령서)
표 1 표준화의 분류
또, 표준은 위에서 나타낸 분류 외에, 강제의 정도, 적용기간 또는 조직, 계층등에
의한 분류법이 있고, 표 2에 그 예를 간단히 나타낸다.
① 강제의 정도에 의한 분류법
② 적용기간에 의한 분류법
③ 계층(수준)에 의한 분류법 - 일반적으로 상위의 표준은 하위의 표준을 구속한다.
표 2 사내표준의 기타 분류 예
표준 임의표준 - 규격, 기술표준들중 반드시 준수할 필요는 없는 것
강제표준 - 규칙, 규정, 규격들 가운데 강제력이 있는 것
참고표준 - Manual, 지침 등 업무상, 기술상 참고로 할 정도의 것
통상표준 - 일반 표준은 이것에 해당한다.
일정기간후 반드시 재평가 (개정, 확인, 폐지) 한다
시한표준 - 특정의 활동, 과도적 처치 등을 하기 위한 표준으로
일정기간 경과후 폐지한다
잠정표준 - 통상 표준을 제정할 때까지의 임시 표준을 말한다.
임시조건(예를 들면, 기술적 조건, 적용환경 등)이 만족
하면 일정의 수속을 거쳐 통상표준으로 교체된다.
표준사업부표준 -사업부내에 적용하는 공통적 표준을 말한다.
강제 표준 - 전사에 적용하는 공통적 표준을 말한다.
공장 표준 - 공장내에 적용하는 표준을 말한다.
부문 표준 - 부문내에 적용하는 표준을 말한다.
표준

표준화를 진행함에 있어, 제정된 표준이 구비해야 할, 일반적인 필요사항에 대해서
중요한 것들을 아래에 나타낸다.
(1) 사내와 표준과의 정합, 조화가 될 것
사내 및 사외의 표준은 서로 모순이 있으면, 쓸모없는 혼란을 초래할 요인이 된다.
또, 단체규격, 국가규격, 국제규격등과의 정합성은 중요한 것이고, 현 시점에서
조화가 취해져 있지 않으면, 지장이 없는 한 적극적으로 사외표준을 사내표준으로
취하는 것이 필요하다.
(2) 사내표준은 실행 가능한 것
사내표준은 기술적으로, 조직상으로 확고한 뒷받침이 있고, 실행할 수 있는 내용
이어야 할 필요가 있다. 무심코 이상을 쫒아 사내의 체제가 정비되지 않은 채, 기본
방침부터 규정하는 것은 원칙적으로 피하지 않으면 안된다.
(3) 관계자의 합의에 의하여 정해질 것
사내표준은 그 표준을 사용하는 사람들이 합의하여 정한 규정이야말로, 적극적으로
실행하고, 그 활용에 의하여 표준화의 효과가 기대된다.
(4) 항상 최신의 상태로 유지관리 되어 있을 것
사내표준은 그 표준을 사용하여 일을 하는 사람들의 이정표로서 지켜져야 할 것인
이상, 시간의 경과, 기술의 진보, 조직의 개편을 근거로 해서, 항상 최신의 상태로
개정되어 가도록 관리하는 것이 중요하다.
이를 위해서는 관리책임자, 담당자는 누구인가, 또, 재평가 기간등을 명확히 해 둘
필요가 있다.
(5) 내용이 구체적으로 규정되어 있을 것
사내표준은 문장, 그림, 표 등에 의해서 표현되고, 전달수단으로서의 기능이 충분히
완수될 필요가 있다. 사용하는 사람마다 해석이 틀리거나, 내용이 불명확해서 구체성
이 결여되건, 객관성이 없는 것이어서는 안된다.
이상 표준, 표준화에 관하여 일반적인 사항을 중심으로 논술해 왔지만, 이후는 본장
의 주제인 설비보전의 표준화에 대해서 사례등을 넣어가면서 설명해 간다.
1-3 표준화에 맞추어

설비보전의 활동은, 설비에 관한 온갖 방면의 요구에 대해서, 기술면 또는 관리면
에서도 대처 가능한 체제를 확보하는 것이 필요하다.
기업의 업종, 규모, 조직에 있어서 차이는 있지만, 설비보전의 업무를 구체적으로
표시해 보면 표 3과 같다.
구 분 업 무 내 용
자재, 예비품 관리 · 예비품 구입 예산 관리
· 예비품의 원활한 구입 및 관리
· 재고품의 금액 관리
· 소모변동의 조사, 예비품 대장의 관리
공사관리 · 수리작업자, 공구, 기기의 관리
· 수리계획의 입안, 여력 관리
· 수리공사의 감독, 적정한 인원 배치
· 작업의 표준시간 설정
· 수리기술의 호가보와 향상
설비의 일상보전 · 일상점검, 정기검사의 실시
· 설비의 노화 상황 파악
· 설비 이상개소의 처치
· 윤활유지의 관리
생산에 연결되는 설비분석 · 제품의 품질에 연결되는 설비 관리
· 설비능력의 파악
개 선 · 고장원인을 분석하고 설비를 개선한다
· 보전활동에서 얻어진 지식이나 기술을 설계에 포함시킨다
보전비용의 관리 · 사내 보전비의 파악
· 사내 지불전비의 예산관리
이들 업무에 관하여 각각 표준화가 되어있지 않으면, 설비보전의 활동에 쓸모없는
혼란이나 모순 혹은 실패를 초래할 뿐아니라, 기술의 축적이나 개선의 기초구성 조차
도 불가능한 상태가 되어, 생산활동에 막대한 지장을 끼치게 된다.
2. 설비보전 표준화의 목적
2-1 설비보전의 업무
표 3 설비보전의 업무 내용

기업활동에 있어서, 설비관리의 중요성 인식이 높아지고 있는 가운데, 표준화는
이미 제품의 품질관리에 중점을 둔 생산기술 주체의 활동으로부터 설비보전을 포함한
설비관리의 활동으로도 넓게 도입되어 가고 있다.
따라서, 설비보전의 표준화는 설비관리 중의 설비보전활동을 항상 원활히, 효율적
으로 실시해 가기 위해서 제정되어 활용되어야 그 성과가 기대되는 것이다.
즉, 그 목적은 설비관리를 통해서, 공장활동의 목적에 합치하는 것으로, 궁극적
으로는 기업의 목적인 생산성 향상에 따르는 것이어야 한다.
공장활동의 목적을 아래에 나타낸다.
(1) 계획 생산량의 확보
(2) 제품 품질의 유지, 향상
(3) 원단위의 절감
(4) 납기의 확보
(5) 안전, 환경조건의 향상
2-2 설비보전 표준화의 목적

표준이 경영관리면과 기술면의 2가지로 크게 구별된다는 것은 앞에서 말한대로이다.
설비보전표준도 이 2가지로 분류되지만, 설비관리(설비의 계획으로부터 취득, 운전,
보전 또는 폐각에 이르는 일생에 걸친 종합적 관리) 와의 관련을 해석하기 쉽게하기
위하여, 양자의 표준에 관해서 아울러 논술할 것이다.
설비의 관리적 표준은 기능별 또는 계층별로 나누어서, 업무의 연결이나 흐름을
명확히 하는 역학을 가지고 있는 것이다.
표 4에 설비의 관리제도의 표준에 관하여, 각각의 규정내용 및 특색에 대하여 나타
낸다.
종 류 규정내용 / 특색
고정자산 취급규정 유형고정자산의 관리를 원활히 하기 위해, 그것을 취득, 이관,
유휴, 대여, 차용, 양도, 폐각 등에 따른 취급에 대하여 정한 것
설비투자 관리규정 설비투자의 효과적인 추진을 위해, 사업의 추진에 필요한 유형
고정자산의 취득을 직접의 목적으로 하는 설비투자의 계획 및
실시에 관한 제반사항을 정한 것
설비관리규정 고정자산 취급규정, 설비투자관리규정을 받아, 사업장, 공장마다
설비의 유지관리, 능력향상, 갱신 등 설비효율을 높이기 위한
관리기준을 정한 것
설비관리 분담구분 각 공장에 속한 설비의 보수, 관리의 책임을 명확히 하여, 설비의
* 노화를 최소한으로 막기 위하여, 점검, 수리, 급유, 예비품관리
등에 관하여 분담을 정한 것
* 설비보전표준에 속하는 것
3. 설비보전 표준의 분류
3-1 설비의 관리적 표준
표 3 설비보전의 업무 내용
제품을 대상으로 하는가, 설비를 대상으로 하는가에 의해서, 표준의 명칭은 다르지
만, 규정하는 내용의 성격으로 보면, 제품계열과 같은 성격을 가진 설비계열의 표준
이 존재하는 것이 이해될 것이다.
표 5는, 그 양계열의 표준을 분류하여 나타낸 것이다.
규정하는 내용 제품 계열 설비 계열
공통요소의 설계의 표준 제품 설계 규격 설비 설계 규격 (설비표준)
특정의 제품이나 설비 제품 규격 설비 성능 표준
품질의 표준 (제품 사양서) (설비 사양서)
재료의 품질 표준 원재료 구매 규격 설비 자재 구매 규격
수입 또는 완성시의 시험 원재료 검사 표준 설비 보전 표준
방법, 검사방법의 표준 제품 검사 표준 시운전 검수 표준
품질유지를 위한 조건의 기술 표준 설비 보전 표준
표준 (제조 사양서)
작업방법, 작업시간의 표준 작업표준(지시서, 지도서) 보전 작업 표준
표 5에 예시한 설비계열의 표준에 대하여, 각각의 규정내용 및 특색을 표 6에 나타
낸다. 표4, 표 6에 나타낸 ★표의 표준이, 설비보전표준에 속하는 것이다.
넓은 의미의 설비보전활동으로 보면, 표의 각각이 관련된 것이기 때문에, 각각의
표준의 목적, 규정내용을 충분히 이해하여, 일상의 보전활동에 활용해 가는 것이
바람직하다.
3-2 설비의 기술적 표준
표 5 제품계열과 설비계열의 표준의 비교대조표
종 류 규정내용 / 특색
설비 설계 표준 설비의 설계에 관한 표준으로, 설비의 공통요소(축, 기어, 밸브
(설계 기준) 등)의 사내표준 규격과 설비능력 계산방식의 기준등에 관하여
정한 것
설비 성능 표준 설비가 운전시에 발휘하는 성능의 표준으로, 용도, 주요단위,
(설비 사양서) 용량능력, 정밀도, 주요부분의 구조, 재질, 작용에 필요한
Utility등을 특정의 설비에 대하여 정한 것
설비자재 구매규격 설비설계표준, 설비성능표준을 근거로 해서 규정되어, 설비용의
재료, 부품등의 품질의 표준을 정한 것
설비자재 검사규격 설비용의 재료, 부품들의 품질이 그 표준에 합치하는가의 시험
방법, 검사방법의 표준을 정한 것
시운전 검수표준 설비의 신설, 개조, 갱신이나 수리등의 공사 완료후, 정해진 성능
을 발휘하는가에 대한 시운전 검수를 행하는 방법을 정한 것
★ 설비보전표준 설비의 노화를 방지(점검, 급유)하기도 하고, 노화를 측정(검사)
하기도 하고, 노화를 회복(수리, 정비)하기 위한 제반의 표준을
정한 것
★ 보전작업표준 점검, 검사, 수리, 정비 등의 작업순서, 작업시간의 표준을 정한
것
★ 설비 보전 표준에 속하는 것
표 6 설비계열의 표준

설비보전표준의 설정 예를 나타냄에 있어, 각각의 규정, 표준은 기업으로서 사외
비밀로서 취급되고 있기 때문에, 규정되어 있는 주요한 항목을 예를 들어, 그림, 표
의 일부를 필요에 따라 삽입하기도 한다.
관리적 표준의 설정 예로서 「설비관리규정」및 「설비관리분담구분」에 대하여
아래에 나타낸다.
1. 설비관리규정
이 규정에 정해진 주요한 항목의 예를, 표 7에 나타낸다.
이 규정은 전사의 고정자산 취급규정이나 설비투자 관리규정을 받아, 공장이나 사업
소마다 제정된 것이다. 또, 이 규정을 설비보전을 포함하여, 설비의 일생애에 걸친
종합적 관리를 가장 효율좋게 운영하기 위한 관리기준에 대하여 정한 것이다.
설비보전표준에는 속하지 않지만, 설비보전활동을 실시해감에 있어서 밀접한 관련이
있으며, 가장 중요한 것이다.
이 규정의 내용중 설비중요도의 결정방법의 예를 그림 2에, 또, 설비중요도에 따른
보전방식, 보전업무의 관계의 예를 표 8에 나타낸다.
2. 설비관리 분담 구분
이 규정은 제철소 또는 사업소의 각 공장마다 규정되어, 그 공장에 속하는 생산설비
동력설비, 운반설비 및 그것들의 부대설비에 관해서, 점검, 수리, 급유, 예비품관리
등의 분담을 정한 것이다.
표 9에 규정되어 있는 주요 항목을 그림 3, 표 10에 분담 구분의 내용의 예를
나타낸다.
4. 설비보전 표준의 설정 예
4-1 관리적 표준

제 1 장 총 순 제 2 장 설비투자 제 3 장 설비등록
1-1 목 적 2-1 구분, 정의 3-1 관리번호
1-2 관리의 방침 2-2 투자계획의 제출 3-2 관리카드
1-3 대상설비 2-3 투자의 결재 3-3 관리번호패
1-4 관리체계 2-4 공사의 실시
1-5 조직체계 2-5 공사, 자재의 관리
1-6 관리부서의 정의 2-6 수입검사
1-7 개발 수속 2-7 공사완료통지
제 4 장 설비보전 제 5 장 유 휴
4-1 중요도 등급의 설정, 재평가
4-2 보전표준 종류의 설정, 개발
4-3 점검, 급유 기준의 설정 제 6 장 보 고
4-4 작업표준의 설정 6-1 설비투자공사 효과의 보고
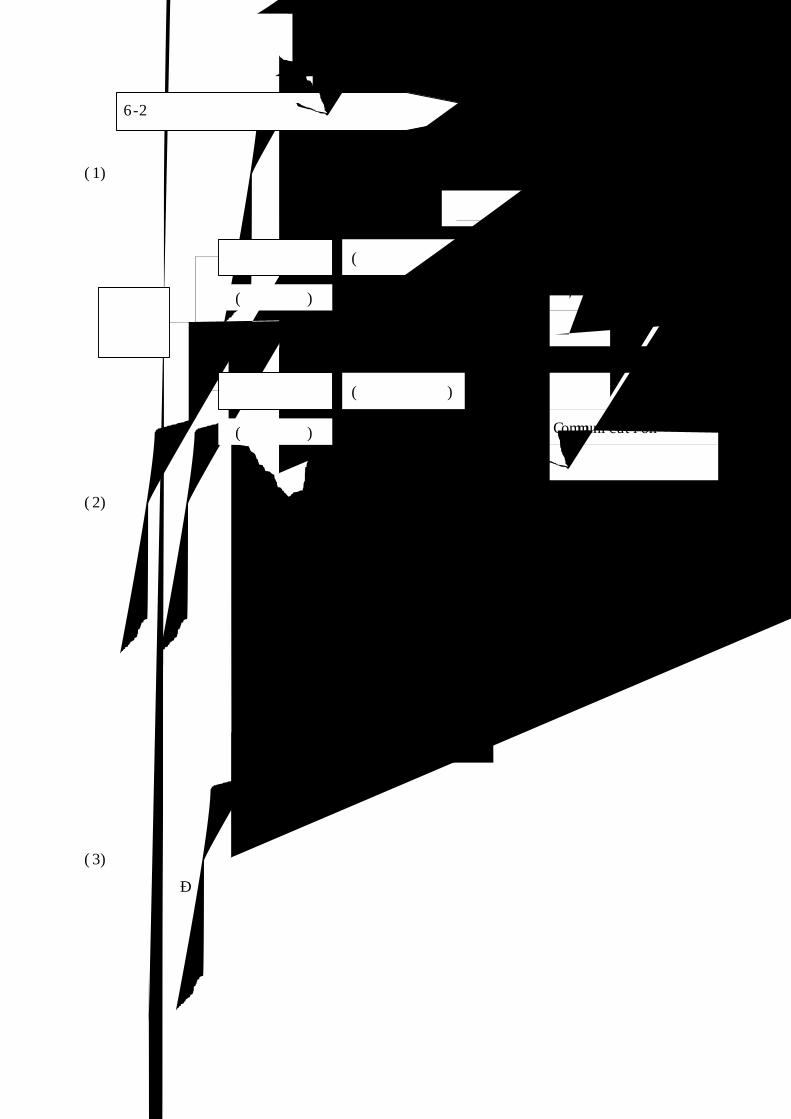
4-5 예비품 관리 6-2 보전공사의 현황 보고
4-6 보전기술자료의 보관 6-3 설비관리 상황의 보고
4-7 도면관리 6-4 설비사고의 보고
4-8 보전공사의 구분과 신청
4-9 보전공사의 실시
4-10 보전공사비용의 관리
4-11 보전효과의 파악, 활용
표 7 보전관리 규정의 주요항목
*
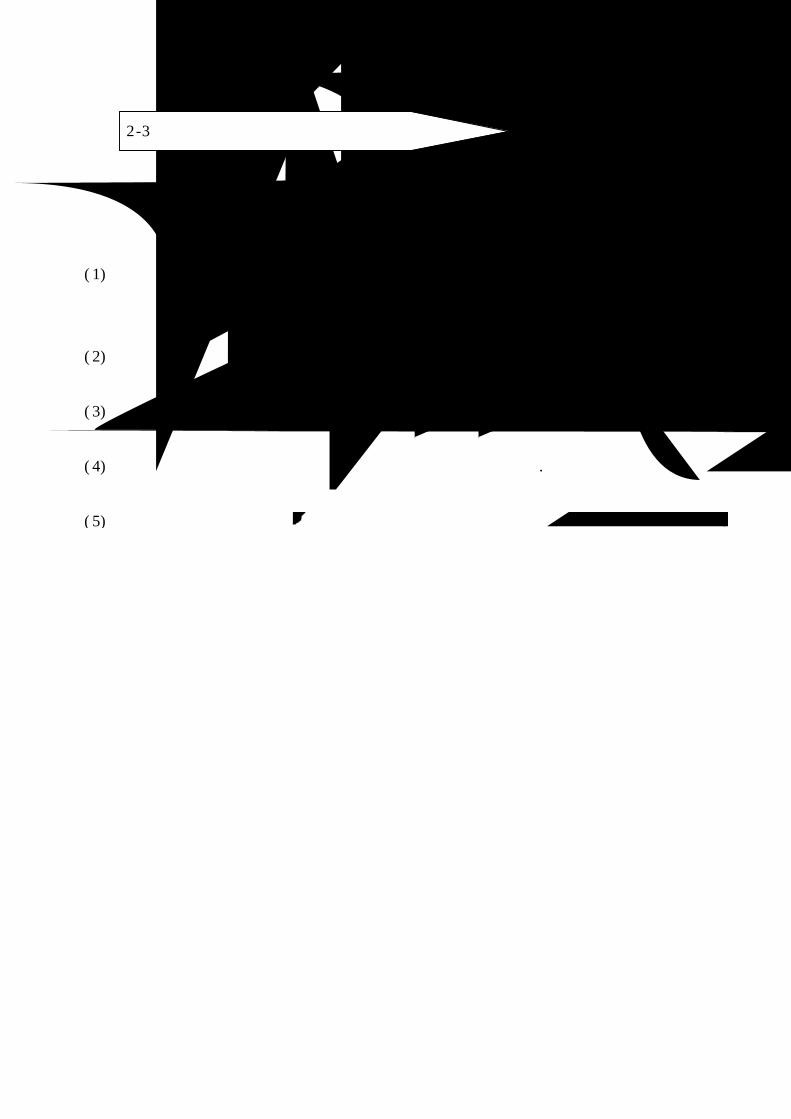
불필요
START
법정점검
고장발생
유
예비계열
절환까지의영향도
고장품의수복손실
영향내용
ⓐ
ⓑ ⓒ원단위.생산량
영향도 I언제라도
생산공정·품질
영향도 II
바로수리요망
안전·재해·공해
ⓒ ⓓ
*
해당설비만
조달까지 기다린다
조달까지기다리지않는다
ⓒ ⓓⓑ
·주라인의 정지
×시간미만
·서브라인의
전면정지 예비품
·타공장의 정지에 파급
·주라인의 정지
×시간미만
·품질상의 문제가 크다
ⓐ ⓐ
다음보전일에 실시
그림 2 설비중요도의 결정방법
점검내용
ⓐ ⓑ
유
무
정밀
간이
필요

1. 총 설 명
2. 목 적
3. 설비의 부위
4. 관계 부문
5. 개발 수속
6. 보전업무의 명칭, 정의
7. 설비관리 분담 구분
7-1 설비관리 분담 구분 (일반적 사항)
7-2 설비관리 분담 구분 (대강)
7-3 설비관리 분담 구분 (상세)
공사계획
점 검간 이
예 비 품
급 유
정 밀
○
○
○
○
○
A
예방보전
○
○
○
○
B
○
○
C
사후보전
○
D업무 LINE
보전방법
(주)○:보전업무를 실시하는 것
표 9 설비관리 분담구분의 주요 항목
표 8 설비중요도와 보전방식, 보전업무 실시의 관계

주전동기, 감속기, 압연기의 분담에 관하여
① 수평압연기 (18", 16", 10", Roll Stand)
② 수직압연기 (10", Roll Stand)
그림 3 설비관리 분담 구분 (일반적 사항)의 예

가로도표에 있음
표 10 설비관리 분담 구분 (대강)의 예

기술적 표준으로서, 설비 검사, 설비 정비, 설비 수리 및 보전작업에 관한 표준에
대하여 아래에 나타낸다.
1. 설비검사 표준
설비검사는 설비의 노화정도를 조사해서 경제적인 수리시간에 도달했나를 확인한다.
또는 도달시간을 예측하는 것에 의해서 수리요구를 계획적으로 행하거나, 예방보전을
하기 위해 행하는 점검, 측정등의 작업이다.
따라서, 설비검사표준은 점검개소 또는 측정부위에 대해서 각각 항목, 방법, 사용
기기, 판정기준, 처치등에 대하여 지정한 것이다.
표 11은 각 공장에 설치되어 있는 공통기기중, 구름베어링의 점검에 관한 기준의
예를 나타낸 것이다. 이 표준 중에는 판정기준값의 근거나 점검주기의 허용범위등이
상세하게 나타나 있고, 판정에 관한 개인의 차이를 없애기 위해, 점검 계획표의 작성
등에도 활용되고 있다.
4-2 기술적 표준
표 11 설비검사 표준의 예 (구름베어링의 점검기준)
표 12는 공장의 설비중 중요도 A에 등록되어 있는 것의 일상점검 작업의 표준의 예로
점검 경로에 대하여 정해져 있다.
이 표준은 점검에 필요한 기기, 공구, 점검항목, 점검방법 등 이외에. 작업상의 요점
안전면의 급소, 이상시의 처치등을 명확히 나타냄과 함께, 약도등에 의해 작업을 확실
히 실시할 수 있도록 하고 있다.
‥‥‥ 공장의 일상점검 작업의 A절차는 아래와 같다.
(1) Controller 본체 →(2) No.2 유압장치 →(3) 가열로, 하구동 장치
(Cylinder포함) →(4) No.2 유압장치 →(5)No.1 Oil Saler(M.M 급유장치
포함) →(6)No.2 Oil Saler(No.3 유압장치, M.M 급유장치 포함) →
(7)NT Mill Oil Mist 장치 →(8)No.4 유압장치 →(9)권선기 Oil Saler →
(10)No.5 유압장치 →(11)No.4 Oil Saler(M.M 급유장치 포함) →(12)No.1,
2,3,4 Hook 컨베이어 구동장치 →(13)압연기 본체에 부착하는 급유, 유압
관계 →(14)7 XL NT Mill →No.1,2 Flinger
2. 설비정비 표준
정비는 일상보전이라고도 하며, 오히려 초기단계의 수리공사이거나, 주로 공작기계가
없어도 가능한 범위의 작업으로, 설비의 설치장소에서 행하는 것이 많다.
즉, 급유, 청소, 조정, 부품교환등 수공구로 행하는 정도의 작업이 정비이다.
표 13은 급유표준의 예를 나타낸 것이지만, 급유기기, 급유방식, 유종, 주기, 급유량
을 정할 수 있다.
3. 설비수리 표준
수리와 정비와는 행하여지는 처치의 크기에 의해서 개념상 구분할 뿐이다.
수리는 주로 중앙의 정비공장이나 외주에 의존하는 작업이고, 조립, 분해, 제작,
가공등으로 공사라고 불리는 것이 많다.
이 표준은 수리의 조건이나 방법등에 대해서 정하는 것으로, 특정의 설비, 또는 기기
에 관해서 작성하는 경우가 많다.
표 14는 수리표준의 예를 나타낸 것이지만, 작업방법, 순서, 판정기준외에 작업시간
도 나타내고 있다.
이 같은 양식이 많이 이용되고 있지만, 감속기, 펌프, 실린더 등 크기가 다른 동일
기기에서의 수리표준에서는 작업방법, 순서, 판정기준등에 관해서 나타내는 것이 된다.
표 12 설비검사 표준의 예 (일상점검 작업)

140
표 13 급유 표준의 예

4. 보전작업 표준
보전작업에 대해서 작업방법, 순서와 표준시간을 나타내는 것을 보전작업표준이라
부르고 있다. (표 14 참조)
보전작업표준은 작업의 능률을 측정하는 것이 도움이 되는 외에, 검사나 공사등의
보전작업의 일정계획, 여력관리등에도 활용 가능하며, 더욱이 작업원의 교육훈련자료
에도 이용되고, 기능의 확보에도 연관된다.
보전작업은 수리공사로부터 연상되도록 대단히 종류가 많아, 표준시간등을 결정지을
수 없다라고 생각되는 경향이 많다.
그러나, 긴 안목으로 보면, 같은 수리가 반복되는 것이고, 또 유사한 수리도 많다.
따라서, 과거의 경험으로부터 작업방법, 순서, 필요 자재, 소요작업자수 등을 표준화
하는 것은 가능하다라고 말할 수 있을 것이다.
보전작업의 표준화에 필요한 표준시간의 설정방법에는 경험법, 실적자료법, 작업연구
법등이 이용되고 있다.
그 특징을 아래에 나타낸다.
(1) 경험법
경험자의 견적에 의해서 작업의 표준시간을 정하는 것으로, 수리공사에 많이 이용
되는 방법이지만, 어떻게해도 주관적이 되어 불확실하다.
초기단계에서는 이 방법으로 설정해도 반복성이 높은 작업에 대해서는 실적을 축적
하는 것에 의해서 실적자룔법이나 작업연구법에 의해야 한다.
(2) 실적자료법
실적기록을 근거로 해서, 작업의 표준시간을 정하는 방법이다.
가능한한 작업을 세분시켜 실적을 잡으면 적용의 범위가 넓게 된다.
또, 작업시간의 실적은 극히 변동이 많은 수치이므로, 이상값을 빼고, 표준값을 정
하도록 해야 한다.
(3) 작업연구법
작업연구에 의해서 표준시간을 정하는 방법으로, 작업의 순서나 시간이 가장 신뢰성
이 높은 것을 얻을 수 있다.
그러나, 이것을 모두 보전작업에 적용하기에는 대단히 많은 노력과 시간을 요하므로
반복회수가 많은 작업, 또한 보전작업 전체중 막대한 소요시간을 차지하는 것에 적용
하는 것이 좋다.
142

표 14 보전 표준 업무
표준에 있어서도 기업의 업종, 규모, 조직이나 전통등이 각각 천차만별이기 때문에,
사내표준의 구조나 내용이 다른 것은 당연한 일이다.
본 장에서는 표준 및 표준화에 대해서, 그 기본적인 사항을 논술하고, 주제인 설비
보전 활동에 이용되도록 제반, 표준의 일부를 사례로 들었다.
표준화는 어디까지나 「좋은 약속을 정해, 그것을 활용하는 것」이므로, 표준의 제정
으로부터 활용에 이르는 구체적인 단계가 사내에서 확고하고, 명확하게 정해져 있는
것이 중요하다.
또, 표준화는 Line 부문 주체의 활동이고, 그 필요성, 활동목적으로 충분히 의식한
상태에서, 항상 전향적인 자세를 가져, 직장이나 공장의 활성화를 꾀하는 것이 중요
하다.
5. 결 론







![지역브랜드그리고마케팅 - cfs6.blog.daum.netcfs6.blog.daum.net/upload_control/download.blog?fhandle... · [지역기획프로세스] 환경분석환경분석 지역자산조사지역자산조사](https://img.pdfslide.tips/doc/110x75/5e04b6f83675eb0f0a34b727/eoeeoeeoeeeeeoe-cfs6blogdaum-eeoe-eeee.jpg)